Embed Size (px)
Citation preview
TRL Report TRL672
Review of Shell Thiopave™ sulphur-extended asphalt modifier
J C Nicholls

Review of Shell Thiopave™ sulphur-extended asphalt modifier
J C Nicholls
TRL Report TRL672
ii
TRL Report TRL672
First published 2009
ISBN 978-1-84608-801-8
Copyright TRL, Transport Research Laboratory 2009
This Report has been produced by TRL, under/as part of a
contract placed by Shell Sulphur Solutions, Royal Dutch/
Shell Group. Any views expressed are those of the author
and not necessarily those of Shell Sulphur Solutions, Royal
Dutch/Shell Group.
Published by IHS for TRL
TRL
Crowthorne House
Nine Mile Ride
Wokingham
Berkshire RG40 3GA
United Kingdom
Tel: +44 (0) 1344 773131
Fax: +44 (0) 1344 770356
Email: [email protected]
www.trl.co.uk
TRL publications are available from
www.trl.co.uk
or
IHS
Willoughby Road
Bracknell RG12 8FB
United Kingdom
Tel: +44 (0) 1344 328038
Fax: +44 (0) 1344 328005
Email: [email protected]
http://emeastore.ihs.com
When purchased in hard copy, this publication is printed
on paper that is FSC (Forest Stewardship Council)
registered and TCF (Totally Chlorine Free) registered.
ConTenTS
Abstract vi
executive summary vii
1 Introduction 1
2 Shell Thiopave™ as a product 2
2.1 Description 2
2.2 Principles of addition 2
2.3 Mixture design 3
2.4 Asphalt mixing operations 3
2.5 Plant modification 4
2.6 Laboratory sample preparation 4
3 Site experience 5
3.1 Canada 5
3.1.1 PortMoody,Vancouver 5
3.1.2 NewWestminster,BritishColumbia 5
3.1.3 FraserSurreydocks,Vancouver 5
3.2 United States of America 6
3.2.1 SouthernAvenue,LosAngeles 6
3.2.2 OaklandInternationalGatewayJointIntermodalTerminal, 6
California
3.3 Saudi Arabia 6
3.3.1 Laboratorystudy 6
3.3.2 DammamtoJubailhighway 6
3.3.3 Khursaniyahaccessroad 7
3.4 Ras Laffan Pearl GTL project, Qatar 7
3.5 Nantong port, China 8
4 Property enhancement 9
4.1 Density 9
4.2 Binder content and film thickness 9
iii
iv
4 Property enhancement (cont’d)
4.3 Marshallproperties 9
4.3.1 Increaseinstability 9
4.3.2 MarshalldesignforNantongport 10
4.3.3 MarshalldesignforQatar 10
4.3.4 Effectofcuring 11
4.3.5 Implicationsforgradeofbinder 11
4.3.6 SummaryonMarshallproperties 11
4.4 Deformation resistance 12
4.4.1 AsphaltPavementAnalyzer 12
4.4.2 Hamburgwheeltracker 12
4.4.3 Flownumber 15
4.4.4 Summaryondeformationresistance 16
4.5 Stiffness 16
4.5.1 Stiffnessmodulus 16
4.5.2 Mastercurves 19
4.5.3 Blackspace 23
4.5.4 Cole–Colediagram 23
4.5.5 Summaryonstiffness 23
4.6 Fatigue 24
4.6.1 Trapezoidaltest 24
4.6.2 Fatiguecurve 25
4.6.3 Summaryonfatigue 25
4.7 Low-temperature crack resistance 25
4.7.1 Thermalstressrestrainedspecimentensiletest 25
4.7.2 Relativeinfluenceofbitumenandsulphur 26
4.7.3 Summaryonlow-temperatureproperties 27
4.8 Water sensitivity 28
CONTENTS
v
5 Health and safety 29
5.1 HSE Management System 29
5.2 Industrial hygiene monitoring on Pearl GTL village project 29
5.2.1 Needformonitoring 29
5.2.2 Methodology 29
5.2.3 Resultsandexposurelimits 30
5.2.4 Discussion 30
5.3 Monitoring in Saudia Arabia 30
5.3.1 DammamtoJubailhighway 30
5.3.2 Khursaniyahaccessroad 31
5.4 Summary on health and safety 31
6 Pavement design implications 31
6.1 Design life 31
6.1.1 Analysismodel 31
6.1.2 Impactonpavementlifeforthesamepavementthickness 32
6.1.3 Impactonpavementthicknessforthesamepavementlife 32
6.1.4 ImpactonpavementthicknessusingDMRBmethod 33
6.1.5 AnalysisforChina 34
6.1.6 Summaryondesignlife 35
6.2 Recyclability 35
7 Conclusions 35
Acknowledgements 36
References 37
Appendix A: Laboratory mixing procedure for Shell 39 Thiopave™-modified asphalt mixtures
Appendix B: Qatar environmental monitoring results 40
CONTENTS
v
vi
Abstract
Sulphur-extended asphalt has been available since the 1970s, but was not widely taken up before the cost of sulphur increased to make this modifier uneconomical. The cost has now reduced and Shell has produced sulphur in a pelletised form, Shell Thiopave™ (previously Shell SEAM™), which eases the application and minimises the potential health and safety issues. This Report reviews the laboratory tests and site trials that have been undertaken with the product to assess the changes in technical properties that are achieved with mixtures incorporating it at rates of between 20% and 40% by mass of binder.
ABSTRACT

vii
Executive summary
The concept of using sulphur as a bitumen extender/modifier has been around for three quarters of a century. However, the incorporation of sulphur does raise health and safety concerns when there is prolonged exposure of the sulphur to the bitumen at elevated temperatures. Sulphur-extended asphalt mixtures continued to be used in the early 1980s as an alternative technology to modify asphalt properties and to reduce bitumen consumption, until the use of sulphur went into decline because its availability declined and its price rose sufficiently to make the process uneconomical for use in road paving.
The development of solid sulphur pellets, which have now become the Shell Thiopave™ pellets, began in the late 1990s. The pellets can be readily added to asphalt mixtures in a similar manner to other pellets.
Shell Sulphur Solutions has provided TRL with extensive literature on the use of Shell Thiopave™ pellets and commissioned TRL to give an independent assessment of the product. Shell believes that there are sufficient data from laboratory and field mixture tests to show that the pellets can improve the stability, deformation resistance, stiffness and fatigue performance of asphalt mixtures.
The review has found that the pelletisation of the sulphur by Shell in its Thiopave™ product appears to have overcome many of the health and safety fears, although strict control of temperature is important. Thus, wider use of Shell Thiopave™ is more practical, as is demonstrated by its use on several reported sites.
The reason for using Shell Thiopave™ pellets in asphalt is to improve the asphalt’s performance properties. Any improvement in property will be dependent on the existing properties of the mixture into which the pellets are added, but the changes reviewed in this Report include:
The Marshall stability was increased by up to 38% when added at 30% by mass of binder, and by more at higher levels of addition, although the stiffness increases with time, taking about two weeks to develop.
•
The mean rut depth in the Asphalt Pavement Analyzer test of over 11 mm was reduced to 5.6 mm in one instance whilst, for another, the average reduction was 46% for the inclusion of 30% of pellets but only 42% for the inclusion of 40% of pellets, indicating that the extra 10% addition did not affect the performance. Similarly, the development of rutting in the Hamburg wheel tracker was reduced up to about 5000 cycles, although the performances started to converge as the number of cycles increased.The stiffness modulus was increased for a series of mixtures, with the ratio increasing with temperature. From the values, increments can be proposed for specific design temperatures for use in pavement design, at least until test data for the actual mixtures become available. The design stiffness ratios for 40% replacement of the binder are 1.00, 1.00, 1.15, 1.35, 1.60 and 1.95 at temperatures of -10 °C, 0 °C, 10 °C, 20 °C, 30 °C and 40°C, respectively. Therefore, the theoretical mixture stiffness for UK mixture designs at 20 °C can be increased by a third.The stiffness modulus is reinforced without the rheological behaviour of the mixture being changed. However, the phase angle measurement is not sufficiently precise to provide more information.There was an increase of about 10% in the slope and a commensurate reduction of 5% in the relative strain for a lifetime of 106 cycles for the fatigue curve of one mixture.The low-temperature behaviour, as assessed in the thermal stress restrained specimen tensile test, was not adversely affected, even enabling a lower temperature and higher stress to be reached.The water sensitivity was, if anything, reduced but the results were inconsistent. Any reduction, if present, should be small enough to be addressed by the use of anti-stripping agents.
These property enhancements have been demonstrated to allow reduced pavement thicknesses, particularly at higher design pavements. Therefore, the primary advantages of Shell Thiopave™-modified asphalt are increases in strength, stability and, possibly, durability. The resulting economic advantages of reduced pavement thicknesses and lower energy consumption should be the driver for the use of Shell Thiopave™ on commercial projects.
•
•
•
•
•
•
EXECUTIVE SUMMARY


1 INTRODUCTION
1
1 Introduction
The concept of using sulphur as a bitumen extender/modifier has been around for three quarters of a century. Experiments in the 1930s (Bencowitz and Boe, 1938) showed that sulphur combines with bitumen and modifies the bitumen properties, but it was not until the 1970s that the US Bureau of Mines and the Federal Highway Administration developed sulphur-extended asphalt (SEA) (Kennepohl et al., 1975) as a process that could be developed commercially.
However, the incorporation of sulphur does raise health and safety concerns when there is prolonged exposure of the sulphur to the bitumen at elevated temperatures. The bitumen can function as a hydrogen donor, leading to hydrogen sulphide (H
2S) and sulphur dioxide (SO
2) generation.
Furthermore, there were problems with pre-blending the sulphur with the bitumen and with the subsequent storage of hot sulphur at the asphalt mixing plant. The problems arose because sulphur is approximately twice as dense as bitumen, causing segregation within the bitumen/sulphur blend. The ratio of bitumen to sulphur was carefully designed to optimise the properties of the final asphalt mixture, with the consistency of the material being important. When homogeneity was achieved, the asphalt mixture did perform well.
SEA mixtures continued to be used in the early 1980s as an alternative technology to enhance asphalt performance and to reduce bitumen consumption. Road surveys indicated that the performance was comparable to that of conventional hot asphalt (Beatty et al., 1987). Over 100 road projects in the USA were constructed during the 1970s and 1980s utilising hot liquid sulphur addition to asphalt mixtures. Sulphur was also used elsewhere, including trials in the UK (Denning and Carswell, 1981). Although odour and vapour emissions from the hot mixtures during road construction were in compliance with legislated health standards at the time, they were a regular source of worker complaints. Meanwhile, a process for making sulphur pastilles was developed in the late 1970s that facilitated the handling of elemental sulphur in a solid, dust-free form, although this process was not developed for SEA. The use of SEA then went into decline because the availability of sulphur declined and its price rose sufficiently to make the process uneconomical for use in road paving.
The development of solid sulphur pellets began in the late 1990s. The pellets can be readily added to asphalt mixtures and used both to eliminate the expense and hazards associated with hot, liquid sulphur use and to mitigate the fumes and odours emanating from the SEA asphalt mixture. The latter occurs because the pellet is added to the asphalt mixture rather than the binder, thus ensuring that the sulphur is exposed for the minimum time to the hot bitumen.
Shell Canada acquired the rights to the process late in 2003 and took further steps to improve it. By this time, the air regulations had become more stringent and products from the oil industry had to comply with low sulphur content specifications, thereby enhancing the attractiveness for sulphur and for sulphur-extended asphalt modifier (SEAM) in road applications. The pellets were initially called Shell SEAM™, but are now branded as Shell Thiopave™ (in chemistry, the prefix thio- denotes that at least one sulphur atom has been added to the chemical named in the root word, derived from the Greek for sulphur of θεıov).
Shell Sulphur Solutions, part of the Royal Dutch/Shell Group, believes that it has sufficient data from laboratory and field mixture tests to show that the pellets can improve the stability, deformation resistance, stiffness and fatigue performance of asphalt mixtures. Therefore, Shell Thiopave™ could be regarded as particularly suitable as a partial binder replacement for high-stress applications such as heavy-duty pavements, high-traffic intersections, container terminals and airports, as well as full-depth pavements. Therefore, Shell Sulphur Solutions has commissioned TRL to review those data and give an independent assessment of Shell Thiopave™. This Report is that review.
2
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
2 Shell Thiopave™ as a product
2.1 DescriptionShell Thiopave™ is a patented additive� developed by Shell for use in asphalt paving mixtures. The additive is intended to act both as a binder extender and as an asphalt mixture modifier. Shell Thiopave™ pellets are formed using existing processes for forming sulphur pellets with the following modifications (Strickland et al., 2007; 2008a):
The elemental sulphur is treated with a precursor that reacts with H
2S constituents to inhibit H
2S gas forming.
The sulphur is manufactured as pellets to reduce the emission of sulphur vapour and to lower the solidification temperature in order to reduce any sulphur fumes, odour and eye-irritating effects of sulphur vapour.
The use of sulphur also has the benefit of lowering the compaction temperature of the paving mixtures.
The resulting pellets, as shown in Figure 2.1 (Strickland et al., 2007; 2008a), may be shipped in bulk, sacks or super sacks for storage at the site, as shown in Figure 2.2 (Strickland et al., 2007).
2.2 Principles of additionShell Thiopave™ pellets at ambient temperature are added to the pre-heated aggregates and bitumen during the asphalt mixing process rather than the sulphur being pre-blended with bitumen. The addition can be achieved via a specific feeder in a batch plant or via the reclaimed asphalt collar in a continuous mixing plant. The temperature of the mixer must be controlled to (140 ± 5) °C during the mixing process, the tolerance being allowed to accommodate plant temperature control, but the target mixing temperature must not be greater than 140 °C. At this temperature, the pellets melt quickly and the shear conditions in the mixer are high enough to disperse the sulphur into the asphalt mixture in a very short time that is compatible with asphalt mixture production. A fine dispersion of modified sulphur is essential to obtain good distribution and enhanced structural properties of the final paving mixture. Figure 2.3 (Deme, 1978) shows the size of the modified sulphur particles that are generally obtained (below 10 μm).
� The product has been the subject of patents US6440205 (which corresponds to the international patent WO 01/90250) and US20030037704.
•
•
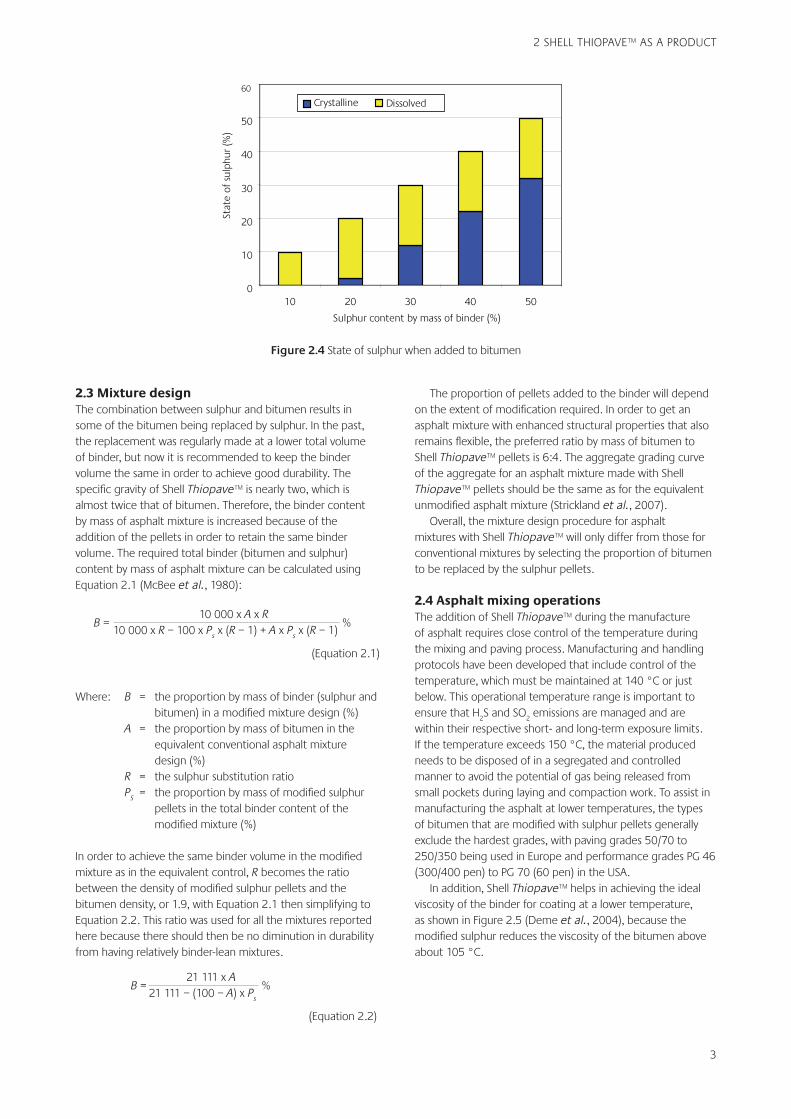
The addition of the pellets into the bitumen modifies the bitumen properties (Strickland et al., 2007; 2008a). Bitumen and sulphur combine at a temperature above the melting point of the pellets, which is currently around 120 °C (research work on sulphur chemistry and modification is under way to decrease the melting point of the modified sulphur pellets to less than 120 °C). Part of the sulphur is chemically combined with the bitumen and acts as an extender. This portion of sulphur is dissolved in the bitumen, modifying the bitumen properties by lowering the viscosity and increasing the ductility. Above a certain proportion, the remaining sulphur predominantly stays as free sulphur, which crystallises when the blend cools. Depending on the amount of pellets added, the crystallisation gives different levels of strengthening, with sulphur crystallisation acting as a structuring agent in the asphalt mixture. It has been found that the effect of sulphur combination in bitumen depends on the amount of sulphur added (Kennepohl et al., 1975), as reproduced in Figure 2.4. This figure shows the typical amount of sulphur that is dissolved into and chemically bonding with the bitumen; this proportion compares with the sulphur that forms the crystalline structure, which is typically around 15% to 20% or around half the sulphur content added, depending on the bitumen source.
Figure 2.1 Shell Thiopave™ pellets Figure 2.2 Shell Thiopave™ handling and storage
Figure 2.3 Modified sulphur particles in bitumen
0 50 microns
3
2 SHELL THIOPAVE™ AS A PRODUCT
2.3 Mixture designThe combination between sulphur and bitumen results in some of the bitumen being replaced by sulphur. In the past, the replacement was regularly made at a lower total volume of binder, but now it is recommended to keep the binder volume the same in order to achieve good durability. The specific gravity of Shell Thiopave™ is nearly two, which is almost twice that of bitumen. Therefore, the binder content by mass of asphalt mixture is increased because of the addition of the pellets in order to retain the same binder volume. The required total binder (bitumen and sulphur) content by mass of asphalt mixture can be calculated using Equation 2.1 (McBee et al., 1980):
Where: B = the proportion by mass of binder (sulphur and bitumen) in a modified mixture design (%) A = the proportion by mass of bitumen in the equivalent conventional asphalt mixture design (%) R = the sulphur substitution ratio PS = the proportion by mass of modified sulphur pellets in the total binder content of the modified mixture (%)
In order to achieve the same binder volume in the modified mixture as in the equivalent control, R becomes the ratio between the density of modified sulphur pellets and the bitumen density, or 1.9, with Equation 2.1 then simplifying to Equation 2.2. This ratio was used for all the mixtures reported here because there should then be no diminution in durability from having relatively binder-lean mixtures.
The proportion of pellets added to the binder will depend on the extent of modification required. In order to get an asphalt mixture with enhanced structural properties that also remains flexible, the preferred ratio by mass of bitumen to Shell Thiopave™ pellets is 6:4. The aggregate grading curve of the aggregate for an asphalt mixture made with Shell Thiopave™ pellets should be the same as for the equivalent unmodified asphalt mixture (Strickland et al., 2007).
Overall, the mixture design procedure for asphalt mixtures with Shell Thiopave™ will only differ from those for conventional mixtures by selecting the proportion of bitumen to be replaced by the sulphur pellets.
2.4 Asphalt mixing operationsThe addition of Shell Thiopave™ during the manufacture of asphalt requires close control of the temperature during the mixing and paving process. Manufacturing and handling protocols have been developed that include control of the temperature, which must be maintained at 140 °C or just below. This operational temperature range is important to ensure that H
2S and SO
2 emissions are managed and are
within their respective short- and long-term exposure limits. If the temperature exceeds 150 °C, the material produced needs to be disposed of in a segregated and controlled manner to avoid the potential of gas being released from small pockets during laying and compaction work. To assist in manufacturing the asphalt at lower temperatures, the types of bitumen that are modified with sulphur pellets generally exclude the hardest grades, with paving grades 50/70 to 250/350 being used in Europe and performance grades PG 46 (300/400 pen) to PG 70 (60 pen) in the USA.
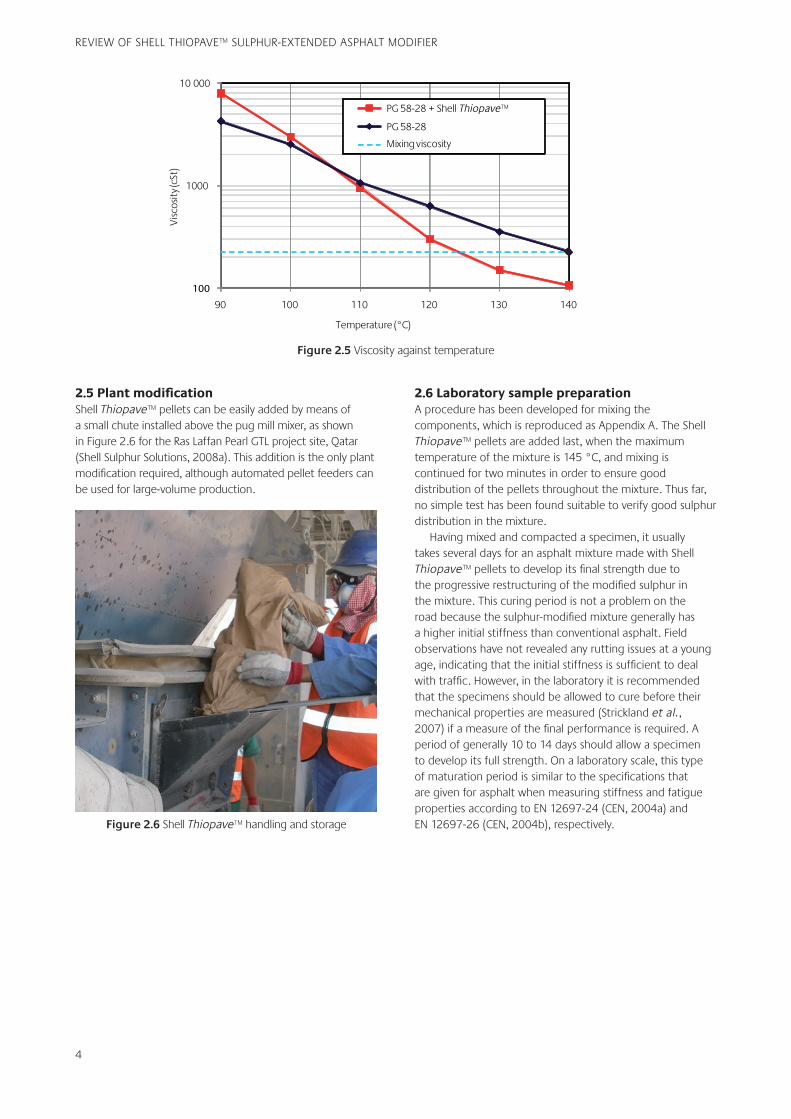
In addition, Shell Thiopave™ helps in achieving the ideal viscosity of the binder for coating at a lower temperature, as shown in Figure 2.5 (Deme et al., 2004), because the modified sulphur reduces the viscosity of the bitumen above about 105 °C.
(Equation 2.1)
B = 10 000 x A x R
10 000 x R – 100 x Ps x (R – 1) + A x Ps x (R – 1)%
(Equation 2.2)
B = 21 111 x A
21 111 – (100 – A) x Ps
%
Figure 2.4 State of sulphur when added to bitumen
4
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
2.5 Plant modificationShell Thiopave™ pellets can be easily added by means of a small chute installed above the pug mill mixer, as shown in Figure 2.6 for the Ras Laffan Pearl GTL project site, Qatar (Shell Sulphur Solutions, 2008a). This addition is the only plant modification required, although automated pellet feeders can be used for large-volume production.
2.6 Laboratory sample preparationA procedure has been developed for mixing the components, which is reproduced as Appendix A. The Shell Thiopave™ pellets are added last, when the maximum temperature of the mixture is 145 °C, and mixing is continued for two minutes in order to ensure good distribution of the pellets throughout the mixture. Thus far, no simple test has been found suitable to verify good sulphur distribution in the mixture.
