Embed Size (px)
Citation preview

8. 1
CHAPTER-8
RESULTS AND DISCUSSIONS
n this thesis, the concept of Quantum-inspired Evolutionary Algorithm (QIEA) is
initially presented along with its advantages over normal evolutionary algorithms.
Further, description of various types of soft computing techniques i.e. artificial neural
networks, neuro-fuzzy networks, genetic algorithms, simulated annealing algorithm,
evolutionary algorithms and hybrid evolutionary techniques and their detailed review
along with applications in optimization are presented.
An overview of quantum computation and its various concepts like hilbert space, bras
and kets, bits and qubits, bloch sphere, various quantum gates, quantum entanglement
and quantum parallelism are explained in detail.
A detailed review of Quantum-inspired Evolutionary Algorithms is discussed.
A review of FEM application in metal forming processes along with its use in forging
process modelling and design are discussed.
Severe plastic deformation and its different processing techniques are discussed while
giving Equal Channel Angular Pressing (ECAP) the main emphasis along with
detailed review.
8.1 Finite Element Modelling and Simulation of Hot Extrusion Process
Initially, flow formulation and deformation mechanics for the simulation and analysis
of metal forming process using FEM is presented. Further FEM based process
modelling is demonstrated. Mathematical formulation of metal forming processes is
discussed in detail.
A number of finite element simulations are performed for forward hot extrusion of a
preform for transmission shaft with various die angles (15o, 30o, 45o, 60o and 75o) at
temperatures varying from 1000oC to 1260oC using the finite element model. This
I
Chapter-8
8. 2
range of operating parameters is often used in industry for hot extrusion as per the
ASM specifications. The dies are kept at constant temperature (350oC). The 3
dimensional models of billet, lower die and upper die (punch) for simulation were
developed in solidworks software. The dies are assumed to be rigid pieces and the
billet material taken is ck-45 steel. Finite element simulation is done in FORGE3
environment.
The forging force or extrusion force at 50% reduction in diameter for few simulations
at 203 mm/s punch velocity and 1000oC with 0.4 co-efficient of friction is depicted
along with extrusion load graph with respect to displacement of upper die in figures
2.11, 2.12, 2.13, 2.14 and 2.15. The figures clearly indicate the evolution of extrusion
load with respect to punch travel and effect of die angle on the magnitude of extrusion
force.
Table 2.3 shows the FE simulation results for extrusion load required to extrude a
shaft by 50% reduction in its diameter with various die angles under different process
conditions at a punch velocity of 203 mm/sec.
The salient conclusions observed from the finite element simulations results as given
in table 2.3 are summarized below:
(i) Forging force or extrusion load reduces as the temperature of the billet
increases.
(ii) Forging force increases with increase in friction coefficient.
(iii) The forging force decreases with increase in die angle.
(iv) For die angle 75o the forging force increases in comparison with die angles 30o,
45o and 60o due to friction encountered in the conical shape pertaining to larger
die angle.
(v) The combination of process parameters i.e. temperature, velocity and die angle
and friction coefficient for minimum forging force needs an optimization
methodology to be applied in tandem with a new process model which can give
fast estimates of forging force unlike finite element model which requires
considerable time and effort.
Chapter-8
8. 3
The above conclusions can easily be visualized graphically by seeing the graphs in
figure 2.16 in which the effect on extrusion load for various die angles, coefficient of
friction and billet temperatures are shown.
As is to be expected the minimum extrusion force is for a combination of parameters
with maximum temperature, die angle and minimum friction coefficient. From a
practical point of view the high temperature can be obtained by appropriate heating,
the die angle can be selected as large as possible and the friction coefficient for a
billet - die material pair can be altered with suitable lubricant to some extent.
However, improper selection of the parameters may cause a folding defect in the billet
and inferior or defective parts.
8.2 Finite Element Modelling and Simulation of Equal Channel Angular Pressing(ECAP)
The 3D models for the ECAP simulation were developed in solidworks software with
the channel intersection angle Φ = 90° and angle of curvature Ψ = 0°. The dies are
assumed to be rigid pieces and the material used is an H13 tool-steel. The dimension
of the upper die or punch is 10mm (width) x 10mm (breadth) and 20mm (height). The
square shaped three dimensional workpiece (billet) considered has the dimensions of
10 mm (width) x 10 mm (breadth) and 60 mm (height) (refer figure 2.19). The
material of the billet is assumed to be Al 6061 aluminum alloy. Finite element
simulation is done in FORGE3 environment. It accurately predicts the material flow
and evolved equivalent strain during 3D bulk ECAP process. It enables fast
simulation of very complex and fully three-dimensional parts.
The FE modeling of ECAP process using Al 6061 billet is attempted for various
combinations of die channel angles (Φ = 90o, 105o and 120o), friction coefficient (μ =
0, 0.1, 0.15, 0.2, 0.25, 0.3, 0.35) and different processing routes, viz., Route A, Route
BA and Route C. Effect of these parameters on average equivalent strain in ECAPed
billet and forming energy required during ECAP process is studied and the results are
obtained by FE analysis.
Sample simulations illustrating isocontours of equivalent strain evolved during ECAP
process for channel angles (Φ =90o, 105o and 120o) after fourth pass of routes A, BA
Chapter-8
8. 4
and C are shown in figure 2.20, 2.21 and 2.22. Table 2.4 show results of FE
evaluation of average equivalent strain obtained in ECAPed billet and forming energy
(kJ) required during the ECAP process for various channel angles (Φ) after fourth
pass at various values of µ. Figure 2.23, 2.24 and 2.25 show graphs between average
equivalent strain and various coefficients of friction for different channel angles and
passes. Figures 2.26, 2.27 and 2.28 show graphs between average equivalent strain
and forming energy for different channel angles.
The salient conclusions observed from the finite element simulations results as given
in table 2.4 are summarized below:
i. The average equivalent strain imparted during ECAP is influenced mainly by
die channel angle (Φ).
ii. Channel angle of 90o imparts higher average equivalent strain in comparison
with those of 105o and 120o
iii. The forming energy required for Φ = 90o is more than that for 105o and 120o.
iv. Route A and BA imposes high average equivalent strain for all channel angles
in comparison with route C.
v. The average equivalent strain evolved during ECAP process increases with
number of passes and is maximum during fourth pass.
vi. The requirement of forming energy decreases with increase in number of
passes and is minimum during fourth pass.
8.3Neuro-fuzzy modelling of hot extrusion process and ECAP process
Neuro-fuzzy models have gained prominence on account of their flexibility to model
complex processes with experimental/simulation data. Their well-known model free
estimation makes them ideal candidate for fitness evaluation in the framework of
quantum evolutionary optimization.
Chapter-8
8. 5
8.3.1 Computational results of Neuro-fuzzy (NF) model for hot extrusion process
A neuro-fuzzy model is developed for hot extrusion process. The data obtained from
the FEM simulations of hot extrusion process; chapter-2, table 2.3 is used to train the
NF model. This model can be used to predict the extrusion forces for given parameter
combinations of hot extrusion in real-time without having to perform any extensive
and costly computations. A three input NF network is shown in figure 3.9. Neuro-
fuzzy inference system under consideration has three inputs viz. die angle (θ),
coefficient of friction (α) and initial temperature of billet (ν), and one output extrusion
load (f).
After developing the NF model from training it by FE simulation data the model is
validated. For this, the input parameters to the NF model are sets of values that have
not been used for training the model but are in the same range as those used for
training. This enables us to test the network with regard to its capability for
interpolation. The final extrusion force is thus obtained for this set of parameters.
