Embed Size (px)
Citation preview
Page 1 of 12
REPORT ON
ROOT CAUSE ANALYSIS amp CORRECTIVE ACTION FOR
SEAT LEAKAGE
Team Members
D Muralidharan ndash DGM Production
MK Baranidharan ndash DGM Quality control
KAnand ndash Manager Production
RKrishnaprasad-Manger Painting and Packing
P Jayaraman ndash Executive Quality Assurance
Raja Chacko ndash Manager Quality control
KPradeep ndash Executive Quality control
Date 16-Sept -2014
Ref Communication from GASCO on 10092014
Page 2 of 12
CONTENTS
10 Problem description
20 Background
30 Preliminary Analysis
40 Correction
50 Root cause Analysis
60 Verification
70 Corrective action
Page 3 of 12
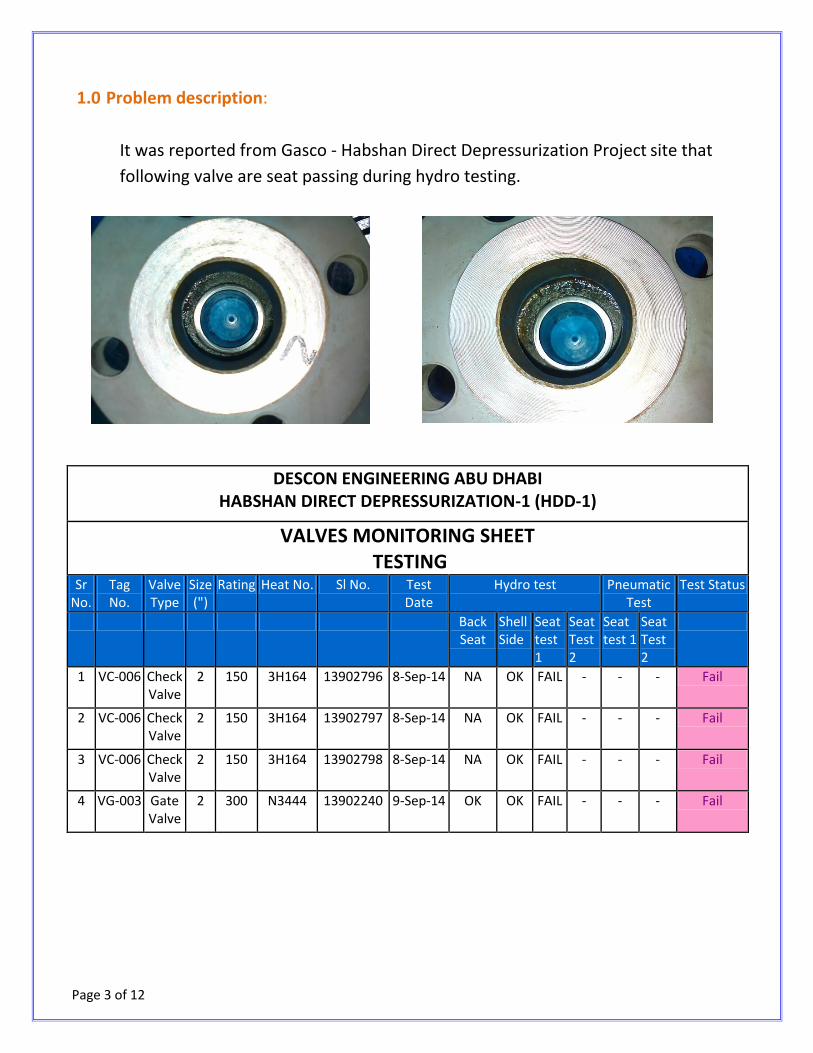
10 Problem description
It was reported from Gasco - Habshan Direct Depressurization Project site that
following valve are seat passing during hydro testing
DESCON ENGINEERING ABU DHABI HABSHAN DIRECT DEPRESSURIZATION-1 (HDD-1)
VALVES MONITORING SHEET TESTING
Sr No
Tag No
Valve Type
Size ()
Rating Heat No Sl No Test Date
Hydro test Pneumatic Test
Test Status
Back Seat
Shell Side
Seat test 1
Seat Test 2
Seat test 1
Seat Test 2
1 VC-006 Check Valve
2 150 3H164 13902796 8-Sep-14 NA OK FAIL - - - Fail
2 VC-006 Check Valve
2 150 3H164 13902797 8-Sep-14 NA OK FAIL - - - Fail
3 VC-006 Check Valve
2 150 3H164 13902798 8-Sep-14 NA OK FAIL - - - Fail
4 VG-003 Gate Valve
2 300 N3444 13902240 9-Sep-14 OK OK FAIL - - - Fail
Page 4 of 12
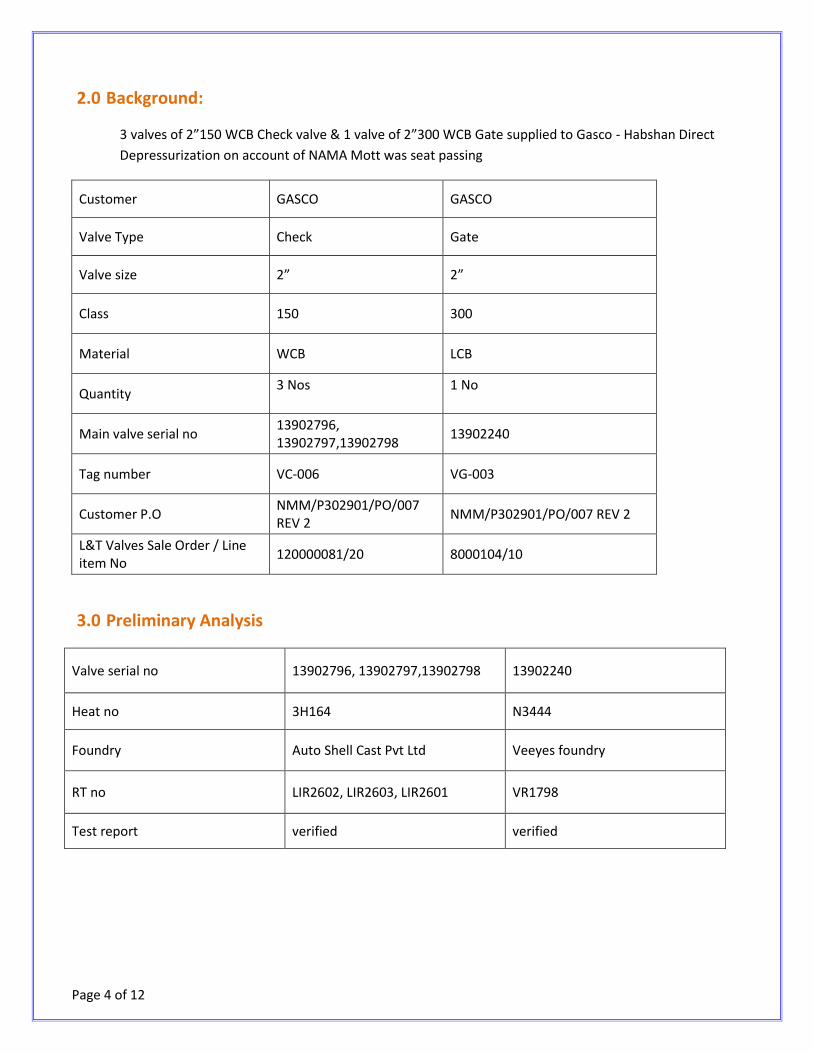
20 Background
3 valves of 2rdquo150 WCB Check valve amp 1 valve of 2rdquo300 WCB Gate supplied to Gasco - Habshan Direct
Depressurization on account of NAMA Mott was seat passing
Customer GASCO GASCO
Valve Type Check Gate
Valve size 2rdquo 2rdquo
Class 150 300
Material WCB LCB
Quantity 3 Nos
1 No
Main valve serial no 13902796 1390279713902798
13902240
Tag number VC-006 VG-003
Customer PO NMMP302901PO007 REV 2
NMMP302901PO007 REV 2
LampT Valves Sale Order Line item No
12000008120 800010410
30 Preliminary Analysis
Valve serial no 13902796 1390279713902798 13902240
Heat no 3H164 N3444
Foundry Auto Shell Cast Pvt Ltd Veeyes foundry
RT no LIR2602 LIR2603 LIR2601 VR1798
Test report verified verified
Page 5 of 12
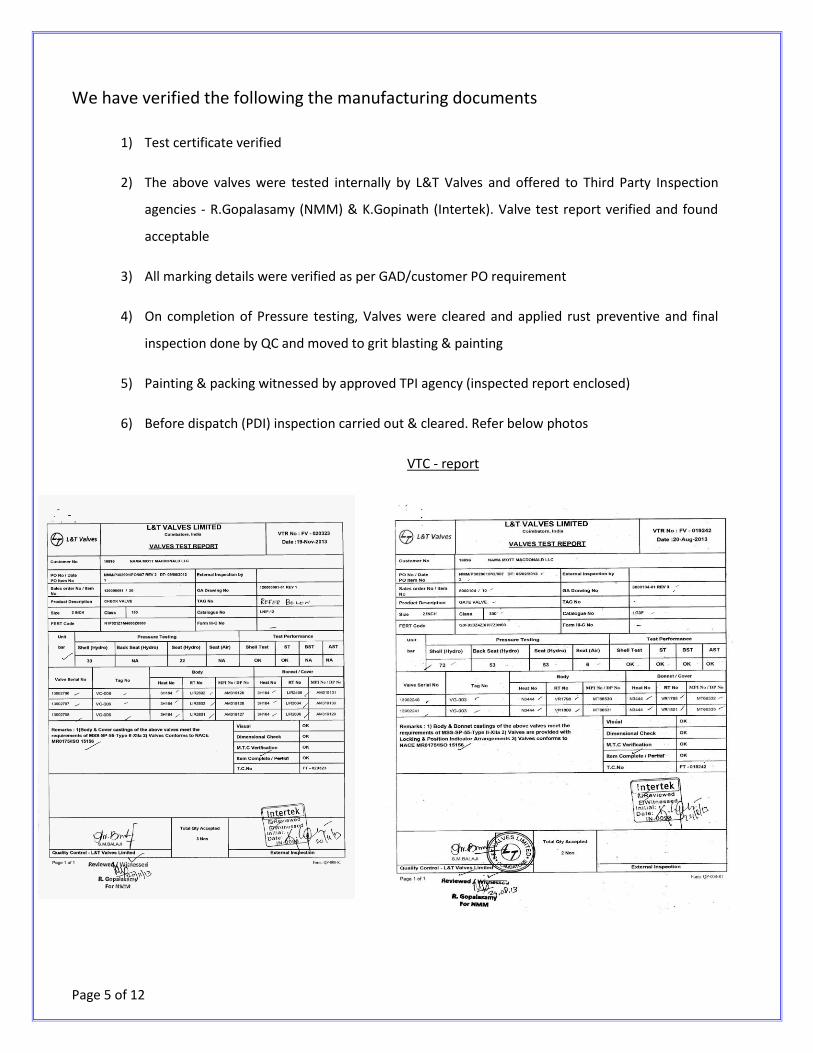
We have verified the following the manufacturing documents
1) Test certificate verified
2) The above valves were tested internally by LampT Valves and offered to Third Party Inspection
agencies - RGopalasamy (NMM) amp KGopinath (Intertek) Valve test report verified and found