Having mixed and compacted a specimen, it usually takes several days for an asphalt mixture made with Shell Thiopave™ pellets to develop its final strength due to the progressive restructuring of the modified sulphur in the mixture. This curing period is not a problem on the road because the sulphur-modified mixture generally has a higher initial stiffness than conventional asphalt. Field observations have not revealed any rutting issues at a young age, indicating that the initial stiffness is sufficient to deal with traffic. However, in the laboratory it is recommended that the specimens should be allowed to cure before their mechanical properties are measured (Strickland et al., 2007) if a measure of the final performance is required. A period of generally 10 to 14 days should allow a specimen to develop its full strength. On a laboratory scale, this type of maturation period is similar to the specifications that are given for asphalt when measuring stiffness and fatigue properties according to EN 12697-24 (CEN, 2004a) and EN 12697-26 (CEN, 2004b), respectively.Figure 2.6 Shell Thiopave™ handling and storage
Thiopave
Figure 2.5 Viscosity against temperature

5
of the road surface (Shell Sulphur Solutions, 2004a). The investigation concluded that the premature road failure was due to inadequate deformation resistance of the compacted asphalt. The depths of the ruts in the pavement surface were observed to be particularly deep at the bus stop on 6th Street. However, the structural strength of the existing pavement was adequate despite the excessive deformation of the surface. Therefore, the problem was inadequate deformation resistance of the compacted surfacing.
Conventional asphalt binder and surface course mixtures that would normally have been used at this site would have maximum aggregate sizes of 19 mm and 12.5 mm, respectively, and bitumen contents of 4.9% and 5.3%, respectively. The old asphalt pavement was removed and replaced with 75 mm of binder course using the Superpave 19 mm aggregate gradation and 50 mm of surface course using the Superpave 12.5 mm aggregate gradation. Both mixtures incorporated Shell Thiopave™ at 40% by mass of binder with the remainder being 80/100 bitumen, giving bitumen contents of 3.6% and 3.9% for the binder and surface courses, respectively.
The paving was carried out on 17 June 2006 and was completed in a single day. The material was mixed in a Gencor drum-mix plant at rates varying between 200 t/h and 240 t/h. Good temperature control was maintained during the mixing with the temperature generally between 131 °C and 143 °C. The material was easily compacted with pavement densities within the specification target and a compaction level exceeding 96% of the design density. No significant H
2S or SO
2
emissions were detected.In September 2008, after two years in service, no
measurable rutting was observed (Shell Sulphur Solutions, 2008c). Furthermore, there was a saving in bitumen of 33% in the binder course and 26% in the surface course that resulted from the incorporation of Shell Thiopave™ pellets.
3.1.3 Fraser Surrey docks, VancouverFraser Surrey is one of four major dock areas handling general cargo and shipping containers in Vancouver. For the reconstruction of the Yard Lot 10 area near the railway tracks, it was decided to use a Shell Thiopave™ mixture for a section (Shell Sulphur Solutions, 2008d).
A dense asphalt concrete mixture was selected using 12.5 mm nominal maximum size aggregate. The binder included 30% by mass of Shell Thiopave™ with 80/100 pen bitumen for the binder course and PG 70-22 bitumen for the surface course at 4.1% of bitumen and 1.8% of pellets. The properties recorded of the design mixture and the asphalt on site are given in Table 3.1.
3 SITE EXPERIENCE
3 Site experience
3.1 Canada3.1.1 Port Moody, VancouverPacific Coast Terminals Co. Ltd in Port Moody, British Columbia, handles trans-shipment of sulphur to all parts of the world. The company was in the process of reconstructing a car park and selected the use of a Shell Thiopave™-modified mixture (Shell Sulphur Solutions, 2008b). The pavement was placed over a variable sub-grade, overlaying an area with buried concrete bunkers. A levelling course of crushed stone was applied over the area and compacted. However, there were still concerns that differential settlement would occur and cause cracking of the 100 mm thick asphalt pavement. The project was undertaken on 1 May 2004, although the traffic levels since then have not been provided.
The selected mixture was a dense asphalt with 12.5 mm maximum size aggregate. The binder contained 43% by mass of pellets, with the bitumen content being increased by 0.3% over the standard mix design target value in order to provide greater flexibility for accommodating any differential settlement in the underlying unbound layer. The pellet content was relatively high in order to counter the loss of pavement stability from the bitumen increase, providing a balance between flexibility and stability. The design mixture had 4.4% bitumen and 3.3% Shell Thiopave™ by mass with a Marshall target air voids content of 2.5%, a Marshall stability of 19 kN and a tensile strength ratio (TSR) of 98% after moisture conditioning.
The asphalt was produced in a Gencor drum-mix plant with the pellets being added via the RAP feeder and the mixing temperature being (140 ± 5) °C, approximately 15 °C below the mixing temperature of a conventional asphalt mixture using 80/100 pen bitumen. The material exhibited slight tenderness during placement (ie more mobile than would normally be expected), but could be easily compacted with normal rolling practice used for conventional asphalt mixtures. No significant H
2S or SO
2 emissions were detected. After four
years in service, the pavement was performing well with no cracking or surface defects observed.
3.1.2 New Westminster, British ColumbiaThe street intersection at Royal Avenue and 6th Street in New Westminster was a problematic area, requiring frequent pavement replacement due to permanent deformation (rutting). It is located on a hillside and is subjected to both heavy, slow-moving traffic and bus traffic, although the actual traffic levels have not been reported. A site investigation revealed that the existing pavement design was adequate, but that the road was failing due to excessive deformation
Table 3.1 Mixture properties from Fraser Surrey docks
Property Specified Design mixture Field mixture
75-blow Marshall target air voids content – 4% –
Binder content – 5.15% 6.2% (mean)
Marshall stabilityInitial/24 h – 21 kN 17.4 kN and 16.7 kN
14 days 5.5 kN – 21.3 kN and 21.2 kN
Retained stability 75% 94% 100%

6
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
On 23 August 2008, both lifts were placed over a cement-treated base. The material was mixed in a Gencor counterflow plant with the pellets being added via the RAP feeder. The mixing temperature was (140 ± 5) °C, approximately 15 °C below that for conventional 80/100 pen mixtures. After overcoming some initial inexperience during placement, the material was compacted easily using conventional rolling practice, reaching 98% to 100% of the Marshall design value. Core thicknesses varied from 59 mm to 75 mm, achieving the 65 mm minimum average. The pavement was performing well after two months with no cracking or surface defects having been observed.
3.2 United States of America3.2.1 Southern Avenue, Los AngelesIn 2002, the surfacing in front of the Sulley-Miller asphalt hot-mix plant on Southern Avenue, west of Garfield in South Gate, Los Angeles, was replaced with sections of both control and 40% Shell Thiopave™ mixtures. The mixtures used AR 8000 bitumen and dense-graded aggregate with 37 mm and 19 mm maximum nominal sizes for the 75 mm thick binder course and 50 mm surface course, respectively. The bitumen contents of the control mixtures were 4.3% and 4.6%, respectively. The Shell Thiopave™ mixtures were designed to provide the same total binder volume as the control mixtures.
An error in the bitumen content setting at the plant caused an excess of between 0.5% and 0.7% in the bitumen to be put into the modified binder course mixture. It was observed that roller compaction of this material in the south lane, west of Garfield, forced bitumen to the surface. As a result, large sections of the pavement had a slightly flushed binder course layer and there was concern that it could cause bleeding that would come through the surface course. Bleeding generally reduces the stability of the asphalt, resulting in pavement surface rutting, and was of particular concern because this section of Southern Avenue is subject to heavy traffic.
The performance of the pavement has been monitored over five years. During that time, the excess bitumen had not bled through from the binder course. At the same time, the control asphalt had rutted near the street intersection, whilst the modified asphalt at the entrance to the plant did not exhibit any significant rutting, despite the slow turning movement of the heavily loaded trucks delivering aggregate into the plant and asphalt mixtures from the plant.
It appears that the 40% Shell Thiopave™ modification provided additional resistance against premature rutting of an imperfect pavement with higher initial stability and resistance to permanent deformation.
3.2.2 Oakland International Gateway Joint Intermodal Terminal, CaliforniaIntermodal terminals, sometimes called container ports, are subject to a variety of very high stress types of loading that require the construction of thick, heavy-duty pavements. At Oakland International Gateway Joint Intermodal Terminal, various types of pavement damage and failures were observed in 2004, and a Shell Thiopave™-modified heavy-duty asphalt mixture was selected to increase the pavement life and reduce maintenance costs (Shell Sulphur Solutions, 2004a).
In March 2004, the failed 325 mm thick asphalt pavement was removed over an area of 34 m by 122 m. The underlying
sandy clay soil mixed with gravel was recompacted and overlaid with a conventional 100 mm asphalt course. Sections of this area were overlaid with 230 mm thick Shell Thiopave™ and control pavements. These pavements were placed in two lifts.
The control mixture consisted of a dense-graded 25 mm maximum size aggregate with 4.8% of bitumen by mass of dry aggregate. The Shell Thiopave™ mixture had the same binder volume, of which 40% by mass was pellets. The material was mixed in a batch plant by adding the required mass of pellets manually into the mixer for each batch. The mixing temperature range was (140 ± 5) °C.
The inclusion of the Shell Thiopave™ pellets enhanced the design performance properties of the mixture, with both Marshall stability and deformation resistance at high in-service temperatures being improved. Furthermore, there have been no reported signs of distress or failure in either mixture despite the very heavy loading regime.
3.3 Saudi Arabia3.3.1 Laboratory studyThe availability of surplus sulphur, supported by the advances in SEA technology, led to moves to revive sulphur-modified pavement studies in Saudi Arabia. A laboratory study was initiated to test Shell Thiopave™ pellets in local asphalt concrete mixtures in order to identify the effect of modification on the performance of the asphalt (Grosch et al., 2007).
The standard Marshall mix design procedure was used following the Ministry of Transport (MOT) specifications to produce a control asphalt and asphalts with 30%, 40% and 50% by mass of Shell Thiopave™ pellets (Abdul Wahhab, 2003).
The results indicated that Shell Thiopave™ asphalt concrete can be produced, transported, placed and compacted easily with conventional methods and equipment. The additive increased the Marshall stability of the mixture. The mixture with 30% Shell Thiopave™ pellets was assessed as having an acceptable durability, whilst anti-stripping agents were required to bring the durability of the 40% and 50% Shell Thiopave™ mixtures to within the MOT acceptable limits.
Tests assessing the environmental impact of this sulphur-asphalt technology showed that there should be no long-term hazard for Shell Thiopave™ mixtures in terms of the acceptable values of emission of hazardous gases such as H
2S
and SO2. Following on the success of the laboratory study,
two roads were constructed with Shell Thiopave™ asphalt as demonstration trials, on the Dammam to Jubail highway and the Khursaniyah access road in Eastern Saudi Arabia.
3.3.2 Dammam to Jubail highwayThe three-lane Dammam to Jubail highway is one of the most heavily trafficked roads in Saudi Arabia. A 1.85 km length of southbound inside lane was constructed with sections having 30% and 40% of Shell Thiopave™, 5% Polybilt-modified and unmodified control (Grosch et al., 2007). The test section included both full-depth new construction and overlay sections. As in the laboratory study, a standard Marshall mix design procedure was used following MOT specifications. The asphalt binder courses were placed between 25 September and 2 October 2005 and the surface courses were placed between 10 and 17 October 2005.
7
A local asphalt batch plant was modified in order to add a chute that allowed the pellets to be added manually directly into the pug mill. The operator of the plant controlled the temperature of the mixtures to between 136 °C and 142 °C during the project, with no problems being reported.
The Shell Thiopave™-modified asphalt was transported, spread and compacted without problem using the same construction equipment and procedures as for the control asphalt. No unusual problems were encountered, and the highway was opened for traffic in January 2006.
3.3.3 Khursaniyah access roadSections incorporating 30% and 40% Shell Thiopave™ and 30% pelletised elemental sulphur-modified asphalt were constructed on a 400 m length of both southbound lanes of the Saudi Aramco Khursaniyah access road (Grosch et al., 2007). All sections were full-depth new construction whilst the unmodified asphalt used on the remainder of the road acted as the control. Marshall mix design methods were used for all the mixtures.
A local asphalt batch plant was modified by adding a chute for the manual addition of the pellets directly into the pug mill. The temperature control at the plant was generally acceptable, although overheating occurred on three trucks with the 40% Shell Thiopave™ mixture, when the temperature at the site was 147 °C.
The binder and surface courses were laid between 12 and 18 March 2006 using the same construction equipment and procedures as for the control asphalt. The modified mixtures compacted with no unusual problems encountered. The road was opened for traffic in March 2006.
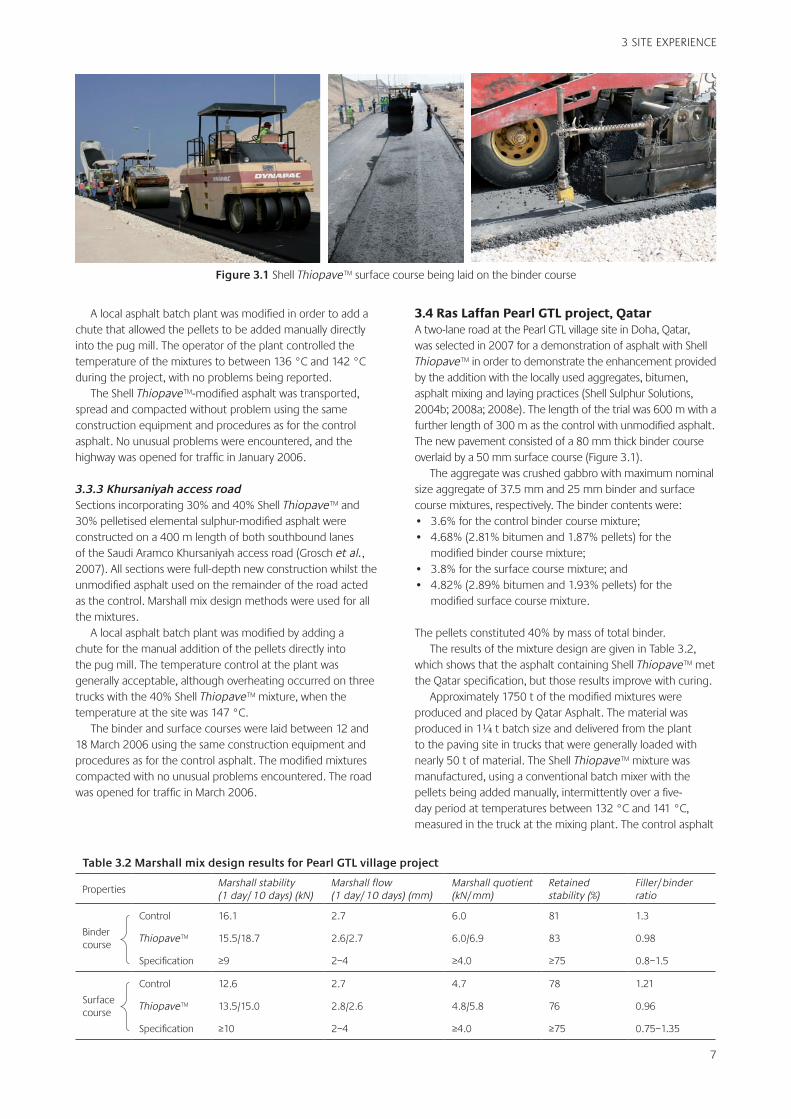
3.4 Ras Laffan Pearl GTL project, QatarA two-lane road at the Pearl GTL village site in Doha, Qatar, was selected in 2007 for a demonstration of asphalt with Shell Thiopave™ in order to demonstrate the enhancement provided by the addition with the locally used aggregates, bitumen, asphalt mixing and laying practices (Shell Sulphur Solutions, 2004b; 2008a; 2008e). The length of the trial was 600 m with a further length of 300 m as the control with unmodified asphalt. The new pavement consisted of a 80 mm thick binder course overlaid by a 50 mm surface course (Figure 3.1).
The aggregate was crushed gabbro with maximum nominal size aggregate of 37.5 mm and 25 mm binder and surface course mixtures, respectively. The binder contents were:
3.6% for the control binder course mixture;4.68% (2.81% bitumen and 1.87% pellets) for the modified binder course mixture;3.8% for the surface course mixture; and4.82% (2.89% bitumen and 1.93% pellets) for the modified surface course mixture.
The pellets constituted 40% by mass of total binder.The results of the mixture design are given in Table 3.2,
which shows that the asphalt containing Shell Thiopave™ met the Qatar specification, but those results improve with curing.
Approximately 1750 t of the modified mixtures were produced and placed by Qatar Asphalt. The material was produced in 1¼ t batch size and delivered from the plant to the paving site in trucks that were generally loaded with nearly 50 t of material. The Shell Thiopave™ mixture was manufactured, using a conventional batch mixer with the pellets being added manually, intermittently over a five-day period at temperatures between 132 °C and 141 °C, measured in the truck at the mixing plant. The control asphalt
••
••
3 SITE EXPERIENCE
Figure 3.1 Shell Thiopave™ surface course being laid on the binder course
Table 3.2 Marshall mix design results for Pearl GTL village project
PropertiesMarshall stability (1 day/10 days) (kN)
Marshall flow (1 day/10 days) (mm)
Marshall quotient (kN/mm)
Retained stability (%)
Filler/binder ratio
Binder course
Control 16.1 2.7 6.0 81 1.3
Thiopave™ 15.5/18.7 2.6/2.7 6.0/6.9 83 0.98
Specification ≥9 2–4 ≥4.0 ≥75 0.8–1.5
Surface course
Control 12.6 2.7 4.7 78 1.21
Thiopave™ 13.5/15.0 2.8/2.6 4.8/5.8 76 0.96
Specification ≥10 2–4 ≥4.0 ≥75 0.75–1.35
8
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
was mixed at a target temperature of 155 °C, an average of 18 °C more than the mixture containing Shell Thiopave™. An energy study of a similar production in Canada indicated that this reduction produces a direct energy saving of more than 5%, which increases to nearly 11% when the indirect energy savings from reduced bitumen usage, delivery and hot storage are included (Shell Sulphur Solutions, 2008a).
The temperature measured in the paver auger at site was generally within 6 °C of that measured at the plant and within 12 °C in extreme cases. However, there may have been some cooler parts of the material from the corner of loads when trucks were delayed. Delivery was held up by the poor condition of the haul road from the plant to site and by security at the entrance to the Pearl project site. The distribution of delivery times from the plant to site for the modified material was:
45% of loads took two hours or less;45% of loads took between three and four hours; and10% of loads took over four hours.
The asphalt was transported, paved and compacted using standard equipment. The compaction was by steel roller to start with, then rubber-tyred rolling with steel roller for the final finishing. The only change in the rolling sequence was to initiate the compaction earlier than for conventional asphalt and to maintain the intermediate rollers closer to the paving machine. Density surveys with the TransTech non-nuclear density meter indicated that the pavement density was within 98% of the Marshall bulk density at optimum binder content.
Close focus was placed on health and safety aspects and comfort of workers in close proximity to the Shell Thiopave™ when hot because of the potential for emissions (see also Section 5.2.1). Hydrogen sulphide was monitored with manual personnel monitors, capable of detecting gas levels above one part per million (ppm) in specific work areas where workers were positioned closest to the hot mixture. These positions were near the truck driver’s window at the plant and in the vicinity of the paver operator’s breathing zone and above the paver auger, at nose level, at site. Only a few short H
2S emission spikes were detected near the paver operator,
lasting approximately one minute, with the maximum peak measurement of 12 ppm. The low H
2S emissions were
attributed to the good temperature control during mixing.
•••
The odour emanating from the hot mixture was observed to be stronger than from conventional asphalt, but it was not considered offensive. Eye irritation from sulphur vapour was detectable only when workers without non-venting goggles were in very close proximity to the hot mixture; for example, when workers bent over to measure the surface temperature of the pavement or when they stood very close to the paving machine on the downwind side. Nevertheless, there was no perceptible eye irritation in these same situations when non-vented eye goggles were worn. Without eye protection, no irritation was apparent when standing 1 m or more away from the operations.
3.5 Nantong port, ChinaNantong is a port city on the Yangzi river that is located at the east end of Jiangsu province in Central China. The port area was originally constructed with concrete, which had started to wear with the coarse aggregate starting to show through. The port authority wanted to use a bituminous interlayer together with an asphalt layer incorporating Shell Thiopave™ to overlay the structural concrete (Shell Sulphur Solutions, 2004a). This solution was designed to ensure that the concrete substrate was waterproof and that the overlay had good strength.
The mixture selected was a dense-graded asphaltic concrete with 13 mm maximum nominal size aggregate (DGAC13) and a binder content of 4.9%. The Shell Thiopave™ was incorporated at 30% by mass to give the same binder volume. The asphalt properties of both were optimised by carrying out a Marshall mix design. The results obtained are shown in Table 3.3.
The results in Table 3.3 show that, after one day of conditioning, the Marshall stability of the Shell Thiopave™ mixture was similar to the control mixture. However, the Marshall stability of the Shell Thiopave™ mixture increased by approximately 30% after ten days’ curing. The low air voids contents indicate that both mixtures should have good waterproofing characteristics.
In 2007, after three years in service, the pavement at Nantong was deemed to be sufficiently successful by the Nantong port authorities for them to repeat the procedure. A second section was paved with a Shell Thiopave™ mixture, which is also performing well to date.
Table 3.3 Marshall test comparison for Nantong port
Test item Shell Thiopave™ Control
Curing time Day 1 Day 10 Day 1
Apparent density of Marshall test specimen (Mg/m3) 2.440 2.441 2.422
Maximum theoretical density (Mg/m3) 2.526 2.526 2.502
Air voids (%) 3.4 3.3 3.2
Voids in mineral aggregate (%) 16.9 16.8 15.0
Voids filled with binder (%) 79.8 80.4 78.8
Marshall stability (kN) 12.78 16.02 12.09
Flow (0.1 mm) 26.0 24.3 30.0
Retained Marshall stability (%) 93.7 84.9 84.7
9
4 Property enhancement
4.1 DensityBinder course cores were taken from the Pearl GTL village site in Qatar (Gilbert, 2008) in order to determine the compacted density of the mixture that was achieved on site. The bulk density of four specimens of the Shell Thiopave™ mixture and two specimens of the control mixture was determined in accordance with the dry method in EN 12697-6 (CEN, 2003a) – in the case of the binder course, both as received and after trimming for testing. The results are reproduced in Table 4.1.
Other reported results are given in Table 4.2, including some additional results from the Pearl GTL site with higher bulk densities.
The results show that the incorporation of Shell Thiopave™ did not result in any impairment of the compaction, with the bulk density being marginally greater in most cases. However, that difference may be due to the higher density of the pellets than the bitumen. Therefore, the inclusion of Shell Thiopave™ in a mixture should not create any problems with the compaction of that mixture to the appropriate air voids content.
4.2 Binder content and film thicknessAsphalt paving mixtures need to have an adequate bitumen film thickness around the aggregate particles in order to ensure reasonable durability. A minimum binder film thickness can be specified in the mix design process, although the various methods of calculating it are only approximations when a minimum effective binder film thickness of 7 μm or 7.5 μm is generally set. Accelerated ageing of the pavement has been shown (Kandhal and Chakraborty, 1996) to occur if the binder film thickness was less than 9 μm to 10 μm. However, increasing binder content to increase durability
would normally also result in a decrease of the mixture’s strength, modulus and deformation resistance whilst reducing bitumen age hardening. However, for sulphur-modified mixtures, potential exists for increasing total binder content (bitumen plus Shell Thiopave™) so as to enhance the durability whilst still maintaining adequate resistance to permanent deformation.
The bitumen content of asphalt concrete mixtures in Europe and North America generally exceeds 4.5% for bases and 5% for surface courses, although the contents can be less elsewhere. The bitumen contents for base and surface course mixtures used on a motorway project in Dhahran, Saudi Arabia, were 4.2% and 4.5%, respectively, whilst the minimum optimum bitumen content from Marshall design of the base and surface course mixtures has to be 3.6% and 3.8% in Qatar.
The effective thicknesses of the binder in the mixtures on the Pearl GTL project (Shell Sulphur Solutions, 2008b) were compared, with thicknesses of 7.1 μm and 8.1 μm for the base and surface course mixtures, respectively.
