Embed Size (px)
Citation preview

R
Ma
b
a
ARRAA
KOUCRS
1
(gttppcsha
[udr(soccw
0d
Colloids and Surfaces A: Physicochem. Eng. Aspects 331 (2008) 8–15
Contents lists available at ScienceDirect
Colloids and Surfaces A: Physicochemical andEngineering Aspects
journa l homepage: www.e lsev ier .com/ locate /co lsur fa
ecycling of oily ultrafiltration permeates to reformulate O/W emulsions
aría Matosa, Alberto Loboa, Eva Fernándeza, José M. Benitob, Carmen Pazosa, José Cocaa,∗
Department of Chemical and Environmental Engineering, University of Oviedo, C/Julián Clavería 8, 33006 Oviedo, SpainDepartment of Chemical Engineering, University of Burgos, Plaza Misael Banuelos s/n, 09001 Burgos, Spain
r t i c l e i n f o
rticle history:eceived 30 January 2008eceived in revised form 14 May 2008ccepted 4 June 2008vailable online 11 June 2008
a b s t r a c t
The feasibility of using ultrafiltration permeates to reformulate oil-in-water (O/W) emulsions was eval-uated. In order to optimize the ultrafiltration process the effect of the operating conditions (crossflowvelocity, transmembrane pressure and temperature) on permeate flux and chemical oxygen demand (COD)using two tubular ceramic membranes of 20 nm and 100 nm of pore size was studied. Moreover, the criticalflux was determined for all operating conditions and for both membranes. Pumping energy consumption
eywords:il-in-water emulsionltrafiltrationritical fluxeformulation
was calculated and optimum operating conditions for both membranes were chosen taking into accountthe minimum energy consumption at a transmembrane pressure well-below the critical pressure in orderto minimize membrane fouling. The O/W emulsion was reformulated using the ultrafiltration permeateobtained at these optimum conditions and its properties (surface tension, contact angle, zeta potential,droplet size distribution, stability and foamability) were compared with those of the fresh emulsion. It
ultrcont
[ltftf
ivoisflabic
cc
urfactants may be concluded that theinto account its surfactant
. Introduction
Oil-in-water (O/W) emulsions are used as metalworking fluidsMWFs) in industrial processes such as cutting, rolling, ironing,rinding or drawing. These O/W emulsions are complex mix-ures that act mainly as lubricants and cooling agents at theool–workpiece interface but also provide chip removal, corrosionrotection and microbial growth control. These fluids lose theirroperties with use because of extreme thermal and mechani-al process conditions and ultimately they must be replaced. Thetringent regulations on the disposal of oily wastes (considered asazardous wastes) have led to wastewater discharge minimizationnd the reuse or recycling of their components.
Several techniques have been used for O/W emulsions treatment1], although combination of processes is usually required [2,3]. These of membranes coupled with conventional techniques, such asestabilization/centrifugation, to treat these oily wastes permits toemove the oil from the final effluent [2]. Although ultrafiltrationUF) is a suitable technique to treat oily wastewaters, membranesuffer severe fouling as a result of adsorption and accumulation
f rejected oil and other components on the membrane surface [4],ausing permeate flux reduction and requiring frequent membraneleaning. Critical flux has been defined as the permeate flux abovehich significant fouling occurs by particle (oil droplet) deposition∗ Corresponding author. Tel.: +34 985 10 3443; fax: +34 985 10 3434.E-mail address: [email protected] (J. Coca).
tctO
ssb
927-7757/$ – see front matter © 2008 Elsevier B.V. All rights reserved.oi:10.1016/j.colsurfa.2008.06.004
afiltration permeate can be used to reformulate the O/W emulsion, takingent.
© 2008 Elsevier B.V. All rights reserved.
5]; when the operating flux is larger than this critical value, col-oids deposit on the membrane surface, but if the flux is lower thanhis threshold value, no deposit should be formed [6]. To minimizeouling, the crossflow configuration, where the feed flows parallelo the membrane surface, has been widely applied to reduce theormation of a cake layer [7].
Several studies have been carried out on the influence of operat-ng parameters such as transmembrane pressure (TMP), crossflowelocity and temperature on permeate flux and solute retention forily wastewater UF [8–12], in order to select the optimum operat-ng conditions for a given membrane. It is important to work atubcritical conditions to avoid membrane fouling, i.e., permeateux obtained should be well-below critical flux. Moreover, perme-te flux can be improved by increasing TMP and crossflow velocityut then pumping energy consumption increases. Hence, operat-
ng conditions must be optimized to work at minimum energyonsumption.
