Embed Size (px)
Citation preview

Reducing lead-Time, the levTo Make- To-Order Successby Dave nil'bide, CFPIM, CM/gE, CIRM
Success inthe "to-order" mar-ket oftendepends onreducinglead-time-to nimblyrespond tochangingdemand andto be able todeliver morequickly toyour cus-tomer.
Most manufacturers would agreethat lea? ,time can be an effectiv~competitIve weapon-or competI-
tive handicap-as customers become lesspatient and less willing to wait for deliveryof what they order. Whether the product is aconsumable supply item or expensive capi-tal equipment, the ability to deliver soonerthan your competitors can make the differ-ence between a successful sale and declin-ing market share.
The same holds true for the introductionof new products. The first to market enjoysa temporary margin advantage and often amarket exclusive. This advantage is fleet-ing, however, as competitors will quicklyenter any market segment with high mar-gins or little competition. The sooner a newproduct can be brought to market, thelonger this period of exclusivity and highmargins.
These considerations are especiallyimportant in make-to-order (MTO) andengineer-to-order (ETO) situations. Withproduct cycles shrinking, especially in tech-nology-driven industries, reducing lead-timecan be the key to survival.
The elements of lead timeMost of us tend to think of lead-time withina rather narrow viewpoint. Production lead-time, made up of material handling andnon-production (wait or queue) time as wellas real production activities, is what comesto mind, especially in light of the recentfocus on advanced scheduling techniques.Many APS (Advanced Planning &Scheduling) systems are aimed at the effi-cient movement of work through the plant,and that's appropriate and important, butthere are other aspects of lead-time that canbe just as critical, although not always aseasy to identify.
Think about the complete cycle of a cus-tomer order:
• Receipt of the order via phone, fax,mail, or e-commerce methods; from salesreps, distributors, dealers, and/or directlyfrom the customer.
• Receipt and handling of the orderincluding review (customer service, engi-neering, credit, sales/marketing), and entryinto the system
• Possible design or engineering activities• Scheduling, allocation/acquisition of
materials and parts• Production, including the aforemen-
tioned non-active portions of lead-time• Testing, packaging, handling, and ship-
ment preparation• Transportation/delivery to the cus-
tomer's location• Invoicing and collectionProduction lead-time may not be the
largest element on this list. In many cases,the order handling on the front end and/orshipment and transportation at the other endmay exceed actual production time signifi-cantly. In these situations, it is important toidentify where the opportunity is and focusany improvement efforts where they aremost likely to deliver real results.
One client company I worked with a fewyears ago produced a component part forthe computer industry. Each item producedwas customer-specific and none werestocked by the supplier (true make-to-order). Because of the competitive nature oftheir industry, they were forced to promise(and deliver) very short lead-times-theirstandard was 10 days from receipt of orderto delivery of the product.
Their production lead-time was aboutthree days. Yet, they consistently missedship dates or struggled mightily to make theones that they did meet. The problem wasthat all customer orders had to pass througha multi-step review and approval process.The credit checking step alone usually con-sumed up to five or six days. By the timethe order got to production, the promisedship date was at hand.
This company suffered from two majorimpediments: outdated and inappropriateprocedures, and multiple systems that werenot integrated. Since a majority of theirorders came from established customerswith a history of buying and payment pat-

"Themajority ofthe time thatelapsesbetween thestart of amanufactur-ing order andits completionis not con-sumed by"active"production-time on themachines orin the handsof work-
ers. "
terns, manual credit checking/approvalshould have been on an exception basisonly; most of the orders could have passedright through that step untouched.Integration of systems (customer orderswere on one computer, production sched-ules on another) would have saved anotherday or two. Once the order made it throughthe approval processes, it had to be manual-ly entered into the production system. Onlythen did manufacturing become (officially)aware of the requirement. Of course, aninformal "system" evolved to provide man-ufacturing with some advance notice.Otherwise, they probably would not havebeen able to meet ANY of the customerpromise dates.
In many cases, there are inefficiencieslike this built into existing procedures-procedures that have evolved over manyyears and were designed around old organi-zational or system limitations that may nolonger apply. The essence of reengineeringis identifying the best way to accomplish atask in today's environment, unencumberedby the limitations of the past.
Post-productionWhen looking for lead-time reductionopportunities, don't ignore the other end ofthe time line. After production is complete,there may also be convoluted processes forcompleting the paperwork, inspection andmovement of goods to stock, picking, pack-ing, and shipping. Follow an order or aproduct through its complete cycle. Youmay be amazed at how far it travels and
how little real production time is involved.And remember that Supply Chain
Management is a burgeoning technologyarea where many new tools (and extensionsof existing systems) are being introduced tohelp manage not only supplier and cus-tomer relations, but also the transportationlinks in between.
The message here is that production lead.time, though it may be significant, is not theonly place to look when trying to reducelead-time to the customer. That's why, infact, you will find this Make- To-Order issueof Midrange ERP filled with informationabout configurators and PDM systems;tools for reducing lead time in the frontoffice and in the engineering release area.
Production lead-timeWhile there is little or no discussion ofmanufacturing lead-time reduction amongthese other articles, it can be an importantfactor, but not just in make-to-order. Evenmake. to-stock companies can benefit.Shorter lead-times:
• reduce the time it takes to respond to ashift in customer demand
• reduce the interval over which a fore-cast is used to commit to purchase and pro-duction plans, making the forecast moreaccurate and increasing the ability torespond to detected forecast errors
• reduce material and work-in-processinventory investments which are proportion-al to lead time
• reduce obsolescence and rework risk;being caught with large investments in
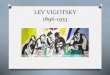
Components of Production Lead Time
lhDay 1 Day lhDay 1 DayActive Active Active Active
3 Days 4 Days 3 Days 2 DaysQueue Queue Queue Queue• .• .. - .. f • .• •
lillllllllllllllllllllllllllllllllllllllllllillill100 Pieces Produced One-At-A-Time
While the Other 99 Wait
From MRP+. David A. Turbide, Industrial Press. New York, 1993
Figure J: "Touch time" is a small part of total production lead. time.

