Embed Size (px)
Citation preview
Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
1
Penerbit
Akademia Baru
Recycled High Density Polyethylene/Ethylene
Vinyl Acetate (RHDPE/EVA)/Taro Powder
(Colocasia esculenta) Composites: The Effect of
Caprolactam-Maleic Anhydride on Tensile
Properties and Morphology
A. R. H. Fatimah*,1,a, A. G. Supri2,b and Z. Fairuz1,c
1School of Materials Engineering, Universiti Malaysia Perlis (UniMAP), Kompleks Taman
Muhibah, Jejawi 2, 02600 Arau, Perlis, Malaysia. 2Faculty of Engineering Technology, Universiti Malaysia Perlis (UniMAP), Main Campus,
Pauh Putra, 02600 Arau, Perlis, Malaysia. a,*[email protected], [email protected], [email protected]
Abstract – Natural fillers fulfil most requirements needed to replace synthetic fillers in thermoplastic
composites. However, some disadvantages appear when natural fillers are used for composites. The
poor compatibility between the hydrophilic fillers with the hydrophobic polymer matrix leads to a
weak interface and hence, poor mechanical properties. In this research, the caprolactam-maleic
anhydride (CL-MAH) was used as a compatibilizer. The tensile strength of RHDPE/EVA/Taro powder
composites decreased with increasing filler loading, while adding caprolactam-maleic anhydride in
the composite significantly improved the tensile properties. The SEM morphology of tensile fracture
surfaces of RHDPE/EVA/Taro powder composites shows better interfacial interaction between taro
powder and RHDPE/EVA phases with the incidence of CL-MAH as a compatibilizer. Copyright ©
2014 Penerbit Akademia Baru - All rights reserved.
Keywords: Recycled High Density Polyethylene, Ethylene Vinyl Acetate, Taro Fillers, Caprolactam-Maleic
Anhydride
1.0 INTRODUCTION
Polymer composites have been widely used for several years to meet the demand for
materials that provide higher standards of performance and reliability [1,2]. Composites are
combinations of at least two materials, which are matrix and filler as reinforcement. The
matrix material surrounds the filler by maintaining their relative positions [3,4]. The use of
natural fillers as reinforcement of composites receives a lot of attentions from many plastic-
based industries. These natural fillers offer such advantages as low weight, widely available,
enhanced biodegradability, low cost, high filling levels possible, and high specific
mechanical properties of composites [5,6,7]. However, poor interfacial properties in the form
of poor adhesion between the hydrophilic lignocellulosic fillers and hydrophobic matrices
reduce the potential of natural fillers as reinforcing agents and weaken the mechanical
properties of the final composites. The interface, which is an important aspect to determine
the physical and mechanical properties of composites, can be improved by the use of
compatibilizing agents. Compatibilizers have the ability to react with organic fillers and
Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
2
Penerbit
Akademia Baru
matrices, forming bridges across the interface [8,9]. The aims of this study are to investigate
the effects of different taro filler loadings and the use of caprolactam-maleic anhydride as a
compatibilizer on the tensile properties and morphology of recycled high density
polyethylene/ethylene vinyl acetate/taro filler. This research needs to be improved by refining
the reaction of two different compatibilizers, caprolactam and maleic anhydride, hence,
improved the blending of RHDPE with EVA. Besides that, the addition of filler loading also
needs to be enhanced because this will lead to superior tensile properties, which makes taro
powder as useful organic filler for commercial product.
2.0 METHODOLOGY
2.1 Materials. RHDPE with melt flow index of 0.7 g/10 min (190°C) and density of 939.9
kg/m3 was used. EVA, which contains 18.1 wt% VA, melt index of 2.5 g/10 min (80°C, 2.16
kg) and density of 0.93 g/cm3 was supplied from A.R. Alatan Sdn. Bhd., Kedah Darul Aman,
Malaysia. Taro filler was obtained from a local village in Selangor. The ingredients of taro
are shown in Table 1. Maleic anhydride was supplied by Zarm Scientific & Supplier Sdn.
Bhd., Penang, Malaysia. Caprolactam and dibenzoyl peroxide (BPO) were obtained from
A.R. Alatan Sdn. Bhd., Kedah Darul Aman, Malaysia.
Table 1: Ingredients of taro powder (TP) as determined from the Laboratory Department of
DXN Holdings Bhd., Jitra, Kedah.