The final permeate effluent is almost free of oil and it may be dis-harged into the sewage system. However, it contains water-solubleomponents present in the original O/W emulsion, mainly surfac-ants, which are not retained by the membrane and they mightause problems in wastewater treatment plants (i.e. foam forma-ion). A potential option would be to reuse it to reformulate the
/W emulsion with similar properties.Information about interfacial properties is required to under-tand MWFs performance. Phenomena such as adsorption atolid/liquid, liquid/liquid and air/liquid interfaces, emulsion sta-ility, wettability and lubrication mechanism depend on these

: Phys
iae
oto
2
2
dmossCooaif
2
wi7bo
wicfltt(it
rtpc
srstsomtEvootcf
wm4iflm
2
Lwmfct
ttDd
lbmnvd
M. Matos et al. / Colloids and Surfaces A
nterfacial properties [13]. Accordingly, properties such as contactngle, surface tension, zeta potential, etc., can be used to evaluatemulsion reformulation.
In this work, the treatment of a model O/W emulsion was carriedut by ceramic membrane ultrafiltration, with the aim to optimizehe performance of the UF unit and also to evaluate the suitabilityf the obtained permeate to reformulate the original emulsion.
. Materials and methods
.1. Materials
A model O/W emulsion, at 1% (w/w) of total concentration ineionized water (Millipore Elix 5 deionizer), was prepared. Com-ercial oil Fuchs 165 (Fuchs Lubricantes S.A.) was used as base
il. An anionic surfactant (bis(2-ethylhexyl)sulfosuccinate sodiumalt, 98%, Sigma–Aldrich Co., CMC = 2000 mg/L) and a non-ionicurfactant (Merpol OJ, an ethoxylated alcohol, Sigma–Aldrich Co.,MC = 450 mg/L, with a hydrophile–lipophile balance (HLB) valuef 12.5), in a ratio 82/18 (w/w), were used as emulsifiers. The baseil and emulsifier mixture were blended by stirring on a hot plate inratio 75/25 (w/w). This concentrate was then dispersed in deion-
zed water using a homogenizer Heidolph DIAX 900, at 15,000 rpmor 5 min.
.2. Ultrafiltration equipment and procedure
Two UF ceramic membranes Membralox® (SCT, Tarbes, France)ith a pore diameter of 20 nm and 100 nm, respectively, were used
n the experiments. They are tubular modules of 250 mm length andmm and 10 mm inside and outside diameters, respectively. Mem-rane active layer is made of microporous zirconia (ZrO2) supportedn �-Al2O3, with a membrane area of 55 cm2.
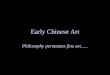
The experimental UF system is shown in Fig. 1. The feed solutionas circulated by a Grundfos CHI4 centrifugal pump (2) from a 15 L
nternally cooled feed tank (1) to the membrane module (3). Theirculation flow rate was measured using a Comaquinsa R-005 Inoxowmeter (FT), while permeate flux was obtained by measuring theime to collect a certain volume of fluid. Crossflow velocities andransmembrane pressures were monitored by flow control valvesV1, V2, and V3). The operational variables were kept constant dur-ng the experiment, and measured by pressure (PT1 and PT2) andemperature (TT) transducers.
Experiments were carried out in total recycle mode (i.e. bothetentate and permeate were returned to the feed tank, in ordero keep the feed composition constant) at three different tem-eratures (20.0 ± 0.5, 30.0 ± 0.5 and 40.0 ± 0.5 ◦C), four differentrossflow velocities (3 m/s, 4 m/s, 7 m/s and 10 m/s, which corre-
Fig. 1. Schematic diagram of the UF system.
di
mosDtv
Clpohwra(
a
icochem. Eng. Aspects 331 (2008) 8–15 9
pond to Reynolds numbers of 17,700, 23,600, 41,300 and 59,000,espectively) and in a TMP range from 0.05 MPa to 0.4 MPa. Steadytate operation was reached quite rapidly, and each experimen-al run took no more than 20 min for its completion. Permeateamples were taken at each TMP after 20 min and the chemicalxygen demand (COD) content of permeates and concentrate wereeasured. COD analyses were carried out by the reactor diges-
ion method [14] using a Hach DR2010 UV spectrophotometer.xperiments were performed at several temperatures, crossflowelocities and transmembrane pressures, in order to determine theptimum operating conditions. UF experiments were also carriedut in the concentration mode (only the retentate was returned tohe feed tank) using both membranes at the optimum operatingonditions till 3 L of permeate was collected, which was then usedor O/W emulsion reformulation.
After each UF run, the membrane was rinsed with deionizedater. Then, it was cleaned with 0.5% (w/v) P3-ultrasil 10 (com-ercial detergent supplied by Ecolab®) in deionized water during
5 min at 40 ◦C, 0.1 MPa and a crossflow velocity of 5 m/s. Finally,t was rinsed again with fresh deionized water and the permeateux was measured at 20 ◦C and different TMPs in order to checkembrane cleaning.
