Embed Size (px)
Citation preview

Reduction of furnace wall corrosion by the use of fuel additives Tests in fluidised bed test rig with waste and demolition wood
• World BioEnergy, 4 June 2014
• Anders Hjörnhede
• SP – Energy Technology
• Sweden

Background
• Increasing waterwall corrosion due to more frequent use of cheaper and more corrosive fuel ”waste and demolition wood”
• Focus has been on super heater corrosion
• Underestimation of furnace wall corrosion ”several mm/year” for mild steel
• High steam data: 500 – 560°C, 90 -140bar
Countermeasures:
• Cladding: Inconel 625 – commonly used in waste fired grate boilers or use higher alloyed steels
• Installation/expand the area of refractory materials in the furnace
• Reduction of steam data (temperature) – if possible
• Or make use of additives

Additives
• Elemental sulphur (S)
•Digested sewage sludge from municipal waste water (SWS)
• Kaolin kaolinite (Al2Si2O5(OH)4) clay minerals (Kao)
• Burnt lime CaO (Lime)
• Foundry sand (bentonite, kaolin) (FS)
• + Reference case (Ref)

Test conditions
• Furnace Wall (BW) probe metal temperature: 400C
• Super heater (SH) probe metal temperature: 550C
• Bed temperature: 800C
• Exposure time: >8h
• Fuel: waste and demolotion wood : Some wood, plastics, metals, stones Cl: 0,3 wt%, Pb, Zn and alkalimetals
Tested Steels
• 16Mo3 Fe0.7Mn0.3Mo0.9SiCuCr
• 253 MA Fe21Cr11Ni1.7Si
• Kanthal A1 Fe22Cr5.8Al

Laboratory FB-reactor
• Max load about 20 kW
• Continuous fuel feeding
• Mass flow controlled air supply
• Bottom ash removal
• Deposit sampling for 8 h
• O2 at BW-probe < Detection Limit
lpm – normal liters per minute
d.g. – dry gas

Results
• Deposition rate Furnace Wall (BW) and Super Heater (SH)
• Chemical composition of deposits BW and SH
• Chemical composition of bottom ash (+sand)
• Chemical composition of fly ash
• Corrosion attacks on test materials

Furnace Wall – Deposit Growth Rate
0
10
20
30
40
50
60
70
80
90
100
Ref 1 FS Kao Lime SWS1 S Ref 2 SWS2 PbO PbO+SWS
De
po
siti
on
Rat
e [
g/m
2/h
]
BW Loose
BW Hard
Ref: Reference
FS: Foundry Sand
Kao: Kaolin
Lime
SWS: Sewage Sludge
S: Sulphur

Chemical analysis of Bottom ash + sand
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Elem
enta
l Co
mp
osi
tio
n [
% b
y m
ass]
Ni
Cr
Mn
Ti
Fe
Ca
Al
Si
Zn
Pb
K
P
S
Cl
Ref: Reference
FS: Foundry Sand
Kao: Kaolin
Lime
SWS: Sewage Sludge
S: Sulphur

SuperHeater – Deposit Growth Rate
0
5
10
15
20
25
30
De
po
siti
on
Rat
e [
g/m
2/h
]
SH Loose
SH Hard
Ref: Reference
FS: Foundry Sand
Kao: Kaolin
Lime
SWS: Sewage Sludge
S: Sulphur

SuperHeater – Average composition of hard deposits
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Elem
enta
l dis
trib
uti
on
in d
epo
sits
[%
, by
mas
s]
Cu
Mn
Ti
Ca
Al
Si
Zn
Pb
K
P
S
Cl
Ref: Reference
FS: Foundry Sand
Kao: Kaolin
Lime
SWS: Sewage Sludge
S: Sulphur

Composition of Fly Ash on Filter
00
00
00
01
01
01
01
Fly
Ash
in F
ilter
[g
/Nm
3]
BalNiCuNaMnTiFeCaMgAlSiZnPbKPSCl
Ref: Reference
FS: Foundry Sand
Kao: Kaolin
Lime
SWS: Sewage Sludge
S: Sulphur

0
2
4
6
8
10
12
0 50 100 150 200
Ele
me
nt
con
cen
trat
ion
[%
, by
mas
s]
Angle relative flow [°]
Cl
S
P
K
Pb
Zn
Furnace Wall Chemical analysis of surface before cleaning (XRF)
Reference case (Waste and demolition wood) and Sewage Sludge
Reduction of: Cl, S, K
Increase of: P
No change: Pb
Reference
0
2
4
6
8
10
12
0 50 100 150 200
Ele
me
nt
co
nc
en
tra
tio
n [
%,
by m
as
s]
Angle relative flow [°]
Cl
S
P
K
Pb
Zn
Sewage Sludge

Chemically analysis of Deposit on Furnace Wall rings
A B C
D E F
A) Reference
B) Foundry Sand
C) Kaolin
D) Lime
E) Sewage Sludge
F) Sulphur

SEM-EDX mapping, Furnace wall 16Mo3 probe, reference (wind)
KME
512 -
Fuel
additiv
es to
reduce
corrosi
on |
Annika
Stålen
heim |
2014.0
3.18
14
Spectrum 1: Pb 17 at% (62 Wt%)
• Cl in corrosion front
• S somewhat further out
• Pb, K, Na, Zn furthest out
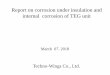
Corrosion attacks, furnace probe, macro images of 16Mo3 ring surfaces
A B C
D E F
A) Reference, B) Foundry Sand, C) Kaolin, D) Lime, E) SWS F) Sulphur.

Lime Furnace (above) / Superheater (below) - corrosion Lime
15Mo3 253 MA A1
Corroded
slightly corroded, discoloured very slightly corroded spots,
can be removed with some effort
Lime
15Mo3 253 MA A1
Corroded -20 - +20 Slight corrosion in front Dispersed stains in front
16Mo3 253 MA Kanthal A1
16Mo3 253 MA Kanthal A1
Reference
Reference

Sulphur Furnace (above) / Superheater (below) - corrosion Sulphur
15Mo3 253 MA A1
Corrosion -40 - + 40, discoloured (-)90 sporadic corrosion
Sulphur
15Mo3 253MA A1
Slightly corroded -90 - +90 Slightly discoloured by heat -90 - +90 Almost clean
16Mo3 253 MA Kanthal A1
16Mo3 253 MA Kanthal A1
Reference
Reference

Summary of results
• Digested sewage sludge and kaolin reduce waterwall and superheater (not shown) corrosion
• These two additives also reduce the risk for bed sintering
• All additives except Lime reduce the chlorine concentrations in superheater deposits
• Corrosion resistance: Kanthal A1 performs better than 253 MA, which is far better than 16Mo3.
• The best element to monitor as an indicator of corrosivity in the deposits is chlorine (Cl)

Financiers
• KME: Constortium: Materials Technology for demonstration and development of thermal energy processes
• STEM: Swedish Energy Agency
• SP: Swedish Technical Research Institute