Embed Size (px)
Citation preview

C. Ebeling, Intro to Reliability & Maintainability Engineering, 2nd ed. Waveland Press, Inc. Copyright © 2010
Chapter 13Reliability Testing
13.1 Product Testing 13.2 Reliability Life Testing13.3 Test Time Calculations13.4 Burn-in & screen testing13.6 Accelerated life testing

Test Design
• Test objective• e.g. reliability demonstration, reliability improvement,
screening
• Type of test• e.g. sequential, accelerated
• Operating & environmental conditions• Number of units to be tested (sample size)• Duration of test
• failure terminated vs time terminated• Definition of a failure
Chapter 13 2

Cumulative Time on Test - CFR
Chapter 13 3
n = nbr on testr = nbr failuresk = nbr multiply censorsti = failure timeti
+ = censor timet* = test time (Type I)tr = test time (Type II)
MTTF = T / r
( )
( )
( )
( )
1
*1
1
*1
1
*
Complete: ;
TypeI:
TypeII:
TypeI multiply:
TypeII multiply:
TypeI replacement:TypeII replacement:
n
ii
n
ii
n
i ri
n
ii
n
i ri
r
t r n
t n r t
t n r t
t n r k t
t n r k t
ntnt
=
=
=
+
=
+
=
=
+ −
+ −
+ − −
+ − −
∑
∑
∑
∑
∑
Example 13.1
Chapter 13 4
During a testing cycle, 20 units were tested for 50 hours with the following failure times and censor times observed:
10.8, 12.6+, 15.7, 28.1, 30.5, 36.0+, 42.1, 48.2
For Type I testing with t* = 50 hours as the test termination time,
T = 10.8 + 12.6 + 15.7 + 28.1 + 30.5 + 36.0 + 42.1 + 48.2 + (20 - 6 - 2) 50 = 824 hours
Then MTTF = 824/6 = 137.3 hours.

Example 13.2
Chapter 13 5
Ten units were placed on test with a failed unit immediately replaced. The test was terminated after the 8th failure which occurred at 20 hours.
This is type II testing with replacement. Therefore
T = (10) (20) = 200 hours
MTTF = 200/8 = 25 hours

Length of Test - Type II Testing - CFR
Chapter 13 6
with replacement:
λ = failure rate of single unit
n λ = system failure rate with n units operating
1/(n λ) = MTTF/n = system MTTF
E(test time) = r x MTTF / n

Length of Test - Type II Testing - CFR
Chapter 13 7
E test time MTTF x TTF = MTTF 1n
+ 1n -1
+...+ 1n - r + 1r n( ) ,= L
NMOQP
without replacement: generate r failures:
With n units on test: system MTTF = MTTF/n With n-1 units on test: system MTTF = MTTF/(n-1)With n-2 units on test: system MTTF = MTTF/(n-2)
With n-r+1 units on test: system MTTF = MTTF/(n-r+1)
TTFr,n
Example 13.3
Chapter 13 8
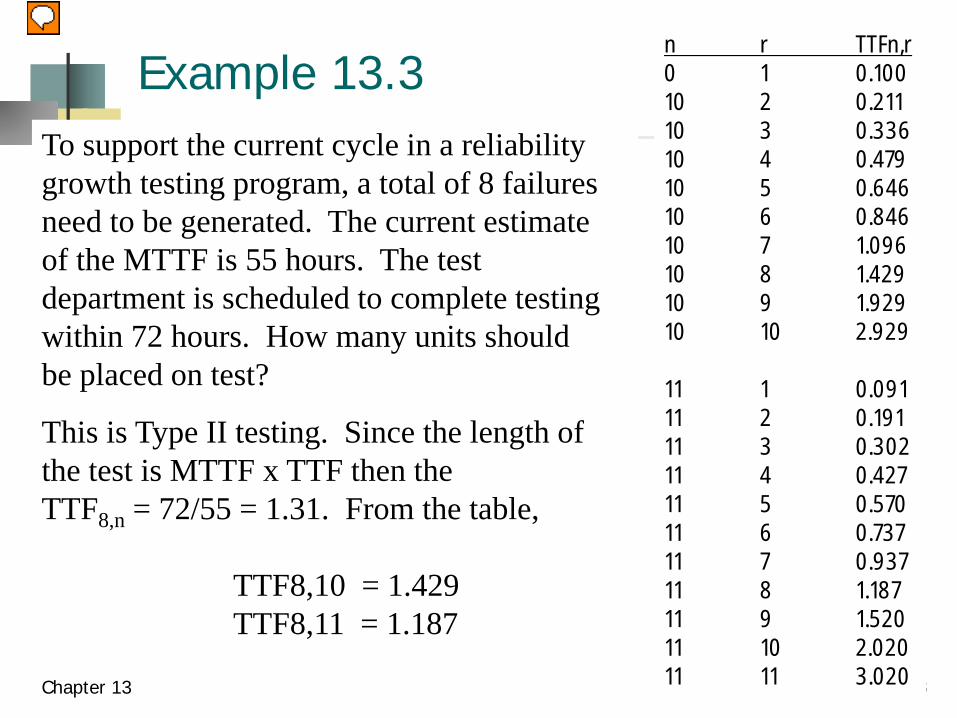
To support the current cycle in a reliability growth testing program, a total of 8 failures need to be generated. The current estimate of the MTTF is 55 hours. The test department is scheduled to complete testing within 72 hours. How many units should be placed on test?
This is Type II testing. Since the length of the test is MTTF x TTF then the TTF8,n = 72/55 = 1.31. From the table,
TTF8,10 = 1.429TTF8,11 = 1.187
n r TTFn,r0 1 0.100 10 2 0.211 10 3 0.336 10 4 0.479 10 5 0.646 10 6 0.846 10 7 1.096 10 8 1.429 10 9 1.929 10 10 2.929
11 1 0.091 11 2 0.191 11 3 0.302 11 4 0.427 11 5 0.570 11 6 0.737 11 7 0.937 11 8 1.187 11 9 1.520 11 10 2.020 11 11 3.020