.3. Measurement of physical properties of O/W emulsions
O/W emulsion stability was determined by means of a TurbiscanAb Expert (Formulaction Co., L’Union, France). Emulsion samplesere placed without dilution in cylindrical glass cells and the trans-itted (180◦ from the incident light) and backscattered light (45◦
rom the incident light) were monitored as a function of time andell height for 24 h at 30 ◦C. Migration velocity was determined fromhe generated transmission and backscattering profiles.
A Zetasizer NanoZS (Malvern Instruments Ltd., UK) was usedo calculate the zeta potential of O/W emulsions from the elec-rophoretic mobility by a combination of electrophoresis and laseroppler velocimetry, using the Smoluchowski approximation. Noilution of O/W emulsions was required.
Droplet size distributions (DSD) were measured following theaser light scattering technique and using a Mastersizer S longench equipment (Malvern Instruments Ltd., UK). DSD measure-ents were performed just 10 min after emulsification and it was
ecessary to dilute emulsions with deionized water in order to pre-ent multiple scattering effects in the measurements. However, theilution did not affect the results since no significant changes inroplet size distributions were observed in dilute emulsions rang-
ng from 1:10 to 1:100 dilution ratios.Surface tension at 20 ◦C of aqueous surfactant solutions was
easured to determine the critical micelle concentration (CMC)f the emulsifiers used. Surface tension of emulsions was mea-ured at 30 ◦C. All surface tensions were determined following theuNoüy’s platinum ring method [15] using a Krüss K-8 tensiome-
er. Each sample was measured at least 10 times and the averagealue was taken.
Contact angles on steel surfaces were measured using a KSVAM 200 Optical Contact Angle Meter (KSV Instruments Ltd., Fin-
and). Emulsion droplets were placed on a polished AISI 1015 steellate by means of a syringe and they were allowed to spread freelyn the surface. Images of the spreading process were captured by aigh resolution CCD camera, at 5-s intervals for 30 s. Contact anglesere determined using software supplied with the CAM 200 appa-
atus. After use, the steel plate was rinsed with deionized water andcetone. Then, it was cleaned in an ultrasonic bath using hexaneanalytical grade) for 10 min.
Foamability was measured by adding 30 mL of emulsion intotest cylinder and stirring it using a Heidolph DIAX 900 homoge-

1 : Physicochem. Eng. Aspects 331 (2008) 8–15
naep
3
3
dFaHclwdtf
pta
Ffm
0 M. Matos et al. / Colloids and Surfaces A
izer, at 12,000 rpm for 1 min. Then, foam volume was monitored asfunction of time for 45 min. The emulsion foam power is a param-ter used to estimate the foamability and it is calculated graphicallylotting the area of foam volume versus time.
. Results and discussion
.1. Ultrafiltration of O/W emulsion
The effect of TMP on permeate flux for 20 nm membrane atifferent crossflow velocities (v) and temperatures is shown inigs. 2a, 3a and 4a. Permeate flux increases steadily with TMPt crossflow velocities above 4 m/s, regardless of temperature.owever, permeate flux increases as temperature increases. Atrossflow velocities below 4 m/s permeate flux tends to reach aimiting value at high TMP, especially in the case of 3 m/s. As itas mentioned before, above a critical flux the oil droplets begin toeposit onto the membrane surface, and hence the permeate fluxends to level off due to concentration polarization and membraneouling.
In addition, flux reduction for emulsion UF with respect toure water might be caused by fouling due to surfactant adsorp-ion or pore blocking. However, pure water flux values measuredfter emulsion UF indicated that fouling did not occur. It has been
ig. 2. Effect of transmembrane pressure and crossflow velocity on permeate fluxor O/W emulsion ultrafiltration at T = 20 ◦C. (a) 20 nm membrane and (b) 100 nm
embrane.
Ffm
repdTt
fltavml
apfibas(i
ig. 3. Effect of transmembrane pressure and crossflow velocity on permeate fluxor O/W emulsion ultrafiltration at T = 30 ◦C. (a) 20 nm membrane and (b) 100 nm
embrane.
eported that in UF of charged solutes, e.g. anionic surfactant, theffective viscosity is reduced due to electroviscous effect, as theyass across the membrane pores [16]. Since electroviscous effectepends on pore size, it was not observed for 100 nm membrane.his fact should be taken into account for critical pressure calcula-ions, as it will be shown in the next section.