Then an FE simulation is performed for the same sets of parameters to determine the
extrusion force. The level of agreement between the extrusion force predicted by NF
model and the FE simulation indicates the conformity of the NF model. The results of
the validation procedure described above are given in table 3.14. The close agreement
of the values of the final extrusion force obtained by the NF model and the FE
simulation clearly indicates that the model can be used for predicting the extrusion
force in the range of parameters under consideration. The model is very fast and
prediction can be done in real time.
8.3.2 Computational results of Neuro-fuzzy (NF) model for ECAP process
In this section, the neuro-fuzzy modelling of ECAP process is described. The data
obtained from the FEM simulations, Chapter 3, table 3.1 are used to train the NF
model. The neuro-fuzzy inference system under consideration has two inputs: channel
intersection angle (Φ) and coefficient of friction (µ) and two outputs: average
equivalent strain and forming energy (kJ). To achieve better accuracy in the results,
the prediction of average equivalent strain and forming energy are carried out
separately by two independent NF models in parallel as shown in figure 3.11. The
inputs are simultaneously fed to the two NF models and NF model-I fulfill the
Chapter-8
8. 6
prediction of the average equivalent strain, and NF model-II evaluates the forming
energy. As the two NF models are also trained separately, most suitable NF model
parameters could be found and thus better accuracy of prediction is attained. These
models can be used to predict the average equivalent strain and forming energy for
given parameter combinations of ECAP process in real-time without having to
perform any extensive and costly computations
The FE simulation results and NF estimated results for average equivalent strain and
forming energy are shown in table 3.15 and table 3.16 respectively. The close
agreement of simulated and trained values given by the developed neuro fuzzy model
clearly shows the efficacy of the model. The training information and the parameters
of NF architecture are shown in Table 3.17. The initial and final membership
functions for the NF model developed are shown in Fig. 3.14. The validation
procedure is same as discussed in section 9.3.1.
8.3.3 Neuro-fuzzy (NF) modelling of orthogonal cutting process
Cutting force estimation is an important criterion that determines the economics of
machining and is of engineering interest in intelligent manufacturing. A complex
relationship exists between process parameters like speed, feed, depth of cut, tool
geometry and cutting forces. There is a need to develop models that can capture this
interrelationship and enable fast computation of the cutting forces based on these
parameters. Here NF modelling of cutting forces for a given set of input parameters
i.e. speed, feed and depth of cut is attempted and the results obtained from NF model
compare favorably with the experimental data sets of cutting forces.
8.3.4 Neuro-fuzzy (NF) modelling of end milling process
The data obtained from the mentioned experimental setup in table 3.8, section 3.5 is
used to train the NF model for end milling process. The NF model is developed on
similar pattern as developed for forming processes in section 3.7 and 3.8. Neuro-fuzzy
inference system under consideration has four inputs as shown in figures 3.17 and
3.18 viz. cutting speed, feed rate, radial depth of cut, tolerance and one output
machining time and average surface roughness.
Chapter-8
8. 7
The experimental values reported by Tansel et al. [Tan06] and the computed values
after training NF model are listed in table 3.22. The close agreement of the values
obtained by the model and those reported by Tansel et al. clearly indicates that the
model can be used for predicting the values in the range of parameters under
consideration. The model is very fast and the time taken for prediction is negligible.
8.4 Regression modelling of manufacturing processes
8.4.1Regression modelling of hot extrusion process
Statistical regression model is developed using Minitab 15 for hot extrusion process
and is compared with NF model and FE model. Through the regression analysis of
the results, the values of the model coefficients have been obtained and the regression
equation for extrusion load as response is given as under:
Load = 405 – 0.562 Angle + 14.7 Friction – 0.135 Temp
The comparison of both the models i.e. NF model and Regression Analysis (RA)
model with FE modeled values in terms of relative percentage error for hot extrusion
process are shown in table 3.25. Error comparison of both the models is also shown
in table 3.26. Graph in fig. 3.20 shows comparison of FE modeled extrusion load
values and predicted values of NF and RA models.
The result of average percentage error (ϕa) is 0.33% for NF model as shown in table
3.26 for validation data set (n=6) and 9.54% for RA model. This means that the NF
model could predict the average equivalent strain with 99.67% accuracy as compared
to RA model with 90.46% accuracy. Further, R-squared (R2) and R-squared adjusted
(R2adj) values were also calculated which show the goodness of fit of the neuro-fuzzy
and regression models. For NF model the R2 value was 98.9% and R2adj was 99.1%.
For RA model the R2 value was 64.6% and R2adj was 62.7%. The NF model clearly
outperforms the statistical regression model.
8.4.2Regression modelling of ECAP process
The regression models for average equivalent strain and forming energy (kJ) of ECAP
process are also developed using Minitab 15 and are compared with NF model and FE

Chapter-8
8. 8
model. Through the regression analysis of the results, the values of the model
coefficients have been obtained and the regression equation for average equivalent
strain and forming energy are given as under:
Average Equivalent Strain = 17.7 - 0.125 angle + 3.07 friction
Forming Energy = 1.75 - 0.00583 angle + 0.763 friction
The result of average percentage error (ϕa) is 5.38% of average equivalent strain for
NF model as shown in table 3.28 for validation data set (n=9) and 20.42% for RA
model. This means that the NF model could predict the average equivalent strain with
94.62% accuracy as compared to RA model with just 79.58% accuracy. Further, R-
squared (R2) and R-squared adjusted (R2adj) values were also calculated which show
the goodness of fit of the neuro-fuzzy and regression models. For NF model the R2
value was 99.2% and R2adj was 99.6%. For RA model the R2 value was 97.9% and
R2adj was 97.7%.The results clearly shows that values of NF model are quite
consistent in comparison with RA modeled values.
The results shown in Table 3.29, 3.30 and Fig. 3.22 again clearly shows that values of
NF model are quite consistent in comparison with RA modeled values with those of
FE modeled values of forming energy for ECAP process. The result of average
percentage error (ϕa) is 3.56% of forming energy for NF model as shown in table 3.30
for validation data set (n=9) and 7.84% for RA model. This means that the NF model
could predict the forming energy with 96.44% accuracy as compared to RA model
with 92.16% accuracy. Further, R-squared (R2) and R-squared adjusted (R2adj) values
were also calculated which show the goodness of fit of the neuro-fuzzy and regression
models. For NF model the R2 value was 97.9% and R2adj was 98.2%. For RA model
the R2 value was 64.2% and R2adj was 60.8%. The NF model performance is again
found to be better than the statistical regression model.
8.4.3 Regression modelling of orthogonal cutting process
Through the regression analysis of the results, the values of the model coefficients
have been obtained and the regression equations of cutting forces (Ft and Fc) are given
as under:
Chapter-8
8. 9
Ft = - 330 + 6.34 Speed + 521 Feed + 348 Depth of cut
Fc = - 343 + 7.56 Speed + 956 Feed + 349 Depth of cut
The NF model and Regression Analysis (RA) model with FE modeled values in terms
of relative percentage error for cutting forces (Ft and Fc) is shown in table 3.31. Error
comparison of both the models is shown in table 3.32. Graphs in fig. 3.23 and 3.24
shows comparison of FE modeled cutting forces (Ft and Fc) and predicted values of
NF and RA models.
Further, R-squared (R2) and R-squared adjusted (R2adj) values were also calculated
which show the goodness of fit of the neuro-fuzzy and regression models. For NF
model the R2 value was 92.3% and R2adj was 93.7% for Ft and 93.2% and 95.3% for
Fc. For RA model the R2 value was 77.0% and R2adj was 79.3% for Ft and 79.3% and
77.1% for Fc.
