Embed Size (px)
Citation preview
1
Coping with Changing RequirementsFor Material Recovery Facilities
Resource ManagementCompanies
Inbound material quality is deteriorating, residue rates are rising and increasing
i i f f i i ll quantities of non-conforming, potentially dangerous and damaging items are entering the stream
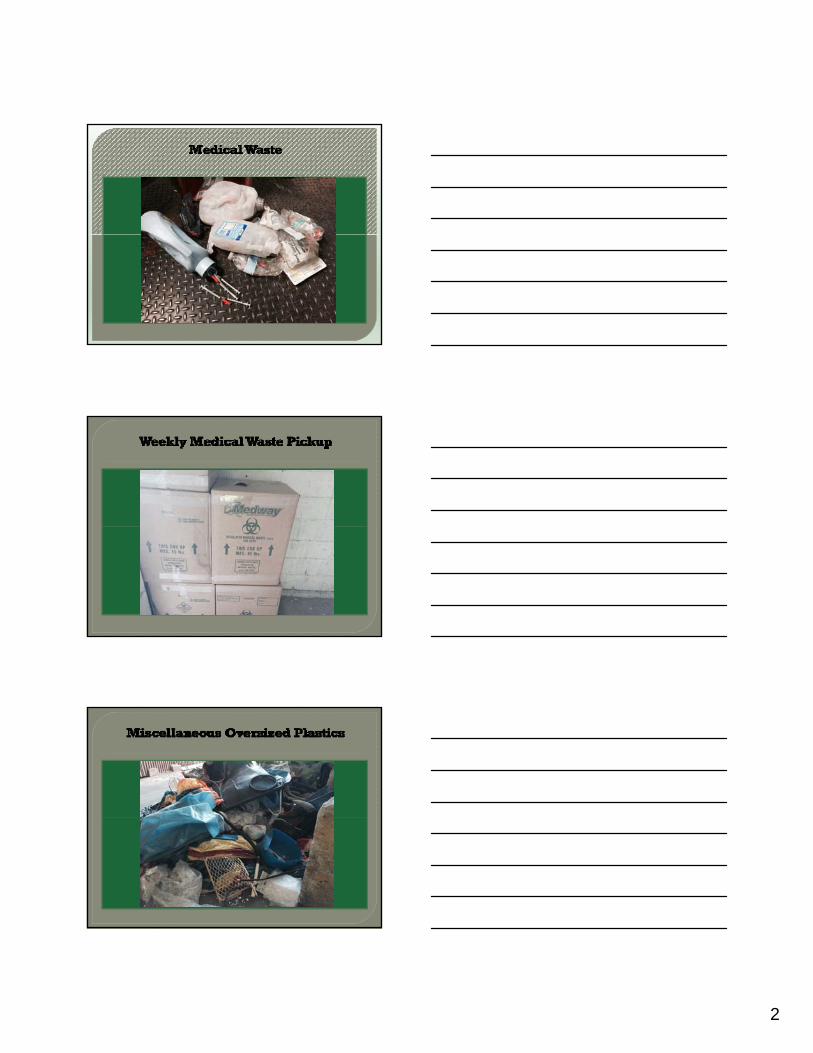
Residue is primarily comprised of non-conforming items such as:
miscellaneous plastic objects• clothing shoes fabric toysclothing, shoes, fabric, toys• plastic film (massive amounts of bags)• Christmas lights• medical waste• etc., etc., etc.