Example 13.4
Chapter 13 9
For the problem in Example 13.3, the test department is told they must complete the testing within 48 hours. How many failures would they expect to generate?
E(r) = 11(1- e ) = 6.4 units- 4855

Burn-in Testing
Goal is to increase the mean residual life
Eliminate “early” customer failures by generating test
hours in the factory
There must be a dominate DFR failure mode
Primary question is how long to test?
Specification model
cost model
Chapter 13 10

Burn-in Testing Specification Model
Chapter 13 11
Given a reliability goal of R0 where R(t0 ) < R0 and R(t) has a DFR, then a burn-in period, T, is desired such that R(t0 | T) = R0.
For the Weibull distribution
R t T e
e
R
t T
T( | )0 0
0
= =−
+FHGIKJ
−FHGIKJ
θ
β
θ
β
e R et T T
−+FHGIKJ −FHG
IKJ− =
0
0 0θ
β
θ
β
Burn-in Testing
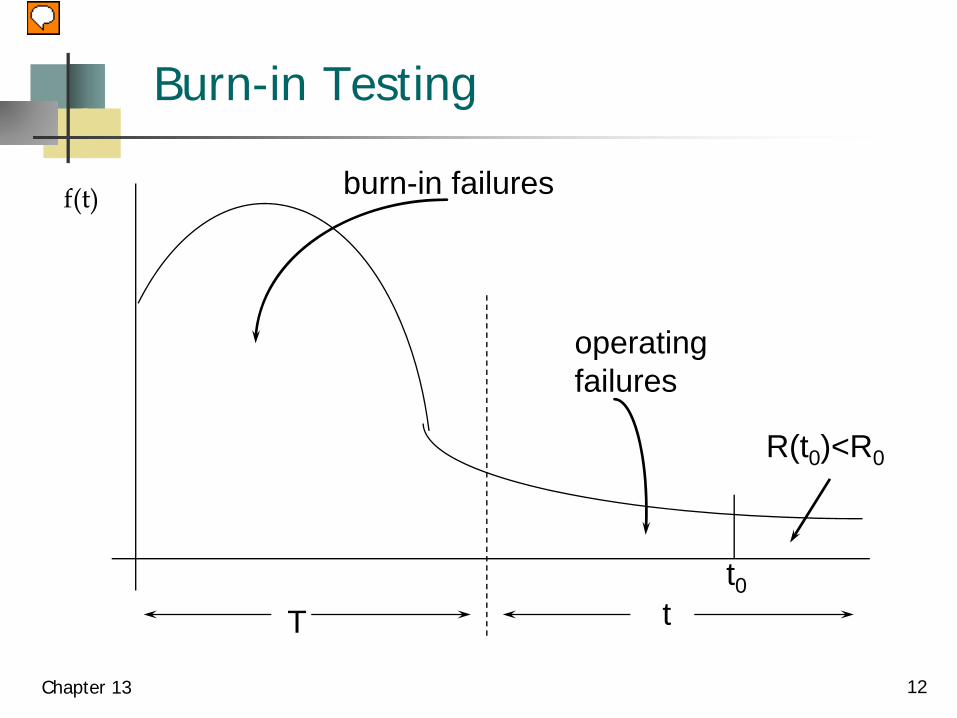
Chapter 13 12
burn-in failures
operatingfailures
T tt0
R(t0)<R0
f(t)
Example 13.5
Chapter 13 13
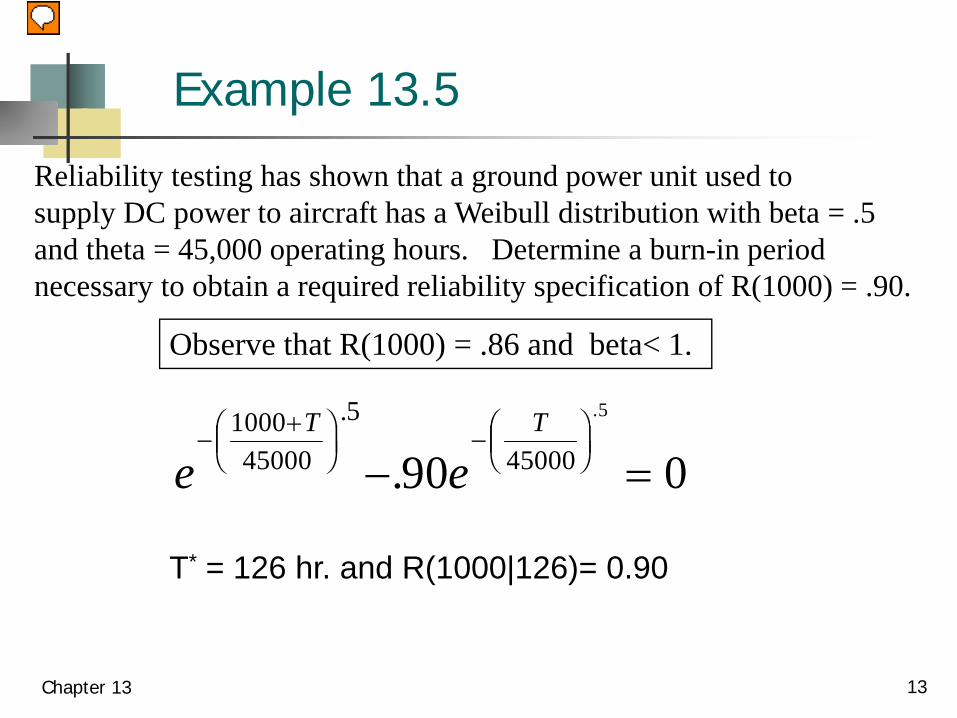
Reliability testing has shown that a ground power unit used to supply DC power to aircraft has a Weibull distribution with beta = .5 and theta = 45,000 operating hours. Determine a burn-in period necessary to obtain a required reliability specification of R(1000) = .90.
Observe that R(1000) = .86 and beta< 1.
e eT T
−+F
HGIKJ −FHG
IKJ− =
100045000
5
4500090 05.
..
T* = 126 hr. and R(1000|126)= 0.90