8.4.4 Regression modelling of end milling process
The regression equations and the values of the model coefficients of surface
roughness and machining timing are given as under.
Surface Roughness = - 0.288 + 0.00549 Cutting Speed + 1.47 Feed rate + 1.22 Depth of cut + 0.95 Tolerance
Machining Time = 99.0 - 0.235 Cutting Speed - 258 Feed rate - 135 Depth of cut + 46 Tolerance
The result of average percentage error (ϕa) is 4.06% and 3.29% of surface roughness
and machining time respectively for NF model as shown in table 3.35 for validation
data set (n=5) and 16.10% and 7.68% of surface roughness and machining time
respectively for RA model. This means that the NF model could predict the surface
roughness with 95.94% and machining time with 96.71% accuracy as compared to
RA model with 83.90% and 92.32% accuracy. Further, R-squared (R2) and R-squared
adjusted (R2adj) values were also calculated which show the goodness of fit of the
neuro-fuzzy and regression models. For NF model the R2 value was 94.9% and R2adj
was 96.6% for surface roughness and 93.2% and 95.3% for machining time. For RA
model the R2 value was 84.4% and R2adj was 81.0% for surface roughness and 87.7%

Chapter-8
8. 10
and 87% for machining time. The NF model clearly appears to outperform the
statistical regression model.
8.5 Development of Quantum Seeded Hybrid Evolutionary Computational Technique (QSHECT)
A general, flexible, and efficient Quantum Seeded Hybrid Evolutionary
Computational Technique (QSHECT) is developed which generates initial parents
using quantum seeds. It is here that QSHECT incorporates ideas from the principles
of quantum computation and integrates them in the current frame work of Real Coded
Evolutionary Algorithm (RCEA). The efficiency, effectiveness and ease of
application of the proposed technique are demonstrated by solving standard test bench
problems G1, G7, G9, G10 and engineering design problems such as gear design
problem, a truss design problem and a spring design problem. This technique also
incorporates Simulated Annealing (SA) in the selection process of Genetic Algorithm
(GA). It has been designed with genetic operator called the blend crossover (BLX) to
provide a better search capability. The algorithm is developed in MATLAB
environment.
The technique has been carefully designed with various features that enable it to seek
the global optimum rapidly without getting stuck in the local optima. It is clear from
the examples presented that QSHECT finds better solutions than the previously
known best optimal solutions. The algorithm allows a natural coding of design
variables by considering discrete/continuous variables. QSHECT finds a number of
solutions as an end results. Multiple optimal solutions can be simultaneously captured
with QSHECT. This gives designer more flexibility in optimization problems. The
results show a great promise in solving even system level design problems in future
with this new technique.
8.6 Development of Quantum Seeded Neuro Fuzzy Hybrid Evolutionary Computational Technique (QSNFHECT)
QSNFHECT uses neuro-fuzzy model in tandem with Quantum Seeded Hybrid
Evolutionary Computational Technique (QSHECT) for determining the optimal
process parameters. The methodology of QSNFHECT is shown in fig.5.1. The NF

Chapter-8
8. 11
model intelligently determines the output for a given set of input process parameters.
Once the NF model is ready it is incorporated in the QSHECT algorithm for fitness
evaluation while finding optimal values. This integration of NF model enables fast
computation of fitness function which is the primary requirement for successful
implementation of the evolutionary optimization.
8.6.1Result of QSNFHECT applied to hot extrusion process
The best solution i.e., optimum value of die angle, co-efficient of friction, die
velocity for minimum extrusion load obtained by QSNFHECT is shown in following
table 8.1. The optimal die angle and other process parameters obtained by
QSNFHECT are validated by the finite element model. Statistical information
obtained after 50 runs of QSNFHECT algorithm for hot extrusion process is also
obtained. QSNFHECT converged in 45 generations to optimal solution.
Optimaldie
angle (o)
Co-efficient of friction
()
Temp. of billet (oC)
Optimalextrusion load (tones)FEM result
QSNFHECT result
65 0.4 1260 218.71 220.13
Table 8.1: Final result of QSNFHECT indicating optimal process parameters and extrusion load with finite element validation for hot extrusion process.
8.6.2Result of QSNFHECT applied to ECAP process
The optimization of routes A, route BA and route C after fourth pass of ECAP process
is conducted using QSNFHECT algorithm methodology, to maximize average
equivalent strain and to minimize required forming energy. The results are further
validated by finite element model.
The optimum solutions i.e. optimum values of channel angle (ϕ) and coefficient of
friction (μ) for maximum predicted value of average equivalent strain and minimum
predicted value of forming energy is obtained in fifty runs by QSNFHECT algorithm
as shown in following table 8.2. Statistical information obtained after 50 runs of
QSNFHECT algorithm for different routes is also computed.

Chapter-8
8. 12
Route Results
Optimal Parameters
ChannelAngle
(ϕ)(o)
Co-efficient
of friction
()
Average Equivalent
Strain
ChannelAngle
(ϕ)(o)
Co-efficient
of friction
()
Forming Energy
(kJ)
AFEM 90 0.4 7.605 120 0.0 0.745
QSNFHECT 90 0.4 7.597 120 0.0 0.786
BAFEM 90 0.4 7.944 120 0.12 0.892
QSNFHECT 90 0.4 7.864 120 0.12 0.856
CFEM 90 0.4 7.188 120 0.0 0.795
QSNFHECT 90 0.4 7.203 120 0.0 0.821
Table 8.2: Final result of QSNFHECT indicating optimal average equivalent strain and forming energy with finite element validation of ECAP process
Following table 8.3 show number of generation taken by QSNFHECT for converging
the optimal values of average equivalent strain and forming energy for various routes.
Route Results Average Equivalent Strain Forming Energy (kJ)
No. of generations No. of generations
A QSNFHECT 52 40
BA QSNFHECT 47 43
C QSNFHECT 49 38
Table8.3: Number of generation taken by QSNFHECT for various routes
8.6.3Result of QSNFHECT applied to orthogonal cutting process
Orthogonal metal cutting is one of the most widely used processes in manufacturing.
The value of cutting speed, feed and depth of cut have significant effect on the
process optimization. Minimization of cutting forces with QSNFHECT algorithm
methodology is attempted in this work. Results obtained by QSNFHECT are shown
below in the table 8.4. The results are compared with those reported by Hans Raj et al.
The number of generations taken by QSNFHECT for computing optimal solution is
60 for both forces.
Chapter-8
8. 13
ForceCuttingspeed
FeedDepthof cut
Optimal valueof forces
(Hans Raj et al.)
