Embed Size (px)
Citation preview
ISSN 2410-3993
Revista de Tecnología e
Innovación
ECORFAN®
ECORFAN®
Volumen
2, Nú
mero
2 – E
nero –
Marzo -20
15
Bases de datos
Google scholar.
ECORFAN®
Revista de Tecnología e Innovación,
Volumen 2, Número 2, de Enero a
Marzo -2015, es una revista editada
trimestralmente por ECORFAN-Bolivia.
Santa Lucía N-21, Barrio Libertadores,
Cd. Sucre. Chuquisaca, Bolivia. WEB:
www.ecorfan.org,[email protected].
Editora en Jefe: Ramos Escamilla-
María, Co-Editor: Serrudo González-
Javier. ISSN-2410-3993.Responsables
de la última actualización de este
número de la Unidad de Informática
ECORFAN. Escamilla Bouchán- Imelda,
Luna Soto-Vladimir, actualizado al 31
de Marzo 2015.
Las opiniones expresadas por los autores
no reflejan necesariamente las opiniones
del editor de la publicación.
Queda terminantemente prohibida la
reproducción total o parcial de los
contenidos e imágenes de la publicación
sin permiso del Instituto Nacional del
Derecho de Autor.
ECORFAN-Bolivia
Directorio
Principal
RAMOS ESCAMILLA- María, PhD.
Director Regional
SERRUDO GONZALES- Javier,BsC
Director de la Revista
ESPINOZA GÓMEZ- Éric,MsC
Relaciones Institucionales
IGLESIAS SUAREZ- Fernando,BsC
Edición de Logística
DAZA CORTEZ- Ricardo,BsC
Diseñador de Edición
RAMOS ARANCIBIA- Alejandra,BsC
Consejo Editorial
GALICIA-PALACIOS, Alexander, PhD.
(Instituto Politécnico Nacional), México
NAVARRO-FROMETA, Enrique, PhD.
(Instituto Azerbaidzhan de Petróleo y Química Azizbekov), Rusia
BARDEY-David, PhD.
(University of Besançon), Francia.
IBARRA -ZAVALA, Darío, PhD.
(New School for Social Research),U.S.
COBOS-CAMPOS, Amalia, PhD.
(Universidad de Salamanca), España
ALVAREZ-ECHEVERRIA, Francisco, PhD.
(University José Matías Delgado), El Salvador.
BELTRAN-MORALES, Luis, PhD.
(Universidad de Concepción, Chile), Chile.
BELTRAN-MIRANDA, Claudia, PhD.
(Universidad Industrial de Santander- Colombia), Colombia
Consejo Arbitral
ROMERO-RAMIREZ, Salvador, MsC.
(Universidad de Londres), México
ZAVALA-Manuel, MsC.
(Universidad de Londres), México
BLANCO-COCOM, Luis, MsC.
(Universidad Autónoma de Yucatán), México.
CHAN-CHI, Noe, Mtro.
(Universidad Autónoma de Yucatán), México.
TUTOR-SÁNCHEZ, Joaquín, PhD.
(Universidad de la Habana), Cuba
VERDEGAY-GALDEANO, José, PhD.
(Universidad de Granada), España
OROZCO-GUILLÉN, Eber, PhD.
(Instituto Nacional de Astrofísica Óptica y Electrónica), México
QUIROZ-MUÑOZ, Enriqueta, PhD.
(El Colegio de México), México
Presentación
ECORFAN, es una revista de investigación que pública artículos en las áreas de: Revista de
Tecnología e Innovación
En Pro de la Investigación, Docencia, y Formación de los recursos humanos comprometidos con la
Ciencia. El contenido de los artículos y opiniones que aparecen en cada número son de los autores y no
necesariamente la opinión de la Editora en Jefe.
El artículo La planificación avanzada de la producción como ventaja competitiva de la empresa
en el mundo actual por ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando con adscripción en el Instituto Tecnológico de San Martín Texmelucan, como siguiente
artículo está Solución Numérica de la Ecuación de la Pendiente Suave y su Aplicación en el Diseño de
las Obras de Protección de una Marina Náutica en Nayarit México por HERRERA-Israel, GASCA-
José, GALVAN-Arturo & MORENO-Jatziri con adscripción en la Universidad de Guanajuato, como
siguiente artículo está Concentración de esfuerzos en una placa con dos barrenos centrados sometida a
carga axial por ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego & GARCIA-José con
adscripción en el Instituto Tecnológico Superior de Irapuato, como siguiente artículo está Efecto del
fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa de compresión y dos de
expansión por ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo con
adscripción en el Instituto Tecnológico Superior de Irapuato, como siguiente artículo está Terapia
Virtual Aumentada de la Coulrofobia en niños de primaria por CASTAÑEDA-Carolina, ESPINOSA-
Raquel, AMADOR-Alicia & CASTRO-Mauricio con adscripción en el Instituto Tecnológico de
Puebla, como siguiente artículo está Experiencia aplicando el modelo Integración de modelos de
madurez de capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A. de C.V
por LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-Martha con
adscripción en la Universidad Tecnológica de Tlaxcala, como siguiente artículo está Diseño y
Construcción de un Fotedetector Balanceado por REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-
Manuel & FLORES-Eladio, con adscripción en la Universidad Tecnológica del Sureste de Veracruz,
siguiente artículo está Optimización del rendimiento de Biodiesel utilizando catalizadores con
precursor de Cobre (Cu) y Oxido de Silicio (SiO2) por AVELINO-ROSAS, Roberto, GONZALES-
DIAZ, Yolanda, JUAREZ-CORTES, Erik & MALDONADO-SUAREZ, Pedro, con adscripción en la
Universidad Tecnológica de Tecamachalco, como siguiente artículo está Sistema experto para el
diagnóstico de emergencias toxicológicas por MASCADA-Sandra, LARA-ACONO, Noemí,
VILLAVICENCIO-GOMEZ, Laura & ARANDA-BENITEZ, Boris con adscripción en el Instituto
Tecnológico de Zacatepec, como siguiente artículo está Desarrollo de una Aplicación web para la
evaluación del desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE por
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha &
BAÑUELOS-RODARTE, Miguel, con adscripción en la Universidad Tecnológica del Estado de
Zacatecas, como siguiente artículo está Herramienta para la Generación de Horarios empleando
Algoritmos Genéticos por ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-
SALGADO & DE LA ROCA-CHIAPAS con adscripción en la Universidad Tecnológica de la Región
Norte de Guerrero.
Como siguiente artículo se tiene Formulación Farmacéutica: “Bloqueador Solar Enriquecido
Con Un Repelente Natural por CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos &
GONZALES-Antonio con adscripción en la Universidad Tecnológica de Salamanca, como siguiente
artículo está Efectividad de dos sanitizantes comerciales en la desinfección del cilantro en Maxcanu,
Yucatán por CANUL-Divino & MOO-Mariel, como siguiente artículo está Estudio electroquímico de
materiales base Fe y aleaciones Ni-Cr-Fe por SARMIENTO-Estela, HERNANDEZ-ESCAMPA,
Marco, RODRIGUEZ-Fausto & VAZQUEZ-Jaime con adscripción en la Universidad Tecnológica
Emiliano Zapata, como siguiente artículo está Sentido Artificial Ultrasónico por PEREZ-Manuel &
DONATO-José con adscripción en la Universidad Tecnológica de Tijuana, como siguiente artículo está
Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso de Proyectos-Productos-
Servicios en Eventos de Innovación mediante Métricas por VARGAS-Laura, GUTIERREZ-Agustin,
EDGARDO-Felipe, VARGAS-Vanessa & PERALTA-Jorge, con adscripción en el Instituto
Tecnológico de Ciudad Madero, como siguiente artículo está Desarrollo económico local en las
microempresas herreras con aplicaciones tecnológicas por MALDONADO-SANCHEZ, Marisol,
MARTINEZ-MARTIN, Gloria, FLORES-LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac,
con adscripción en la Universidad Tecnológica del Valle del Mezquital, como siguiente artículo está
Diseño del proceso de elaboración de Tilapia (Oreochromis niloticus) enchipotlada envasada en
frasco de vidrio por DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-Ana, con
adscripción en la Universidad Tecnológica de Izúcar de Matamoros, como siguiente artículo está
Mejora en la eficiencia mediante la técnica TPM en una empresa del ramo minero por SUAREZ-
Martha, ZAMORA-Martha & MARTINEZ-Lydia, como siguiente artículo está Diagnóstico de
Producción Más Limpia en Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P. por RUEDA-
Belzabet, VIDAL-Eleazar, ACOSTA-Dulce & HUERTA-Rosalba, con adscripción en el Instituto
tecnológico de Ciudad de Valles, como siguiente artículo está, Modelo Matemático para Estimar el
Tiempo de Acondicionamiento del Papel para la Impresión en Offset de Libros y Revistas por
MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo & MARTINEZ-Alejandro, como siguiente
artículo artículo está Identificación del nivel de automatización industrial en el entorno productivo de
la Universidad Tecnológica Fidel Velázquez: metodología y resultados por HERNANDEZ-Leticia,
HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-Oscar con adscripción en la Universidad
Tecnológica Fidel Velázquez, como siguiente artículo está, Unidad de Control Automatizado y
Conectividad Móvil por LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-Martha con
adcripción en la Universidad Tecnológica Metropolitana, como siguiente artículo está Propuesta de
herramienta para prevenir la deserción a nivel superior por GARCIA-Francisco, ARROYO-Jorge,
VALDERRABANO-Jonny & IBARRA-Mayra, como siguiente artículo está, Aplicación de un Sistema
de Reconocimiento de Formas y Colores en un Robot Humanoide por GUTIERREZ-Karina,
AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-Gael, con adscripción en el Instituto
Tecnológico de Nuevo Laredo, como siguiente artículo está Innovación y tecnología para fortalecer el
aprendizaje del Cálculo por SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel, como siguiente artículo está, Implementación de un indicador electrónico de
nivel de gas en contenedores cerrados por SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan
con adscripción en el Instituto Tecnológico Superior de Huatusco, como siguiente artículo está,
Optimización del proceso de sacos de papel mediante la reducción de mermas por LAGUNA-
AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-CABALLERO, Amando &
GUERRERO-REYES, Rosalba con adscripción en la Universidad Tecnológica Tula-Tepeji.
Como siguiente artículo artículo está Optimización de tiempos en el área de maquinado de las
líneas de producción U1, U2, U3, U4, y U5 por ACOSTA-GONZALES, Yanid, ESTRADA-
NAVARRETE, Jorge & MUÑOZ-DIAZ, Ismael, con adscripción en la Universidad Tecnológica de
Aguascalientes, como siguiente artículo está Prototipo RA en Haciendas del Poniente de Yucatán por
UH-Glendi, UC-Gerardo & PUERTO-Antoña.
Contenido
Artículo
Pag
La planificación avanzada de la producción como ventaja competitiva de la
empresa en el mundo actual
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-Fernando
95-104
Solución Numérica de la Ecuación de la Pendiente Suave y su Aplicación en el
Diseño de las Obras de Protección de una Marina Náutica en Nayarit México
HERRERA-Israel, GASCA-José, GALVAN-Arturo & MORENO-Jatziri
105-114
Concentración de esfuerzos en una placa con dos barrenos centrados
sometida a carga axial
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego & GARCIA-José
115-131
Efecto del fluido de trabajo en la eficiencia térmica de una turbina de gas con
una etapa de compresión y dos de expansión
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo
132-142
Terapia Virtual Aumentada de la Coulrofobia en niños de primaria
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia & CASTRO-
Mauricio
143-153
Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network
S.A. de C.V
LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha
154-167
Diseño y Construcción de un Fotedetector Balanceado
REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel & FLORES-Eladio
168-173
Optimización del rendimiento de Biodiesel utilizando catalizadores con
precursor de Cobre (Cu) y Oxido de Silicio (SiO2)
AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES,
Erik & MALDONADO-SUAREZ, Pedro
174-179
Sistema experto para el diagnóstico de emergencias toxicológicas
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ, Laura &
ARANDA-BENITEZ, Boris
180-186
Desarrollo de una Aplicación web para la evaluación del desempeño del
personal de seguridad pública del Estado de Zacatecas – SEVADE
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA,
Martha & BAÑUELOS-RODARTE, Miguel
187-195

Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO &
DE LA ROCA-CHIAPAS
196-205
Formulación Farmacéutica: “Bloqueador Solar Enriquecido Con Un
Repelente Natural
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
206-212
Efectividad de dos sanitizantes comerciales en la desinfección del cilantro en
Maxcanu, Yucatán
CANUL-Divino & MOO-Mariel
213-216
Estudio electroquímico de materiales base Fe y aleaciones Ni-Cr-Fe
SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto &
VAZQUEZ-Jaime
217-222
Sentido Artificial Ultrasónico
PEREZ-Manuel & DONATO-José
223-230
Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante
Métricas
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge
231-244
Desarrollo económico local en las microempresas herreras con aplicaciones
tecnológicas
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac
245-254
Diseño del proceso de elaboración de Tilapia (Oreochromis niloticus)
enchipotlada envasada en frasco de vidrio
DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-Ana
255-260
Mejora en la eficiencia mediante la técnica TPM en una empresa del ramo
minero
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia
261-268
Diagnóstico de Producción Más Limpia en Talleres Mecánicos Automotrices
en Ciudad Valles, S.L.P.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce & HUERTA-Rosalba
269-278
Modelo Matemático para Estimar el Tiempo de Acondicionamiento del Papel
para la Impresión en Offset de Libros y Revistas
MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo & MARTINEZ-Alejandro
279-283
Identificación del nivel de automatización industrial en el entorno productivo
de la Universidad Tecnológica Fidel Velázquez: metodología y resultados
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar
284-298
Unidad de Control Automatizado y Conectividad Móvil
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-Martha
299-308
Propuesta de herramienta para prevenir la deserción a nivel superior
GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny & IBARRA-
Mayra
309-314
Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-Gael
315-321
Innovación y tecnología para fortalecer el aprendizaje del Cálculo
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier & HERNÁNDEZ-
Samuel
322-332
Implementación de un indicador electrónico de nivel de gas en contenedores
cerrados
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan
333-341
Optimización del proceso de sacos de papel mediante la reducción de mermas
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba
342-348
Optimización de tiempos en el área de maquinado de las líneas de producción
U1, U2, U3, U4, y U5
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-DIAZ,
Ismael
349-355
Prototipo RA en Haciendas del Poniente de Yucatán
UH-Glendi, UC-Gerardo & PUERTO-Antoña
356-362
Instrucciones para Autor
Formato de Originalidad
Formato de Autorización

95
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
La planificación avanzada de la producción como ventaja competitiva de la
empresa en el mundo actual
ROMERO-Clara†, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-Fernando
Instituto Tecnológico de San Martín Texmelucan C.P. 74120 Puebla, Pue.
Recibido 6 de Enero, 2015; Aceptado 4 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
La producción de bienes manufacturados que se lleva a cabo
día a día en las empresas productoras de bienes y servicios,
tiene su razón de ser en la consecución de la satisfacción a
necesidades específicas del cliente final, el conjunto de recursos
que fueron transformados y que hicieron posible un producto
terminado, tienen mayor valor cuando han sido combinados que
cuando están separados, sin interrelación y sin transformar, por
lo tanto el cliente paga por el bienestar o servicio que le
brindan.
En razón de lo anterior, el sistema productivo como fuente
generadora de riqueza está en la búsqueda constante del valor
añadido por el que el cliente está dispuesto a pagar, éste valor
permite a la empresa hacerse de nuevos recursos con los que
sea posible generar más cantidad de productos listos para su
venta.
La planificación estratégica establece los objetivos a alcanzar,
mediante la utilización de estrategias y políticas; todo esto a
largo plazo, lo que da origen a la planificación táctica que
abarca el plan agregado y por último; planifica a corto plazo los
objetivos de las áreas operativas. El resultado, finalmente
estaría reflejado en los planes de producción operativos,
resultado de una planificación avanzada de la producción.
Producción, planificación, estrategia, competitividad,
productividad.
Abstract
The production of manufactured parts that every day is taken
place into enterprices that produce parts and services, has it
purpose in the pursuit of satisfaying specific needs of
customers, the set of resources that were transformed and
finally made a finished product, have greater value when they
have been combined than when they are separated, without
interrelation and unprocessed, therefore the customer pays for
the good or service that is given to them.
So, the production system as a source of wealth is in constant
search of value added that customer is willing to pay, this value
allows the company to make new resources to generate the
most possible quantity of products ready for sale.
Good quality to the minimum price that allows the management
of production is always focused to greater efficiency of the
production system, it means, getting optimal results compared
with costs.
Strategic planning sets the goals to be achieved through the use
of strategies and policies; all of this is long term, giving origin
to the tactical planning, including the added plan and finally;
planned short-term objectives of the operational areas. The
result would be reflected in operational production plans,
resulting of an advanced production planning.
Production, planning, strategic, competitivity, productivity.
___________________________________________________________________________________________________
Citación: ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-Fernando. La planificación avanzada de la
producción como ventaja competitiva de la empresa en el mundo actual. Revista de Tecnología e Innovación 2015, 2-2:95-
104
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
96
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
Introducción
En el mundo actual, cualquier objeto de uso
cotidiano ha tenido que pasar por un proceso de
producción. En épocas pasadas la manufactura
era realizada a mano, como el mismo término lo
sugiere. Hoy día, la inmensa mayoría de los
productos manufacturados se realizan con
maquinaria automatizada y/o computarizada.
De este hecho surge la necesidad de organizar
más eficientemente operaciones,
procedimientos y personal. Pues la forma de
organizar todos los recursos con que cuenta la
empresa tiene relación estrecha con la cantidad
de productos que manufactura y con la calidad
de los mismos.
La calidad inicia con la cadena de valor,
durante el proceso de investigación y
desarrollo, en el que se generan ideas para
nuevos productos, servicios o procesos, y
culmina con el servicio post venta para el
cliente. En diferentes momentos para las
industrias, cada una de las funciones de la
cadena de valor tendrá más relevancia que las
otras.
El objetivo de esta investigación es
desarrollar un modelo que se apoye en las
funciones de la cadena de valor, el plan maestro
de producción, el sistema MRP, la planificación
de la producción y de la cadena de suministro
para hacer más eficientes los procesos
productivos de las empresas mediante la
planificación avanzada, lo cual constituirá una
ventaja competitiva para las mismas.
Revision de literatura
Desde hace 6000 años, algunos procesos como
la forja, la fundición y la molienda ya se
llevaban a cabo, la manufactura de armas e
implementos se practicaba más como una
artesanía que como la manufactura que se
conceptualiza hoy día.
La revolución industrial (1760-1830) tuvo
un impacto importante sobre la producción en
todos los sentidos y marcó el cambio de una
economía basada en la agricultura y la artesanía
a otra basada en la industria y la manufactura
(Groover, 1997). Se pueden encontrar
evidencias de sistemas productivos alrededor
del año 4000 a.c. en que los egipcios utilizaron
conceptos básicos de administración, como
planeación, organización y control, a juzgar por
sus grandes proyectos de construcción de
pirámides y estructuras similares. Alrededor de
1800 a.c. el código de Hamurabi menciona la
idea de un salario mínimo y responsabilidades
administrativa (Sipper y Bulfin, 1998). Un
proceso productivo es una secuencia de
operaciones que transforma materias primas y/o
productos semielaborados en un producto
acabado de mayor valor. Cuando dentro de un
proceso una operación ―añade valor‖ al
producto, decimos que es una operación de
―valor añadido‖. Se define operación ―de valor
añadido‖ como aquella operación que hace
avanzar al producto hacia su función final.
Dicho de otra manera, que da funcionalidad al
producto. (Suñé, Gil y Arcusa, 2004). La
estrategia corporativa que se implemente en la
empresa para el diseño del producto, será la
iniciadora y responsable en esta etapa de la
funcionalidad del mismo. La documentación y
la planeación son las tareas principales a
realizar, para definir el tipo de producto a
desarrollar, así como su prediseño y diseño
esquemático, en el que se hace un prototipo con
especificaciones, para continuar con el
desarrollo técnico y la producción de un
prototipo, al que será necesario hacerle pruebas,
analizar sus resultados y ajustar o controlar
aquellos factores que así lo requieran antes de
su lanzamiento formal, incluido el
mantenimiento requerido para el buen
funcionamiento y cuidado del artículo (Ferré
Masip, 1988).
97
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
La ingeniería del producto como
responsable de la funcionalidad final del
producto, de la tecnología necesaria para su
producción y del diseño detallado del mismo, se
suele encuandrar en las áreas de investigación y
Desarrollo.
La ingeniería del proceso es la
responsable de definir cómo se fabricará el
producto diseñado, con qué proceso; así como
qué herramientas de producción son necesarias.
Se suele encuadrar en las áreas de
Industrialización y Producción (Suñé, Gil y
Arcusa, 2004).
Un sistema de producción es cualquier
actividad que produce algo, toma un insumo y
lo transforma en un producto con valor
inherente. Se puede clasificar o dividir a los
sistemas de producción en dos clases, los
dedicados a la manufactura y los de servicios.
El alma de cualquier sistema de producción es
el proceso de manufactura, en el que hay flujo
de materiales y de información, siendo ambos
de gran importancia, pero resultando crítico el
flujo de información para el buen desempeño
del sistema en general (Sipper y Bulfin, 1998).
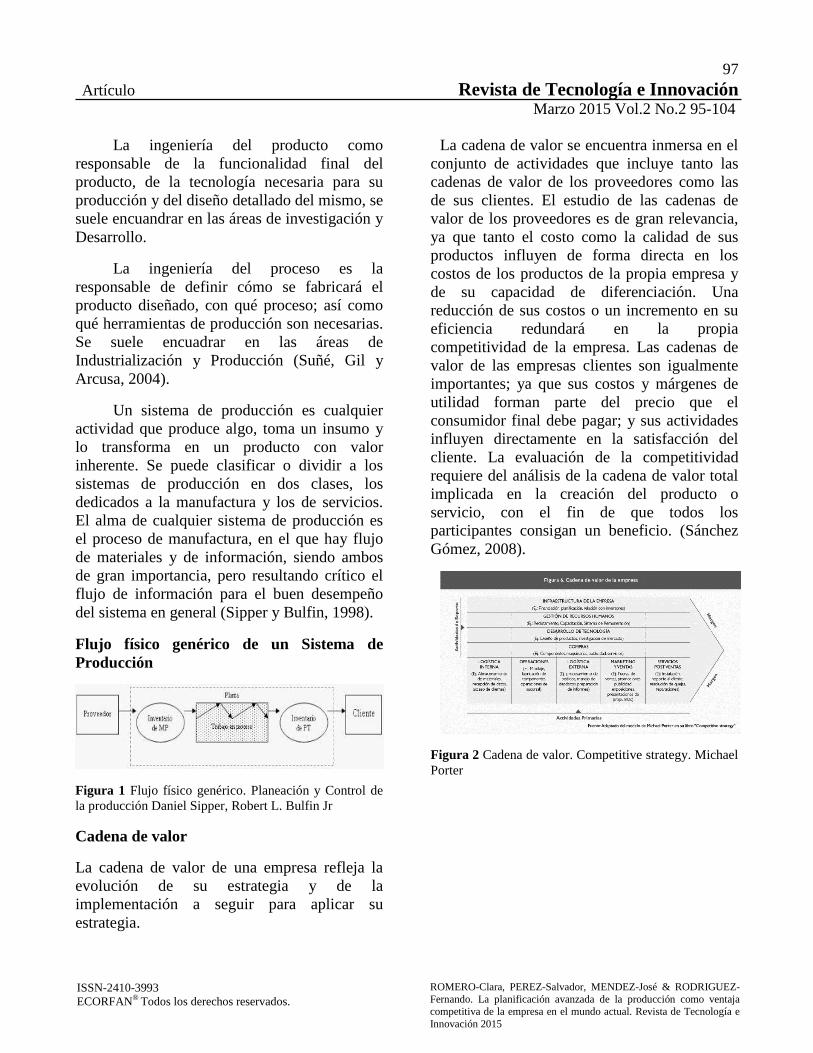
Flujo físico genérico de un Sistema de
Producción
Figura 1 Flujo físico genérico. Planeación y Control de
la producción Daniel Sipper, Robert L. Bulfin Jr
Cadena de valor
La cadena de valor de una empresa refleja la
evolución de su estrategia y de la
implementación a seguir para aplicar su
estrategia.
La cadena de valor se encuentra inmersa en el
conjunto de actividades que incluye tanto las
cadenas de valor de los proveedores como las
de sus clientes. El estudio de las cadenas de
valor de los proveedores es de gran relevancia,
ya que tanto el costo como la calidad de sus
productos influyen de forma directa en los
costos de los productos de la propia empresa y
de su capacidad de diferenciación. Una
reducción de sus costos o un incremento en su
eficiencia redundará en la propia
competitividad de la empresa. Las cadenas de
valor de las empresas clientes son igualmente
importantes; ya que sus costos y márgenes de
utilidad forman parte del precio que el
consumidor final debe pagar; y sus actividades
influyen directamente en la satisfacción del
cliente. La evaluación de la competitividad
requiere del análisis de la cadena de valor total
implicada en la creación del producto o
servicio, con el fin de que todos los
participantes consigan un beneficio. (Sánchez
Gómez, 2008).
Figura 2 Cadena de valor. Competitive strategy. Michael
Porter
98
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
Sistema de información de la producción
Los sistemas de información se clasifican en
ROP (sistema de punto de reorden), MRP
(planificación de necesidades de materiales),
MRP II (planificación de recursos de
producción) y JIT (just in time), el sistema de
información de la producción está formado por
sistemas de entrada y sistemas de salida, el
sistema de entrada está formado por el
subsistema de información contable, el
subsistema de ingeniería industrial y el
subsistema de inteligencia de producción, éste
último recoge datos de producción con el
objetivo de proporcionar información sobre
mano de obra, materia prima y maquinaria. El
sistema de salida está formado por el
subsistema de producción, el subsistema de
stocks, el subsistema de calidad y el subsistema
de costos. (Fernández Alarcón, 1998).
