Embed Size (px)
Citation preview

REHABILITATION AND OPTIMIZATION OF ANAEROBIC DIGESTION MIXING SYSTEMS
by
Rebecca Schaefer, P.E
Joe Gorgan, P.E.
WATERCON 2012
March 19, 2012

Presentation Outline
Existing Digester Mixing Systems
New Digester Mixing Systems
Mixer Advantages and Disadvantages
Digester Mixing System Evaluation
Design Considerations
Beneficial Uses of Sludge Gas
Energy Cost Considerations
Questions and Answers
Existing Digester Mixing Systems
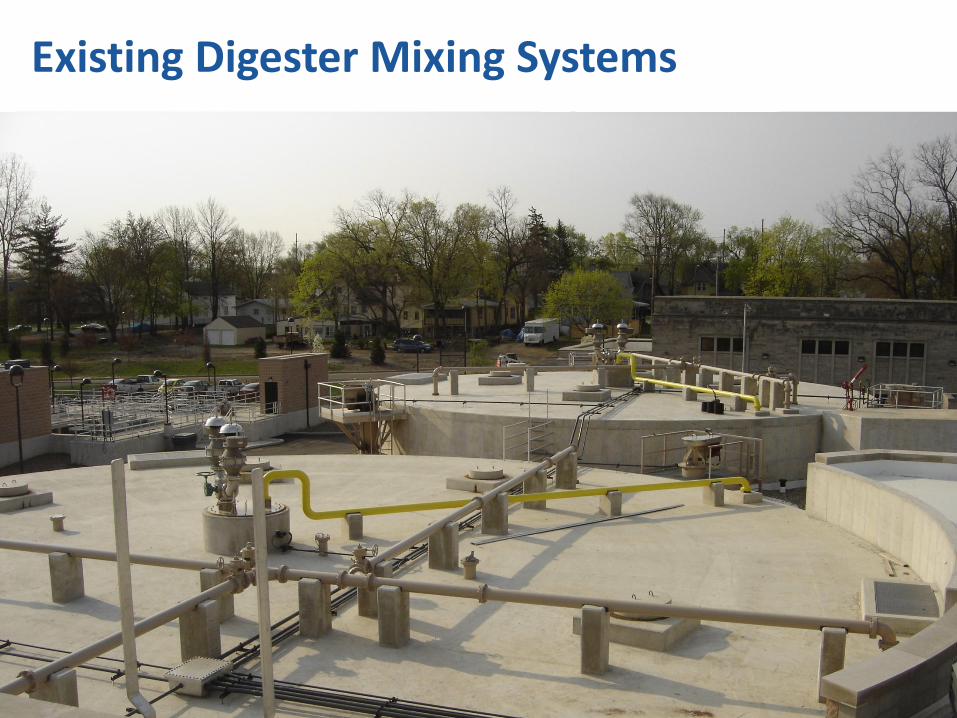
Gas Lance Mixing System

Pump Multi-Duty 7.5-HP Circulating Sludge Pumps (2 Pumps per Tank, 8 Pumps Total) Multi-Duty 7.5-HP Circulating Sludge Pumps (2 Pumps per Tank, 8 Pumps Total) Multi-Duty 7.5-HP Circulating Sludge Pumps Recirculation Mixing Systems
Pump Recirculation

New Digester Mixing Systems

Jet Mixing System
Advantages Low capital cost
Disadvantages Nozzle clogging
No back-up
Requires grinder
High energy demand
Jet Mix TM
Liquid Dynamics Corp.
7
Liquid Dynamics Corp.

External Draft Tube Mixers
Advantages
Proven technology
Heat exchange jackets for low cost digester heating
Maintenance access exterior to digester
System can reverse direction
Back-up
Disadvantages
Require a crane for maintenance
Capital costs
Upper discharge pipe limits travel distance for floating covers
Multiple external draft tube mixers are placed around perimeter of digester
Eimco