Optimal valueof forces
(QSNFHECT)Fc 17.91 0.1070 1.01 230.48 228.39
Ft 17.61 0.1123 1.04 139.80 137.42
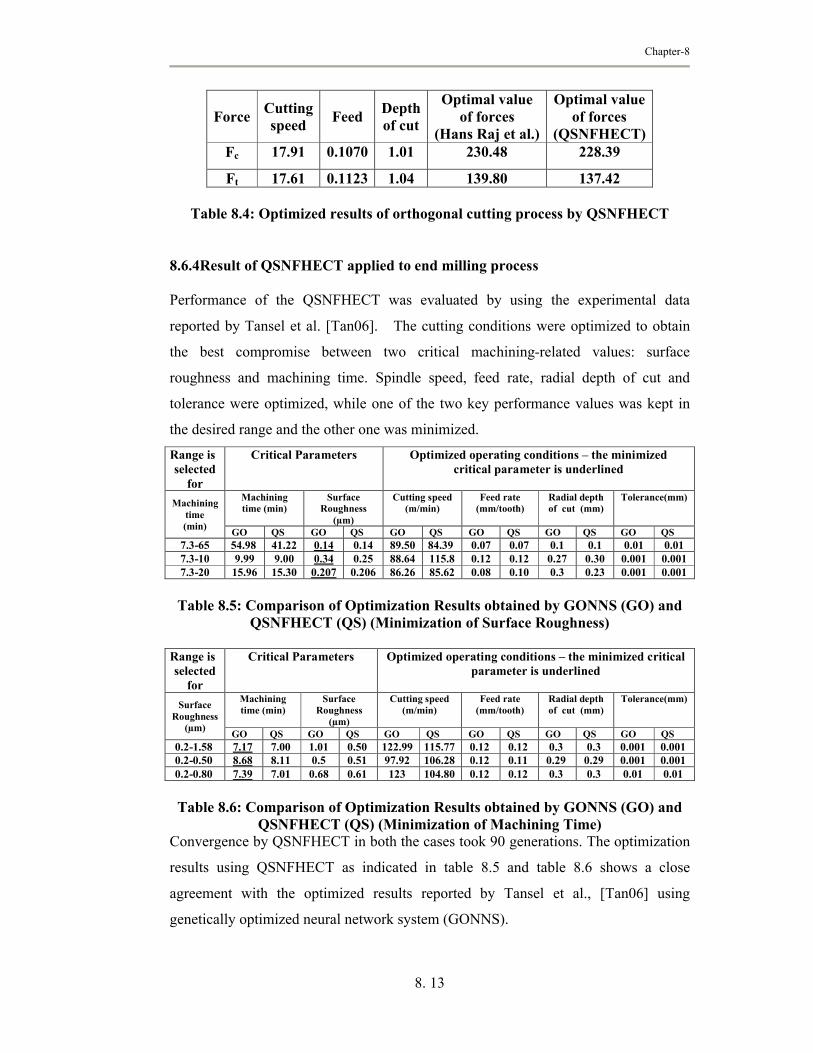
Table 8.4: Optimized results of orthogonal cutting process by QSNFHECT
8.6.4Result of QSNFHECT applied to end milling process
Performance of the QSNFHECT was evaluated by using the experimental data
reported by Tansel et al. [Tan06]. The cutting conditions were optimized to obtain
the best compromise between two critical machining-related values: surface
roughness and machining time. Spindle speed, feed rate, radial depth of cut and
tolerance were optimized, while one of the two key performance values was kept in
the desired range and the other one was minimized.
Range isselected
for
Critical Parameters Optimized operating conditions – the minimized critical parameter is underlined
Machining time (min)
Machining time (min)
Surface Roughness
(µm)
Cutting speed (m/min)
Feed rate (mm/tooth)
Radial depth of cut (mm)
Tolerance(mm)
GO QS GO QS GO QS GO QS GO QS GO QS7.3-65 54.98 41.22 0.14 0.14 89.50 84.39 0.07 0.07 0.1 0.1 0.01 0.017.3-10 9.99 9.00 0.34 0.25 88.64 115.8 0.12 0.12 0.27 0.30 0.001 0.0017.3-20 15.96 15.30 0.207 0.206 86.26 85.62 0.08 0.10 0.3 0.23 0.001 0.001
Table 8.5: Comparison of Optimization Results obtained by GONNS (GO) and QSNFHECT (QS) (Minimization of Surface Roughness)
Range isselected
for
Critical Parameters Optimized operating conditions – the minimized critical parameter is underlined
Surface Roughness
(µm)
Machining time (min)
Surface Roughness
(µm)
Cutting speed (m/min)
Feed rate (mm/tooth)
Radial depth of cut (mm)
Tolerance(mm)
GO QS GO QS GO QS GO QS GO QS GO QS0.2-1.58 7.17 7.00 1.01 0.50 122.99 115.77 0.12 0.12 0.3 0.3 0.001 0.0010.2-0.50 8.68 8.11 0.5 0.51 97.92 106.28 0.12 0.11 0.29 0.29 0.001 0.0010.2-0.80 7.39 7.01 0.68 0.61 123 104.80 0.12 0.12 0.3 0.3 0.01 0.01
Table 8.6: Comparison of Optimization Results obtained by GONNS (GO) and QSNFHECT (QS) (Minimization of Machining Time)
Convergence by QSNFHECT in both the cases took 90 generations. The optimization
results using QSNFHECT as indicated in table 8.5 and table 8.6 shows a close
agreement with the optimized results reported by Tansel et al., [Tan06] using
genetically optimized neural network system (GONNS).
Chapter-8
8. 14
The versatility of Quantum Seeded Neuro-Fuzzy Hybrid Evolutionary
Computational Technique (QSNFHECT) is demonstrated by applying it to different
manufacturing processes like hot extrusion, ECAP, orthogonal cutting and end milling
for the evaluation of final results. The QSNFHECT algorithm developed is modified
version of Quantum Seeded Hybrid Evolutionary Computational Technique
(QSHECT). In QSNFHECT a NF model is used to provide the fitness function value.
Thus QSNFHECT uses neuro-fuzzy network model in tandem with QSHECT in
determining the optimal process parameters. Results show that this is an innovative
approach for optimization of process parameters.
8.7 Development of Quantum-inspired Evolutionary Algorithm (QIEA) and its application to numerical optimization problems
Quantum-inspired Evolutionary Algorithm (QIEA) is a kind of evolutionary
algorithm where a qubit representation is adopted based on the concept and principles
of quantum computation. The major characteristic of the representation is that a linear
superposition of states can be represented. A classical bit is in one of two states, 0 or
1. A qubit also has a state, the two possible states of a qubit are 0 and 1 which
corresponds to the states 0 and 1 for a classical bit. These two states are known as
computational basis states. The difference between qubits and classical bits is that a
qubit may be in the ‘1’ state, in the ‘0’ state, or in any superposition of the two. The
state of a qubit can be represented as:
0 1
where α and β are complex numbers that specify the probability amplitudes of the
corresponding states. |α|2 gives the probability that the qubit will be found in the ‘0’
state and |β|2 gives the probability that the qubit will be found in the ‘1’ state.
In this work a real coded Quantum Inspired Evolutionary Algorithm (QIEA) is
developed and its effectiveness is demonstrated by solving six benchmark numerical
optimization problems with two different quantum gates, namely, rotation gate and Hε
gate. These gates are used to upgrade the quantum population and play a major role in
fast convergence and selection of best individual. The procedure of QIEA developed
in MATLAB environment.

Chapter-8
8. 15
The problems taken into consideration in this work are a set of six functions. These
functions are widely used as benchmark in numerical optimization. All these
functions are to be minimized. Function fsphere is unimodal and relatively easy to
minimize. Although fAckley is multimodal function but compared to other functions it is
not as difficult to optimize.
Other functions, fGriewank , fRastrigin , fschwefel and fRosenbrock are multimodal functions and
have lots of local minima, representing a harder class of functions to optimize. The
global minimum of all these functions is 0 except for fschwefel which has its global
minimum at f(x) = -418.9829n.
All the functions in the QIEA model were optimized for fifty experimental runs. The
population size for each function was taken to be 100. The termination condition with
the maximum number of generations was used.
