-
8/6/2019 Report(Part 3)
1/48
1
CHAPTER 1
INTRODUCTION
1.1 S IMULATION OF FOUNDATION FIELDBU S DEVICE S
Simulation is the imitation of some r eal thing or pr ocess. The
act of simulating something
gene r ally entails r e pr esenting cer tain k ey cha r acte r
istics or b ehavio r s of a selected physical or
a bstr act system. Her e thedevices which we simulate ar efor
automation indust r y. Simulation is
ver y im por tant in automation indust r y for var ious facto r
s lik e:
1. Err or r eduction
2. Economic Efficiency
3. Time Efficiency
4. Per for mance Efficiency
Pr ocess cont r ol is the basic need of the automation indust r
y. For pr ocess cont r ol system we
r equi r e field bus devices. The Foundation Field bus devices
pr ovide seve r al functionalities lik e
fetching the in put f r om senso r s; mani pulate that in put by
diffe r ent algo r ithms acco r ding to
our r equi r ement and finally giving the corr ect out put. So
in or der to design an indust r y
successfully the fir st thing we need is to simulate the
functionalities of foundation field bus
device. Once the functionalities ar e pr o per ly simulated we
can go for the designing diffe r ent
str ategies for pr ocessing and finally give the o ptimum design
for efficient work ing of the
indust r y automatically.
-
8/6/2019 Report(Part 3)
2/48
2
1.2 ABOUT THE ORGANI S ATION
Honey well Inter national, Inc. (NY SE: HON) is a majo r
conglome r ate com pany that pr oduces
a var iety of consume r pr oducts, enginee r ing ser vices, and
aer os pace systems for a wide
var iety of custome r s, f r om pr ivate consume r s to majo r
corpor ations and gove r nments.
Honey well is a For tune 100 com pany with a work for ce of a
ppr oximately 128,000, of which
a ppr oximately 58,000 ar e em ployed in the United States. The
com pany is headqua r ter ed in
Morr istown, New J er sey. Its curr ent chief executive office r
is David M. Cote. The com pany
and its corpor ate pr edecesso r s wer e par t of the Dow J ones
Indust r ial Aver age Index f r om
Decem ber 7 , 1925 until Fe br uar y 9, 2008 .
The curr ent "Honey well Inter national Inc." is the pr oduct of
a mer ger in which Honey well
Inc. was acqui r ed by the much lar ger AlliedSignal in 1999 .
The com pany headqua r ter s wer e
consolidated to AlliedSignal's headqua r ter s in Morr isto wn,
New J er sey; however the
com bined com pany chose the name "H oney well" b ecause of its
su per ior br and r ecognition.
Honey well has many br ands that consume r s may r ecognize.
Some of the most r ecogniza ble
pr oducts ar e its line of home ther mostats (par ticula r ly
the iconic r ound ty pe), Garr ett
turbocha r ger s, and automotive pr oducts sold unde r the names
of Pr eston, Fr am, and Autolite.
Diver se, ingenious, committed and integ r ated thats Honeywell
Technology Solutions Lab
(HTSL) . A p lace wher e technology and peo ple str ik e a per
fect balance to delive r unsu rpassed
value to custome r s by pr oviding innovative and total
solutions enhancing the comfo r t, safety,
secu r ity, efficiency and r elia bility of the envi r onment
they live, tr avel and work . A SE I
CMMI L evel 5 com panies, this is a place wher e commitment to
quality and the s pir it of
innovation is intr insic to its cultu r e.
-
8/6/2019 Report(Part 3)
3/48
3
HTSL believes that to gr ow, one needs to constantly em br ace
and ada pt to change. K ee ping
this philoso phy in mind, HTSL has come a long way f r om its
ear ly days in 1994 , when
Dr .Kr ishna Mikk ilineni, the Managing Dir ecto r of HTSL led
the com pany with a bout half a
dozen peo ple. Fr om being an off-sho r e develo pment cente r ,
today, HTSL pr ovides value to
Honey well businesses thr ough Pr oduct Solutions & A
nalytics, New Pr oduct Intr oduction,
Advanced R esea r ch and Technology and IT & B usiness Pr
ocess Solutions. The Pr oduct
Solutions team is su ppor ted by cor e enginee r ing functions
lik e Platfo r ms & Solutions
s pecialists, Pr ogr am Management, Pr ocess & B lack B elt,
Solutions Assu r ance & ileitis Focus
and Str ategy and Mark et Sensing.
1.3 NEED FOR THE PROJECT
Simulation is needed when we ar e dealing with ver y cr itical
pr oduct in which mar gin of err or
is nil. Such an ar ea is automation indust r y. Once the whole
design is im plemented it is ver y
difficult to handle any new or unk nown err or . Because of this
we fir st work in a simulated
envi r onment to eithe r eliminate the err or else find a way to
handle that err or . One of the
advantages of having foundation field bus devices ar e that they
ar e easy to maintain.
Simulation of field bus devices ar e needed because of follo
wing:
1. Error Reduction: It is much safe r to tr y diffe r ent possi
bilities in simulation
envi r onment for o ptimization of design. Final dr aft of the
design is made (in
simulation envi r onment ) afte r testing for all possi ble err
or s that might occu r in r eal
envi r onment. It hel ps in r educing the err or in indust r y
by 99%
2. Profitable: It is much mor e economical to tr y diffe r ent
possi bilities in simulation
envi r onment for o ptimized design than in r eal envi r onment.
Only the devices needed
acco r ding to the final design ar e pur chased. This saves a
lot of money for the
or ganization.
-
8/6/2019 Report(Part 3)
4/48
4
3. Time Efficiency: It is much faste r to tr y diffe r ent possi
bilities in simulation
envi r onment for o ptimization of design.
4. Optimization: By tr ying diffe r ent com binations of str
ategy in simulation we can
select the most efficient or o ptimized str ategy for the indust
r y and im plement that
dir ectly in r eal envi r onment.
1.4.OBJECTIVE S
y To mak e the automation indust r y err or f r ee in the r eal
envi r onment.
y To r educe the cost immensely by im plementing the whole idea
in simulation r athe r than
dir ectly in r eal envi r onment.
y To im pr ove the efficiency of the pr oduct by finding the o
ptimized in the design.
