Embed Size (px)
Citation preview

ISIJ International, Vol. 40 (2000), Supplement, pp S164-SI 68
Grain Refinement in aby Multiple Deformation
304at o
Type.5 T~
Stainless Steel Caused
AndreyBELYAKOV')TakuSAKAIand Hiromi MIURA
Departmentof Mechanical Engineering and Intelligent Systems,The University of Electro-Communications, Chofu, Tokyo182-8585, Japan1)On leave from the Institute for Metals Superplasticity Problems, Ufa 450001
,Russia.
Structure evolution and deformation behavior of a 304 type austenitic stainless steel were studied in
multiple compression at a temperature of 873 K(0.5 T~) under a strain rate of about 10-3 s~1 The integrating
flow curve shows a maximumat moderate strains around 15 followed by a minor strain softening at high
cumulative strains above 3 The structural changes taking place during deformation can be characterized bythe evolution of elongated subgrains with their low-to-middle angle boundaries as dense dislocation walls at
Iow to moderate strains. These subgrains becomemore equiaxed and the subboundary misorientations
gradually increase with increase in strain. The volume fraction of the highly misoriented substructuresubstantially increases upon multiple deformation to high cumulative strains above 3, finally leading to the
development of a fine grained microstructure with an average grain size of about 300 nm. Themechanismsof
such structural development as well as the relationship between microstructures and deformation behavior arediscussed in details.
KEYWORDS:austenitic stainless steel; multiple warmcompression; geometncally necessary subboundaries;continuous dynamic recrystallization; strain-induced grain refinement.
1. IntroductionProduction of fine-grained steels and other materials
have somehigh advantages for the improved mechanicalproperties. Since the ne\v fine-gr'ained nlicrostructures canbe developed by plastic deformation and recr}. 'stallization,
the studies on grain refmement tmder thermomechanicalprocessing are of specific praclic,al importance. One of
most interesting mechanismsof structural changes is
dynamic recrv_ stallization (DRX), \vhich can lead directly
to new nnicrostructure formalion controlled under hotworkingl,2). Thecharacteristics of DRX,i.e. dynamicgrain
size evolved, effect of initial microstructure, etc. havebeen fairly clarified for hot deformation. It is generallv.
agreed th considerable refinement of microstructure canbe achieved by decrease in deformation temperature orincrease in strain rate. On the other hand, questions
concerning the structural changes taking place at lrigh
strains are ofien complicated bv_ somelimited workabilit~.,
of most nletallic m'aterials at lo\v-to-moderate
temperatures. RecentlV_,
several techniques including
multiple forging have beenproposed to provide very. highplastic strains3~6)
The aims of the present work are to study the
deformation behavior and the structural changes taking
place during severe warnl straining for a 304 typeaustenitic stainless steel. The s,~mples lvere deformed to
high strains above 6 in multiple intemrpted compression
C 2000 ISIJ S164
at 873 K (0.5 T~), wlrich is considered as a kind ofmultiple forging. The dynamic mechanismsof newgrain
evolution as well as the effect of microstructures
developed on the mechanical properties are discussed in
details.
2. Exl]erimental ProcedurcA 304 IV_pe austenitic stainless steel (C:0.058, Si:O.7,
Mn:0.95, P:0.029. S:O.O08, Ni:8.35. Cr:18.09. C.u:0.1_5,
Mo:O.13. all in masso/o, ',md the balance Fe) with an initial
grain size of about 25 umwas used as the samples for
nmltiple compressions. The samples w'ere machined in arectangular shape with the starting dimension of9.8:8.0:6.5 mm.Suchratio of about 1.)~: 1.22: 1.0 waskept
as a constant through subsequent compression to a strain
of 0.4 in each pass. Multiple compression tests werecarried out with consequent changing of the loadingdirection in 90' through three of mutuall), perpendicular
axes \vith pass-to-pass. The samples were compressedin
vacuumwith a powder of boron nitride 'as a lubricant at
873 K (0.5 T**,) under 'a strain rate of about l0-3 s~1. Thedeformed samples were quenched in water, slightly
ground to right-angle shape, 'and then reheated to 873 K~vithin 0.6 to 0.8 ks in each deformation pass.Metallograpluc analyses were carried out using an optical
microscope and a JEM-2000FXtransmission electron
microscope on the sections parallel to the compression

ISIJ International, Vol. 40 (2000) Supplement
axis. Misorientations of strain-induced (sub)grain
boundaries were studied using a conventional Kikuchi-
line teclmique with accuracy within one degree. The total
numberof boundaries was 80 ~ 20 at each strain level
studied.