acceptable
3) All marking details were verified as per GADcustomer PO requirement
4) On completion of Pressure testing Valves were cleared and applied rust preventive and final
inspection done by QC and moved to grit blasting amp painting
5) Painting amp packing witnessed by approved TPI agency (inspected report enclosed)
6) Before dispatch (PDI) inspection carried out amp cleared Refer below photos
VTC - report
Page 6 of 12
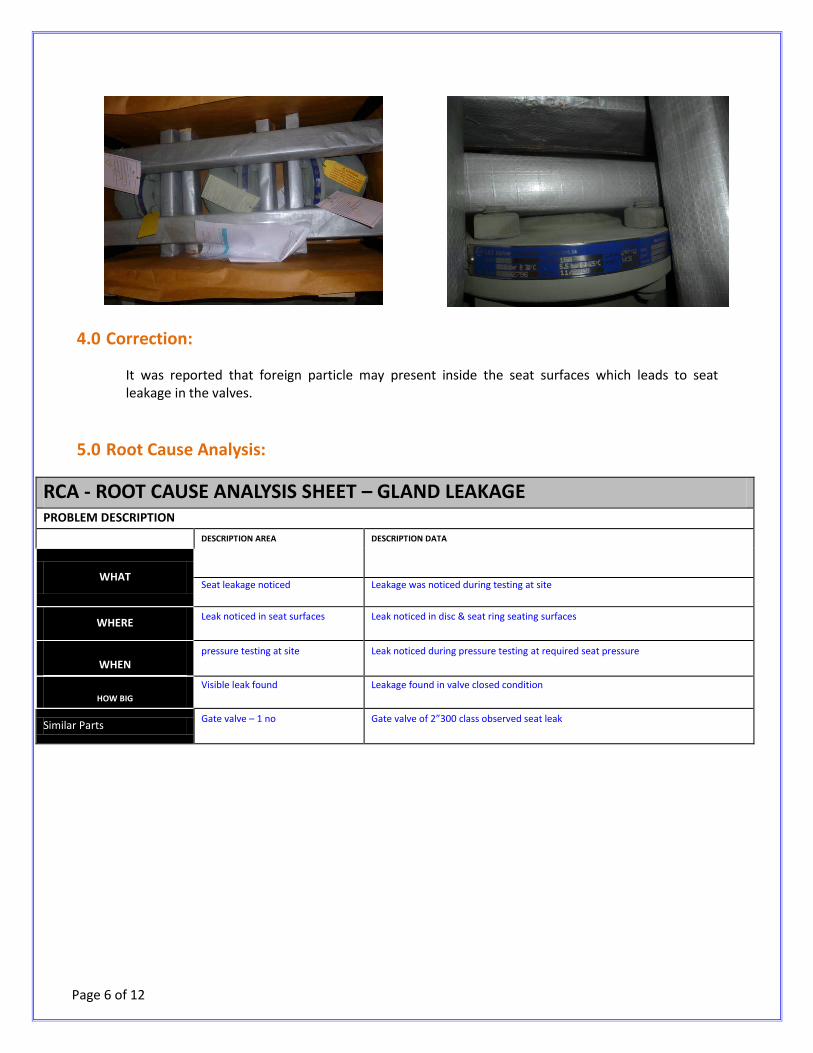
40 Correction
It was reported that foreign particle may present inside the seat surfaces which leads to seat leakage in the valves
50 Root Cause Analysis
RCA - ROOT CAUSE ANALYSIS SHEET ndash GLAND LEAKAGE PROBLEM DESCRIPTION DESCRIPTION AREA DESCRIPTION DATA
WHAT
Seat leakage noticed Leakage was noticed during testing at site
WHERE Leak noticed in seat surfaces Leak noticed in disc amp seat ring seating surfaces
WHEN
pressure testing at site Leak noticed during pressure testing at required seat pressure
HOW BIG Visible leak found Leakage found in valve closed condition
Similar Parts Gate valve ndash 1 no Gate valve of 2rdquo300 class observed seat leak
Page 7 of 12
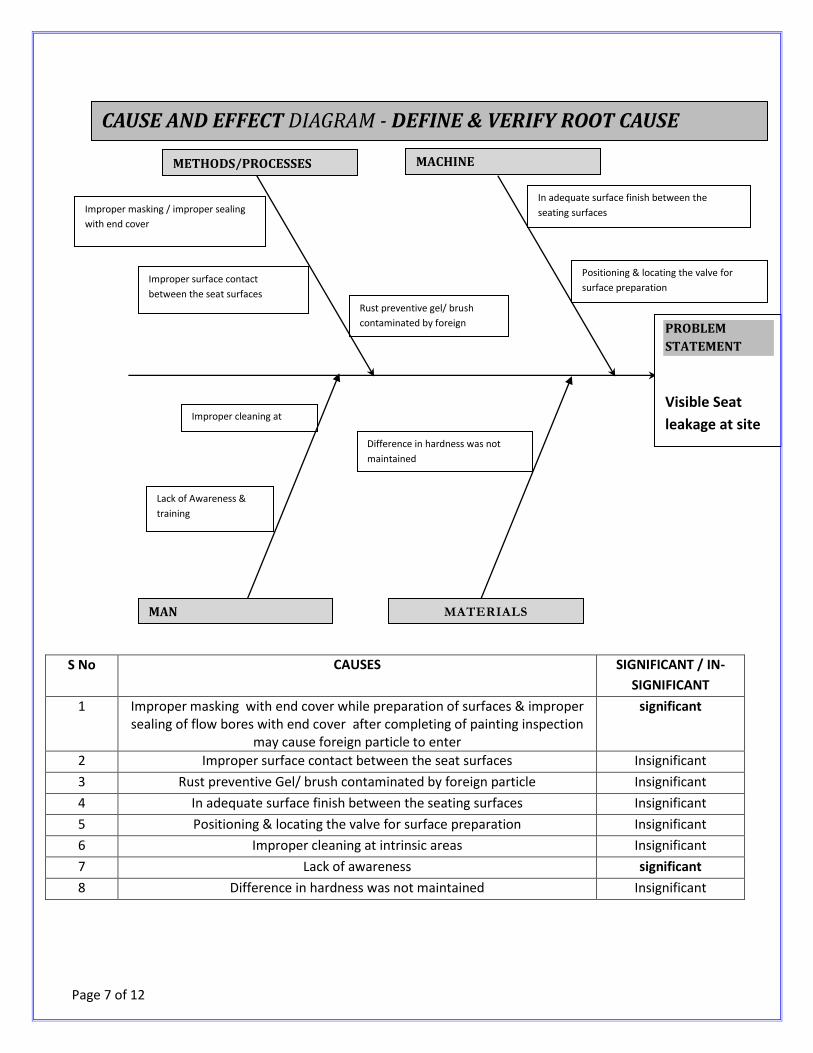
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
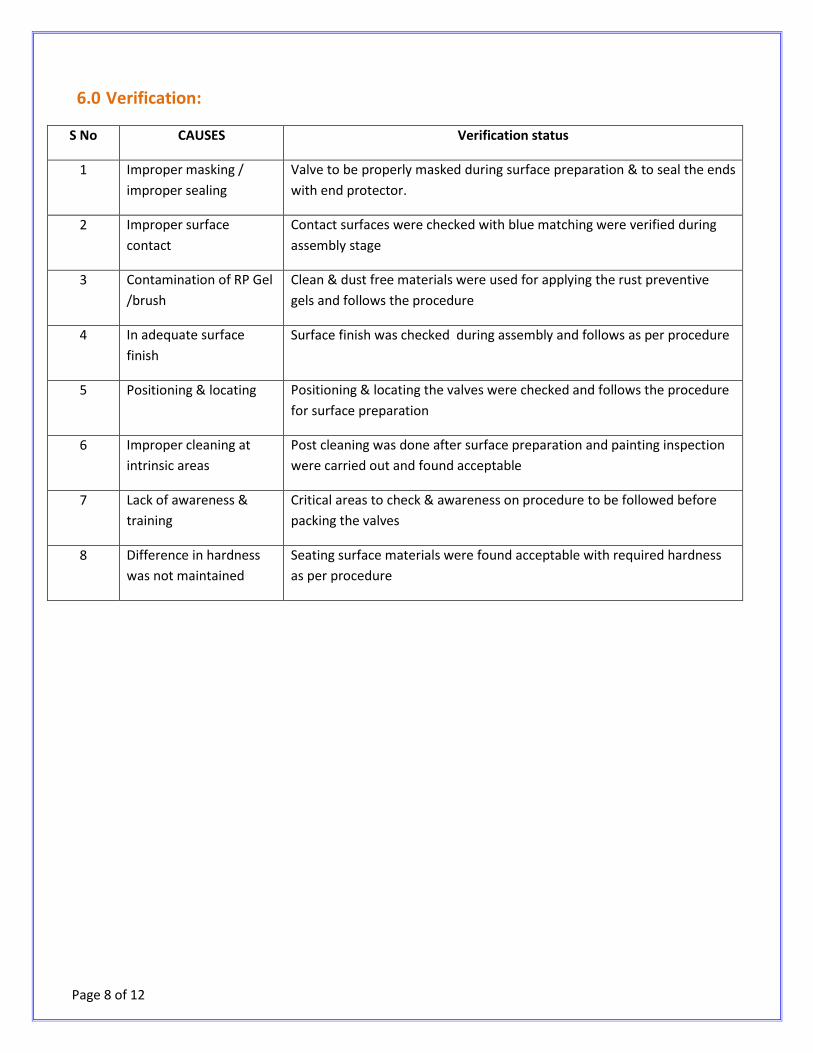
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
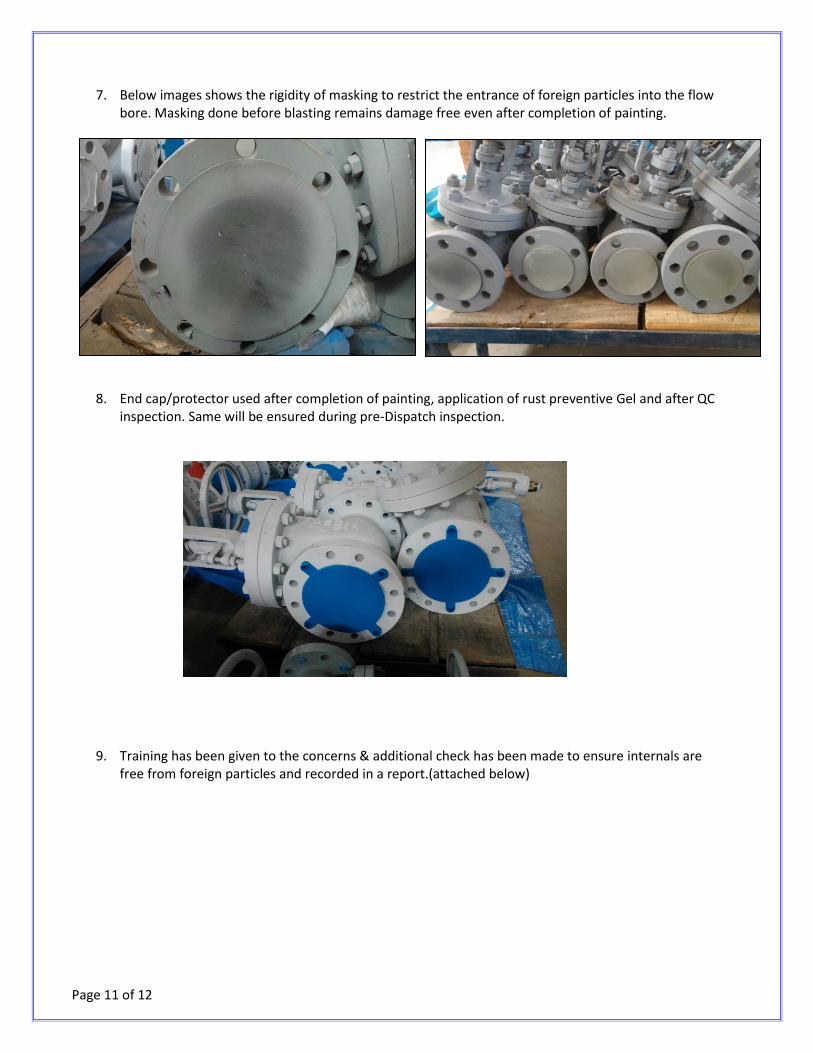
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
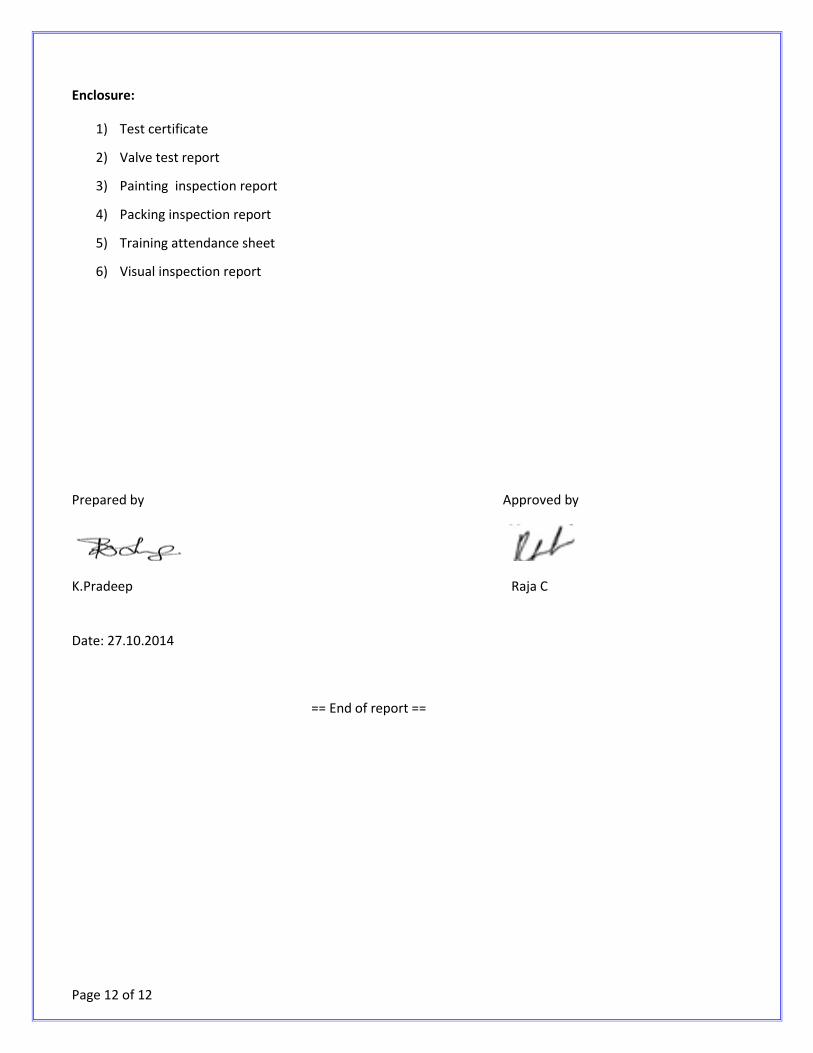
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 2 of 12
CONTENTS
10 Problem description
20 Background
30 Preliminary Analysis
40 Correction
50 Root cause Analysis
60 Verification
70 Corrective action
Page 3 of 12
10 Problem description
It was reported from Gasco - Habshan Direct Depressurization Project site that
following valve are seat passing during hydro testing
DESCON ENGINEERING ABU DHABI HABSHAN DIRECT DEPRESSURIZATION-1 (HDD-1)
VALVES MONITORING SHEET TESTING
Sr No
Tag No
Valve Type
Size ()
Rating Heat No Sl No Test Date
Hydro test Pneumatic Test
Test Status
Back Seat
Shell Side
Seat test 1
Seat Test 2
Seat test 1
Seat Test 2
1 VC-006 Check Valve
2 150 3H164 13902796 8-Sep-14 NA OK FAIL - - - Fail
2 VC-006 Check Valve
2 150 3H164 13902797 8-Sep-14 NA OK FAIL - - - Fail
3 VC-006 Check Valve
2 150 3H164 13902798 8-Sep-14 NA OK FAIL - - - Fail
4 VG-003 Gate Valve
2 300 N3444 13902240 9-Sep-14 OK OK FAIL - - - Fail
Page 4 of 12
20 Background