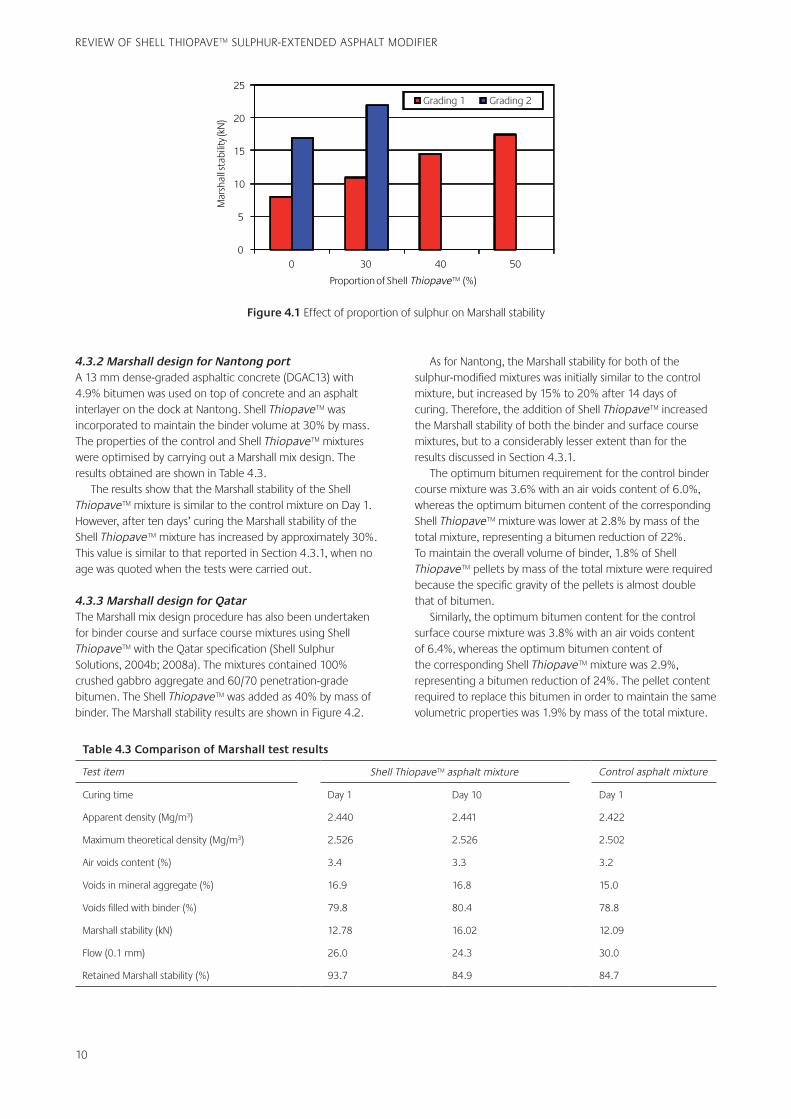
4.3 Marshall properties4.3.1 Increase in stabilityThe enhancement of the Marshall stability can be seen in Figure 4.1 with two different aggregate gradings (Grosch et al., 2007; Shell Sulphur Solutions, 2004b). The second grading was from the Oakland International Gateway Joint Intermodal Terminal, when loose samples were reheated to 140 °C and remixed prior to compaction to form the test specimens. The incorporation of Shell Thiopave™ increased the Marshall stability by 38% for Grading 1 and 30% for Grading 2 when added at 30% by mass of binder, further increasing to 80% at 40% and over double at 50% addition.
4 PROPERTY ENHANCEMENT
Table 4.1 Bulk density of cores
LayerProperty Shell Thiopave™ asphalt mixture Control asphalt mixture
Core reference 3A 3B 4A 4B Mean 6A 6B Mean
Binder course – as receivedDepth (mm) 86 86 80 87 85 81 81 81
Bulk density (Mg/m3) 2.43 2.41 2.43 2.49 2.44 2.43 2.40 2.42
Binder course – as testedDepth (mm) 50 50 50 50 50 51 50 51
Bulk density (Mg/m3) 2.42 2.39 2.37 2.40 2.39 2.45 2.39 2.42
Surface courseDepth (mm) 45 43 – 43 44 43 36 40
Bulk density (Mg/m3) 2.42 2.39 – 2.37 2.39 2.37 2.34 2.35
Table 4.2 Bulk density (Mg/m3) measurements from other sites
SiteBinder course Surface course
Control Shell Thiopave™ Control Shell Thiopave™
Ras Laffan Pearl GTL 2.54 2.57 2.50 2.52
Nantong port – – 2.50 2.53
Laboratory mixture 2.63 2.66 – –
10
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
4.3.2 Marshall design for Nantong portA 13 mm dense-graded asphaltic concrete (DGAC13) with 4.9% bitumen was used on top of concrete and an asphalt interlayer on the dock at Nantong. Shell Thiopave™ was incorporated to maintain the binder volume at 30% by mass. The properties of the control and Shell Thiopave™ mixtures were optimised by carrying out a Marshall mix design. The results obtained are shown in Table 4.3.
The results show that the Marshall stability of the Shell Thiopave™ mixture is similar to the control mixture on Day 1. However, after ten days’ curing the Marshall stability of the Shell Thiopave™ mixture has increased by approximately 30%. This value is similar to that reported in Section 4.3.1, when no age was quoted when the tests were carried out.
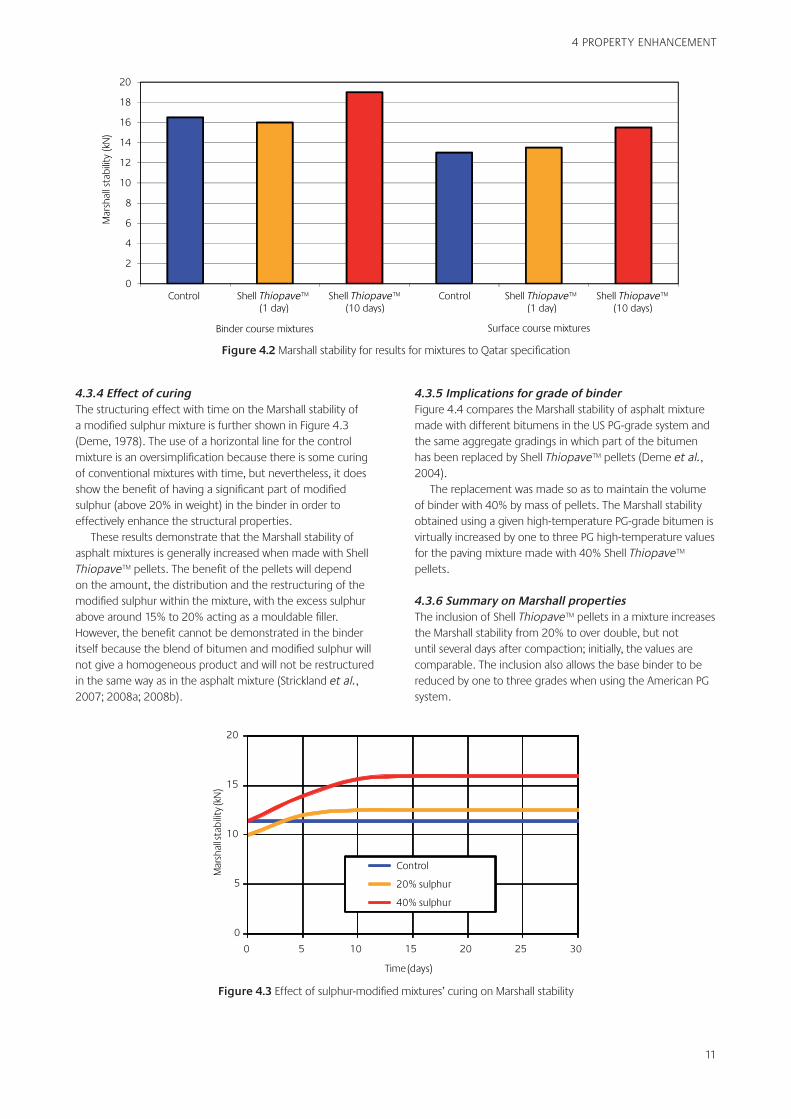
4.3.3 Marshall design for QatarThe Marshall mix design procedure has also been undertaken for binder course and surface course mixtures using Shell Thiopave™ with the Qatar specification (Shell Sulphur Solutions, 2004b; 2008a). The mixtures contained 100% crushed gabbro aggregate and 60/70 penetration-grade bitumen. The Shell Thiopave™ was added as 40% by mass of binder. The Marshall stability results are shown in Figure 4.2.
As for Nantong, the Marshall stability for both of the sulphur-modified mixtures was initially similar to the control mixture, but increased by 15% to 20% after 14 days of curing. Therefore, the addition of Shell Thiopave™ increased the Marshall stability of both the binder and surface course mixtures, but to a considerably lesser extent than for the results discussed in Section 4.3.1.
The optimum bitumen requirement for the control binder course mixture was 3.6% with an air voids content of 6.0%, whereas the optimum bitumen content of the corresponding Shell Thiopave™ mixture was lower at 2.8% by mass of the total mixture, representing a bitumen reduction of 22%. To maintain the overall volume of binder, 1.8% of Shell Thiopave™ pellets by mass of the total mixture were required because the specific gravity of the pellets is almost double that of bitumen.
Similarly, the optimum bitumen content for the control surface course mixture was 3.8% with an air voids content of 6.4%, whereas the optimum bitumen content of the corresponding Shell Thiopave™ mixture was 2.9%, representing a bitumen reduction of 24%. The pellet content required to replace this bitumen in order to maintain the same volumetric properties was 1.9% by mass of the total mixture.
Thiopave
Figure 4.1 Effect of proportion of sulphur on Marshall stability
Table 4.3 Comparison of Marshall test results
Test item Shell Thiopave™ asphalt mixture Control asphalt mixture
Curing time Day 1 Day 10 Day 1
Apparent density (Mg/m3) 2.440 2.441 2.422
Maximum theoretical density (Mg/m3) 2.526 2.526 2.502
Air voids content (%) 3.4 3.3 3.2
Voids in mineral aggregate (%) 16.9 16.8 15.0
Voids filled with binder (%) 79.8 80.4 78.8
Marshall stability (kN) 12.78 16.02 12.09
Flow (0.1 mm) 26.0 24.3 30.0
Retained Marshall stability (%) 93.7 84.9 84.7
11
4.3.4 Effect of curingThe structuring effect with time on the Marshall stability of a modified sulphur mixture is further shown in Figure 4.3 (Deme, 1978). The use of a horizontal line for the control mixture is an oversimplification because there is some curing of conventional mixtures with time, but nevertheless, it does show the benefit of having a significant part of modified sulphur (above 20% in weight) in the binder in order to effectively enhance the structural properties.
These results demonstrate that the Marshall stability of asphalt mixtures is generally increased when made with Shell Thiopave™ pellets. The benefit of the pellets will depend on the amount, the distribution and the restructuring of the modified sulphur within the mixture, with the excess sulphur above around 15% to 20% acting as a mouldable filler. However, the benefit cannot be demonstrated in the binder itself because the blend of bitumen and modified sulphur will not give a homogeneous product and will not be restructured in the same way as in the asphalt mixture (Strickland et al., 2007; 2008a; 2008b).
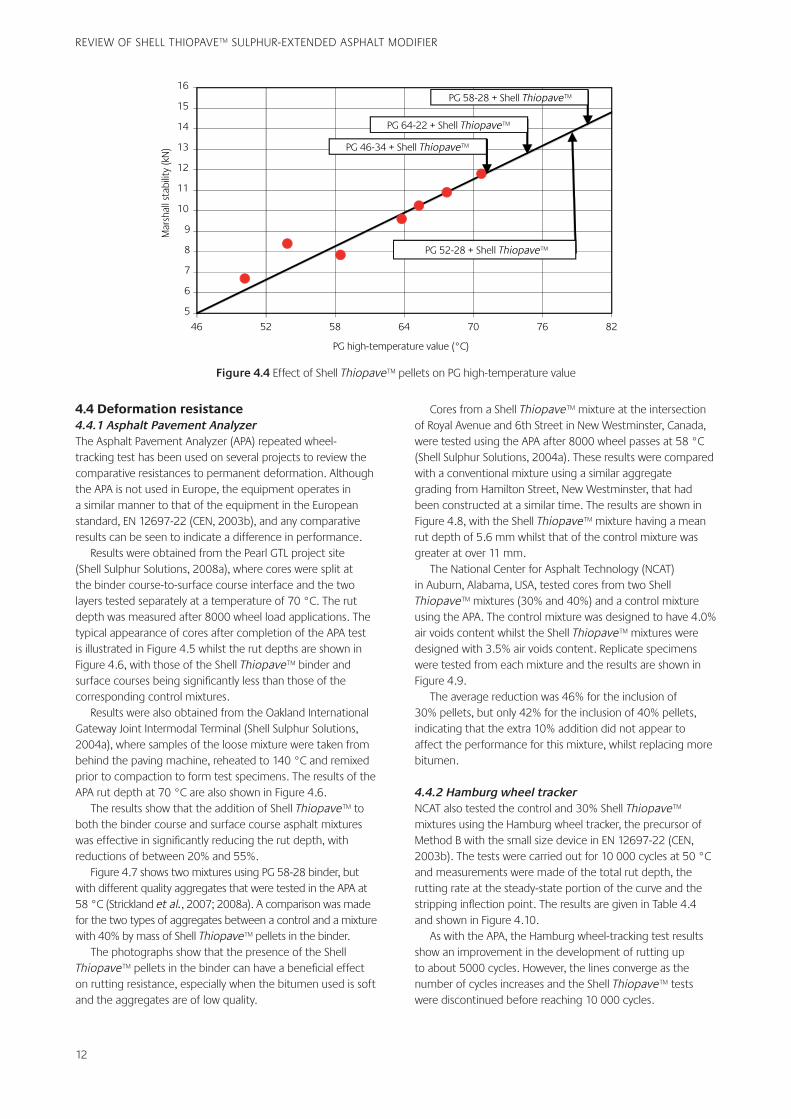
4.3.5 Implications for grade of binderFigure 4.4 compares the Marshall stability of asphalt mixture made with different bitumens in the US PG-grade system and the same aggregate gradings in which part of the bitumen has been replaced by Shell Thiopave™ pellets (Deme et al., 2004).
The replacement was made so as to maintain the volume of binder with 40% by mass of pellets. The Marshall stability obtained using a given high-temperature PG-grade bitumen is virtually increased by one to three PG high-temperature values for the paving mixture made with 40% Shell Thiopave™ pellets.
4.3.6 Summary on Marshall propertiesThe inclusion of Shell Thiopave™ pellets in a mixture increases the Marshall stability from 20% to over double, but not until several days after compaction; initially, the values are comparable. The inclusion also allows the base binder to be reduced by one to three grades when using the American PG system.
4 PROPERTY ENHANCEMENT
Thiopave Thiopave Thiopave Thiopave
Figure 4.2 Marshall stability for results for mixtures to Qatar specification
Figure 4.3 Effect of sulphur-modified mixtures’ curing on Marshall stability
12
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
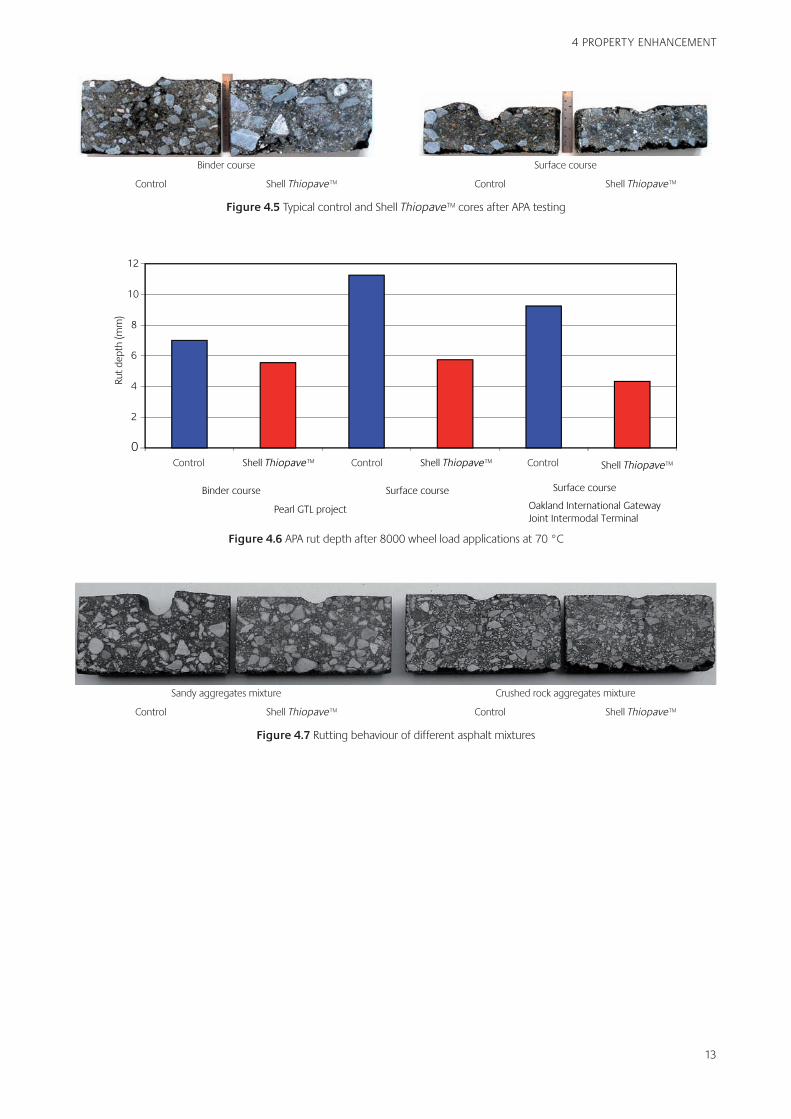
4.4 Deformation resistance4.4.1 Asphalt Pavement AnalyzerThe Asphalt Pavement Analyzer (APA) repeated wheel-tracking test has been used on several projects to review the comparative resistances to permanent deformation. Although the APA is not used in Europe, the equipment operates in a similar manner to that of the equipment in the European standard, EN 12697-22 (CEN, 2003b), and any comparative results can be seen to indicate a difference in performance.
Results were obtained from the Pearl GTL project site (Shell Sulphur Solutions, 2008a), where cores were split at the binder course-to-surface course interface and the two layers tested separately at a temperature of 70 °C. The rut depth was measured after 8000 wheel load applications. The typical appearance of cores after completion of the APA test is illustrated in Figure 4.5 whilst the rut depths are shown in Figure 4.6, with those of the Shell Thiopave™ binder and surface courses being significantly less than those of the corresponding control mixtures.
Results were also obtained from the Oakland International Gateway Joint Intermodal Terminal (Shell Sulphur Solutions, 2004a), where samples of the loose mixture were taken from behind the paving machine, reheated to 140 °C and remixed prior to compaction to form test specimens. The results of the APA rut depth at 70 °C are also shown in Figure 4.6.
The results show that the addition of Shell Thiopave™ to both the binder course and surface course asphalt mixtures was effective in significantly reducing the rut depth, with reductions of between 20% and 55%.
Figure 4.7 shows two mixtures using PG 58-28 binder, but with different quality aggregates that were tested in the APA at 58 °C (Strickland et al., 2007; 2008a). A comparison was made for the two types of aggregates between a control and a mixture with 40% by mass of Shell Thiopave™ pellets in the binder.
The photographs show that the presence of the Shell Thiopave™ pellets in the binder can have a beneficial effect on rutting resistance, especially when the bitumen used is soft and the aggregates are of low quality.
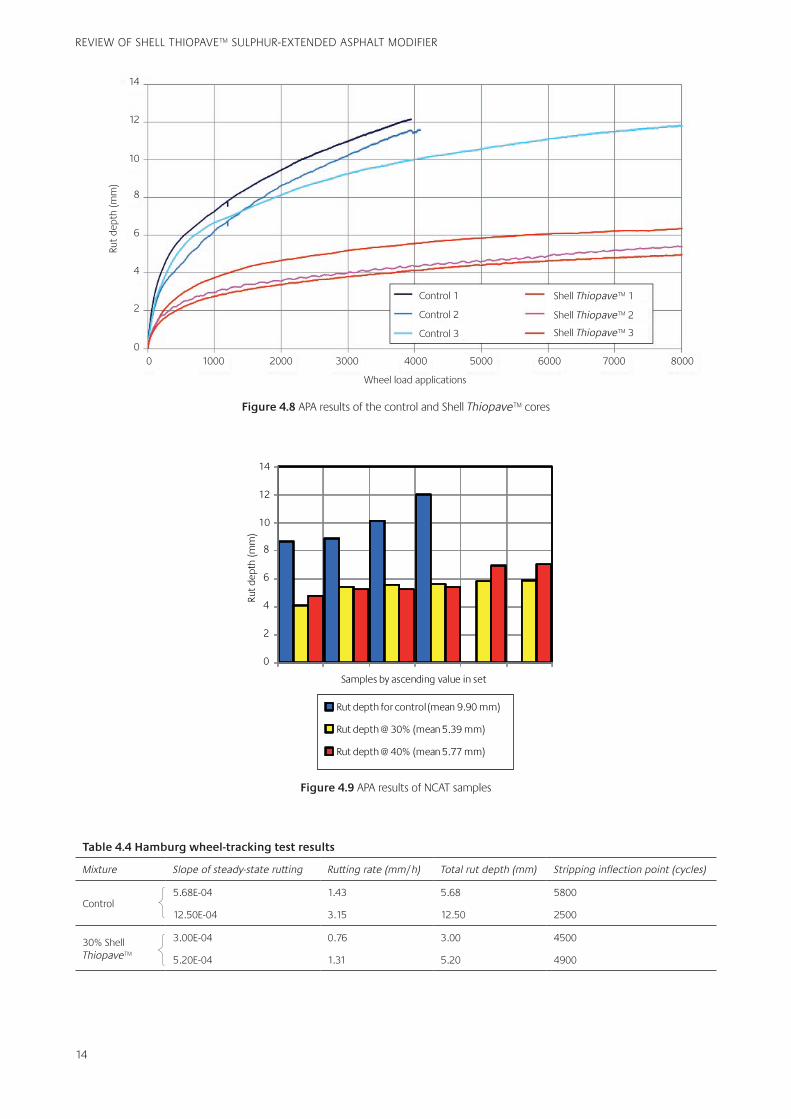
Cores from a Shell Thiopave™ mixture at the intersection of Royal Avenue and 6th Street in New Westminster, Canada, were tested using the APA after 8000 wheel passes at 58 °C (Shell Sulphur Solutions, 2004a). These results were compared with a conventional mixture using a similar aggregate grading from Hamilton Street, New Westminster, that had been constructed at a similar time. The results are shown in Figure 4.8, with the Shell Thiopave™ mixture having a mean rut depth of 5.6 mm whilst that of the control mixture was greater at over 11 mm.
The National Center for Asphalt Technology (NCAT) in Auburn, Alabama, USA, tested cores from two Shell Thiopave™ mixtures (30% and 40%) and a control mixture using the APA. The control mixture was designed to have 4.0% air voids content whilst the Shell Thiopave™ mixtures were designed with 3.5% air voids content. Replicate specimens were tested from each mixture and the results are shown in Figure 4.9.
The average reduction was 46% for the inclusion of 30% pellets, but only 42% for the inclusion of 40% pellets, indicating that the extra 10% addition did not appear to affect the performance for this mixture, whilst replacing more bitumen.
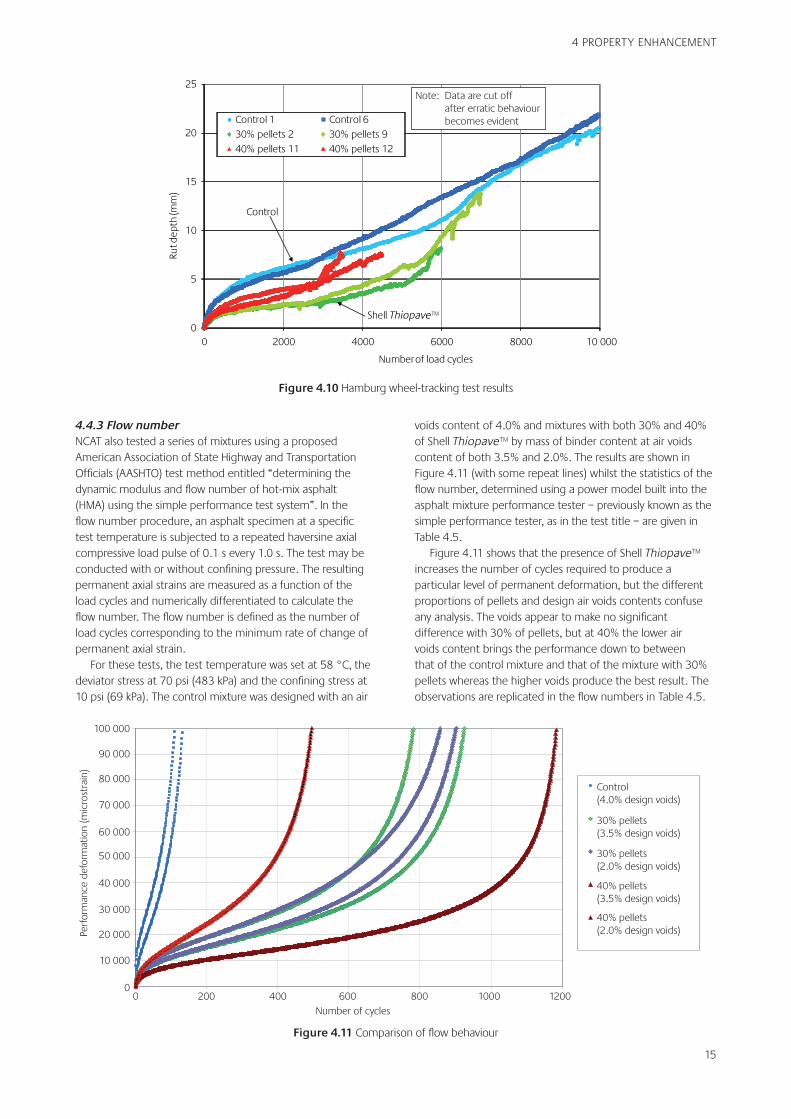
4.4.2 Hamburg wheel trackerNCAT also tested the control and 30% Shell Thiopave™ mixtures using the Hamburg wheel tracker, the precursor of Method B with the small size device in EN 12697-22 (CEN, 2003b). The tests were carried out for 10 000 cycles at 50 °C and measurements were made of the total rut depth, the rutting rate at the steady-state portion of the curve and the stripping inflection point. The results are given in Table 4.4 and shown in Figure 4.10.