Burn-in Testing - Cost Model
Chapter 13 14
Cb = cost per unit time for burn-in testingCf = cost per failure during burn-inCo = cost per failure when operationalT = length of burn-in testingt = operational life of the units
E[C(T)] = Cb T + Cf [ 1 - R(T)] + Co [ R(T) - R(t+T) ]
for the Weibull:
[ ( )] 1T T T t
b f oE C T C T C e C e eβ β β
θ θ θ+⎛ ⎞ ⎛ ⎞ ⎛ ⎞− − −⎜ ⎟ ⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠ ⎝ ⎠⎡ ⎤ ⎡ ⎤⎢ ⎥ ⎢ ⎥= + − + −⎢ ⎥ ⎢ ⎥⎣ ⎦ ⎣ ⎦

Example 13.6
Chapter 13 15
The replacement cost on a new product if it fails during its operational life of 10 years (3650 days) is $6200. It will cost the company $70 a day per unit tested to operate a burn-in program and any failures during burn-in will cost $500. Reliability testing has established the life distribution of the product to be Weibull with beta = .35, and theta = 3500 days. What is the minimum cost time period for the burn-in?
3650.35 .35 .353500 3500 3500[ ( )] 70 500[1 ] 6200 [ ]
T T T
E C T T e e e+⎛ ⎞ ⎛ ⎞ ⎛ ⎞− − −⎜ ⎟ ⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠ ⎝ ⎠= + − + −
T* = 1.9 days with E[C(T)] = $ 3690

Example 13.6
Chapter 13 16
362036403660368037003720374037603780380038203840
Expected Cost
Burn-in Time (days)
E[C(T)]=$ 3690
T = 0, E[C(T)] = $3952
E[C(T)] = $3704

Accelerated Life Testing
• Increase the number of units on test (compressed time)
• Accelerate the number of cycles per unit of time
• Increase the stresses that generate failures (accelerated stress testing)
Chapter 13 17
Problem: test time < expected lifetimesSolution:

Increase Number of Units on Test
Chapter 13 18
fTTFTTFr n
n r
r r,
,
,
=For CFR: without replacement
fr,n = r/n with replacement
fr,n is the factor reduction in expected test time100(1-fr,n) is the percent savings in expected test time
then