3 valves of 2rdquo150 WCB Check valve amp 1 valve of 2rdquo300 WCB Gate supplied to Gasco - Habshan Direct
Depressurization on account of NAMA Mott was seat passing
Customer GASCO GASCO
Valve Type Check Gate
Valve size 2rdquo 2rdquo
Class 150 300
Material WCB LCB
Quantity 3 Nos
1 No
Main valve serial no 13902796 1390279713902798
13902240
Tag number VC-006 VG-003
Customer PO NMMP302901PO007 REV 2
NMMP302901PO007 REV 2
LampT Valves Sale Order Line item No
12000008120 800010410
30 Preliminary Analysis
Valve serial no 13902796 1390279713902798 13902240
Heat no 3H164 N3444
Foundry Auto Shell Cast Pvt Ltd Veeyes foundry
RT no LIR2602 LIR2603 LIR2601 VR1798
Test report verified verified
Page 5 of 12
We have verified the following the manufacturing documents
1) Test certificate verified
2) The above valves were tested internally by LampT Valves and offered to Third Party Inspection
agencies - RGopalasamy (NMM) amp KGopinath (Intertek) Valve test report verified and found
acceptable
3) All marking details were verified as per GADcustomer PO requirement
4) On completion of Pressure testing Valves were cleared and applied rust preventive and final
inspection done by QC and moved to grit blasting amp painting
5) Painting amp packing witnessed by approved TPI agency (inspected report enclosed)
6) Before dispatch (PDI) inspection carried out amp cleared Refer below photos
VTC - report
Page 6 of 12
40 Correction
It was reported that foreign particle may present inside the seat surfaces which leads to seat leakage in the valves
50 Root Cause Analysis
RCA - ROOT CAUSE ANALYSIS SHEET ndash GLAND LEAKAGE PROBLEM DESCRIPTION DESCRIPTION AREA DESCRIPTION DATA
WHAT
Seat leakage noticed Leakage was noticed during testing at site
WHERE Leak noticed in seat surfaces Leak noticed in disc amp seat ring seating surfaces
WHEN
pressure testing at site Leak noticed during pressure testing at required seat pressure
HOW BIG Visible leak found Leakage found in valve closed condition
Similar Parts Gate valve ndash 1 no Gate valve of 2rdquo300 class observed seat leak
Page 7 of 12
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 3 of 12
10 Problem description
It was reported from Gasco - Habshan Direct Depressurization Project site that
following valve are seat passing during hydro testing
DESCON ENGINEERING ABU DHABI HABSHAN DIRECT DEPRESSURIZATION-1 (HDD-1)
VALVES MONITORING SHEET TESTING
Sr No
Tag No
Valve Type
Size ()
Rating Heat No Sl No Test Date
Hydro test Pneumatic Test