External Draft Tube Mixers Operation

External Draft Tube Mixer Installation
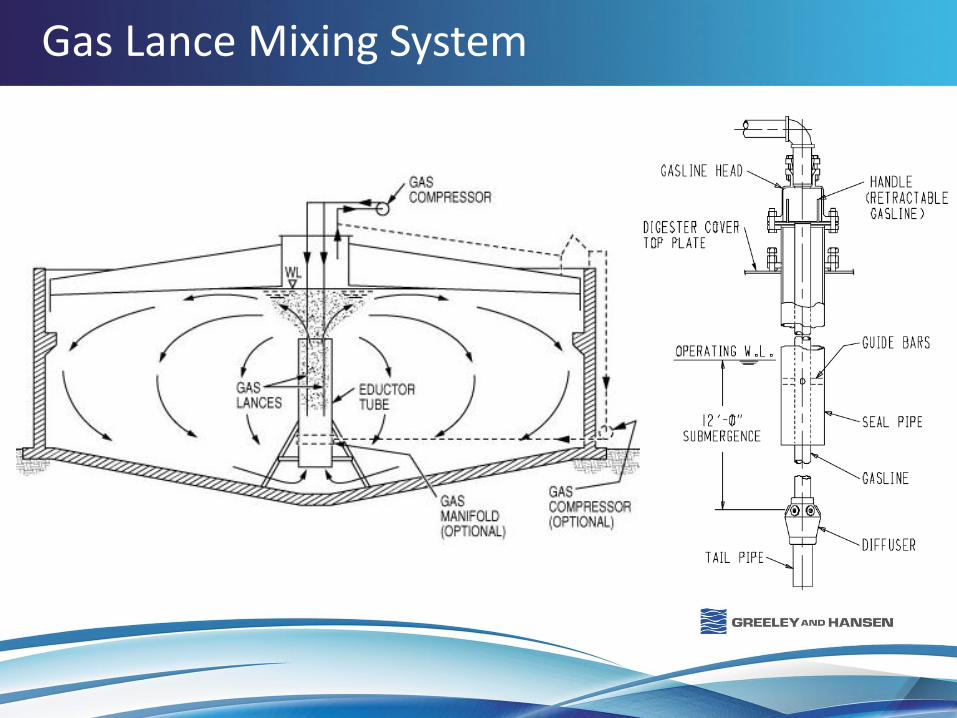
Vertical Linear Motion Mixers
Advantages Low energy demand
Low capital cost
Low maintenance, easy access
Disadvantages Newer technology for digester
mixing
No back up
Works on displacement
Literature shows comparable to draft tubes
Eimco
11

Gas Cannons
Advantages Less energy demand
Redundancy
Disadvantages Gas compressors
Bubble generator inside digester
Degremont Technologies
12
Large bubbles every 3-4 seconds
14 24-inch diameter, 18’ long mixers for 110’ diameter

Digester Mixing System Evaluation

Relative Mixing Technology Cost Comparison*
Gas Cannon External DraftTube
Vertical LinearMotion
Jet Mixer
Co
st
Mixer Type
Mixer Capital Cost
Gas Cannon External Draft Tube Vertical LinearMotion
Jet MixerC
ost
Mixer Type
Mixer Energy Cost
Relationships may vary
depending on manufacturer and
digester size.
*Based on 110’ Diameter
Digester

Digester Performance Evaluation
0
10
20
30
40
50
60
Vo
lati
le S
olid
s R
ed
uct
ion
(%
)
1998
2011

Digester Performance Evaluation
0
2
4
6
8
10
12
14
16
18
20
per LB VS Fed per LB VS Degraded
Spec
ific
Bio
gas
Pro
du
ctio
n R
ate
1998
2011
Digester Performance Evaluation
16% Increase in VSS Destruction
Over 5.0 Million CF of Additional Digester Gas
Produced on an Annual Basis
Improved Mixing Targeting Hydrophobic Solids
Resulting in Higher Gas Production
More Consistent SRT’s through Elimination of
Short Circuiting
More Consistent Temperature Control

Design Considerations

Design Considerations – Basis of Design (110’ dia)
Mixer Type
Unit Horsepower
HP Per
Digester
System Power
Consumed (KW)
Turnover
Time (minutes)
Unit Flow
Rate (gpm)
Digester Flowrate
(gpm)
External Draft Tube
10.0 40.0 30.0 33.2 15,000 60,000
Jet Mixers
100.0 100.0 75.0 343.1 5,800 5,800
Gas Canon Mixers
45.0 45.0 67.1 28.0 5,070 70,980
Linear Motion Mixers
12.5 12.5 9.4 N/A N/A N/A

Design Considerations – Cover Types
Fixed Cover
Floating Covers
Membrane Covers
Digester Covers Gas Holder Covers
Floating Covers

Greater Reliance on Gas Conditioning
Moisture Removal
H2S Removal
Siloxane Removal
Gas Pressure Boosting

0
200
400
600
800
1000
1200
1400
1600
Hydrogen Sulfide,ppmv
Engine H2S
Limits
Digester Gas Conditioning
0
5
10
15
20
25
30
Siloxanes, mg/m^3
uTurbine & Fuel
Cell H2S Limits
Engine Siloxane
Limits
uTurbine & Fuel
Cell Siloxane
Limits
Siloxane Damage

Gas Conditioning Unit
TWAS Facility Location

Digester Gas Heat – Consider All Heating Loads

Design Considerations – Electrical Improvements
Beneficial Uses of Sludge Gas

System Alternatives
Microturbines
IC Engine-Generators
Fuel Cells
Boilers
Absorption Chillers
Thermal Only
Prime Movers
Combined Heat and Power
Energy Cost Considerations