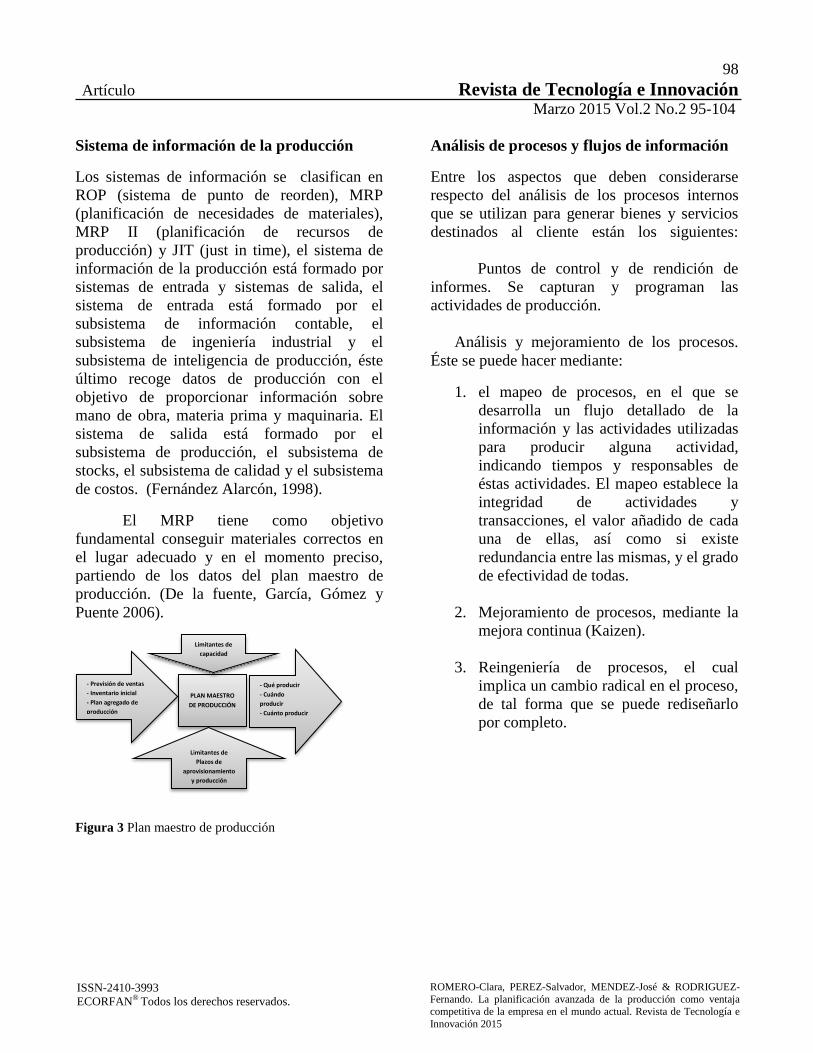
El MRP tiene como objetivo
fundamental conseguir materiales correctos en
el lugar adecuado y en el momento preciso,
partiendo de los datos del plan maestro de
producción. (De la fuente, García, Gómez y
Puente 2006).
Figura 3 Plan maestro de producción
Análisis de procesos y flujos de información
Entre los aspectos que deben considerarse
respecto del análisis de los procesos internos
que se utilizan para generar bienes y servicios
destinados al cliente están los siguientes:
Puntos de control y de rendición de
informes. Se capturan y programan las
actividades de producción.
Análisis y mejoramiento de los procesos.
Éste se puede hacer mediante:
1. el mapeo de procesos, en el que se
desarrolla un flujo detallado de la
información y las actividades utilizadas
para producir alguna actividad,
indicando tiempos y responsables de
éstas actividades. El mapeo establece la
integridad de actividades y
transacciones, el valor añadido de cada
una de ellas, así como si existe
redundancia entre las mismas, y el grado
de efectividad de todas.
2. Mejoramiento de procesos, mediante la
mejora continua (Kaizen).
3. Reingeniería de procesos, el cual
implica un cambio radical en el proceso,
de tal forma que se puede rediseñarlo
por completo.
PLAN MAESTRO
DE PRODUCCIÓN
Limitantes de
capacidad
- Previsión de ventas
- Inventario inicial
- Plan agregado de
producción
Limitantes de
Plazos de
aprovisionamiento
y producción
- Qué producir
- Cuándo
producir
- Cuánto producir
99
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
4. Mapeo de la cadena de valor, en éste, el
análisis inicia con el cliente y el tiempo
de compás (que se obtiene tomando la
demanda promedio del cliente para
cierto periodo y se divide este número
entre la cantidad de tiempo disponible
para la producción durante este
periodo), el resultado representa la
cantidad promedio de producto que debe
producirse por unidad de tiempo para
cumplir la demanda del cliente. El mapa
de la cadena de valor también incluye el
nivel de inventario y los tiempos de
espera del material a lo largo del
proceso y los compara con el tiempo de
valor añadido, esta comparación
proporciona una excelente estimación
de la oportunidad de mejoramiento,
pues una vez completado el mapa de
valor real, se pueden realizar mejoras en
el proceso. (Chapman, 2006).
Horizonte del programa maestro
El horizonte de planificación del programa
maestro debe ser igual o mayor que el tiempo
de espera agregado del producto o servicio cuya
producción se está planificando, Para establecer
el horizonte de planeación primero necesitamos
revisar la lista de materiales, la cual muestra
todos los componentes que se emplean para el
ensamblaje, las relaciones existentes entre ellos
de un producto y las cantidades requeridas de
cada uno, e incluye los datos de tiempos de
espera necesarios para la producción de cada
componente o ensamble. (Chapman, 2006).
Lista de materiales o estructura de producto
La lista esquemática de materiales
Describe todos los artículos que existen
en cada una de las sucesivas fases del sistema
productivo, asi como sus relaciones en la
medida en que unos artículos se transforman en
otros o varios artículos se montan para dar lugar
a otro. (Pascual y Fonollosa, 1999).
La explosión del sistema MRP
El cálculo que toma en cuenta la información
sobre tiempos de espera y tamaños de lote
generalmente se denomina explosión. Esto se
debe a que tras comenzar en el nivel padre, los
cálculos se propagan a niveles inferiores de la
lista de materiales, lo que asemeja a una
explosión. (Chapman, 2006).
En el sistema MRP se muestran los
requerimientos de forma semanal comúnmente.
Requerimientos brutos. Representan la
cantidad total necesaria del artículo sobre una
base semanal.
Recepciones programadas. Representa
los pedidos que ya han sido comprometidos, ya
sea como una orden de producción o como una
orden de compra.
Proyección de disponibilidad.
Representa el inventario disponible del
componente al término del periodo semanal.
Requerimientos netos. Es la cantidad
necesaria para la semana una vez que los
requerimientos brutos se han ajustado respecto
del inventario disponible y/o las recepciones
programadas.
100
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
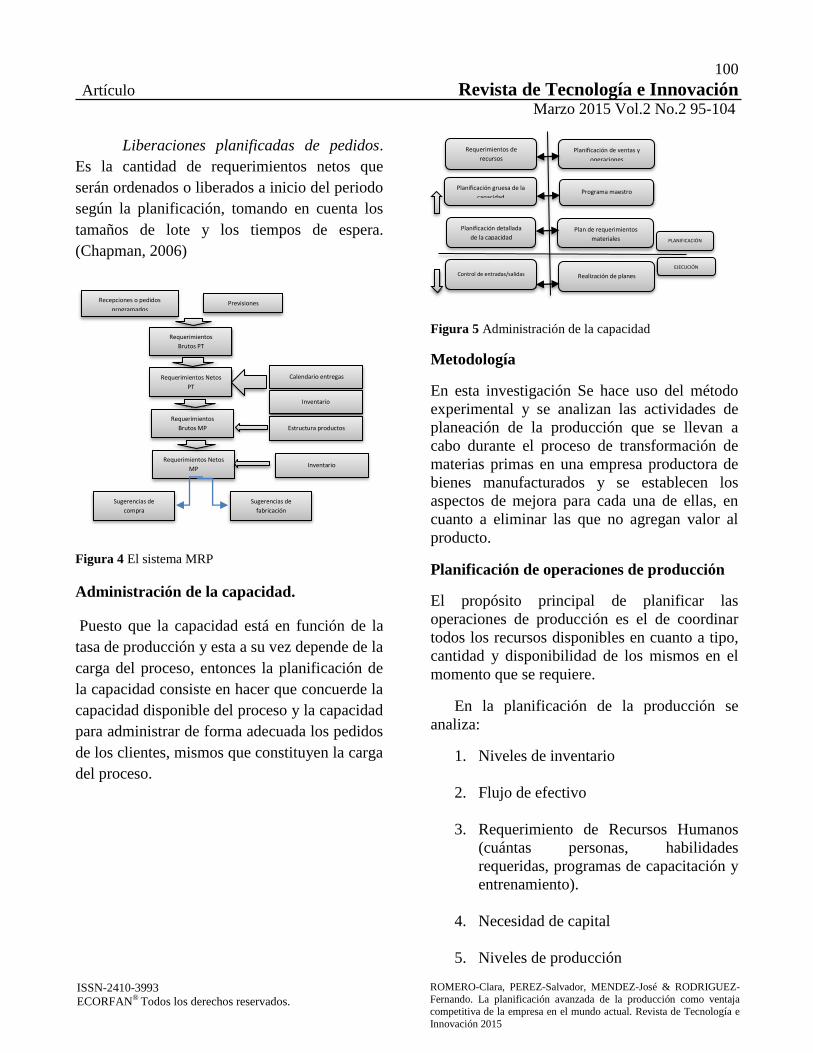
Liberaciones planificadas de pedidos.
Es la cantidad de requerimientos netos que
serán ordenados o liberados a inicio del periodo
según la planificación, tomando en cuenta los
tamaños de lote y los tiempos de espera.
(Chapman, 2006)
Figura 4 El sistema MRP
Administración de la capacidad.
Puesto que la capacidad está en función de la
tasa de producción y esta a su vez depende de la
carga del proceso, entonces la planificación de
la capacidad consiste en hacer que concuerde la
capacidad disponible del proceso y la capacidad
para administrar de forma adecuada los pedidos
de los clientes, mismos que constituyen la carga
del proceso.
Figura 5 Administración de la capacidad
Metodología
En esta investigación Se hace uso del método
experimental y se analizan las actividades de
planeación de la producción que se llevan a
cabo durante el proceso de transformación de
materias primas en una empresa productora de
bienes manufacturados y se establecen los
aspectos de mejora para cada una de ellas, en
cuanto a eliminar las que no agregan valor al
producto.
Planificación de operaciones de producción
El propósito principal de planificar las
operaciones de producción es el de coordinar
todos los recursos disponibles en cuanto a tipo,
cantidad y disponibilidad de los mismos en el
momento que se requiere.
En la planificación de la producción se
analiza:
1. Niveles de inventario
2. Flujo de efectivo
3. Requerimiento de Recursos Humanos
(cuántas personas, habilidades
requeridas, programas de capacitación y
entrenamiento).
4. Necesidad de capital
5. Niveles de producción
Previsiones Recepciones o pedidos
programados
Requerimientos
Brutos PT
Requerimientos Netos
PT
Requerimientos
Brutos MP
Requerimientos Netos
MP
Sugerencias de
compra
Sugerencias de
fabricación
Calendario entregas
Inventario
Estructura productos
Inventario
Requerimientos de
recursos
Planificación gruesa de la
capacidad
Planificación detallada
de la capacidad
Control de entradas/salidas
Planificación de ventas y
operaciones
Programa maestro
Plan de requerimientos
materiales
Realización de planes
PLANIFICACIÓN
EJECUCIÓN
101
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
6. Planificación de la capacidad (por
ejemplo equipo)
Esta investigación, se avoca a proponer un
modelo general que sea de utilidad para la
empresa en función del mejoramiento de las
actividades descritas anteriormente. Bajo la
premisa de que se trabaja sobre todo con las
teorías que se manejan en bibliografía y en
diversas investigaciones realizadas en años
recientes, que versan sobre temas de
planificación de la producción.
La realidad actual en el ámbito industrial es
que muy pocas empresas utilizan una
planificación de la producción como una
herramienta que les dé una ventaja competitiva
frente a otras empresas que realicen negocios en
el mismo ramo.
Si al factor modelo de planificación, se le
añade la mejora continua, el paso a seguir es
implantar la producción esbelta. Aplicando la
regla básica que indica que siempre que se
produzca a una tasa diferente de la que se
vende, es necesario utilizar un inventario, con la
producción esbelta se tratará de producir a la
misma tasa que se vende el producto. Esto
significaría manufacturar una pequeña cantidad
de cada modelo cada día, en la misma
proporción en que se vende el producto, esto se
puede lograr mediante configuraciones rápidas
y económicas y reduciendo tiempos de espera y
de traslado. (Chapman, 2006).
Selección y diseño general del sistema de
producción.
El diseño deberá mantener un equilibrio basado
en la comprensión de las fuerzas del mercado.
Existen problemas comunes que deben tomarse
en consideración en casicualquier entorno:
Planificación de ventas y operaciones.
Planificar los recursos de la empresa con el
respaldo de la estrategia de operaciones, los
planes de negocio y los planes de marketing.
Pronóstico. Si el tiempo de espera
acumulado del producto excede el tiempo de
entrega esperado por el cliente, la producción y
entrega de sumistros debe comenzar antes de
conocer la demanda, lo cual implica la
necesidad de realizar un pronóstico.
Planificación de requerimientos de
material. Si la cantidad de reabastecimiento se
ordena a un proveedor externo, el tiempo de
espera comúnmente estará determinado por él,
si el reabastecimiento es resultado de una
operación interna de la compañía, el tiempo de
espera estará determinado por las operaciones
de administración internas de la misma
compañía.
Estimar el tiempo de espera dependerá
de factores como el tiempo que necesita el
proveedor para entregar las partes en caso de
que éstas se adquieran de una fuente externa,
del tiempo de configuración, que es el tiempo
para configurar y preparar el equipo a fin de
realizar una labor determinada y del tiempo de
procesamiento, que es el tiempo real que toma
llevar a cabo una operación. El tiempo de
espera es el tiempo en que una tarea debe
esperar hasta ser desplazada, una vez que se le
ha procesado en una operación determinada.
Tiempo en fila de espera, el tiempo en que una
tarea debe esperar para su procesamiento una
vez que se le desplazó a la operación.
102
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
Inventario. Este aspecto implica el
manejo del nivel de las materias primas, los
procesos de trabajo y los productos terminados,
es decir: qué solicitar, cuándo solicitar, cuánto
solicitar y el manejo de los materiales en el área
de almacén.
Capacidad. Decisiones sobre la
capacidad implican el pronóstico, la planeación
de la producción y el análisis de líneas.
Actividad de producción. La actividad
de producción deberá estar en función de los
métodos de trabajo más adecuados, que logren
la máxima eficiencia minimizando el tiempo y
el costo del proceso y maximizando la calidad
del producto. (Cuatrecasas Arbós, 2012)
Teoría de restricciones. En la Teoría de
restricciones propuesta por el Dr. Eliyahu M.
Goldratt, se tienen los siguientes indicadores
globales de operación, los cuales precisamente
indicarán la eficiencia de los planes estratégicos
de operación:
Throughput
Inventario & Inversión
Gastos de operación
Throughput: velocidad a la cual el sistema o
la cadena de suministro genera dinero a través
de las ventas.
Inventario & Inversión: Todo el dinero que
la cadena de suministro o el sistema invierte
para tener la capacidad de transformar materia
prima en producto terminado, listo para su
venta, incluye además de inventarios edificios,
maquinaria, equipo, terreno, vehículos, etc.
Gastos de operación. Todo el dinero que el
sistema o la cadena de suministro gasta para
transformar el inventario en Throughput.
Incluye mano de obra, energía, agua, materiales
indirectos, refacciones, materiales de
mantenimiento, depreciación, desperdicios, etc.
(Flores, 2004)
Programa maestro de producción (PMP)
El PMP, que también se denomina MPS
(Master Production Schedule) por sus siglas en
inglés, es una declaración de la empresa en
cuanto a: qué producir, cuánto producir y
cuándo producirlo, es la agenda diseñada
previamente para los artículos pertenecientes al
plan maestro, la cual se encuentra registrada en
documentos que determinan el plan de
necesidades de materiales (Tejero, 2007)
Mapeo de cadena de valor
Inicia con el cálculo de la demanda promedio
del cliente para un cierto periodo (un día, una
semana, un mes etc.), se divide este número
entre la cantidad de tiempo necesario para la
producción, esto con la finalidad de conocer la
cantidad promedio de producto que debe
producirse por unidad de tiempo para cumplir
con la demanda del cliente, el mapa de la
cadena de valor incluirá también niveles de
inventario y tiempos de espera y de traslado del
material a lo largo del proceso y los compara
con el tiempo de valor añadido, esta
comparación arroja información acerca de áreas
de oportunidad de mejoramiento. Una vez
completado el estado presente del mapa de la
cadena de valor, se buscan las mejoras al
proceso productivo utilizando el análisis de la
cadena de valor o VSM (Value Stream Maping)
(Chapman 2006).
103
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
VSM (Value Stream Maping)
El VSM apoya a las empresas a centrar su
atención en todo el flujo del proceso de
producción (de puerta a puerta dentro de la
planta, desde la recepción de materia prima y
componentes, hasta el envío del producto al
cliente), incluso y aún fuera de la empresa,
incluyendo a proveedores y clientes, usar el
VSM es sencillo y fácil, solo se requiere de
lápiz y papel para analizar el flujo de materiales
y de la información que se genera a medida que
el producto avanza en su proceso de
transformación. En el VSM se visualiza de
forma rápida cuellos de botella en los procesos,
que impiden el libre flujo de materiales dentro
de los mismos. Una vez que se tiene terminado
el mapa del flujo de valor del estado actual
(VSM actual), es más fácil reconocer las áreas
en las que hay desperdicios, sobreproducción,
transportes innecesarios, excesivos tiempos de
espera, dobles o triples manipulaciones etc.
Dibujar el estado futuro deseado del mapa de
fujo de valor dará información importante de
situaciones que se han pasado por alto y que
son susceptibles de mejora (de Arbulo López,
2007)
Conclusiones
Con el desarrollo de esta investigación se
espera obtener un modelo que sea de utilidad
para las empresas productoras de bienes
manufacturados en cuanto a poseer una
herramienta que ante el cliente represente un
valor egregado.
Dicha herramienta consiste en la
planificación avanzada de la producción,
conceptualizada a partir el pronóstico de la
demanda, el plan agregado, el plan maestro de
producción (programación de cantidades a
producir por producto y por periodo), sistema
de planeación de requerimientos de materiales
(explosión del plan maestro para obtener los
requerimientos de componentes) y el programa
detallado del piso de producción (cumplir la
especificación de cantidades producidas con el
sistema MRP).
El análisis de la cadena de valor, el plan
maestro de producción, el sistema MRP, la
planificación de la producción, los pronósticos
y el Value stream maping, así como todos los
conceptos manejados anteriormente por si
mismos son una herramienta excelente para la
empresa de hoy, que aprende y aplica este
aprendizaje con miras a la implementación de la
mejora continua, sin embargo con éstas
herramientas de ingeniería sucede lo mismo que
con los materiales y componentes que
conforman un producto terminado, juntas
ambas herramientas tienen más valor que
aplicadas por separado, juntas lograrán
resultados mejores para las empresas en
aspectos referentes a productividad, calidad y
costos.
El punto de vista sistémico que logre la
empresa para visualizar de forma conjunta la
aplicación de diversas técnicas de ingeniería
será de gran ayuda para estar a la vanguardia,
seguir siendo competitivo y estar preparado
para los cambios que se avecinan a nivel
mundial en materia de avances de ingeniería
para empresas productoras de bienes y
prestadoras de servicios.
104
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 95-104
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ROMERO-Clara, PEREZ-Salvador, MENDEZ-José & RODRIGUEZ-
Fernando. La planificación avanzada de la producción como ventaja
competitiva de la empresa en el mundo actual. Revista de Tecnología e
Innovación 2015
Referencias
Anaya Tejero, J. J. (2007). Logística integral: la
gestión operativa de la empresa. ESIC editorial.
Chapman, S. (2006). Planificación y control de
la producción. Pearson Prentice Hall.
Companys Pascual, R., & Fonollosa B., J.
(1999). Nuevas técnicas de gestión de stocks:
MRP y JIT. Marcombo S. A.
Cuatrecasas Arbós, L. (2012). Organización de
la Producción y Dirección de Operaciones:
sistemas actuales de gestión eficiente y
competitiva. Díaz de Santos, S. A.
De la Fuente, D., García N., Gómez, A., &
Puente J. (2006). Organización de la
producción en Ingenierías. Universidad de
Oviedo.
Fernández Alarcón, V. (2006). Desarrollo de
sistemas de información: una metodología
basada en el modelado. UPC editores.
Ferré Masip, R. (1988).Diseño industrial por
computador. Marcombo S. A.
Flores, J. (2004). Medición de la Efectividad de
la Cadena de Suministro. Panorama S.A de
C.V.
Groover, M. (1997). Fundamentos de
Manufactura Moderna: materiales, procesos y
sistemas. Pearson Prentice Hall.
Sánchez Gómez, M.G. (2008). Cuantificación
de valor en la cadena de suministro extendida.
Del Blanco Editores.
Sipper, D., & Bulfin, R. (1998). Planeación y
control de la producción. McGraw-Hill.
Suñé, A., Gil, F., & Arcusa, I. (2004). Manual
práctico de Diseño de Sistemas productivos.
Díaz de Santos, S.A.

105
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
Solución Numérica de la Ecuación de la Pendiente Suave y su Aplicación en el
Diseño de las Obras de Protección de una Marina Náutica en Nayarit México
HERRERA-Israel†, GASCA-José, GALVAN-Arturo & MORENO-Jatziri
Universidad de Guanajuato Campus Celaya-Salvatierra, Mutualismo 303 Col. Suiza C.P. 38060 Celaya, Gto. México
Recibido 5 de Enero, 2015; Aceptado 6 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
Se presenta la solución numérica de la ecuación de Berhkoff
(1971) conocida como la pendiente suave en su forma elíptica
para profundidades indefinidas y análogamente para zonas
someras considerando la celeridad de grupo de ola en función
de la profundidad y de la aceleración de la gravedad. La
ecuación se ha subdividido en tres ecuaciones para calcular de
forma simultánea la dirección, altura de ola y fase de la ola; la
solución del sistema de ecuaciones es por un método numérico
determinado con un algoritmo de relajación para el cálculo de la
fase de la ola. Se emplea un esquema de diferencias finitas con
aproximación elíptica y un mallado tipo staggered-celd con la
opción de tener un refinado de malla en zonas donde se
encuentren obras de protección o estructuras que modifique el
oleaje para su estudio.
La calibración se realizó con la simulación de ejemplos de
literatura en su forma analítica que presentan ejemplos de
aplicación con condiciones constantes obteniendo valores
aceptables (Herrera, 2009). La aplicación del modelo se llevó a
cabo en las obras de protección de una marina náutica ubicada
en el Guayabitos Nayarit donde se necesita conocer la magnitud
de la agitación de la superficie libre generada por la transmisión
del oleaje considerando la geometría proyectada para la marina
náutica a su paso por la bocana. Los resultados obtenidos de la
modelación proponen el tipo y dimensiones de las obras de
protección requeridas para minimizar las condiciones de
agitación dentro de la marina.
Modelación Numérica, Oleaje, Obras de Protección
Abstract
Numerical solution of the mild-slope equation and its
application in the design of the breakwater structure of yachting
harbor in Nayarit Mexico. We present the numerical solution of
the Berkhoff method (1971) known as the mild slope equation
in elliptical shape for deep water and similarly for shallow areas
considering the speed of wave group depending on the depth
and the acceleration of gravity occurs. The equation has been
subdivided into three equations simultaneously to calculate the
direction, wave height and phase of the wave; solving the
system of equations is determined by a numerical method a
relaxation algorithm for calculating the phase of the wave.
Finite difference scheme with elliptical approach and staggered-
celd with the option of a fine mesh in areas where protection
works or structures that modify the surf for study are used.
The numerical calibration was performed with simulation
examples of literature in its analytically presented examples of
application with constant conditions obtaining acceptable
values (Herrera, 2009). The application of the model was
carried out in protection structures a yachting harbor located in
Guayabitos Nayarit where we need to know the magnitude of
the agitation of the free surface generated by wave transmission
considering the projected yachting harbor geometry passing
through the mouth. The results of modeling propose the type
and dimensions of protection structures required to minimize
the agitation conditions within the yachting harbor.
Numerical Modeling, Ocean wave, Protection Structures
___________________________________________________________________________________________________
Citación: HERRERA-Israel, GASCA-José, GALVAN-Arturo & MORENO-Jatziri. Solución Numérica de la Ecuación de
la Pendiente Suave y su Aplicación en el Diseño de las Obras de Protección de una Marina Náutica en Nayarit México.
Revista de Tecnología e Innovación 2015, 2-2:105-114
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

106
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
Introducción
La interacción del oleaje con el fondo del mar
es una de las razones por las que el oleaje se
modifica. Como consecuencia de esta
interacción de las ondas con el fondo, el tren de
ondas u oleaje se transforma dando lugar a
varios procesos costeros visibles para un
observador desde la costa. Estos procesos de
transformación se traducen fundamentalmente
en: variación de la altura de la ola y en la
dirección de propagación. Llamados refracción,
difracción, reflexión y rompiente.
Cada uno de estos fenómenos se ha
venido analizando de forma separada mediante
métodos gráficos y numéricos. Cabe destacar
que en la naturaleza todos los fenómenos están
relacionados entre sí, por lo que, en el presente
trabajo se describirá la elaboración de un
modelo numérico que tome en cuenta varios
fenómenos y su aplicación a una zona de
estudio cuya problemática principal es la de
conocer la agitación u oscilación de la
superficie libre provocada por el oleaje
incidente.
El modelo numérico desarrollado sobre
la solución de la ecuación de Berkhoff (1972) la
cual mediante un esquema de diferencias finitas
con programación en Matlab se puede modelar
el oleaje regular en regiones con batimetría
irregular, la discretización de las ecuaciones,
solución numérica y ejemplos de validación del
modelo se puede consultar en el trabajo de
Herrera (2009).
Materiales y Metodología
Descripción del modelo de oleaje
La ecuación desarrollada por Berkhoff
(1972) conocida también como la ecuación de
la pendiente suave, que es una de las ecuaciones
que funciona muy bien para simular los
fenómenos de refracción-difracción-reflexión,
en lugares donde la irregularidad del fondo
provocaría concentración de energía durante el
avance del frente de ola. Para entender esta
ecuación se presenta en su forma general
definiendo cada una de sus partes como sigue:
( )
⏟
[ ( ) ( )]⏟
⏟
⏟
⏟
⏟
⏟
(1)
Donde el primer termino representa el
índice del cambio temporal del espectro, el
segundo término representa la propagación de
la energía de la onda, el tercer término
representa entradas del viento, el cuarto término
representa la redistribución de la energía de la
onda entre diversos componentes no lineales
que se presenten, el quinto término representa
la disipación debido a la rompiente, el sexto
término representa las pérdidas debido a la
fricción, y el séptimo término representa las
pérdidas debido a la filtración.
Se emplea la modelación numérica para
resolver la ec. (1) en una aproximación elíptica
(ec. 2) que describe la propagación de una onda
en la superficie libre periódica y de amplitud
finita sobre batimetrías complejas, donde su
deformación al aproximarse a zonas de baja
profundidad y obstáculos presenta los
fenómenos de refracción, difracción y reflexión
(Panchang et al, 1991).
( )
(2)

107
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
Donde:
η(x,y) es el nivel o elevación de la superficie
libre (m)
C(x,y) Celeridad ó velocidad de fase (m/s)
Cg(x,y) Celeridad de grupo (m/s)
La solución de la ecuación de Berkhoff
es trabajada y expresada en función de la razón
de flujo del oleaje en sus componentes x e y
(Fuentes, 1996), esto mediante un esquema
implícito en el tiempo por medio de las
siguientes ecuaciones en diferencias finitas.
(3)
(4)
En donde Q(x,y) es la razón del
flujo en el plano horizontal (m/s).