Test Status
Back Seat
Shell Side
Seat test 1
Seat Test 2
Seat test 1
Seat Test 2
1 VC-006 Check Valve
2 150 3H164 13902796 8-Sep-14 NA OK FAIL - - - Fail
2 VC-006 Check Valve
2 150 3H164 13902797 8-Sep-14 NA OK FAIL - - - Fail
3 VC-006 Check Valve
2 150 3H164 13902798 8-Sep-14 NA OK FAIL - - - Fail
4 VG-003 Gate Valve
2 300 N3444 13902240 9-Sep-14 OK OK FAIL - - - Fail
Page 4 of 12
20 Background
3 valves of 2rdquo150 WCB Check valve amp 1 valve of 2rdquo300 WCB Gate supplied to Gasco - Habshan Direct
Depressurization on account of NAMA Mott was seat passing
Customer GASCO GASCO
Valve Type Check Gate
Valve size 2rdquo 2rdquo
Class 150 300
Material WCB LCB
Quantity 3 Nos
1 No
Main valve serial no 13902796 1390279713902798
13902240
Tag number VC-006 VG-003
Customer PO NMMP302901PO007 REV 2
NMMP302901PO007 REV 2
LampT Valves Sale Order Line item No
12000008120 800010410
30 Preliminary Analysis
Valve serial no 13902796 1390279713902798 13902240
Heat no 3H164 N3444
Foundry Auto Shell Cast Pvt Ltd Veeyes foundry
RT no LIR2602 LIR2603 LIR2601 VR1798
Test report verified verified
Page 5 of 12
We have verified the following the manufacturing documents
1) Test certificate verified
2) The above valves were tested internally by LampT Valves and offered to Third Party Inspection
agencies - RGopalasamy (NMM) amp KGopinath (Intertek) Valve test report verified and found
acceptable
3) All marking details were verified as per GADcustomer PO requirement
4) On completion of Pressure testing Valves were cleared and applied rust preventive and final
inspection done by QC and moved to grit blasting amp painting
5) Painting amp packing witnessed by approved TPI agency (inspected report enclosed)
6) Before dispatch (PDI) inspection carried out amp cleared Refer below photos
VTC - report
Page 6 of 12
40 Correction
It was reported that foreign particle may present inside the seat surfaces which leads to seat leakage in the valves
50 Root Cause Analysis
RCA - ROOT CAUSE ANALYSIS SHEET ndash GLAND LEAKAGE PROBLEM DESCRIPTION DESCRIPTION AREA DESCRIPTION DATA
WHAT
Seat leakage noticed Leakage was noticed during testing at site
WHERE Leak noticed in seat surfaces Leak noticed in disc amp seat ring seating surfaces
WHEN
pressure testing at site Leak noticed during pressure testing at required seat pressure
HOW BIG Visible leak found Leakage found in valve closed condition
Similar Parts Gate valve ndash 1 no Gate valve of 2rdquo300 class observed seat leak