Figs. 2b, 3b and 4b show the effect of TMP on permeateux for 100 nm membrane at different crossflow velocities andemperatures. A constant permeate flux seems to be reached atll operating conditions but this limiting flux rises as crossflowelocity increases. Obviously, permeate flux increases when usingembranes of higher pore size and thus critical flux is observed at
ower TMP for this membrane.Permeate COD values at 40 ◦C and different crossflow velocities
re depicted in Fig. 5 for both membranes. The organic content ofermeate, lower than 1000 mg/L for all experiments, are due to sur-
actant monomers which pass through the membrane. Oil contentn permeate is negligible since oil droplets are larger than the mem-
rane pore size. Since the average COD value of O/W emulsions waspproximately 15,000 mg/L, and of the order of 6000 mg/L due tourfactants, COD reductions above 93% were achieved for all cases85–90% of surfactants COD reduction). A slight influence of TMPs observed since COD values decrease with an increase of TMP,
M. Matos et al. / Colloids and Surfaces A: Physicochem. Eng. Aspects 331 (2008) 8–15 11
Ffm
etscpartim
3
fl[amo
J
wt
FOb
t
p
c
wtrva
J
Mpratransport to the membrane surface is determined by the balance of
ig. 4. Effect of transmembrane pressure and crossflow velocity on permeate fluxor O/W emulsion ultrafiltration at T = 40 ◦C. (a) 20 nm membrane and (b) 100 nm
embrane.
specially in the case of 100 nm membrane. This can be attributedo the increment of the convective to diffusive transport ratio ofolutes through the membrane as TMP increases [17]. COD valuesan also decrease by increasing crossflow velocity. Two differenthenomena might explain this behavior: permeate flux increasest high crossflow velocities and thus the convective to diffusiveatio is also increased and concentration of solutes (oil droplets) athe membrane surface is reduced due to tangential flow. As shownn Fig. 5, COD values are higher for the 100 nm than for the 20 nm
embrane.
.2. Critical flux determination
Critical flux has been calculated using the distribution of criticalux (DCF) model in crossflow filtration developed by Bacchin et al.18]. In this model critical flux (Jcrit) shows a normal distributionround a mean value, with the following relationship between per-eate flux (J) and water flux (J0, defined as permeate flux when
nly water was ultrafiltrated):
=(1−cdf(J0)) J0 + Jcritm(cdf(J0)−cdf(0))−�2(pdf(J0)−pdf(0)) (1)
here pdf(J0) and cdf(J0) are the probability density function andhe cumulative distribution function, respectively, which charac-
ftfd
ig. 5. Effect of transmembrane pressure and crossflow velocity on COD value for/W emulsion ultrafiltration at T = 40 ◦C. (a) 20 nm membrane and (b) 100 nm mem-rane.
erize a normal distribution. These functions can be written as:
df(J0) = 1
�√
2�exp
(−(J0 − Jcritm)2
2�2
)(2)
df(J0) =∫ J0
−∞pdf(J0) dJ0 (3)
here Jcritm is the averaged critical flux and � is the standard devia-ion. Thus, in order to calculate these two parameters, experimentalesults can be fitted to Eq. (1) by the least squares method. Theiralues are listed in Table 1, for each crossflow velocity, temperaturend membrane used.
Detectable critical flux can be calculated as [18]:
crit = Jcritm − �
2(4)
ost membrane processes are operated by controlling the appliedressure rather than the filtration flux and it is also useful to showesults as a function of pressure [19]. The results of the critical fluxre given along with the critical pressures in Table 2. Particle or oil
orces and torques that act on the oil droplet [20]. The main forcehat drives the oil droplet towards membrane surface is the dragorce due to permeation. However, other forces such as inertial lift,iffusion, shear-induced diffusion and charge repulsion, induce the

12 M. Matos et al. / Colloids and Surfaces A: Physicochem. Eng. Aspects 331 (2008) 8–15
Table 1Fitting parameters of experimental UF data to the distribution of critical flux (DCF) model
Crossflow velocity (m/s) T = 20 ◦C T = 30 ◦C T = 40 ◦C
Jcritm (L/m2h) � (L/m2h) Jcritm (L/m2h) � (L/m2h) Jcritm (L/m2h) � (L/m2h)
20 nm membrane3 185 63 181 90 274 204 * * 350 140 455 207 * * * * * *
10 * * * * * *
100 nm membrane3 135 42 193 13 217 404 185 56 339 111 320 56
3443
*
ttot
dildiAtftscsiodhcb
ctfmictt
ntosmefiiwsps
3
ueaiipsc
flt
TC
C
2
1
*
7 280 13510 336 258
Critical flux was not reached or could not be measured.
ransport of oil droplets back into the bulk emulsion [20–22]. Athe critical value the hydrodynamic force for the transport of theil droplet towards the membrane is exactly balanced by the backransport forces [23].