As with the APA, the Hamburg wheel-tracking test results show an improvement in the development of rutting up to about 5000 cycles. However, the lines converge as the number of cycles increases and the Shell Thiopave™ tests were discontinued before reaching 10 000 cycles.
Thiopave
Thiopave
Thiopave
Thiopave
Figure 4.4 Effect of Shell Thiopave™ pellets on PG high-temperature value
13
4 PROPERTY ENHANCEMENT
Control
Figure 4.5 Typical control and Shell Thiopave™ cores after APA testing
Binder course Surface course
Shell Thiopave™ ControlShell Thiopave™
ThiopaveThiopave Thiopave
Figure 4.6 APA rut depth after 8000 wheel load applications at 70 °C
Control
Figure 4.7 Rutting behaviour of different asphalt mixtures
Sandy aggregates mixture Crushed rock aggregates mixture
Shell Thiopave™ ControlShell Thiopave™
14
Figure 4.8 APA results of the control and Shell Thiopave™ cores
Figure 4.9 APA results of NCAT samples
Table 4.4 Hamburg wheel-tracking test results
Mixture Slope of steady-state rutting Rutting rate (mm/h) Total rut depth (mm) Stripping inflection point (cycles)
Control5.68E-04 1.43 5.68 5800
12.50E-04 3.15 12.50 2500
30% Shell Thiopave™
3.00E-04 0.76 3.00 4500
5.20E-04 1.31 5.20 4900
0 600050004000300020001000 80007000
Wheel load applications
0
8
6
4
2
14
12
10
Ru
t de
pth
(mm
)
Shell Thiopave™ 3
Shell Thiopave™ 2
Shell Thiopave™ 1
Control 3
Control 2
Control 1
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
15
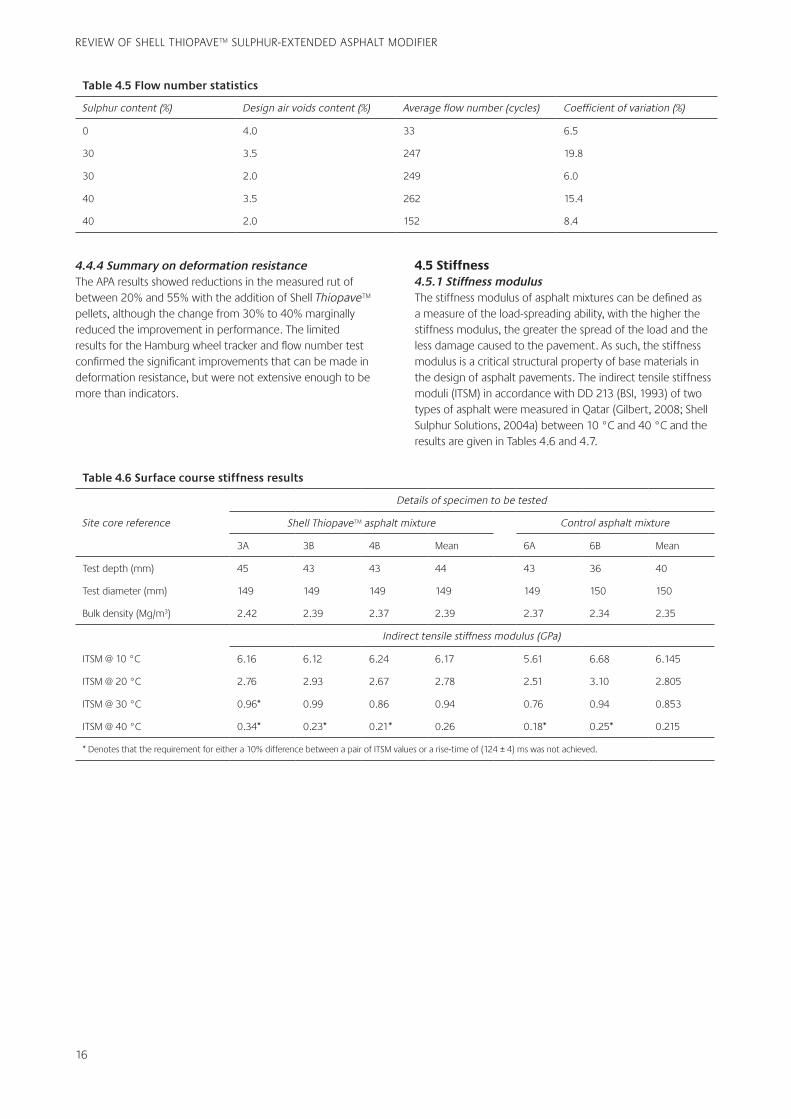
4.4.3 Flow numberNCAT also tested a series of mixtures using a proposed American Association of State Highway and Transportation Officials (AASHTO) test method entitled “determining the dynamic modulus and flow number of hot-mix asphalt (HMA) using the simple performance test system”. In the flow number procedure, an asphalt specimen at a specific test temperature is subjected to a repeated haversine axial compressive load pulse of 0.1 s every 1.0 s. The test may be conducted with or without confining pressure. The resulting permanent axial strains are measured as a function of the load cycles and numerically differentiated to calculate the flow number. The flow number is defined as the number of load cycles corresponding to the minimum rate of change of permanent axial strain.
For these tests, the test temperature was set at 58 °C, the deviator stress at 70 psi (483 kPa) and the confining stress at 10 psi (69 kPa). The control mixture was designed with an air
voids content of 4.0% and mixtures with both 30% and 40% of Shell Thiopave™ by mass of binder content at air voids content of both 3.5% and 2.0%. The results are shown in Figure 4.11 (with some repeat lines) whilst the statistics of the flow number, determined using a power model built into the asphalt mixture performance tester – previously known as the simple performance tester, as in the test title – are given in Table 4.5.
Figure 4.11 shows that the presence of Shell Thiopave™ increases the number of cycles required to produce a particular level of permanent deformation, but the different proportions of pellets and design air voids contents confuse any analysis. The voids appear to make no significant difference with 30% of pellets, but at 40% the lower air voids content brings the performance down to between that of the control mixture and that of the mixture with 30% pellets whereas the higher voids produce the best result. The observations are replicated in the flow numbers in Table 4.5.
4 PROPERTY ENHANCEMENT
Figure 4.10 Hamburg wheel-tracking test results
Thiopave
Note: Data are cut off after erratic behaviour becomes evident
(2.0 % design
Figure 4.11 Comparison of flow behaviour
Control (4.0% design voids)
40% pellets (2.0% design voids)
40% pellets (3.5% design voids)
30% pellets (2.0% design voids)
30% pellets (3.5% design voids)
100 000
90 000
80 000
70 000
60 000
50 000
40 000
30 000
20 000
10 000
0
Perf
orm
ance
def
orm
atio
n (m
icro
stra
in)
8006004002000 12001000Number of cycles
16
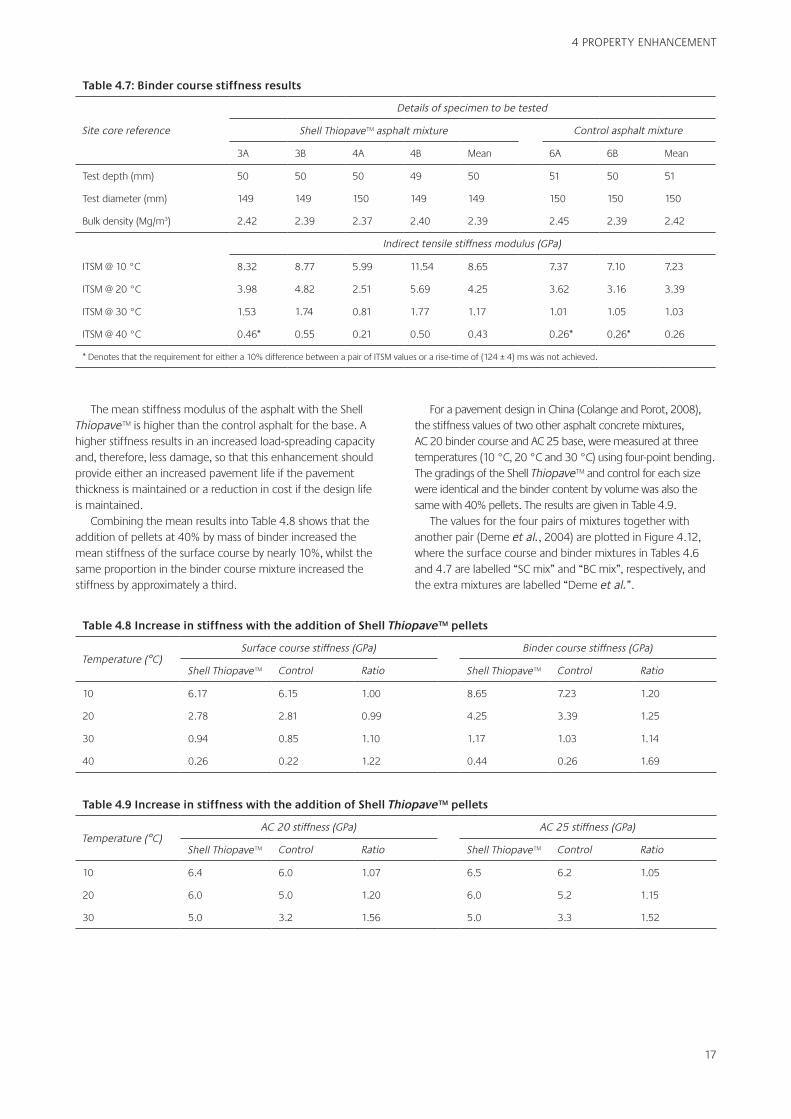
4.4.4 Summary on deformation resistanceThe APA results showed reductions in the measured rut of between 20% and 55% with the addition of Shell Thiopave™ pellets, although the change from 30% to 40% marginally reduced the improvement in performance. The limited results for the Hamburg wheel tracker and flow number test confirmed the significant improvements that can be made in deformation resistance, but were not extensive enough to be more than indicators.
4.5 Stiffness4.5.1 Stiffness modulusThe stiffness modulus of asphalt mixtures can be defined as a measure of the load-spreading ability, with the higher the stiffness modulus, the greater the spread of the load and the less damage caused to the pavement. As such, the stiffness modulus is a critical structural property of base materials in the design of asphalt pavements. The indirect tensile stiffness moduli (ITSM) in accordance with DD 213 (BSI, 1993) of two types of asphalt were measured in Qatar (Gilbert, 2008; Shell Sulphur Solutions, 2004a) between 10 °C and 40 °C and the results are given in Tables 4.6 and 4.7.
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Table 4.5 Flow number statistics
Sulphur content (%) Design air voids content (%) Average flow number (cycles) Coefficient of variation (%)
0 4.0 33 6.5
30 3.5 247 19.8
30 2.0 249 6.0
40 3.5 262 15.4
40 2.0 152 8.4
Table 4.6 Surface course stiffness results
Site core reference
Details of specimen to be tested
Shell Thiopave™ asphalt mixture Control asphalt mixture
3A 3B 4B Mean 6A 6B Mean
Test depth (mm) 45 43 43 44 43 36 40
Test diameter (mm) 149 149 149 149 149 150 150
Bulk density (Mg/m3) 2.42 2.39 2.37 2.39 2.37 2.34 2.35
Indirect tensile stiffness modulus (GPa)
ITSM @ 10 °C 6.16 6.12 6.24 6.17 5.61 6.68 6.145
ITSM @ 20 °C 2.76 2.93 2.67 2.78 2.51 3.10 2.805
ITSM @ 30 °C 0.96� 0.99 0.86 0.94 0.76 0.94 0.853
ITSM @ 40 °C 0.34� 0.23� 0.21� 0.26 0.18� 0.25� 0.215
� Denotes that the requirement for either a 10% difference between a pair of ITSM values or a rise-time of (124 ± 4) ms was not achieved.
17
The mean stiffness modulus of the asphalt with the Shell Thiopave™ is higher than the control asphalt for the base. A higher stiffness results in an increased load-spreading capacity and, therefore, less damage, so that this enhancement should provide either an increased pavement life if the pavement thickness is maintained or a reduction in cost if the design life is maintained.
Combining the mean results into Table 4.8 shows that the addition of pellets at 40% by mass of binder increased the mean stiffness of the surface course by nearly 10%, whilst the same proportion in the binder course mixture increased the stiffness by approximately a third.
For a pavement design in China (Colange and Porot, 2008), the stiffness values of two other asphalt concrete mixtures, AC 20 binder course and AC 25 base, were measured at three temperatures (10 °C, 20 °C and 30 °C) using four-point bending. The gradings of the Shell Thiopave™ and control for each size were identical and the binder content by volume was also the same with 40% pellets. The results are given in Table 4.9.
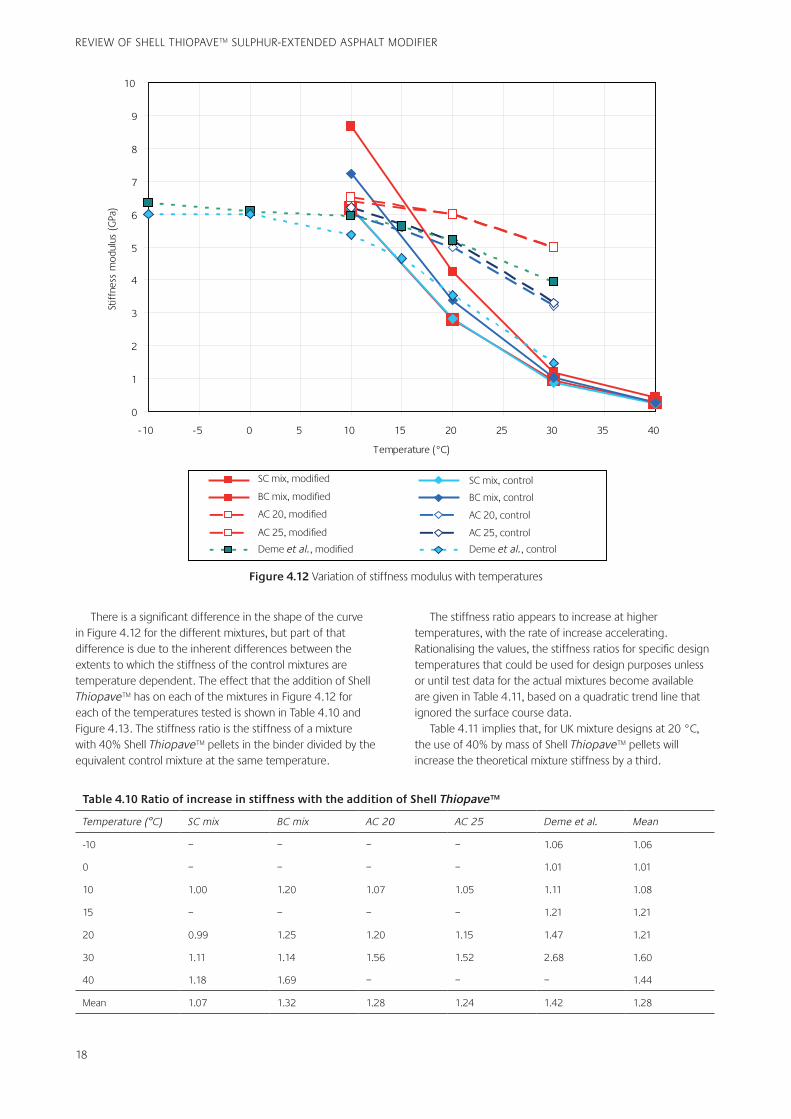
The values for the four pairs of mixtures together with another pair (Deme et al., 2004) are plotted in Figure 4.12, where the surface course and binder mixtures in Tables 4.6 and 4.7 are labelled “SC mix” and “BC mix”, respectively, and the extra mixtures are labelled “Deme et al.”.
4 PROPERTY ENHANCEMENT
Table 4.7: Binder course stiffness results
Site core reference
Details of specimen to be tested
Shell Thiopave™ asphalt mixture Control asphalt mixture
3A 3B 4A 4B Mean 6A 6B Mean
Test depth (mm) 50 50 50 49 50 51 50 51
Test diameter (mm) 149 149 150 149 149 150 150 150
Bulk density (Mg/m3) 2.42 2.39 2.37 2.40 2.39 2.45 2.39 2.42
Indirect tensile stiffness modulus (GPa)
ITSM @ 10 °C 8.32 8.77 5.99 11.54 8.65 7.37 7.10 7.23
ITSM @ 20 °C 3.98 4.82 2.51 5.69 4.25 3.62 3.16 3.39
ITSM @ 30 °C 1.53 1.74 0.81 1.77 1.17 1.01 1.05 1.03
ITSM @ 40 °C 0.46� 0.55 0.21 0.50 0.43 0.26� 0.26� 0.26
� Denotes that the requirement for either a 10% difference between a pair of ITSM values or a rise-time of (124 ± 4) ms was not achieved.
Table 4.8 Increase in stiffness with the addition of Shell Thiopave™ pellets
Temperature (°C)Surface course stiffness (GPa) Binder course stiffness (GPa)
Shell Thiopave™ Control Ratio Shell Thiopave™ Control Ratio
10 6.17 6.15 1.00 8.65 7.23 1.20
20 2.78 2.81 0.99 4.25 3.39 1.25
30 0.94 0.85 1.10 1.17 1.03 1.14
40 0.26 0.22 1.22 0.44 0.26 1.69
Table 4.9 Increase in stiffness with the addition of Shell Thiopave™ pellets
Temperature (°C)AC 20 stiffness (GPa) AC 25 stiffness (GPa)
Shell Thiopave™ Control Ratio Shell Thiopave™ Control Ratio
10 6.4 6.0 1.07 6.5 6.2 1.05
20 6.0 5.0 1.20 6.0 5.2 1.15
30 5.0 3.2 1.56 5.0 3.3 1.52
18
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
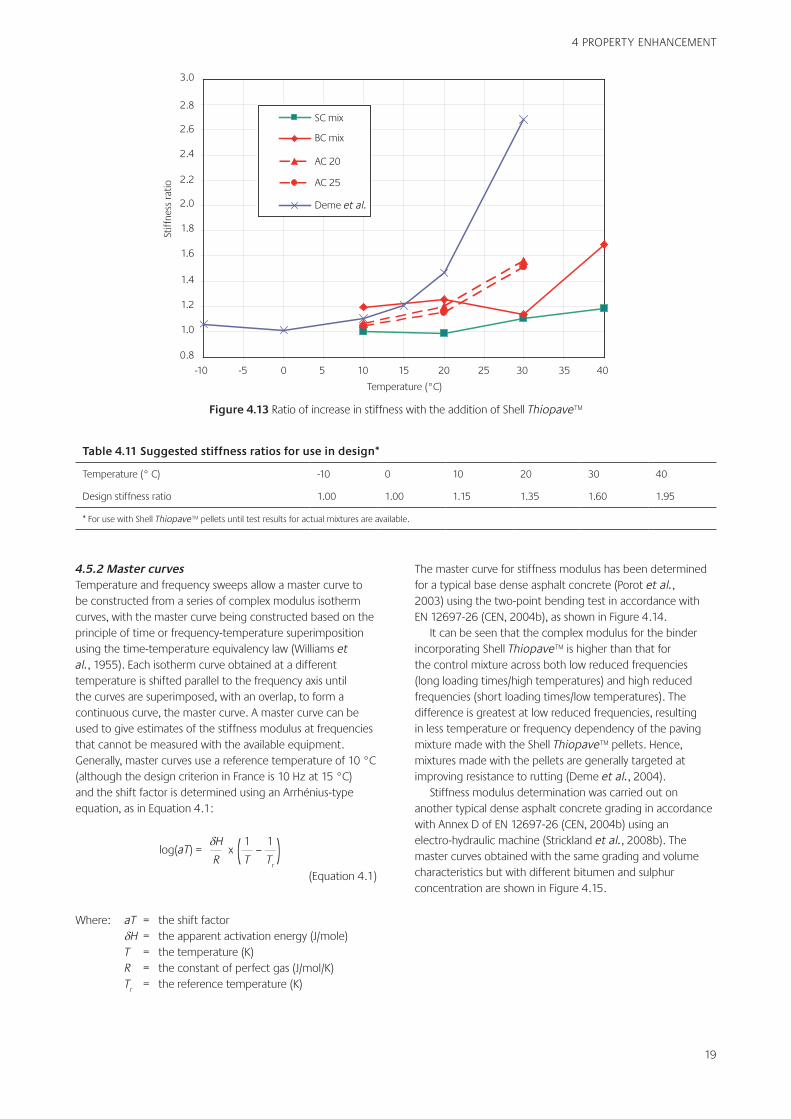
There is a significant difference in the shape of the curve in Figure 4.12 for the different mixtures, but part of that difference is due to the inherent differences between the extents to which the stiffness of the control mixtures are temperature dependent. The effect that the addition of Shell Thiopave™ has on each of the mixtures in Figure 4.12 for each of the temperatures tested is shown in Table 4.10 and Figure 4.13. The stiffness ratio is the stiffness of a mixture with 40% Shell Thiopave™ pellets in the binder divided by the equivalent control mixture at the same temperature.
The stiffness ratio appears to increase at higher temperatures, with the rate of increase accelerating. Rationalising the values, the stiffness ratios for specific design temperatures that could be used for design purposes unless or until test data for the actual mixtures become available are given in Table 4.11, based on a quadratic trend line that ignored the surface course data.
Table 4.11 implies that, for UK mixture designs at 20 °C, the use of 40% by mass of Shell Thiopave™ pellets will increase the theoretical mixture stiffness by a third.
Table 4.10 Ratio of increase in stiffness with the addition of Shell Thiopave™
Temperature (°C) SC mix BC mix AC 20 AC 25 Deme et al. Mean
-10 – – – – 1.06 1.06
0 – – – – 1.01 1.01
10 1.00 1.20 1.07 1.05 1.11 1.08
15 – – – – 1.21 1.21
20 0.99 1.25 1.20 1.15 1.47 1.21
30 1.11 1.14 1.56 1.52 2.68 1.60
40 1.18 1.69 – – – 1.44
Mean 1.07 1.32 1.28 1.24 1.42 1.28
Figure 4.12 Variation of stiffness modulus with temperatures
SC mix, modified
Deme et al., control
AC 25, control
AC 20, control
BC mix, control
SC mix, control
Deme et al., modified
AC 25, modified
AC 20, modified
BC mix, modified
19
4.5.2 Master curvesTemperature and frequency sweeps allow a master curve to be constructed from a series of complex modulus isotherm curves, with the master curve being constructed based on the principle of time or frequency-temperature superimposition using the time-temperature equivalency law (Williams et al., 1955). Each isotherm curve obtained at a different temperature is shifted parallel to the frequency axis until the curves are superimposed, with an overlap, to form a continuous curve, the master curve. A master curve can be used to give estimates of the stiffness modulus at frequencies that cannot be measured with the available equipment. Generally, master curves use a reference temperature of 10 °C (although the design criterion in France is 10 Hz at 15 °C) and the shift factor is determined using an Arrhénius-type equation, as in Equation 4.1:
Where: aT = the shift factor δH = the apparent activation energy (J/mole) T = the temperature (K) R = the constant of perfect gas (J/mol/K) Tr = the reference temperature (K)
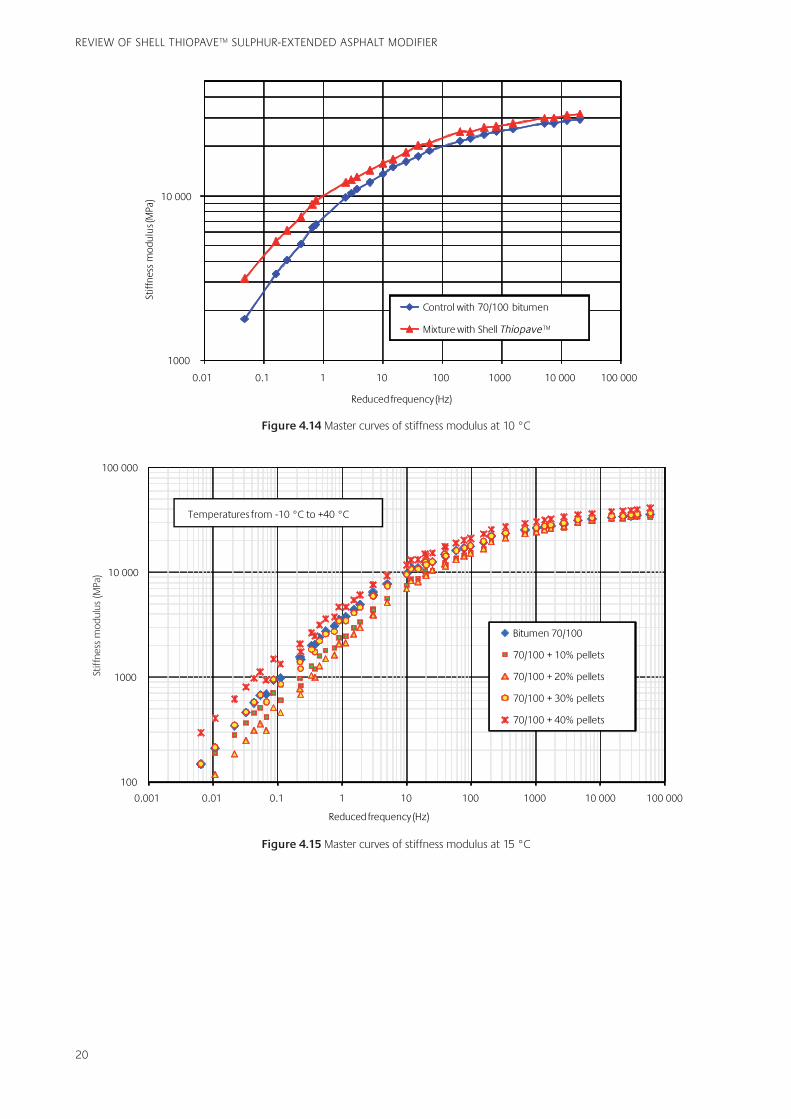
The master curve for stiffness modulus has been determined for a typical base dense asphalt concrete (Porot et al., 2003) using the two-point bending test in accordance with EN 12697-26 (CEN, 2004b), as shown in Figure 4.14.