Page 7 of 12
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 4 of 12
20 Background
3 valves of 2rdquo150 WCB Check valve amp 1 valve of 2rdquo300 WCB Gate supplied to Gasco - Habshan Direct
Depressurization on account of NAMA Mott was seat passing
Customer GASCO GASCO
Valve Type Check Gate
Valve size 2rdquo 2rdquo
Class 150 300
Material WCB LCB
Quantity 3 Nos
1 No
Main valve serial no 13902796 1390279713902798
13902240
Tag number VC-006 VG-003
Customer PO NMMP302901PO007 REV 2
NMMP302901PO007 REV 2
LampT Valves Sale Order Line item No
12000008120 800010410
30 Preliminary Analysis
Valve serial no 13902796 1390279713902798 13902240
Heat no 3H164 N3444
Foundry Auto Shell Cast Pvt Ltd Veeyes foundry
RT no LIR2602 LIR2603 LIR2601 VR1798
Test report verified verified
Page 5 of 12
We have verified the following the manufacturing documents
1) Test certificate verified
2) The above valves were tested internally by LampT Valves and offered to Third Party Inspection
agencies - RGopalasamy (NMM) amp KGopinath (Intertek) Valve test report verified and found
acceptable
3) All marking details were verified as per GADcustomer PO requirement
4) On completion of Pressure testing Valves were cleared and applied rust preventive and final
inspection done by QC and moved to grit blasting amp painting
5) Painting amp packing witnessed by approved TPI agency (inspected report enclosed)
6) Before dispatch (PDI) inspection carried out amp cleared Refer below photos
VTC - report
Page 6 of 12
40 Correction
It was reported that foreign particle may present inside the seat surfaces which leads to seat leakage in the valves
50 Root Cause Analysis
RCA - ROOT CAUSE ANALYSIS SHEET ndash GLAND LEAKAGE PROBLEM DESCRIPTION DESCRIPTION AREA DESCRIPTION DATA
WHAT
Seat leakage noticed Leakage was noticed during testing at site
WHERE Leak noticed in seat surfaces Leak noticed in disc amp seat ring seating surfaces
WHEN
pressure testing at site Leak noticed during pressure testing at required seat pressure
HOW BIG Visible leak found Leakage found in valve closed condition
Similar Parts Gate valve ndash 1 no Gate valve of 2rdquo300 class observed seat leak
Page 7 of 12
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 5 of 12
We have verified the following the manufacturing documents
1) Test certificate verified
2) The above valves were tested internally by LampT Valves and offered to Third Party Inspection
agencies - RGopalasamy (NMM) amp KGopinath (Intertek) Valve test report verified and found