Increase Number of Units on Test
Chapter 13 19
fTTFTTFr n
n r
r r,
,
,
/
=FHGIKJ
1 βfor Weibull: without replacement
f rnr n,
/
= FHGIKJ
1 β
with replacement
fr,n is the factor reduction in expected test time100(1-fr,n) is the percent savings in expected test time
then

Example 13.10
Chapter 13 20
Given n = 15 and r = 8:
without replacement with replacement
CFR model: f8,15 = TTF8,15 / TTF8,8 f8,15 = 8/15 = .533 = .725/2.718 = .2667
Weibull f8,15 = (.725/2.718)1/2 f8,15 = (8/15)1/2 = .730(Beta = 2) = .516
replacing vs not replacing failed units: ( ),
8 .735615 0.725r n
rnTTF
= =
Accelerated Cycling
Chapter 13 21
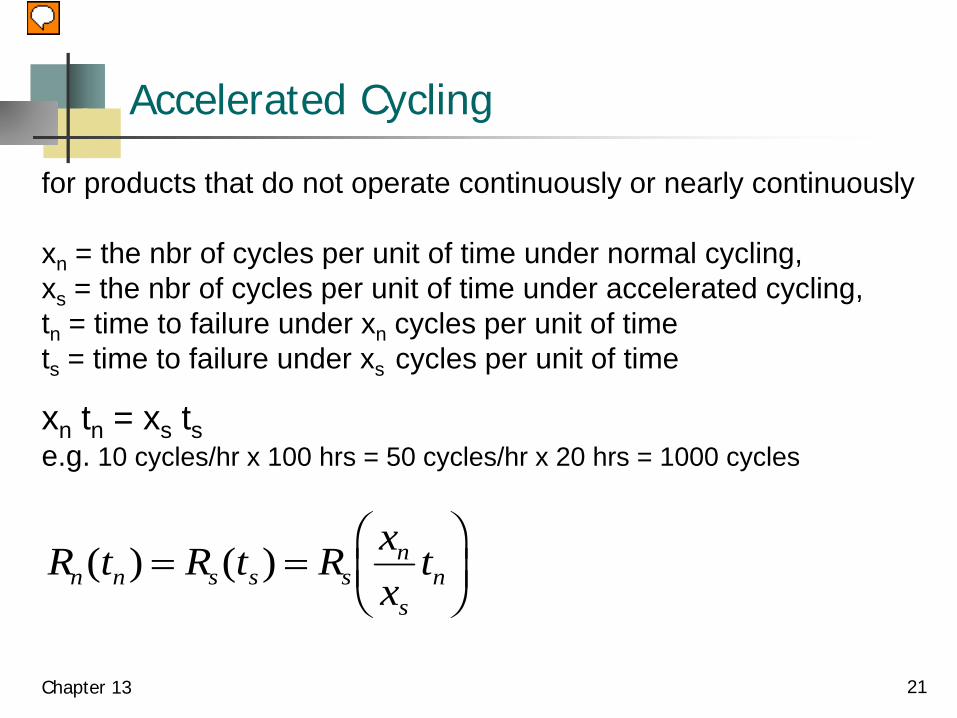
for products that do not operate continuously or nearly continuously
xn = the nbr of cycles per unit of time under normal cycling,xs = the nbr of cycles per unit of time under accelerated cycling,tn = time to failure under xn cycles per unit of timets = time to failure under xs cycles per unit of time
xn tn = xs tse.g. 10 cycles/hr x 100 hrs = 50 cycles/hr x 20 hrs = 1000 cycles
R t R t R xx
tn n s s sn
sn( ) ( )= =
FHGIKJ

An Observation
Chapter 13 22
[ ] [ ]
[ ] [ ]2 2
2
n n n ns n s n n n
s s s s
n n ns n n n
s s s
x x x xT T and E T E T E Tx x x x
x x xVar T Var T Var Tx x x
μ
σ
⎡ ⎤= = = =⎢ ⎥
⎣ ⎦
⎡ ⎤ ⎛ ⎞ ⎛ ⎞= = =⎜ ⎟ ⎜ ⎟⎢ ⎥
⎣ ⎦ ⎝ ⎠ ⎝ ⎠
Let Ts = a random variable, the time to failure under accelerated cyclingTn = a random variable, the time to failure under normal cycling
Accelerated Cycling
Chapter 13 23
for Weibull:
R t e e en n
t t x tx
n
n
ns
s
sn n
s s
s
( ) = = =−FHGIKJ −
FHGIKJ −
FHGIKJθ θ θ
β β β
Β Β Βs n ns
nsand x
x= = =θ θ
Example 13.11
Chapter 13 24
At automotive part was tested at an accelerated cycling level of 100 cycles per hour. The resulting failure data was found to have a Weibull distribution with beta = 2.5 and thetas = 1000 hours.
If the normal cycle time is 5 per hour, then
θn n
t
hr and R t e= = =−FHG
IKJ100
51000 20 000 20000
2 5
, ( ).