Para la solución de la ecuación de la
variación de la superficie libre debido al oleaje
en función de las razones de flujo antes
mencionadas se tiene:
*
( )
( )+ (5)
(
( )) (6)
Donde:
n(x,y) Factor de grupo
k(x,y) Número de onda (2π/L)
h(x,y) Profundidad (m)
Este tipo de ecuaciones tienen la ventaja
de disponer de los valores de las razones del
flujo y que permiten encontrar la dirección del
oleaje y plantear la presencia de obstáculo de
una forma sencilla.
Condiciones de frontera
Para obtener la propagación del oleaje
en las fronteras libres, se aplica la ley de Snell,
la cual permite que el oleaje salga del dominio
de estudio sin modificar su dirección ni
magnitud; a los obstáculos o estructuras dentro
del dominio se le consideran fronteras sólidas,
por lo que estas se proponen como una pared
totalmente vertical, esta pared presenta 3
condiciones de reflexión las cuales se
manifiestan con un coeficiente de (KL), cuyo
valor está limitado entre 0 y 1 (0 para una
estructura que no presenta reflexión, 0.5 para
una parcialmente reflejante y 1 para una
condición totalmente reflejante). Lo anterior, se
aplica en todo el perímetro de las estructuras.
Para la obtención de la elevación de la
superficie libre en los extremos de cualquier
obstáculo se tienen las siguientes ecuaciones:
( ) (
)
(7)
( ) (
)
(8)
La ec. (7) es empleada para el inicio de
obstáculo con longitud infinita, y la ec. (8) es
utilizada para el final del obstáculo. Para el
cálculo de una onda cuasi-oscilatoria resulta de
la superposición de una ola incidente con altura
(Hi) y una onda viajando en sentido opuesto con
una altura menor (Hr). Esta reducción en la
altura de la ola y el desfase entre incidente y
reflejada están asociados y la superficie
resultante puede expresarse:
*( ( ))
( ( ))
+ (9)
Donde se considera que el oleaje
reflejado por cualquier obstáculo sale de la
región de estudio.
108
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
Por último, el ángulo o dirección del
oleaje puede ser estimado por la relación entre
las fases (Qxⁿ⁺¹) y (Qyⁿ⁺¹):
(
)
(10)
Validación del modelo
Para efectuar la validación del módulo
de oleaje, se diseñaron dominios similares a los
ejemplos teóricos de la literatura, con la
finalidad de reproducir los fenómenos de
refracción, difracción y reflexión, determinando
alturas de ola, ángulos de incidencia y
comparaciones entre las soluciones analíticas y
los resultados de la modelación.
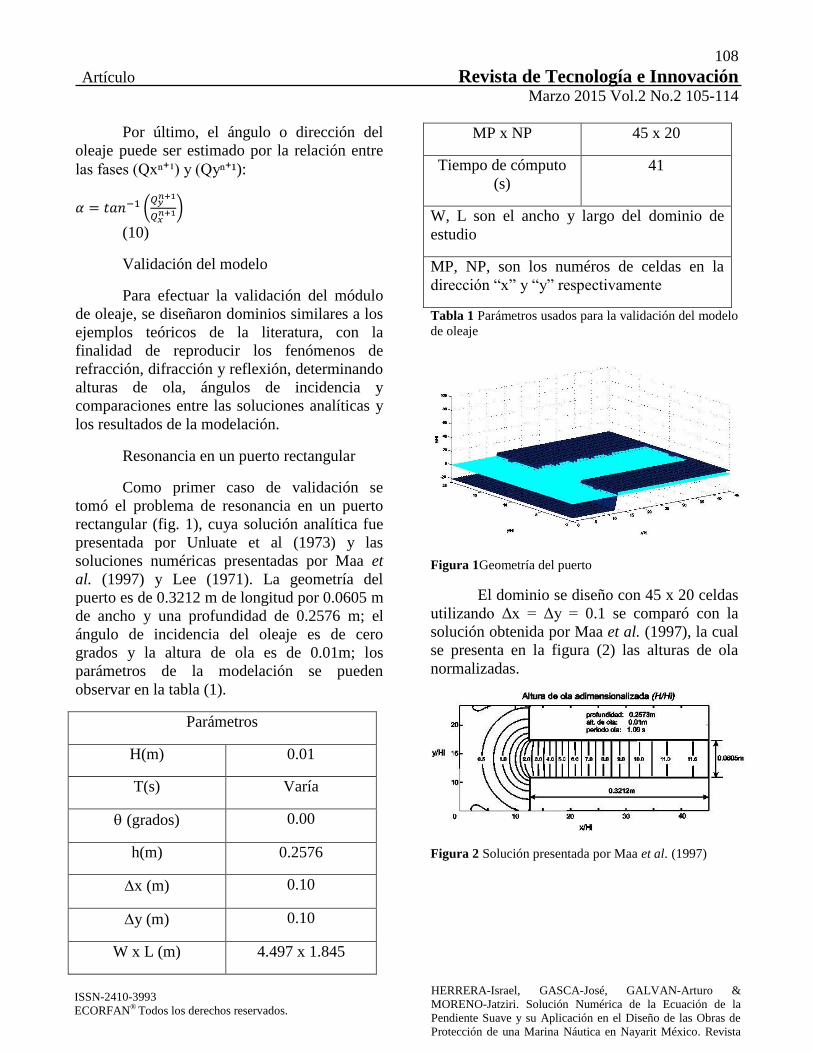
Resonancia en un puerto rectangular
Como primer caso de validación se
tomó el problema de resonancia en un puerto
rectangular (fig. 1), cuya solución analítica fue
presentada por Unluate et al (1973) y las
soluciones numéricas presentadas por Maa et
al. (1997) y Lee (1971). La geometría del
puerto es de 0.3212 m de longitud por 0.0605 m
de ancho y una profundidad de 0.2576 m; el
ángulo de incidencia del oleaje es de cero
grados y la altura de ola es de 0.01m; los
parámetros de la modelación se pueden
observar en la tabla (1).
Parámetros
H(m) 0.01
T(s) Varía
(grados) 0.00
h(m) 0.2576
x (m) 0.10
y (m) 0.10
W x L (m) 4.497 x 1.845
MP x NP 45 x 20
Tiempo de cómputo
(s)
41
W, L son el ancho y largo del dominio de
estudio
MP, NP, son los numéros de celdas en la
dirección ―x‖ y ―y‖ respectivamente
Tabla 1 Parámetros usados para la validación del modelo
de oleaje
Figura 1Geometría del puerto
El dominio se diseño con 45 x 20 celdas
utilizando Δx = Δy = 0.1 se comparó con la
solución obtenida por Maa et al. (1997), la cual
se presenta en la figura (2) las alturas de ola
normalizadas.
Figura 2 Solución presentada por Maa et al. (1997)
109
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
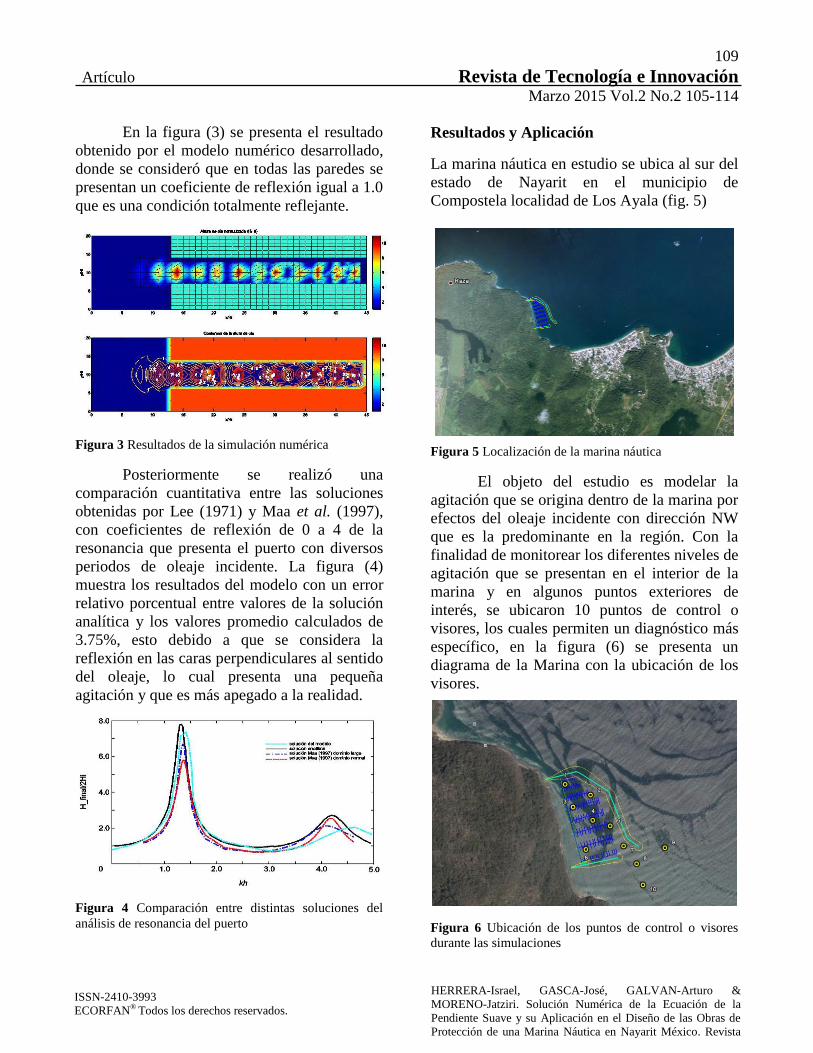
En la figura (3) se presenta el resultado
obtenido por el modelo numérico desarrollado,
donde se consideró que en todas las paredes se
presentan un coeficiente de reflexión igual a 1.0
que es una condición totalmente reflejante.
Figura 3 Resultados de la simulación numérica
Posteriormente se realizó una
comparación cuantitativa entre las soluciones
obtenidas por Lee (1971) y Maa et al. (1997),
con coeficientes de reflexión de 0 a 4 de la
resonancia que presenta el puerto con diversos
periodos de oleaje incidente. La figura (4)
muestra los resultados del modelo con un error
relativo porcentual entre valores de la solución
analítica y los valores promedio calculados de
3.75%, esto debido a que se considera la
reflexión en las caras perpendiculares al sentido
del oleaje, lo cual presenta una pequeña
agitación y que es más apegado a la realidad.
Figura 4 Comparación entre distintas soluciones del
análisis de resonancia del puerto
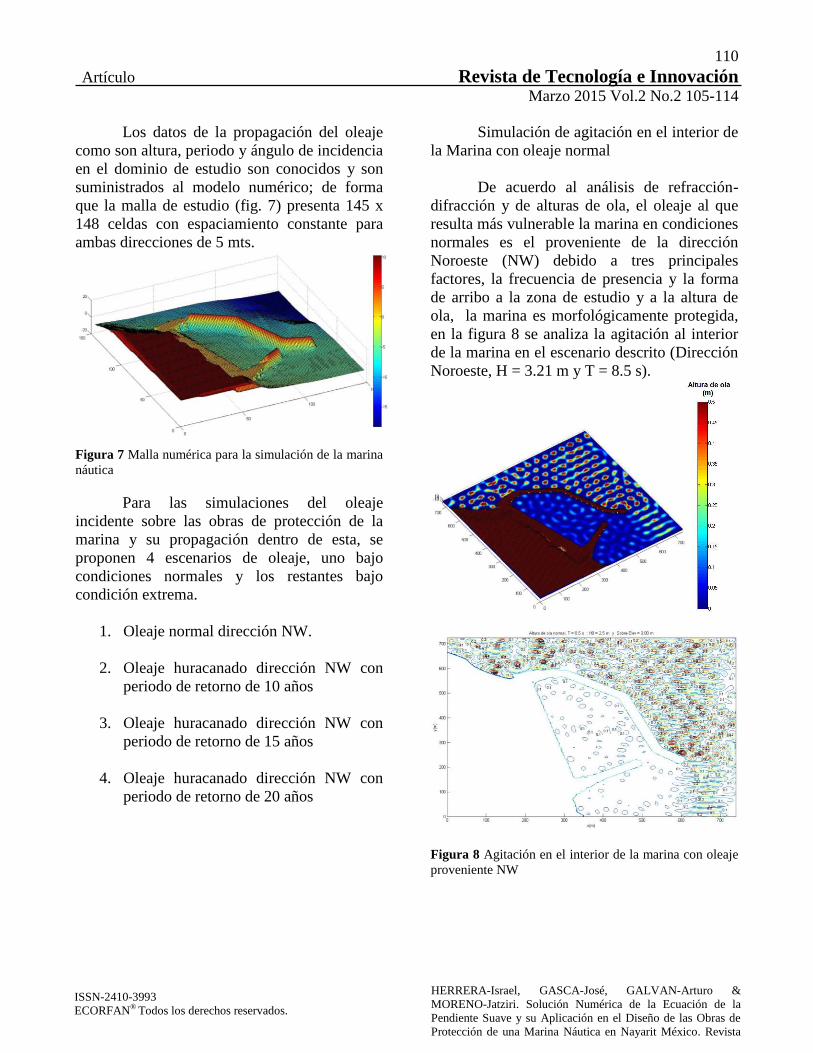
Resultados y Aplicación
La marina náutica en estudio se ubica al sur del
estado de Nayarit en el municipio de
Compostela localidad de Los Ayala (fig. 5)
Figura 5 Localización de la marina náutica
El objeto del estudio es modelar la
agitación que se origina dentro de la marina por
efectos del oleaje incidente con dirección NW
que es la predominante en la región. Con la
finalidad de monitorear los diferentes niveles de
agitación que se presentan en el interior de la
marina y en algunos puntos exteriores de
interés, se ubicaron 10 puntos de control o
visores, los cuales permiten un diagnóstico más
específico, en la figura (6) se presenta un
diagrama de la Marina con la ubicación de los
visores.
Figura 6 Ubicación de los puntos de control o visores
durante las simulaciones
110
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
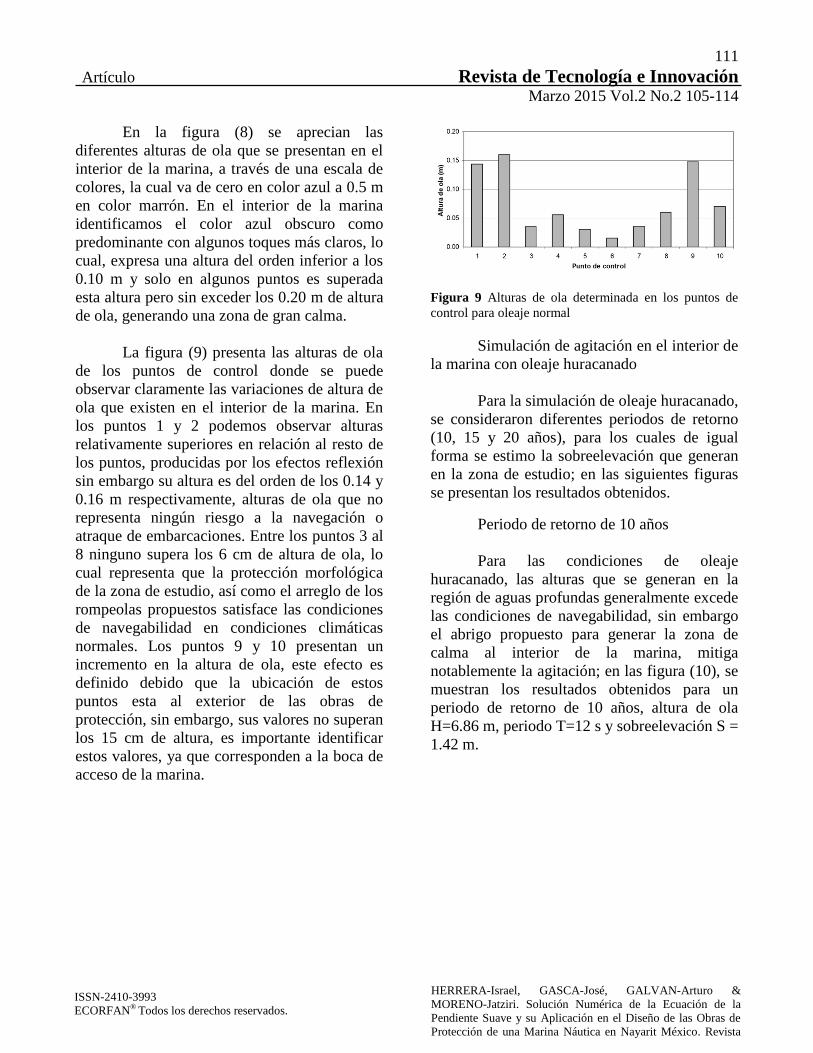
Los datos de la propagación del oleaje
como son altura, periodo y ángulo de incidencia
en el dominio de estudio son conocidos y son
suministrados al modelo numérico; de forma
que la malla de estudio (fig. 7) presenta 145 x
148 celdas con espaciamiento constante para
ambas direcciones de 5 mts.
Figura 7 Malla numérica para la simulación de la marina
náutica
Para las simulaciones del oleaje
incidente sobre las obras de protección de la
marina y su propagación dentro de esta, se
proponen 4 escenarios de oleaje, uno bajo
condiciones normales y los restantes bajo
condición extrema.
1. Oleaje normal dirección NW.
2. Oleaje huracanado dirección NW con
periodo de retorno de 10 años
3. Oleaje huracanado dirección NW con
periodo de retorno de 15 años
4. Oleaje huracanado dirección NW con
periodo de retorno de 20 años
Simulación de agitación en el interior de
la Marina con oleaje normal
De acuerdo al análisis de refracción-
difracción y de alturas de ola, el oleaje al que
resulta más vulnerable la marina en condiciones
normales es el proveniente de la dirección
Noroeste (NW) debido a tres principales
factores, la frecuencia de presencia y la forma
de arribo a la zona de estudio y a la altura de
ola, la marina es morfológicamente protegida,
en la figura 8 se analiza la agitación al interior
de la marina en el escenario descrito (Dirección
Noroeste, H = 3.21 m y T = 8.5 s).
Figura 8 Agitación en el interior de la marina con oleaje
proveniente NW
111
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
En la figura (8) se aprecian las
diferentes alturas de ola que se presentan en el
interior de la marina, a través de una escala de
colores, la cual va de cero en color azul a 0.5 m
en color marrón. En el interior de la marina
identificamos el color azul obscuro como
predominante con algunos toques más claros, lo
cual, expresa una altura del orden inferior a los
0.10 m y solo en algunos puntos es superada
esta altura pero sin exceder los 0.20 m de altura
de ola, generando una zona de gran calma.
La figura (9) presenta las alturas de ola
de los puntos de control donde se puede
observar claramente las variaciones de altura de
ola que existen en el interior de la marina. En
los puntos 1 y 2 podemos observar alturas
relativamente superiores en relación al resto de
los puntos, producidas por los efectos reflexión
sin embargo su altura es del orden de los 0.14 y
0.16 m respectivamente, alturas de ola que no
representa ningún riesgo a la navegación o
atraque de embarcaciones. Entre los puntos 3 al
8 ninguno supera los 6 cm de altura de ola, lo
cual representa que la protección morfológica
de la zona de estudio, así como el arreglo de los
rompeolas propuestos satisface las condiciones
de navegabilidad en condiciones climáticas
normales. Los puntos 9 y 10 presentan un
incremento en la altura de ola, este efecto es
definido debido que la ubicación de estos
puntos esta al exterior de las obras de
protección, sin embargo, sus valores no superan
los 15 cm de altura, es importante identificar
estos valores, ya que corresponden a la boca de
acceso de la marina.
Figura 9 Alturas de ola determinada en los puntos de
control para oleaje normal
Simulación de agitación en el interior de
la marina con oleaje huracanado
Para la simulación de oleaje huracanado,
se consideraron diferentes periodos de retorno
(10, 15 y 20 años), para los cuales de igual
forma se estimo la sobreelevación que generan
en la zona de estudio; en las siguientes figuras
se presentan los resultados obtenidos.
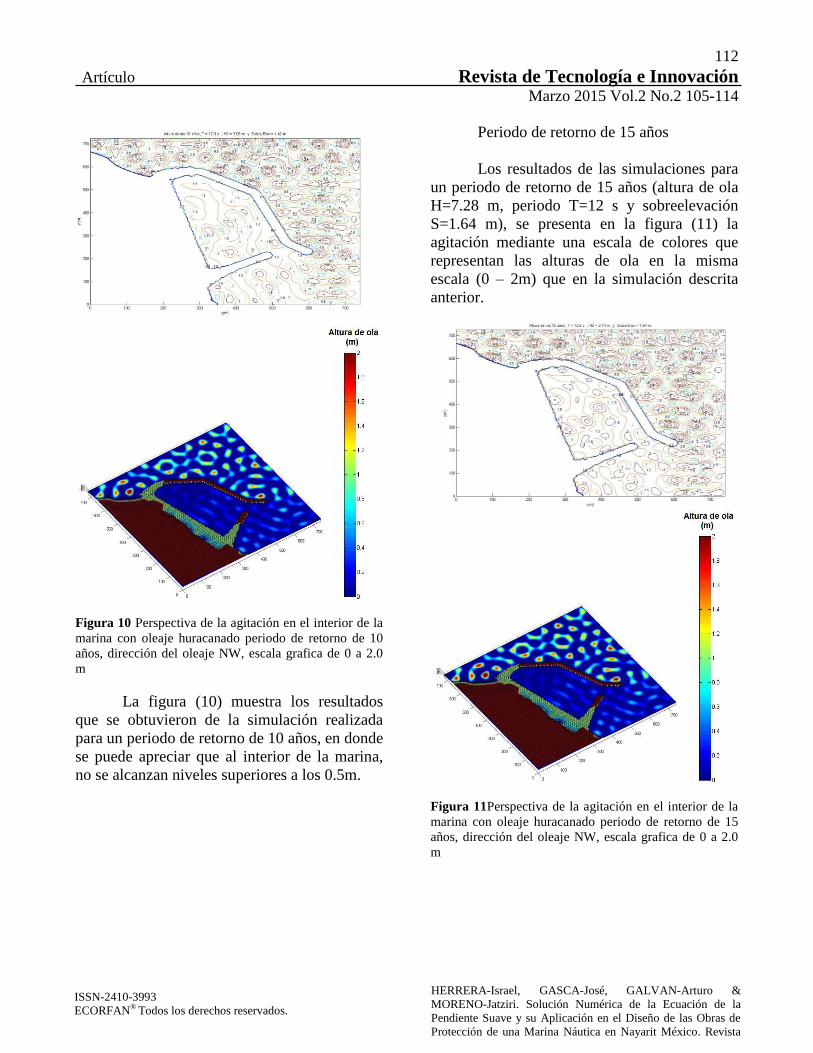
Periodo de retorno de 10 años
Para las condiciones de oleaje
huracanado, las alturas que se generan en la
región de aguas profundas generalmente excede
las condiciones de navegabilidad, sin embargo
el abrigo propuesto para generar la zona de
calma al interior de la marina, mitiga
notablemente la agitación; en las figura (10), se
muestran los resultados obtenidos para un
periodo de retorno de 10 años, altura de ola
H=6.86 m, periodo T=12 s y sobreelevación S =
1.42 m.
112
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
Figura 10 Perspectiva de la agitación en el interior de la
marina con oleaje huracanado periodo de retorno de 10
años, dirección del oleaje NW, escala grafica de 0 a 2.0
m
La figura (10) muestra los resultados
que se obtuvieron de la simulación realizada
para un periodo de retorno de 10 años, en donde
se puede apreciar que al interior de la marina,
no se alcanzan niveles superiores a los 0.5m.
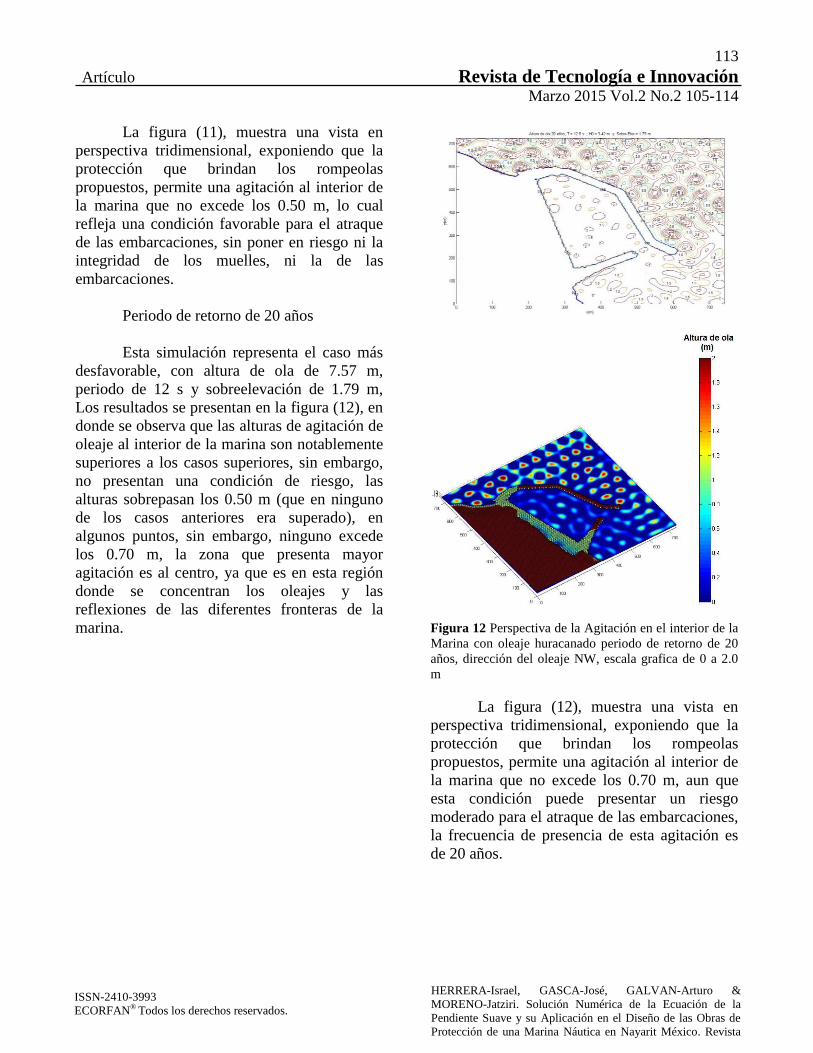
Periodo de retorno de 15 años
Los resultados de las simulaciones para
un periodo de retorno de 15 años (altura de ola
H=7.28 m, periodo T=12 s y sobreelevación
S=1.64 m), se presenta en la figura (11) la
agitación mediante una escala de colores que
representan las alturas de ola en la misma
escala (0 – 2m) que en la simulación descrita
anterior.
Figura 11Perspectiva de la agitación en el interior de la
marina con oleaje huracanado periodo de retorno de 15
años, dirección del oleaje NW, escala grafica de 0 a 2.0
m
113
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
La figura (11), muestra una vista en
perspectiva tridimensional, exponiendo que la
protección que brindan los rompeolas
propuestos, permite una agitación al interior de
la marina que no excede los 0.50 m, lo cual
refleja una condición favorable para el atraque
de las embarcaciones, sin poner en riesgo ni la
integridad de los muelles, ni la de las
embarcaciones.