acceptable
3) All marking details were verified as per GADcustomer PO requirement
4) On completion of Pressure testing Valves were cleared and applied rust preventive and final
inspection done by QC and moved to grit blasting amp painting
5) Painting amp packing witnessed by approved TPI agency (inspected report enclosed)
6) Before dispatch (PDI) inspection carried out amp cleared Refer below photos
VTC - report
Page 6 of 12
40 Correction
It was reported that foreign particle may present inside the seat surfaces which leads to seat leakage in the valves
50 Root Cause Analysis
RCA - ROOT CAUSE ANALYSIS SHEET ndash GLAND LEAKAGE PROBLEM DESCRIPTION DESCRIPTION AREA DESCRIPTION DATA
WHAT
Seat leakage noticed Leakage was noticed during testing at site
WHERE Leak noticed in seat surfaces Leak noticed in disc amp seat ring seating surfaces
WHEN
pressure testing at site Leak noticed during pressure testing at required seat pressure
HOW BIG Visible leak found Leakage found in valve closed condition
Similar Parts Gate valve ndash 1 no Gate valve of 2rdquo300 class observed seat leak
Page 7 of 12
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 6 of 12
40 Correction
It was reported that foreign particle may present inside the seat surfaces which leads to seat leakage in the valves
50 Root Cause Analysis
RCA - ROOT CAUSE ANALYSIS SHEET ndash GLAND LEAKAGE PROBLEM DESCRIPTION DESCRIPTION AREA DESCRIPTION DATA
WHAT
Seat leakage noticed Leakage was noticed during testing at site
WHERE Leak noticed in seat surfaces Leak noticed in disc amp seat ring seating surfaces
WHEN
pressure testing at site Leak noticed during pressure testing at required seat pressure
HOW BIG Visible leak found Leakage found in valve closed condition
Similar Parts Gate valve ndash 1 no Gate valve of 2rdquo300 class observed seat leak
Page 7 of 12
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 7 of 12
S No CAUSES SIGNIFICANT IN-
SIGNIFICANT
1 Improper masking with end cover while preparation of surfaces amp improper sealing of flow bores with end cover after completing of painting inspection
may cause foreign particle to enter
significant
2 Improper surface contact between the seat surfaces Insignificant
3 Rust preventive Gel brush contaminated by foreign particle Insignificant
4 In adequate surface finish between the seating surfaces Insignificant
5 Positioning amp locating the valve for surface preparation Insignificant
