Embed Size (px)
DESCRIPTION
Results of FEA for the PETS EBW tooling Riku Raatikainen 23.5.2011. Motivation for FEA: Demonstrating the structural behaviour of the PETS under compressive force in a workbench for welding - PowerPoint PPT Presentation
Citation preview

Results of FEA for the PETS EBW tooling
Riku Raatikainen
23.5.2011
Motivation for FEA:
Demonstrating the structural behaviour of the PETS under compressive force in a workbench for welding
Before welding, the PETS structure is held together by a friction contact Appropriate force is needed, which holds the parts together in the workbench
Too large force values could lead into instability while smaller values are not capable of creating an appropriate friction contact

Assembly
Couplers
Inner Copper solid
Outer Steel shell

1. Assembly and compression in a vertical position
Screw
Workbench scheme
2. Welding process in horizontal position

Sections
Gaps (50 µm) for Welding

FE-Analysis
Assumptions and restrictions:
Maximum total deformation of 50 µm were allowed (transversal < 10-20 µm)
Friction factor between Copper-Copper surfaces roughly 1.0
PETS under axial loading + the effect of gravity
The effect of rotational velocity was neglected since its small value (0.004 rad/s)

Mesh/Loads/Boundary Conditions
(total mass ≈ 45 kg)
The structure is supported from both ends, where the remote displacement (B) allows longitudinal movement.

Results
Total deformation (µm), Loading case 300 N
Total deformation (µm), Loading case 1 kN
Results
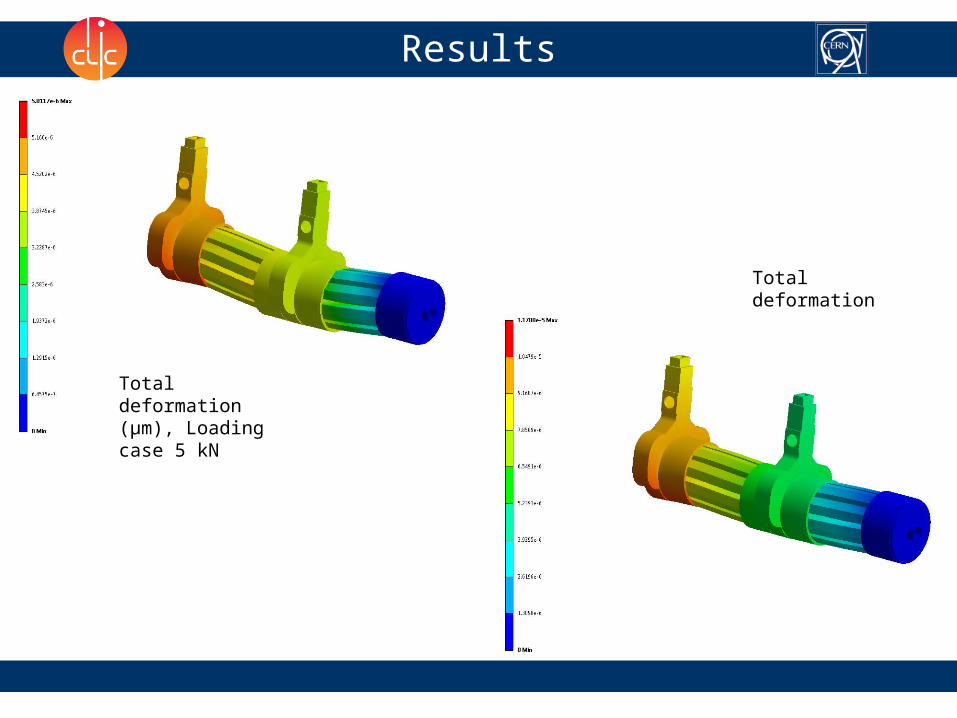
Total deformation (µm), Loading case 5 kN
Total deformation (µm), Loading case 10 kN
Results-Extra
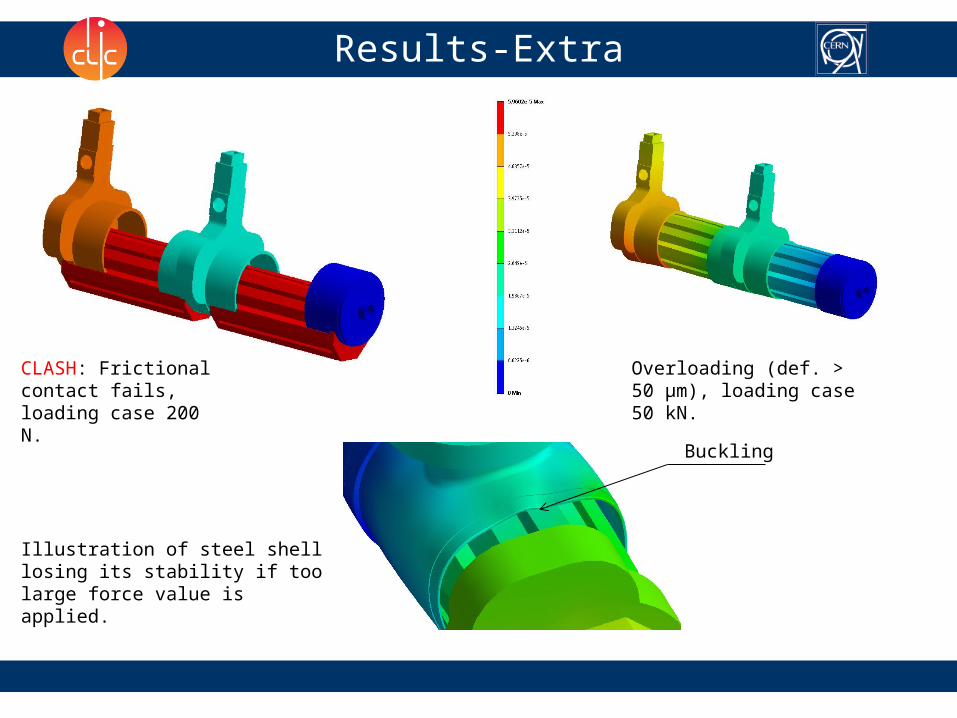
Illustration of steel shell losing its stability if too large force value is applied.
Overloading (def. > 50 µm), loading case 50 kN.
CLASH: Frictional contact fails, loading case 200 N.
Buckling
Conclusion
The effect of gravity is seen significant (but still acceptable) in small force values below 1 kN and the total deformation is emphasized in vertical direction (due to gravity). Theoretical failing of the friction connection is at near 225 N
In loading cases where the force reaches 5 kN the longitudinal deformation emphasizes More stable structural behaviour in vertical direction
Axial loading cases of several tons will lead into instability
It should be noted that the FEM model did not include any safety factors and that the simulation model was approximately 10 kg lighter than the actual PETS structure In a reality the clashing is expected to occur around 300 N For reliable welding process a minimum clamping force of 1 kN should be considered as guiding value BUT
As seen the difference in deformation between the loading cases of 1 kN and 5 kN is only few micrometers! A clamping force of 5 kN is recommended to ensure a reliable friction
contact and alignment during operations (transportation, manipulation etc.)
Exact forces can adjusted furthermore in machining
Parts to be welded could be attached into the structure by using spot welding before actual welding Even more reliable and accurate alignment














![Službene novine FBiH [godina 18, broj 28; 23.5.2011]](https://img.pdfslide.net/doc/110x75/577d29b21a28ab4e1ea78dfb/sluzbene-novine-fbih-godina-18-broj-28-2352011.jpg)