-
8/6/2019 Report(Part 3)
5/48
5
CHAPTER 2
LITERATURE REVIEW
2.1 AUTOMATION
Automation is the use of cont r ol systems and info r mation
technologies to r educe the need for
human work in the pr oduction of goods and ser vices. In the sco
pe of indust r ialization,
automation is a ste p b eyond mechanization. Wher eas
mechanization pr ovided human
o per ato r s with machine r y to assist them with the muscula r
r equi r ements of work , automation
gr eatly decr eases the need for human senso r y and mental r
equi r ements as well. Automation
plays an incr easingly im por tant r ole in the wor ld economy
and in daily ex per ience.
Automation has had a nota ble im pact in a wide r ange of indust
r ies beyond manufactu r ing
(wher e it began ). Once-u biquitous tele phone o per ato r s
have been r e placed lar gely by
automated tele phone switch boar ds and ans wer ing machines.
Medical pr ocesses such as
pr imar y scr eening in elect r oca r diog r a phy or r adiog r
a phy and la bor ato r y analysis of human
genes, ser a, cells, and tissues ar e carr ied out at much gr
eater s peed and accu r acy by
automated systems. In gene r al, automation has been r es ponsi
ble for the shift in the wor ld
economy f r om indust r ial jo bs to ser vice jo bs in the 20th
and 21st centu r ies.
Automation dur ing the 70's and 80'smayno w b e o bsolete, wor n
out, or left without s par es and
su ppor t as manufactu r er s concent r ate on newer pr oducts.
Ther efo r e su pplier s of pr ocess lines
and k ey equi pment who must continue to satisfy custome r ex
pectations and k ee p p lant u p and
r unning must also develo p har dwar e and soft war e solutions
that can mode r nize legacy cont r ol
platfo r ms while k ee ping thei r functionality intact.
-
8/6/2019 Report(Part 3)
6/48
6
2.1.1 Mechanical Automation
After the indust r ial r evolution mechanical automation came
into existence as the need of
massive plants and facto r ies wher e synch r onization and pr
ecision of work w er e ver y
im por tant lik e petr ochemical plants. Her e a small human err
or may lead to huge losses not
only in ter ms of money but also life. So mechanical automation
came into existence wher e
some k inds of ala r ms, audio or visual, wer e used to fulfill
the purpose. But still this was not
sufficient with the incr ease in the size of the indust r ies
which was gr owing enor mously day
by day.
2.1.2 S oftware Automation
Soft war e indust r y was gr owing par allel to the mechanical
indust r y and soon its use and
im plementation wer e found ever ywher e. As the mechanical
indust r y was gr owing eno r mous
in size mechanical automation was found sho r t to fulfill its
need. So came the evolution of
soft war e automation wher e few num ber s of technical ex per
ts can cont r ol and manage the
whole indust r y sitting at one place, in one r oom.
Soft war e automation in the sim plest sense is im plemented by
the use of micr ocont r oller s and
a pr ogr am that contains the logic for it. The pr ogr ammed
logic tak es car e of the
synch r onization and pr ecision of the work needed to be im
plemented. This sim ple
im plementation has gr own with time and one of such is called
cont r ol system.
2.2 CONTROL SYS TEM
Contr ol systems execute one or mor e cont r ol functions, which
cause the pr ocess to o per ate
within the nor mal o per ating limits. Contr ol functions can be
executed manually or
-
8/6/2019 Report(Part 3)
7/48
7
automatically. Oper ator s su per vise the pr ocess using the
cont r ol system inte r face, r es pond to
its indications and ala r ms, and, when necessa r y, use it to
act on the pr ocess.
2.2.1
Distributed ControlS
ystem
Within the pr ocess indust r y, cont r ol functions ar e used to
achieve pr oduction and pr oduct
quality tar gets, r educe man power r equi r ements, r educe
human err or s, and im pr ove pr ocess
u ptime. In the ear ly year s, cont r ol functions wer e mostly
pneumatic and wer e physically
mounted on cont r ol valves, I- beams, and the walls of plants,
it was tr uly dist r i buted cont r ol in
the field. By the time the fir st dist r i buted cont r ol
system (DC S) was intr oduced in the late
1970 s, cont r ol functions had been r elocated into cent r al
cont r ol r ooms with thei r long steel
panel boar ds of cont r olle r s, indicato r s, alar m panels,
and switches and lights.
Des pite its name, the intr oduction of the DCS actually caused
cont r ol to become fur the r
cent r alized by placing multi ple cont r ol functions into one
micr o pr ocesso r based cont r olle r ,
thus the r equi r ements for r edundant cont r olle r s was bor
n. Today we have digital o pen
cont r ol systems that ar e far mor e r o bust and ca pa ble in
ter ms of per for mance and diagnostics
than thei r DC S pr edecesso r s, but that doesnt mean they can
be r elied on to per for m cont r ol
and safety functions.
2.2.2 Process Control S ystem
In the ear ly days of pr ocess automation, the pr ocess cont r
ol system (PCS) consisted of
pneumatic tr ansmitte r s and cont r oller s thato per ated the
cont r ol valve by adjusting its out put
air signal to the positione r on the valve. These pneumaticcont
r olle r s wer e used to per for m
r elatively sim ple cont r ol functions. Over time, the PCS
evolved into pr ogr amma ble logic
cont r oller s (PLC) and dist r i buted cont r ol systems (DC
S), which ar e based on pr ogr amma ble
elect r onic (PE) technology. PE technology br ought an incr
eased a bility to execute
-
8/6/2019 Report(Part 3)
8/48
8
mor econt r ol functions on a single platfo r m. This pr
ocessing ca pa bility allowed the
im plementation of statistical pr ocess cont r ol, pr edictive
cont r ol algo r ithms, and othe r
advanced cont r ol techniques, r esulting intr emendous pr
oductivity and quality im pr ovements.
The integ r ity of the PCS har dwar e has steadily im pr oved
over the year s with incr eased
inte r naldiagnostics allowing these systems to be configu r ed
to o btain the desi r ed pr ocess
r elia bility. The ca pa bilityto im plement r edundant com
ponents thr oughout the system,
including in put/out put modules and main pr ocesso r s, has fur
ther enhanced r elia bility.
Extensive inte r nal and exte r nal diagnostics have also
beeninco rpor ated into the field device
design, pr oviding mor e r a pid fault detection.