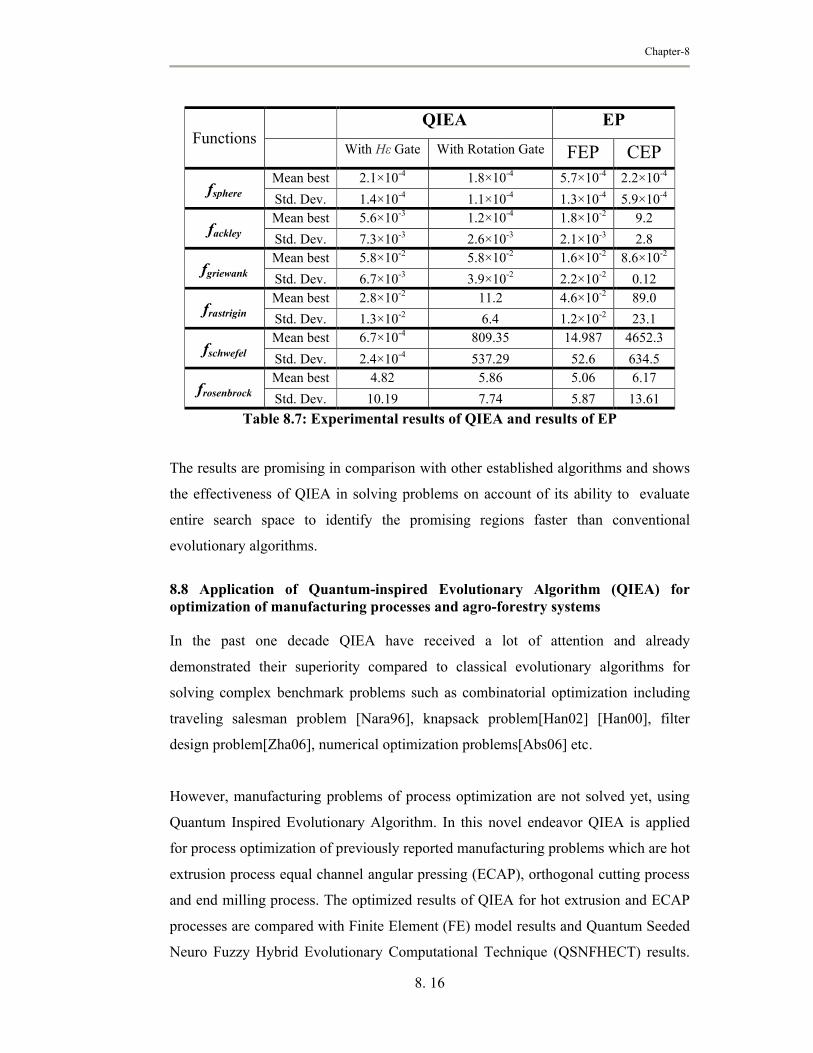
Experimental results with mean best solution and standard deviation of experimental
results for QIEA and the results of Evolutionary Programming (EP) are shown in
Table 8.7. The results of fsphere and fAckley with rotation gate are quite promising as
compared with Fast Evolutionary Programming (FEP) and Classical Evolutionary
Programming (CEP). This indicates that unimodal and relatively easy functions can
be best solved with rotation gate. In the case of fGriewank both the QIEAs, with rotation
gate and with Hε gate, gave the same results and are better than CEP although the
results of FEP are slightly better. In the cases of fRastrigin , fschwefel and fRosenbrock which
have many local minima, QIEA with Hε gate had significantly better results than
others. QIEA with rotation gate demonstrated better performance than CEP in these
cases.
Chapter-8
8. 16
Table 8.7: Experimental results of QIEA and results of EP
The results are promising in comparison with other established algorithms and shows
the effectiveness of QIEA in solving problems on account of its ability to evaluate
entire search space to identify the promising regions faster than conventional
evolutionary algorithms.
8.8 Application of Quantum-inspired Evolutionary Algorithm (QIEA) for optimization of manufacturing processes and agro-forestry systems
In the past one decade QIEA have received a lot of attention and already
demonstrated their superiority compared to classical evolutionary algorithms for
solving complex benchmark problems such as combinatorial optimization including
traveling salesman problem [Nara96], knapsack problem[Han02] [Han00], filter
design problem[Zha06], numerical optimization problems[Abs06] etc.
However, manufacturing problems of process optimization are not solved yet, using
Quantum Inspired Evolutionary Algorithm. In this novel endeavor QIEA is applied
for process optimization of previously reported manufacturing problems which are hot
extrusion process equal channel angular pressing (ECAP), orthogonal cutting process
and end milling process. The optimized results of QIEA for hot extrusion and ECAP
processes are compared with Finite Element (FE) model results and Quantum Seeded
Neuro Fuzzy Hybrid Evolutionary Computational Technique (QSNFHECT) results.
FunctionsQIEA EP
With Hε Gate With Rotation Gate FEP CEP
fsphereMean best 2.1×10-4 1.8×10-4 5.7×10-4 2.2×10-4
Std. Dev. 1.4×10-4 1.1×10-4 1.3×10-4 5.9×10-4
fackleyMean best 5.6×10-3 1.2×10-4 1.8×10-2 9.2
Std. Dev. 7.3×10-3 2.6×10-3 2.1×10-3 2.8
fgriewankMean best 5.8×10-2 5.8×10-2 1.6×10-2 8.6×10-2
Std. Dev. 6.7×10-3 3.9×10-2 2.2×10-2 0.12
frastriginMean best 2.8×10-2 11.2 4.6×10-2 89.0
Std. Dev. 1.3×10-2 6.4 1.2×10-2 23.1
fschwefelMean best 6.7×10-4 809.35 14.987 4652.3
Std. Dev. 2.4×10-4 537.29 52.6 634.5
frosenbrockMean best 4.82 5.86 5.06 6.17
Std. Dev. 10.19 7.74 5.87 13.61
Chapter-8
8. 17
For orthogonal cutting and end milling processes, optimized QIEA results are
compared with those reported in literature and QSNFHECT.
Further extending the application domain, QIEA for the very first time been applied
to optimize agro-forestry systems. Neuro-fuzzy modelling is conducted to predict the
yield of teak combined with agriculture crop from teak based agro-forestry systems.
kharif crops are modeled with QIEA as a constrained optimization problem with an
intent to maximize profit by allocating optimal land area to each individual crop.