6 Improper cleaning at intrinsic areas Insignificant
7 Lack of awareness significant
8 Difference in hardness was not maintained Insignificant
CAUSE AND EFFECT DIAGRAM - DEFINE amp VERIFY ROOT CAUSE
MAN MATERIALS
METHODSPROCESSES MACHINE
PROBLEM
STATEMENT
Visible Seat
leakage at site
Improper masking improper sealing
with end cover
Improper cleaning at
intrinsic areas
Lack of Awareness amp
training
Difference in hardness was not
maintained
Improper surface contact
between the seat surfaces
In adequate surface finish between the
seating surfaces
Rust preventive gel brush
contaminated by foreign
particles
Positioning amp locating the valve for
surface preparation
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 8 of 12
60 Verification
S No CAUSES Verification status
1 Improper masking
improper sealing
Valve to be properly masked during surface preparation amp to seal the ends
with end protector
2 Improper surface
contact
Contact surfaces were checked with blue matching were verified during
assembly stage
3 Contamination of RP Gel
brush
Clean amp dust free materials were used for applying the rust preventive
gels and follows the procedure
4 In adequate surface
finish
Surface finish was checked during assembly and follows as per procedure
5 Positioning amp locating Positioning amp locating the valves were checked and follows the procedure
for surface preparation
6 Improper cleaning at
intrinsic areas
Post cleaning was done after surface preparation and painting inspection
were carried out and found acceptable
7 Lack of awareness amp
training
Critical areas to check amp awareness on procedure to be followed before
packing the valves
8 Difference in hardness
was not maintained
Seating surface materials were found acceptable with required hardness
as per procedure
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 9 of 12
70 Corrective action
Based on the above the following corrective actions are suggested
1 Additional care has been taken to avoid entering of foreign particles during grit blasting painting amp packing A separate SOP to be released on Grit blast masking
2 Photograph will be taken for each valve to ensure the cleanliness of internals after applying gel and same will be ensured during packing amp pre dispatch inspection
80 Action plan on Corrective Action 1 Significant cause for the complaint has been discussed with the Grit blasting and painting team
2 Training and awareness in standard operating procedure given for QC Grit blasting and painting