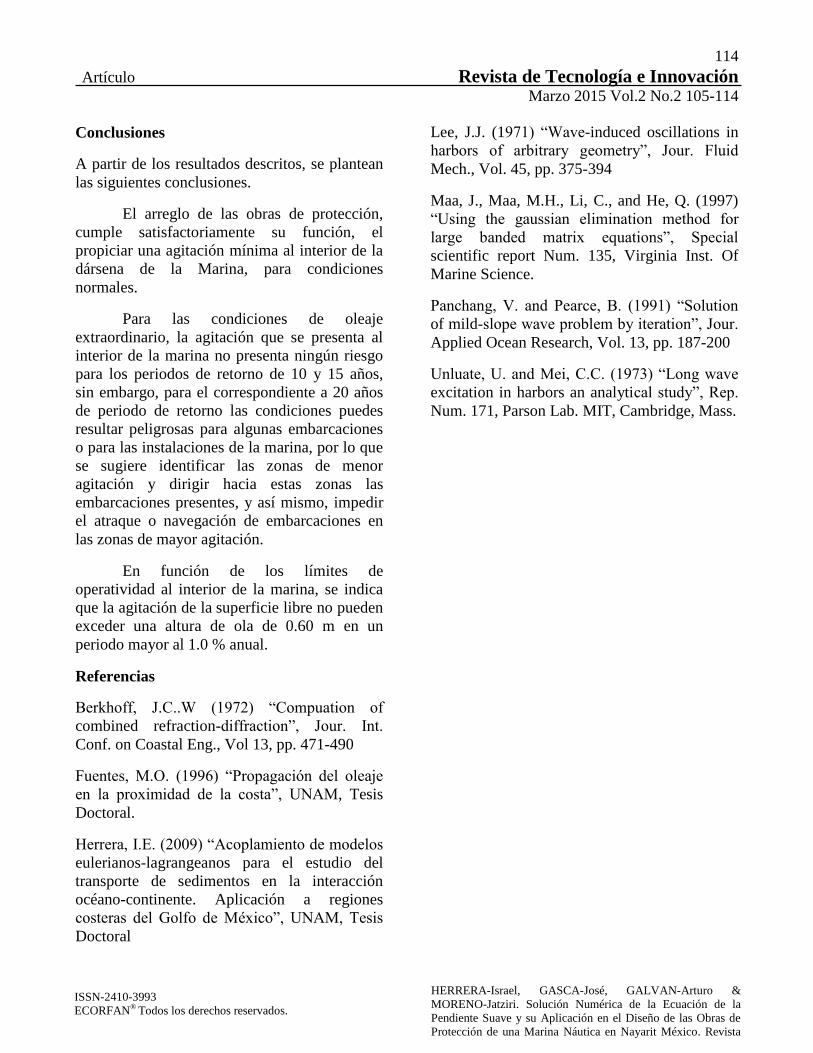
Periodo de retorno de 20 años
Esta simulación representa el caso más
desfavorable, con altura de ola de 7.57 m,
periodo de 12 s y sobreelevación de 1.79 m,
Los resultados se presentan en la figura (12), en
donde se observa que las alturas de agitación de
oleaje al interior de la marina son notablemente
superiores a los casos superiores, sin embargo,
no presentan una condición de riesgo, las
alturas sobrepasan los 0.50 m (que en ninguno
de los casos anteriores era superado), en
algunos puntos, sin embargo, ninguno excede
los 0.70 m, la zona que presenta mayor
agitación es al centro, ya que es en esta región
donde se concentran los oleajes y las
reflexiones de las diferentes fronteras de la
marina.
Figura 12 Perspectiva de la Agitación en el interior de la
Marina con oleaje huracanado periodo de retorno de 20
años, dirección del oleaje NW, escala grafica de 0 a 2.0
m
La figura (12), muestra una vista en
perspectiva tridimensional, exponiendo que la
protección que brindan los rompeolas
propuestos, permite una agitación al interior de
la marina que no excede los 0.70 m, aun que
esta condición puede presentar un riesgo
moderado para el atraque de las embarcaciones,
la frecuencia de presencia de esta agitación es
de 20 años.
114
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 105-114
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERRERA-Israel, GASCA-José, GALVAN-Arturo &
MORENO-Jatziri. Solución Numérica de la Ecuación de la
Pendiente Suave y su Aplicación en el Diseño de las Obras de
Protección de una Marina Náutica en Nayarit México. Revista
de Tecnología e Innovación 2015
Conclusiones
A partir de los resultados descritos, se plantean
las siguientes conclusiones.
El arreglo de las obras de protección,
cumple satisfactoriamente su función, el
propiciar una agitación mínima al interior de la
dársena de la Marina, para condiciones
normales.
Para las condiciones de oleaje
extraordinario, la agitación que se presenta al
interior de la marina no presenta ningún riesgo
para los periodos de retorno de 10 y 15 años,
sin embargo, para el correspondiente a 20 años
de periodo de retorno las condiciones puedes
resultar peligrosas para algunas embarcaciones
o para las instalaciones de la marina, por lo que
se sugiere identificar las zonas de menor
agitación y dirigir hacia estas zonas las
embarcaciones presentes, y así mismo, impedir
el atraque o navegación de embarcaciones en
las zonas de mayor agitación.
En función de los límites de
operatividad al interior de la marina, se indica
que la agitación de la superficie libre no pueden
exceder una altura de ola de 0.60 m en un
periodo mayor al 1.0 % anual.
Referencias
Berkhoff, J.C..W (1972) ―Compuation of
combined refraction-diffraction‖, Jour. Int.
Conf. on Coastal Eng., Vol 13, pp. 471-490
Fuentes, M.O. (1996) ―Propagación del oleaje
en la proximidad de la costa‖, UNAM, Tesis
Doctoral.
Herrera, I.E. (2009) ―Acoplamiento de modelos
eulerianos-lagrangeanos para el estudio del
transporte de sedimentos en la interacción
océano-continente. Aplicación a regiones
costeras del Golfo de México‖, UNAM, Tesis
Doctoral
Lee, J.J. (1971) ―Wave-induced oscillations in
harbors of arbitrary geometry‖, Jour. Fluid
Mech., Vol. 45, pp. 375-394
Maa, J., Maa, M.H., Li, C., and He, Q. (1997)
―Using the gaussian elimination method for
large banded matrix equations‖, Special
scientific report Num. 135, Virginia Inst. Of
Marine Science.
Panchang, V. and Pearce, B. (1991) ―Solution
of mild-slope wave problem by iteration‖, Jour.
Applied Ocean Research, Vol. 13, pp. 187-200
Unluate, U. and Mei, C.C. (1973) ―Long wave
excitation in harbors an analytical study‖, Rep.
Num. 171, Parson Lab. MIT, Cambridge, Mass.

115
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
Concentración de esfuerzos en una placa con dos barrenos centrados sometida a
carga axial
ORTEGA-Francisco†, PALACIOS-Francisco, GARCIA-Diego & GARCIA-José
Instituto Tecnológico Superior de Irapuato. Carretera Irapuato Silao km 12.5 C. P. 36821 Irapuato, Gto.
Recibido 14 de Enero, 2015; Aceptado12 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
En el presente trabajo se analiza la concentración de
esfuerzos en una placa plana sometida a carga axial.
Para realizar dicho análisis se determina el factor de
concentración de esfuerzos mediante la ayuda del
software Ansys, el cual utiliza la teoría del elemento
finito para realizar sus análisis. Se realizan un total
de 125 simulaciones obteniendo los esfuerzos
máximos que soportan la pieza, los cuales son
utilizados para determinar el factor de concentración
de esfuerzos. Los factores de concentración de
esfuerzos son graficados en función de S/D
(distancia entre el centro de los barrenos/diámetro
de los barrenos) para las relaciones W/D (espesor de
la pieza/diámetro del barreno) de 1.2, 1.5, 2, 2.5, 3.
A los resultados graficados se les realiza una
regresión mediante el método de mínimos
cuadrados para obtener ecuaciones que se puedan
utilizar en predecir el factor de concentración de
esfuerzos de este tipo de piezas mecánicas. Las
ecuaciones que se obtienen son conjuntos de
ecuaciones lineales, exponenciales y polinómicas
con valores del coeficiente de correlación que varía
de 0.8835 a 0.9997.
Concentración, esfuerzos, factor
Abstract
In this paper the stress concentration on a flat plate
subjected to axial load is analyzed. To perform this
analysis the stress concentration factor are calculate
by wing of Ansys software, this software uses the
theory of finite element to carry out their analysis.
125 simulations are performed to obtain the
maximum stress in the piece, these stresses are used
to determine the stress concentration factor. The
stress concentration factor are plotted as a function
of s/D (distance between the center of the holes /
diameter of holes) to the relationship W/D (blank
thickness / hole diameter) of 1.2, 1.5, 2, 2.5, 3. The
ploted results are used to apply a regression by the
method of least squares to obtain equations that can
be used predicting the stress concentration factor of
this type of mechanical parts. The equations
obtained are sets of linear, exponential and
polynomial equations with correlation coefficient
values ranging from 0.8835 to 0.9997. The
polynomial equations obtained are strongly
consistent with the compute data, these equations
can be used in a reliable way therefore to predict the
stress concentration factor.
Concentration, stress, factor
___________________________________________________________________________________________________
Citación: ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego & GARCIA-José. Concentración de esfuerzos en
una placa con dos barrenos centrados sometida a carga axial. Revista de Tecnología e Innovación 2015, 2-2:115-131
________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigadorcontribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
116
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Nomenclatura
La nomenclatura utilizada durante el desarrollo
del presente trabajo se muestra a continuación.
A Área transversal de la placa
B Matriz de deformación
D Diámetro del barreno
F Fuerza aplicada a la pieza
H1,2 Coeficientes de peso de la cuadratura
gaussiana
J Jacobiano
Ke
Matriz de rigidez
Kt Factor de concentración de esfuerzos
L Longitud de la placa
N Matriz de las funciones de forma
Ni…p Función de forma del nodo i, j, k, l,
m, n, o, p perteneciente al elemento
cuadrado
R2
Coeficiente de correlación
s Separación entre los centros de los
barrenos
W Ancho de la placa
x Coordenada global del elemento
y Coordenada global del elemento
η Coordenada local del elemento
ξ Coordenada local del elemento
σmax Esfuerzo máximo
σteórico Esfuerzo teórico
Introducción
La concentración de esfuerzos es uno de
principales problemas por los cuales tienen que
preocuparse los diseñadores al momento de
diseñar cualquier tipo de maquinaria o equipo,
debido a que los concentradores de esfuerzos
pueden ocasionar que las distintas piezas
mecánicas se fracturen y la máquina o equipo
pierda sus condiciones de funcionamiento. Por
tal motivo, los diseñadores deben de tratar de
eliminar en la medida de lo posible los
concentradores de esfuerzos en las piezas
mecánicas.
Se debe prestar especial atención para
analizar de la mejor forma posible los
concentradores de esfuerzo para que los diseños
que se realicen funcionen de forma adecuada y
sean lo más confiables que se pueda.
Muchos investigadores han realizado
estudios de diferentes tipos de concentradores
de esfuerzo y el efecto que estos tienen en
distintos materiales. Zheng & Niemi (1997)
investiga la relación entre el esfuerzo y la
deformación local, así como el esfuerzo
nominal propuesto por Moski y Glinka los
autores comentan que dicho esfuerzo es bueno
para amplitudes de esfuerzo bajos, sin embargo
tanto la regla de Neuber y los métodos de
Moski y Glinka no producen buenos resultados
para amplitudes de esfuerzos grandes. Por su
parte Roldan & Bastidas (2002) presentan un
estudio el cual analiza la concentración de
esfuerzos sobre una placa plana de espesor
constante sometida a esfuerzo en sus extremos,
realizando una comparación de los resultados
obtenidos mediante la teoría de la elasticidad,
experimentalmente y por el método de
elementos finitos.
Maíz, Rossi, Laura & Bambill (2004)
comentan que los esfuerzos normales aumentan
en valor absoluto con el tamaño del orificio
para todos los materiales ortótropos. Por su
parte Bambill, Susca, Laura & Maíz (2005)
mencionan que las tensiones que se generan en
el entorno de un barreno circular de una placa
ortotrópica cuando está sometida a tensiones
hidrostáticas en un plano, son fuertemente
afectadas por las características elásticas del
material de la placa en consideración.
117
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
En una placa plana con dos agujeros
cargada en sus extremos, la interacción de la
concentración de esfuerzos depende de la
distancia y de la relación de tamaño entre ellos
(Monroy & Godoy, 2006). Martínez, Carrera &
Ferrer (2006) presenta el estudio de una placa
plana con un barreno en el centro, bajo los
efectos de un gradiente de carga lineal,
establecen un modelo computacional
aproximado que reduce el tipo de carga
requerida y sustentan los resultados obtenidos
experimentalmente mediante fotoelasticidad y
numéricamente mediante el uso del software
ANSYS®.
Noda & Takase (2006) analizan la
concentración de esfuerzos en una barra
redonda con un arco circular o muesca en forma
de V que soporta carga a torsión, tensión y
flexión, obteniendo ecuaciones que permiten
determinar la concentración de esfuerzos en
estas piezas con un error de menos del 1%.
Susca, Bambill, Laura & Rossi (2006) analizan
la concentración de esfuerzos que genera un
pequeño orificio rectangular de bordes
redondeados en una placa ortótropa observando
que los mayores factores de concentración de
esfuerzos se encuentran en el eje principal 1 el
cual se encuentra a un ángulo de 67.5º respecto
al eje x.
El factor teórico de concentración de
esfuerzos para piezas de materiales ortotrópicos
se ve influenciado significativamente por el tipo
de carga aplicada, al igual que por parámetros
ya conocidos como el tamaño relativo del
barreno; además la carga que produce los
mayores efectos sobre los factores teóricos de
concentración de esfuerzos es la carga biaxial
tensión-tensión cuyos efectos son poco notorios
(Méndez & Torres, 2006). Por su parte Sánchez
(2006) analiza la concentración de esfuerzos en
una placa ortotrópica con una abertura elíptica
sujeta a una carga axial para un material de
hueso tomado de la diáfisis de la tibia humana.
La razón de analizar la abertura elíptica y
no la circular es porque la abertura elíptica
conduce a un análisis generalizado y en el
límite, cuando la razón del semieje menor al
semieje mayor de la elipse es muy grande, el
orificio tiende a ser una ranura muy delgada
(grieta) y por tanto su concentrador de esfuerzo
aumenta.
El factor de concentración de esfuerzos en
materiales compuestos depende estrechamente
de la geometría de la pieza, además que el
factor de concentración de esfuerzos no es un
valor suficiente, por sí solo, para la predicción
de falla en materiales laminados (Domínguez,
Santos, Robles & Ortega, 2006).
Es difícil establecer parámetros de
comportamiento en los materiales ortotrópicos,
pero existe una marcada influencia entre las
relaciones de las constantes elásticas y los
factores de concentración de esfuerzos (Susca,
Bambill & Rossit, 2007). Peñaranda, Pedroza &
Méndez (2007) analizan la concentración de
esfuerzos en una placa de longitud infinita con
dos barrenos de radios iguales, utilizando un
software de elemento finito, variando la
distancia entre los centros de los dos barrenos y
el diámetro de estos. Por su parte Gómez,
Elices, Berto & Lazzarin (2008) estudian el
factor de concentración de esfuerzos para
muescas en U los cuales soportan cargas mixtas
utilizan el concepto basado en el criterio de la
deformación promedio de la densidad de
energía.
118
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Sonmez (2009) realiza un estudio para
optimizar la forma de los filetes y disminuir la
concentración de esfuerzos en barras planas y
redondas sujetas a cargas axial, flexión, torsión
o cargas combinadas. Mientras que Osorio,
Rodríguez, Gámez & Ojeda (2010) estudia la
distribución de esfuerzos producidas por el
efecto de diversas condiciones de carga, en
dicho estudio se realiza una evaluación
numérica para analizar una placa para fijación
interna de fracturas ocurridas en radio distal, los
resultados muestran una concentración de
esfuerzos en las regiones adyacentes a los
orificios de la placa y en los tornillos ubicados
a los extremos de la placa de fijación.
Balankin, Susarrey, Mora Santos, Patiño,
Yoguez, & García (2011) estudian teórica y
experimentalmente el efecto de correlaciones de
largo alcance en la microestructura del material
en la concentración de tensión en las
proximidades de la punta de muesca. Según los
resultados obtenidos en pruebas experimentales
que realizan obtienen buena aproximación del
efecto del tamaño de la muesca en la resistencia
a la fractura de hojas de diferentes tipos de
papel.
Louhghalam, Igusa, Park, Choi & Kim
(2011) presentan un modelo que se acopla
numéricamente al método del elemento finito
para determinar los esfuerzos en las esquinas de
aberturas rectangulares en placas sometidas a
flexión. Por otro lado Sharma, Panchal & Patel
(2011) analizan una placa ortotrópica infinita
con un orificio circular sometido a una presión
interna utilizando el método de Mushkhelisvili,
encontrando que la orientación de las fibras y la
secuencia de apilado tienen un efecto
significativo sobre la distribución de esfuerzos
alrededor del orificio.
Mientras que Sharma (2011) determina la
concentración de esfuerzos utilizando el método
de Mushkhelisvili alrededor de recortes
circulares, elípticos y triangulares en placas
infinitas de materiales compuestos laminados
que soportan cargas biaxiales arbitrarias.
La concentración de esfuerzos es uno de
los factores que contribuyen a reducir la vida de
un componente mecánico sometido a fatiga
(Khalil Abada, Pasinia & Cecereb, 2012).
Dharmin, Khushbu & Chetan (2012) presentan
una revisión de las investigaciones que se han
realizado sobre el tema de análisis de esfuerzos
en placas infinitas con recortes. Un gran
número de técnicas analíticas, numéricas y
experimentales están disponibles para reducir el
factor de concentración de esfuerzos alrededor
de distintas discontinuidades. Se han reportado
diferentes formas para determinar el factor de
concentración de esfuerzos en placas planas
compuestas de diferentes materiales bajo
distintas condiciones de carga (Nagpal, Jain &
Sanyal, 2012).
En general, la concentración máxima de
esfuerzos para placas de anchura finita con
barreno central bajo carga axial estática siempre
se produce en la periferia del barreno, además,
el factor de concentración de esfuerzos es
máximo en la punta del barreno es decir,
perpendicular a la carga (Nagpal, Sanyal &
Jain, 2013). Mohan Kumar, Rajest, Yogesh &
Yeshaswini (2013) analizan la concentración de
esfuerzos en placas planas con agujeros
circulares, triangulares y rectangulares,
estudiando la variación de la concentración de
esfuerzos debido al cambio de geometría del
agujero. Por su parte, Henrique, Tácito &
Moreno (2013) realizan un análisis por
elementos finitos para predecir el factor de
concentración de esfuerzos elasto-plastico para
una aleación de acero 1020.
119
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Se sugiere el uso de muescas de forma
elíptica modificada debido a que ocasiona una
menor concentración de esfuerzos en
comparación con muescas semicirculares y
ranuras, la relación de los ejes menor y mayor
de la elipse debe estar entre 0,3 y 0,4 (Ahsan,
Prachurja, Ali & Mamun, 2013). Por otro lado,
Momcilovic, Motok & Maneski (2013) realizan
un análisis del factor de concentración de
esfuerzos en la esquina de una abertura en una
placa rectangular con pequeños radios de
curvatura, utilizando métodos analíticos,
experimentales y de elementos finitos,
realizando una comparación entre los tres
métodos.
Ortega, Garcia, Rocha & Guzmán (2013)
muestran la forma de obtener las curvas de
concentración de esfuerzos con la ayuda del
software ANSYS®. Los factores de
concentración de esfuerzos determinados son
graficados en forma adimensional, obteniendo
curvas de concentradores de esfuerzos. El
método de mínimos cuadrados es utilizado para
ajustar los datos de éstas curvas a ecuaciones
polinómicas de sexto grado con un valor de R2
entre 0.9987 y 1.
Darwisha, Tashtoushb & Gharaibehb
(2013) estudian el factor de concentración de
esfuerzos en el plano (SCF) en agujeros de los
remaches avellanados en placas laminadas
ortotrópicos bajo carga de tensión uniaxial. El
análisis de elementos finitos se realiza
utilizando el software ANSYS®. El efecto de
varios parámetros geométricos y materiales
como el espesor de la placa, el radio de vástago
recto, ángulo de avellanado, profundidad
avellanado, ancho de placa, y los ángulos de
capas de laminado de SCF son investigados.
Basándose en los resultados, se encontró que
los valores de la SCF obtenidos por medio de la
ecuación formulada son dentro de 7% de la de
los elementos finitos (FE) resultados para 96%
de las carreras y que el error global máximo es
menos de 14%.
Ou, Lu, Cui & Lin (2013) muestran un
enfoque de optimización de forma para
minimizar la concentración de esfuerzos y los
picos ocasionados por la presión de contacto. El
enfoque que realizan se centra en modificar
directamente la forma de las capas cercanas a la
región donde la concentración de esfuerzos es
medida mediante los esfuerzos de Von Mises y
la superficie de contacto mide la presión de
contacto. Para evaluar el enfoque propuesto, se
presentan tres casos de estudio, los resultados
obtenidos muestran que la optimización de
forma desarrollada es especialmente aplicable
al diseño y análisis de sistemas multi-cuerpo
donde la concentración de esfuerzos límite y
distribución de la presión de contacto son una
consideración importante.
Liu & Tang (2015) presentan un análisis
detallado sobre la concentración de esfuerzos
en materiales compuestos reforzados con fibras
unidireccionales con muescas. Debido a la
formación de la división longitudinal en las
puntas de muesca a lo largo de la dirección de
la fibra, las concentraciones extremadamente
altas de estrés por delante de la punta de
muesca podrían reducirse drásticamente para
materiales compuestos bajo tensión remota. Se
examina la incapacidad del método de
degradación propiedad del material
ampliamente utilizado para redistribuir con
precisión las tensiones locales en las puntas de
muesca.
El objetivo del presente trabajo es
analizar la concentración de esfuerzos en una
placa plana con dos barrenos centrados y
sometida a una carga de tensión axial.
120
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Se realizan un total de 125 simulaciones
en un software de elemento finito con el
objetivo de encontrar el esfuerzo máximo que
soporta la placa y posteriormente determinar el
factor de concentración de esfuerzos, los
resultados obtenidos son graficados para las
relaciones de W/D de 1.2, 1.5, 2, 2.5 y 3 en
función de la relación s/D, finalmente a los
valores obtenidos se les aplica el método de
mínimos cuadrados para obtener ecuaciones
que permitan predecir el factor de
concentración de esfuerzos para el caso de
estudio analizado.
Método del elemento finito
Son muchas las facetas de la ingeniería en las
que se precisa determinar la distribución de
esfuerzos y deformaciones en un continuo
elástico (Zienkiewicz, 1982). En general, se
acepta que los métodos de análisis numérico en
ingeniería y ciencias aplicadas se clasifican en
tres grandes categorías: diferencias finitas,
elementos finitos y elementos de contorno
(Cerrolaza, 2006).
El análisis mediante Elementos Finitos
(Finite Element Analysis, FEA) ha tenido un
gran impulso desde el advenimiento de la era de
las computadoras. Esto ha permitido la creación
de múltiples plataformas para implementar la
teoría de los elementos finitos, de los cuales
Ansys es un ejemplo particular (Roa Garzón &
Garzón Alvarado, 2002)
El elemento finito es un método numérico
que se utiliza para la modelación y simulación
de problemas en muchos campos de la
ingeniería, tales como: análisis estructural,
transferencia de calor, mecánica de fluidos,
electricidad y magnetismo o la combinación de
los mismos.
El término "elemento finito", expresa la
idea de que el objeto de estudio puede dividirse
en un determinado número de elementos, con
un modelo matemático definido que puede
representarse en un arreglo matricial cuya
solución se obtiene aplicando las reglas básicas
del álgebra lineal a través de un programa de
computación (Córdova Aquino & De Dios
Domínguez, 2007)
Existen dos acercamientos generales
asociados al entendimiento y aplicación del
método de elemento finito. El primer
acercamiento, es llamado el método de fuerza o
flexibilidad, el cual se basa en el uso de fuerzas
internas como las incógnitas del problema. Para
la obtención de las ecuaciones gobernantes,
tienen que emplearse primero las ecuaciones de
equilibrio. Después es necesario introducir
ecuaciones adicionales generadas por las
ecuaciones de compatibilidad. El resultado es el
arreglo de ecuaciones algebraicas redundantes
que determinan las fuerzas internas
desconocidas. El segundo acercamiento del
método, es el método de desplazamiento, o
método de rigidez, el cual asume el
desplazamiento de nodos como las incógnitas
del problema (Pérez Mitre, 2004).
Fonseca Lopes (2011) menciona que
independientemente de la naturaleza física del
problema, el análisis del mismo mediante el
Método del Elemento Finito sigue los
siguientes pasos:
Definición del problema y su dominio.
Discretización del dominio.
Identificación de la(s) variable(s) de
estado.
Formulación del problema.
Establecimiento de los sistemas de
referencia.

121
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Construcción de las funciones de
aproximación de los elementos.
Determinación de las ecuaciones a
nivel de cada elemento.
Transformación de coordenadas.
Ensamblaje de las ecuaciones de los
elementos.
Introducción de las condiciones de
contorno.
Solución del conjunto de ecuaciones
simultáneas resultante.
Interpretación de los resultados.
En el presente trabajo para realizar los
análisis en ANSYS® se utiliza un elemento
cuadrilátero de ocho nodos. La Figura 1
muestra un esquema del elemento cuadrilátero
de ocho nodos.
Figura 1 Esquema del elemento cuadrilátero de 8 modos
Las Ecuaciones (1) a (8) son las funciones
de forma de los nodos del elemento de la Figura
1 en término de las coordenadas locales.
1
1 1 14
iN (1)
1
1 1 14
jN (2)
1
1 1 14
kN (3)
1
1 1 14
lN (4)
211 1
2mN (5)
211 1
2nN (6)
211 1
2oN (7)
211 1
2pN (8)
Las derivadas parciales de las
coordenadas globales en términos de las
coordenadas locales se presentan en las
Ecuaciones (9) a (12).
ji k li j k l
pm n om n o p
NN N Nxx x x x
NN N Nx x x x
(9)
ji k li j k l
pm n om n o p
NN N Nxx x x x
NN N Nx x x x
(10)
ji k li j k l
pm n om n o p
NN N Nyy y y y
NN N Ny y y y
(11)

122
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
ji k li j k l
pm n om n o p
NN N Nyy y y y
NN N Ny y y y
(12)
Las derivadas parciales de las funciones
de forma (Ecuaciones 1 a 8) con respecto a las
coordenadas locales se presentan en las
Ecuaciones (13) a (28).
