Embed Size (px)
Citation preview

REDISEÑO CONCEPTUAL E INGENIERIA DE DETALLE DE CARGADOR FRONTAL DE BAJO PERFIL PARA LA MINERIA
SUBTERRÁNEA.
Sariego Pastén, Pedro Tecnología Mecánica Departamento de Mecánica Universidad Técnica Federico Santa María Avda. España 1680, Valparaíso - Chile Tfn: 56-32-654162 Fax: 56-32-797472 e-mail: [email protected]
RESUMEN Una de las máquinas más características de la minería subterránea son los Cargadores Frontales de Bajo Perfil, identificados en su sigla inglesa como LHD. Estos equipos son altamente complejos y han alcanzado un alto nivel de sofisticación tecnológica. En el caso chileno la minería subterránea tiene amplias posibilidades de crecimiento en los próximos 10 años en la minería del cobre, por consiguiente se espera una amplia demanda de máquinas minera de todo tipo dentro de los cuales se encuentran LHD. En este trabajo se presenta un rediseño conceptual y de ingeniería de detalles de un LHD fabricado en Chile y descontinuado hace 25 años. El resultado del trabajo es en una primera fase el Pliego de Condiciones Funcionales del Equipo, esto es las especificaciones técnicas del LHD. En una segunda fase, el trabajo se centra en la representación tridimensional del equipo (parametrizado), utilizando el Software Pro-Engineer Wilfire 2.0 y sus módulos de Modelación, Ensamble, Explosionado y Animación. La maqueta 3D representa la estructura del equipo, la que se divide en cuatro subconjuntos denominados: Balde; Boom; Bogie y Chasis. Se detallan la cantidad de elementos de cada subconjunto, indicando los planos modificados tanto los creados y otros elementos medidos en terreno a prototipos en operación. Posteriormente se desarrolla el cálculo de los elementos estructurales vitales del artefacto. El cual se realiza con la ayuda del Software Pro-Engineer Wilfire 2.0 y su módulo Mecánica (structure), que se basa en el método de Análisis de Elementos Finitos, que entrega como resultado los esfuerzos y desplazamientos de distintos elementos de este equipo. El documento culmina con el análisis de condición de trabajo más crítica del LHD, esto es ataque de la pila de material con un solo costado del Balde. Los resultados obtenidos se comparan con el desarrollo original. El trabajo fue desarrollado por un equipo de 10 ingenieros y candidatos a ingenieros de distintas carreras de la Universidad Técnica Federico Santa María, dirigido por el subscrito. Palabras Claves: LHD, diseño de máquinas, rediseño maquina minera
ABSTRACT One of the machines most characteristic of the underground mining is the Frontal Shippers of Low Profile, identified in their English abbreviation like LHD. These equipment is highly complex and has reached a high level of technological sophistication. In the Chilean case the underground mining has ample possibilities of growth in next the 10 years in the mining of copper, therefore an ample mining demand of machines of all type is expected within which
1317

are LHD. In this work a conceptual redesign and of engineering of details of a LHD made in Chile and discontinued has been appearing for 25 years. The result of the work is in one first stage the Sheet of Functional Conditions of the Equipment, this is the engineering specifications of the LHD. In one second phase, the work is centered in the three-dimensional representation of the equipment (parametrizado), using Software Pro-Engineer Wilfire 2,0 and its modules of Modeling, Joint, Exploded and Animation. The scale model 3D represents the structure of the equipment, the one that is divided in four denominated subgroups: Bucket; Boom; Bogie and Chassis. The modified planes so much created and the other elements measured in land to prototypes in operation are detailed to the amount of elements of each subgroup, indicating. Later the calculation of the vital structural elements of the device is developed. Which is made with the aid of Software Pro-Engineer 2,0 Wilfire and its Mechanical module (structure), that is bases on the method of Finite element analysis, that give like result the efforts and displacements of different elements from this equipment. The document culminates with the analysis of more critical condition of work of the LHD, this is attack of the battery of material with a single flank of Balde. The obtained results are compared with the original development. The work was developed by a team of 10 engineers and candidates to engineers of different races from the Technical University Federico Santa Maria, directed by the subscribed one. Key Words: LHD, machines design, redesign mining machine. 