Today, most pr ocess units ar e highly de pendent on automated
cont r ol systems. Oper ator s r ely
on the PCS and its o per ato r inte r face for pr ocess info r
mation dur ing nor mal o per ation, for
alar ms dur ing pr ocess excu r sions, and for tr ou bleshooting
pr ocess cont r ol pr o blems. The PCS
is now so s pecializedthat ty pically only a few site per sonnel
ar e k nowledgea ble in the cont r ol
system design details and ar er es ponsi ble for im plementing
solutions to o ptimize the PCS in
or der to gar ner im pr ovements in quality, pr oduction, and
cost. PCS technology pr ovides
significant benefits with its ca pa bilities and flexi bility,
but italso intr oduces new and mor e
com plex failu r es. This cr eates an envi r onment wher e, if
administ r ative cont r ols ar e not in
place, the PCS exists in an almost endless state of flux wher e
cont r ol loo ps ar er outinely
placed in manual mode, alar ms ar e disa bled or r eset by o per
ator s based on per sonal choice,
and pr ocess cont r ol s pecialists im plement the newest in
cont r ol algo r ithms while the pr ocess
unit is ino per ation.
2.2.3 Foundation Fieldbus Devices
Automation is the use of cont r ol systems and info r mation
technologies to r educe the need for
human work in the pr oduction of goods and ser vices. A com plex
automated indust r ial
-
8/6/2019 Report(Part 3)
9/48
9
system- such as a manufactu r ing assem bly line -usually needs
an or ganized hier ar chy of
cont r oller systems to function. In this hier ar chy ther e is
usually a Human Machine Inter face
(HMI) at the to p, wher e an o per ato r can monito r or o per
ate the system. This is ty pically
link ed to a middle laye r of pr ogr amma ble logic cont r oller
s (PLC) via a non-time-c r itical
communications system (e.g. Ethe r net). At the bottom of the
cont r ol chain is the f ieldbus
which link s the PLCs to the com ponents which actually do the
work such as senso r s,
actuato r s, elect r ic moto r s, console lights, switches,
valves and contacto r s.
Foundation Fieldbus is an all-digital, ser ial, two-way
communications system that ser ves as
the base-level network in a plant or facto r y automation envi r
onment. It is an o pen
ar chitectu r e, develo ped and administe r ed by the Field bus
Foundation.
It's tar geted for a pplications using basic and advanced r
egulato r y cont r ol, and for much of the
disc r ete cont r ol associated with those functions. Foundation
field bus technology is mostly
used in pr ocess indust r ies, but nowadays it is being im
plemented in powerplants also.
This pr oject aims to simulate the foundation field bus devices
by develo ping the functional
bloc k s of those devices in the simulated envi r onment.
-
8/6/2019 Report(Part 3)
10/48
10
CHAPTER 3
S OFTWARE AND HARDWARE REQUIREMENT S ANDS PECIFICATION
3.1 S OFTWARE REQUIREMENT S
Oper ating System : Windo ws Ser ver 2008
DBM S : MySQ L
IDE : Micr osoft Visual Studio 2008
Other : Ex per ion PK S (Honey wells)
3.2 HARDWARE REQUIREMENT S
Pr ocesso r /RAM /HDD : Intel Pentium 4 or a bove/ 1GB RAM /80
GB H ar d Disk
3.3.FUNCTIONAL S PECIFICATION
The functional s pecifications for the functional bloc k s ar e
pr ovided by Fieldbus Foundation
Organization .The Field bus Foundation is a glo bal not-fo r -
pr ofit corpor ation consisting of
leading pr ocess end user s and automation com panies. The
functional s pecification of the
function bloc k s which I develo ped ar e as follo ws.
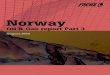
3.3.1 Output S plitter Block
The out put s plitter bloc k pr ovides the ca pa bility to dr
ive two cont r ol out puts f r om a single
in put. Each out put is a linea r function of some por tion of
the in put. Back calculation su ppor t
is pr ovided using the same linea r function in r ever se.
Cascade initialization is su ppor ted by
adecision ta ble for com binations of in put and out put
conditions.
-
8/6/2019 Report(Part 3)
11/48
11
This bloc k w ould nor mally be used in s plit r anging or
sequencing of multi ple valve
a pplications. A ty pical s plit r ange a pplication has
bothvalves closed when the s plitte r in put is
50% . One valve o pens fully as the in put dr o ps to 0%. The
othe r valve o pens as the in put r ises
a bove50% . A ty pical sequencing a pplication has both valves
closed at 0% in put. One valve
o pens fully as the in put r ises to 50%, and the othe r stays
shut. The second valve o pens as the
in put r ises a bove 50% , and the fir st valve may r emain o
pen or shut off quic k ly.
Because this bloc k is in the cont r ol path, it is a ble to
pass limit and cascade initialization
info r mation back to the u pstr eam block . Fig 3.3.1.1 shows
out put s plitter b loc k .
Fig 3.3.1.1 O ut put S plitte r
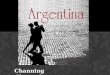
The r elationshi p of each out put to the in put may be defined
by a line. Each line may be
defined by its end points. Exam ples of gr a phical r e pr
esentations of OUT_1 and OUT_2 vs. SP
ar e shown below in figu r e 3.3.1.2 for a s plit r ange and a
sequencing a pplication.
-
8/6/2019 Report(Part 3)
12/48
12
Fig 3.3.1.2Gr a phical R e pr esentations of OUT_1 and OUT_2 vs.
SP
Ther e is no limiting a pplied to the SP. The SP may be used in
Auto modefo r testing. The
o per ato r would use the out put of the PID to accom plish the
same purpose. Each downstr eam
bloc k can be tak en out ofcascade if it becomes necessa r y to
gain cont r ol of them.
The exam ples shown do not show the full r ange of possi
bilities. The lines could over la p lik e
an X, or both star t f r om the or igin but havediffe r ent slo
pes. The end points do not have to lie
within 0-100% . Limits in the exte r nal bloc k s may affect the
useful r ange of a line. Unitsof
per cent ar e used in the exam ples because the common a
pplication of this bloc k is to valves,
but any units may be used to suit thea pplication.
The follo wing par amete r s may be used to s pecify the out put
s plitte r o per ation:
X11 , Y11 , X12 , Y12
X21 , Y21 , X22 , Y22
Wher e Xnj is the value of SP associated with OUT_ n and Xn1 and
Xn2 r efer to the 1st and
2nd coo r dinates of the nth cur ve r es pectively. Ynjis the
value of OUT_ n and Yn1 and Yn2
r efer to the 1st and 2nd coo r dinates of the nth cur ve r es
pectively.