Value of Equivalent Natural Gas
+5,884,385 Additional CF @ 600 BTU/CF=
35,306 Therms @ $1.00/Therm=
$35,306/Yr Natural Gas (NG) Equivalent
As much as 80% can be recovered in boilers, for an annual NG savings of $28,245
If this gas is used to fire a combined heat and power system with 30% mechanical and 30% electrical efficiency, at an $.08/kWh electric rate, the annual NG and electricity costs replaced could be as much as $38,060

-1000
0
1000
2000
3000
4000
5000
6000
7000
8000
-10 0 10 20 30 40 50 60 70 80 90
PLA
NT
HE
AT
ING
LO
AD
: B
TU
/Hour x 1
,000
OUTSIDE AIR TEMPERATURE: ºF
Digester
Building
Total
DG
Statistical Thermal & CHP Energy Modeling Heating Loads: MBH in Each Outside Air Temperature Bin
DG Boiler
uTurbine
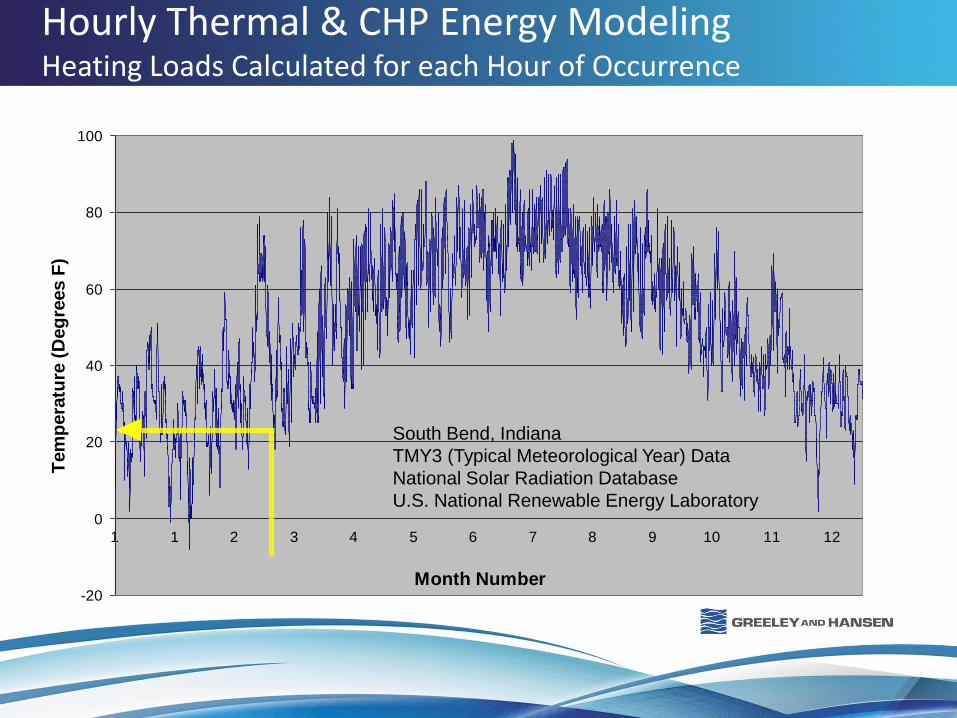
Hourly Thermal & CHP Energy Modeling Heating Loads Calculated for each Hour of Occurrence
-20
0
20
40
60
80
100
1 1 2 3 4 5 6 7 8 9 10 11 12
Month Number
Tem
pera
ture
(D
eg
rees F
)
South Bend, Indiana
TMY3 (Typical Meteorological Year) Data
National Solar Radiation Database
U.S. National Renewable Energy Laboratory

0
500
1000
1500
2000
2500
3000
3500
-10 0 10 20 30 40 50 60 70 80 90
Millio
n B
TU
U
nd
er
the C
urv
e
Outside Air Temperature: ºF
Σ MMBTU
Blr MMBTU
uT MMBTU
Natural Gas Cost
Without DG Usage =
$254,450 DG Boiler Heat Output
having no beneficial use
~ 20%
Natural Gas Savings
With uTs= $84,032 Natural Gas Savings With
DG Boilers = $156,720
(Green + Blue)
Additional Energy from
increased DG production.
Burned In DG boilers reduces
annual NG cost 12 % or more

Benefits: Why External Draft Tube Mixers?
Very accurate temperature control
Minimized solids settling
Reduced digester cleaning maintenance
Elimination of digester heat exchanger cleaning
Reduced chance of process ‘upsets’
Superior heating and mixing reliability and redundancy
Savings percent potentials extend, to a greater extent, to FOG & other digester feed supplements
Increased digester gas production
Reduced electrical mixing energy usage compared to most alternatives
Questions and Answers