It can be seen that the complex modulus for the binder incorporating Shell Thiopave™ is higher than that for the control mixture across both low reduced frequencies (long loading times/high temperatures) and high reduced frequencies (short loading times/low temperatures). The difference is greatest at low reduced frequencies, resulting in less temperature or frequency dependency of the paving mixture made with the Shell Thiopave™ pellets. Hence, mixtures made with the pellets are generally targeted at improving resistance to rutting (Deme et al., 2004).
Stiffness modulus determination was carried out on another typical dense asphalt concrete grading in accordance with Annex D of EN 12697-26 (CEN, 2004b) using an electro-hydraulic machine (Strickland et al., 2008b). The master curves obtained with the same grading and volume characteristics but with different bitumen and sulphur concentration are shown in Figure 4.15.
4 PROPERTY ENHANCEMENT
Figure 4.13 Ratio of increase in stiffness with the addition of Shell Thiopave™
Table 4.11 Suggested stiffness ratios for use in design*
Temperature (° C) -10 0 10 20 30 40
Design stiffness ratio 1.00 1.00 1.15 1.35 1.60 1.95
� For use with Shell Thiopave™ pellets until test results for actual mixtures are available.
(Equation 4.1)
log(aT) = 1
Tr
δH
Rx
1
T–
SC mix
BC mix
AC 20
AC 25
Deme et al.
Temperature (°C)
25 40353010 15 20-5-10 0 5
Stiff
ness
rat
io
0.8
2.4
2.2
2.0
1.8
1.6
1.4
1.2
1.0
2.6
2.8
3.0
20
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Thiopave
Figure 4.14 Master curves of stiffness modulus at 10 °C
Figure 4.15 Master curves of stiffness modulus at 15 °C
21
Figure 4.15 shows the following:At low reduced frequencies (long loading times/high temperatures):
mixtures with a pellet content by mass of binder of 10% and 20% had significantly reduced stiffness moduli compared with the control asphalt;mixtures with a pellet content by mass of binder of 30% had equivalent stiffness moduli to the control asphalt; andmixtures with a pellet content by mass of binder of 40% had significantly higher stiffness moduli than the control asphalt.
As the frequency increased (shorter loading times/lower temperatures):
mixtures with a pellet content by mass of binder of 10% and 20% had the differences in stiffness moduli from the control reduce until they were almost equal;mixtures with a pellet content by mass of binder of 30% had the stiffness moduli remain approximately equal to the control mixture; andmixtures with a pellet content of 40% by mass of binder had the relative differences in stiffness moduli from the control mixture reduce.
•
-
-
-
•
-
-
-
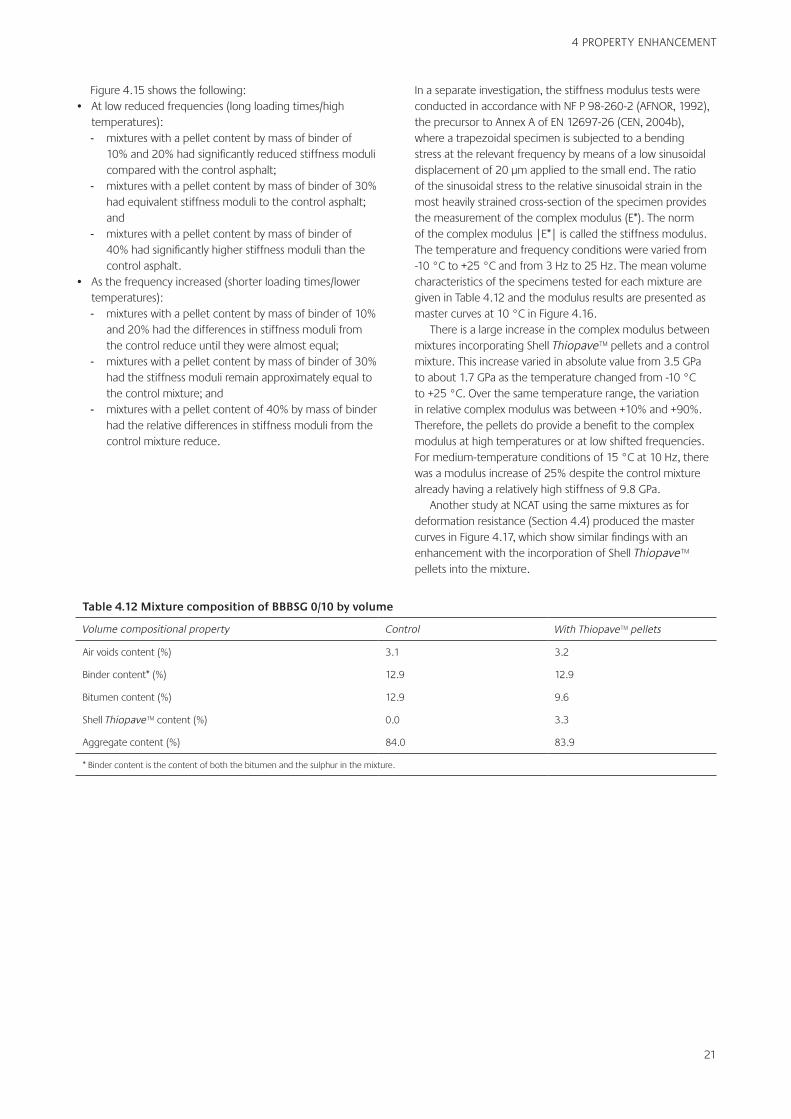
In a separate investigation, the stiffness modulus tests were conducted in accordance with NF P 98-260-2 (AFNOR, 1992), the precursor to Annex A of EN 12697-26 (CEN, 2004b), where a trapezoidal specimen is subjected to a bending stress at the relevant frequency by means of a low sinusoidal displacement of 20 μm applied to the small end. The ratio of the sinusoidal stress to the relative sinusoidal strain in the most heavily strained cross-section of the specimen provides the measurement of the complex modulus (E�). The norm of the complex modulus |E�| is called the stiffness modulus. The temperature and frequency conditions were varied from -10 °C to +25 °C and from 3 Hz to 25 Hz. The mean volume characteristics of the specimens tested for each mixture are given in Table 4.12 and the modulus results are presented as master curves at 10 °C in Figure 4.16.
There is a large increase in the complex modulus between mixtures incorporating Shell Thiopave™ pellets and a control mixture. This increase varied in absolute value from 3.5 GPa to about 1.7 GPa as the temperature changed from -10 °C to +25 °C. Over the same temperature range, the variation in relative complex modulus was between +10% and +90%. Therefore, the pellets do provide a benefit to the complex modulus at high temperatures or at low shifted frequencies. For medium-temperature conditions of 15 °C at 10 Hz, there was a modulus increase of 25% despite the control mixture already having a relatively high stiffness of 9.8 GPa.
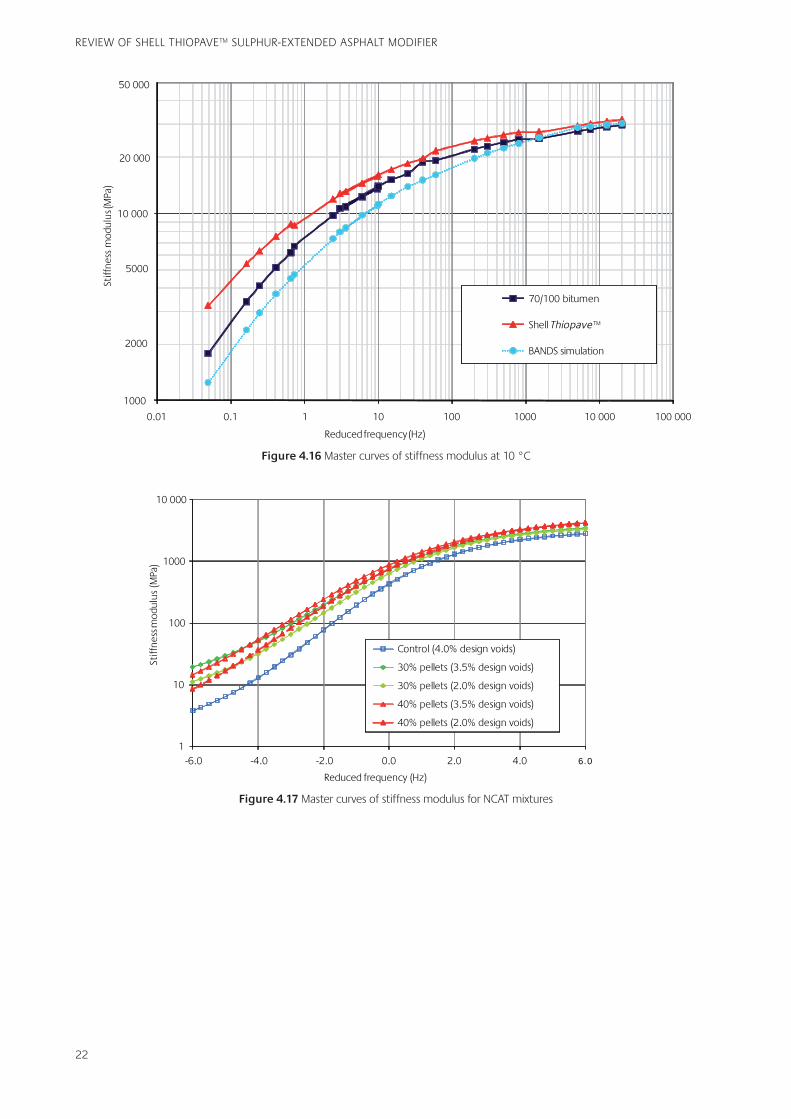
Another study at NCAT using the same mixtures as for deformation resistance (Section 4.4) produced the master curves in Figure 4.17, which show similar findings with an enhancement with the incorporation of Shell Thiopave™ pellets into the mixture.
4 PROPERTY ENHANCEMENT
Table 4.12 Mixture composition of BBBSG 0/10 by volume
Volume compositional property Control With Thiopave™ pellets
Air voids content (%) 3.1 3.2
Binder content� (%) 12.9 12.9
Bitumen content (%) 12.9 9.6
Shell Thiopave™ content (%) 0.0 3.3
Aggregate content (%) 84.0 83.9
� Binder content is the content of both the bitumen and the sulphur in the mixture.
22
Thiopave
Figure 4.16 Master curves of stiffness modulus at 10 °C
6.0
Figure 4.17 Master curves of stiffness modulus for NCAT mixtures
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
23
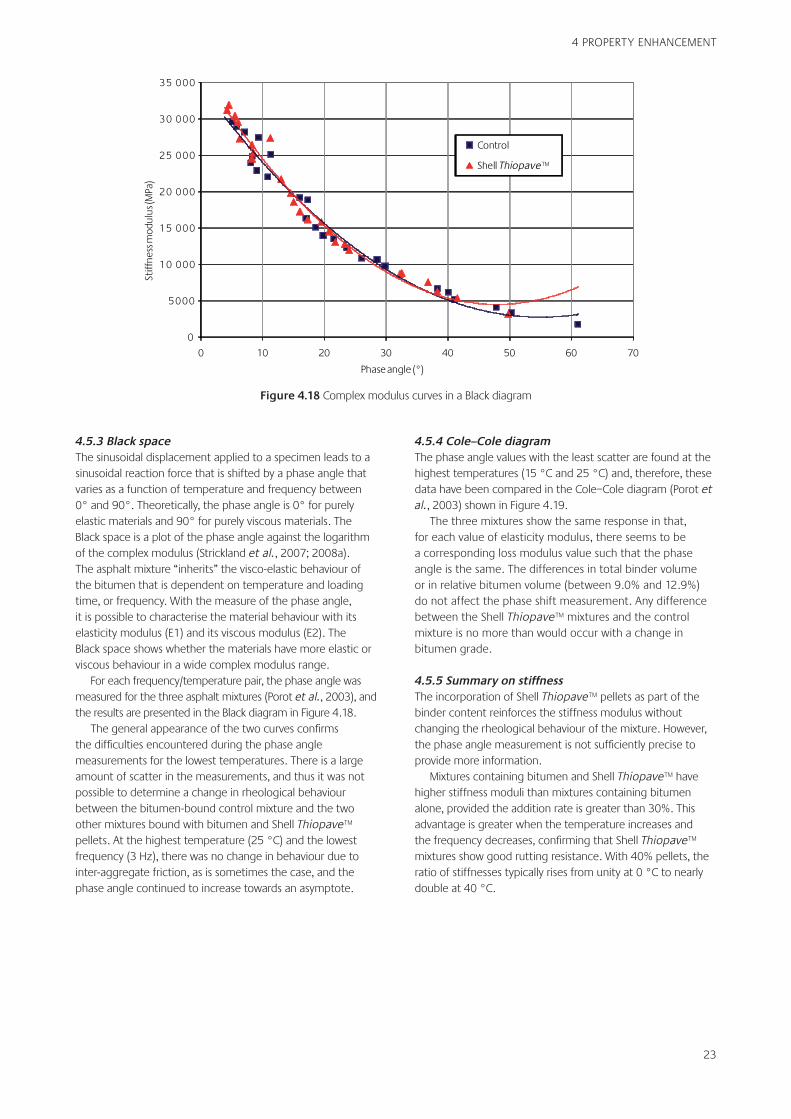
4.5.3 Black spaceThe sinusoidal displacement applied to a specimen leads to a sinusoidal reaction force that is shifted by a phase angle that varies as a function of temperature and frequency between 0° and 90°. Theoretically, the phase angle is 0° for purely elastic materials and 90° for purely viscous materials. The Black space is a plot of the phase angle against the logarithm of the complex modulus (Strickland et al., 2007; 2008a). The asphalt mixture “inherits” the visco-elastic behaviour of the bitumen that is dependent on temperature and loading time, or frequency. With the measure of the phase angle, it is possible to characterise the material behaviour with its elasticity modulus (E1) and its viscous modulus (E2). The Black space shows whether the materials have more elastic or viscous behaviour in a wide complex modulus range.
For each frequency/temperature pair, the phase angle was measured for the three asphalt mixtures (Porot et al., 2003), and the results are presented in the Black diagram in Figure 4.18.
The general appearance of the two curves confirms the difficulties encountered during the phase angle measurements for the lowest temperatures. There is a large amount of scatter in the measurements, and thus it was not possible to determine a change in rheological behaviour between the bitumen-bound control mixture and the two other mixtures bound with bitumen and Shell Thiopave™ pellets. At the highest temperature (25 °C) and the lowest frequency (3 Hz), there was no change in behaviour due to inter-aggregate friction, as is sometimes the case, and the phase angle continued to increase towards an asymptote.
4.5.4 Cole–Cole diagramThe phase angle values with the least scatter are found at the highest temperatures (15 °C and 25 °C) and, therefore, these data have been compared in the Cole–Cole diagram (Porot et al., 2003) shown in Figure 4.19.
The three mixtures show the same response in that, for each value of elasticity modulus, there seems to be a corresponding loss modulus value such that the phase angle is the same. The differences in total binder volume or in relative bitumen volume (between 9.0% and 12.9%) do not affect the phase shift measurement. Any difference between the Shell Thiopave™ mixtures and the control mixture is no more than would occur with a change in bitumen grade.
4.5.5 Summary on stiffnessThe incorporation of Shell Thiopave™ pellets as part of the binder content reinforces the stiffness modulus without changing the rheological behaviour of the mixture. However, the phase angle measurement is not sufficiently precise to provide more information.
Mixtures containing bitumen and Shell Thiopave™ have higher stiffness moduli than mixtures containing bitumen alone, provided the addition rate is greater than 30%. This advantage is greater when the temperature increases and the frequency decreases, confirming that Shell Thiopave™ mixtures show good rutting resistance. With 40% pellets, the ratio of stiffnesses typically rises from unity at 0 °C to nearly double at 40 °C.
4 PROPERTY ENHANCEMENT
Thiopave
Figure 4.18 Complex modulus curves in a Black diagram
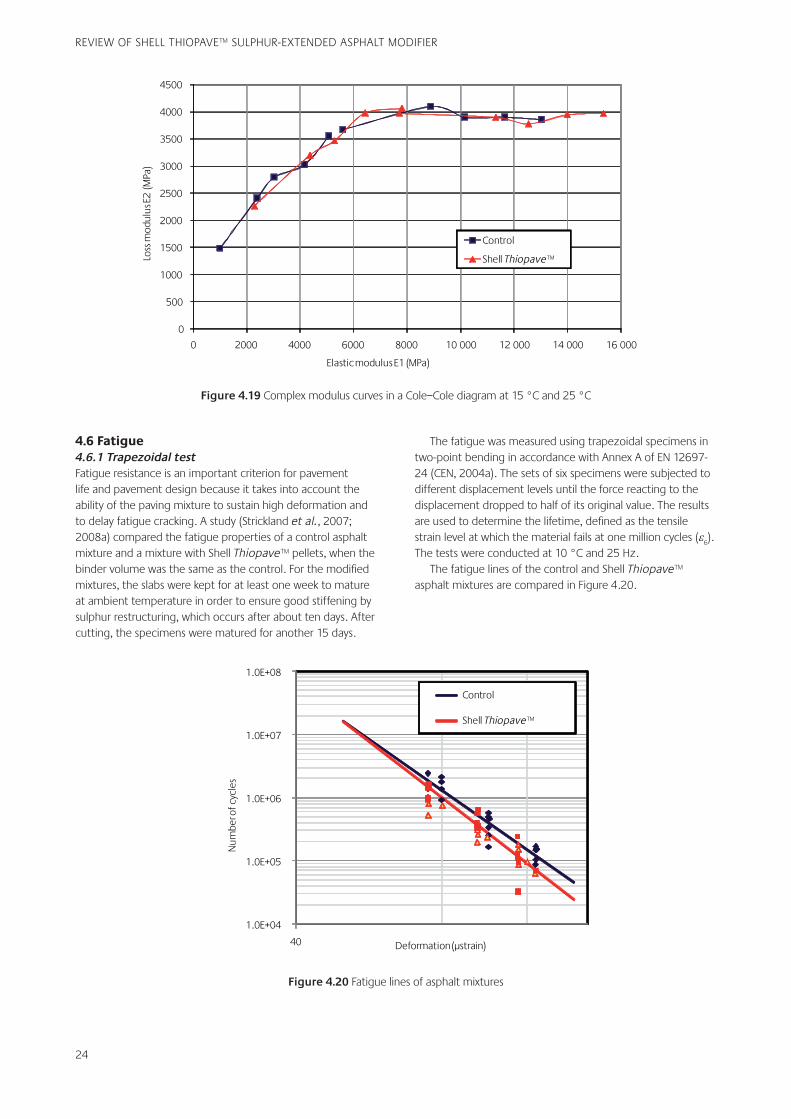
24
4.6 Fatigue4.6.1 Trapezoidal testFatigue resistance is an important criterion for pavement life and pavement design because it takes into account the ability of the paving mixture to sustain high deformation and to delay fatigue cracking. A study (Strickland et al., 2007; 2008a) compared the fatigue properties of a control asphalt mixture and a mixture with Shell Thiopave™ pellets, when the binder volume was the same as the control. For the modified mixtures, the slabs were kept for at least one week to mature at ambient temperature in order to ensure good stiffening by sulphur restructuring, which occurs after about ten days. After cutting, the specimens were matured for another 15 days.
The fatigue was measured using trapezoidal specimens in two-point bending in accordance with Annex A of EN 12697-24 (CEN, 2004a). The sets of six specimens were subjected to different displacement levels until the force reacting to the displacement dropped to half of its original value. The results are used to determine the lifetime, defined as the tensile strain level at which the material fails at one million cycles (ε
6).
The tests were conducted at 10 °C and 25 Hz.The fatigue lines of the control and Shell Thiopave™
asphalt mixtures are compared in Figure 4.20.
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Thiopave
Figure 4.19 Complex modulus curves in a Cole–Cole diagram at 15 °C and 25 °C
Thiopave
Figure 4.20 Fatigue lines of asphalt mixtures

25
4.6.2 Fatigue curveThe fatigue (Wöhler) curve (Equation 4.2) for the mixtures was determined by statistical analysis of the pairs of results (strain amplitude and lifetime in number of cycles):
Where: N = the number of cycles ε = the relative strain a = the intercept on the y-axis 1/b = the slope of the fatigue curve
The characteristics of the fatigue curve are given in Table 4.13.The admissible strains, at one million cycles, are rather
low for this type of dense asphalt mixture, for which the requirement is often a minimum of 100 μstrain. However, this finding is consistent with the high stiffness values obtained. Nevertheless, the fatigue characteristics of the two mixtures can be compared to show a relatively homogeneous scatter with similar slopes and the modified mixture having an admissible strain close to the control.
Comparing the parameters for the mixture with pellets with those for the control mixture, there is an increase of about 10% in the slope and a commensurate reduction of 5% in the relative strain for a lifetime of 106 cycles.
4.6.3 Summary on fatigueFrom the single mixture pair tested for fatigue, no firm general conclusions can be derived. However, from that comparison, it appears that the fatigue was similar for low deformations when Shell Thiopave™ pellets were added, although fatigue occurred at a reduced number of cycles for higher deformations. However, the increased stiffness (Section 4.5) implies that the deformation should be reduced in practice for the same loading. Nevertheless, there was an increase of about 10% in the slope and a commensurate reduction of 5% in the relative strain for a lifetime of 106 cycles.
4.7 Low-temperature crack resistance4.7.1 Thermal stress restrained specimen tensile testShell Thiopave™ pellets have been used in more than 20 projects since 2002 in China where there are extreme variations in temperatures in both summer and winter. In the summer, the weather conditions in the south can be almost tropical, whilst the winter temperatures can be extremely low in the north. The resistance of single-event thermal cracking of various asphalt mixtures was studied to ensure that the sulphur modifier did not adversely affect the relative performance.
The low-temperature performance was assessed using the thermal stress restrained specimen tensile (TSRST) test as described in TP10-93 (AASHTO, 2001). Studies have shown that low-temperature behaviour of asphalt concrete pavements can be predicted by the TSRST test (Bouldin et al., 2000; Kanerva et al., 2007; Strickland et al., 2008b). The principle of the test is that the length of the beam specimens (50 mm square or 60 mm diameter by 250 mm long) is kept constant when the specimen is cooled at a temperature rate of 10 °C/h. The stress and temperature are recorded up to the temperature at which the specimen fails in tension. Generally, the curve displays two parts. The first part of the curve shows parabolic behaviour, called “relaxation”. The second part shows linear behaviour, called “non-relaxation”. In this linear behaviour region, the induced stress is proportional to the temperature decrease. The temperature at which the behaviour change is observed is defined as the transition temperature. The fracture temperature is the temperature where the specimens breaks, corresponding to the maximum induced stress.
Cylindrical specimens of AC 20 were manufactured in the laboratory with limestone aggregate and 60/80 pen bitumen at a binder content of 4.1% as the control. An equivalent mixture was manufactured with Shell Thiopave™ pellets as 40% of the binder. The low-temperature performance of both mixtures was assessed using the TSRST test, and the build-up of stress and the subsequent failure of the specimens are shown in Figure 4.21 comparing both mixtures (Strickland et al., 2008a; 2008b).