Content Quantity
Calories (Kcal) 274.0
Carbohydrate (%) 52.6
Fat (%) 1.2
Protein (%) 13.1
2.2 Sample Preparation. The stems from taro plants were cut, washed, dried, and grinded to
powder by using a grinder machine. Taro fillers with average sizes of 75 µm were dried in a
vacuum oven at 80°C for 1 h. For composites preparation, the compounding of the blends
was carried out by melt blending in a Brabender internal mixer. The RHDPE was first mixed
in the internal mixer at 160°C with the speed of 50 rpm for 2 min, followed by the addition of
EVA and mixed until homogenous. The compatibilizers, CL-MAH, dibenzoyl peroxide
(DBP), and TP were added to the mixer for the remaining minutes. Each of the compounding
step was compression molded into sheets of 2 mm thickness using a hydraulic press at 160°C
for 6 min and cooled under pressure for 4 min. Table 2 shows the formulation used in this
study.
Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
3
Penerbit
Akademia Baru
Table 2: Formulations of RHDPE/EVA/TP composites and RHDPE/EVA/TP-CL-MAH
composites.
Composite Code RHDPE
[phr]
EVA
[phr]
TP
[phr]
CL-MAH
[phr]
DBP
[phr]
RHDPE/EVA/TP5 80 20 5 - -
RHDPE/EVA/TP10 80 20 10 - -
RHDPE/EVA/TP15 80 20 15 - -
RHDPE/EVA/TP20 80 20 20 - -
RHDPE/EVA/TP25 80 20 25 - -
RHDPE/EVA/TP5-CL-MAH 80 20 5 6 1
RHDPE/EVA/TP10-CL-MAH 80 20 10 6 1
RHDPE/EVA/TP15-CL-MAH 80 20 15 6 1
RHDPE/EVA/TP20-CL-MAH 80 20 20 6 1
RHDPE/EVA/TP25-CL-MAH 80 20 25 6 1
2.3 Characterization and Measurements. Tensile properties of the composites were
measured by using Universal Testing Machine Instron 5582 with crosshead speed of 30
mm/min. Dumbbell-shaped specimens were conditioned at ambient temperature before
testing. Studies on surface morphology of the RHDPE/EVA/TP composites with and without
compatibilizer were carried out using SEM. Surfaces of the samples were coated with a thin
platinum layer about 12 µm thickness using the Auto Fine Coater to avoid electrostatic
charged during examination.

Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
4
Penerbit
Akademia Baru
3.0 RESULTS AND DISCUSSION
3.1 Tensile Properties
Fig. 1(a) shows the effect of different filler loadings of taro fillers on the tensile strength of
RHDPE/EVA composites. The results show that the tensile strength of RHDPE/EVA/Taro
powder composites decreased with the increase in taro fillers content. Such decline in tensile
strength is credited to the weak bonding formed between the polar hydrophilic taro fillers and
non-polar hydrophobic RHDPE/EVA composites. The increase in filler content also resulted
in agglomeration of dispersed filler particles and consequently reduced the tensile strength
due to the lower strength of the agglomerates. Similar results were testified by Kim et al.
[10], where for the addition of bio-flour loading, the tensile strength of the composites
decreased due to weak interfacial adhesion between hydrophilic bio-flour and hydrophobic
polypropylene. In addition, Fig. 1(a) also indicates that the tensile strength of the
RHDPE/EVA/Taro powder composites increased with the presence of CL-MAH. The result
suggests that the interfacial adhesion has evidently improved between the RHDPE/EVA
phases and the taro powder, leading to an improvement of tensile strength of the composites
[11,12]. Liu et al. [13] conducted a study on the effect of two modifiers, PE-g-MAH and
maleated ethylene/propylene elastomers (EPR-g-MAH) on the matrix of HDPE and bamboo
flour (BF), which resulted in increased tensile strength of the composites compared to
HDPE/BF composites alone.