2
3
4
• Volume based garbage collection coupled with “free” recyclable collection
• Public use of recycling containers (alleys)Public use of recycling containers (alleys)• Scavenging
• Inadequate or lapsed public education
• Lax scrutiny/enforcement by collection crews• Automated and semi-automated collection systems
5
•Get it all out at the front end (pre-sort) (my personal favorite)
Get some out at the front and the rest out at the back end (QC area)
Leave it in and hope for the best when you ship it (somewhat risky)
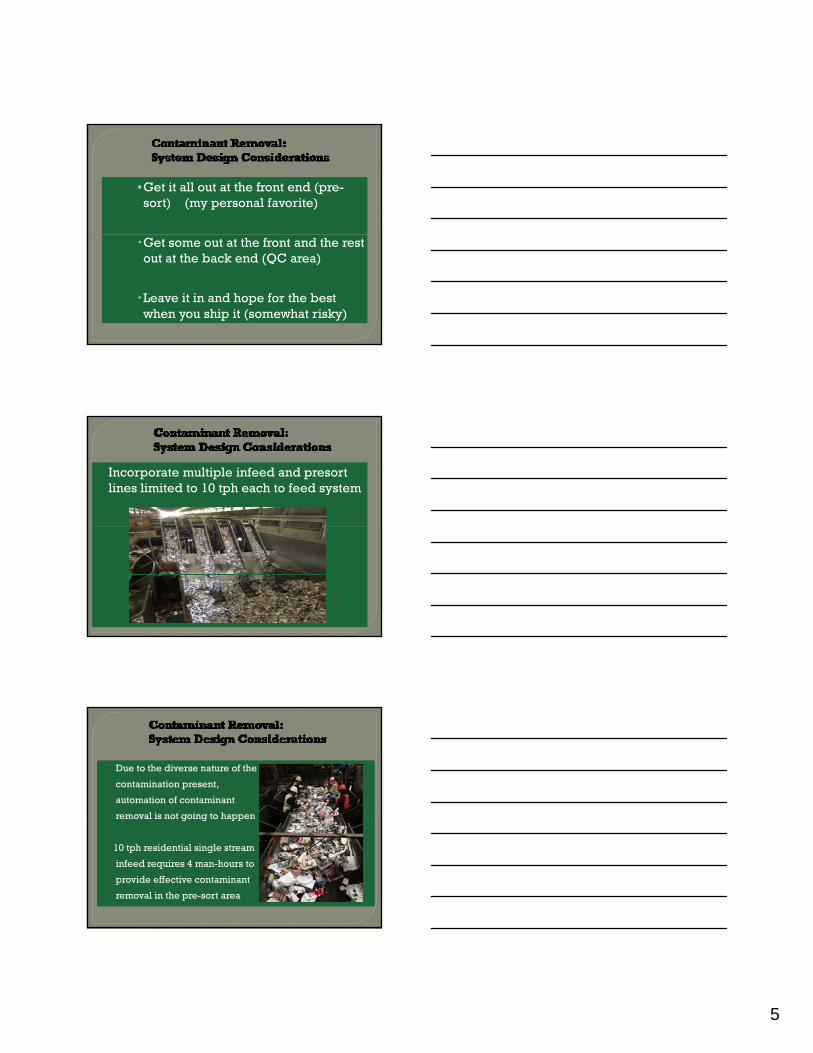
Incorporate multiple infeed and presort lines limited to 10 tph each to feed system
Due to the diverse nature of the
contamination present,
automation of contaminant
removal is not going to happenremoval is not going to happen
10 tph residential single stream
infeed requires 4 man-hours to
provide effective contaminant
removal in the pre-sort area
6
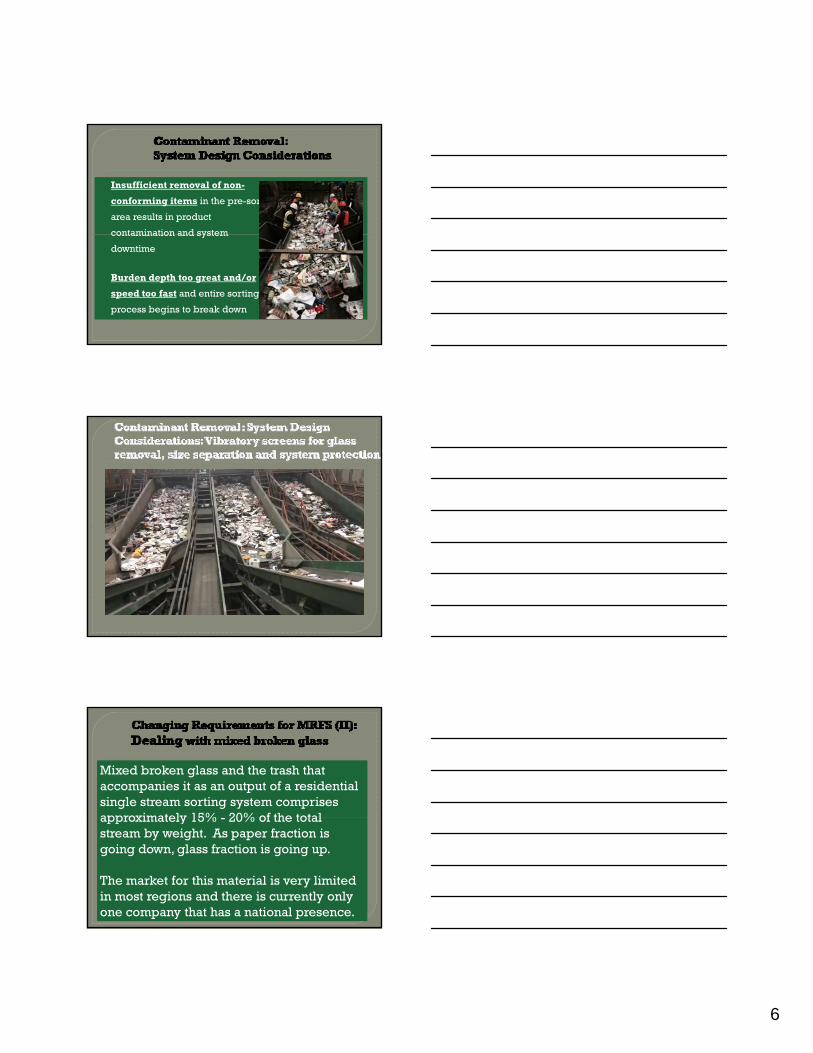
Insufficient removal of non-
conforming items in the pre-sort
area results in product
contamination and system contamination and system
downtime
Burden depth too great and/or
speed too fast and entire sorting
process begins to break down
Mixed broken glass and the trash that accompanies it as an output of a residential single stream sorting system comprises approximately 15% 20% of the total approximately 15% - 20% of the total stream by weight. As paper fraction is going down, glass fraction is going up.
The market for this material is very limited in most regions and there is currently only one company that has a national presence.
7
Low or negative value as raw material (3mix)
• Insufficient market capacity to absorb MRF output in some regions
• Difficult to successfully process into producty p p
• Relatively low value when processed versus capital investment required and operating cost
• Color sorted bottle cullet $60.00/tn - $90.00/tn fob
• Fine grind $75.00 - $125.00 per ton fob
• Total reliance on 3rd party processors
• Competition between processors ended when companies merged…..tipping fee per ton increased shortly after