Critical fluxes are quite high, as shown in Table 1. The fluxepends on the particle (or oil droplet) zeta potential [24], which
s high for the model O/W emulsion. A zeta potential increaseeads to a larger oil droplet repulsion and hence the oil depositionecreases [25,26]. Critical flux increases at higher crossflow veloc-
ties due to an increase in turbulence near the membrane surface.t high crossflow velocity the overall back transport velocity from
he membrane surface to the bulk emulsion increases and there-ore higher permeation velocities can be reached before depositionakes place. It seems that temperature prevents oil droplets depo-ition since, in general, the higher the temperature the larger theritical flux. This might be explained by the increase in the diffu-ivity that improves back transport velocity, although temperaturenfluence on critical flux is not easy to explain since it can modifyther parameters such as droplet–droplet interaction, viscosity andensity. Nevertheless, membrane pore diameter does not seem toave a significant influence on critical flux, although critical fluxould not be measured at higher velocities for the 20 nm mem-rane.
Standard deviations give an idea about the distribution of theritical flux around a mean value. The higher the standard devia-ion the broader the distribution. There are several possible reasonsor critical flux distribution, such as oil droplet polydispersity,
embrane pore size distribution, surface roughness, oil dropletnteraction, etc. However, two of them are liable to appear in allrossflow filtration operations, even though the rest of the proper-ies were homogeneous: water flux distribution and boundary layerhickness distribution. It is known that boundary layer thickness is
b
E
w(
able 2ritical flux and pressure at different crossflow velocities and temperatures for both mem
rossflow velocity (m/s) T = 20 ◦C T =
Pcrit (MPa) Jcrit (L/m2h) Pc
0 nm membrane3 0.25 153.5 0.14 * * 0.27 * * *
10 * * *
00 nm membrane3 0.05 114 0.04 0.08 157 0.17 0.11 213 0.0
10 0.09 207 0.1
Critical flux was not reached or could not be measured.
0 255 414 1845 180 440 210
ot constant along membrane but decreases from inlet to outlet ofhe tubular membrane. Moreover, this thickness decrease dependsn membrane length. Water flux distribution arises from the pres-ure loss along the membrane leading to higher water flux at theembrane inlet than at the outlet. Higher standard deviations are
xpected at higher crossflow velocities and, in general, this is con-rmed in Table 1 since pressure loss increases as crossflow velocity
ncreases. It is known that the module geometry affects the flowithin the module and indirectly the shear rate at the membrane
urface [27]. Thus, membrane geometry has a great influence onermeate flux and it should be taken into account in ultrafiltrationcale-up.
.3. Determination of the optimum operating conditions
The optimum operating conditions for the two membranessed in this work were determined by minimizing the pumpingnergy needed for the treatment of 100 L/h of O/W emulsion in24 h period. Thermal energy consumption has not been taken
nto account since the working temperature of the O/W emulsions unknown. In order to determine the optimum conditions, criticalressure has been used as a restriction and thus optimum pressurehould have a lower value, even though some pumping energiesould be lower for pressures higher than critical pressure.
Since only one pump is used in our plant design and feedowrate, as usual, is negligible compared to recirculation flowrate,he pumping energy consumption (EQ, kWh/day) can be estimated
y [28]:Q = 0.06665 PF Q A (5)
here PF is the inlet pressure (bar), Q is the pumping flowratem3/h) and A is the total membrane area (m2). Moreover, A and
branes
30 ◦C T = 40 ◦C
rit (MPa) Jcrit (L/m2h) Pcrit (MPa) Jcrit (L/m2h)
3 136 0.20 2647 280 0.33 445
* * ** * *
6 186 0.05 1970 284 0.07 2928 213 0.08 3223 345 0.09 335

M. Matos et al. / Colloids and Surfaces A: Phys
Fc(
Q
A
Q
wmt
oHfne
To
1ovifdt
tfmir
3
e4Tmocasnvadctat
attpmtatmr
TC
E
ABCDE
ig. 6. Effect of transmembrane pressure and crossflow velocity on pumping energyonsumption for O/W emulsion ultrafiltration at T = 40 ◦C. (a) 20 nm membrane andb) 100 nm membrane.
can be calculated using the following equations:
= 100J
(6)
= A
AmQ0 (7)
here J is the permeate flux (L/m2 h), Q0 the pumping rate in everyodule and Am is the membrane area per module (0.0055 m2 in
his case).Fig. 6a and b shows the effect of TMP and crossflow velocity
n pumping energy consumption at 40 ◦C for both membranes.igh crossflow velocities increase pumping energy consumption
or the 20 nm membrane, due to the fact that permeate flux doesot improve as the crossflow velocity is increased. Furthermore,nergy consumption decreases when TMP increases, except at high
ieCfF
able 3omposition of initial and reformulated emulsions
mulsion Water Added concentrations
Oil (mg/L)
Deionized water 750020 nm permeate 7500100 nm permeate 750020 nm permeate 7500100 nm permeate 7500
icochem. Eng. Aspects 331 (2008) 8–15 13
MPs at 3 m/s and 4 m/s in which a minimum is observed, becausef membrane fouling that lowers permeate flux.