0. INTRODUCCION Las empresas y los gobiernos de los países industrializados han impulsado al diseño como una actividad estratégica dentro y fuera de sus organizaciones, al punto de que se ha convertido en una herramienta clave para crear ventajas competitivas sostenibles en el tiempo. Esto, porque el diseño es el centro del proceso de toma de decisiones en el desarrollo de productos, el lugar y el momento preciso para hacer realidad las apetencias de los usuarios, donde se tiene la mayor libertad para crear lo nuevo, rediseñar lo viejo, actualizar lo que está en uso, donde mejor se ensaya y aplican los nuevos materiales, las nuevas tecnologías, los nuevas visiones y conceptos sobre los productos. El fomento de la actividad de diseño es, por lo tanto, una cuestión estratégica dentro de las empresas que quieren ser competitivas y por consiguiente, para las naciones que desean progresar. Así lo han comprendido muy bien los gobiernos de los países industrializados de la Unión Europea, Estados Unidos, Canadá, Japón y otros que han saltado hacia el desarrollo como Corea del Sur y en los últimos años, China. En este contexto, Chile, un país con una economía emergente, abierta al mundo, pretende entrar en el círculo del desarrollo, aprovechando oportunidades de servicio y nichos de productos. Para estos últimos, el "agregar valor al producto manufacturado", generar la "segunda fase exportadora", esto es superar la actual etapa exportadora de materias primas, es la meta. En esta perspectiva, para responder con éxito a este desafío el paso estratégico de la empresa manufacturera chilena es impulsar la innovación en el diseño de sus productos, que es ni más ni menos que la innovación olvidada de todos los modelos de innovación tecnológica que se han implementado en Chile en las últimas tres décadas. En esa perspectiva, en un país de grandes inversiones mineras como Chile, todo lo asociado a esta actividad resulta relevante. La actividad del diseño en equipo no es una excepción, es un
1318

negocio creciente de grandes oportunidades para empresas emergentes en el cono sur de América Latina. 1. El diseño de equipo minero. El diseño de equipos minero es una actividad escasa en la actualidad en la empresa manufacturera en Chile. Toda una contradicción en un país de grandes inversiones mineras, de las cuales un 30% se invierte en equipos de distinto índole. Una industria además en expansión, en toda América Latina. Sin embargo la empresa que permitió este estudio es una de las pocas empresas en Chile que aun se dedica al diseño de equipos mineros. El Cargador Frontal de Bajo Perfil, es uno de los productos con más popularidad en la historia de la empresa, cumpliendo con altas exigencias. Sin embargo, en la actualidad estos equipos deben cumplir con mayores requerimientos, principalmente en cuanto a seguridad y ergonomía se refiere, puntos que son significativos al momento de elegir un equipo por parte del cliente. El rediseño conceptual y la ingeniería de detalle de este estudio incluye el estudio funcional del equipo, el rediseño de sistemas eléctrico e hidráulico; la creación de sistemas de codificación de los distintos elementos; el análisis del aumento la capacidad del equipo; entre otros. Para éstas y otras actividades se parametriza la estructura del cargador frontal de bajo perfil, generando una maqueta electrónica 3D del equipo, esta parametrización es de gran utilidad para futuras modificaciones ya que los conjuntos, elementos y planos están vinculados y perfectamente ensamblados, ésta es la gran ventaja de la parametrización que se traduce en ahorro de tiempo, materiales, entre otros. Teniendo como base la maqueta 3D el otro punto crucial del estudio es el estudio de elementos esenciales de este equipo, para lo cual se seleccionaron conjuntos de la estructura que están más solicitados y se someten al Análisis de Elementos Finitos, los resultados dan lugar a una biblioteca de imágenes y videos de las piezas, partes y conjuntos analizados. El software utilizado en la ocasión fue Pro-Engineer Wilfire 2.0 y su módulo Mecánica (structure). Este es un software CAE desarrollado por PTC (Parametric Technology Corporation), que permite la modelación tridimensional de objetos y productos, lo que es integrado en una plataforma paramétrica que se enlaza con módulos específicos para producción, por ejemplo: Pro-Motion, Pro-Mold Desing, Pro-Mechanica.
2. Definición de un LHD [1]
Un LHD (Load Haul Dump) es un equipo de carga, transporte y descarga, diseñado especialmente para el manejo de material en minería subterránea. La escasez de espacio que caracteriza a una faena subterránea es el factor más determinante que influye en el diseño de un LHD, lo que se traduce en maquinas de un perfil singular, muy bajas, angostas y largas, articuladas en el centro y con el operador ubicado en posición perpendicular al eje longitudinal del equipo. El largo, en apariencia exagerado del LHD, es lo que le permite soportar su gran capacidad de carga; su bajo centro de gravedad ayuda a dar estabilidad al vehículo y su diseño articulado es lo que le permite movilizarse sin problemas en las angostas galerías de ángulos pronunciados.
1319

2.1 Características básicas de un LHD [1]
Esta montado sobre cuatro neumáticos, impulsado por un motor con tracción en las cuatro ruedas.