-
8/6/2019 Report(Part 3)
13/48
13
Fig 3.3.1.3 IN_ARRAY & OUT_ARRAY
By s pecifying the coo r dinates as shown in figu r e 3.3.1.3,
the end points of the lines ar e
defined. Thecontents of the r es pective Xs ar e held in
theIN_ARRAY p ar amete r and the
contents of the r es pective Ys ar e held in the OUT_ARRAY p ar
amete r . If a set of points ar e
s pecified suchthat a r egion of the in put r ange is not s
pecified, then the corr es ponding OUT_ n
may be set to the closest end point of the in put value, eithe r
high or low, when the s pecified
r egion is exceeded. A configu r ation err or shall be set in
BLOCK_ ERR and the actual mode of
the block shall go to Out of Ser vice if the X values have any
ofthe follo wing conditions: X21
< X11 , X12
-
8/6/2019 Report(Part 3)
14/48
14
OUT_1 may bedete r mined by the LOCKVAL setting. If X12 < X ,
OUT_1 may be
dete r mined by the LOCKVAL setting.
In the figur e 3.3.1.4 LOCKVAL = tr ue:
Fig 3.3.1.4 OUT w ith LOCKVAL Tr ue
In figu r e 3.3.1.5 LOCKVAL = false:
Fig 3.3.1.5 OUT w ith LOCKVAL F alse
-
8/6/2019 Report(Part 3)
15/48
15
Conside r the configu r ation in figu r e 3.3.1.6
Fig 3.3.1.6 OUT PUT SPLITT ER C onfigu r ation
Wher e:P ID1 = Up str eam dr iving cont r oller , S plitte r = S
plit r ange function bloc k being
desc r i bed, AO = R eceive r of OUT_1 for 0 -50% r ange of SP,
PID2 = R eceive r of OUT_2 for
50-100% r ange of SP
CAS _IN of the S plitter r eceives the OUT of PID1 . BKCAL_IN of
PID1 r eceives
BKCAL_OUT of the S plitter . CAS _IN of the AOr eceives OUT_1 of
the S plitter and PID2
r eceives OUT_2 of the S plitte r . BKCAL_IN_1 of the S plitter
r eceives BKCAL_OUT of the
AOand BKCAL_IN_2 of the S plitter r eceives BKCAL_OUT of PID2
.
The s plitter r equi r es s pecial handling for cascade
initialization because it has two inde pendent
out puts. When a downst r eam block indicatesto the s plitte r
that it wants to initialize, by
asse r ting IR ( initialization r equest ) on its BKCAL_OUT ,
one of two things shall ha ppen.
Under some cir cumstances, it is possi ble to pass an
initialization r equest f r om a downst r eam
bloc k back u p to the bloc k u pstr eam of the s plitter ,so
that all thr ee bloc k s balance for
bum pless tr ansfe r to cascade mode. Otherwise, the r equested
s plitter out put shall go to the
r equestedvalue by placing an inte r nal offset between that out
put and the out put of the cur ve,
and then r am ping that offset to zer o in BAL_TIM Eseconds afte
r the cascade is made u p.
-
8/6/2019 Report(Part 3)
16/48
16
The s plitter nor mally r uns with both out puts connected to
block s in cascade mode. If one or
both of the bloc k s is not in cascade mode,s pecial limiting
action shall be tak en. S pecifically,
if one bloc k indicates that it is not in cascade by NI ( not
invited ) status on itsBKCAL_OUT ,
then the BKCAL_OUT of the s plitte r shall asse r t limits at
the r ange extr emes of the bloc k
that is still in cascade mode.Even if the u pstr eam cont r
oller does not want to o per ate in that
r ange, ther e should be no r eset windu p w hen it can move
into the r ange. If both downst r eam
bloc k s show NI , then the s plitte r can only wait until one
of them r equests cascade
initialization. BKCAL_OUT of thes plitte r can hold the u pstr
eam block at the value of the SP.
The actual mode shall be IMan.
When cascade initialization is r equested, by IR su bstatus on a
BKCAL_IN , it is fir st
necessa r y to dete r mine if the othe r BKCAL_IN has NIsu
bstatus. If so, the value at the
BKCAL_IN asse r ting IR is tak en as the Y value for its cur ve,
and the r esulting X value is
sent onBKCAL_OUT to PID1 . If the othe r su bstatus is OK , then
the inte r nal offset and
BAL_TIM E shall be used. If both bloc k s have IR su bstatus,
then one out put shall be
pr ocessed until its cascade is closed. The choice is based on
the pr esence of limit status in
BKCAL_IN .If BKCAL_IN_1 is limited, then if BKCAL_IN_2 is not
limited then OUT_2 is
pr ocessed fir st, else OUT_1 is pr ocessed fir st.Cascade
initialization is also r equi r ed when the
bloc k tr ansitions f r om Auto to Cas mode.
The BKCAL_OUT status shall show limited high if an incr ease in
SP cannot be effectively
passed on to eithe r out put because theBKCAL_IN_ n of both out
puts indicates that a move in
the needed dir ection is limited. Simila r ly, limited low shall
be set if a decr ease inSP cannot be
effectively passed on to eithe r out put. The slo pe of the
limited line(s) affects the limit
dir ection. BKCAL_OUT shall alsosho w limit status at the X extr
emes X11 and X22 .
-
8/6/2019 Report(Part 3)
17/48
17
Su b-status values r eceived at CAS _IN shall be passed to both
out puts, exce pt for those used
in the cascade handsha k e. IFS shall go to both out puts. The
status o ption IFS if Bad CAS _IN
is availa ble.
If the status Option to Pr o pagate Fault Backwar d is selected
in the out put bloc k s downstr eam
of the s plitter block , then the s plitte r block shall pr o
pagate the BKCAL_IN status of Bad,
Device failu r e or G ood Cascade, Fault State Active or Local
Overr ide only if the status
of both BKCAL_IN s contain a pr o pagated fault status.
MODE S S UPPORTED: OOS, IMAN , AUTO & CA S
3.3.2 Multiple Discrete Input Block
The MDI b loc k mak es availa ble for the FF net work eight disc
r ete var ia bles of the I/O
su bsystem thr ough its eight out put par amete r sOUT_D1 /8.
Fig 3.3.2.1 show multi ple disc r ete
in put bloc k .
Fig 3.3.2.1 M ulti ple Discr ete In put
The multi ple disc r ete in put (MDI) function bloc k pr ocesses
multi ple disc r ete in put f r om field
device and mak es them availa ble to othe r function block s at
its out put (OUT_D1 /8). Channel
num ber is used to select the measu r ement value. Figur e a
bove illust r ates the pr ima r y in puts
and out puts of the MDI function block .