In general, pumping energy consumption is lower for UF with00 nm membrane, as shown in Fig. 6b. However, a minimum isbserved for 20 nm membrane when TMP is raised for all crossflowelocities studied. Concentration polarization has a paramountnfluence on permeate flux at the pressures employed in this workor the 100 nm membrane and therefore, more oil droplets areragged close to membrane surface leading to permeate flux reduc-ion.
These results indicate that minimum pumping energy consump-ion was reached when operating at 40 ◦C, 0.33 MPa and 4 m/sor 20 nm membrane, and 40 ◦C, 0.07 MPa and 4 m/s for 100 nm
embrane. Under these optimum conditions, the calculated pump-ng energy consumptions were 8.51 kWh/day and 4.23 kWh/day,espectively.
.4. Emulsion reformulation
3 L permeate samples were collected from concentration UFxperiments performed at 0.25 MPa, 40 ◦C and 4 m/s, and 0.05 MPa,0 ◦C and 4 m/s for 20 nm and 100 nm membrane, respectively.hese conditions (using a pressure approximately 20% below opti-um pressure) were selected in order to ensure that UF was carried
ut at subcritical conditions, and COD value and anionic surfactantontent in permeates were determined. COD values were 674 mg/Lnd 825 mg/L for 20 nm and 100 nm permeate, respectively. Anionicurfactant concentrations were 356 mg/L and 394 mg/L whereason-ionic surfactant concentrations, calculated by subtracting CODalue from anionic surfactant to the total COD value, were 26 mg/Lnd 69 mg/L for 20 nm and 100 nm permeate, respectively. Fiveifferent emulsions were reformulated and their properties wereompared. Table 3 summarizes the oil and surfactant concentra-ions and water used to formulate these emulsions. Emulsions Bnd C were reformulated using permeates but taking into accountheir surfactant concentration.
Fig. 7 shows the zeta potential for different emulsions: all valuesre close to −100 mV, but emulsions D and E (reformulated withoutaking into account the amount of surfactants that have permeatedhrough membrane) have a zeta potential near −113 mV, due to theresence of a certain amount of surfactant which permeates theembrane. As higher concentration of emulsifiers are present in
he reformulated emulsions D and E, more surfactant moleculesdsorb on the oil/water interface increasing the surface charge andherefore zeta potential. The zeta potential provides useful infor-
ation on the electrostatic repulsion between oil droplets, closelyelated with stability phenomena [13].
Surface tensions are depicted in Fig. 8 and although rather sim-
lar values are obtained for all the emulsions (32.8–34.5 mN/m),mulsions A and B show slightly higher values. Emulsions A, B andshow similar contact angle values (28–30◦) but contact anglesor emulsions D and E are lower (approximately 24◦), as shown inig. 8. These results can be explained in the same way as the case for
Anionic surfactant (mg/L) Non-ionic surfactant (mg/L)
2050 4501690 4201660 3802050 4502050 450

14 M. Matos et al. / Colloids and Surfaces A: Physicochem. Eng. Aspects 331 (2008) 8–15
ztaiisestortsi[tfwO
h(dEhEdt
Fm
vshthdar
am
4
toefrm
Fig. 7. Zeta potential values for initial and reformulated emulsions.
eta potential: higher surfactant concentrations lead to lower con-act angles and surface tensions. Surface tension is related to themount of surfactant adsorbed at the air–liquid interface: whennterface is covered by surfactant molecules, the surface tensions reduced. The higher the surfactant concentration the lower theurface tension, although there is a limit to the surface tension low-ring by the surfactant, which usually is reached when micellestart to form in the bulk solution [29]. Adsorption of surfactant athe air–liquid interface is of great importance in the coalescencef bubbles [30]; therefore it seems that surface tension should beelated to foamability. The contact angle can be used to estimatehe wetting properties of a liquid over a solid substrate. If the liquidpreads without limit over the solid there is no contact angle whilef the liquid does not spread the contact angle varies from 0 to 180◦
31]. Wettability may be improved by the addition of a surfactanto the liquid, which reduces the surface tension and also the inter-acial tension between the liquid and the substrate [32]. Moreover,etting behavior has been closely related to lubricating ability of/W emulsion and thus, to MWFs tribological performance [33,34].