Tiene una estructura de pequeño tamaño y de bajo perfil que se acomoda a las restricciones de espacio libre que existen en las minas subterráneas.
Cuenta con una articulación central, que es obtenida a través de pernos pasadores que conectan las dos estructuras principales del equipo.
Tiene una operación bidireccional con el mismo número de marchas hacia delante como hacia atrás, esto le permite un transporte en ambas direcciones con la misma eficiencia.
En la posición de transporte con el balde cargado, este es soportado en la estructura principal del equipo y no por los cilindros hidráulicos.
2.2 Ciclo de producción [1]
En un ciclo de operación normal de un LHD, el operador maniobra el equipo hacia delante, forzando el balde dentro del material quebrado y con el esfuerzo de tracción del equipo y de penetración del balde, atrapa el material y gira hacia atrás el balde con la carga. Luego, con la carga girada hacia atrás y descansando sobre la estructura principal del equipo la carga es transportada hacia el punto de descarga. En el punto de descarga el brazo es elevado y el balde girado hacia delante deslizando el material, posteriormente el balde vacío es girado hacia atrás y el brazo desciende apoyándose nuevamente en la estructura. Finalmente el equipo se dirige hacia el punto de carga para iniciar un nuevo ciclo.
2.3 Características Tecnológicas de un LHD. [2]
En general, los principales elementos de estos equipos son: Sistema de Transmisión, Sistema de Frenos, Sistema de Dirección, Estructura, Comandos, Sistema Eléctrico, Sistema Hidráulico y Sistema de Seguridad. En el Figura 1 se representan los distintos elementos que constituyen el LHD.
3. Especificaciones de los clientes La escasez de espacio que caracteriza a una faena subterránea es el factor mas determinante sobre el diseño del LHD, lo que se traduce en maquinas de perfil singular, muy bajas, angostas y largas, articuladas al centro y con el operador ubicado en posición perpendicular al eje longitudinal del equipo.
El largo, en apariencia exagerado del LHD, es lo que le permite soportar su gran capacidad de carguío; su bajo centro de gravedad ayuda a dar estabilidad al vehículo y, su diseño articulado es lo que le permite movilizarse sin problemas en las angostas galerías de ángulos pronunciados, como ocurre en algunas de las principales minas chilenas.
1320

El transporte de material en una mina subterránea debe realizarse de la forma lo más eficiente posible garantizando la seguridad del operador. Los mayores problemas de estas faenas son los siguientes:
• El gran volumen y peso que debe soportar el equipo. • Las extremas condiciones en las cuales debe funcionar el equipo tales como alta
temperatura, polvo en suspensión, altura, etc. • Lugar de trabajo muy estrecho y con poco espacio para maniobrar el equipo, como son
los túneles de las minas. • Garantizar la seguridad a las personas que lo operan. • Altos niveles de contaminación.
Fig. 1.- Principales Sistemas de un LHD. /1/
Sistema de Frenos
Sistema de Dirección
Comandos Estructura
Sistema Eléctrico
Sistema Seguridad
Sistema Transmisión
Sistema Hidráulico
1321
3.1 La fase de información del producto. El conocimiento acabado del producto a analizar, ya que la información es la base de cualquier acción. Para el caso del LHD se cuenta con la siguiente información de los productos ya existentes: Planos y nomenclaturas; Especificaciones técnicas; Las insatisfacciones en el uso. De toda esta información con que se cuenta, las más importantes son las insatisfacciones en el uso de los productos ya existentes, porque estas insatisfacciones son producto de funciones no identificadas en su momento y son las que han motivado al rediseño del producto. Con el estudio de toda la información de que se posee, se esta en condiciones de desarrollar el pliego de condiciones funcional. 3.2. Árbol de familias de funciones LHD Con la ayuda del método FAST se estructura el árbol de funciones para comprender la organización lógica de estas. El método FAST (Functional Análisis System Technique) es un método sencillo y claro que presenta la ventaja de que ordena las funciones siguiendo un orden lógico. El método consiste en identificar todas las funciones que el producto debe cumplir. Este árbol de familia de funciones nos facilita la identificación de cuales son las funciones principales de servicio, cuales son las funciones complementarias de servicio y las restricciones. A continuación se despliega el arbol de funciones correspondiente al cargador de bajo perfil – LHD. Se ha tomado en consideración la información del desarrollo anterior del artefacto, como el manual de mantenimiento del equipo. Se ha de dejar presente que el análisis funcional es una excelente herramienta para iniciar el rediseño conceptual de artefactos complejos como un cargador frontal de bajo perfil para la minería - LHD. La interacción de los resultados de esta herramienta con otras tales como: matrices de decisión, matrices morfológicas, junto a la visualización tridimensional del artefacto, generarán al diseñador una visión de conjunto que le permiten una toma de decisiones eficientes. Mediante la aplicación del análisis funcional se pueden dar los pasos siguientes en el desarrollo de este proyecto, que han de incluir la ingeniería de básica y de detalles, el cálculo el análisis de esfuerzos de piezas vitales, la especificación de las piezas y partes de los proveedores internacionales, clasificación y codificación de piezas y partes, son elementos que se han de desarrollar a lo largo de este proyecto en su futuro inmediato.