" Withoutgoing all theway to flowmanufactur-ing, there isstill signifi-cant potentialfor lead-timereduction in abatchenviron- "mente
materials and WIP as demand changesIt is a fact that the majority of the time
that elapses between the start of a manufac-turing order and its completion is not con-sumed by "active" production-time on themachines or in the hands of workers-oftencalled "touch time". Note that the word"order" is used in that sentence. Workorders signify traditional "batch" or discon-tinuous production wherein an order for aspecified quantity of a product is initiated,the materials are issued to the order, it allmoves to the first work center, then waits itsturn. After the entire lot is completed at thisfirst operation, it moves as a unit to the nextwork center where it again waits its turn.This "batch" situation is typical in a tradi-tional production environment.
The way we schedule and manage tradi-tional batch production assumes that thereis movement time and waiting time (queue)which, it turns out, makes up about 80% oftotal production time in a typical plant. Inaddition, even the "active" time is not reallyactive for most individual parts. If the ordersize is 100 units and a work center canaccommodate only one unit at a time, theother 99 are waiting even during the activeportion of lead time. (Figure I)
Conceptually, if all non-active time couldbe removed from production lead-time, aproduct could be produced in a very smallfraction of the time currently required. Thisis the idea behind flow manufacturingwhich is the focus of a special supplementthat will ship with the upcoming September1998 issue of Midrange ERP.
Without going all the way to flow manu-facturing, there is still significant potentialfor lead-time reduction in a batch environ-ment. The obvious opportunities are to re-duce batch sizes and/or reduce queue time.
Smaller lot quantities mean that a givenitem will be produced more often, increas-ing the handling and paperwork burden. Italso means that any fixed costs (primarilyset-up or change-over) will be spread acrossa smaller population of produced product,raising unit costs. The solution to these con-cerns is to reduce fixed costs and han-dling/overhead to the point where smallerlot sizes are affordable.
Work flow management (scheduling anddispatching) and queue reduction are at theheart of traditional work-in-process man-agement and input/output analysis. The phi-losophy is that queue time exists and can beexploited as a tool for responding to priori-
ties and managing the flow of work throughthe plant.
Some of today's chief proponents ofAdvanced Planning and Scheduling (APS)systems contend that queue is not necessaryand that some of the basic assumptions ofwork scheduling and management simplyperpetuate this myth. Whichever side of thisdiscussion you favor, it is obvious thatqueue is a significant portion of lead-timetoday and any tools or theories that can beapplied to its reduction are beneficial.
Reducing non-active time directlyreduces manufacturing lead-time withoutadding cost to the product. As a bonus, theflow manufacturing experience has taughtus that shorter lead times contribute to high-er quality and lower costs-of-quality.
In production, then, the challenge is toreduce lot size and/or manage or eliminatenon-active (queue) time. Lot size reductionoften entails set-up or change-over reduc-tion. Outside of production, the solution isoften to streamline procedures, eliminatenon-valuable activities, coordinate depart-ments more closely, and overlap activitiesfor parallel completion wherever possible.Fortunately, information systems can helpin many of these pursuits. Additional goodfortune results from the deyelopment andemergence on the market of a veritableflood of new and improved tools under theumbrellas of PDM/PIM, CM, SFA, ISS, andother acronyms. I Once again, the softwareindustry has identified needs and respondedwith tools to address them. As these prod-ucts evolve, tighter integration among thesenewer tools and between these tools andERP will bring even more benefit to manu-facturers, whether make-to-order or other-wise. •
Dave Turbide, CFPIM, CMfgE, CIRM is awell-known manufacturing managementconsultant, author, speaker, and educat01:He is also editor of Midrange ERP find APSMagazine.
'PDM = Product Data ManagementPIM = Product Information ManagementCM = Configuration ManagementSFA = Sales Force AutomationISS = Interactive Selling Systems