team
3 A separate SOP has been released on Grit blast masking (Refer attached)
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 10 of 12
4 Training given on masking locations to the grit blasting team
5 Masking of body amp bonnet cover joints amp flow bore areas were done with readymade plaster masks Self-adhesive masking tapes for both raised face and Butt weld ends
6 Masking of stuffing box areas amp gear unit locations were done with good dense wax before preparing the surfaces through grit blasting
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 11 of 12
7 Below images shows the rigidity of masking to restrict the entrance of foreign particles into the flow bore Masking done before blasting remains damage free even after completion of painting
8 End capprotector used after completion of painting application of rust preventive Gel and after QC inspection Same will be ensured during pre-Dispatch inspection
9 Training has been given to the concerns amp additional check has been made to ensure internals are free from foreign particles and recorded in a report(attached below)
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
Page 12 of 12
Enclosure
1) Test certificate
2) Valve test report
3) Painting inspection report
4) Packing inspection report
5) Training attendance sheet
6) Visual inspection report
Prepared by Approved by
KPradeep Raja C
Date 27102014
== End of report ==
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji
LEtT VALVESLIMITED AUDIT CHECK INSPECTION REPORT REPORT ACO 1 0
Locatfon W2C Date 220914
Stage of Inspection Masked va(ve[ reg Blastingl Primer J Time 300PM
Procedure Ref PPSG-11ril DT 180914 Spec free of foreign particle
Item Description Masked valve [6cass6QO Gate-14G201033] after de~masking
Test Type Method I Acceptance middotmiddotmiddotmiddotmiddot1 Result I Remarks i ~~~~__~~ln~st~r~um~en~t~~~cn~middott~e~rt7middot~~~~~~~~__+70-===~~~__-------~IMasking Visual 1] No damage in masking tape 1Proper maskingmiddot Passed
effeciveness Inspection 2] Covered aU relevant areas I-wi~tgne=ss~ed~=-==-__-+-i inspection as per 3) No grit entry in to flow bore 2No damages -ensured Procedure 4J No metal damges on 3Masking practice comply
U Photographs serrationfr stem threads due to to the Procedure I a I blasting requirement i~checklist__-____________________--L
TESTED BY VERIFIED BY
A-~ tgto~ A VeWlIgiri QA PJayaramanl(Ji





