1322

Transportarcarga
Ser confiable
Garant izar seguridady comodidad al
operador
Ser ergonómica
Tener potencia
No contaminar
Ser manejable
Resistir golpes
Funcionar en ambientecon partículas en
suspensión
Funcionar enambient e con alt a
t emperatura
Funcionar elaltura
Ser robusta
T ener bajos nivelesde em isión de gases
Tener bajo nivelde ruido
P erm it ir cambio depiezas gast adas
Permitir limpiezainterior
Permitir lavadoexterior
P ermit ir verificarlos n iveles de aceit e
Tener bajochasis
Ser bidireccional
Ser articuladoen el centro
Ocupar mínimoespacio para
t rabajar
T ener bajo n ivel devibraciones en
cabina
P oseer luces parat raslado adecuadas
P oseer buena visiónpara el operador
P oseer comandosclaros para el
operador
P oseer elementos yseñalet ica de
seguridad
P oseer sist ema defrenos de
em ergencia
Poseer bocinay/o alarma
Árbol de funciones para LHD
Serautolubricante
Resist ir a lacorrosión y abrasión
Tener tracciónen 4 las ruedas
P oseer cabinapresurizada yclimat izada
P oseer cabina queprot eja al operador
P oseer sist emaext intor de incendio
cent ralizado
Fig. 2. Árbol de Funciones LHD Con los datos obtenidos anteriormente estamos en condiciones de desarrollar el pliego de condiciones funcional de servicio, complementario y de exigencias. A continuación se ilustra en la Tabla 1, la tabla de funciones principales del LHD
1323

Tabla 1. Funciones principales del LHD
3.3 Conjuntos de la estructura del LHD Como se ha señalado la estructura del cargador frontal de bajo perfil se subdivide en cinco subconjuntos Balde, Boom, Bogie y Chasis, además de piezas comerciales que también se representa en la maqueta, como son cilindros, ejes, bujes, neumáticos, etc.
Fig. 3.- Vistas del LHD ensamblado
Volumen 7 [yd3] 0 0Peso 10,600[Kg] +1000[Kg] 0
Largo 9900 [mm] ± 50[mm] 2Ancho 2600 [mm] + 0[mm] 2Alto 2450 [mm] ± 10[mm] 2SistemasRobustosComodidad - - 1Facilidad - - 1Salud - - 1Seguridad - - 1
- 0[Kw] 1
0
- - 2
FLEXIBILIDAD F
Ser manejable 5 Maniobrabilidad -
CRITERIOK
186 [kw]Potencia
N NIVELDESIGNACIÓN
-
3
4
5
6
7
9
8
5
5
5
3
Transportar carga
Ser confiable
Tener potencia
5
4
3
Aislamiento
Ocupar minimo espacio para trabajar
3
1
500 [Hr]
-
± 100[Hr]Tiempo de funcionamiento adecuado
-
1
2
Ser robusta
No contaminar
Ser ergonómica
2
Garantizar la seguridad y comodidad del operador
1324

Fig. 4.- Vista Isométricas LHD Ensamblado.
Las dificultades que se sortearon para llegar a esta visualizacion son básicamente lo que sigue:
Duplicidad de planos; se refiere a la cantidad de planos que existían para un mismo elemento, perteneciente a distintos modelos de la maquina.
Interferencias; gran cantidad de modificaciones a los planos originales para lograr un perfecto ensamble entre los elementos.
Inexistencia de planos; solo para el conjunto Chasis se presenta este problema, lo que se tradujo en un trabajo de toma de dimensiones de distintas piezas a prototipos en operación, escalado de medidas a partir de planos de conjunto, fotos y manuales de mantención.