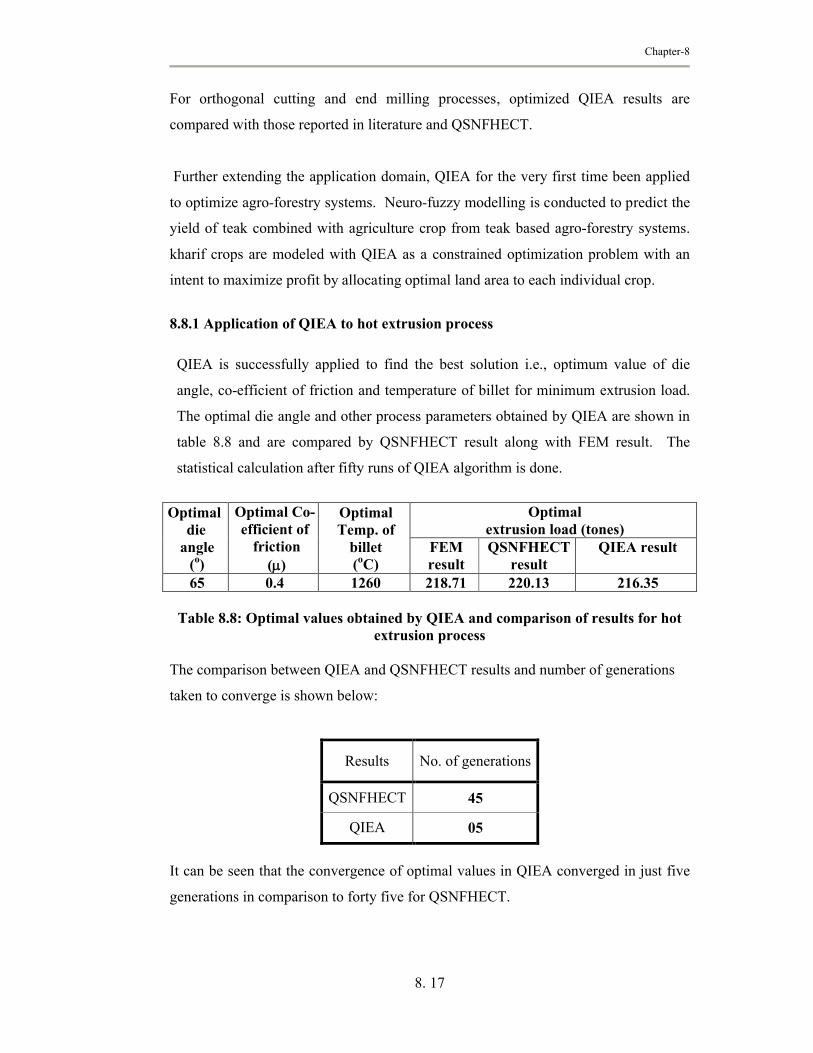
8.8.1 Application of QIEA to hot extrusion process
QIEA is successfully applied to find the best solution i.e., optimum value of die
angle, co-efficient of friction and temperature of billet for minimum extrusion load.
The optimal die angle and other process parameters obtained by QIEA are shown in
table 8.8 and are compared by QSNFHECT result along with FEM result. The
statistical calculation after fifty runs of QIEA algorithm is done.
Optimaldie
angle (o)
Optimal Co-efficient of
friction()
Optimal Temp. of
billet (oC)
Optimalextrusion load (tones)
FEM result
QSNFHECT result
QIEA result
65 0.4 1260 218.71 220.13 216.35
Table 8.8: Optimal values obtained by QIEA and comparison of results for hot extrusion process
The comparison between QIEA and QSNFHECT results and number of generations
taken to converge is shown below:
Results No. of generations
QSNFHECT 45
QIEA 05
It can be seen that the convergence of optimal values in QIEA converged in just five
generations in comparison to forty five for QSNFHECT.
Chapter-8
8. 18
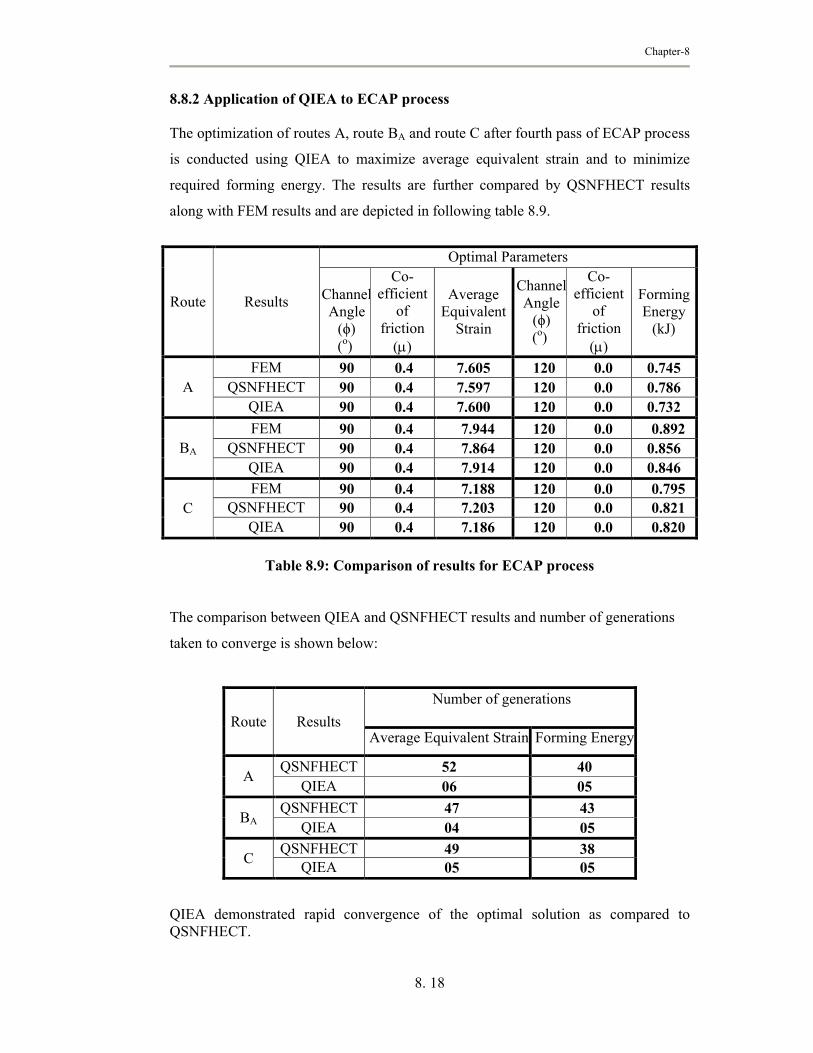
8.8.2 Application of QIEA to ECAP process
The optimization of routes A, route BA and route C after fourth pass of ECAP process
is conducted using QIEA to maximize average equivalent strain and to minimize
required forming energy. The results are further compared by QSNFHECT results
along with FEM results and are depicted in following table 8.9.
Route Results
Optimal Parameters
ChannelAngle
(ϕ)(o)
Co-efficient
of friction
()
Average Equivalent
Strain
ChannelAngle
(ϕ)(o)
Co-efficient
of friction
()
Forming Energy
(kJ)
AFEM 90 0.4 7.605 120 0.0 0.745
QSNFHECT 90 0.4 7.597 120 0.0 0.786QIEA 90 0.4 7.600 120 0.0 0.732
BA
FEM 90 0.4 7.944 120 0.0 0.892QSNFHECT 90 0.4 7.864 120 0.0 0.856
QIEA 90 0.4 7.914 120 0.0 0.846
CFEM 90 0.4 7.188 120 0.0 0.795
QSNFHECT 90 0.4 7.203 120 0.0 0.821QIEA 90 0.4 7.186 120 0.0 0.820
Table 8.9: Comparison of results for ECAP process
The comparison between QIEA and QSNFHECT results and number of generations
taken to converge is shown below:
Route Results
Number of generations
Average Equivalent Strain Forming Energy
AQSNFHECT 52 40
QIEA 06 05
BAQSNFHECT 47 43
QIEA 04 05
CQSNFHECT 49 38
QIEA 05 05
QIEA demonstrated rapid convergence of the optimal solution as compared to QSNFHECT.