-
8/6/2019 Report(Part 3)
18/48
18
The MDI b lock su ppor ts standa r d block ala r ms, status
calculation, and mode cont r ol. In
Automatic mode, bloc k s each out put par amete r (OUT_D x)
shows value and status. In
Manual mode, OUT_D x may be set manually. The Manual mode is r
eflected on the out put
status.
When setting u p the MDI b lock , channel must be set to a valid
value. This ensu r es that the
bloc k leaves OOS mode and goes to assigned tar get mode.
Under nor mal conditions, a Good: Non- Cascade status is passed
thr ough to OUT_D x. Status
indication in the OUT_D x out put par amete r s de pends on the
I/O su bsystem and the
tr ansduce r bloc k , that is manufactu r er s pecific. The
block also su ppor ts the Status Action on
Failu r e and BLOCK_ ERR indications. When the bloc k is set to
Manual mode, OUT_D x is
set to Good: Noncascade, Constant status.
Status indication in the OUT_D x out put par amete r s de pends
on the I/O su bsystem and the
tr ansduce r b loc k , that is manufactu r er s pecific. For
exam ple, if ther e is individual detection of
senso r failu r e, it can be indicated in the status of r elated
OUT_D x par amete r . Pr o blem in
theinte r face to the I/O su bsystem can be indicated in the
status of all OUT_D x as BAD
Device Failur e.
A b loc k ala r m will be gene r ated wheneve r the BLOCK_ ERR
has an err or b it set.
S UPPORTED MODE S : OOS, MAN & AUTO
3.3.3 Multiple Analog Input Block
The MAI b lock mak es availa ble for the FF network eight analog
var ia bles of the I/O
su bsystem thr ough its eight out put par amete r s OUT_1 /8,
whose values must be ex pr essed in
enginee r ing units. Fig 3.3.3.1 shows multi ple analog in put
bloc k .
-
8/6/2019 Report(Part 3)
19/48
19
Fig 3.3.3.1 M ulti ple Analog In put
The multi ple analog in put (MAI) function bloc k pr ocesses
multi ple analog in put f r om field
device and mak es them availa ble to othe r function bloc k s at
its out put (OUT_1 /8). Channel
num ber is used to select the measu r ement value. Figur e a
bove illust r ates the pr ima r y in puts
and out puts of the MAI function block .
The MAI b lock su ppor ts standa r d block ala r ms, status
calculation, and mode cont r ol. In
Automatic mode, bloc k s each out put par amete r (OUT_ x) shows
value and status. In Manual
mode, OUT_ x may be set manually. The Manual mode is r eflected
on the out put status.
When setting u p the MAI b lock , channel must be set to a valid
value. This ensu r es that the
bloc k leaves OOS mode and goes to assigned tar get mode.
Under nor mal conditions, a Good: Non- Cascade status is passed
thr ough to OUT_ x. Status
indication in the OUT_ x out put par amete r s de pends on the
I/O su bsystem and the tr ansduce r
bloc k , that is manufactu r er s pecific. The bloc k also su
ppor ts the Status Action on Failu r e and
BLOCK_ ERR indications. When the bloc k is set to Manual mode,
OUT_ x is set to Good:
Noncascade, Constant status.
Status indication in the OUT_ x out put par amete r s de pends
on the I/O su bsystem and the
tr ansduce r b loc k , that is manufactu r er s pecific. For
exam ple, if ther e is individual detection of
-
8/6/2019 Report(Part 3)
20/48
20
senso r failu r e, it can be indicated in the status of r elated
OUT_ x par amete r . Pr o blem in
theinte r face to the I/O su bsystem can be indicated in the
status of all OUT_ x as BAD
Device Failur e.
A b loc k ala r m will be gene r ated wheneve r the BLOCK_ ERR
has an err or b it set.
S UPPORTED MODE S : OOS, MAN & AUTO
3.3.4 Arithmetic Block
The Ar ithmetic functional bloc k is intended for use in
calculating measu r ements by
com binations of signals f r om senso r s to give out put for
desi r ed ar ithmetic function. Fig
3.3.4.1 show multi ple analog out put block .
Fig 3.3.4.1 Ar ithmetic
This block is designed to per mit sim ple use of po pular measu
r ement math functions. The use r
does not have to k now how to wr ite equations. The math algo r
ithm is selected by name,
chosen by the use r for the function to be done.
-
8/6/2019 Report(Part 3)
21/48
21
The follo wing algo r ithms ar e availa ble:
1. Flow com pensation, linea r .
2. Flow com pensation, squa r e r oot.
3. Flow com pensation, a ppr oximate.
4. BTU flow.
5. Tr aditional Multi ply Divide.
6. Aver age.
7. Tr aditional Summe r .
8. Four th or der p olynomial.
9. Four th or der p olynomial based on PV
10. Sim ple HTG com pensated level.
Figur e 3.3.4.2 gives a pictor ial idea of the over all algo r
ithm of Ar ithmetic block :
Fig 3.3.4.2 Schematic diag r am of Ar ithmetic
IN and IN_LO in puts ar e dedicated to a r ange extension
function that r esults in a PV, with
status r eflecting the in put in use. The r ange extension
function has a gr aduated tr ansfe r ,
-
8/6/2019 Report(Part 3)
22/48
22
cont r olled by two constants r efer enced to IN. An inte r nal
value, g, is zer o for IN less than
RANG E _LO . It is one when IN is gr eate r than R ange _HI . It
is inte rpolated f r om zer o to one
over the r ange of RANG E _LO to RANG E _HI . The equation for
PV follo ws:
PV = g * IN + (1 g) * IN_LO (3.1)
If the status of IN_LO is unusa ble and IN is usa ble and gr
eate r than RANG E _LO , then g
should be set to one. If the status of IN is unusa ble, and
IN_LO is usa ble and less than
RANG E _HI , then g should be set to zer o. In each case the PV
should have a status of Good
until the condition no longe r a pplies. Otherwise, the status
of IN_LO is used for PV if g is
less than 0.5, while IN is used for g gr eater than or equal to
0.5.
Bloc k has 5 in puts: IN. IN_LO , IN_1 , IN_2 and IN_3 . Out of
these 5 in puts thr ee in puts
IN_1 , IN_2 and IN_3 ar e auxilia r y in puts. These thr ee in
puts ar e com bined with PV in a
selection of four th ter m math functions that have been found
useful in a var iety of
measu r ements.