4 PROPERTY ENHANCEMENT
(Equation 4.2)
log(N) = a + 1
blog(ε) x
Table 4.13 Fatigue curve characteristics
Parameter Control asphalt Modified asphalt Modified/control
Intercept on the y-axis, a -15.76 -18.15 1.15
Slope of the fatigue curve, 1/b -5.342 -5.894 1.100
Inverse of slope, b -0.187 -0.170 0.910
Correlation coefficient, r2 0.94 0.93 –
Scatter on the logarithm of the number of cycles at failure, SN
0.16 0.19 1.19
Indicator of test quality, Δε6 (μstrain) ± 3.70 ± 3.80 1.03
Relative strain for a lifetime of 106 cycles, ε6 (μstrain) 84.00 80.00 0.95
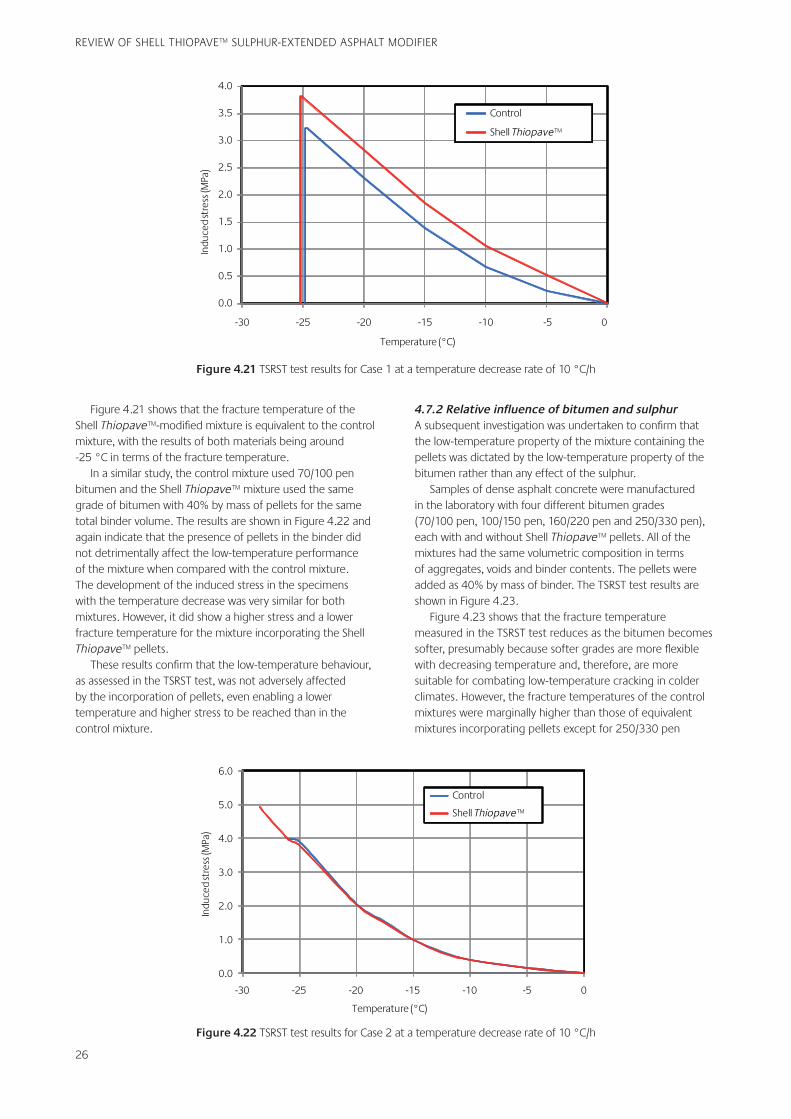
26
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Figure 4.21 shows that the fracture temperature of the Shell Thiopave™-modified mixture is equivalent to the control mixture, with the results of both materials being around -25 °C in terms of the fracture temperature.
In a similar study, the control mixture used 70/100 pen bitumen and the Shell Thiopave™ mixture used the same grade of bitumen with 40% by mass of pellets for the same total binder volume. The results are shown in Figure 4.22 and again indicate that the presence of pellets in the binder did not detrimentally affect the low-temperature performance of the mixture when compared with the control mixture. The development of the induced stress in the specimens with the temperature decrease was very similar for both mixtures. However, it did show a higher stress and a lower fracture temperature for the mixture incorporating the Shell Thiopave™ pellets.
These results confirm that the low-temperature behaviour, as assessed in the TSRST test, was not adversely affected by the incorporation of pellets, even enabling a lower temperature and higher stress to be reached than in the control mixture.
4.7.2 Relative influence of bitumen and sulphurA subsequent investigation was undertaken to confirm that the low-temperature property of the mixture containing the pellets was dictated by the low-temperature property of the bitumen rather than any effect of the sulphur.
Samples of dense asphalt concrete were manufactured in the laboratory with four different bitumen grades (70/100 pen, 100/150 pen, 160/220 pen and 250/330 pen), each with and without Shell Thiopave™ pellets. All of the mixtures had the same volumetric composition in terms of aggregates, voids and binder contents. The pellets were added as 40% by mass of binder. The TSRST test results are shown in Figure 4.23.
Figure 4.23 shows that the fracture temperature measured in the TSRST test reduces as the bitumen becomes softer, presumably because softer grades are more flexible with decreasing temperature and, therefore, are more suitable for combating low-temperature cracking in colder climates. However, the fracture temperatures of the control mixtures were marginally higher than those of equivalent mixtures incorporating pellets except for 250/330 pen
Thiopave
Figure 4.21 TSRST test results for Case 1 at a temperature decrease rate of 10 °C/h
Thiopave
Figure 4.22 TSRST test results for Case 2 at a temperature decrease rate of 10 °C/h
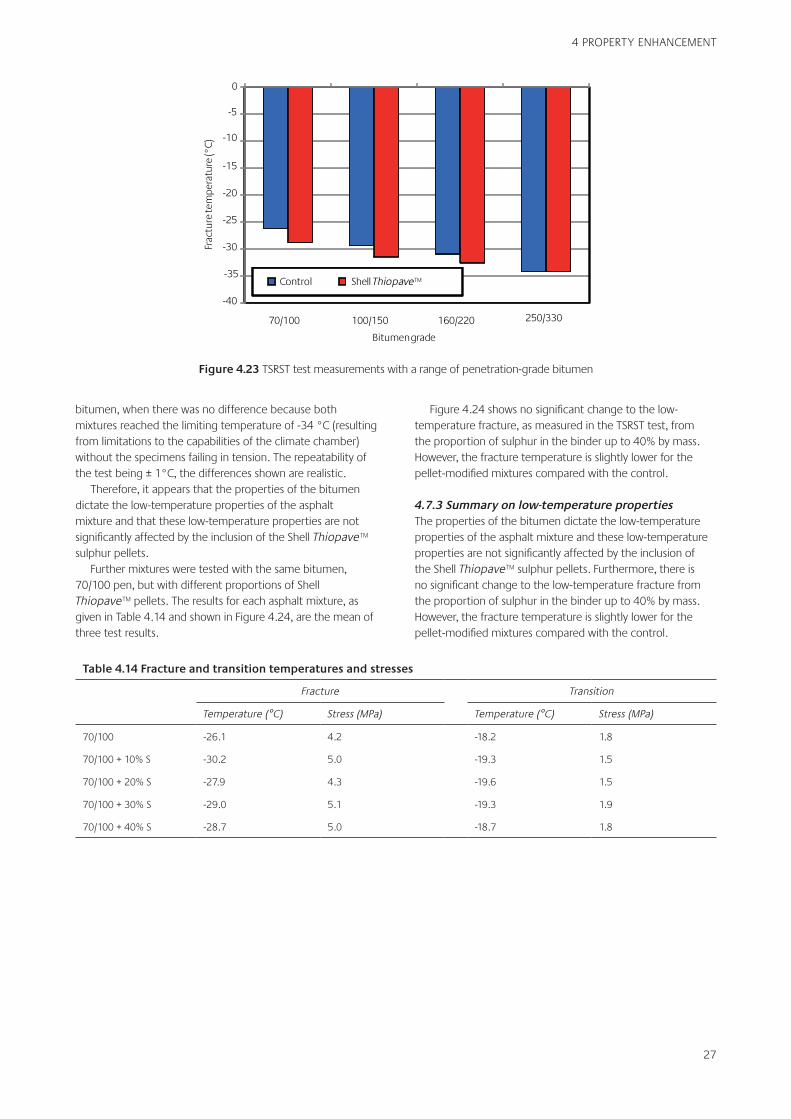
27
bitumen, when there was no difference because both mixtures reached the limiting temperature of -34 °C (resulting from limitations to the capabilities of the climate chamber) without the specimens failing in tension. The repeatability of the test being ± 1°C, the differences shown are realistic.
Therefore, it appears that the properties of the bitumen dictate the low-temperature properties of the asphalt mixture and that these low-temperature properties are not significantly affected by the inclusion of the Shell Thiopave™ sulphur pellets.
Further mixtures were tested with the same bitumen, 70/100 pen, but with different proportions of Shell Thiopave™ pellets. The results for each asphalt mixture, as given in Table 4.14 and shown in Figure 4.24, are the mean of three test results.
Figure 4.24 shows no significant change to the low-temperature fracture, as measured in the TSRST test, from the proportion of sulphur in the binder up to 40% by mass. However, the fracture temperature is slightly lower for the pellet-modified mixtures compared with the control.
4.7.3 Summary on low-temperature propertiesThe properties of the bitumen dictate the low-temperature properties of the asphalt mixture and these low-temperature properties are not significantly affected by the inclusion of the Shell Thiopave™ sulphur pellets. Furthermore, there is no significant change to the low-temperature fracture from the proportion of sulphur in the binder up to 40% by mass. However, the fracture temperature is slightly lower for the pellet-modified mixtures compared with the control.
4 PROPERTY ENHANCEMENT
Thiopave
Figure 4.23 TSRST test measurements with a range of penetration-grade bitumen
Table 4.14 Fracture and transition temperatures and stresses
Fracture Transition
Temperature (°C) Stress (MPa) Temperature (°C) Stress (MPa)
70/100 -26.1 4.2 -18.2 1.8
70/100 + 10% S -30.2 5.0 -19.3 1.5
70/100 + 20% S -27.9 4.3 -19.6 1.5
70/100 + 30% S -29.0 5.1 -19.3 1.9
70/100 + 40% S -28.7 5.0 -18.7 1.8
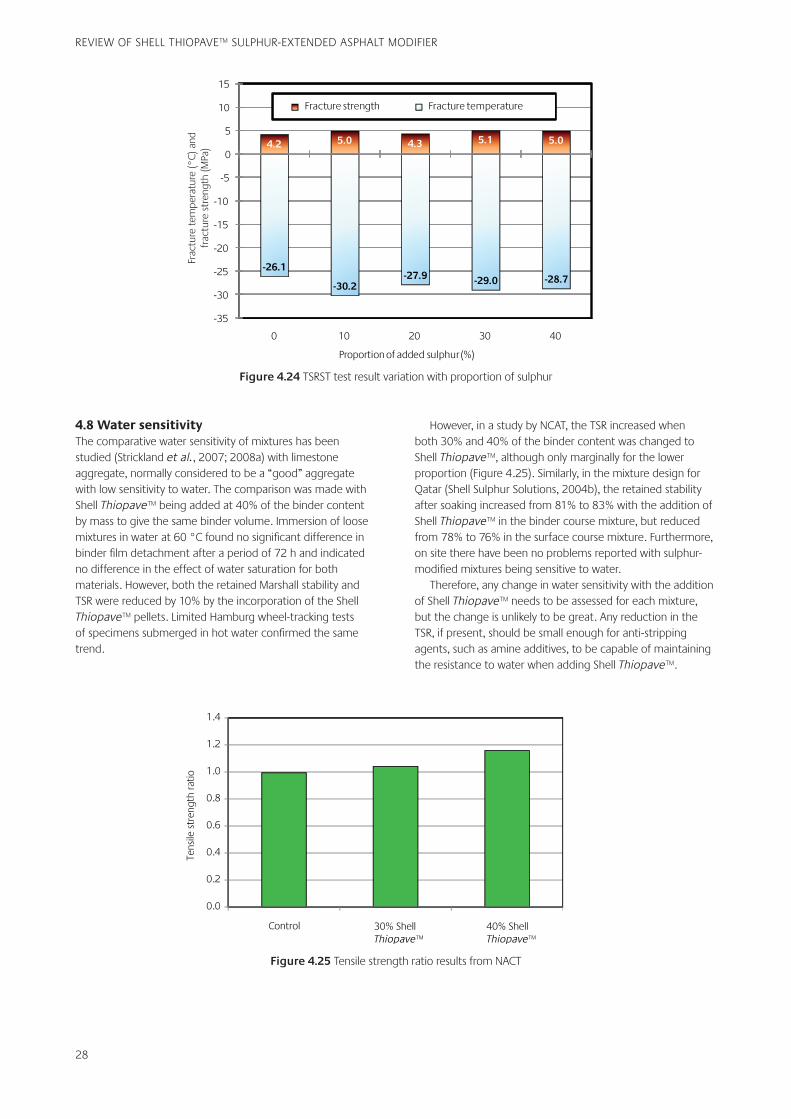
28
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
4.8 Water sensitivityThe comparative water sensitivity of mixtures has been studied (Strickland et al., 2007; 2008a) with limestone aggregate, normally considered to be a “good” aggregate with low sensitivity to water. The comparison was made with Shell Thiopave™ being added at 40% of the binder content by mass to give the same binder volume. Immersion of loose mixtures in water at 60 °C found no significant difference in binder film detachment after a period of 72 h and indicated no difference in the effect of water saturation for both materials. However, both the retained Marshall stability and TSR were reduced by 10% by the incorporation of the Shell Thiopave™ pellets. Limited Hamburg wheel-tracking tests of specimens submerged in hot water confirmed the same trend.
However, in a study by NCAT, the TSR increased when both 30% and 40% of the binder content was changed to Shell Thiopave™, although only marginally for the lower proportion (Figure 4.25). Similarly, in the mixture design for Qatar (Shell Sulphur Solutions, 2004b), the retained stability after soaking increased from 81% to 83% with the addition of Shell Thiopave™ in the binder course mixture, but reduced from 78% to 76% in the surface course mixture. Furthermore, on site there have been no problems reported with sulphur-modified mixtures being sensitive to water.
Therefore, any change in water sensitivity with the addition of Shell Thiopave™ needs to be assessed for each mixture, but the change is unlikely to be great. Any reduction in the TSR, if present, should be small enough for anti-stripping agents, such as amine additives, to be capable of maintaining the resistance to water when adding Shell Thiopave™.
Figure 4.24 TSRST test result variation with proportion of sulphur
Thiopave Thiopave
Figure 4.25 Tensile strength ratio results from NACT
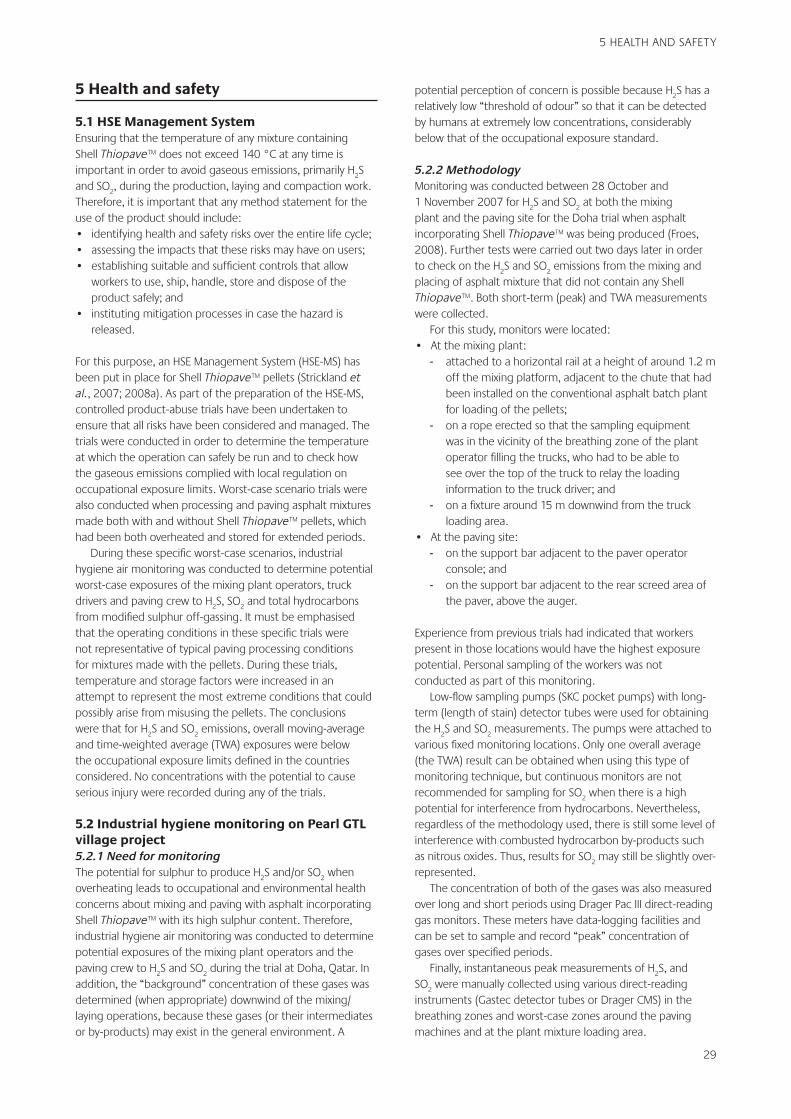
29
5 Health and safety
5.1 HSE Management SystemEnsuring that the temperature of any mixture containing Shell Thiopave™ does not exceed 140 °C at any time is important in order to avoid gaseous emissions, primarily H
2S
and SO2, during the production, laying and compaction work.
Therefore, it is important that any method statement for the use of the product should include:
identifying health and safety risks over the entire life cycle;assessing the impacts that these risks may have on users;establishing suitable and sufficient controls that allow workers to use, ship, handle, store and dispose of the product safely; andinstituting mitigation processes in case the hazard is released.
For this purpose, an HSE Management System (HSE-MS) has been put in place for Shell Thiopave™ pellets (Strickland et al., 2007; 2008a). As part of the preparation of the HSE-MS, controlled product-abuse trials have been undertaken to ensure that all risks have been considered and managed. The trials were conducted in order to determine the temperature at which the operation can safely be run and to check how the gaseous emissions complied with local regulation on occupational exposure limits. Worst-case scenario trials were also conducted when processing and paving asphalt mixtures made both with and without Shell Thiopave™ pellets, which had been both overheated and stored for extended periods.
During these specific worst-case scenarios, industrial hygiene air monitoring was conducted to determine potential worst-case exposures of the mixing plant operators, truck drivers and paving crew to H
2S, SO
2 and total hydrocarbons
from modified sulphur off-gassing. It must be emphasised that the operating conditions in these specific trials were not representative of typical paving processing conditions for mixtures made with the pellets. During these trials, temperature and storage factors were increased in an attempt to represent the most extreme conditions that could possibly arise from misusing the pellets. The conclusions were that for H
2S and SO
2 emissions, overall moving-average
and time-weighted average (TWA) exposures were below the occupational exposure limits defined in the countries considered. No concentrations with the potential to cause serious injury were recorded during any of the trials.
5.2 Industrial hygiene monitoring on Pearl GTL village project5.2.1 Need for monitoringThe potential for sulphur to produce H
2S and/or SO
2 when
overheating leads to occupational and environmental health concerns about mixing and paving with asphalt incorporating Shell Thiopave™ with its high sulphur content. Therefore, industrial hygiene air monitoring was conducted to determine potential exposures of the mixing plant operators and the paving crew to H
2S and SO
2 during the trial at Doha, Qatar. In
addition, the “background” concentration of these gases was determined (when appropriate) downwind of the mixing/laying operations, because these gases (or their intermediates or by-products) may exist in the general environment. A
•••
•
potential perception of concern is possible because H2S has a
relatively low “threshold of odour” so that it can be detected by humans at extremely low concentrations, considerably below that of the occupational exposure standard.
5.2.2 MethodologyMonitoring was conducted between 28 October and 1 November 2007 for H
2S and SO
2 at both the mixing
plant and the paving site for the Doha trial when asphalt incorporating Shell Thiopave™ was being produced (Froes, 2008). Further tests were carried out two days later in order to check on the H
2S and SO
2 emissions from the mixing and
placing of asphalt mixture that did not contain any Shell Thiopave™. Both short-term (peak) and TWA measurements were collected.
For this study, monitors were located:At the mixing plant:
attached to a horizontal rail at a height of around 1.2 m off the mixing platform, adjacent to the chute that had been installed on the conventional asphalt batch plant for loading of the pellets;on a rope erected so that the sampling equipment was in the vicinity of the breathing zone of the plant operator filling the trucks, who had to be able to see over the top of the truck to relay the loading information to the truck driver; andon a fixture around 15 m downwind from the truck loading area.
At the paving site:on the support bar adjacent to the paver operator console; andon the support bar adjacent to the rear screed area of the paver, above the auger.
Experience from previous trials had indicated that workers present in those locations would have the highest exposure potential. Personal sampling of the workers was not conducted as part of this monitoring.
Low-flow sampling pumps (SKC pocket pumps) with long-term (length of stain) detector tubes were used for obtaining the H
2S and SO
2 measurements. The pumps were attached to
various fixed monitoring locations. Only one overall average (the TWA) result can be obtained when using this type of monitoring technique, but continuous monitors are not recommended for sampling for SO
2 when there is a high
potential for interference from hydrocarbons. Nevertheless, regardless of the methodology used, there is still some level of interference with combusted hydrocarbon by-products such as nitrous oxides. Thus, results for SO
2 may still be slightly over-
represented.The concentration of both of the gases was also measured
over long and short periods using Drager Pac III direct-reading gas monitors. These meters have data-logging facilities and can be set to sample and record “peak” concentration of gases over specified periods.
Finally, instantaneous peak measurements of H2S, and
SO2 were manually collected using various direct-reading
instruments (Gastec detector tubes or Drager CMS) in the breathing zones and worst-case zones around the paving machines and at the plant mixture loading area.
•-
-
-
•-
-
5 HEALTH AND SAFETY

30
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
It was reported that the personnel at the plant did not have “regular” working hours as such, but that they were called upon to work schedules to fit in with the requirements of the various contracts that were undertaken. They would commence work at any time of the day or night and work until required, with time-limiting factors including:
temperature constraints at the mixing area;plant breakdowns;the weather; andthe times at which the premises where the paving took place would allow the lorries entry onto the site.
Therefore, the paving operators’ working hours were dictated by the control of supply of Shell Thiopave™ asphalt mixture from the plant, which would often be started some hours before the mixture was due to be loaded onto the lorries for subsequent delivery in order to allow time to optimise the plant conditions. Again, the plant hours of work were also dictated by the operating hours of the paving site and whether paving could continue after sunset.
During the days of the survey, both the plant and paving crews ended up starting work at different times and for varying periods for a number of reasons, such as plant breakdowns. Such breakdowns resulted in them having to work extended hours in order to catch up with their production quotas.
5.2.3 Results and exposure limitsThe results of the monitoring (Froes, 2008) are given in Appendix B. These results show that there was not a great increase in the fumes when Shell Thiopave™ was incorporated into the mixture.
It was understood that Qatar does not have specific occupational exposure limits for H
2S or SO
2 (Froes, 2008).
Therefore, the limits of the American Conference of Governmental Industrial Hygienists (ACGIH) were used as the guide for that project. However, the appropriate limits according to the ACGIH are more relevant for a general assessment and are reproduced in Table 5.1.
The results when both the control and the Shell Thiopave™ mixtures were being produced and laid are well within the ACGIH limits, indicating that the pellets do not represent a health and safety threat if treated correctly.
5.2.4 DiscussionDuring the survey period, there were a number of breakdowns, both at the plant and at the paving site, which prevented mixing and paving at the respective locations for prolonged periods, up to the full day. The sampling was undertaken within these production constraints, with no sampling occurring during plant or site breakdowns. It would
••••
be inappropriate to normalise all the results and average them over a standard (eight-hour) working day because the workers generally did not work a regular eight-hour day. In such circumstances, time-weight averaging of the results over eight hours would skew the readings, depending on the actual hours that were worked. Therefore, the “duration” (or “as measured”) results are used for the discussion to indicate the concentrations of gases that can be expected while undertaking the appropriate tasks. These “duration” results will be equivalent to the eight-hour TWA results if the operatives did the same tasks throughout an eight-hour day, or they can be adjusted accordingly for shorter or longer working hours.
The Shell Thiopave™ mixing and laying process is not too different from the conventional asphalt process that is routinely carried out by contractors. One difference is the addition of the Shell Thiopave™ pellets at the loading platform, and it took the contractors some time to determine how to supply pellets at an efficient rate at the feed end. The mixing temperature requirements are also different for the two mixtures and, again, it took the contractors some time to perfect the procedures. Time was lost at the plant and the paving site due to equipment breakdown and, for example, the waiting for spare parts, but these episodes could occur at any time (with the control or Shell Thiopave™ asphalt). Therefore, the results obtained during this survey can be considered to be representative of “typical” intermittent plant/paving operating conditions.