(a) (b)
Figure 1: Tensile properties of RHDPE/EVA/Taro powder composites and
RHDPE/EVA/Taro powder/CL-MAH composites with different filler loadings (a) Tensile
strength and (b) elongation at break
Fig. 1(b) also shows the effect of different filler loadings and compatibilizer on elongation at
break of RHDPE/EVA/Taro powder composites. The addition of taro powder with different
filler loadings reduced the toughness of the RHDPE/EVA composites. As taro filler
increased, the elongation at break decreased gradually as the filler forces the matrix to deform
0
5
10
15
20
5 10 15 20 25Te
nsi
le S
tre
ng
th (
Mp
a)
Filler Loadings (phr)
RHDPE80/EVA20 RHDPE80/EVA20/CL-MAH
0
50
100
150
200
250
300
5 10 15 20 25
Elo
ng
ati
on
at
Bre
ak
(%
)
Filler Loadings (phr)
RHDPE80/EVA20 RHDPE80/EVA20/CL-MAH
Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
5
Penerbit
Akademia Baru
more than the overall deformation of composites due to the fact that deformation of filler is
commonly less than matrix. At similar filler loading, the RHDPE/EVA/TP/CL-MAH
composites had lower elongation at break than RHDPE/EVA/TP composites. This is due to
good interfacial adhesion between filler and matrix, which then increased the stiffness of the
composites and consequently reduced the elongation at break [10].
3.2 Morphology Analysis
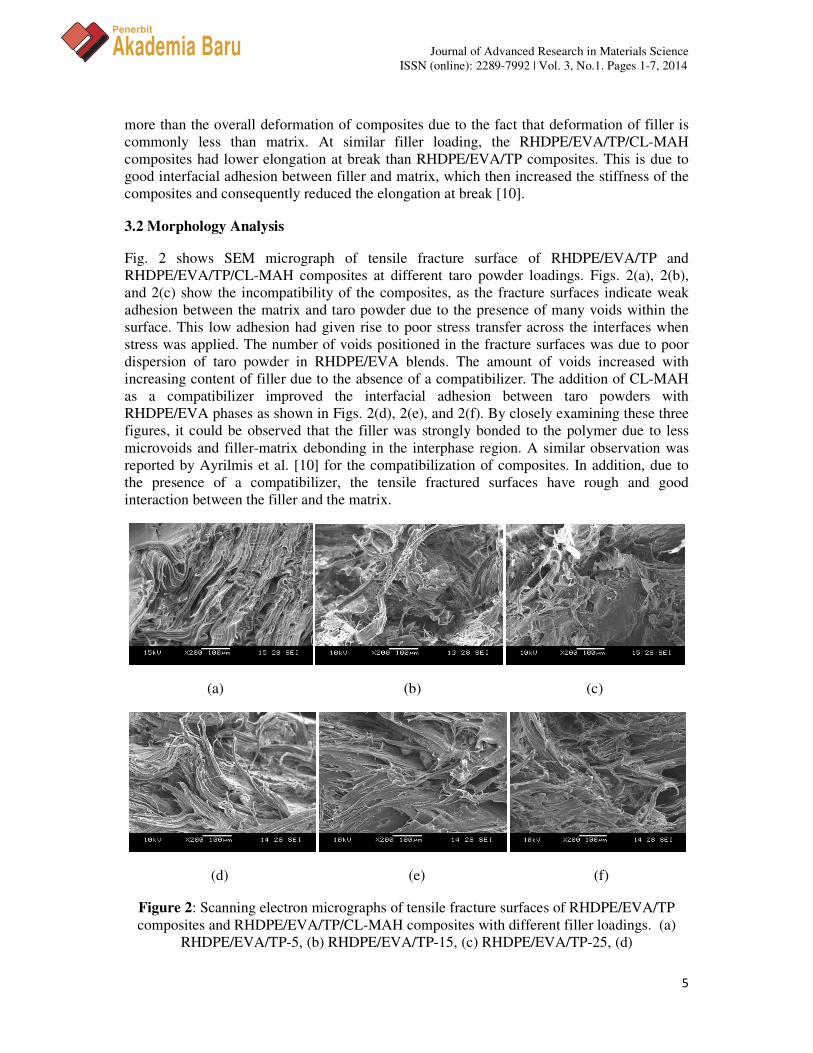
Fig. 2 shows SEM micrograph of tensile fracture surface of RHDPE/EVA/TP and
RHDPE/EVA/TP/CL-MAH composites at different taro powder loadings. Figs. 2(a), 2(b),
and 2(c) show the incompatibility of the composites, as the fracture surfaces indicate weak
adhesion between the matrix and taro powder due to the presence of many voids within the
surface. This low adhesion had given rise to poor stress transfer across the interfaces when
stress was applied. The number of voids positioned in the fracture surfaces was due to poor
dispersion of taro powder in RHDPE/EVA blends. The amount of voids increased with
increasing content of filler due to the absence of a compatibilizer. The addition of CL-MAH
as a compatibilizer improved the interfacial adhesion between taro powders with
RHDPE/EVA phases as shown in Figs. 2(d), 2(e), and 2(f). By closely examining these three
figures, it could be observed that the filler was strongly bonded to the polymer due to less
microvoids and filler-matrix debonding in the interphase region. A similar observation was
reported by Ayrilmis et al. [10] for the compatibilization of composites. In addition, due to
the presence of a compatibilizer, the tensile fractured surfaces have rough and good
interaction between the filler and the matrix.