Chapter-8
8. 19
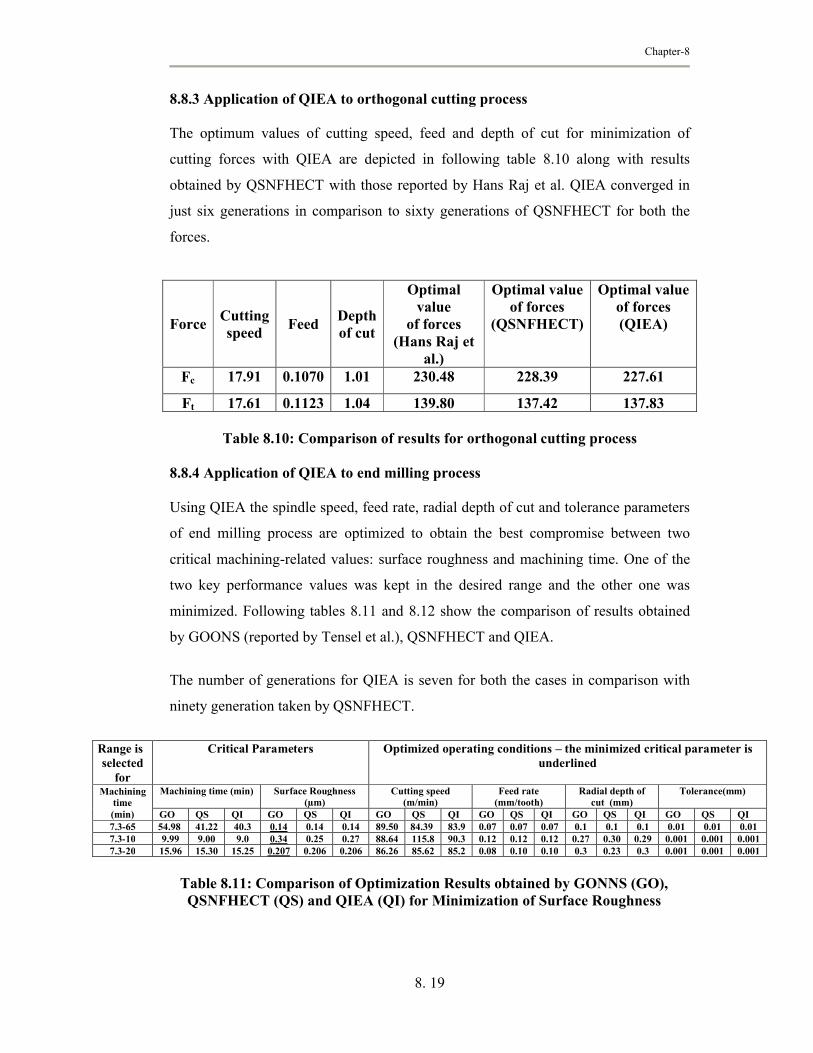
8.8.3 Application of QIEA to orthogonal cutting process
The optimum values of cutting speed, feed and depth of cut for minimization of
cutting forces with QIEA are depicted in following table 8.10 along with results
obtained by QSNFHECT with those reported by Hans Raj et al. QIEA converged in
just six generations in comparison to sixty generations of QSNFHECT for both the
forces.
ForceCuttingspeed
FeedDepthof cut
Optimal value
of forces(Hans Raj et
al.)
Optimal valueof forces
(QSNFHECT)
Optimal valueof forces(QIEA)
Fc 17.91 0.1070 1.01 230.48 228.39 227.61
Ft 17.61 0.1123 1.04 139.80 137.42 137.83
Table 8.10: Comparison of results for orthogonal cutting process
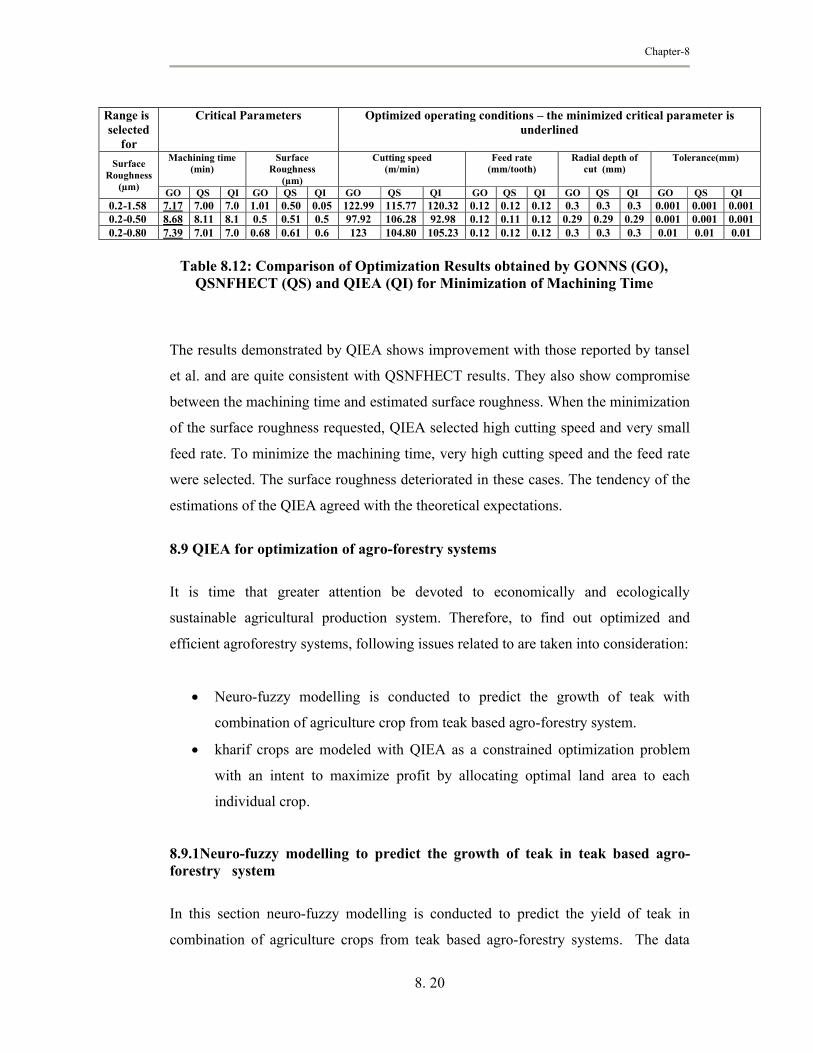
8.8.4 Application of QIEA to end milling process
Using QIEA the spindle speed, feed rate, radial depth of cut and tolerance parameters
of end milling process are optimized to obtain the best compromise between two
critical machining-related values: surface roughness and machining time. One of the
two key performance values was kept in the desired range and the other one was
minimized. Following tables 8.11 and 8.12 show the comparison of results obtained
by GOONS (reported by Tensel et al.), QSNFHECT and QIEA.
The number of generations for QIEA is seven for both the cases in comparison with
ninety generation taken by QSNFHECT.