• Cost escalation to 100k per month for 1 facility
• Inability of 3rd party to handle volume produced
• On site backlog of 15 000 tons accumulated over a
8
• No reliance on any 3rd party processor
• No backlog of 3mix glass on site
• Solid markets for output
• Line item cost replaced by line item revenue….increase in net income
Furnace ready bottle cullet for sale to bottle plants
Minus 12 mesh finely ground cullet for sale to insulation manufacturers
9
Finely ground and screened cullet for sale to sandblast media distributors
Capital intensive
• Need high volume
Costly to maintain
• Glass is abrasive
Demanding specs
• Ceramics intolerance
Technically challenging
• Daily lab testing
Resource Management Companies Certificate of Analysis
9/26/14
Supplier Name: Resource Management Companies
Name of Material: Mixed Bottle Cullet
Contact Name and Phone Number: Jonathan Tigchelaar
• Low moisture, low LOI
• Incoming is 15-20% organic
• Product spec. is 1/5 of 1%
708-425-8565 Test Results (Physical): US Sieve No. Specification Actual +12: 10.0% max. Cumulative 0.13% +40: None 59.63% +100: None 90.09% +200: 85.0% min. cumulative 99.02% Moisture: .50% maximum 0.01% Test Results (Contamination): Specification Actual Total Organics: 0.15% maximum 0.14% Purchase Specification Number: RB-360-02 P.O. Number: S16060-1 Material Number: 909556 Expiration Date of Material: N/A
10
Energy intensive
Markets for bulk grades of waste paper are becoming increasingly volatile (movement/price)
• Supply/demand disconnect
• Increasing dependence of foreign markets
• Inconsistency in shipping equipment availability
• Inconsistent overseas market demand
Waste paper is collected and processed and needs to be shipped regardless of market demand at any given time
There is no reasonable way to turn off supply during y pp y gtimes of low market demand
Sellers (mrfs) typically do not have enough warehouse space to sustain long periods of down or non-existent market demand; price collapses when sellers become desperate for movement
11
Why Ship Overseas?