(a) (b) (c)
(d) (e) (f)
Figure 2: Scanning electron micrographs of tensile fracture surfaces of RHDPE/EVA/TP
composites and RHDPE/EVA/TP/CL-MAH composites with different filler loadings. (a)
RHDPE/EVA/TP-5, (b) RHDPE/EVA/TP-15, (c) RHDPE/EVA/TP-25, (d)
Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
6
Penerbit
Akademia Baru
RHDPE/EVA/TP-5/CL-MAH, (e) RHDPE/EVA/TP-15/CL-MAH, (f) RHDPE/EVA/TP-
25/CL-MAH.
4.0 CONCLUSION
The RHDPE/EVA/TP/CL-MAH composites have higher tensile strength but lower
elongation at break compared to RHDPE/EVA/TP composites. The addition of CL-MAH as a
compatibilizer improved the compatibility and stress transfers of the composites and
simultaneously improved the interfacial adhesion between taro powder and RHDPE/EVA
phases.
REFERENCES
[1] F.P. La Mantia, M. Morreale, Green composites: A brief review, Composites: Part A
42 (2011) 579-588.
[2] F. Klaus, F. Stoyko, Z. Zhong, Polymer Composite, from Nano- to Macro-Scale,
Springer, Berlin, 2005.
[3] R.N. Rothon, Particle-filled Polymer Composites, second ed., Rapra Technology,
Shrewsbury, UK, 2003.
[4] A.R.H. Fatimah, A.A.H. Ikmal, A.G. Supri, Effect of PEgMAH on tensile properties
and swelling behavior of recycled high density polyethylene/ethylene vinyl
acetate/waste tyre dust (r-HDPE/EVA/WTD) composites, Advance Mechanics and
Materials 554 (2014) 137-140.
[5] D.N. Saheb, J.P. Jog, Natural fiber polymer composites: A review, Advances in
Polymer Technology Vol. 18 No. 4 (1999) 351-363.
[6] N. Stevulova, E. Terpakova, J. Cigasova, J. Junak, L. Kidalova, Chemically treated
hemp shives as a suitable organic filler for lightweight composites preparing, Procedia
Engineering 42 (2012) 948-954.
[7] R. M. Rowell, Challenges in biomass-thermoplastic composites, J Polym Environ 15
(2007) 229-235.
[8] N. Bakar, C.Y. Chee, L.C. Abdullah, C.T. Ratnam, N. Azowa, Effect of methyl
methacrylate grafted kenaf on mechanical properties of polyvinyl chloride/ethylene
vinyl acetate composites, Composites: Part A 63 (2014) 45-50.
[9] V. Mittal, Functional Polymer Blend: Synthesis, Properties, and Performance, Taylor &
Francis Group, FL, 2012.
[10] H.S. Kim, B.H. Lee, S.W. Choi, S. Kim, H.J. Kim, The effect of types of maleic
anhydride-grafted polypropylene (MAPP) on the interfacial adhesion properties of bio-
flour-filled polypropylene composites, Composites: Part A 38 (2007) 1473-1482.
[11] K. Ahmed, N.Z. Raza, F. Habib, M. Aijaz, M.H. Afridi, An investigation on the
influence of filler loading and compatibilizer on the properties of polypropylene/marble
Journal of Advanced Research in Materials Science
ISSN (online): 2289-7992 | Vol. 3, No.1. Pages 1-7, 2014
7
Penerbit
Akademia Baru
sludge composites, Journal of Industrial and Engineering Chemistry 19 (2013) 1805-
1810.
[12] N. Ayrilmis, A. Kaymakci, F. Ozdemir, Physical, mechanical, and thermal properties of
polypropylene composites filled with walnut shell flour, Journal of Industrial and
Engineering Chemistry 19 (2013) 908-914.
[13] H. Liu, Q. Wu, G. Han, F. Yao, Y. Kojima, S. Suzuki, Compatibilizing and toughening
bamboo flour-filled HDPE composites: Mechanical properties and morphologies,
Composites: Part A 39 (2008) 1891-1900.





