Accelerated Cycling and the Normal Distribution
Chapter 13 25
( ) 1 1
1 1
therefore: and
n n s sn n
n s
n sn s n s
s n
sss
n
s sn s n s
n n
t tR t
x xt tx x
xx
x xx x
μ μσ σ
μ μ
σ σ
μ μ σ σ
⎛ ⎞ ⎛ ⎞− −= −Φ = −Φ⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠⎛ ⎞ ⎛ ⎞− −⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎜ ⎟= −Φ = −Φ⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠
= =

Accelerated Cycling and the LogNormal Distribution
Chapter 13 26
,
,,
, ,
1 1( ) 1 ln 1 ln,
1 11 ln 1 ln
therefore: and
n sn n
n med n s med
nn
s n
ss med s smed s
n
smed n med s n s
n
t tR ts t s t s
x tx t
xs t s tx
xt t s sx
⎛ ⎞ ⎛ ⎞= −Φ = −Φ⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎝ ⎠⎝ ⎠
⎛ ⎞ ⎛ ⎞⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎜ ⎟= −Φ = −Φ⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠
= =
Constant Stress Models
Chapter 13 27
Basic assumption: same failure mechanisms will be presentat the higher stress levels and will act in the same manner asat normal stress levels.
tn = time to failure under normal stressts = time to failure at high stress level
then tn = AF x ts where AF is an acceleration factor
Therefore
Pr{Tn < tn } = Fn (tn ) = Pr{Ts < ts } = Fs (tn /AF)
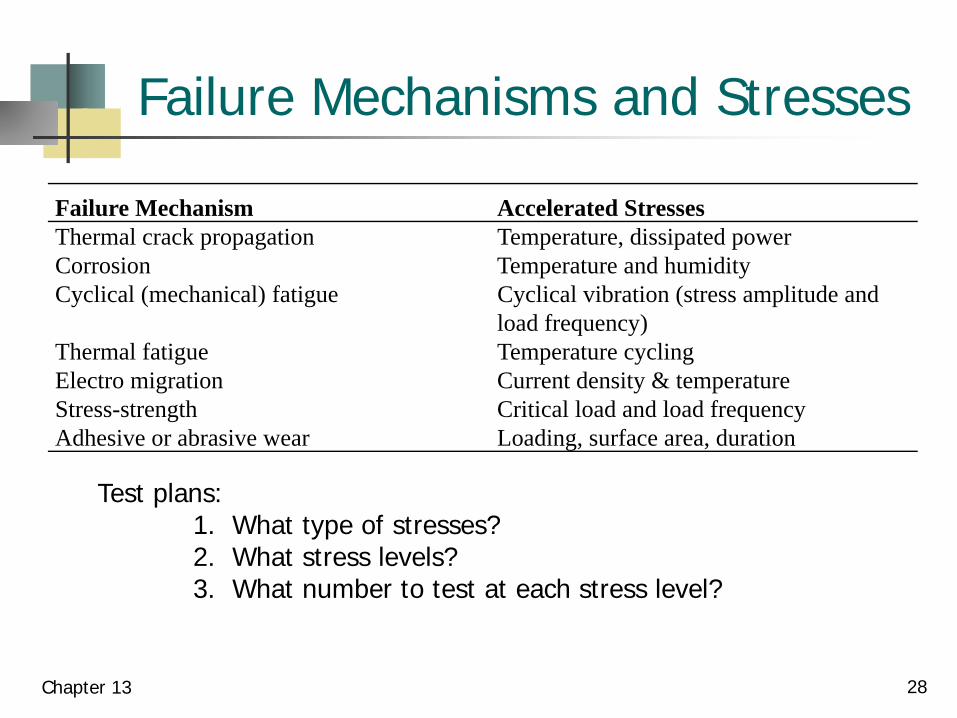
Failure Mechanisms and Stresses
Chapter 13 28
Test plans:1. What type of stresses?2. What stress levels?3. What number to test at each stress level?
Failure Mechanism Accelerated StressesThermal crack propagation Temperature, dissipated powerCorrosion Temperature and humidityCyclical (mechanical) fatigue Cyclical vibration (stress amplitude and
load frequency)Thermal fatigue Temperature cyclingElectro migrationStress-strengthAdhesive or abrasive wear
Current density & temperatureCritical load and load frequencyLoading, surface area, duration

Example 13.12
Chapter 13 29
For the CFR model, a component is tested at 120°C and found to have an MTTF = 500 hours. Normal use is at 25°C. Assuming AF = 15, determine the components MTTF and reliability function at normal stress levels.
n s- t
AFF (t) = Ft
AF = 1-e s
FHGIKJ
FHGIKJλ = 1-e- t
500x15
R(t) = e- t7500 and MTTF = 7500 hr.