Domestic newsprint production is a dying business
• Multiple bankruptcies in recent years
• Poor market fundamentals (inability to increase price appropriately)pp p y)
• Domestic production overcapacity
Domestic OCC markets are generally strong but supply of OCC and mixed paper exceeds domestic demand and overseas markets are needed to absorb the surplus
Why Ship Overseas?
Balance of trade deficit between the U.S. and China typically provides ample shipping containers at reasonable pricing:
• the cost of shipping 23 tons of waste paper from Chicago to the cost of shipping 23 tons of waste paper from Chicago to Mainland China is less than the cost of shipping 23 tons of waste paper from Chicago to Atlanta
Highest pricing and greatest demand for bulk grades of waste paper is found overseas
Overseas markets are characterized by sudden reductions in demand and subsequent price drops
• When price begins to soften overseas buying activity is • When price begins to soften overseas, buying activity is severely curtailed as mills wait for the market to reach “bottom” before placing orders
• Whatever factors are in play (legitimate and illegitimate), the fact is that overseas buyers, in general, tend to act in unison in a falling market: when one waits to buy, they all wait to buy
12
Simultaneously, buying activity in the U.S. halts or is significantly curtailed and domestic sellers are told that “there are no orders available overseas”
• Sellers with no storage space available become desperate g p pfor movement and price becomes a secondary consideration
• Domestic mills jump on the bandwagon and drop spot pricing as well
• Once price is sufficiently depressed, the large buyers step back in and begin purchasing
• Market indexes dutifully report the drop in the market, supply contracts tied to indexed pricing become a buyer’s dream and movement resumes
• Prices begin to creep back up as demand returns to Prices begin to creep back up as demand returns to the market but it takes several months for markets to normalize.
• Millions of dollars are lost by sellers and saved by foreign mill groups and other buyers each time this cycle occurs
In some regions of the country, equipment (shipping container) shortages occur seasonally on a regular basis
• Grain and other agricultural products compete with waste paper for shipping containers and vessel space
• Container shortages in regions where MRF operators and shippers depend on the export market tends to depress pricing as material backlogs and shippers become desperate for movement
13
Recycling facilities seldom have more than a few days of warehouse space available on site
• The end result of any significant reduction in ability to ship is generally a serious financial loss for recycling facilities.facilities.
• Though they lose out when market movement stops, their inability to hold more than a few days’ worth of production means that recycling facilities are not able to take full advantage of upturns in the markets; i.e. they have no capacity to hold material during times of rising markets
• January 2009 ONP $40.00/tn delivered to Chicago rail
• January 2010 ONP $100/tn delivered to Chicago rail
MRFS as Manufacturing FacilitiesMRFs are essentially manufacturing facilities: they
take in raw materials and output finished product.
• Manufacturing facilities typically have sufficient Manufacturing facilities typically have sufficient warehouse capacity to allow them to store product during times of slow movement; MRFs do not
• Manufacturers typically are able to reduce production when demand for product is reduced; MRFs cannot
• The need for warehouse capacity at MRFs is greater than the need for warehouse capacity at the typical manufacturing facility
ConclusionCapacity to store material during times of low market demand or equipment shortages helps to mitigate the logistical chaos and financial loss caused by interruptions in movement
• Given current market dynamics for waste paper, MRF design needs to incorporate more emphasis on post-processing storage space
14
Warehouse space can be located at a MRF or can be off site if logistical advantages can be achieved
One warehouse can supply storage and logistical support for several MRFs
The ideal warehouse solution will incorporate truck and rail docks
15
Incorporate some basic processing
We sell most of our export tonnage directly through our own company, RMC International (City of Industry, Ca.)
• Direct contact with buyers of our material
• Direct access to unfiltered market information• Ability to choose customers
• Ability to better negotiate with 3rd party buyers
We do not enter into sales contracts tied to any export market indexes because we have no confidence in the integrity of the underlying sources of information upon which the indexes are based
Incorporate multiple presort lines into system design and thoroughly remove non-conforming items in the presort phase to protect your system and to provide maximum system “up time”
16
Approach mixed broken glass as an opportunity and process glass as a core business line. Develop regional solutions if possible.
Incorporate appropriate warehouse capacity into facility design to lessen the negative impact of inconsistent market demand and lack of movement