Foam power of emulsions A and B are quite similar but they areigher for emulsions C, D and E (Fig. 8). Droplet size distributionFig. 9) does not show a clear trend and it seems to be more depen-ent on the energy and time of mixing. Nevertheless, emulsion
shows a higher percentage of large droplets. Emulsions havingigher droplet size and broader size distribution, such as emulsion, are supposed to be of lower stability. Migration velocity of oilroplets was calculated from the clarification front obtained fromransmission profiles measured with the Turbiscan equipment. This
ig. 8. Foam power, surface tension and contact angle values for initial and refor-ulated emulsions.
mipstFmpetop
A
cCfd22
Fig. 9. Droplet size distribution for initial and reformulated emulsions.
elocity, related to emulsion stability, is quite similar for emul-ions A, B and C (0.20–0.25 mm/h), while emulsions D and E showigher values (0.33 mm/h and 0.37 mm/h, respectively), indicatinghat they are less stable since migration of oil droplets is faster. Itas been observed that high surfactant concentrations can lead toestabilization since they enhance oil solubility in aqueous phasend thus larger droplets grow from smaller ones by the Ostwaldipening mechanism [35].
Interfacial properties depend on the surfactant concentrationnd therefore they change for emulsions reformulated using UF per-eates directly since they have higher surfactant concentrations.
. Conclusions
Ultrafiltration seems to be an appropriate technique for thereatment of O/W emulsions since high permeate fluxes can bebtained, so far operating conditions are optimized. Thus, it is nec-ssary to work at subcritical conditions in order to avoid membraneouling. Likewise, energy consumption should be minimized toeduce operating costs: best results were obtained using the 100 nmembrane.Comparison of emulsion properties indicate that the UF per-
eates can be used to reformulate the initial O/W emulsion, butt is necessary to take into account the amount of surfactant thatermeates through the membrane. Even though the presence ofurfactants seems to improve emulsion wettability, since con-act angle decreases, foam power and migration velocity increase.oam formation and emulsion destabilization are not desired inetalworking processes. Moreover, emulsions reformulated with
ermeate from ultrafiltration using 20 nm membrane show prop-rties closer to initial emulsion. Hence, it seems a better optiono use the 20 nm UF membrane for emulsion recycling, in spitef the lower amount of surfactants reused and the slightly higherumping costs.
cknowledgments
Financial support by the Ministerio de Educación y Cien-
ia (MEC, Spain) and the European Commission (project Ref.:TQ2004-01413, European Regional Development Fund) is grate-ully acknowledged. This study was co-financed by the Consejeríae Educación y Ciencia del Principado de Asturias (PCTI Asturias006-2009, Refs.: PC06-011 and EQP06-024; Plan I + D + i 2001-004, Ref.: COF04-50).

: Phys
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
M. Matos et al. / Colloids and Surfaces A
eferences
[1] J.M. Benito, G. Rios, E. Ortea, E. Fernández, A. Cambiella, C. Pazos, J. Coca, Designand construction of a modular pilot plant for the treatment of oil-containingwastewaters, Desalination 147 (2002) 5–10.
[2] J.M. Benito, G. Rios, C. Pazos, J. Coca, Methods for the separation of emulsifiedoil from water: a state-of-the-art review Trends in Chemical Engineering, vol.4, Research Trends, Trivandrum, India, 1998, pp. 203–231.
[3] M. Cheryan, N. Rajagopalan, Membrane processing of oily streams. Wastew-ater treatment and waste reduction, J. Membr. Sci. 151 (1998) 13–28.
[4] J. Mueller, Y. Cen, R.H. Davis, Crossflow microfiltration of oily water, J. Membr.Sci. 129 (1997) 221–235.
[5] J.S. Knutsen, R.H. Davis, Deposition of foulant particles during tangential flowfiltration, J. Membr. Sci. 271 (2006) 101–113.
[6] P. Harmant, P. Aimar, Coagulation of colloids retained by porous wall, AIChE J.42 (1996) 3523–3532.
[7] D.-J. Chang, F.-C. Hsu, S.-J. Hwang, Steady-state permeate flux of cross-flowmicrofiltration, J. Membr. Sci. 98 (1995) 97–106.
[8] T. Mohammadi, A. Esmaeelifar, Wastewater treatment using ultrafiltration at avegetable oil factory, Desalination 166 (2004) 329–337.
[9] P. Srijaroonrat, E. Julien, Y. Aurelle, Unstable secondary oil/water emulsion treat-ment using ultrafiltration: fouling control by backflushing, J. Membr. Sci. 159(1999) 11–20.
10] N. Nabi, P. Aimar, M. Meireles, Ultrafiltration of an olive oil emulsion stabilizedby an anionic surfactant, J. Membr. Sci. 166 (2000) 177–188.
11] N. Hilal, G. Busca, N. Hankins, A.W. Mohammad, The use of ultrafiltration andnanofiltration membranes in the treatment of metal-working fluids, Desalina-tion 167 (2004) 227–238.
12] X. Hu, E. Bekassy-Molnar, A. Koris, Study of the modelling transmembranepressure and gel resistance in ultrafiltration of oily emulsion, Desalination 163(2004) 355–360.