Weibull Case
Chapter 13 30
s- t
F (t) = 1-es
s
β
θFHGIKJ
n- t
AFF (t) = 1-es
s
β
θFHGIKJ
n s n s = AFx = .θ θ β βand
estimate AF by:^
^n
s
AF = θθ
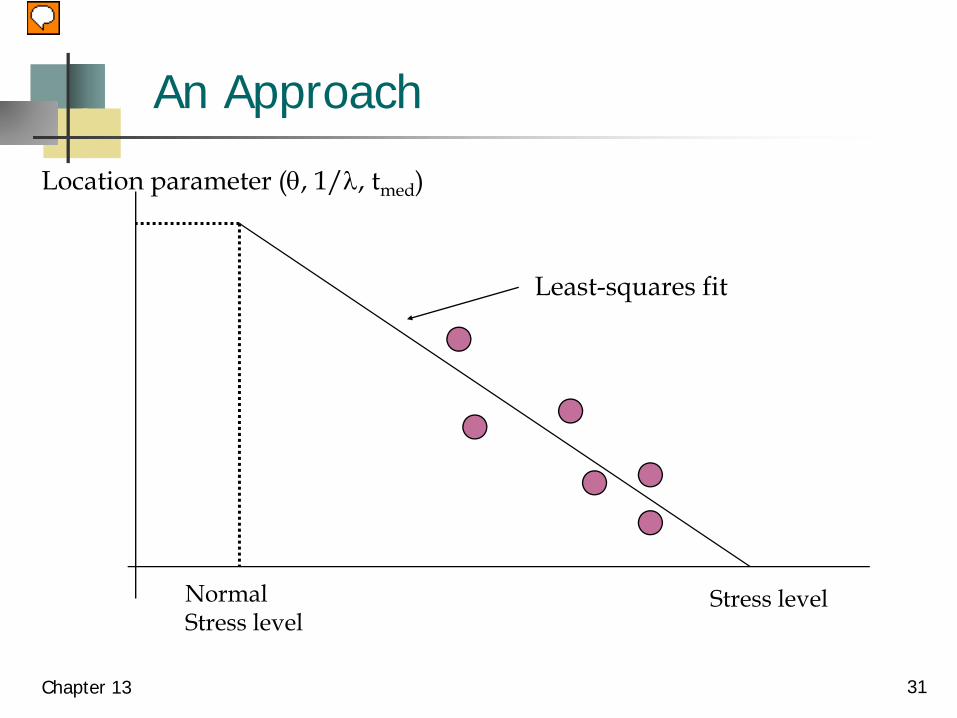
An Approach
Chapter 13 31
Stress level
Location parameter (θ, 1/λ, tmed)
NormalStress level
Least-squares fit

Example 13.15
Accelerated life testing for fracture stress failures at high temperature was conducted on 40 units at four different accelerated stress levels with the following results in hours:
Chapter 13 32
Βθ
stress level* 7 8 9 10sample time to fail time to fail time to fail time to fail
1.0 4355 1677 784 10672.0 4951 4707 1813 6813.0 7503 2407 2240 13394.0 1475 1367 2731 11515.0 4703 5709 1533 14366.0 5002 2976 1639 5077.0 4091 2343 1979 11748.0 2514 2879 1612 6559.0 4775 3551 1233 1156
10.0 1898 2804 1705 773
*stress levels are measured in psi