1
1 24
iN
(13)
1
1 24
iN
(14)
1
1 24
jN
(15)
1
1 24
jN
(16)
1
1 24
kN
(17)
1
1 24
kN
(18)
1
1 24
lN
(19)
1
1 24
lN
(20)
1mN
(21)
211
4
mN
(22)
211
2
nN
(23)
1nN
(24)
1oN
(25)
211
2
oN
(26)
211
2
pN
(27)
1pN
(28)
Las Ecuaciones (29) y (30) son las
derivadas parciales de las funciones de forma
con respecto a las coordenadas globales.
... ...... 1 i p i pi pN NN y y
x J
(29)
... ... ...1i p i p i pN N Nx x
y J
(30)
El jacobiano J está definido por la
Ecuación (31).
x y x yJ
(31)
La matriz de deformación es definida por
la Ecuación (32), mientras que la matriz de
función de forma se define por la Ecuación
(33).
0 0 ... 0
0 0 ... 0
...
j pi
j pi
j j p pi i
N NN
x x x
N NNB
x x x
N N N NN N
x x x x x x
(32)

123
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
0 0 ... 0
0 0 ... 0
i j p
i j p
N N NN
N N N
(33)
Para determinar la matriz de rigidez se
utiliza la cuadratura de Gauss-Legendre. La
matriz de rigidez de cada elemento está definida
por la Ecuación (34).
11 12 21 22
e e e e eK K K K K (34)
Donde
2
11 1 1 1 1 1 1 1, , ,e TK tH J B DB
(35)
12 1 2 1 2 1 2 1 2, , ,e TK tH H J B DB (36)
21 2 1 2 1 2 1 2 1, , ,e TK tH H J B DB (37)
2
22 2 2 2 2 2 2 2, , ,e TK tH J B DB (38)
Las Ecuaciones (1) a (38) definen a un
elemento cuadrado con ocho nodos.
Concentración de esfuerzos
La mayor parte de las piezas de maquinaria
reales tendrán secciones transversales variables.
Por ejemplo, las flechas a menudo se escalonan
en diámetros distintos, a fin de aceptar
cojinetes, engranes, poleas, etc. Una flecha
puede tener ranuras para chavetas circulares, o
para anillos, o tener cuñeros u orificios para la
sujeción de otras piezas. Los pernos están
roscados con cabezas mayores que su vástago.
Cualquier de estos cambios en la geometría de
la sección transversal puede causar
concentraciones de esfuerzos localizados
(Norton, 1999).
El análisis de las formas geométricas para
determinar los factores de concentración de
esfuerzos se convierte en un problema difícil y
no se encuentran muchas soluciones.
La mayoría de los concentradores de
esfuerzos se determina por medio de técnicas
experimentales. Aunque se ha manejado el
método del elemento finito, el hecho de que los
elementos son, en efecto, finitos, impide
encontrar el esfuerzo máximo real. Por lo
general, en las aproximaciones experimentales
se incluye la fotoelasticidad, métodos de malla,
métodos de recubrimiento frágil y métodos
eléctricos con medidores de deformación
(Budynas & Keith Nisbett, 2008).
Mott (2006) menciona que hay que usar
siempre factores de concentracion de esfuerzos
al analizar elementos bajo carga de fatiga,
porque las grietas de fatiga suelen iniciarse
cerca de los puntos de gran esfuerzo local de
tensión.
Metodología
El caso de estudio planteado consistente en
estudiar la concentración de esfuerzos en una
placa plana con dos barrenos alineados y
centrados la cual soporta carga axial, se utiliza
el software de elemento finito ANSYS®, para
realizar el modelado en dicho software se
utiliza un elemento de cuadrado de ocho nodos,
de los cuales cuatro nodos corresponden a cada
una de las esquinas del cuadrilátero y los otros
cuatro nodos son nodos intermedios. El
elemento más adecuado para realizar dicho
análisis es por tanto el elemento Solid 8 node
183. Se utiliza este elemento debido a que es un
cuadrilátero con nodos intermedios en las
aristas, por lo que tiende a deformarse y
acoplarse fácilmente durante el mallado en una
sección curva. Éste elemento es configurado
para trabajar como un elemento en esfuerzo
plano con espesor. En la elaboración de las
simulaciones se utiliza un material isotrópico,
al cual se le asignan las propiedades del acero al
bajo carbón, modulo elástico de 210 GPa, razón
de Poisson de 0.28.
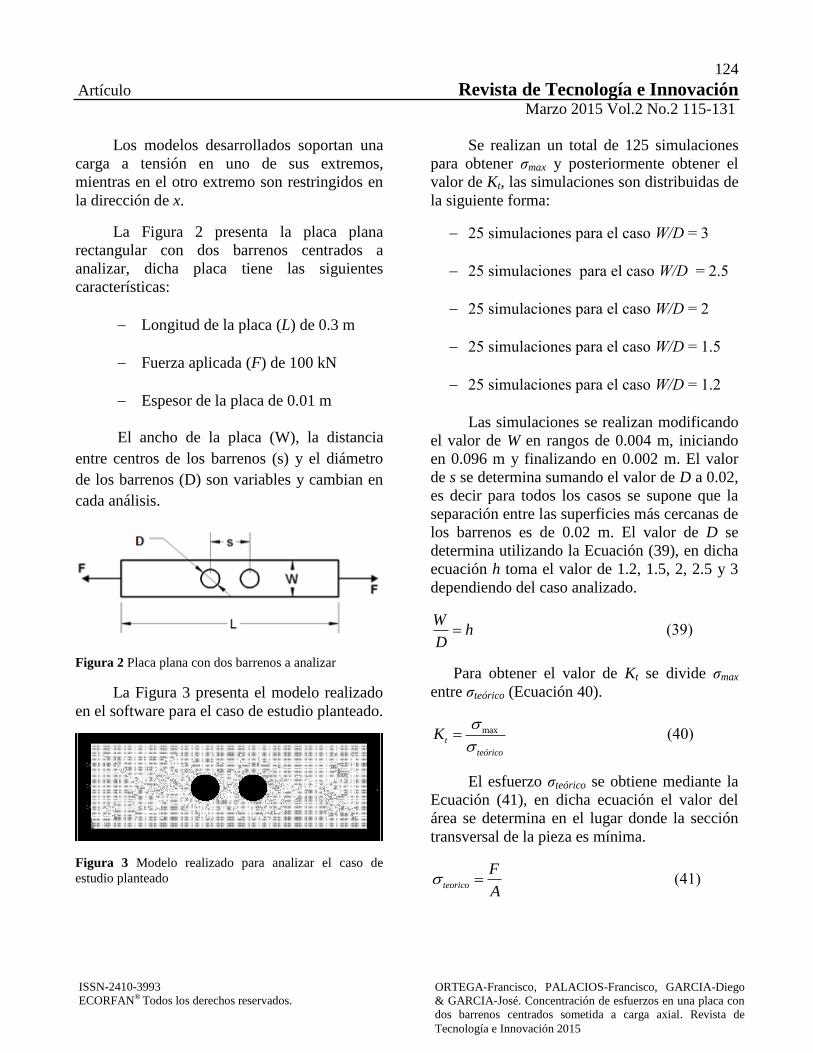
124
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Los modelos desarrollados soportan una
carga a tensión en uno de sus extremos,
mientras en el otro extremo son restringidos en
la dirección de x.
La Figura 2 presenta la placa plana
rectangular con dos barrenos centrados a
analizar, dicha placa tiene las siguientes
características:
Longitud de la placa (L) de 0.3 m
Fuerza aplicada (F) de 100 kN
Espesor de la placa de 0.01 m
El ancho de la placa (W), la distancia
entre centros de los barrenos (s) y el diámetro
de los barrenos (D) son variables y cambian en
cada análisis.
Figura 2 Placa plana con dos barrenos a analizar
La Figura 3 presenta el modelo realizado
en el software para el caso de estudio planteado.
Figura 3 Modelo realizado para analizar el caso de
estudio planteado
Se realizan un total de 125 simulaciones
para obtener σmax y posteriormente obtener el
valor de Kt, las simulaciones son distribuidas de
la siguiente forma:
25 simulaciones para el caso W/D = 3
25 simulaciones para el caso W/D = 2.5
25 simulaciones para el caso W/D = 2
25 simulaciones para el caso W/D = 1.5
25 simulaciones para el caso W/D = 1.2
Las simulaciones se realizan modificando
el valor de W en rangos de 0.004 m, iniciando
en 0.096 m y finalizando en 0.002 m. El valor
de s se determina sumando el valor de D a 0.02,
es decir para todos los casos se supone que la
separación entre las superficies más cercanas de
los barrenos es de 0.02 m. El valor de D se
determina utilizando la Ecuación (39), en dicha
ecuación h toma el valor de 1.2, 1.5, 2, 2.5 y 3
dependiendo del caso analizado.
Wh
D (39)
Para obtener el valor de Kt se divide σmax
entre σteórico (Ecuación 40).
maxt
teórico
K
(40)
El esfuerzo σteórico se obtiene mediante la
Ecuación (41), en dicha ecuación el valor del
área se determina en el lugar donde la sección
transversal de la pieza es mínima.
teorico
F
A (41)
125
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Resultados
Los valores de Kt obtenidos para las cinco
relaciones de W/D planteadas se grafican en
función de la relación adimensional S/D, la
gráfica obtenida se presenta en la Figura 4.
Figura 4 Gráfica del factor de concentración de
esfuerzos para una placa plana con dos barrenos sometida
a carga axial
A los valores de Kt obtenidos para las
relaciones W/D de 1.2, 1.5, 2, 2.5 y 3 los cuales
se muestran gráficamente en la Figura 4 se les
aplica el método me mínimos cuadrados para
obtener un conjunto de ecuaciones lineales
(Ecuaciones 42 a 46), un conjunto de
ecuaciones exponenciales (Ecuaciones 47 a 51),
un conjunto de ecuaciones polinomiales de
segundo grado (Ecuaciones 52 a 56) y
finalmente un conjunto ecuaciones
polinomiales de sexto grado (Ecuaciones 57 a
58).
La Figura 5 muestra gráficamente las
líneas obtenidas para la regresión lineal
mediante el método de mínimos cuadrados y las
Ecuaciones (42) a (46) representan las
ecuaciones lineales obtenidas para el caso de
estudio analizado.
Figura 5 Gráfica de regresión lineal obtenida mediante el
método de mínimos cuadrados
La Ecuación (42) es la ecuación lineal
para W/D=1.2 y tiene un valor de R² = 0.9354.
0.5136 2.3942t
sK
D
(42)
La Ecuación (43) es la ecuación lineal
para W/D=1.5 y tiene un valor de R² = 0.925.
0.4846 2.3325t
sK
D
(43)
La Ecuación (44) es la ecuación lineal
para W/D=2 y tiene un valor de R² = 0.9183.
0.3691 2.2392t
sK
D
(44)
La Ecuación (45) es la ecuación lineal
para W/D=2.5 y tiene un valor de R² = 0.8835.
0.2241 2.1555t
sK
D
(45)
La Ecuación (46) es la ecuación lineal
para W/D=3 y tiene un valor de R² = 0.8884.
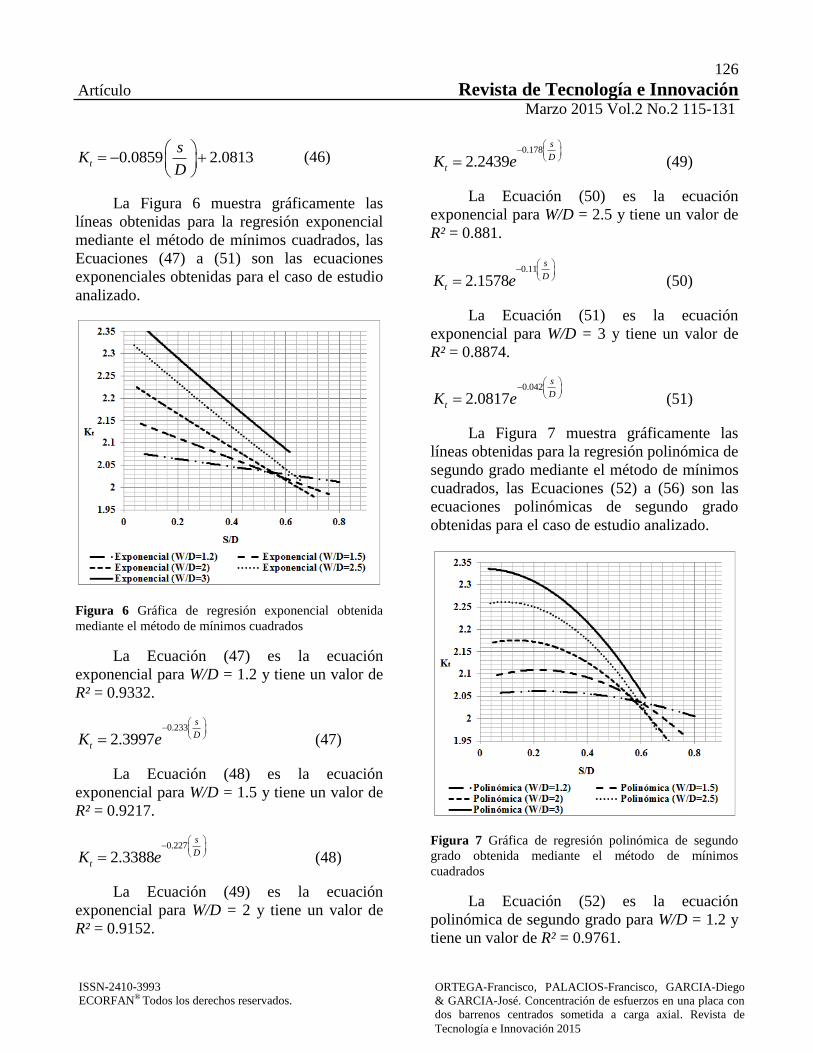
126
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
0.0859 2.0813t
sK
D
(46)
La Figura 6 muestra gráficamente las
líneas obtenidas para la regresión exponencial
mediante el método de mínimos cuadrados, las
Ecuaciones (47) a (51) son las ecuaciones
exponenciales obtenidas para el caso de estudio
analizado.
Figura 6 Gráfica de regresión exponencial obtenida
mediante el método de mínimos cuadrados
La Ecuación (47) es la ecuación
exponencial para W/D = 1.2 y tiene un valor de
R² = 0.9332.
0.233
2.3997
s
D
tK e
(47)
La Ecuación (48) es la ecuación
exponencial para W/D = 1.5 y tiene un valor de
R² = 0.9217.
0.227
2.3388
s
D
tK e
(48)
La Ecuación (49) es la ecuación
exponencial para W/D = 2 y tiene un valor de
R² = 0.9152.
0.178
2.2439
s
D
tK e
(49)
La Ecuación (50) es la ecuación
exponencial para W/D = 2.5 y tiene un valor de
R² = 0.881.
0.11
2.1578
s
D
tK e
(50)
La Ecuación (51) es la ecuación
exponencial para W/D = 3 y tiene un valor de
R² = 0.8874.
0.042
2.0817
s
D
tK e
(51)
La Figura 7 muestra gráficamente las
líneas obtenidas para la regresión polinómica de
segundo grado mediante el método de mínimos
cuadrados, las Ecuaciones (52) a (56) son las
ecuaciones polinómicas de segundo grado
obtenidas para el caso de estudio analizado.
Figura 7 Gráfica de regresión polinómica de segundo
grado obtenida mediante el método de mínimos
cuadrados
La Ecuación (52) es la ecuación
polinómica de segundo grado para W/D = 1.2 y
tiene un valor de R² = 0.9761.
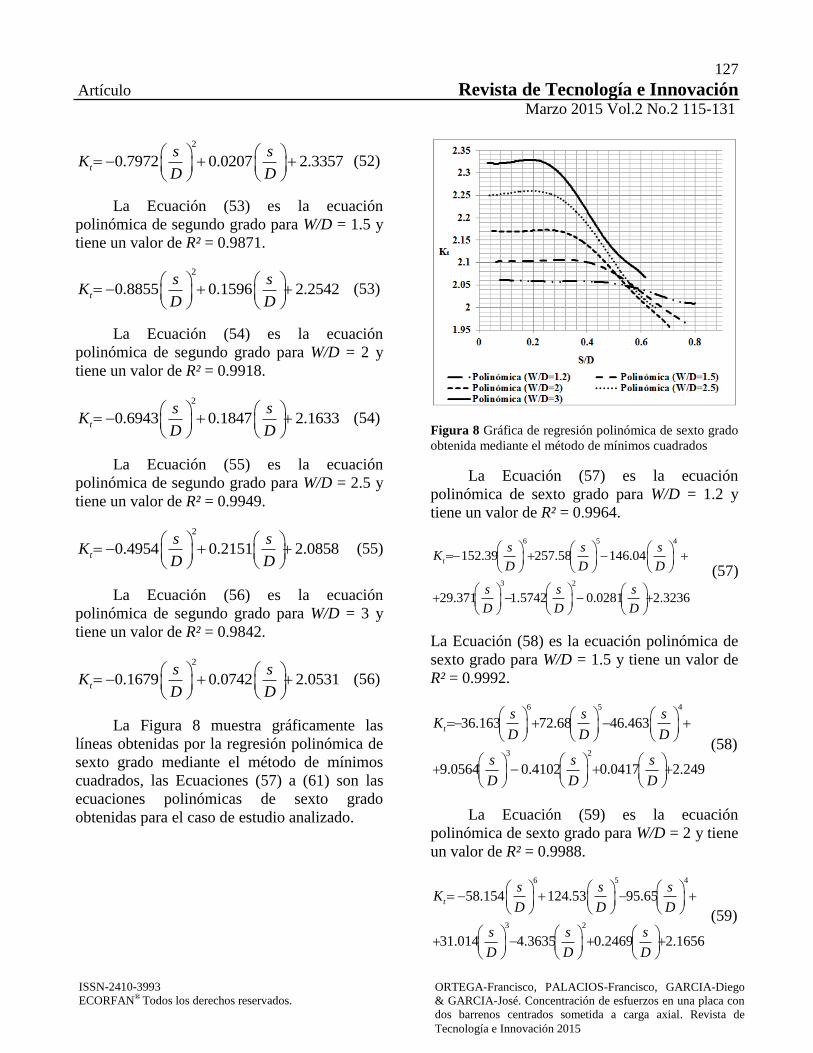
127
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
2
0.7972 0.0207 2.3357t
s sK
D D
(52)
La Ecuación (53) es la ecuación
polinómica de segundo grado para W/D = 1.5 y
tiene un valor de R² = 0.9871.
2
0.8855 0.1596 2.2542t
s sK
D D
(53)
La Ecuación (54) es la ecuación
polinómica de segundo grado para W/D = 2 y
tiene un valor de R² = 0.9918.
2
0.6943 0.1847 2.1633t
s sK
D D
(54)
La Ecuación (55) es la ecuación
polinómica de segundo grado para W/D = 2.5 y
tiene un valor de R² = 0.9949.
2
0.4954 0.2151 2.0858t
s sK
D D
(55)
La Ecuación (56) es la ecuación
polinómica de segundo grado para W/D = 3 y
tiene un valor de R² = 0.9842.
2
0.1679 0.0742 2.0531t
s sK
D D
(56)
La Figura 8 muestra gráficamente las
líneas obtenidas por la regresión polinómica de
sexto grado mediante el método de mínimos
cuadrados, las Ecuaciones (57) a (61) son las
ecuaciones polinómicas de sexto grado
obtenidas para el caso de estudio analizado.
Figura 8 Gráfica de regresión polinómica de sexto grado
obtenida mediante el método de mínimos cuadrados
La Ecuación (57) es la ecuación
polinómica de sexto grado para W/D = 1.2 y
tiene un valor de R² = 0.9964.
6 5 4
3 2
152.39 257.58 146.04
29.371 1.5742 0.0281 2.3236
t
s s sK
D D D
s s s
D D D
(57)
La Ecuación (58) es la ecuación polinómica de
sexto grado para W/D = 1.5 y tiene un valor de
R² = 0.9992.
6 5 4
3 2
36.163 72.68 46.463
9.0564 0.4102 0.0417 2.249
t
s s sK
D D D
s s s
D D D
(58)
La Ecuación (59) es la ecuación
polinómica de sexto grado para W/D = 2 y tiene
un valor de R² = 0.9988.
6 5 4
3 2
58.154 124.53 95.65
31.014 4.3635 0.2469 2.1656
t
s s sK
D D D
s s s
D D D
(59)

128
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
La Ecuación (60) es la ecuación
polinómica de sexto grado para W/D = 2.5 y
tiene un valor de R² = 0.9997.
6 5 4
3 2
22.527 59.696 58.529
25.902 5.4764 0.537 2.0842
t
s s sK
D D D
s s s
D D D
(60)
La Ecuación (61) es la ecuación
polinómica de sexto grado para W/D = 3 y tiene
un valor de R² = 0.9984.
6 5 4
3 2
0.0486 4.7388 9.1404
5.9017 1.5939 0.1628 2.0557
t
s s sK
D D D
s s s
D D D
(61)
Conclusiones
Los resultados obtenidos muestran que el
factor de concentración de esfuerzos disminuye
mientras aumenta la relación s/D, al mismo
tiempo el factor de concentración de esfuerzos
disminuye cuando la relación W/D también
disminuye.
Las ecuaciones lineales obtenidas
mediante el método de mínimos cuadrados no
proporcionan una buena aproximación debido a
que los valores de R2 varian entre 0.9354 y
0.8835 por tanto no se ajustan adecuadamente a
los valores obtenidos, no se recomienda utilizar
estas ecuaciones, solamente si se desea obtener
una rápida aproximación de los valores de
esfuerzos que soporta la pieza.
Por su parte las ecuaciones exponenciales
obtenidas tampoco tienen una buena
aproximación a los valores del factor de
concentración de esfuerzos obtenidos. Los
valores de R2 varian entre 0.9332 y 0.8810, por
tanto tampoco es recomendable la utilización de
estas ecuaciones para predecir el factor de
concentración de esfuerzos.
Las ecuaciones polinómicas de segundo
grado obtenidas se ajuntan bien a los valores
del factor de concentración de esfuerzos
calculados. Los valores de R2 para estas
ecuaciones varian entre 0.9761 y 0.9949, por
tanto, estas ecuaciones proporcionan valores
confiables del factor de concentración de
esfuerzos para la pieza mecánica bajo estudio.
Por su parte las ecuaciones polinómicas
de sexto grado determinadas se ajustan
fuertemente a los valores del factor de
concentración de esfuerzos obtenidos. Dichas
ecuaciones tienen un valor de R2 que varia entre
0.9964 y 0.9997 por tanto los valores del factor
de concentración de esfuerzos para el caso de
estudio analizado pueden ser determinados por
dichas ecuaciones ya que los valores obtenidos
se ajustan fuertemente a los datos calculados
con la ayuda del software de elemento finito.
Referencias
Ahsan R. U., Prachurja P., Ali A. R. M. &
Mamun M. A. H. (2013). Determination of
effect of elliptic notches and grooves on stress
concentration factors on notched bar in tension
and grooved shaft under torsion. Journal of
Naval Architecture and Marine Engineering.
10(1). pp. 25-32.
Balankin A., Susarrey O., Mora Santos C.,
Patiño J., Yoguez A., & García E. (2011).
Stress concentration and size effect in fracture
of notched heterogeneous material. Physical
review E statistical, nonlinear, and soft matter
physics. 83(1).
Bambill D. V., Susca A., Laura P. A. & Maíz S.
(2005). Concentración de tensiones en placa
ortótropa sometida a esfuerzo biaxial, Mecánica
Computacional. 24(1). pp. 2675-2694.
129
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Budynas R. G. & Keith Nisbett G. (2008).
Diseño en ingeniería mecánica de Shigley.
McGrawHill.
Cerrolaza M. (2006). El metodo de los
elementos finitos para ingenieria y ciencias
aplicadas: teoría y programas. Universidad
Central de Venezuela, Consejo de desarrollo
científico y humanístico.
Darwisha F.,Tashtoushb G. & Gharaibehb M.
(2013). Stress concentration analysis for
countersunk rivet holes in orthotropic plates.
European Journal of Mechanics - A/Solids.
37(1). pp. 69-78.
Dharmin P., Khushbu P. & Chetan J. (2012). A
Review on Stress Analysis of an Infinite Plate
with Cut-outs‖, International Journal of
Scientific and Research Publications. 2(11). pp.
1-7.
Da Fonseca Lopes Z. A. (2011) El método de
los elementos finitos: una introducción.
Universidad Rafael Urdaneta, Fondo Editorial
Biblioteca.
Domínguez P. N., Santos R. D., Robles S. I. &
Ortega N. F. (2006). Concentración de
tensiones en piezas de materiales compuestos.
Mecánica Computacional. 25(1). pp. 537-548.
Gómez F. J., Elices M., Berto F. & Lazzarin P.
(2008). A generalised notch stress intensity
factor for U-notched components loaded under
mixed mode. Engineering Fracture
Mechanics. 75(1). pp. 4819–4833.
Henrique S., Tácito A. & Moreno M. E. (2013).
Stress concentration factor calculation for a
notched specimen under elasto-plastic loading.
22nd International Congress of Mechanical
Engineering (COBEM 2013). pp. 7761-7769.
Khalil Abada E. M., Pasinia D. & Cecereb R.
(2012). Shape optimization of stress
concentration-free lattice for self-expandable
Nitinol stent-grafts. Journal of Biomechanics.
45(6). pp. 1028–1035.
Liu G. & Tang K. (2015). Study on stress
concentration in notched cross-ply laminates
under tensile loading. Journal of composite
materials. Journal of Composite Materials.
Louhghalam A., Igusa T., Park C., Choi S. &
Kim K. (2011). Analysis of stress
concentrations in plates with rectangular
openings by a combined conformal mapping –
Finite element approach. International Journal
of Solids and Structures. 48(1). pp 1991-2004.
Maíz S., Rossi R. E., Laura P. A. & Bambill D.
V. (2004). Efectos de la ortotropía sobre el
factor de concentración de tensiones: extensión
del problema de kirsch. Mecánica
Computacional. 23(1). pp. 673-692.
Martínez J. E., Carrera J. & Ferrer L. A. (2006).
Análisis experimental y numérico de esfuerzos
en placas con orificio circular bajo el gradiente
de carga lineal. Ingeniería mecánica, tecnología
y desarrollo. 2(2).
Méndez J. I. & Torres J. I. (2006).
Concentración de esfuerzo en una placa de
material ortotrópico con una abertura elíptica.
Congreso iberoamericano de metalurgia y
materiales, Habana Cuba.
Mohan Kumar M., Rajest S., Yogesh H. &
Yeshaswini B. R. (2013). Study on the effect of
stress concentration on cutout orientation of
plates with various cutouts and bluntness‖,
International Journal of Modern Engineering
Research. 3(3). pp. 1295-1303.
130
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Momcilovic N., Motok M. & Maneski T.
(2013). Stress concentration on the contour of a
plate opening: analytical, numerical and
experimental approach. Journal of theoretical
and applied mechanics. 51(4). pp. 1003-1012.
Monroy H. A. & Godoy L. A. (2006). Un
sistema computacional para la simulación de
interacción de defectos estructurales. Mecánica
computacional. 25(1), pp. 1-9.