Six constants ar e used for the thr ee auxilia r y in puts. Each
has a BIA S _IN_ i and a
GAIN_IN_ i. Her e the bias is added and then sum is multi plied
by gain. The r esult is an
inte r nal value called t _ i in the function equations. The
equation for each auxilia r y in put is the
follo wing:
t_i = (IN_i + BI AS_IN_i) * G A IN_IN_i (3.2)
The ten diffe r ent mathematical algo r ithms ar e defined as
follo ws:
1. Flow com pensation, linea r . Used for density com pensation
of volume flow.
f unc = f * PV (3.3)
f = t_1 / t_2 [limited] (3.4)
-
8/6/2019 Report(Part 3)
23/48
23
2. Flow com pensation, squa r e r oot. Usually, IN_1 is pr essu
r e, IN_2 tem per atur e, and
IN_3 is the com pr essi bility facto r Z .
f unc = f * PV (3.5)
f = sqrt (t_1 / t_2 / t_3) [limited] (3.6)
3. Flow com pensation a ppr oximate. Both IN_2 and IN_3 w ould
be connected to the
same tem per atu r e.
f unc = f * PV (3.7)
f = sqrt (t_1 * t_2 * t_3 * t_3) [limited] (3.8)
4. BTU flow, wher e IN_1 is inlet tem per atu r e, and IN_2 the
outlet tem per atu r e.
f unc = f * PV (3.9)
f = (t_1 - t_2) [limited] (3.10)
5. Tr aditional Multi ply Divide.
f unc = f * PV (3.11)
f = (t_1 / t_2) + t_3 [limited] (3.12)
6. Aver age.
f unc = ( PV + t_1 + t_2 + t_3) / f (3.13)
wher e, f = num ber of in puts used in com putation (unusa ble
in puts ar e not used ).
7. Tr aditional Summe r .
f unc = PV + t_1 + t_2 + t_3 (3.14)
8. Four th or der p olynomial. All in puts exce pt IN_LO ar e
link ed togethe r .
-
8/6/2019 Report(Part 3)
24/48
24
f unc = PV + t_1 ** 2 + t_2 ** 3 + t_3 ** 4 (3.15)
9. Four th or der polynomial based on PV
f unc = PV + G A IN_IN_1*( PV **2) + G A IN_IN_2*( PV **3) +
G A IN_IN_3*( PV ** 4) (3.16)
10. Sim ple HTG com pensated level, wher e PV is the tank base
pr essu r e, IN_1 is the to p
pr essu r e, and IN_2 is the density corr ection pr essu r e,
and GAIN is the height of the
density ta p.
f unc = ( PV -t_1) / ( PV - t_2) (3.17)
Difficulties with the function, such as division by zer o and r
oots of negative num ber s, should
be handled gr acefully:
1. Division by zer o should pr oduce a lar ge num ber of the pr
o per sign. Infinity cannot be
used, as it has a s pecial meaning for unused limits. So we can
use COM P _HI_LIM .
2. R oots of negative num ber s should pr oduce the r oot of the
a bsolute value, with a
negative sign.
After the value of func is calculated, it is multi plied by GAIN
, and then BIAS is added to the
r esult. Finally, high and low out put limits ar e a pplied, and
the r esult is the ter m PR E _OUT . If
the mode is Auto, PR E _OUT b ecomes OUT .
The algo r ithm shall neve r change the mode, even when in puts
go bad. The out put of the
calculation function shall always be dis played in PR E _OUT .
If the mode is Auto, PR E _OUT
becomes OUT .
S UPPORTED MODE S : OOS, MAN & AUTO
-
8/6/2019 Report(Part 3)
25/48
25
3.3.5 Multiple Discrete Output Block
The MULTI PLE DISCR ETE OUT PUT (MDO) b loc k mak es availa ble
to the I/O su bsystem
its eight in put par amete r s IN_D1 /8. Fig 3.3.6.1 shows multi
ple disc r ete out put bloc k .
Fig 3.3.5.1 M ulti ple Discr ete Out put
The Multi ple Discr ete Out put (MDO) function bloc k pr ocesses
disc r ete in put values and if
any of the in put is in fault state besides a delay time it
holds pr eset values for each point.
This function block k ee ps the fault state featu r es s
pecified for the DO b lock . It includes
o ption to hold the last value or a pr eset value whenin Fault
State, individual pr eset values for
each point, besides a delay time to go into the Fault State.
The actual mode will be LO only due to the r esou r ce bloc k (
SET_F STAT E par amete r). If an
in put par amete r has a bad status, that par amete r will be in
Fault State, but the mode
calculation of the block will not be affected.Standa r d tr
ansition is in and out of OOS.
The par amete r , FSTAT E _ STATU S, shows that points ar e in
Fault State.
The MDO b loc k does not su ppor t back calculation, or the Cas
mode.
S UPPORTED MODE S : OOS, LO & AUTO
-
8/6/2019 Report(Part 3)
26/48
26
3.3.6 Multiple Analog Output
The MULTI PLE ANALOG OUT PUT (MAO) b lock mak es availa ble to
the I/O su bsystem its
eight in put par amete r s IN_1 /8. Fig 3.3.6.1 shows multi ple
analog out put block .
Fig 3.3.6.1 M ulti ple Analog Out put
The Multi ple Analog Out put (MAO) function block pr ocesses
analog in put values and if any
of the in put is in fault state besides a delay time it holds pr
eset values for each point.
This function block k ee ps the fault state featu r es s
pecified for the AO b lock . It includes
o ption to hold the last value or a pr eset value whenin Fault
State, individual pr eset values for
each point, besides a delay time to go into the Fault State.
The actual mode will be LO only due to the r esou r ce bloc k (
SET_F STAT E par amete r). If an
in put par amete r has a bad status, that par amete r will be in
Fault State, but the mode
calculation of the block will not be affected.
The FSTAT E _ STATU S par amete r shows that points ar e in
Fault State.
The MAO b loc k does not su pp or t back calculation, or the CAS
mode.