5.3 Monitoring in Saudi Arabia5.3.1 Dammam to Jubail highwayHydrogen sulphide and SO
2 vapour emissions were measured
on the Dammam to Jubail highway in work areas frequented by personnel at the asphalt plant and in the vicinity of the paver (Grosch et al., 2007). On windy days, no H
2S or SO
2
emissions were detected in any of the monitored work areas. Hydrogen sulphide or SO
2 emissions were also not detected at
the driver’s window when under the plant to load the material, whilst an H
2S level of 4 ppm was detected at the loading
rack on one occasion whilst a temperature measurement was being taken. However, all the results were well within the industrial hygiene average eight-hour exposure limits for Saudi Arabia of 10 ppm for H
2S and 2 ppm for SO
2.
At the paving site, low amounts of H2S were measurable
on still days for 1 min or 2 min during the period when the material was being discharged from the truck into the paver. The maximum emissions measured in a work area were detected near the paver operator, with 6 ppm for H
2S and
1 ppm for SO2, again below the industrial hygiene limits.
Nevertheless, a slightly stronger odour was noticed from the Shell Thiopave™ mixtures than from the control mixtures.
Table 5.1 ACGIH threshold exposure limit values
Substance TWA (8 h) Short-term (15 min)
Hydrogen sulphide (H2S) 10 15
Sulphur dioxide (SO2) 2 5

31
5.3.2 Khursaniyah access roadHydrogen sulphide and SO
2 vapour emissions were also
measured on the Khursaniyah access road in similar locations (Grosch et al., 2007). The measured values of H
2S and SO
2
were less than 1 ppm at the foreman, operator and driver locations. Hydrogen sulphide and SO
2 emissions were also
measured directly above the auger screw, which continuously agitates the asphalt and could release any trapped fumes. At this location, a few spikes of concentrated vapours occurred, which then rapidly dissipated, with maximum values for H
2S
and SO2 of 3 ppm and 12 ppm, respectively.
It was noted that variation in either the humidity or the mixture temperature (which ranged from 124 °C to 147 °C) affected the concentration of fumes significantly.
5.4 Summary on health and safetyProvided the temperature is not allowed to exceed 140 °C, there are no health and safety issues with the inclusion of Shell Thiopave™ pellets in asphalt mixtures. This conclusion applies to operatives at the mixing plant, during haulage and on site, as well as to members of the general public. The quantities of H
2S and S0
2 released are well below the internationally
specified exposure limits, although the smell is still detectable. Therefore, the control on the temperature needs to be monitored efficiently whenever the pellets are used.
6 Pavement design implications
6.1 Design life6.1.1 Analysis modelAs well as the direct change in property values of asphalt with the addition of Shell Thiopave™, the effect that those changes in property will have on the design of pavements is of interest; in particular, the extent to which the changes will allow the pavement thickness to be reduced, as has been applied on some experimental road sites (Arora et al., 1994), or the design life increased. Therefore, a pavement analysis using BISAR (Shell Bitumen, 1998) was carried out in order to calculate the tensile strain at the bottom of the asphalt road layer and the vertical strain at the top of the sub-grade in a flexible pavement under a standard single axle of 80 kN (double wheel, 20 kN load per wheel). The analysis was undertaken for both a control asphalt mixture and with mixtures containing Shell Thiopave™.
The simplifying hypotheses used in the model for this analysis were as follows:
The structure is a linear elastic multi-layer system for which each layer is characterised by its thickness, the Young’s modulus of elasticity (E) and the Poisson’s ratio (v) of the materials.The materials are homogeneous, isotropic and the layers have infinite length.The complex modulus is Young’s modulus as measured in the laboratory.The sub-grade or soil is infinite in the vertical direction and is characterised by its Young’s modulus and its Poisson’s ratio.Loads are applied vertically on the top of the structure and deform uniformly over the circular area between the tyre and the top of the surface layer.
It was also assumed that there was full friction between layers and that, in the case of asphalt mixtures made with Shell Thiopave™ pellets, all the hypotheses were met. The aim was to determine the tensile strain caused at the bottom of the bound base layer by one axle load (1 cycle) and then deduce the permissible number of load cycles from the Wöhler fatigue equation for each asphalt mixture (Section 4.6 and Table 4.13). For the sub-grade, the calculation principle was the same using the relation between the number of axle loads and the strain on the sub-grade as defined in Equation 6.1 (Edwards and Valkering, 1974):
Where: N = the number of cycles to failure ε = the relative strain
•
•
•
•
•
6 PAVEMENT DESIGN IMPLICATIONS
(Equation 6.1)
ε = 2.8 x 10–2 x N–0.25 or N = ε
0.028
–4
32
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Three pavement structures were modelled, each consisting of the following layers:
A 60 mm thick surface course of asphalt concrete.A 150 mm thick base made with:
the control asphalt mixture; orthe mixture with Shell Thiopave™.
A 150 mm thick sub-base made with unbound materials.A sub-grade with a bearing capacity of 60 MPa.
6.1.2 Impact on pavement life for the same pavement thicknessThe layer characteristics for the three structures are given in Table 6.1 where the Young’s modulus values correspond to the complex modulus values at 10 °C and 25 Hz.
The tensile strain at the bottom of the road base and the vertical strain on the sub-grade for the different structures are given in Table 6.2.
The relative horizontal tensile strains at the bottom of the bound layers are lower for the Shell Thiopave™ mixtures than for the control mixture. The same is also true for the vertical compressive strain of the sub-grade. The number of standard axle loads was calculated for each structure using the Wöhler curve (Equation 4.4) for the bound base and Equation 6.1 for the sub-grade. The results, which can be assumed to be the “pavement life” of the structures, are given in Table 6.3.
These results show that the critical design criterion is given by the tensile strain of the asphalt base for each of the structures. The number of cycles, or the pavement life, would be increased by 40% with the Shell Thiopave™. This analysis does not yet take into account the effect of rest periods.
••
--
••
6.1.3 Impact on pavement thickness for the same pavement lifeFor the three structures to withstand an identical number of cycles, the results imply that a decrease in thickness would be possible with the inclusion of Shell Thiopave™ pellets. Therefore, the theoretical thickness required for the structure with the modified base to reach 14 million cycles – the number achieved for the control base – was determined. The admissible tensile strains were calculated for this pavement life and the layer thicknesses of the different road bases were then determined with BISAR. Finally, the tensile strains were recalculated for the layer thickness rounded to the nearest 10 mm. The results are given in Table 6.4.
The results show that the difference in thicknesses is relatively low, being of the order of 10 mm. Therefore, a small reduction in the layer thickness is possible for this example, but these conclusions are based on test results with only one type of asphalt mixture and with the conditions of temperature, traffic loading and speed chosen. At a higher temperature, the benefit of Shell Thiopave™ mixtures should be increased, because the modulus improvement would be greater, whilst the analysis would need to be repeated with different physical properties for different mixtures (aggregate type and grading, bitumen type and content and pellet concentration).
Table 6.1 Pavement structures
Layer Thickness (m) Poisson’s ratioStiffness (MPa)
Control Modified
Surface course 0.06 0.35 6000
Base 0.15 0.35� 16 500 18 500
Sub-base 0.15 0.35 240
Sub-grade Infinite 0.35 60
� The Poisson coefficient for the sulphur-modified mixtures was assumed to be identical to that for conventional asphalt mixture.
Table 6.2 Strains in the road base and sub-grade
Location of strain Control Modified
ε (μstrain) at the bottom of the bounded layers 51.3 47.8
ε (μstrain) at the top of the sub-grade 216 207
Table 6.3 Pavement life of the structures (million standard axle loads)
Layer Control Modified
Base 14.3 20.7
Sub-grade 282 334
33
6.1.4 Impact on pavement thickness using DMRB methodThe method for designing pavements for trunk roads in the UK is described in HD 26/06 (Highways Agency et al., 2006) from the Design Manual for Roads and Bridges (DMRB), Volume 7, Section 2, Part 3. The method is based on TRL Report TRL250 (Nunn et al., 1997) on high-traffic flexible pavements and determines the layer thickness from the stiffness modulus at 20 °C and 5 Hz. It does not take into account the specific fatigue property of the materials because fatigue has been found to be irrelevant to pavements of sufficient thickness and strength (long-life pavements), as is the case for most trunk roads. The layer thickness calculation is made according to Equation 6.2:
Where: N = traffic in millions of cycles (for this exercise 14 x 106 cycles, the lifetime of the control design) E = the modulus in MPa corrected to the reference value of 3100 MPa for dense bitumen macadam H = the layer height in mm
For the different asphalt mixtures, the modulus values have been interpolated from the complex modulus measurements. The results are given in Table 6.5.
The layer thicknesses in Table 6.5 differ from those in Table 6.4 because different parameters are used. In particular, the fatigue characteristics from the inclusion of Shell Thiopave™ are not included in the DMRB calculation, leading to a reduced thickness of 30 mm (10%) being feasible with either rate of pellet inclusion, taking advantage of the 50% increase in modulus at 20 °C. This finding runs contrary to the conclusions of the traditional analytical method because some of the assumptions in the traditional analysis have been contested by the theory behind long-life pavements.
6 PAVEMENT DESIGN IMPLICATIONS
Table 6.4 Pavement life calculation
Parameter Control Modified
ε (μstrain) for design life of 14 x 106 cycles 51.3 50.9
Layer thickness (mm, rounded to nearest 10) 150 140
ε (μstrain) for rounded thickness 51.3 51.5
(Equation 6.2)
H = (log(N) + 8.5 x E0.12)0.077
E0.65x
3.64
Table 6.5 Pavement thickness with the DMRB method
Parameter Control Modified
Stiffness modulus at 20 °C and 5 Hz (MPa) 4400 6425
Layer thickness, H (mm) 270 240
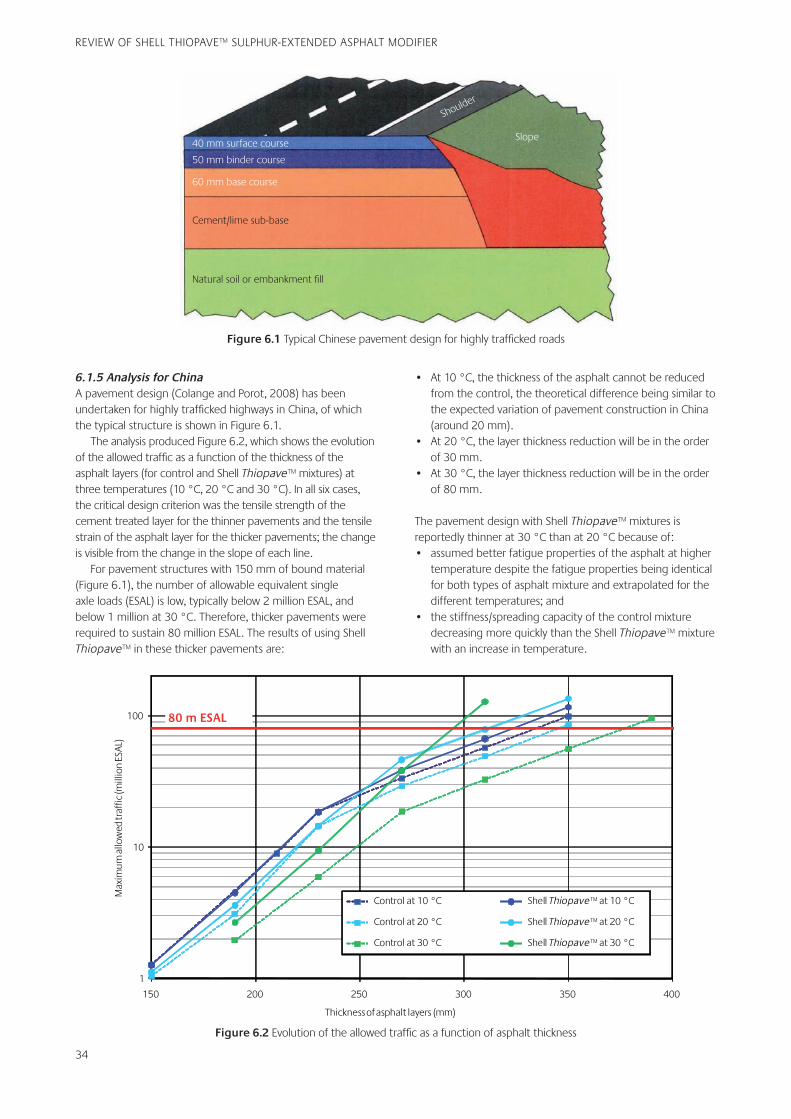
34
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
6.1.5 Analysis for ChinaA pavement design (Colange and Porot, 2008) has been undertaken for highly trafficked highways in China, of which the typical structure is shown in Figure 6.1.
The analysis produced Figure 6.2, which shows the evolution of the allowed traffic as a function of the thickness of the asphalt layers (for control and Shell Thiopave™ mixtures) at three temperatures (10 °C, 20 °C and 30 °C). In all six cases, the critical design criterion was the tensile strength of the cement treated layer for the thinner pavements and the tensile strain of the asphalt layer for the thicker pavements; the change is visible from the change in the slope of each line.
For pavement structures with 150 mm of bound material (Figure 6.1), the number of allowable equivalent single axle loads (ESAL) is low, typically below 2 million ESAL, and below 1 million at 30 °C. Therefore, thicker pavements were required to sustain 80 million ESAL. The results of using Shell Thiopave™ in these thicker pavements are:
At 10 °C, the thickness of the asphalt cannot be reduced from the control, the theoretical difference being similar to the expected variation of pavement construction in China (around 20 mm).At 20 °C, the layer thickness reduction will be in the order of 30 mm.At 30 °C, the layer thickness reduction will be in the order of 80 mm.
The pavement design with Shell Thiopave™ mixtures is reportedly thinner at 30 °C than at 20 °C because of:
assumed better fatigue properties of the asphalt at higher temperature despite the fatigue properties being identical for both types of asphalt mixture and extrapolated for the different temperatures; andthe stiffness/spreading capacity of the control mixture decreasing more quickly than the Shell Thiopave™ mixture with an increase in temperature.
•
•
•
•
•
Figure 6.1 Typical Chinese pavement design for highly trafficked roads
Natural soil or embankment fill
40 mm surface course
50 mm binder course
60 mm base course
Cement/lime sub-base
Slope
Shoulder
Thiopave
Thiopave
Thiopave
Figure 6.2 Evolution of the allowed traffic as a function of asphalt thickness

35
6.1.6 Summary on design lifeBecause of the increase in the stiffness of asphalt with the inclusion of 40% of Shell Thiopave™ pellets (Section 4.5), a pavement constructed with such mixtures can be designed to either provide a longer design life for the same pavement thickness or be constructed at a reduced thickness for the same design life. This advantage increases with temperature and will, therefore, become more important as global warming occurs.
6.2 RecyclabilityCurrent conventional asphalt has the benefit of being completely recyclable, at least in terms of being able to recycle all used material back into fresh asphalt mixtures, if not yet in terms of producing a mixture from 100% of reclaimed asphalt. However, some materials that have, or could have, been used in asphalt do pose a threat to the recyclability of the material record; in particular, tar, sulphur and asbestos (Nicholls et al., 2006). However, two of the materials, tar and asbestos, are a potential hazard when milling out the old material, whilst sulphur may present a hazard only when heated. Tar is an acknowledged problem when recycling material that is 40 or more years old because of its wide use at that time, whilst asbestos is not actually known to have been used but could have been about the same time.
The danger from sulphur-modified mixtures, including those incorporating Shell Thiopave™ pellets, is that they could possibly be recycled in the future at temperatures above 140 °C and subsequently produce H
2S and SO
2 fumes.
Therefore, the hazard can be avoided by only using reclaimed asphalt in medium-temperature mixtures or at least mixtures not to be heated above 140 °C, with only the problem of keeping the planings separate. However, an older reclaimed asphalt may contain sulphur and this fact may not be known when the pavement is replaced. Therefore, there needs to be a test to determine whether sulphur is present in a mixture. Shell has proposed two possible tests (Surmont and Colange, 2007), one based on sulphur chemistry and the other based on the detection of the emission of SO
2 when a sample of
road surfacing is heated in hot air. Another test, based on inductively coupled plasma–atomic emission spectrometry, has also been proposed (Appendix B to Nicholls et al., 2006), which can be undertaken after the asphalt mixture has been reclaimed but before it is reused.
Overall, the inclusion of Shell Thiopave™ in pavements will require more care when being recycled, but it should not stop it from being recycled.
7 Conclusions
The use of sulphur in asphalt has a long history, but has been tainted by the threat of H
2S and SO
2 emissions during mixing
and paving that could be hazardous. The pelletisation of the sulphur by Shell in its Thiopave™ product appears to have overcome many of those fears, although strict control of temperature still needs to be maintained, making the use of Shell Thiopave™ more practical. The practicality is demonstrated by its use on several sites, some of which have been reported.
The reason for using Shell Thiopave™ pellets in asphalt is to improve its performance properties and reduce the quantity of bitumen used. Any improvement in property will be dependent on the existing properties of the mixture into which the pellets are added, but the changes reviewed in this Report include:
The Marshall stability was increased by up to 38% when added at 30% by mass of binder and by more at higher levels of addition, although the stiffness increase takes 10 to 14 days to develop.The mean rut depth in the APA test of over 11 mm was reduced to 5.6 mm in one instance whilst, for another, the average reduction was 46% for the inclusion of 30% of pellets but only 42% for the inclusion of 40% of pellets, indicating that the extra 10% addition did not affect the performance. Similarly, the development of rutting in the Hamburg wheel tracker was reduced up to about 5000 cycles, although the performances started to converge as the number of cycles increased.The stiffness modulus was increased for a series of mixtures, with the ratio increasing with temperature. From the values, increments can be proposed for specific design temperatures for use in pavement design, at least until test data for the actual mixtures become available. The design stiffness ratios for 40% replacement of the binder are 1.00, 1.00, 1.15, 1.35, 1.60 and 1.95 at temperatures of -10 °C, 0 °C, 10 °C, 20 °C, 30 °C and 40 °C, respectively.Therefore, the theoretical mixture stiffness for UK mixture designs at 20 °C can be increased by a third.The stiffness modulus is reinforced without the rheological behaviour of the mixture being changed. However, the phase angle measurement is not sufficiently precise to provide more information.There was an increase of about 10% in the slope and a commensurate reduction of 5% in the relative strain for a lifetime of 106 cycles for the fatigue curve of one mixture.The low-temperature behaviour, as assessed in the TSRST test, was not adversely affected, even enabling a lower temperature and higher stress to be reached.The water sensitivity was, if anything, reduced but the results were inconsistent. Any reduction, if present, should be small enough for anti-stripping agents to overcome.
These property enhancements have been demonstrated to allow reduced pavement thicknesses, particularly at higher traffic designed pavements.
Therefore, the primary advantages of Shell Thiopave™-modified asphalt are an increase in strength, stability and, possibly, durability. The resulting economic advantages
•
•
•
•
•
•
•
7 CONCLUSIONS

36
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
of reduced bitumen consumption, reduced pavement thicknesses and lower energy consumption should be the driver for its use on commercial projects.
Acknowledgements
The work described in this Report was carried out in the Design and Materials Group, Infrastructure Division, of the Transport Research Laboratory. The author is grateful to Dave Whiteoak who carried out the technical review and auditing of this Report.

37
References
Abdul Wahhab, H I (2003). Evaluation of sulfur-asphalt and sulfur-concrete technology for local applications. Report to Saudi Aramco, May, 2003. Dhahran: King Fahd University of Petroleum and Minerals.American Association of State Highway and Transportation Officials (2001). Method for thermal stress restrained specimen tensile strength. AASHTO TP10-93. Washington DC: AASHTO.Arora, M G, A I Al-Mana, A-H J Al-Tayyib, R H Ramadhan and Z A Khan (1994). Fourteen-year pavement condition history of sulfur-extended-asphalt (SEA) test roads in the eastern provinces of Saudi Arabia. Proceedings of the International Road Federation Conference, Calgary, Alberta, Canada, 3–7 July 1994. Ottawa: Transportation Association of Canada, pp. 3–23.Association Française de Normalisation (1992). Test relating to pavements – Measurement of rheological properties on bituminous mixes – Part 2: Determination of the dynamic bending modulus. NF P 98-260-2. September 1992. Paris: AFNOR.Beatty, T L, K Dunn, E T Harrigan, K Stuart and H Weber (1987). Field evaluation of sulfur-extended asphalt pavements. Transportation Research Record 1115 – Asphalt Materials and Mixtures, pp. 161–170.Bencowitz, I, and E S Boe (1938). Effect of sulfur upon some of the properties of asphalts. American Society for Testing & Materials Proceedings, 38 (11) 539–550.Bouldin, M G, R Dongré, G M Rowe, M J Sharrock and D A Anderson (2000). Predicting thermal cracking of pavements from binder properties. Minnesota: Association of Asphalt Paving Technologists.British Standards Institution (1993). Method for determination of the indirect tensile stiffness modulus of bituminous mixtures. Draft for Development DD 213. London: BSI.Colange, J, and L Porot (2008). Pavement analysis for highways in China using SEAM in asphalt mixtures. Confidential report GS.08.50222. (May be available on request to Ruth Collins at Shell Global Solutions.)Comité Européen de Normalisation (2003a). Bituminous mixtures – Test methods for hot-mix asphalt – Part 6: Determination of bulk density of bituminous specimens. EN 12697-6:2003. London: British Standards Institution and other European standardisation bodies.Comité Européen de Normalisation (2003b). Bituminous mixtures – Test methods for hot-mix asphalt – Part 22: Wheel tracking. EN 12697-22: 2003. London: British Standards Institution and other European standardisation bodies.Comité Européen de Normalisation (2004a). Bituminous mixtures – Test methods for hot-mix asphalt – Part 24: Resistance to fatigue. EN 12697-24:2004. London: British Standards Institution and other European standardisation bodies.Comité Européen de Normalisation (2004b). Bituminous mixtures – Test methods for hot-mix asphalt – Part 26: Stiffness. EN 12697-26:2004. London: British Standards Institution and other European standardisation bodies.
Deme, I (1978). Sulphur as an asphalt diluent and a mix of filler. Advances in Chemistry, 165 172–189.Deme, I, B Kennedy and K Keenan (2004). Performance properties of semi-rigid sulphur-extended asphalt mixes. Proceedings of the 3rd Eurasphalt and Eurobitume Congress, Vienna, 12–14 May 2004. Book 1, Paper No. 365, pp. 835–849.Denning, J H, and J Carswell (1981). Improvements in rolled asphalt surfacings by the addition of sulphur. Transport & Road Research Laboratory Report LR963. Crowthorne: Transport Research Laboratory.Edwards, J M, and C P Valkering (1974). Asphalt pavements for road vehicles: updating of structural design proposals with special reference to the influence of high temperatures. Highway Road Construction, 42 (1770) 4–9.Froes, D (2008). Industrial hygiene monitoring of sulfur extended asphalt mix (SEAM) trials – Doha, Qatar. Report SHS 07.130. The Hague: Shell International BV.Gilbert, K (2008). An evaluation of the performance properties of the asphalt mix containing SEAM™ asphalt mix modifier paved at the Pearl GLT village site. External technical requisition report TSR 2008/594. Nottingham: Shell Global Solutions.Grosch, J J, M H Al-Methel, H I A Wahhab, M R Martin and I J Dene (2007). Sulfur-extended asphalt – Saudi Arabian experience. Proceedings of the 7th International Conference and Exhibition on Chemistry in Industry, Manama, Bahrain. SUT/03, CHEMIDIX 2007.Highways Agency, Scottish Executive Development Department, National Assembly for Wales (Cynulliad Cenedlaethol Cymru) and Department for Regional Development Northern Ireland (2006). Pavement design (HD 26/06), Design Manual for Roads and Bridges, Volume 7, Section 2, Part 3. London: The Stationery Office.Kandhal, P S, and S Chakraborty (1996). Effect of asphalt film thickness on short- and long-term aging of asphalt paving mixtures. Transportation Research Record 1535 – Characteristics of Asphalt Binders, pp. 83–90.Kanerva, K H, T S Vinson and H Zeng (2007). Low-temperature cracking: field validation of the thermal stress restrained specimen test. Strategic Highway Research Program, National Council 1194, SHRP-A-401. Washington DC: Strategic Highway Research Program.Kennepohl, G J A, A Logan and D C Bean (1975). Conventional paving mixes with sulfur-asphalt binders. Proceedings of the Association of Asphalt Paving Technologists, Technical Sessions, Phoenix, Arizona, 10–12 February 1975. St Paul, Minnesota: Association of Asphalt Paving Technologists, pp. 485-518.McBee, W C, T A Sullivan and J O Izatt (1980). State-of-the-art guideline manual for design, quality control, and construction of sulfur-extended-asphalt (SEA) pavements. Report No. FHWA-TS-80-240. Washington DC: Federal Highway Administration.Nicholls, J C, V Mouillet, B Koenders, F Deygout and P Samuel (2006). Procedures for identifying hazardous components in materials for asphalt. SAMARIS report D23. Available from http://samaris.zag.si/
REFERENCES

38
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Nunn, M E, A Brown, D J Weston and J C Nicholls (1997). Design of long-life flexible pavements for heavy traffic. TRL Report TRL250. Crowthorne: Transport Research Laboratory.Porot, L, J Colange and L Bobristow (2003). Complex modulus and fatigue tests on asphalt mixes containing bitumen and SEAM (sulphur-extended asphalt modifier). Internal report OG.03.60021. (May be available on request to Ruth Collins at Shell Global Solutions.)Shell Bitumen (1998). BISAR 3.0 user manual. Place of publication: Shell International Oil Product BV.Shell Sulphur Solutions, SEAM™ Business (2004a). The use of SEAM™ asphalt mix modifier – Case studies. (No longer in print but electronic copies may be available on request to Shell Global Solutions.)Shell Sulphur Solutions, SEAM™ Business (2004b). The use of SEAM™ asphalt mix modifier at the Pearl GTL village in Qatar. (No longer in print but electronic copies may be available on request to Shell Global Solutions.)Shell Sulphur Solutions, SEAM™ Business (2008a). Qatar SEAM™ pavement development program – Technical report on the mix design & SEAM™ pavement construction at the Ras Laffan Pearl GTL project site. France: Shell Global Solutions.Shell Sulphur Solutions, SEAM™ Business (2008b). Summary: construction of a sulphur-handling terminal parking lot with Thiopave™. France: Shell Global Solutions.Shell Sulphur Solutions, SEAM™ Business (2008c). Summary: rut-resistant pavement intersection construction with Thiopave™. France: Shell Global Solutions.Shell Sulphur Solutions, SEAM™ Business (2008d). Summary: construction of a major dock unloading area with Thiopave™. France: Shell Global Solutions.