Example 13.15
Chapter 13 33
stress level 7 8 9 10
β 2.7 2.5 3.2 3.1
θ 4647 3445 1938 1117
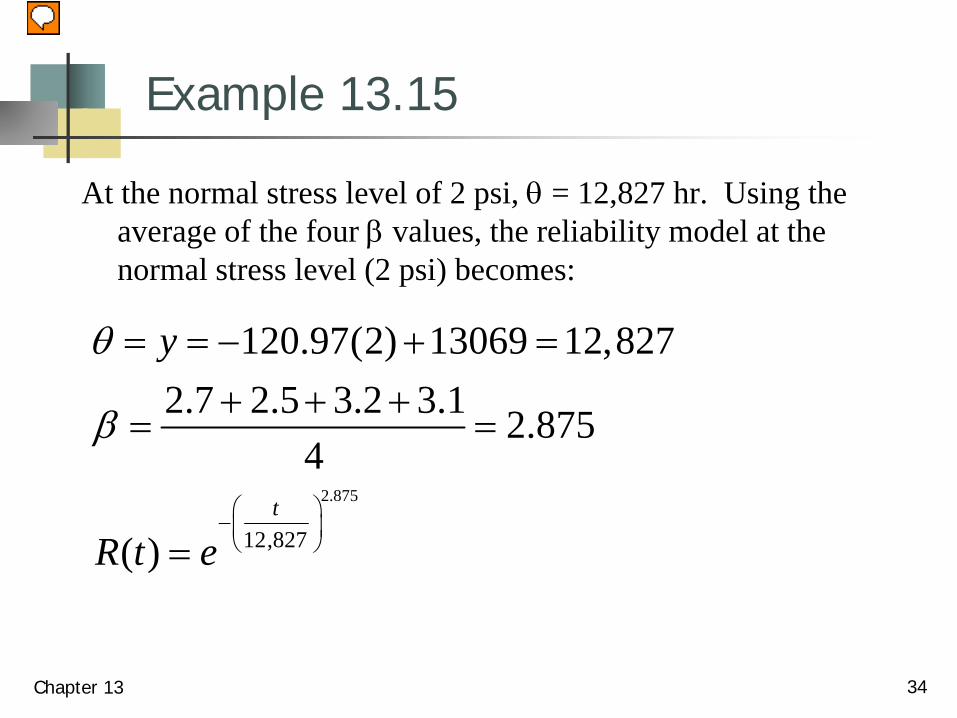
Example 13.15
At the normal stress level of 2 psi, θ = 12,827 hr. Using the average of the four β values, the reliability model at the normal stress level (2 psi) becomes:
Chapter 13 34
2.875
12,827
120.97(2) 13069 12,8272.7 2.5 3.2 3.1 2.875
4
( )t
y
R t e
θ
β
⎛ ⎞−⎜ ⎟⎝ ⎠
= = − + =+ + +
= =
=

Nonlinear stress effects
Assume , m ≠ 1.
both the scale and shape parameters change
Chapter 13 35
mn st kt=
( )( )
ss/n
1/n
n nn s
1 exp 1 exp 1 expm
mn n
ms
t ttF tk k
βββ
θ θ θ
⎡ ⎤⎡ ⎤⎡ ⎤ ⎛ ⎞⎛ ⎞⎛ ⎞ ⎢ ⎥⎢ ⎥⎢ ⎥= − − = − − = − −⎜ ⎟⎜ ⎟⎜ ⎟ ⎜ ⎟⎢ ⎥⋅ ⋅⎢ ⎥⎢ ⎥⎝ ⎠ ⎝ ⎠ ⎝ ⎠⎣ ⎦ ⎣ ⎦ ⎣ ⎦