13] A. Cambiella, J.M. Benito, C. Pazos, J. Coca, Interfacial properties of oil-in-wateremulsions designed to be used as metalworking fluids, Colloids Surf. A: Physic-ochem. Eng. Aspects 305 (2007) 112–119.
14] L.H. Keith, Compilation of EPA’s Sampling and Analysis Methods, CRC Press,London, 1996.
15] T.F. Tadros, B. Vincent, Liquid/liquid interfaces, in: P. Becher (Ed.), Encyclopediaof Emulsion Technology: Basic Theory, vol. 1, Marcel Dekker Inc., New York,
1983, pp. 1–56.16] I.H. Huisman, G. Trägårdh, C. Trägårdh, A. Pihlajamäki, Determining the zeta-potential of ceramic microfiltration membranes using the electroviscous effect,J. Membr. Sci. 147 (1998) 187–194.
17] W.S. Opong, A.L. Zydney, Diffusive and convective protein transport throughasymmetric membranes, AIChE J. 37 (1991) 1497–1510.
[
[
icochem. Eng. Aspects 331 (2008) 8–15 15
18] P. Bacchin, B. Espinasse, P. Aimar, Distributions of critical flux: modelling,experimental analysis and consequences for cross-flow membrane filtration,J. Membr. Sci. 250 (2005) 223–234.
19] W.R. Bowen, N. Hilal, M. Jain, R.W. Lovitt, A.O. Sharif, C.J. Wright, Theeffects of electrostatic interactions on the rejection of colloids by membranepores—visualisation and quantification, Chem. Eng. Sci. 54 (1999) 369–375.
20] S.-H. Yoon, C.-H. Lee, K.-J. Kim, A.G. Fane, Three-dimensional simulation of thedeposition of multi-dispersed charged particles and prediction of resulting fluxduring cross-flow microfiltration, J. Membr. Sci. 161 (1999) 7–20.
21] J. Altmann, S. Ripperger, Particle deposition and layer formation at the crossflowmicrofiltration, J. Membr. Sci. 124 (1997) 119–128.
22] H.K. Vyas, R.J. Bennett, A.D. Marshall, Cake resistance and force balance mech-anism in the crossflow microfiltration of lactalbumin particles, J. Membr. Sci.192 (2001) 165–176.
23] I.H. Huisman, C. Trägårdh, particle transport in crossflow microfiltration. I.Effects of hydrodynamics and diffusion, Chem. Eng. Sci. 54 (1999) 271–280.
24] D. Elzo, I. Huisman, E. Middelink, V. Gekas, Charge effects on inorganic mem-brane performance in a cross-flow microfiltration process, Colloids Surf. A:Physicochem. Eng. Aspects 138 (1998) 145–159.
25] P. Bacchin, P. Aimar, V. Sanchez, Model for colloidal fouling of membranes, AIChEJ. 41 (1995) 368–376.
26] P. Bacchin, P. Aimar, V. Sanchez, Influence of surface interaction on transferduring colloid ultrafiltration, J. Membr. Sci. 115 (1996) 49–63.
27] M. Mondor, C. Moresoli, Theoretical analysis of the influence of axial variation ofthe transmembrane pressure in cross-flow filtration of rigid spheres, J. Membr.Sci. 152 (1999) 71–87.
28] M. Cheryan, Ultrafiltration and Microfiltration Handbook, Technomic Publish-ing, Lancaster, PA, 1998.
29] K. Holmberg, B. Jönsson, B. Kronberg, B. Lindman, Surfactant and Polymers inAqueous Solution, John Wiley & Sons, Ltd., Chichester, 2003.
30] K. Giribabu, P. Ghosh, Adsorption of non-ionic surfactant at fluid–fluid inter-faces: importance in the coalescence of bubbles and drops, Chem. Eng. Sci. 62(2007) 3057–3067.
31] I.D. Morrison, S. Ross, Colloidal Dispersion. Suspensions, Emulsions and Foams,John Wiley & Sons, Inc., New York, 2002.
32] M.J. Rosen, Surfactant and Interfacial Phenomena, John Wiley & Sons, Inc., NewYork, 2004.
33] A. Cambiella, J.M. Benito, C. Pazos, J. Coca, M. Ratoi, H.A. Spikes, The effect ofemulsifier concentration on the lubricating properties of oil-in-water emul-
sions, Tribol. Lett. 22 (2006) 53–65.34] A. Cambiella, J.M. Benito, C. Pazos, J. Coca, A. Hernández, J.E. Fernández, Formu-lation of emulsifiable cutting fluids and extreme pressure behaviour, J. Mater.Process. Technol. 184 (2006) 139–145.
35] I. Capek, Degradation of kinetically-stable o/w emulsions, Adv. Colloid InterfaceSci. 107 (2004) 125–155.