3. ResultsThe integrating flow curve plotted over sixteen
compression passes in Fig. I is similar in appearance to
that controlled by dynamic recovery; namely, stresses
rapidly increase in about three times bv_ first compression
and approach a saturation value bv_ subsequent repeated
deformation. Strain hardening taking place in each pass
becomes quite small after third compression. It is
remarkable in Fig.1 that the yield stresses at reloading are
quite different from the one at first pass, i.e. for anannealed state, and, in contrast, roughlV. similar to the
stresses immediately before unloading afier second pass.
Suchbehavior maysuggest that any static aunealing effect
hardly took place for a period of reheating time under
multiple tests at 0.5 Tm'
~~~
t)
(D(/)
UJO(
H(1)
1ooo304 Stainless Steel T= 873K
800 ~= 8x l0~4 s~1
600
400
2oo
o
CUMULATIVESTRAIN,* 8'
Fig. I True stress -cumulative strain curves t~or 304
stainless steel under multiple compression at 873 Kandat a strain rate ot~ about IO-3 s~l
Typical microstructures evolved under warmmultiple
defonnation to various strains are shown in Fig.2.
Structural changes can be ch•aracterized bv_ the
development of curl) • microstructure composed of
frequently serrated grain boundaries at moderate strains
above I following pancaked grains evolved by early
deformation. With furdler defonnation to high strains, the
microstructural analysis becomes more complicated
because of high density of irreglilar grain boundaries aswell as defonnation bands. It should be especially noted in
Fig.2c that manyvery fine grains ~vith size of below I umcan be recognized to be evolved b~_, severe warnldeformation.
,--,10 um
Fig. 2 Typical microstructures developed in 304 stainless
steel under warmmultiple detbnnation to various
cumulative strains (a) ~8= 0.4. (b) ~c = I .6 and (c)
~8= 3.2.
S165
Fig. 3 Cell substructure with high densitV.
rich dislocation layers near anboundaries (GB) at ~e= 0.4
,--.-,1um
dislocations in
initial grain
C 2000 ISIJ

ISIJ International, Vol. 40 (2000), Supplement
Fig. 4
'-10.2 um
Strain-induced subboundaries developed in vicinity
of a junction of grain boundaries (GB) in 304stamless steel during wannmultiple deformation to
~c = 0.8. Thenumbersindic the misorientation in
degrees. Note, the misorientation between points
lettered bv AandB\vas about 35~.
,-,0.5 um
Fig. 5
@2000
0.2 um
Typical substnlctures developed in 304 stairiless
steel defonned to ~ 8 = 32. The secondary phaseprecipitations marked by. arrow heads mayroughlyindicate position of hrltial **,rain boundaries.
ISIJ S166
Fig.3 presents a typical substruclure evolved at 'an
earlV_ stage of deformation corresponding to rapid ~vork
hardening. The first compression to a strain of 0.4 Ie',rds to
the evolution of high density dislocations whuch areroughly homogeneouslV. arranged in rich dislocation
layers. The misorientations across such dislocalion
subboundaries are about 1-3~, as maybe suggested bysingle spots diffraction pattern obtained from selected areaof 6umin diameter. Further deformation brings about the
evolution of dense dislocation walls (DDWs)\vith low-to-
middle angle misorienlations. It can be clearly seen in
Fig.4 that the subboundaries lvith mediumto high anglemisorientations are frequently formed near the initial grain
corner. Ananother important point to be noted in Fig 4 is
lvigh lattice curvatures and/or rotations developed at the
grain corner under wanu multiple deformation. Themisorientation betweenpoints lettered as "A" and "B" wasabout 3-~~~. This suggests that the grain boundary junctions
and ledges should be considered as preferable potential
nucleation siles for strain-induced high angle grainboundaries.
A typical microstructure evolved at 8 = 3.2 is
represented in Fig.5. Further multiple deformalion to
cumulative strain above 3 Ieads to full development ofwell defined subgrains with middle-to-lvigh angleboundaries tllfoughout the initial grain interiors. Thesecond phase precipitations. mainly a-phase indic byarrovv heads in Fig.5, may rouglrlv. indicate the original
position of initial grain boundaries, however, the latters
cannot be e\actly recognized becatuse of the developmentof many fine grains with high-angle boundaries. It is
clearly seen in the enlarged lower picture that sonle ofsuch strain-induced fine grains and/or subgr containquite few dislocations and their boundaries give a sharpextinction contrast on TEMimage. The latter is t~.,pical ofconventional grain boundaries.