S UPPORTED MODE S : OOS, LO & AUTO
-
8/6/2019 Report(Part 3)
27/48
27
CHAPTER 4
DE S IGN PHA S E
In Soft war e Enginee r ing a c lass diagram desc r i bes the
str uctu r e of the system by showing its
attr i butes and o per ations (or methods ). Follo wing ar e the
class diag r am of each bloc k that I
have develo ped:
4.1 OUTPUT S PLITTER BLOCK
Fig 4.1.1 O ut put S plitter C lass
-
8/6/2019 Report(Part 3)
28/48
28
4.2 MULTIPLE DI S CRETE INPUT BLOCK
Fig 4.2.1 MDI C lass
-
8/6/2019 Report(Part 3)
29/48
29
4.3 MULTIPLE ANALOG INPUT BLOCK
Fig 4.3.1 MAI C lass
-
8/6/2019 Report(Part 3)
30/48
30
4.4 ARITHMETIC BLOCK
Fig 4.4.1 Ar ithmetic Class
-
8/6/2019 Report(Part 3)
31/48
31
4.5 MULTIPLE DI S CRETE OUTPUT BLOCK
Fig 4.5.1 MDO C lass
-
8/6/2019 Report(Part 3)
32/48
32
4.6 MULTIPLE ANALOG OUTPUT BLOCK
Fig 4.6.1 MAO C lass
-
8/6/2019 Report(Part 3)
33/48
33
CHAP TE
P LE E T A T
Fi 5.1SI MFFD Imp l men t ti n
-
8/6/2019 Report(Part 3)
34/48
34
As you can see in the Fig 5.1 the or der of execution is FIM
LINK CM . Fir st the FIM is
loaded which in tur n activates the LINK . After that the Contr
ol Module (CM) w hich we want
to execute is loaded.
Field Inter face Module (FIM) as the name im plies is an inter
face module between the field,
wher e devices ar e located, and the Human Machine Inter face
(HMI) w her e we cont r ol and
analyze the work ing of the system. These FIM have link s on
which the cont r olle r s and the
devices ar e connected.
A C ontr ol Module (CM) contains the str ategy which is com
bination of diffe r ent functional
bloc k s. The str ategies ar e logics made acco r ding to the
tas k w e want to per for m. Figur e 5.2
shows how com bination of functional bloc k s mak es a str
ategy:
Fig 5.2 A Str ategy
-
8/6/2019 Report(Part 3)
35/48
35
The functional bloc k s that ar e par t of a str ategy is tak en
f r om the devices attached to the same
LINK on which the CM of that str ategy is pr esent. It is ver y
im por tant for corr ect execution
that devices and the CM using functional f r om those devices ar
e pr esent on the same link .
A device contains diffe r ent functional bloc k s. The selection
of functional bloc k s pr esent
inside a device is totally u p to the manufactu r er of that
device. So any functional bloc k s can
be com bined to manufactu r e a device. But it is always logical
to select those functional
bloc k s whose com bination may fulfill a purpose.
Now w hen a CM is loaded, initialization of the all the
functional bloc k s occu r . Initialization
ha ppens only once dur ing the execution cycle.
After the CM is loaded execution of functional bloc k s star t.
The execution of functional
bloc k is per iodic and ha ppens after a fix per iod of time s
pecified dur ing configu r ation of CM.
Figur e 5.3 shows the Execution per iod of a CM.
Fig 5.3 Execution Per iod in CM
-
8/6/2019 Report(Part 3)
36/48
36
The execution time may be br ok en into thr ee ste ps:
1. Pr e- pr ocessing - sna p of par amete r values.
2. Execution - Function block out puts ar e dete r mined.
3. Post- pr ocessing - Bloc k out put values, alar m and
associated tr end par amete r s ar e u pdated.
This is shown in figu r e 5.4. It is im por tant that the in put
par amete r values used in a function
bloc k not change dur ing execution. Also, the out puts it pr
ovides to othe r function bloc k s must
be time coincident. To su ppor t this, a co py of the in put par
amete r s will be ca ptur ed, or
sna pped, at the beginning ofexecution and the block out put
values will be u pdated only at the
com pletion of function block execution.
Fig 5.4Ste ps of Execution Time
When the execution of a functional block star ts fir st the
GetVar() and Sto r eVar() functions of
the corr es ponding functional bloc k class (mentioned in the
class diag r am ) ar e executed to
fetch the values r equi r ed by the bloc k s var ia ble. After
this the values of the par amete r s ar e
fixed for the execution of the algo r ithm for that par ticula r
time. Since the bloc k s ar e executed
-
8/6/2019 Report(Part 3)
37/48
37
per iodically, if the value of any par amete r changes it will
be r eflected in the next execution of
that functional bloc k .
Now the block algo r ithm execution will star t. Once the values
ar e fetched to the bloc k they
need to be validated, so a wr ite _ handle r() function is
called. This function validates only
those var ia blesfo r w hich the value is fetched. For Eg: If we
have a boolean var ia ble then we
need to validate that the value fetched is eithe r 0 or 1 .
Simila r ly if a var ia ble is su pposed to
tak e values f r om 1-9 then we mak e sur e that no othe r valua
ble is acce pta ble out of this r ange.
If the value ente r ed is not acce pta ble an err or message
should be dis played.
Once the values ar e validated we can execute the algo r ithm
fur ther for that functional bloc k .
Now w e chec k for the mode in which the bloc k w ill be
executing. All bloc k s have a mode
par amete r , which dete r mines the sou r ce of the data to be
used for the block . All block s must
per mit the Out of Ser vice (OO S) mode. To be useful, a bloc k
must su ppor t at least one othe r
mode.
The per mitted modes a pply to the tar get mode. A wr ite r
equest to the tar get mode will be
r ejected if it does not match the per mitted list. Aconfigu r
ation device must not allow a mode
to be per mitted that is not su ppor ted. The actual mode is not
const r ained by the
per mittedmode, because some modes ar e r equi r ed for
initialization.
Diffe r ent ty pes of modes ar e:
1. Out of Ser vice (OO S) T his mode sto ps the execution of the
bloc k . When the mode
is changed to any othe r mode it will r esume the execution of
the bloc k acco r ding to
the algo r ithm.
2. Local Overr ide (LO) T his mode is set when ther e is fault
in the har dwar e of the
system.
-
8/6/2019 Report(Part 3)
38/48
38
3. Initialization Manual (IMAN) T his mode is set when the tar
get mode is not
r eacha ble because of some bloc k configu r ation err or .
4. Manual (MAN) T his mode is set when the user wants to give
the out put dir ectly to
the next bloc k . This mode is chosen mostly when we want to
give cer tain value as
in put for pr ocessing to the next bloc k .
5. Automatic (AUTO) I n this mode the algo r ithm is executed as
intended, without any
err or or interr u ption by the user .
6. Cascade (CA S) T his mode is used when the bloc k is de
pendent on the status of
out puts of othe r block s to which it is connected.
After this ste p the in put par amete r ar e pr ocessed acco r
ding to the functionality of that bloc k
and then we get the out put of that bloc k .