Mott R. L. (2006). Diseño de elementos de
máquinas. Pearson Education.
Nagpal S., Jain N. & Sanyal S. (2012). Stress
Concentration and Its Mitigation Techniques in
Flat Plate with Singularities - A Critical
Review. Engineering journal. 16(1).
Nagpal S., Sanyal S. & Jain N. K. (2013).
Analysis and mitigation of stress concentration
factor of a rectangular isotropic and orthotropic
plate with central circular hole subjected to in-
plane static loading by design optimization.
International Journal of Innovative Research in
Science, Engineering and Technology IJIRSET.
2(6). pp. 2903-2913.
Noda N. A. & Takase Y. (2006). Stress
concentration formula useful for all notch shape
in a round bar (comparison between torsion,
tension and bending). International Journal of
Fatigue. 28(1). pp. 151-163.
Norton R. L. (1999). Diseño de Máquinas.
Prentice Hall.
Osorio A., Rodríguez D., Gámez B. & Ojeda D.
(2010). Análisis numérico de una placa para
fijación de fracturas de radio distal utilizando el
método de elementos finitos, Ingeniería UC.
17(1). pp. 28-36.
Ortega F. J., Garcia J. M., Rocha G. y Guzmán
A. (2013). Análisis de esfuerzos en placas
planas sometidas a carga axial‖, Memorias del
XIX Congreso Internacional Anual de la
SOMIM. pp. 478-487.
Ou H., Lu B., Cui Z. S., Lin C. (2013). A direct
shape optimization approach for contact
problems with boundary stress concentration.
Journal of Mechanical Science and
Technology. 27(9), pp 2751-2759.
Peñaranda M., Pedroza J. B. & Méndez J. I.
(2007). Determinación del factor teórico de
concentración de esfuerzo de una placa infinita
con doble agujero. 8 Congreso Iberoamericano
de Ingeniería Mecánica, Cusco Perú.
Pérez Mitre A. J. (2004). Análisis y
optimización con interacción de Dummy, de la
carrocería del automóvil “Tubolare SAND
CAR” de Tecnoidea SA de CV, en impacto
frontal empleando el método de elementos
finitos en ALGOR FEA, mediante la simulación
de eventos mecánicos. (Tesis de licenciatura,
Universidad de las Américas Puebla).
Recuperado de
http://catarina.udlap.mx/u_dl_a/tales/document
os/lim/jimenez_p_a/portada.html
Roa Garzón M. A. & Garzón Alvarado D. A.
(2002). Introducción al modelamiento por
elementos finitos con Ansys. Departamento de
Ingeniería Mecánica y Mecatrónica, Facultad
de Ingeniería, Universidad Nacional de
Colombia.
Roldan F. & Bastidas U. (2002). Estudio
experimental y por análisis de elementos finitos
del factor de concentrador de esfuerzo
producido por un agujero en una placa plana.
Dyna. 69(137). pp. 1-8.
Sánchez M. (2006). Factor teórico de
concentración de esfuerzos en placas
anisotrópicas. Departamento de Ingeniería
Mecánica, UNEXPO Vicerrectorado Puerto
Ordaz, Venezuela.
Sharma D. S. (2011). Stress Concentration
around Circular/Elliptical/Triangular Cutouts in
Infinite Composite Plate. Proceedings of the
World Congress on Engineering. 3(1).
131
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 115-131
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, PALACIOS-Francisco, GARCIA-Diego
& GARCIA-José. Concentración de esfuerzos en una placa con
dos barrenos centrados sometida a carga axial. Revista de
Tecnología e Innovación 2015
Sharma D. S., Panchal B. & Patel C. (2011). A
General Solution for the Stresses around
Internally Pressurized Circular hole in
Symmetric Laminates. International
Conference on Current Trends in Technology
(NUiCONE–2011). pp. 1-5.
Sonmez F. O. (2009). Optimal shape design of
shoulder fillets for flat and round bars under
various loadings‖, Journal of mechanical
engineering science. 223(1). pp. 1741-1754.
Susca A., Bambill D. V., Laura P. A. & Rossi
R. E. (2006). Factor de concentración de
tensiones en el entorno de un orificio
rectangular presente en una placa ortótropa.
Mecánica computacional. 25(1). pp. 411-427.
Susca A., Bambill D. V. & Rossit C. A. (2007).
Análisis de la concentración de tensiones en
placas ortótropas con orificio circular sometidas
simultáneamente a cargas normales y
tangenciales. Mecánica computacional. 26(1).
pp. 386-405.
Zheng M. & Niemi E. (1997). Analysis of the
stress concentration factor for a shallow notch
by the slip-line field method. International
Journal of Fatigue, Vol. 19, No. 3, pp. 191-
194, 1997.
Zienkiewicz O. C. (1982). El método de los
elementos finitos. Editorial Reverte.

132
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
Efecto del fluido de trabajo en la eficiencia térmica de una turbina de gas con una
etapa de compresión y dos de expansión
ORTEGA-Francisco†, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo
Instituto Tecnológico Superior de Irapuato. Carretera Irapuato Silao km 12.5 C. P. 36821 Irapuato, Gto.
Recibido 2 de Enero, 2015; Aceptado5 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
En el presente trabajo se analiza el efecto que tiene
el fluido de trabajo en la eficiencia térmica, el
trabajo neto y el trabajo de retroceso en una turbina
de gas formada por un compresor, dos turbinas, un
regenerador y un recalentador. En el caso de estudio
planteado se utiliza como fluido de trabajo aire,
nitrógeno, dióxido de carbono y oxígeno. Se
desarrolla un modelo matemático de 30 ecuaciones
termodinámicas utilizando el método de calores
específicos variables. El modelo matemático es
resuelto numéricamente para cada uno de los fluidos
de trabajo considerados, los resultados obtenidos
son graficados en función de la relación de presión
del compresor. Las gráficas obtenidas muestran que
el fluido de trabajo ideal que se debe utilizar para el
caso de estudio planteado es el nitrógeno debido a
que presenta la mayor eficiencia térmica y el mayor
trabajo neto a una menor relación de presión en
comparación con el oxígeno y el dióxido de
carbono. Se observa también que no existe alguna
diferencia significativa en los valores máximos de la
eficiencia térmica y el trabajo neto si se utiliza aire
en lugar de nitrógeno como fluido de trabajo.
Turbina, gas, eficiencia
Abstract
This paper present the effect of the working fluid in
the thermal efficiency, the net work and back work
ratio, in a gas turbine with a compressor, two
turbines, a regenerator and a reheated is analyzed.
For this study case, air, nitrogen, carbon dioxide and
oxygen are used as the working fluid. Variable
specific heat method is used to develop a
mathematical model; this model consists of 30
thermodynamic equations.
The mathematical model is solved numerically for
each of the considered working fluids; the results
are plotted as a function of the compressor pressure
ratio. The graphs obtained show that the ideal
working fluid used for the study case raised is
nitrogen because it has the highest thermal
efficiency and the highest net work, with a lower
pressure ratio compared with oxygen and carbon
dioxide. It is also noted that there is no significant
difference in the maximum values of thermal
efficiency and net work if air is used instead of
nitrogen as the working fluid.
Turbine, gas, efficiency
___________________________________________________________________________________________________
Citación: ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto del fluido de trabajo en la
eficiencia térmica de una turbina de gas con una etapa de compresión y dos de expansión. Revista de Tecnología e
Innovación 2015, 2-2:132-142
_________________________________________________________________________________________________
________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
133
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Nomenclatura
La nomenclatura utilizada en el presente trabajo
se muestra a continuación.
Variable
h Entalpia
P Presión
q Calor
r Relación de presión
s Entropía
T Temperatura
w Trabajo
Símbolos griegos
ε Eficacia del regenerador
Eficiencia térmica
Subíndices
c Compresor
en Calor que entra al ciclo
neto Trabajo neto del ciclo
ret Trabajo de retroceso del ciclo
t1 Turbina 1
t2 Turbina 2
te Eficiencia térmica del ciclo
1 Estado termodinámico 1
2 Estado termodinámico 2
3 Estado termodinámico 3
4 Estado termodinámico 4
5 Estado termodinámico 5
6 Estado termodinámico 6
7 Estado termodinámico 7
8 Estado termodinámico 8
2r Estado termodinámico 2r
3r Estado termodinámico 3r
5r Estado termodinámico 5r
7r Estado termodinámico 7r
12 Proceso termodinámico de 1 a 2
12r Proceso termodinámico de 1 a 2r
2r3 Proceso termodinámico de 2r a 3
2r3r Proceso termodinámico de 2r a 3r
3r4 Proceso termodinámico de 3r a 4
45 Proceso termodinámico de 4 a 5
45r Proceso termodinámico de 4 a 5r
5r6 Proceso termodinámico de 5r a 6
67 Proceso termodinámico de 6 a 7
67r Proceso termodinámico de 6 a 7r
Introducción
La turbina de gas es uno de los equipos más
utilizados para la generación de energía debido
a la gran potencia que produce en comparación
con otras fuentes de generación de energía. Las
principales ventajas de las turbinas de gas
respecto a otros equipos generadores de energía
como son las turbinas de vapor son: menos
dispositivos auxiliares, instalaciones más
compactas, relación peso potencia más
pequeña, por otro lado, sobre los motores de
émbolo se tienen como ventajas: menos peso
por caballos producidos, problemas de
refrigeración más simple y menos piezas en
movimiento (Moran y Shapiro, 2006), pero las
turbinas de gas como cualquier equipo térmico
tiene pérdidas irreversibles en la producción de
trabajo, dichas pérdidas son disminuidas
significativamente si se utilizan los calores
residuales presentes en el funcionamiento de los
equipos térmicos (Fushimi, Zárate, Díaz de
Quintana, Moreda, Fernández y Hall, 2007).
Existen diversos factores que influyen en
la eficiencia térmica y el trabajo neto producido
en una turbina de gas. Las variaciones en los
valores de eficiencia energética y exergética
están ligadas a las diferentes configuraciones
del proceso y la potencia generada por el ciclo
(Murillo y Montalvo, 2012). Capella y Vásquez
(2000) realizan un estudio basado en la
influencia que sobre las turbinas de gas tiene el
flujo másico que pasa a través de los alabes y la
temperatura de entrada del aire al compresor y
al rotor, analizando el efecto que dichos
parámetros tienen en la eficiencia y la potencia
de salida de una turbina de gas.
Una de las principales aplicaciones de las
turbinas de gas es en la generación de energía
eléctrica, la implementación de este equipo en
las centrales térmicas ha permitido aumentar su
eficiencia y de esta manera incrementar la
generación de energía eléctrica.
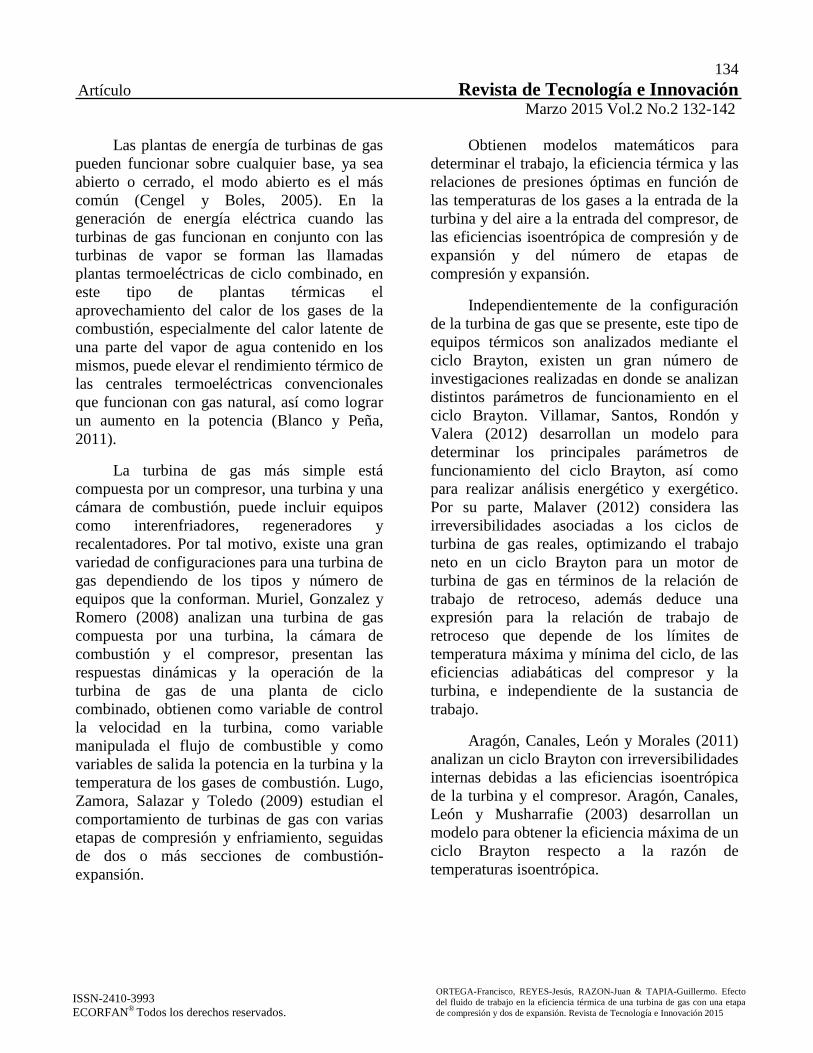
134
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Las plantas de energía de turbinas de gas
pueden funcionar sobre cualquier base, ya sea
abierto o cerrado, el modo abierto es el más
común (Cengel y Boles, 2005). En la
generación de energía eléctrica cuando las
turbinas de gas funcionan en conjunto con las
turbinas de vapor se forman las llamadas
plantas termoeléctricas de ciclo combinado, en
este tipo de plantas térmicas el
aprovechamiento del calor de los gases de la
combustión, especialmente del calor latente de
una parte del vapor de agua contenido en los
mismos, puede elevar el rendimiento térmico de
las centrales termoeléctricas convencionales
que funcionan con gas natural, así como lograr
un aumento en la potencia (Blanco y Peña,
2011).
La turbina de gas más simple está
compuesta por un compresor, una turbina y una
cámara de combustión, puede incluir equipos
como interenfriadores, regeneradores y
recalentadores. Por tal motivo, existe una gran
variedad de configuraciones para una turbina de
gas dependiendo de los tipos y número de
equipos que la conforman. Muriel, Gonzalez y
Romero (2008) analizan una turbina de gas
compuesta por una turbina, la cámara de
combustión y el compresor, presentan las
respuestas dinámicas y la operación de la
turbina de gas de una planta de ciclo
combinado, obtienen como variable de control
la velocidad en la turbina, como variable
manipulada el flujo de combustible y como
variables de salida la potencia en la turbina y la
temperatura de los gases de combustión. Lugo,
Zamora, Salazar y Toledo (2009) estudian el
comportamiento de turbinas de gas con varias
etapas de compresión y enfriamiento, seguidas
de dos o más secciones de combustión-
expansión.
Obtienen modelos matemáticos para
determinar el trabajo, la eficiencia térmica y las
relaciones de presiones óptimas en función de
las temperaturas de los gases a la entrada de la
turbina y del aire a la entrada del compresor, de
las eficiencias isoentrópica de compresión y de
expansión y del número de etapas de
compresión y expansión.
Independientemente de la configuración
de la turbina de gas que se presente, este tipo de
equipos térmicos son analizados mediante el
ciclo Brayton, existen un gran número de
investigaciones realizadas en donde se analizan
distintos parámetros de funcionamiento en el
ciclo Brayton. Villamar, Santos, Rondón y
Valera (2012) desarrollan un modelo para
determinar los principales parámetros de
funcionamiento del ciclo Brayton, así como
para realizar análisis energético y exergético.
Por su parte, Malaver (2012) considera las
irreversibilidades asociadas a los ciclos de
turbina de gas reales, optimizando el trabajo
neto en un ciclo Brayton para un motor de
turbina de gas en términos de la relación de
trabajo de retroceso, además deduce una
expresión para la relación de trabajo de
retroceso que depende de los límites de
temperatura máxima y mínima del ciclo, de las
eficiencias adiabáticas del compresor y la
turbina, e independiente de la sustancia de
trabajo.
Aragón, Canales, León y Morales (2011)
analizan un ciclo Brayton con irreversibilidades
internas debidas a las eficiencias isoentrópica
de la turbina y el compresor. Aragón, Canales,
León y Musharrafie (2003) desarrollan un
modelo para obtener la eficiencia máxima de un
ciclo Brayton respecto a la razón de
temperaturas isoentrópica.
135
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Zhang, Ou, Lin y Cheny (2006)
desarrollan un modelo que proporciona
condiciones para obtener un mejor ciclo cuando
un intercambiador de calor puede acoplarse
como regenerador. Aragón (2013) analiza un
ciclo Brayton con irreversibilidades internas y
externas, optimiza el trabajo adimensional con
respecto a la razón de asignación de los
intercambiadores de calor y a la razón de
temperaturas isoentrópica, obtiene una
correlación entre la eficacia óptima de los lados
fríos y calientes de los intercambiadores de
calor. Alfaro, Gallegos, Riesco, Elizalde y
Mendoza (2012) muestran el desempeño
termodinámico de un ciclo de potencia
considerando tres tipos de combustibles, gas
natural, diésel y bioetanol, los autores comentan
que el tener diferentes tipos de combustibles los
cuales pueden ser suministrados a la cámara de
combustión impacta en la temperatura de
entrada a la turbina, induciendo cambios en la
potencia de salida y la eficiencia. Malaver
(2010) estudia la relación que existe entre las
temperaturas, la relación de trabajo de retroceso
y el trabajo neto en el ciclo Brayton, los
resultados obtenidos permiten deducir que el
valor máximo que alcanza la relación de trabajo
de retroceso depende de los límites de
temperatura máxima y mínima impuestos en el
ciclo Brayton.
Herrera, Rosillo y Castaño (2008)
realizan una optimización de máxima potencia
y mínima generación de entropía sobre un
modelo totalmente realista de un ciclo Brayton
(máquinas irreversibles, flujos disipativos,
transmisiones de calor a gradientes de
temperatura finitos, fugas de calor,
desaprovechamiento de efluentes, restricciones
en caídas de presión y tamaño de
intercambiadores).
A manera de ejemplo presentan un caso
de estudio donde determinan los conjuntos de
valores optimizantes para las funciones
objetivo, se analiza la influencia de las fugas y
del nivel de aprovechamiento de la exergía de
los efluentes sobre estos conjuntos y sobre el
comportamiento general del sistema.
Cengel y Boles (2005) comentan que una
idealización usada en el estudio de las plantas
de energía de turbinas de gas es utilizar un
análisis de aire estándar. En el análisis de aire
estándar se plantean siempre dos hipótesis:
El fluido de trabajo es aire, el cual se
comporta como un gas ideal.
El aumento de la temperatura que
debería ser provocado por la
combustión es realizado por una
transferencia de calor desde una fuente
externa.
Con un análisis de aire estándar se evita
las complejidades del proceso de combustión y
el cambio de composición durante la
combustión. El análisis de aire estándar
simplifica considerablemente el estudio de una
planta de energía de turbinas de gas. Sin
embargo, esto sólo puede proporcionar indicios
cualitativos de rendimiento de la planta de
energía (Cengel y Boles ,2005).
En el presente trabajo se analiza el efecto
que tiene el fluido de trabajo en la eficiencia
térmica, el trabajo neto y el trabajo de retroceso
de una turbina de gas que funciona bajo el ciclo
Brayton. La turbina de gas analizada está
formada por un compresor, dos turbinas, una
cámara de combustión, un regenerador y un
recalentador. El análisis se realiza utilizando
como fluidos de trabajo nitrógeno, aire, dióxido
de carbono y oxígeno, los cuales son modelados
como gases ideales.
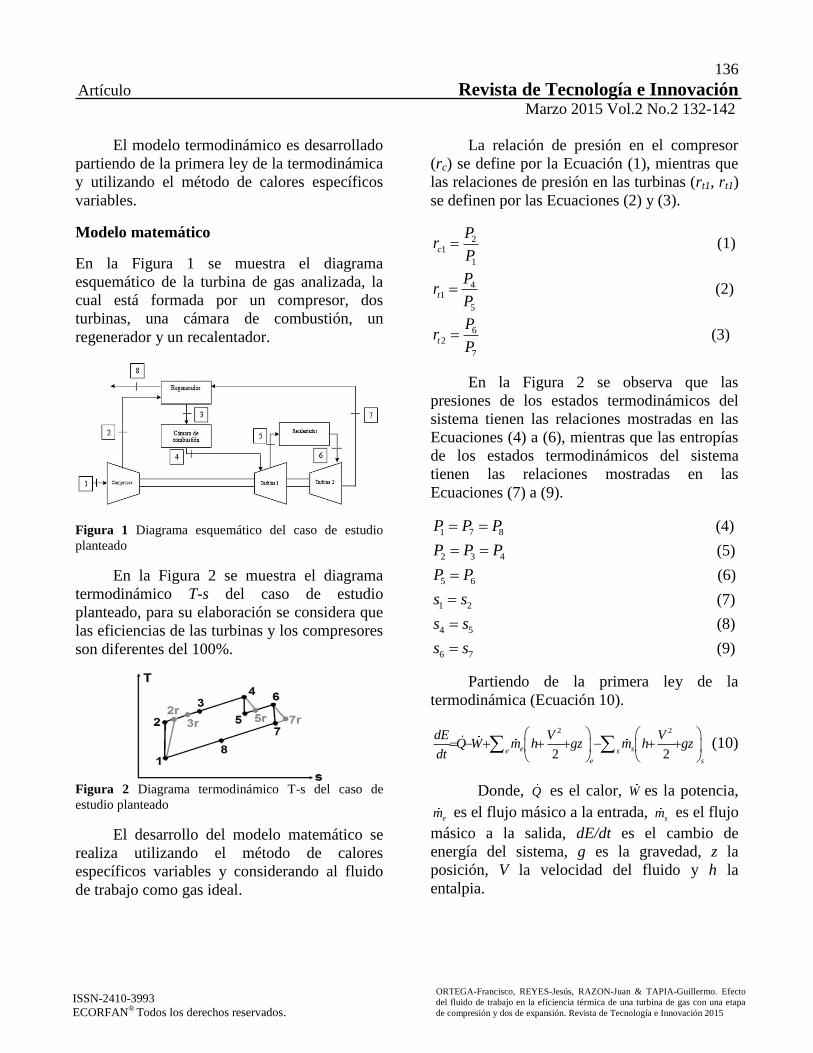
136
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
El modelo termodinámico es desarrollado
partiendo de la primera ley de la termodinámica
y utilizando el método de calores específicos
variables.
Modelo matemático
En la Figura 1 se muestra el diagrama
esquemático de la turbina de gas analizada, la
cual está formada por un compresor, dos
turbinas, una cámara de combustión, un
regenerador y un recalentador.
Figura 1 Diagrama esquemático del caso de estudio
planteado
En la Figura 2 se muestra el diagrama
termodinámico T-s del caso de estudio
planteado, para su elaboración se considera que
las eficiencias de las turbinas y los compresores
son diferentes del 100%.
Figura 2 Diagrama termodinámico T-s del caso de
estudio planteado
El desarrollo del modelo matemático se
realiza utilizando el método de calores
específicos variables y considerando al fluido
de trabajo como gas ideal.
La relación de presión en el compresor
(rc) se define por la Ecuación (1), mientras que
las relaciones de presión en las turbinas (rt1, rt1)
se definen por las Ecuaciones (2) y (3).
21
1
c
Pr
P (1)
41
5
t
Pr
P (2)
62
7
t
Pr
P (3)
En la Figura 2 se observa que las
presiones de los estados termodinámicos del
sistema tienen las relaciones mostradas en las
Ecuaciones (4) a (6), mientras que las entropías
de los estados termodinámicos del sistema
tienen las relaciones mostradas en las
Ecuaciones (7) a (9).
1 7 8P P P (4)
2 3 4P P P (5)
5 6P P (6)
1 2s s (7)
4 5s s (8)
6 7s s (9)
Partiendo de la primera ley de la
termodinámica (Ecuación 10).
2 2
2 2e se s
e s
dE V VQ W m h gz m h gz
dt
(10)
Donde, Q es el calor, W es la potencia,
em es el flujo másico a la entrada, sm es el flujo
másico a la salida, dE/dt es el cambio de
energía del sistema, g es la gravedad, z la
posición, V la velocidad del fluido y h la
entalpia.

137
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Partiendo de la Ecuacion (10) y
considerando un análisis en estado estacionario,
despreciando las energías cinética y potencial
de todos los equipos del sistema, además de
despreciar la transferencia de calor en el
compresor y las turbinas, así como el trabajo en
la cámara de combustión, el recalentador y el
regenerador. Los trabajos en el sistema se
definen por las Ecuaciones (11) a (16) y los
calores en el sistema se definen por las
Ecuaciones (17) a (20). La Ecuación (11) define
el trabajo isoentrópico del compresor, la
Ecuación (12) determina el trabajo real del
compresor, la Ecuación (13) define el trabajo
isoentrópico de la turbina 1 y la Ecuación (14)
determina el trabajo isoentrópico de la turbina
2, mientras que el trabajo real de la turbina 1 se
determina por la Ecuación (15) y el trabajo real
de la turbina 2 se define por la Ecuación (16).
w h h 12 2 1 (11)
r rw h h 12 2 1 (12)
w h h 45 4 5 (13)
w h h 67 6 7 (14)
r rw h h 45 4 5 (15)
r rw h h 67 6 7 (16)
La Ecuación (17) define el calor en la
cámara de combustión, la Ecuación (18) define
el calor en el recalentador, la Ecuación (19)
determina el calor regenerado máximo y el
calor regenerado real es definido por la
Ecuación (20).
r rq h h 3 4 4 3 (17)
r rq h h 5 6 6 5 (18)
r rq h h 2 3 3 2 (19)
r r r rq h h 2 3 3 2 (20)
La eficiencia del compresor es definida
por la Ecuación (21). Las eficiencias de las
turbinas son determinadas por las Ecuaciones
(22) y (23). Por su parte la eficacia del
regenerador se determina por la Ecuación (24).
2 112
12 2 1
c
r r
h hw
w h h
(21)
4 545
1
45 4 5
rrt
h hw
w h h
(22)
6 767
2
67 6 7
rrt
h hw
w h h
(23)
2 3 3 2
2 3 3 2
r r r r
r r
q h h
q h h
(24)
El trabajo total del compresor se
determina por la Ecuación (25), la Ecuación
(26) permite determinar el trabajo total de las
turbinas y la Ecuación (27) determina el calor
total que entra al sistema.
c r rw w h h 12 2 1 (25)
t r r r rw w w h h h h 45 67 4 5 6 7 (26)
en r r r rq q q h h h h 3 4 5 6 4 3 6 5 (27)
El trabajo neto del sistema se calcula por
la Ecuación (28). El trabajo del retroceso del
sistema es definido por la Ecuación (29).
Finalmente la Ecuación (30) determina la
eficiencia térmica del ciclo.
neto t cw w w (28)
cret
t
ww
w (29)
netote
en
w
q (30)
Las Ecuaciones (1) a (30) determinan el
modelo matemático desarrollado para el caso de
estudio analizado.