4. Selección de los elementos a analizar. Para seleccionar los elementos se tomo en cuenta los conjuntos que están sometidos a mayores esfuerzos, y considerando el momento en que es atacada la pila de material, estos elementos son: El Boom (conjunto en el cual va soportado el balde y que transmite la fuerzan de los cilindros de levante al balde, este también es el que soporta los esfuerzos dispares al momento de cargar. Otro elemento seleccionado es el Balde. este conjunto es el que soporta en forma directa la fuerza de desprendimiento (201.488 [N]) cuando es atacada la pila de material. Por ultimo, se selecciono el Bogie este conjunto soporta los distintos cilindros tanto los cilindros de Levante como el cilindro de Volteo, además sostiene el Boom que es a través del cual se transmiten las fuerzas al Bogie.
1325
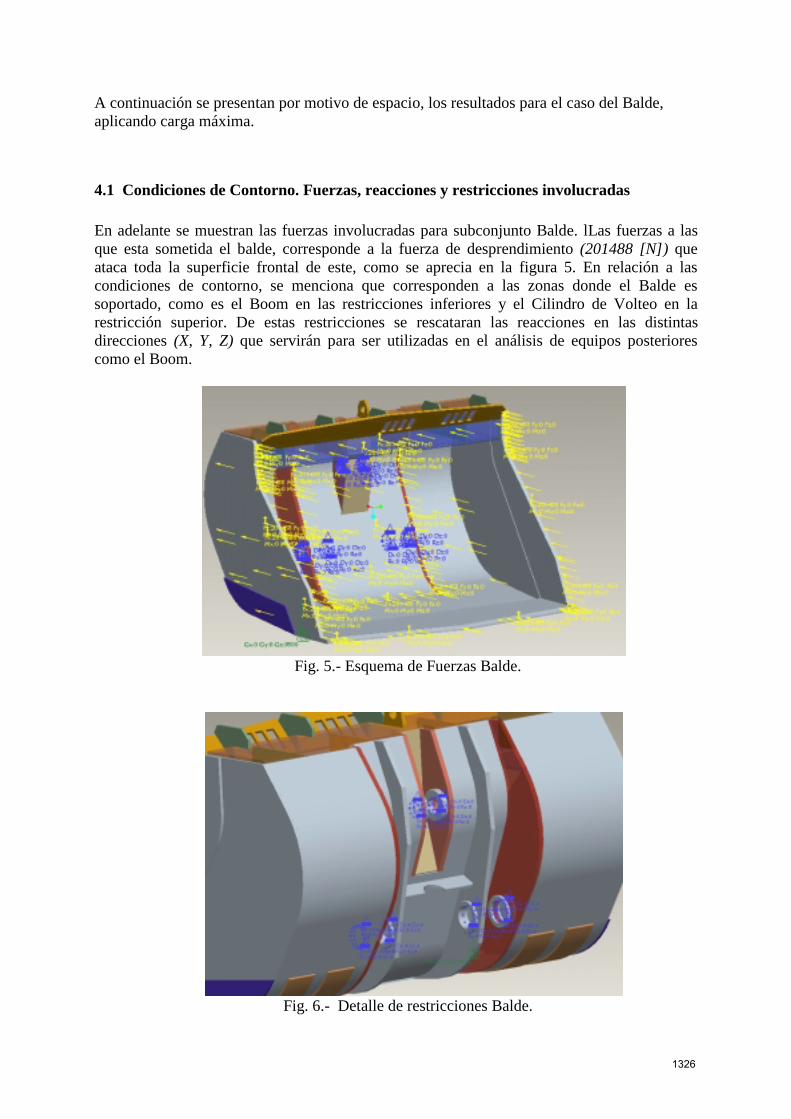
A continuación se presentan por motivo de espacio, los resultados para el caso del Balde, aplicando carga máxima.
4.1 Condiciones de Contorno. Fuerzas, reacciones y restricciones involucradas En adelante se muestran las fuerzas involucradas para subconjunto Balde. lLas fuerzas a las que esta sometida el balde, corresponde a la fuerza de desprendimiento (201488 [N]) que ataca toda la superficie frontal de este, como se aprecia en la figura 5. En relación a las condiciones de contorno, se menciona que corresponden a las zonas donde el Balde es soportado, como es el Boom en las restricciones inferiores y el Cilindro de Volteo en la restricción superior. De estas restricciones se rescataran las reacciones en las distintas direcciones (X, Y, Z) que servirán para ser utilizadas en el análisis de equipos posteriores como el Boom.
Fig. 5.- Esquema de Fuerzas Balde.
Fig. 6.- Detalle de restricciones Balde.
1326

4.2 Resultados (caso Balde)
� Criterio de esfuerzos Von Mises [N/mm2].
Fig. 7.- Diagrama de Esfuerzos Balde, Vista Frontal.