Arrhenius Modelused when increased temperature is the applied stress
Chapter 13 36
r = Ae- BT
where r is the reaction or process rate, A and B are constants, and T is temperature measured in degrees Kelvin
AF = AeAe
= e- BT
- BT
B ( 1T
- 1T
)2
1
1 2
1
2
ln
1 2
AFB = where AF1 1( - )T T
θθ
=
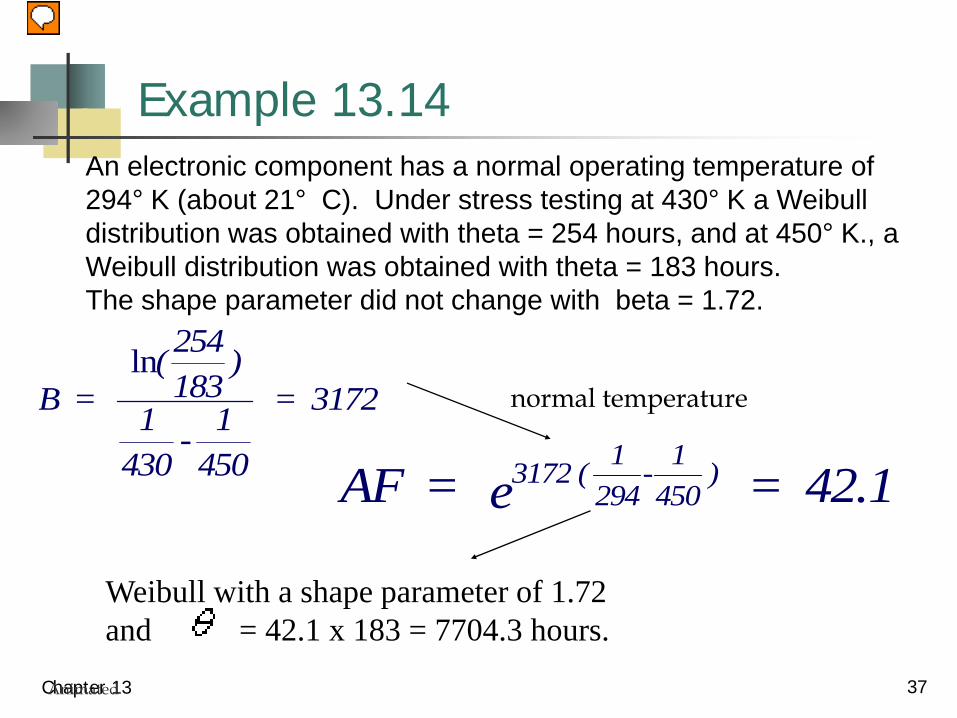
Example 13.14
Chapter 13 37
An electronic component has a normal operating temperature of 294° K (about 21° C). Under stress testing at 430° K a Weibull distribution was obtained with theta = 254 hours, and at 450° K., a Weibull distribution was obtained with theta = 183 hours. The shape parameter did not change with beta = 1.72.
B = ( 254183
)
1430
- 1450
= 3172ln
AF = e = 42.13172 ( 1294
- 1450
)
Weibull with a shape parameter of 1.72 and = 42.1 x 183 = 7704.3 hours.
Animated
normal temperature
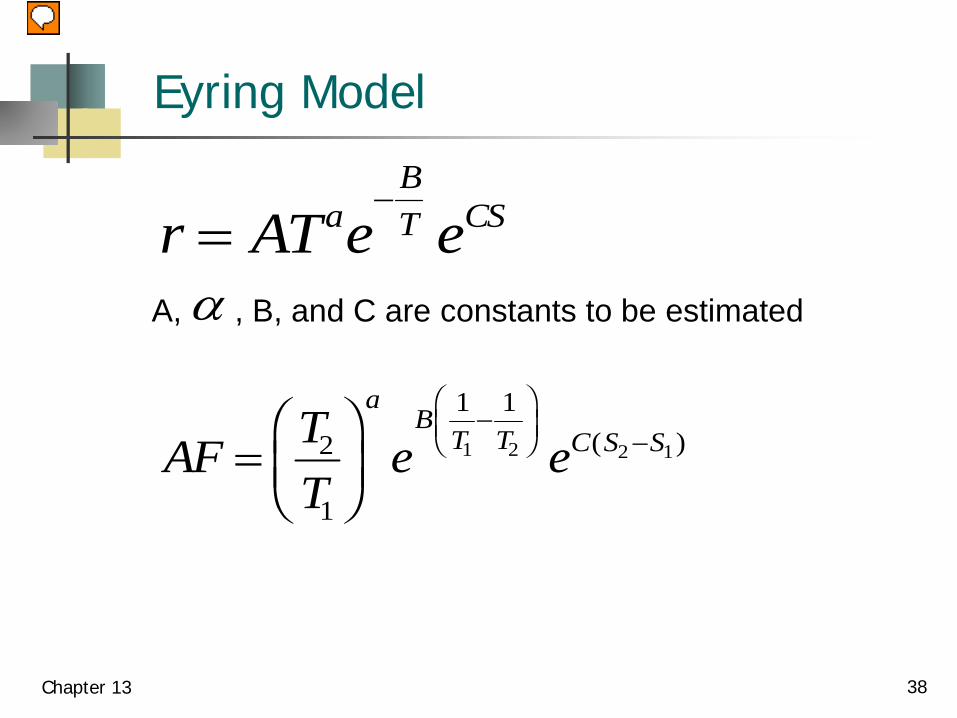
Eyring Model
Chapter 13 38
r AT e eaBT CS=
−
AF TT
e ea
BT T C S S=
FHGIKJ
−FHGIKJ −2
1
1 1
1 2 2 1( )
A, , B, and C are constants to be estimatedα

Degradation Models
Chapter 13 39
y = a - b t , where y is the performance measure, a and b are constants to be determined experimentally, and t is the amount of time the product is exposed at a constant stress level
ta y
bff=
−time to failure, tf :
where yf is the performance level at which a failure occurs

Example 13.15
Chapter 13 40
CPR kw tAt
=( )
ρt = exposure time in hours,w(t) = weight loss due to corrosion after t hours exposure in mg
= density of the material in grams per cubic centimeterA = exposed surface area in square centimetersk = 87.6, a constant which converts CPR to millimeters per year
If lf is the allowable loss in millimeters after which the material is no longer structurally sound, then the time to failure is projected to be
tf = lf / CPR

Example 13.16
Chapter 13 41
p e rt= −where p = potency of the drugr = rate of chemical reactiont = drug exposure time
then t = - ln p / r
r Ae then t pAe
BT
B T= =−−
−
ln/

Cumulative Damage Models
Chapter 13 42
tL
i
ii
n
=∑ =
1
1
Minor’s rule:
ti = the amount of time at stress level iLi = the expected lifetime at stress level i
tL
tL
or t L LL
t1
1
2
22 2
2
111+ = = −

Cumulative Damage Models
Chapter 13 43
normal stress timeL1
L2failure line
t2
t1
high stress time
1. test to failure
2. test to t1 then to failure t2
L ttL
11
2
2
1=
−
3. solve
The End of Chapter 13
Chapter 13 44
I have found this discussion
to be quite stress full
I feel I have degraded in an
accelerated way!