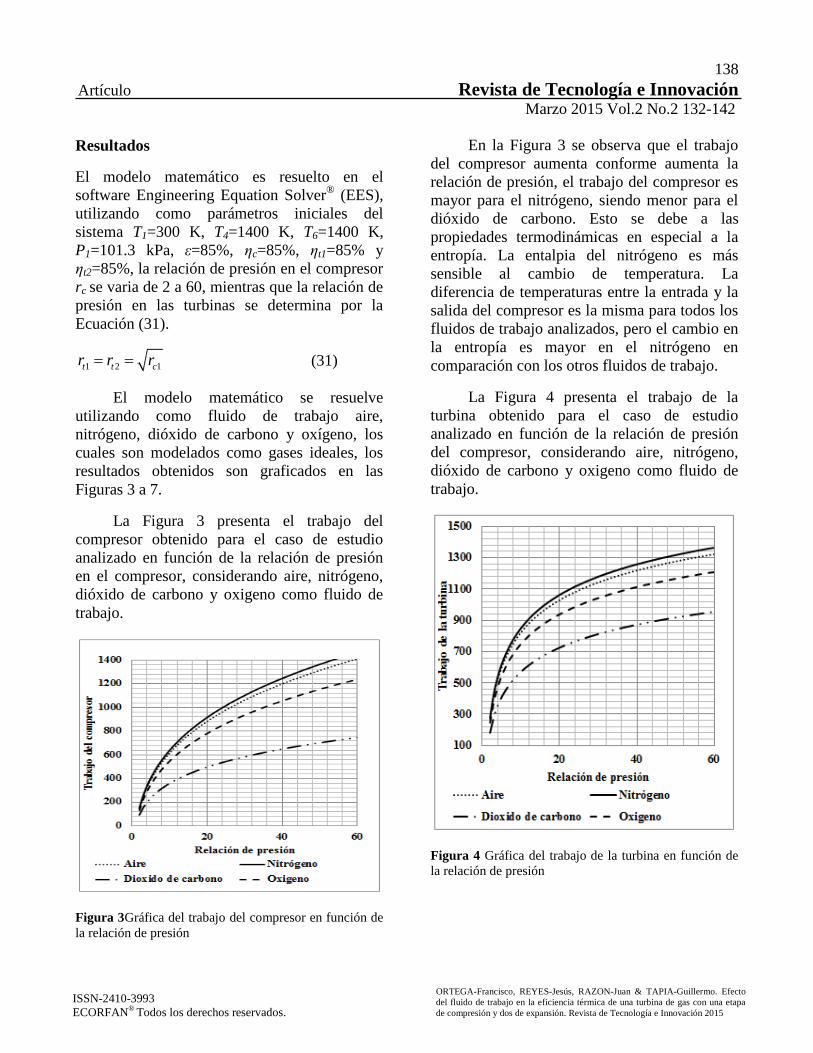
138
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Resultados
El modelo matemático es resuelto en el
software Engineering Equation Solver® (EES),
utilizando como parámetros iniciales del
sistema T1=300 K, T4=1400 K, T6=1400 K,
P1=101.3 kPa, ε=85%, ηc=85%, ηt1=85% y
ηt2=85%, la relación de presión en el compresor
rc se varia de 2 a 60, mientras que la relación de
presión en las turbinas se determina por la
Ecuación (31).
1 2 1t t cr r r (31)
El modelo matemático se resuelve
utilizando como fluido de trabajo aire,
nitrógeno, dióxido de carbono y oxígeno, los
cuales son modelados como gases ideales, los
resultados obtenidos son graficados en las
Figuras 3 a 7.
La Figura 3 presenta el trabajo del
compresor obtenido para el caso de estudio
analizado en función de la relación de presión
en el compresor, considerando aire, nitrógeno,
dióxido de carbono y oxigeno como fluido de
trabajo.
Figura 3Gráfica del trabajo del compresor en función de
la relación de presión
En la Figura 3 se observa que el trabajo
del compresor aumenta conforme aumenta la
relación de presión, el trabajo del compresor es
mayor para el nitrógeno, siendo menor para el
dióxido de carbono. Esto se debe a las
propiedades termodinámicas en especial a la
entropía. La entalpia del nitrógeno es más
sensible al cambio de temperatura. La
diferencia de temperaturas entre la entrada y la
salida del compresor es la misma para todos los
fluidos de trabajo analizados, pero el cambio en
la entropía es mayor en el nitrógeno en
comparación con los otros fluidos de trabajo.
La Figura 4 presenta el trabajo de la
turbina obtenido para el caso de estudio
analizado en función de la relación de presión
del compresor, considerando aire, nitrógeno,
dióxido de carbono y oxigeno como fluido de
trabajo.
Figura 4 Gráfica del trabajo de la turbina en función de
la relación de presión
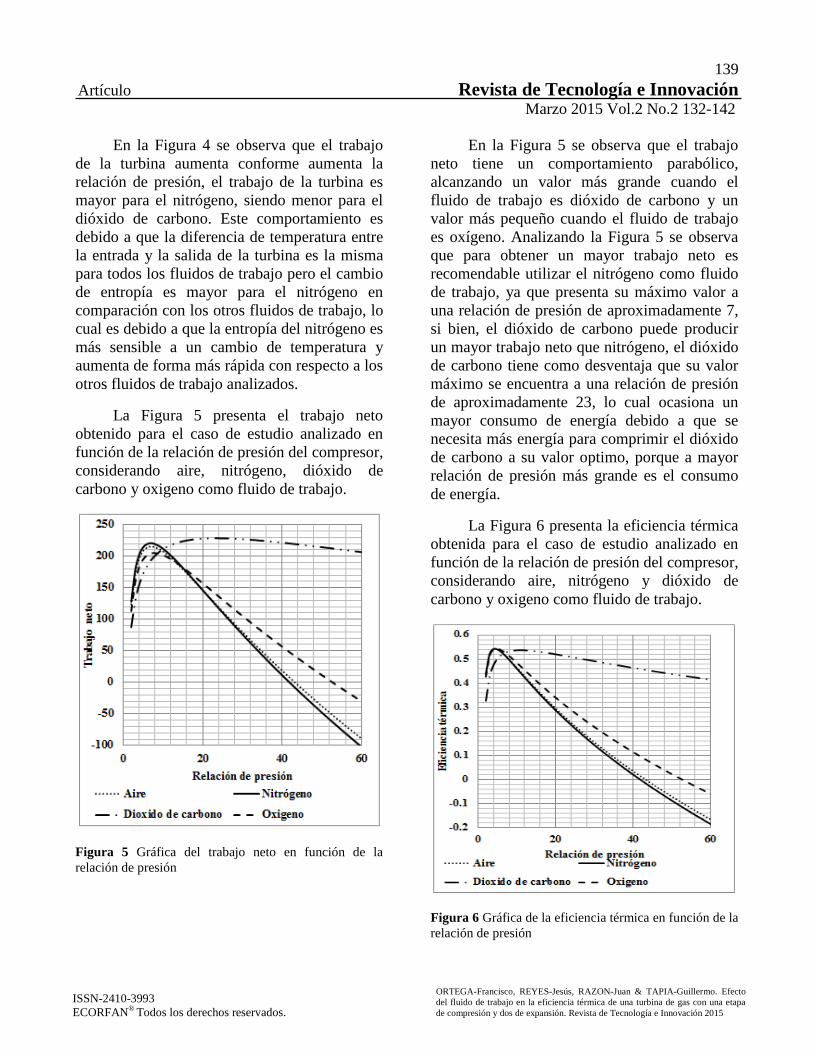
139
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
En la Figura 4 se observa que el trabajo
de la turbina aumenta conforme aumenta la
relación de presión, el trabajo de la turbina es
mayor para el nitrógeno, siendo menor para el
dióxido de carbono. Este comportamiento es
debido a que la diferencia de temperatura entre
la entrada y la salida de la turbina es la misma
para todos los fluidos de trabajo pero el cambio
de entropía es mayor para el nitrógeno en
comparación con los otros fluidos de trabajo, lo
cual es debido a que la entropía del nitrógeno es
más sensible a un cambio de temperatura y
aumenta de forma más rápida con respecto a los
otros fluidos de trabajo analizados.
La Figura 5 presenta el trabajo neto
obtenido para el caso de estudio analizado en
función de la relación de presión del compresor,
considerando aire, nitrógeno, dióxido de
carbono y oxigeno como fluido de trabajo.
Figura 5 Gráfica del trabajo neto en función de la
relación de presión
En la Figura 5 se observa que el trabajo
neto tiene un comportamiento parabólico,
alcanzando un valor más grande cuando el
fluido de trabajo es dióxido de carbono y un
valor más pequeño cuando el fluido de trabajo
es oxígeno. Analizando la Figura 5 se observa
que para obtener un mayor trabajo neto es
recomendable utilizar el nitrógeno como fluido
de trabajo, ya que presenta su máximo valor a
una relación de presión de aproximadamente 7,
si bien, el dióxido de carbono puede producir
un mayor trabajo neto que nitrógeno, el dióxido
de carbono tiene como desventaja que su valor
máximo se encuentra a una relación de presión
de aproximadamente 23, lo cual ocasiona un
mayor consumo de energía debido a que se
necesita más energía para comprimir el dióxido
de carbono a su valor optimo, porque a mayor
relación de presión más grande es el consumo
de energía.
La Figura 6 presenta la eficiencia térmica
obtenida para el caso de estudio analizado en
función de la relación de presión del compresor,
considerando aire, nitrógeno y dióxido de
carbono y oxigeno como fluido de trabajo.
Figura 6 Gráfica de la eficiencia térmica en función de la
relación de presión
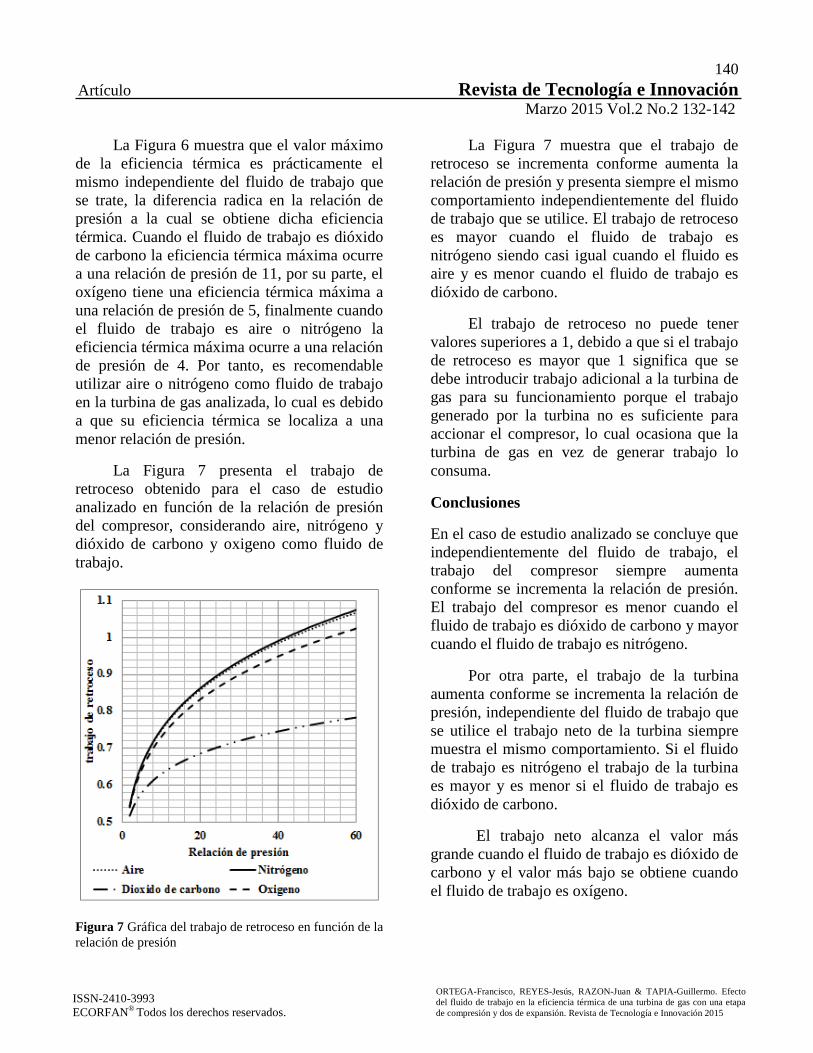
140
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
La Figura 6 muestra que el valor máximo
de la eficiencia térmica es prácticamente el
mismo independiente del fluido de trabajo que
se trate, la diferencia radica en la relación de
presión a la cual se obtiene dicha eficiencia
térmica. Cuando el fluido de trabajo es dióxido
de carbono la eficiencia térmica máxima ocurre
a una relación de presión de 11, por su parte, el
oxígeno tiene una eficiencia térmica máxima a
una relación de presión de 5, finalmente cuando
el fluido de trabajo es aire o nitrógeno la
eficiencia térmica máxima ocurre a una relación
de presión de 4. Por tanto, es recomendable
utilizar aire o nitrógeno como fluido de trabajo
en la turbina de gas analizada, lo cual es debido
a que su eficiencia térmica se localiza a una
menor relación de presión.
La Figura 7 presenta el trabajo de
retroceso obtenido para el caso de estudio
analizado en función de la relación de presión
del compresor, considerando aire, nitrógeno y
dióxido de carbono y oxigeno como fluido de
trabajo.
Figura 7 Gráfica del trabajo de retroceso en función de la
relación de presión
La Figura 7 muestra que el trabajo de
retroceso se incrementa conforme aumenta la
relación de presión y presenta siempre el mismo
comportamiento independientemente del fluido
de trabajo que se utilice. El trabajo de retroceso
es mayor cuando el fluido de trabajo es
nitrógeno siendo casi igual cuando el fluido es
aire y es menor cuando el fluido de trabajo es
dióxido de carbono.
El trabajo de retroceso no puede tener
valores superiores a 1, debido a que si el trabajo
de retroceso es mayor que 1 significa que se
debe introducir trabajo adicional a la turbina de
gas para su funcionamiento porque el trabajo
generado por la turbina no es suficiente para
accionar el compresor, lo cual ocasiona que la
turbina de gas en vez de generar trabajo lo
consuma.
Conclusiones
En el caso de estudio analizado se concluye que
independientemente del fluido de trabajo, el
trabajo del compresor siempre aumenta
conforme se incrementa la relación de presión.
El trabajo del compresor es menor cuando el
fluido de trabajo es dióxido de carbono y mayor
cuando el fluido de trabajo es nitrógeno.
Por otra parte, el trabajo de la turbina
aumenta conforme se incrementa la relación de
presión, independiente del fluido de trabajo que
se utilice el trabajo neto de la turbina siempre
muestra el mismo comportamiento. Si el fluido
de trabajo es nitrógeno el trabajo de la turbina
es mayor y es menor si el fluido de trabajo es
dióxido de carbono.
El trabajo neto alcanza el valor más
grande cuando el fluido de trabajo es dióxido de
carbono y el valor más bajo se obtiene cuando
el fluido de trabajo es oxígeno.
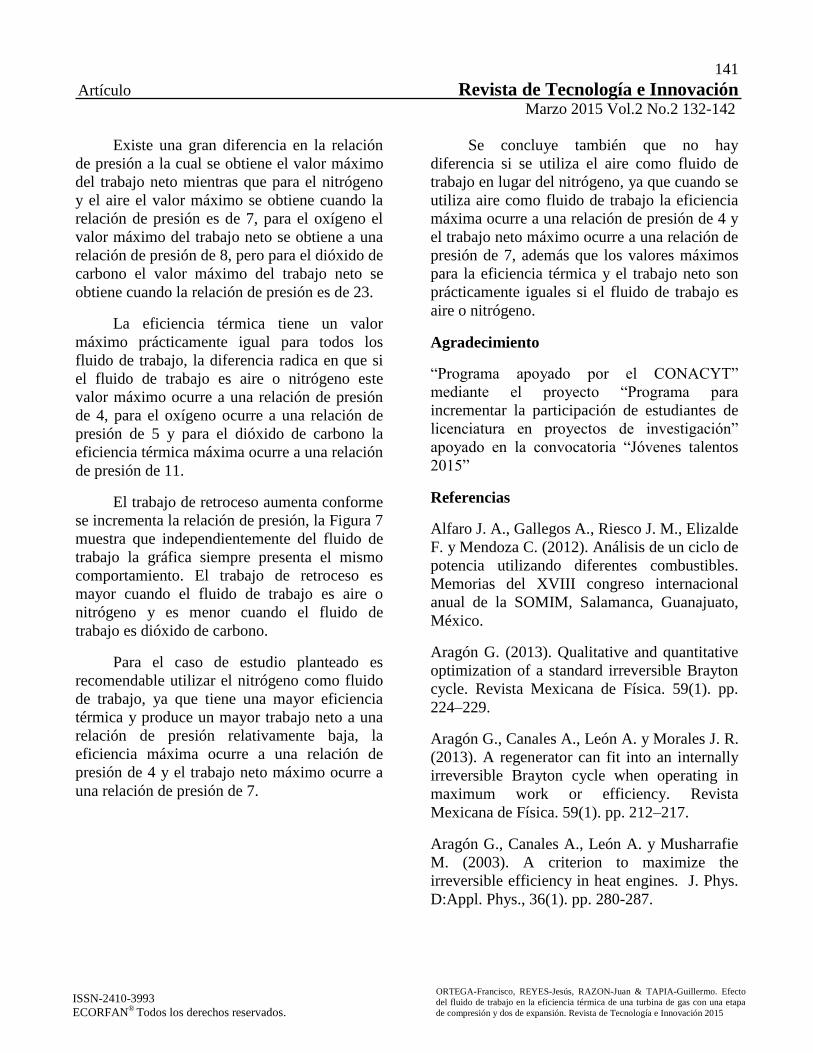
141
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Existe una gran diferencia en la relación
de presión a la cual se obtiene el valor máximo
del trabajo neto mientras que para el nitrógeno
y el aire el valor máximo se obtiene cuando la
relación de presión es de 7, para el oxígeno el
valor máximo del trabajo neto se obtiene a una
relación de presión de 8, pero para el dióxido de
carbono el valor máximo del trabajo neto se
obtiene cuando la relación de presión es de 23.
La eficiencia térmica tiene un valor
máximo prácticamente igual para todos los
fluido de trabajo, la diferencia radica en que si
el fluido de trabajo es aire o nitrógeno este
valor máximo ocurre a una relación de presión
de 4, para el oxígeno ocurre a una relación de
presión de 5 y para el dióxido de carbono la
eficiencia térmica máxima ocurre a una relación
de presión de 11.
El trabajo de retroceso aumenta conforme
se incrementa la relación de presión, la Figura 7
muestra que independientemente del fluido de
trabajo la gráfica siempre presenta el mismo
comportamiento. El trabajo de retroceso es
mayor cuando el fluido de trabajo es aire o
nitrógeno y es menor cuando el fluido de
trabajo es dióxido de carbono.
Para el caso de estudio planteado es
recomendable utilizar el nitrógeno como fluido
de trabajo, ya que tiene una mayor eficiencia
térmica y produce un mayor trabajo neto a una
relación de presión relativamente baja, la
eficiencia máxima ocurre a una relación de
presión de 4 y el trabajo neto máximo ocurre a
una relación de presión de 7.
Se concluye también que no hay
diferencia si se utiliza el aire como fluido de
trabajo en lugar del nitrógeno, ya que cuando se
utiliza aire como fluido de trabajo la eficiencia
máxima ocurre a una relación de presión de 4 y
el trabajo neto máximo ocurre a una relación de
presión de 7, además que los valores máximos
para la eficiencia térmica y el trabajo neto son
prácticamente iguales si el fluido de trabajo es
aire o nitrógeno.
Agradecimiento
―Programa apoyado por el CONACYT‖
mediante el proyecto ―Programa para
incrementar la participación de estudiantes de
licenciatura en proyectos de investigación‖
apoyado en la convocatoria ―Jóvenes talentos
2015‖
Referencias
Alfaro J. A., Gallegos A., Riesco J. M., Elizalde
F. y Mendoza C. (2012). Análisis de un ciclo de
potencia utilizando diferentes combustibles.
Memorias del XVIII congreso internacional
anual de la SOMIM, Salamanca, Guanajuato,
México.
Aragón G. (2013). Qualitative and quantitative
optimization of a standard irreversible Brayton
cycle. Revista Mexicana de Física. 59(1). pp.
224–229.
Aragón G., Canales A., León A. y Morales J. R.
(2013). A regenerator can fit into an internally
irreversible Brayton cycle when operating in
maximum work or efficiency. Revista
Mexicana de Física. 59(1). pp. 212–217.
Aragón G., Canales A., León A. y Musharrafie
M. (2003). A criterion to maximize the
irreversible efficiency in heat engines. J. Phys.
D:Appl. Phys., 36(1). pp. 280-287.
142
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 132-142
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ORTEGA-Francisco, REYES-Jesús, RAZON-Juan & TAPIA-Guillermo. Efecto
del fluido de trabajo en la eficiencia térmica de una turbina de gas con una etapa
de compresión y dos de expansión. Revista de Tecnología e Innovación 2015
Blanco J. M. y Peña F. (2011). Incremento de la
eficiencia en centrales termoeléctricas por
aprovechamiento de los gases de la combustión.
Información Tecnológica. 22(4). pp. 15-22.
Capella M. y Vásquez D. (200). Alternativas
para incrementar la eficiencia y capacidad de
las turbinas de gas. Ingeniería y Desarrollo.
8(1). pp. 89-98.
Cengel Y y Boles M. (2005). Thermodynamics:
An Engineering Approach. McGraw Hill, USA.
Fushimi, Zárate L. Díaz G., Moreda M.,
Fernández J. P. y Hall M. (2007). Análisis de la
mejora de la eficiencia energética de los ciclos
de vapor por utilización del calor de baja
exergía. Avances en Energías Renovables y
Medio Ambiente. 11(1). pp. 09-015.
Herrera C. A., Rosillo M. E. y L. Castaño L.
(2008). Fugas de calor y aprovechamiento de
efluentes en la optimización de ciclos Brayton
totalmente irreversibles. Revista Mexicana de
Física. 54(2). pp. 118–126.
Lugo R., Zamora J. M., Salazar M. yToledo M.
(2009). Relaciones de presiones óptimas de los
ciclos complejos de las turbinas de gas.
Información Tecnológica. 20(6). pp. 137-151
Malaver M. (2010). La relación de trabajo de
retroceso de un ciclo Brayton Ingeniería
Investigación y Tecnología. 11(3). pp. 259-266.
Malaver M. (2012). Optimización del trabajo en
un ciclo Brayton con irreversibilidades.
Ingeniería. 22(1). pp. 69-81.
Moran M. J. y Shapiro H. N. (2006).
Fundamentals of Engineering
Thermodynamics. John Wiley and Sons. USA.
Murillo R. A. y Montalvo M. de J. (2012).
Análisis exergético de un ciclo combinado en
una planta. Tesis de Licenciatura, Universidad
de Cartagena.
Muriel W. González J. y Romero J. (2008).
Modelado dinámico del proceso gas–turbina de
combustión en una planta de ciclo combinado.
Energía y Computación. 16(2).
Villamar C., Santos R., Rondón A. y Valera Y.
(2012). Modelado energético y exergético para
el estudio del ciclo Brayton. Ciencia e
Ingeniería. 13(3). pp. 119-128.
Zhang Y., Ou C., Lin B. y Chen J. (2006). The
Regenerative Criteria of an Irreversible Brayton
Heat Engine and its General Optimum
Performance Characteristics. J. Energy Resour.
Technol. 128(3). pp. 216-222.
143
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
Terapia Virtual Aumentada de la Coulrofobia en niños de primaria
CASTAÑEDA-Carolina†, ESPINOSA-Raquel, AMADOR-Alicia & CASTRO-Mauricio
Instituto Tecnológico de Puebla, Departamento de Sistemas y Computación. Av. Tecnológico No. 420 Col. Maravillas, C.P.
72220. Puebla, Pue. México. Facultad de Ciencias de la Comunicación, Universidad Autónoma de San Luís Potosí Av.
Karakorum No 1245, C.P. 78215 San Luís Potosí, S.L.P., México.
Recibido 5 de Enero, 2015; Aceptado10 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El personal del consultorio de la escuela pública
Centro Escolar "Gustavo Díaz Ordaz" (en Puebla,
Pue.), detectó que un porcentaje alto de sus niños
sufre de coulrofobia (miedo a los payasos). Por tal
motivo la presente investigación desarrolló un
software de apoyo a la terapia de la misma. Se
implementó la herramienta computacional usando la
metodología por exposición virtual, la cual es un
tratamiento psicológico llamado ―exposición
controlada y progresiva a situaciones temidas‖. Esto
fue posible gracias a las Tecnologías de
Información y Comunicación, Realidad Virtual y
Realidad Virtual Aumentada. Se concluye que este
tipo de terapias con exposición virtual puede
generar una recuperación menos agresiva para los
niños. La razón es que el uso de la realidad
aumentada es una forma más amigable de presentar
las terapias que la exposición física de la persona
que padece coulrofóbia ante un payaso real. A la
vez se brinda una herramienta de apoyo a los
especialistas con metodología de punta.
Realidad Virtual, Realidad Virtual Aumentada,
Coulrofobia, Psicología del niño, Terapia de
exposición
Abstract
The office staff of the public School Center
―Gustavo Diaz Ordaz‖ (Puebla, Pue.) found that a
high percentage of children suffer coulrophobia
(fear of clowns). Therefore this research developed
a software to support the therapy itself.
Computational tool using the methodology
implemented by virtual exhibition, which is a
psychological treatment called "controlled and
gradual exposure to feared situations." This was
possible thanks to the Information and
Communication Technologies, Virtual Reality and
Augmented Virtual Reality. We conclude that this
type of therapy can generate a slideshow less
aggressive recovery for children. The reason is that
the use of augmented reality is a more friendly way
to present therapies than the real life exposure. At
the same time a tool is provided to support
specialists.
Virtual Reality, Augmented Virtual Reality,
Coulrophobia, Kids Phsicology, Esxposition
Terapy
___________________________________________________________________________________________________
Citación: CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia & CASTRO-Mauricio. Terapia Virtual
Aumentada de la Coulrofobia en niños de primaria. Revista de Tecnología e Innovación 2015, 2-2:143-153
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
144
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Introducción
El miedo es la sensación de angustia provocada
por la presencia de un peligro real o imaginario,
por lo que se considera una defensa natural del
ser humano ante determinada circunstancia. En
este caso, el miedo no es un problema, pero si
lo es cuando es definido como fobia. La fobia
por otro lado, es el temor intenso e irracional,
de carácter enfermizo, donde la sensación de
angustia se dispara a niveles mayores, causando
pavor, desesperación, taquicardia, aumento de
la presión, mareo, vómito, sudoración de manos
y cuerpo en general, y en ocasiones hasta
parálisis momentánea, todo esto derivado de un
peligro real o imaginario provocado por la
presencia de una persona, cosa o situación,
André, C. (2006). Dentro de la clasificación de
las fobias se encuentra la coulrofobia, la cual es
considerada como la fobia o miedo ilógico a los
payasos, ésta afecta principalmente a los niños,
aunque puede aparecer en adolescentes y
adultos. Báez, (2014), en discusiones sobre las
causas de la coulrofobia, dictamina que los
pacientes coinciden en que lo que más les
aterroriza de los payasos es el maquillaje
excesivo, a menudo acompañado de la nariz
roja y del color extraño del cabello, que les
permite ocultar su verdadera identidad. La
actitud que toma el payaso también produce
fobia, un ejemplo es el payaso Krusty, el
payaso de ―Los Simpsons‖, quien es chistoso
pero irreverente; o el ―Guasón‖ que es un
payaso aterrador y dominante en el re-
lanzamiento de la película Batman, quien
simboliza para el público en general una fuerza
aterradora de anarquía impredecible. Incluso en
la reciente película ―Intensamente‖ la niña
Raily padece de coulrofobia, ver Figura 1.