Range isselected
for
Critical Parameters Optimized operating conditions – the minimized critical parameter is underlined
Machining time (min)
Machining time (min) Surface Roughness (µm)
Cutting speed (m/min)
Feed rate (mm/tooth)
Radial depth of cut (mm)
Tolerance(mm)
GO QS QI GO QS QI GO QS QI GO QS QI GO QS QI GO QS QI7.3-65 54.98 41.22 40.3 0.14 0.14 0.14 89.50 84.39 83.9 0.07 0.07 0.07 0.1 0.1 0.1 0.01 0.01 0.017.3-10 9.99 9.00 9.0 0.34 0.25 0.27 88.64 115.8 90.3 0.12 0.12 0.12 0.27 0.30 0.29 0.001 0.001 0.0017.3-20 15.96 15.30 15.25 0.207 0.206 0.206 86.26 85.62 85.2 0.08 0.10 0.10 0.3 0.23 0.3 0.001 0.001 0.001
Table 8.11: Comparison of Optimization Results obtained by GONNS (GO), QSNFHECT (QS) and QIEA (QI) for Minimization of Surface Roughness
Chapter-8
8. 20
Range isselected
for
Critical Parameters Optimized operating conditions – the minimized critical parameter is underlined
Surface Roughness
(µm)
Machining time (min)
Surface Roughness
(µm)
Cutting speed (m/min)
Feed rate (mm/tooth)
Radial depth of cut (mm)
Tolerance(mm)
GO QS QI GO QS QI GO QS QI GO QS QI GO QS QI GO QS QI0.2-1.58 7.17 7.00 7.0 1.01 0.50 0.05 122.99 115.77 120.32 0.12 0.12 0.12 0.3 0.3 0.3 0.001 0.001 0.0010.2-0.50 8.68 8.11 8.1 0.5 0.51 0.5 97.92 106.28 92.98 0.12 0.11 0.12 0.29 0.29 0.29 0.001 0.001 0.0010.2-0.80 7.39 7.01 7.0 0.68 0.61 0.6 123 104.80 105.23 0.12 0.12 0.12 0.3 0.3 0.3 0.01 0.01 0.01
Table 8.12: Comparison of Optimization Results obtained by GONNS (GO), QSNFHECT (QS) and QIEA (QI) for Minimization of Machining Time
The results demonstrated by QIEA shows improvement with those reported by tansel
et al. and are quite consistent with QSNFHECT results. They also show compromise
between the machining time and estimated surface roughness. When the minimization
of the surface roughness requested, QIEA selected high cutting speed and very small
feed rate. To minimize the machining time, very high cutting speed and the feed rate
were selected. The surface roughness deteriorated in these cases. The tendency of the
estimations of the QIEA agreed with the theoretical expectations.
8.9 QIEA for optimization of agro-forestry systems
It is time that greater attention be devoted to economically and ecologically
sustainable agricultural production system. Therefore, to find out optimized and
efficient agroforestry systems, following issues related to are taken into consideration:
Neuro-fuzzy modelling is conducted to predict the growth of teak with
combination of agriculture crop from teak based agro-forestry system.
kharif crops are modeled with QIEA as a constrained optimization problem
with an intent to maximize profit by allocating optimal land area to each
individual crop.
8.9.1Neuro-fuzzy modelling to predict the growth of teak in teak based agro-forestry system
In this section neuro-fuzzy modelling is conducted to predict the yield of teak in
combination of agriculture crops from teak based agro-forestry systems. The data
Chapter-8
8. 21
pertaining to yield of teak and associated agriculture crop like papaya, grass and
subabul at different spacing combinations viz., 10m and 20m spacing between two
rows of teak were collected by H. M. Chethana and reported in his M.S. thesis
submitted to University of Agricultural Sciences, Dharwad, Karnataka. The neuro-
fuzzy models are compared with regression models reported by H. M. Chethana. The
results clearly show the superiority of neuro-fuzzy models.
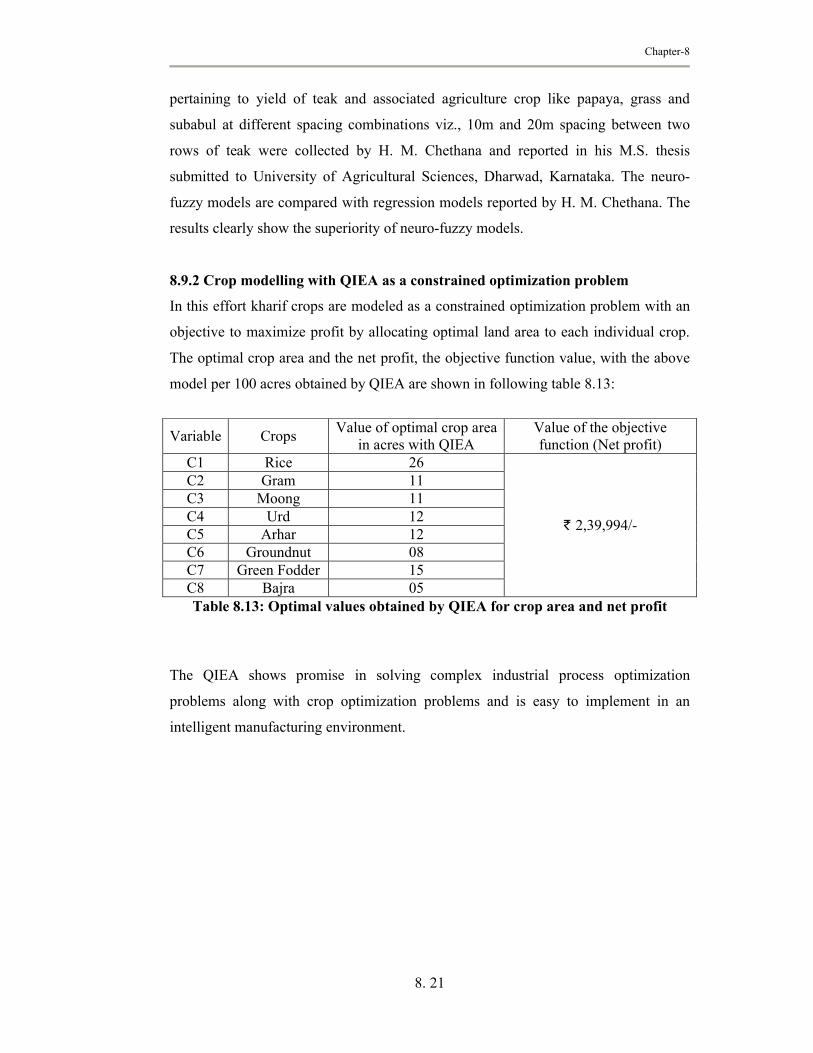
8.9.2 Crop modelling with QIEA as a constrained optimization problem
In this effort kharif crops are modeled as a constrained optimization problem with an
objective to maximize profit by allocating optimal land area to each individual crop.
The optimal crop area and the net profit, the objective function value, with the above
model per 100 acres obtained by QIEA are shown in following table 8.13:
Variable CropsValue of optimal crop area
in acres with QIEAValue of the objective function (Net profit)
C1 Rice 26
` 2,39,994/-
C2 Gram 11C3 Moong 11C4 Urd 12C5 Arhar 12C6 Groundnut 08C7 Green Fodder 15C8 Bajra 05Table 8.13: Optimal values obtained by QIEA for crop area and net profit
The QIEA shows promise in solving complex industrial process optimization
problems along with crop optimization problems and is easy to implement in an
intelligent manufacturing environment.











![JMSCR Vol||04||Issue||11||Page 14178-14189||November 2016 jmscr.pdf · hymen. Incidence of isolated vaginal agenesis is 1:5000 women [2]. The diagnosis of distal vaginal atresia is](https://img.pdfslide.net/doc/110x75/607fb8cceb2b1d248c19ba79/jmscr-vol04issue11page-14178-14189november-2016-jmscrpdf-hymen-incidence.jpg)



![R-1 - Shodhganga : a reservoir of Indian theses @ INFLIBNETshodhganga.inflibnet.ac.in/bitstream/10603/14189/18/18... · R-1 REFERENCES [Abd03] ... for a quantum-inspired evolutionary](https://img.pdfslide.net/doc/110x75/5aa3651f7f8b9a436d8e1e03/r-1-shodhganga-a-reservoir-of-indian-theses-references-abd03-for-a-quantum-inspired.jpg)