Upon further multiple compression to severe strains
these new fine grains becomemore equiaxed due lo
increase in the transverse size and their boundary.misorientations graduall), increase. The microstructures at
8 = 6.4 in Fig.6 can be generally described as an equi
grained one with high angle misorientations. The averagegrain size is abotut 0.3 um. It should also be noted in Fig.6that the secondary precipitations ',rre r,andomly ' distributed
in (sub)grain interiors. This suggests that grain boundary.sliding and its local minor migr'ation can take place notonly at original grain boundaries bLut also nelv str
induced (sub)gr ones.
4. Discussion
An analVsis of the results mentioned above re\,'e'aled
that the new fine grain fonnation is a consequence of
somecontinuous reactions on substructural level c'aused
by lvarm multiple defonnation. Earl~_, deformation bringsabout high density dislocations followed by the evolutionof strain-induced dislocation subboundaries as DDWSwith low-to-middle angle misorientations at moderatestrains. Gradual rise of the misorientations betweensubgrains, fmally, Ieads to the flrll e\'olution of anewfme-

ISIJ International, Vol. 40 (2000), Supplement
0.2 um
0.2 um
Fig. 6 TEMnricrographs of t"me-grained microstructures
evolved in 304 stamless steel det~ormedto ~8= 6.4
grained stnlcture at severe strains assisted by(sub)boundary sliding and recovery. Let us consider the
mechanismsof neTv fine grain formation in somemoredetails,
It is knovvn7,8) that severe plastic deformation c',m
break up the initial grains into domains with different
combinations of operative slip systems and, as ageometrical requirement, Ieads to lhe evolution ofgeometricallV. necessary_ boundaries (GNBS) betweendifferent domains. Multiple compression with changing of
the loading directions can accelerate the evolution of
manv_GNBSmutuall~. , crossed due to promotion of the
variations in slip systems operating at each deformation
pass.
By the way, DDWS\vith relatively lrigh
misorientations appears at grain boundary junctions
moderate strains above 1.0 and mavalso be considered as
GNBs, as sllOwn in Fig.4. SLlcll GNBSare frequenth.,
evolved near grain boundaries and grain corners to
accommodatestr'ain gr'adients and/or lattice rotations
(Fig.4). The latters may be caused bv. usual strain
incompatibilities as well as grain boLmdar)' sliding. SLlcll
elastic stresses (and local lattice rotations) evolved at
grain boundary_ junctions and ledges can be illustrated bysimplified schemesin Fig,7. The sliding or shearing alongboundaries markedbv. "A" and "B" in Fig.7a should lead
to the generation of misfit (i.e. virtual) dislocations at the
boundary junction because of geometrical differences in
the Burgers vectors oper'ating 'at different boundaries. Theaccumulation of such misfit dislocations can locally create
lvigh elaslic lattice distortions which maybe simitar to
those produced by a super dislocation. The high latlice
distortion can be also developed al a boundary ledge byusual intrinsic slip because of a difference in
misorientation increments at different facets (Fig. 7b). Themisfit dislocations at "B" facet in Fig.7b may result in
local boundary sliding, while those at "A" facet shouldadditionally lead to local lattice rotation, resulting in the
evolution of high internal stresses at boundary kinks. Then
new GNBSmay be developed by secondary slips to
decrease the elastic stresses9).
(a)
--~lA I JLJ_bi
grain boundarysliding
B/~~,~,~b2
'~ bi
b~//~:2
tmisfit dislocation
(b) Bb ~~ I b1
~/:/2 b\L~~~ ~~~ b'
f/\'Jlb
~L~Ll ;"' !" ~"'i_:
"!'
~L~F/1r4'~~ '
f~~" GNBAl secondary snP
Fig. 7 Long range misi'~rt stresses evolved at boundaryjunction caused b,~' (a) grain boundary_ sliding and (b)
usual intrinsic slip
Further straining can cause the numberof GNBSandtheir misorientations to increase. These subboundarymisorientations rise due to the increase in the numberoflattice dislocations evolved b), usual intrinsic slip and the
absorption of accommodation (or grain boundary)dislocalions th•at come from str'ain incompatibility ofsubgrains. Strain dependenceof the de\,'elopment of the
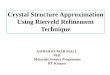
slrain-induced subboundaries. holvever. is still underdiscussionslo). The average misorient•ation of strain-
induced subboundaries for the present 304 stainless steel
linearlV increases with low-to-moderate strain,
approaclilng a value of conventional grain boundaries at
strains above 3_
, as shownin Fig.8. In the slrain range of0.5 to 3.O, the average misorientation (e) c beapproximated b) , a linear function of cumulative strain
(~c) as
e= 7(2:c- 0.2)
S167 @2000 ISIJ
[SIJ International, Vol. 40 (2000), Supplement
This result is quite similar to that reported for a pure
copper deformedat 0.35 T,,, 5)_ It should be noted in Fig.8
that a saturation value for the misorientations at highstrains is muchlo~t'er than the theoretical one of 40.7' Il)
This maybe the reasons wh~_, such strain-induced grain
structure should ahvays contain lo\v angle dislocation
subboundaries, which are dynamically evolved duringmultiple deformation.