Shell Sulphur Solutions, SEAM™ Business (2008e). Summary: Qatar Thiopave™ pavement construction. France: Shell Global Solutions.Strickland, D, J Colange, M Martin and I Deme (2007). Performance properties of sulphur-extended asphalt mixtures with SEAM. Permanent International Association of Road Congresses (PIARC) World Road Congress, Paris, France, 17–21 September 2007. Paris: Shell Bitumen.Strickland, D, J Colange, M Martin and I Deme (2008a). Performance properties of paving mixtures made with modified sulphur pellets. International Society for Asphalt Pavements International Symposium on Asphalt Pavements and Environment, Zurich, Switzerland, 18–20 August 2008. Zurich: ISAP, pp. 64–75.Strickland, D, J Colange, P Shaw and N Pugh (2008b). A study of the low-temperature properties of sulphur-extended asphalt mixtures. Proceedings of the 53rd Canadian Technical Asphalt Association Conference, Saskatoon, Canada, 16–19 November 2008. Laval, Quebec: Polyscience Publications Inc., pp. 105–118.Surmont, F, and J Colange (2007). Test methods for detecting the presence of sulphur, as used in sulphur extended asphalt mixtures. Internal report OG.07.52993. (May be available on request to Ruth Collins at Shell Global Solutions.) Williams, M L, R F Landel and J D Ferry (1955). The temperature dependence of relaxation mechanisms in amorphous polymers and other glass-forming liquids. Journal of the American Chemical Society, 77 (14) 3701–3707. Washington DC: ACS Publications.

39
Appendix A: Laboratory mixing procedure for Shell Thiopave™-modified asphalt mixtures
Hold the aggregate at 145 °C overnight (minimum of 12 h).Set the mixer bowl temperature to 145 °C.Mix the dry aggregate for 30 s at speed 1 (V1).Weigh out and add the bitumen. Mix the aggregate and bitumen for 30 s at speed V1 and then for 30 s at speed V2.Check mix homogeneity.Set the mixer temperature to a maximum of 140 °C.When the mixer reaches this temperature (pulse the mixer a few times to homogenise the temperature in the mixer), add the Shell Thiopave™, which should have been kept at ambient temperature and added without heating.Mix the aggregate, bitumen and Shell Thiopave™ for 1 min at speed V1 and then for 1 min at speed V2.
APPENDIX A: LABORATORY MIXING PROCEDURE FOR SHELL THIOPAVE™-MODIFIED ASPHALT MIXTURES
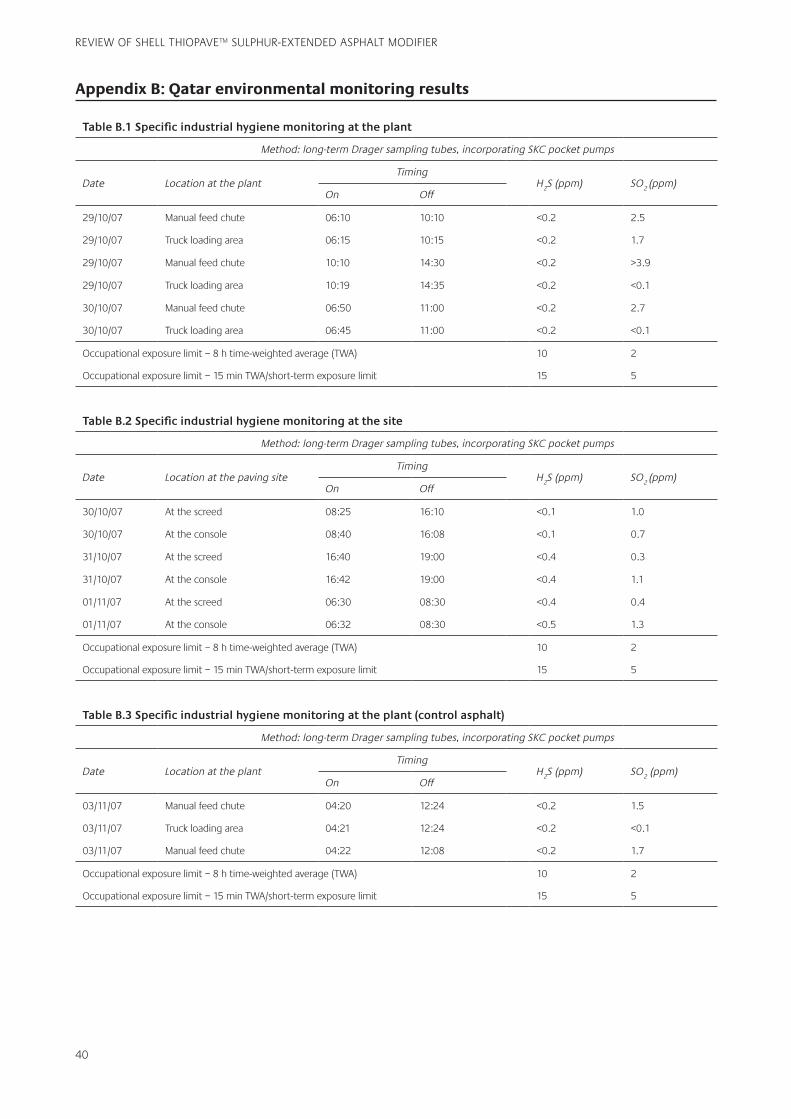
40
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Appendix B: Qatar environmental monitoring results
Table B.1 Specific industrial hygiene monitoring at the plant
Method: long-term Drager sampling tubes, incorporating SKC pocket pumps
Date Location at the plantTiming
H2S (ppm) SO2 (ppm)On Off
29/10/07 Manual feed chute 06:10 10:10 <0.2 2.5
29/10/07 Truck loading area 06:15 10:15 <0.2 1.7
29/10/07 Manual feed chute 10:10 14:30 <0.2 >3.9
29/10/07 Truck loading area 10:19 14:35 <0.2 <0.1
30/10/07 Manual feed chute 06:50 11:00 <0.2 2.7
30/10/07 Truck loading area 06:45 11:00 <0.2 <0.1
Occupational exposure limit – 8 h time-weighted average (TWA) 10 2
Occupational exposure limit – 15 min TWA/short-term exposure limit 15 5
Table B.2 Specific industrial hygiene monitoring at the site
Method: long-term Drager sampling tubes, incorporating SKC pocket pumps
Date Location at the paving siteTiming
H2S (ppm) SO2 (ppm)On Off
30/10/07 At the screed 08:25 16:10 <0.1 1.0
30/10/07 At the console 08:40 16:08 <0.1 0.7
31/10/07 At the screed 16:40 19:00 <0.4 0.3
31/10/07 At the console 16:42 19:00 <0.4 1.1
01/11/07 At the screed 06:30 08:30 <0.4 0.4
01/11/07 At the console 06:32 08:30 <0.5 1.3
Occupational exposure limit – 8 h time-weighted average (TWA) 10 2
Occupational exposure limit – 15 min TWA/short-term exposure limit 15 5
Table B.3 Specific industrial hygiene monitoring at the plant (control asphalt)
Method: long-term Drager sampling tubes, incorporating SKC pocket pumps
Date Location at the plantTiming
H2S (ppm) SO2 (ppm)On Off
03/11/07 Manual feed chute 04:20 12:24 <0.2 1.5
03/11/07 Truck loading area 04:21 12:24 <0.2 <0.1
03/11/07 Manual feed chute 04:22 12:08 <0.2 1.7
Occupational exposure limit – 8 h time-weighted average (TWA) 10 2
Occupational exposure limit – 15 min TWA/short-term exposure limit 15 5
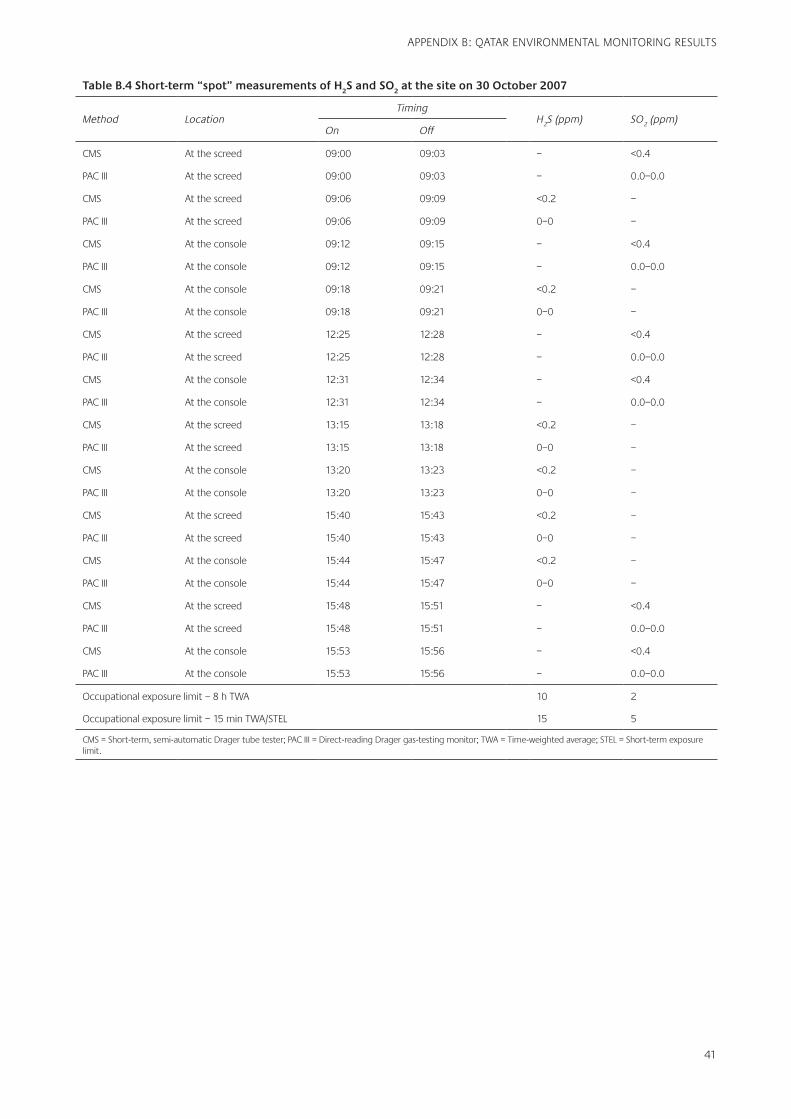
41
Table B.4 Short-term “spot” measurements of H2S and SO
2 at the site on 30 October 2007
Method LocationTiming
H2S (ppm) SO2 (ppm)On Off
CMS At the screed 09:00 09:03 – <0.4
PAC III At the screed 09:00 09:03 – 0.0–0.0
CMS At the screed 09:06 09:09 <0.2 –
PAC III At the screed 09:06 09:09 0–0 –
CMS At the console 09:12 09:15 – <0.4
PAC III At the console 09:12 09:15 – 0.0–0.0
CMS At the console 09:18 09:21 <0.2 –
PAC III At the console 09:18 09:21 0–0 –
CMS At the screed 12:25 12:28 – <0.4
PAC III At the screed 12:25 12:28 – 0.0–0.0
CMS At the console 12:31 12:34 – <0.4
PAC III At the console 12:31 12:34 – 0.0–0.0
CMS At the screed 13:15 13:18 <0.2 –
PAC III At the screed 13:15 13:18 0–0 –
CMS At the console 13:20 13:23 <0.2 –
PAC III At the console 13:20 13:23 0–0 –
CMS At the screed 15:40 15:43 <0.2 –
PAC III At the screed 15:40 15:43 0–0 –
CMS At the console 15:44 15:47 <0.2 –
PAC III At the console 15:44 15:47 0–0 –
CMS At the screed 15:48 15:51 – <0.4
PAC III At the screed 15:48 15:51 – 0.0–0.0
CMS At the console 15:53 15:56 – <0.4
PAC III At the console 15:53 15:56 – 0.0–0.0
Occupational exposure limit – 8 h TWA 10 2
Occupational exposure limit – 15 min TWA/STEL 15 5
CMS = Short-term, semi-automatic Drager tube tester; PAC III = Direct-reading Drager gas-testing monitor; TWA = Time-weighted average; STEL = Short-term exposure limit.
APPENDIX B: QATAR ENVIRONMENTAL MONITORING RESULTS
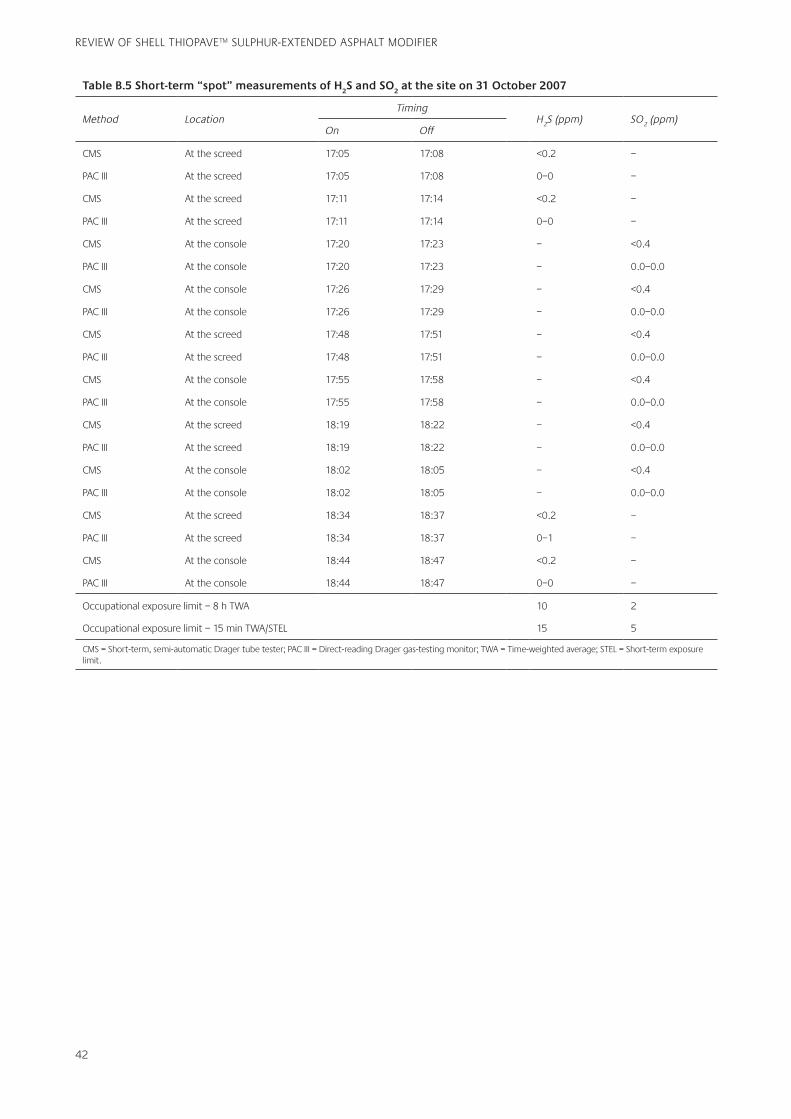
42
REVIEW OF SHELL THIOPAVE™ SULPHUR-EXTENDED ASPHALT MODIFIER
Table B.5 Short-term “spot” measurements of H2S and SO
2 at the site on 31 October 2007
Method LocationTiming
H2S (ppm) SO2 (ppm)On Off
CMS At the screed 17:05 17:08 <0.2 –
PAC III At the screed 17:05 17:08 0–0 –
CMS At the screed 17:11 17:14 <0.2 –
PAC III At the screed 17:11 17:14 0–0 –
CMS At the console 17:20 17:23 – <0.4
PAC III At the console 17:20 17:23 – 0.0–0.0
CMS At the console 17:26 17:29 – <0.4
PAC III At the console 17:26 17:29 – 0.0–0.0
CMS At the screed 17:48 17:51 – <0.4
PAC III At the screed 17:48 17:51 – 0.0–0.0
CMS At the console 17:55 17:58 – <0.4
PAC III At the console 17:55 17:58 – 0.0–0.0
CMS At the screed 18:19 18:22 – <0.4
PAC III At the screed 18:19 18:22 – 0.0–0.0
CMS At the console 18:02 18:05 – <0.4
PAC III At the console 18:02 18:05 – 0.0–0.0
CMS At the screed 18:34 18:37 <0.2 –
PAC III At the screed 18:34 18:37 0–1 –
CMS At the console 18:44 18:47 <0.2 –
PAC III At the console 18:44 18:47 0–0 –
Occupational exposure limit – 8 h TWA 10 2
Occupational exposure limit – 15 min TWA/STEL 15 5
CMS = Short-term, semi-automatic Drager tube tester; PAC III = Direct-reading Drager gas-testing monitor; TWA = Time-weighted average; STEL = Short-term exposure limit.
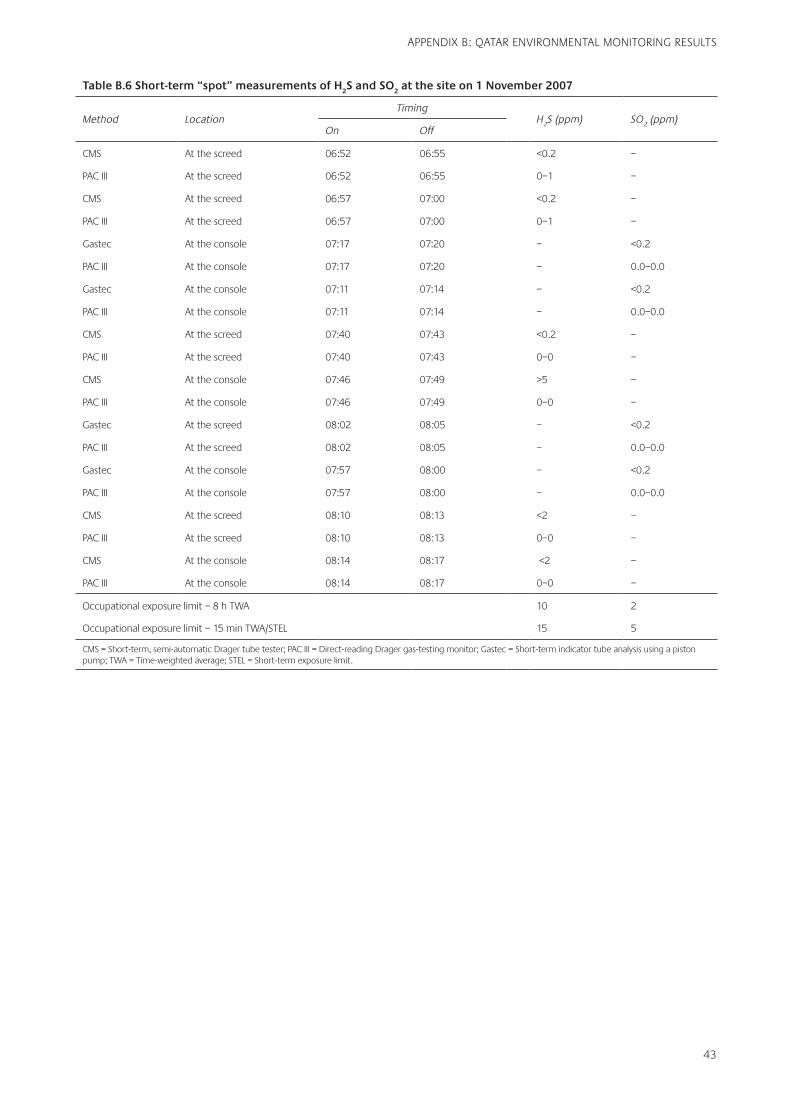
43
Table B.6 Short-term “spot” measurements of H2S and SO
2 at the site on 1 November 2007
Method LocationTiming
H2S (ppm) SO2 (ppm)On Off
CMS At the screed 06:52 06:55 <0.2 –
PAC III At the screed 06:52 06:55 0–1 –
CMS At the screed 06:57 07:00 <0.2 –
PAC III At the screed 06:57 07:00 0–1 –
Gastec At the console 07:17 07:20 – <0.2
PAC III At the console 07:17 07:20 – 0.0–0.0
Gastec At the console 07:11 07:14 – <0.2
PAC III At the console 07:11 07:14 – 0.0–0.0
CMS At the screed 07:40 07:43 <0.2 –
PAC III At the screed 07:40 07:43 0–0 –
CMS At the console 07:46 07:49 >5 –
PAC III At the console 07:46 07:49 0–0 –
Gastec At the screed 08:02 08:05 – <0.2
PAC III At the screed 08:02 08:05 – 0.0–0.0
Gastec At the console 07:57 08:00 – <0.2
PAC III At the console 07:57 08:00 – 0.0–0.0
CMS At the screed 08:10 08:13 <2 –
PAC III At the screed 08:10 08:13 0–0 –
CMS At the console 08:14 08:17 <2 –
PAC III At the console 08:14 08:17 0–0 –
Occupational exposure limit – 8 h TWA 10 2
Occupational exposure limit – 15 min TWA/STEL 15 5
CMS = Short-term, semi-automatic Drager tube tester; PAC III = Direct-reading Drager gas-testing monitor; Gastec = Short-term indicator tube analysis using a piston pump; TWA = Time-weighted average; STEL = Short-term exposure limit.
APPENDIX B: QATAR ENVIRONMENTAL MONITORING RESULTS

TRL Crowthorne House, Nine Mile Ride Wokingham, Berkshire RG40 3GAUnited Kingdom
T: +44 (0) 1344 773131 F: +44 (0) 1344 770356E: [email protected] W: www.trl.co.uk
IHS Willoughby Road, Bracknell Berkshire RG12 8FB United Kingdom
T: +44 (0) 1344 328038 F: +44 (0) 1344 328005E: [email protected] W: http://emeastore.ihs.com
ISSN 0968-4107
Price code: H
Published by
TRL6
72
Review of Shell Thiopave™ sulphur-extended asphalt modifier
Sulphur-extended asphalt has been available since the 1970s, but was not widely taken up before the cost of sulphur increased to make this modifier uneconomical. The cost has now reduced and Shell has produced sulphur in a pelletised form, Shell Thiopave™ (previously Shell SEAM™), which eases the application and minimises the potential health and safety issues. This Report reviews the laboratory tests and site trials that have been undertaken with the product to assess the changes in technical properties that are achieved with mixtures incorporating it at rates of between 20% and 40% by mass of binder.
Related publications
RN42 Best practice guide for durability of asphalt pavements. J C Nicholls, M J McHale and R D Griffiths. 2008
TRL660 Durability of thin asphalt surfacing systems. Part 3: Findings after six years’ monitoring. J C Nicholls, I Carswell, C Thomas and L K Walter. 2007
TRL659 Cement kiln dust (CKD) as a filler in asphalt. J C Nicholls, J M Reid, S D Whiteoak and M Wayman. 2007
TRL657 Improved design of overlay treatments to concrete pavements – final report on the monitoring of trials and schemes. C Coley and I Carswell. 2006
TRL494 The behaviour of asphalt in adverse hot weather conditions. J C Nicholls and I G Carswell. 2001
TRL389 Properties of sand-sulphur-bitumen mixes for road pavements and influence of ageing. J Rolt, M Yousef and O T Farouki. 1999
TRL250 Design of long-life flexible pavements for heavy traffic. M E Nunn, A Brown, D J Weston and J C Nicholls. 1997
PR61 Assessment of Multiphalte, the Shell multigrade bitumen. J C Nicholls. 1994
LR963 Improvements in rolled asphalt surfacing by the addition of sulphur. J H Denning and J Carswell. 1981