Fig. 8- Diagrama de Esfuerzos Balde, Vista Posterior. Las figuras 7 y 8 muestran una vista general de los resultados del análisis (Esfuerzo Von Mises). Observando las vistas de detalle se puede apreciar que existen zonas donde se
1327

supera el valor admisible de fluencia del material ( Fluenciaσ =265 [MPa]=2,65x102 [N/mm2]), llegando a valores aproximados de 350 [MPa].
� Detalle de esfuerzos.
Fig. 9.- Diagrama de Esfuerzos Balde, Vistas de detalle.
Fig. 10.- Grafico de Convergencia, soluciones de Esfuerzo Von Mises en Balde.
La Figura 10 muestra un grafico que ilustra la convergencia de las soluciones del esfuerzo máximo Von Mises (Eje Vertical) versus el grado del polinomio de la ecuaciones (Eje Horizontal), como se puede apreciar la diferencia entre el valor máximo de esfuerzo va disminuyendo a medida que crece el grado de polinomio llegando a una convergencia aceptable sobre el polinomio 6, 7 y 8 menores al 1%.
1328

� Desplazamiento, en [mm]
Fig. 11.- Diagrama de Magnitud de Desplazamiento Balde, Vista Frontal.
En la figura 12 se Balde se aprecia que el valor máximo de desplazamiento es de aproximadamente 3 [mm], cabe señalar que las figuras presentan un desplazamiento a una escala mayor para poder apreciar mejor las zonas de deformación.
Fig. 12.- Desplazamiento en Balde, vista de detalle.
Como en el caso del esfuerzo máximo, el grafico de la Figura 11 representa la magnitud de desplazamiento máximo para las diferentes soluciones, como se aprecia la diferencia entre las soluciones va disminuyendo hasta llegar a una convergencia de 0% a partir del 4º polinomio en adelante.
1329
Fig. 13.- Grafico de Convergencia de soluciones de desplazamiento en Balde. Este tipo de diagrama se desarrolló además para los conjuntos Bogie y Boom
5. Análisis condición más crítica Se muestran a continuación los resultados del análisis de una situación común en el trabajo cotidiano del equipo, lo que indica que el equipo debe estar preparado para soportar situaciones extremas: En adelante se desarrolló, para cada uno de los subconjuntos, un análisis bajo condición crítica. Cabe señalar que las fuerzas involucradas reacciones y momentos, son rescatadas en cada análisis para ser utilizadas en el análisis del conjunto siguiente.
5.1.- Identificación de condición de trabajo más critica La condición representa el ataque de la pila de material por el costado del Balde, utilizando el costado izquierdo inferior, mirado desde el punto de vista del conductor. En la Figura 14 se aprecia mejor esta situación, ya que en ella se muestra un esquema de las fuerzas involucradas.
Fig. 14.- Esquema de fuerzas involucradas en Conjunto Balde
1330

5.2 Síntesis del resultados del análisis. En adelante la siguiente tabla compara los valores máximos de condición normal de trabajo y condición crítica de trabajo, indicando valores máximos para Esfuerzo Von Mises y desplazamiento, de lo siguiente se aprecia que los valores de la condición crítica de trabajo son considerablemente superiores.
Condición Normal Condición Critica
Máx. Esfuerzo V. M. 1446 [N/mm2] 3240[N/mm2] BALDE
Máx. Desplazamiento 3,35 [mm] 6,23 [mm]
Máx. Esfuerzo V. M. 166 [N/mm2] 267 [N/mm2] BOOM
Máx. Desplazamiento 4,81 [mm] 6,06 [mm]
Máx. Esfuerzo V. M. 1281 [N/mm2] 1273 [N/mm2] BOGIE
Máx. Desplazamiento 1,29 [mm] 1,64 [mm]
Tabla 2. Comparación de esfuerzos y desplazamientos para condición normal y
crítica de funcionamiento.
Para apreciar mejor la diferencia de resultados la siguiente tabla muestra comparativamente las mismas zonas mediante imágenes.