It should be noted that the new grains developed at
high strains become more equiaxed as compared to
preceding subgrains at moderate strains. This mayresult
from local minor migration of strain-induced
subboundaries, which in turn should be affected byrecovery processes through the promotion of dislocation
rearrangement in subboundaries. Thephenomenonof ne\vgrain evolution described above is similar to continuousand/or rotation DRXtaking place in somematerials underhot deformation2,12) although the role of dynamic recoverybecomesless effective at a relatively lolv temperature.
o~zO 30-H
HzUJ
~ 20
Oco-~
LU IoO~UJ>
3O4 Stainless Steel
Cu
304
CUMULATIVESTRAIN,~g
Fig. 8 Variations in average misorientation for strain-
induced subboundaries with cumulative strain for
304 stainless steel and l~or Cu5)
of anewfine-grained structure with an average grain size
of about 300 mu.(3) The fine grain formation at severe high strains
can result from a kind of strain-induced continuousreactions taking place during deformation, that is
essentiallV. similar to continuous dynamicrecrystallization.
AcknowledgmentsThe authors acknowledgewith gratitude the financial
support received from the Recrystallization and TextureCommitteeof the lron and Steel Institute of Japan. Theyalso wish to thank the NKKCo. Ltd.
,for supplying the
test material. Oneof authors (A.B.) also would like to
express his hearty thanks to the Inoue Foundation for
Science and the University of Electro-Comrrlunicationsfor providing scientific fellowships.
REFERENCESl)T Sakai and J. J. Jonas: Acta A~ifetall., 32 (1984), 189,
2)F J. Humphreysand M. Hatherly: Recrystallization andRelated Anuealing Phenomena,PergamonPress. Oxford,
(1996), 363,
3) N. A. Smirnova, V. I. Levit. V. I Pilyugin, R. I. Kuznetsov,L. S. Davydovaand V A. Sazonova: Pllys. A•Iet. A(Ietallogr
,
61 (1986), 127,
4) M. Funikawa, Z Horita, MNemoto,R. Z. Valiev and T. GLangdon: Acta A•Iaterl
,44 (1996), 4619
5)A Belv. akov, WGao, H. Miura and T. Sakai: A(Ietall.
Trans.A, 29A(1998), 2957,
6) A. Belyakov, T. Sakai. H Miura ',md RKaibyshev: ISIJlnt.,
39 (1 999), 592.
7) D. Kuhlmaun-Wilsdorf and N. Hansen: Sc,ipta it•Ietall.
A(Iater., 25 (1991 ), 15578) D. A. HughesandN. Hansen:Acta A[ater,, 45 (1997), 38719) V. V. Rybin: Large Plastic Det~ormation and Destructure of
Metals, Metallurgy. Moscow.(IL)86), 61,
lO) A. S. Argon and P. Haasen:Acta A•Ietall. Mater., 41 (1993),
3289,
l I)J. K. Mackenzie: Bion,etrika, 45 (1 958), 22912) T. Sakai. X. Yangand H. Miur,a: A/atet'. Sci. Eng,. A234-236
(1997), 857,
5. Conclusions
Wanndeformation behavior and strain induced grainevolution in 304 type austenitic stainless steel werestudied in multipass compression at a temperature of 873
K (O,5 T~).
(1) The integrating flo~v curve increases to amaximwnat cumulative strains of about I.5 followed by aminor softening, Ieading to a steady-state-like flow at highstrains. Tlrls suggests that deformation can be controlled
mainly by dynamicrecovery.(2) The structural changes are characterized by the
evolution of elongated subgrains with their densedislocation boundaries at low to moderate str Thesubgrains becomenlore equiaxed and the misorientations
between them gradually increase with increase in
cumulative strain. finallV. Ieading to the full development
C 2000 ISIJ S168