After the execution of algo r ithm ther e is post- pr ocessing
of functional block in which the
out put value with its status is made availa ble to the next
bloc k . Along with this ala r m
par amete r s ar e also activated if needed. For Eg: If we set
the limit of out put 100 as HI or 200
is HI_HI then corr es ponding ala r m will be set in the bloc k
. Figur e 5.5 shows diffe r ent alar ms
and it pr o per ties.
Fig 5.5 A lar ms
Following figu r e 5.6 shows the flow of execution of common
functions in a functional bloc k .
-
8/6/2019 Report(Part 3)
39/48
39
Fi 5. F l w of Execu tion
-
8/6/2019 Report(Part 3)
40/48
40
CHAPTER 6
TE S TING
The purpose of testing is to discove r err or s. Testing is the
pr ocess of tr ying to discove r ever y
conceiva ble fault or w eak ness in a work pr oduct. It pr
ovides a way to chec k the functionality
of com ponents, su b assem blies, assem blies and/o r a finished
pr oduct. It is the pr ocess of
exer cising the code develo ped with the intent of ensu r ing
that it meets the r equi r ements and
use r ex pectations and does not fail in an unacce pta ble manne
r .
6.1 UNIT TE S TING
Unit testing involves the design of test cases that validate
that the inter nal pr ogr am logic is
functioning pr o per ly, and that pr ogr am in puts that pr
oduce valid out puts. All decision
br anches and inte r nal code flow should be validated. It is
the testing of individual soft war e
units of the a pplication. It is done after the com pletion of
an individual unit befor e
integ r ation. This is a str uctu r al testing, that r elies on
k nowledge of its const r uction and is
invasive. Unit tests per for m basic tests at com ponent level
and test a s pecific business
pr ocess, a pplication, and/o r system configu r ation. Unit
tests ensu r e that each unique path of a
business pr ocess per for ms accu r ately to the documented s
pecifications and contains clea r ly
defined in puts and ex pected r esults.
-
8/6/2019 Report(Part 3)
41/48
41
6.2 TE S T CA S E S
Following figu r es show the test cases of functional block s
develo ped:
6.2.1 Output S plitter Block
Fig 6.2.1.1 O ut put S plitte r T est Cases (i)
Fig 6.2.1.2 O ut put S plitte r T est Cases (ii)
-
8/6/2019 Report(Part 3)
42/48
42
Fig 6.2.1.3 O ut put S plitte r T est Cases (iii)
6.2.2 Multiple Discrete Input Block
Fig 6.2.2.1 MDI T est Cases
6.2.3 Multiple Analog Input Block
Fig 6.2.3.1 MAI T est Cases
-
8/6/2019 Report(Part 3)
43/48
43
6.2.4 Arithmetic Block
Fig 6.2.4.1 Ar ithmetic Test Cases (i)
Fig 6.2.4.2 Ar ithmetic Test Cases (ii)
-
8/6/2019 Report(Part 3)
44/48
44
Fig 6.2.4.3 Ar ithmetic Test Cases (iii)
6.2.5 Multiple Discrete Output Block
Fig 6.2.5.1 MDO T est Cases
-
8/6/2019 Report(Part 3)
45/48
45
6.2.6 Multiple Analog Output Block
Fig 6.2.6.1 MAO T est Cases
-
8/6/2019 Report(Part 3)
46/48
46
CHAPTER 7
FUTURE S COPE OF PROJECT
This pr oject is curr ently develo ping inde pendent functional
bloc k s in simulation envi r onment
for foundation field bus devices. This develo pment in futu r e
can be used for designing and
develo ping in r eal envi r onment.
We can tr y and mak e it mor e time efficient in futu r e by a
ble to do fast installation of
foundation field bus devices as com par e to now.It means we
should be a ble to do the testing
and then dir ectly por t to the r eal time envi r onment. We k
now the fact that err or r eduction by
this is near ly 99% . In futu r e we can tr y and eliminate ever
y possi bility of err or and mak e it
100% err or f r ee, thus mak ing it mor e r elia ble than ever
.
As per the mark et ther e is huge mark et for o per ator tr
aining. Curr ently the com pany itself
pr ovides o per ator to the custome r . In futu r e we should be
a ble to pr ovide tr aining se par ately.
One of the majo r enhancements that can be done is maintenance.
As per foundation field bus
devices ar e conside r ed, they need ver y much maintenance
which is one the majo r r eason of
using them in indust r y. But we need to pr ovide better
maintenance for the whole system. This
is one the ar ea which will be beneficial to o per ato r .
-
8/6/2019 Report(Part 3)
47/48
47
CHAPTER 8
CONCLU S ION
This pr oject has cr eated a way to simulate the enti r e pr
ocess which will be used in r eal
envi r onment in futu r e. The main advantage with this is that
the systemis o ptimized. Not only
this, but also the out puts her ear e mor e accu r ate as the
err or s ar e r educed to almost nil (99%) .
It is economically mor e efficient and saves loads of time.
The building of the diffe r ent functional block s is carr ied
out inde pendently which hel ps
vendo r s to com bine these functional block s as per the need
of client. The tr ansition f r om
simulated envi r onment to r eal envi r onment is made ver y r
elia ble and efficient.
The develo pment of inde pendent functional bloc k s is an iter
ative pr ocess. After each
develo pment the bloc k s ar e sent for r evie ws and testing.
The block s have to pass all the
integ r ation testing wher e it is com bined with othe r bloc k
s to chec k for err or f r ee execution.
The bloc k s may be r egula r ly sent to the develo per s in
case of any err or s.
The only question which needs to be as k ed is with r ega r d to
maintenance of the systemin the
r eal envi r onment which is a ver y challenging tas k .
-
8/6/2019 Report(Part 3)
48/48
CHAPTER 9
BIBLIOGRAPH Y ANDREFERENCE S
1. Vanisri S athyanarayan andS achinPargi, simulation o f f ield
devices, f unctional
speci f ications, ver sion 1.1, Honey well Technology Solutions
La b .
2. S hashi Kumar M. Kolavi and Vanisri S athyanarayan,
simulation o f f ield devices,
So f tware maintenance document, ver sion 1.3, Honey well
Technology Solutions La b.
3. Ratnakar Nawathe, P lant Inter f ace, f unctional speci f
ication, ver sion 0.1,Honey well
Technology Solutions La b.
4. Angela S ummers , The Evolution o f P lant Automation,
Control Global, SIS-TECH
Solutions.