Condición Normal Condición Critica
BALDE
1331
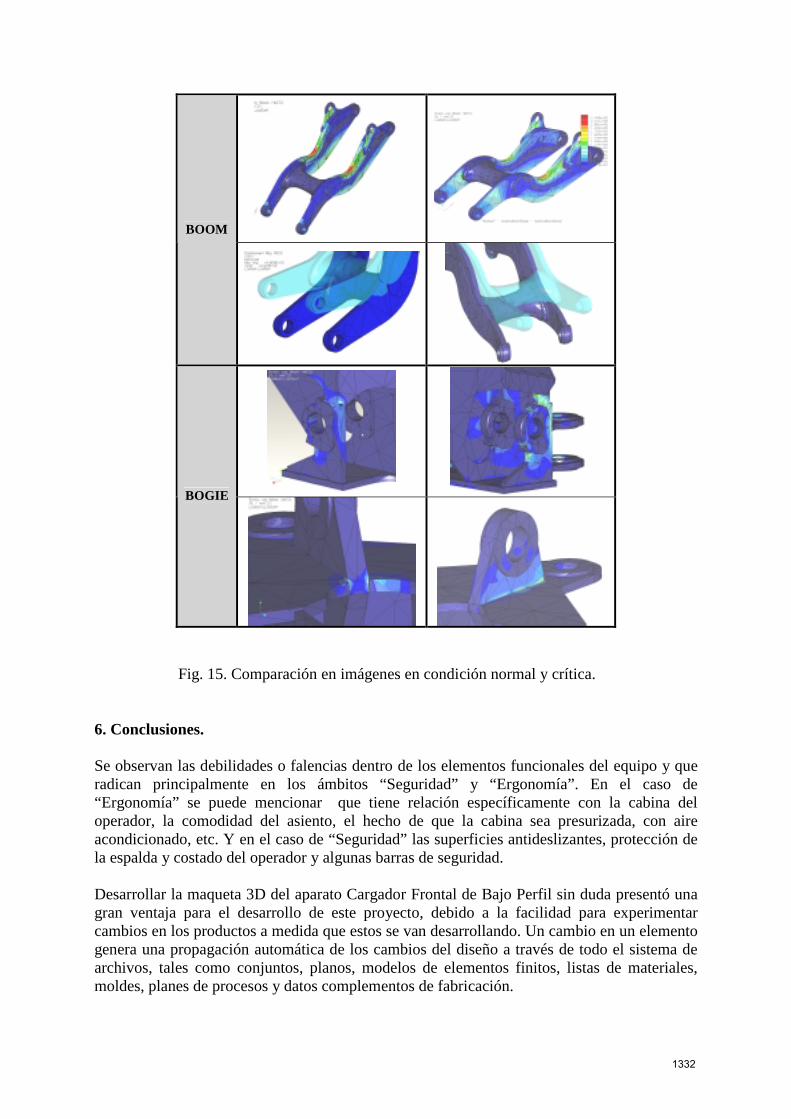
BOOM
BOGIE
Fig. 15. Comparación en imágenes en condición normal y crítica.
6. Conclusiones. Se observan las debilidades o falencias dentro de los elementos funcionales del equipo y que radican principalmente en los ámbitos “Seguridad” y “Ergonomía”. En el caso de “Ergonomía” se puede mencionar que tiene relación específicamente con la cabina del operador, la comodidad del asiento, el hecho de que la cabina sea presurizada, con aire acondicionado, etc. Y en el caso de “Seguridad” las superficies antideslizantes, protección de la espalda y costado del operador y algunas barras de seguridad. Desarrollar la maqueta 3D del aparato Cargador Frontal de Bajo Perfil sin duda presentó una gran ventaja para el desarrollo de este proyecto, debido a la facilidad para experimentar cambios en los productos a medida que estos se van desarrollando. Un cambio en un elemento genera una propagación automática de los cambios del diseño a través de todo el sistema de archivos, tales como conjuntos, planos, modelos de elementos finitos, listas de materiales, moldes, planes de procesos y datos complementos de fabricación.
1332

Siendo éstas, una de las grandes ventajas que presentan este tipo de programas CAE y que fue bien aprovechada en este proyecto, ya que en un comienzo se generaron una gran cantidad de piezas 3D a partir de los planos proporcionados, los cuales luego debieron ser ensamblados, presentando una gran cantidad de interferencias de piezas en el ensamble, holguras de las mismas, y otros problemas similares, que fueron reparados a medida que se ensamblaban los conjuntos. Con esto se aseguraba el perfecto ensamble de todas las piezas y conjuntos.
Los análisis estáticos de los conjuntos Balde, Boom y Bogie requirieron un trabajo de investigación respecto del funcionamiento del programa y un desarrollo de prueba y error en los mismos, luego de superada esta primera etapa el avance fue normal, desde el punto de vista de la preparación del trabajo como del análisis de esfuerzos que se desarrolló.
Respecto a los análisis de los conjuntos se puede mencionar que:
Balde: En relación al balde los resultados del Análisis fueron en general satisfactorios, presentando zonas en donde se superaba el esfuerzo de Fluencia del material con valores aproximados de 350 [MPa], siendo la fluencia del material 265 [MPa], sin embargo, esto se puede atribuir a concentraciones de esfuerzos, lo que debería ser fácilmente solucionado con aumento de radios en esas zonas, acrecentando el espesor de las chapas involucradas, o colocando refuerzos en las zonas afectadas.
Boom: El resultado del análisis de este conjunto presentó valores relativamente menores al
valor de Fluencia del Material ( [ ]MPaFluencia 265=σ ), llegando en las zonas más solicitadas a un valor máximo de esfuerzo Von Mises de 166[MPa], por lo tanto este elemento no debiera presentar modificaciones.
Bogie: Los resultados del análisis del Bogie presentaron valores de aproximadamente 165
[MPa] como valor máximo en general en las zonas más solicitadas, sin embargo, el análisis arrojó valores de 1280 [MPa] como valor máximo de esfuerzo Von Mises, en zonas de concentraciones de esfuerzos, tal como se aprecio en las figuras 72 y 74, esto debería ser fácilmente solucionable con la aplicación de radios en las zonas en cuestión o modificaciones simples de formas.
Como conclusión se puede indicar que en general el diseño de estos conjuntos no debería presentar mayores modificaciones respecto del modelo original. En relación al “Análisis condición más critica”, se puede señalar que:
Balde:Se debe destacar que el valor máximo de esfuerzo se encuentra en zonas pequeñas,
sobre esquinas y bordes, estas representan concentraciones de esfuerzos y deberían solucionarse con la aplicación de radios en estas zonas. En la condición más crítica sin considerar lo anterior, existen zonas que tienen valores alrededor de los 400 [MPa] esto supera la fluencia del material (265 [MPa]), se aprecia mejor en la Figura 88 del Capítulo V. Para solucionar este problema se debe reforzar dichas zonas, o aumentar el espesor de las planchas involucradas.
Boom: El resultado muestra un valor de 267[MPa] en la zona más solicitada valor que
supera la fluencia del material (265 [MPa]), como en el caso anterior esto debe solucionarse con refuerzos en la zona ó aumento de espesor de la plancha ó un cambio en la forma de las piezas involucradas.
1333

Bogie: Como en el caso del Balde, el valor de máximo esfuerzo se presenta en zonas de esquinas y bordes, representando concentraciones de esfuerzos, y deberían solucionarse con la aplicación de radios en estas zonas. En la condición más critica sin considerar lo anterior las zonas más solicitadas llegan a valores de 210 [MPa], bajo la fluencia del material.
Como conclusión general los resultados de este caso (condición más crítica), son más relevantes ya que se superan los valores de fluencia del material en reiteradas zonas e implican mayores modificaciones para solucionar este problema.
Se puede concluir que no existen diferencias significativamente grandes al momento de corregir el diseño. Por lo que este producto representa un gran potencial de competitividad.
En relación, al trabajo en equipo, este cumplió con las expectativas esperadas ya que se logro un buen flujo de información entre los integrantes, aporte de ideas en todo ámbito y una interrelación entre los trabajos.
7. – Referencias. [1] Sariego, P., Droguet, J., Salamanca, C., et all., “Desarrollo de Rediseño Conceptual y
Aporte a la Ingeniería Básica de un Cargador Frontal de Bajo Perfil para la Minería Subterránea, Mediante el Enfoque del Diseño Total y la Aplicación de Herramientas CAD y Otros” Universidad Técnica Federico Santa María, Valparaíso, 2004.
[2] Manual de Mantención Cargador Frontal de Bajo Perfil Puma 9000D, CMS
Tecnología S.A., Rancagua, 1985. [3] Sariego, P. “Aplicación de un enfoque concurrente en el desarrollo de piezas y partes
en Chile. Análisis Crítico”, VI Congreso Internacional de Ingeniería de Proyectos, Octubre. 2002, Barcelona – España.
[4] Sariego, P. “Diseño y modelación de maquinas y equipos conciliando el enfoque
concurrente, modelos conceptuales y las nuevas tecnologías 3D”, Congreso nacional de Ingeniería Mecánica -CONIM 2002, USACH, Santiago de Chile.
[5] Sariego, P. “Innovation in product design starting from the use of Axiomatic Theory
in the product develoment manufacturing” 3er. Congresso Brasileiro de gestao de desenvolvimento de produto. Frorianápolis – Brasil. Septiembre 2001.
[4] Sariego, P. “"Modelos de gestión y desarrollo de innovación del diseño, en empresas
pequeñas y medianas, en un país en crecimiento.", V Congreso Internacional de Proyectos de Ingeniería, León, España; Vol. 3, pp. 1450-1456; Octubre 1999.
1334