El personal del consultorio de la escuela
pública Centro Escolar "Gustavo Díaz Ordaz"
(en Puebla, Pue.), detectó que un porcentaje
alto de sus niños padece dicha fobia. Se
pretende ayudar al terapeuta y niños, mediante
el desarrollo de un software de apoyo a la
terapia de la misma. Por lo que se implementó
una herramienta computacional usando las
Tecnologías de Información y Comunicación
(TIC), recurriendo a la metodología por
exposición virtual, la cual es un tratamiento
psicológico llamado ―exposición controlada y
progresiva a situaciones temidas‖.
Figura 1 Raily personaje de la película ―Intensamente‖.
Wiederhold (2005) señala que la Realidad
Virtual (RV) ―es una excelente herramienta
para superar tanto fobias como el estrés. Entre
las que se encuentran el miedo a hablar en
público, viajar en avión, conducir y la
coulrofobia‖ (p.11).
Para desarrollar el software de Realidad
Virtual Aumentada (RVA), se realizó
inicialmente una prueba con los niños para
comprobar estadísticamente si los niños
padecen coulrofobia en el Centro Escolar
mencionado; encontrando que las estadísticas
arrojan que efectivamente el 43% respondió
que le da miedo los payasos, lo cual es un
indicador que representa a niños con problemas
de coulrofobia.
145
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Además de encontrar las características
que debían implementarse en el mismo para dar
un efecto coulrofóbico, por ejemlo el heho de
saber quién está detrás de ese disfraz de payaso.
Usando la herramienta desarrollada se
efectuaron sesiones terapéuticas cómodas,
interesantes, y seguras para que los niños
pudieran superar su miedo en forma amable y
no abrupta como lo hace la terapia por
exposición, que es una exposición real con el
payaso. Por lo que las secciones siguientes
contendrán el Objetivo General, Revisión de la
literatura, Herramienta terapéutica para el
tratamiento de la coulrofobia, Recopilación de
Datos, Análisis de Gráficas, Pruebas Realizadas
y Conclusiones.
Objetivo General
Utilizar las TIC para desarrollar e implementar
una herramienta computacional de apoyo en la
terapia de la Coulrofobia.
Revision de literatura
Las teorías que sustentan este documento se
detallan a continuación:
Fobia, coulrofobia
Como se mencionó anteriormente, una fobia se
define como un miedo aberrante y agudo de un
objeto o situación que constituya un peligro real
o imaginario para la persona que la padece. Por
lo general, una fobia se considera similar a un
miedo normal, pero en la medida en que se ve
afectada una persona es que se decide si ese
miedo se ha convertido en una fobia o no. Las
fobias más comunes que la gente por lo general
posee son la acrofobia (miedo a la altura), la
nictofobia (miedo a la oscuridad), la
entomofobia (miedo a los insectos),
claustrofobia (miedo a los lugares cerrados), y
la coulrofobia, entre otras. Báez (2014),
menciona que ―las fobias se manejan desde dos
fases del proceso neurótico.
La primera es la represión del deseo y su
transformación en angustia, fase que queda
ligada a un peligro exterior. Durante la segunda
fase, se van constituyendo todos los medios de
defensa destinados a impedir un contacto con
ese peligro, que queda como un hecho
exterior‖. A pesar de que la fobia puede ser un
miedo anormal a los demás, un solo
pensamiento de ese objeto o situación puede
hacer que la persona se torne inquieta y en caso
de que la persona esté expuesta a esa situación,
el terror puede ser traumático y abrumador. La
experiencia puede ser tan temible o angustiante
que la persona puede recurrir a cualquier
medida para evitarlo y, finalmente, acabará
cambiando su estilo de vida también.
La coulrofobia es un trastorno de la
personalidad bastante común entre los niños,
especialmente de 2 a 10 años, por lo que el
momento oportuno de disminuir/erradicar la
coulrofobia es en el kínder y primaria. Pero
también se encuentra en los adolescentes y
adultos, incluso hay adultos que no pueden ni
tener contacto visual con los payasos, (Donaire,
2014). Algunos niños cuando ven a los payasos
sufren de un miedo irracional que los afecta
cambiando su forma de actuar; se vuelven
retraídos, se esconden, lloran, gritan, patean, se
cobijan al lado de un adulto, tiemblan, les da
taquicardia o latidos del corazón irregulares,
respiración rápida, ansiedad severa, hircismo y
náuseas. Paul (2010), agrega los siguientes
síntomas: sequedad en la boca y
estremecimientos de temor, (p. 12). Por otro
lado, dado que son los niños los más afectados,
este problema se ve reflejado en sus actividades
diarias, repercutiendo en la escuela. Al igual
que otras fobias, la coulrofobia ha sido
desarrollada por la mente inconsciente, como
un mecanismo de protección.
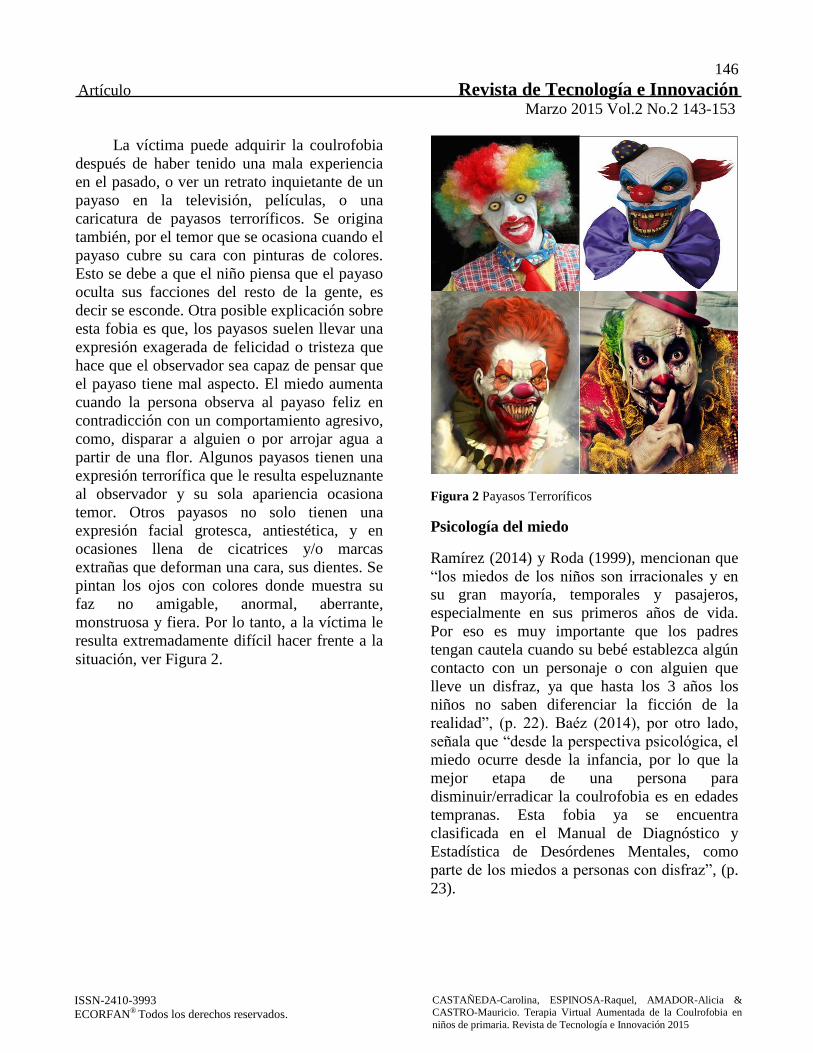
146
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
La víctima puede adquirir la coulrofobia
después de haber tenido una mala experiencia
en el pasado, o ver un retrato inquietante de un
payaso en la televisión, películas, o una
caricatura de payasos terroríficos. Se origina
también, por el temor que se ocasiona cuando el
payaso cubre su cara con pinturas de colores.
Esto se debe a que el niño piensa que el payaso
oculta sus facciones del resto de la gente, es
decir se esconde. Otra posible explicación sobre
esta fobia es que, los payasos suelen llevar una
expresión exagerada de felicidad o tristeza que
hace que el observador sea capaz de pensar que
el payaso tiene mal aspecto. El miedo aumenta
cuando la persona observa al payaso feliz en
contradicción con un comportamiento agresivo,
como, disparar a alguien o por arrojar agua a
partir de una flor. Algunos payasos tienen una
expresión terrorífica que le resulta espeluznante
al observador y su sola apariencia ocasiona
temor. Otros payasos no solo tienen una
expresión facial grotesca, antiestética, y en
ocasiones llena de cicatrices y/o marcas
extrañas que deforman una cara, sus dientes. Se
pintan los ojos con colores donde muestra su
faz no amigable, anormal, aberrante,
monstruosa y fiera. Por lo tanto, a la víctima le
resulta extremadamente difícil hacer frente a la
situación, ver Figura 2.
Figura 2 Payasos Terroríficos
Psicología del miedo
Ramírez (2014) y Roda (1999), mencionan que
―los miedos de los niños son irracionales y en
su gran mayoría, temporales y pasajeros,
especialmente en sus primeros años de vida.
Por eso es muy importante que los padres
tengan cautela cuando su bebé establezca algún
contacto con un personaje o con alguien que
lleve un disfraz, ya que hasta los 3 años los
niños no saben diferenciar la ficción de la
realidad‖, (p. 22). Baéz (2014), por otro lado,
señala que ―desde la perspectiva psicológica, el
miedo ocurre desde la infancia, por lo que la
mejor etapa de una persona para
disminuir/erradicar la coulrofobia es en edades
tempranas. Esta fobia ya se encuentra
clasificada en el Manual de Diagnóstico y
Estadística de Desórdenes Mentales, como
parte de los miedos a personas con disfraz‖, (p.
23).

147
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Antecedentes
Esta fobia fue clasificada recientemente, en
2013; Smithsonian señala que aunque ―el
término courofobia no se encontraba en el
Diccionario Inglés de Oxford, y en ningún
manual de psicología- para referirse al pánico
hacia los payasos‖, es un desorden mental que
afecta a personas de manera que les impide
realizar sus actividades de manera normal, que
a muchas, simplemente, no les gustan‖. Un dato
inesperado al respecto es que, la página en
Facebook titulada ―Odio a los payasos‖, tiene
480 mil ―me gusta‖. La duda importante es ¿por
qué o cómo surge este miedo a los seres que se
supone debería hacernos reír?‖. Nuevamente es
importante recalcar que, existen muchos
elementos de los payasos que asombran a las
personas. Se cree que la cosmetología empleada
es la principal causa de miedo en los niños y
adultos ya que juega un papel muy importante
en su imagen, ver un ejemplo en la Figura 2.
RV y RVA
La RV se define como un sistema informático
que genera en tiempo real la simulación de
lugares u objetos en 3D que existen en la
realidad, y que se da en el interior de una
computadora, Botella (2007). Mientras que la
RVA es el término que se usa para definir una
visión a través de un dispositivo tecnológico,
directa o indirecta, de un entorno físico del
mundo real, cuyos elementos se combinan con
elementos virtuales para la creación de una
realidad mixta en tiempo real, Rodríguez
(2011). En la Figura 3 se muestra la fotografía
de un libro y se superpone el mundo virtual de
un dinosaurio.
Figura 3 Ejemplo de RVA
Software
El software que se utilizó para la construcción
de la herramienta se describe a continuación.
BuildAR
El Build AR es una herramienta para la
construcción de escenas de RVA que se realiza
en cuestión de segundos, sin necesidad de
programación. Proporciona una vista de video
en vivo con modelos virtuales en Tercera
Dimensión (3D) en imágenes y marcadores. En
el ejemplo de la Figura 4, se muestra una mano
que sostiene un topo caricaturizado, realizado
en BuildAR por el laboratorio Human Interface
Technology Laboratory New Zealand, HIT Lab
NZ (2015).
SketchUp
Es un programa de diseño gráfico y modelado
en 3D, basado en caras. Para entornos de
arquitectura, ingeniería civil, diseño industrial,
diseño escénico, GIS, videojuegos o películas.
Se pueden dibujar líneas y formas y crear
marcadores, tirando de las superficies para
convertirlas en formas en 3D. Por lo que
permite alargar un objeto, copiar, girar y pintar
para lograr lo que se desee, SketchUp (2015).
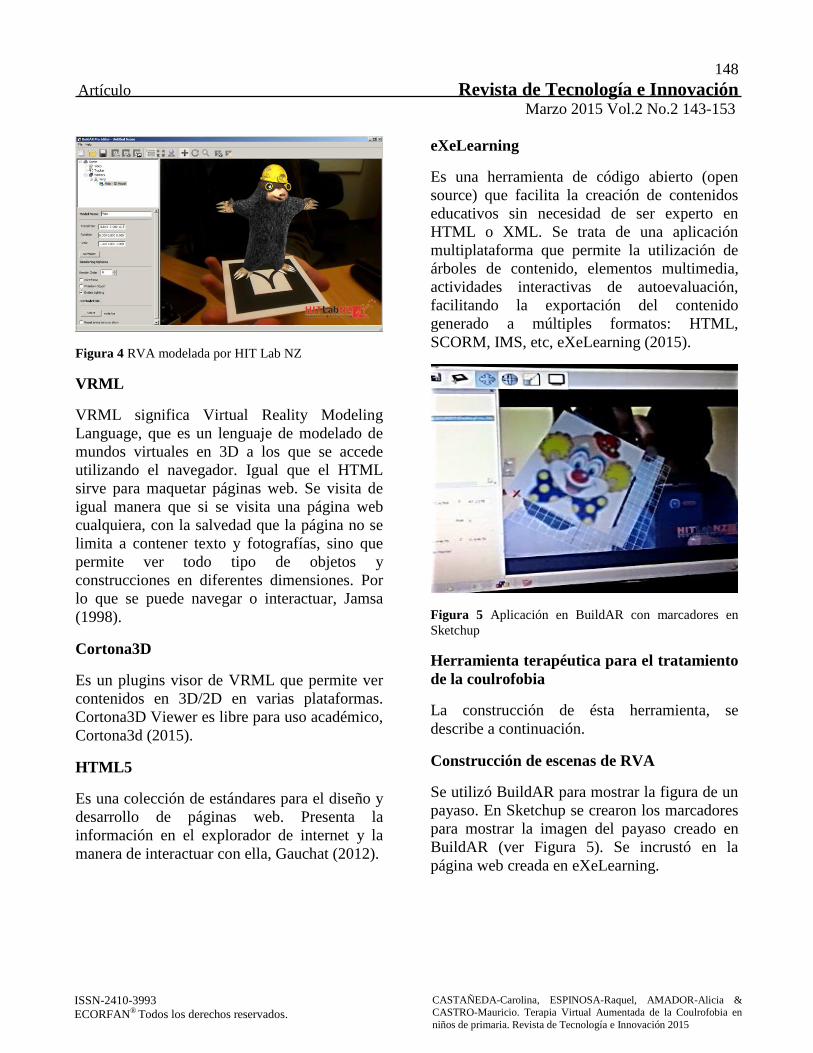
148
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Figura 4 RVA modelada por HIT Lab NZ
VRML
VRML significa Virtual Reality Modeling
Language, que es un lenguaje de modelado de
mundos virtuales en 3D a los que se accede
utilizando el navegador. Igual que el HTML
sirve para maquetar páginas web. Se visita de
igual manera que si se visita una página web
cualquiera, con la salvedad que la página no se
limita a contener texto y fotografías, sino que
permite ver todo tipo de objetos y
construcciones en diferentes dimensiones. Por
lo que se puede navegar o interactuar, Jamsa
(1998).
Cortona3D
Es un plugins visor de VRML que permite ver
contenidos en 3D/2D en varias plataformas.
Cortona3D Viewer es libre para uso académico,
Cortona3d (2015).
HTML5
Es una colección de estándares para el diseño y
desarrollo de páginas web. Presenta la
información en el explorador de internet y la
manera de interactuar con ella, Gauchat (2012).
eXeLearning
Es una herramienta de código abierto (open
source) que facilita la creación de contenidos
educativos sin necesidad de ser experto en
HTML o XML. Se trata de una aplicación
multiplataforma que permite la utilización de
árboles de contenido, elementos multimedia,
actividades interactivas de autoevaluación,
facilitando la exportación del contenido
generado a múltiples formatos: HTML,
SCORM, IMS, etc, eXeLearning (2015).
Figura 5 Aplicación en BuildAR con marcadores en
Sketchup
Herramienta terapéutica para el tratamiento
de la coulrofobia
La construcción de ésta herramienta, se
describe a continuación.
Construcción de escenas de RVA
Se utilizó BuildAR para mostrar la figura de un
payaso. En Sketchup se crearon los marcadores
para mostrar la imagen del payaso creado en
BuildAR (ver Figura 5). Se incrustó en la
página web creada en eXeLearning.
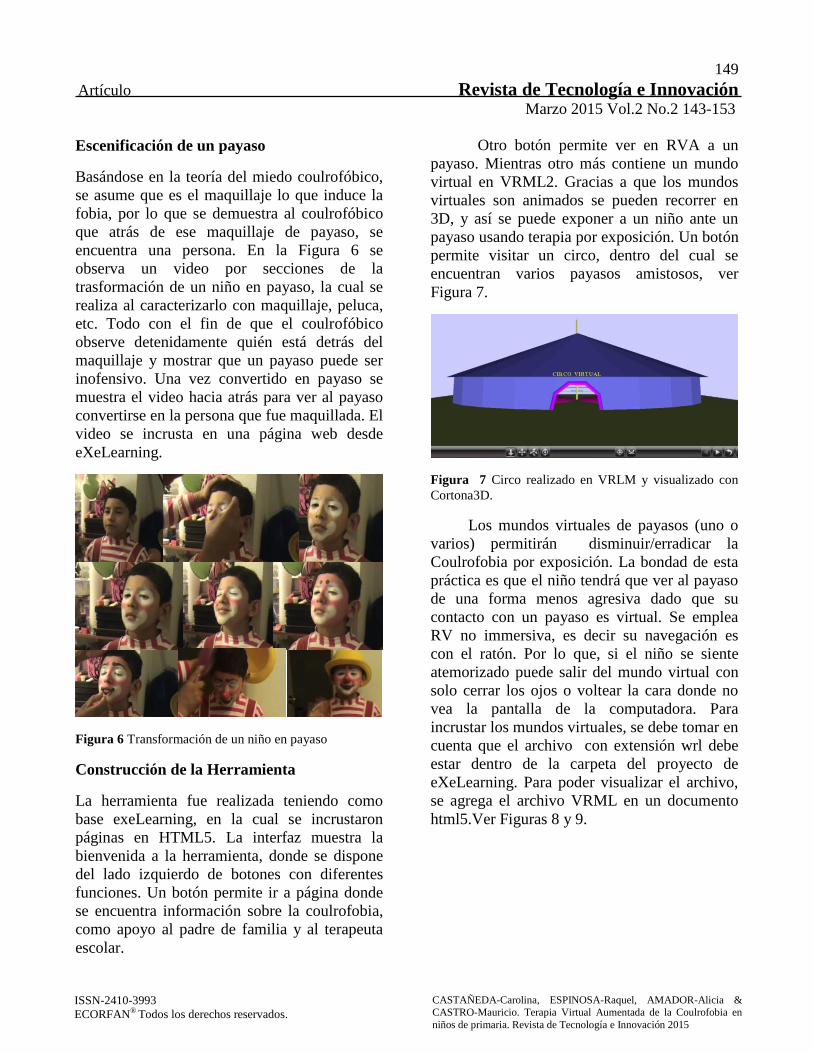
149
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Escenificación de un payaso
Basándose en la teoría del miedo coulrofóbico,
se asume que es el maquillaje lo que induce la
fobia, por lo que se demuestra al coulrofóbico
que atrás de ese maquillaje de payaso, se
encuentra una persona. En la Figura 6 se
observa un video por secciones de la
trasformación de un niño en payaso, la cual se
realiza al caracterizarlo con maquillaje, peluca,
etc. Todo con el fin de que el coulrofóbico
observe detenidamente quién está detrás del
maquillaje y mostrar que un payaso puede ser
inofensivo. Una vez convertido en payaso se
muestra el video hacia atrás para ver al payaso
convertirse en la persona que fue maquillada. El
video se incrusta en una página web desde
eXeLearning.
Figura 6 Transformación de un niño en payaso
Construcción de la Herramienta
La herramienta fue realizada teniendo como
base exeLearning, en la cual se incrustaron
páginas en HTML5. La interfaz muestra la
bienvenida a la herramienta, donde se dispone
del lado izquierdo de botones con diferentes
funciones. Un botón permite ir a página donde
se encuentra información sobre la coulrofobia,
como apoyo al padre de familia y al terapeuta
escolar.
Otro botón permite ver en RVA a un
payaso. Mientras otro más contiene un mundo
virtual en VRML2. Gracias a que los mundos
virtuales son animados se pueden recorrer en
3D, y así se puede exponer a un niño ante un
payaso usando terapia por exposición. Un botón
permite visitar un circo, dentro del cual se
encuentran varios payasos amistosos, ver
Figura 7.
Figura 7 Circo realizado en VRLM y visualizado con
Cortona3D.
Los mundos virtuales de payasos (uno o
varios) permitirán disminuir/erradicar la
Coulrofobia por exposición. La bondad de esta
práctica es que el niño tendrá que ver al payaso
de una forma menos agresiva dado que su
contacto con un payaso es virtual. Se emplea
RV no immersiva, es decir su navegación es
con el ratón. Por lo que, si el niño se siente
atemorizado puede salir del mundo virtual con
solo cerrar los ojos o voltear la cara donde no
vea la pantalla de la computadora. Para
incrustar los mundos virtuales, se debe tomar en
cuenta que el archivo con extensión wrl debe
estar dentro de la carpeta del proyecto de
eXeLearning. Para poder visualizar el archivo,
se agrega el archivo VRML en un documento
html5.Ver Figuras 8 y 9.
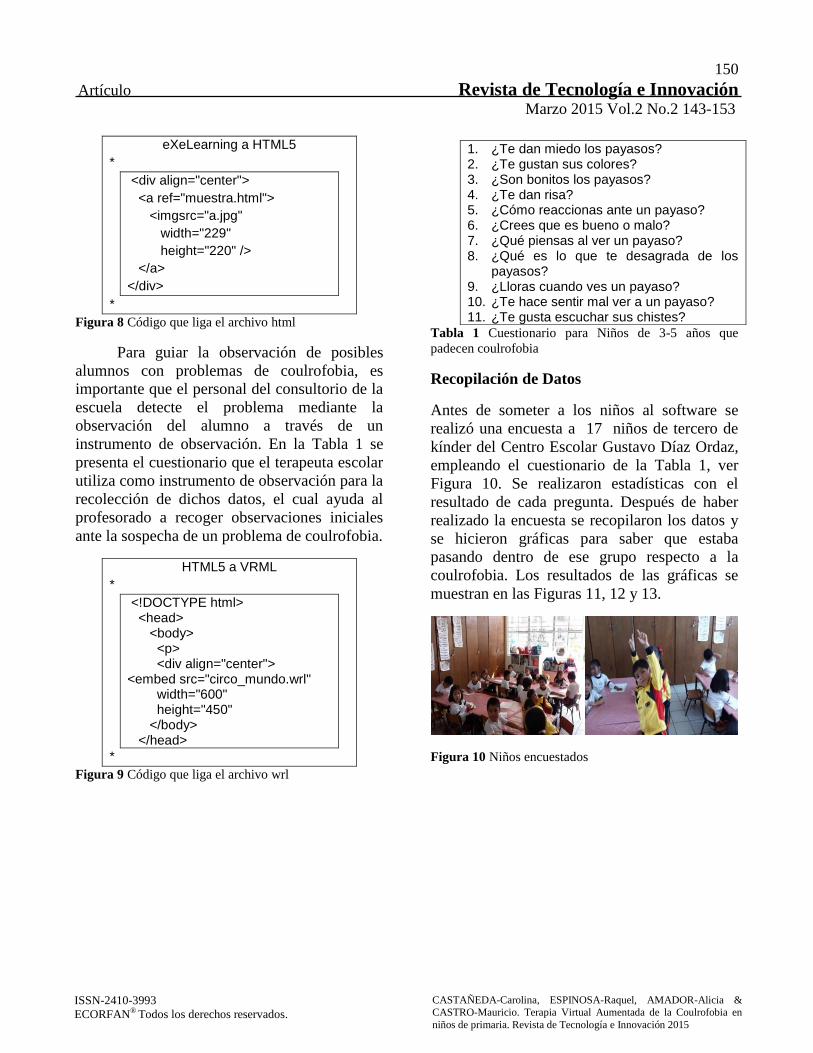
150
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
eXeLearning a HTML5
*
<div align="center">
<a ref="muestra.html">
<imgsrc="a.jpg"
width="229"
height="220" />
</a>
</div>
*
Figura 8 Código que liga el archivo html
Para guiar la observación de posibles
alumnos con problemas de coulrofobia, es
importante que el personal del consultorio de la
escuela detecte el problema mediante la
observación del alumno a través de un
instrumento de observación. En la Tabla 1 se
presenta el cuestionario que el terapeuta escolar
utiliza como instrumento de observación para la
recolección de dichos datos, el cual ayuda al
profesorado a recoger observaciones iniciales
ante la sospecha de un problema de coulrofobia.
HTML5 a VRML
*
<!DOCTYPE html> <head> <body> <p> <div align="center"> <embed src="circo_mundo.wrl" width="600" height="450" </body> </head>
*
Figura 9 Código que liga el archivo wrl
Tabla 1 Cuestionario para Niños de 3-5 años que
padecen coulrofobia
Recopilación de Datos
Antes de someter a los niños al software se
realizó una encuesta a 17 niños de tercero de
kínder del Centro Escolar Gustavo Díaz Ordaz,
empleando el cuestionario de la Tabla 1, ver
Figura 10. Se realizaron estadísticas con el
resultado de cada pregunta. Después de haber
realizado la encuesta se recopilaron los datos y
se hicieron gráficas para saber que estaba
pasando dentro de ese grupo respecto a la
coulrofobia. Los resultados de las gráficas se
muestran en las Figuras 11, 12 y 13.
Figura 10 Niños encuestados
1. ¿Te dan miedo los payasos? 2. ¿Te gustan sus colores? 3. ¿Son bonitos los payasos? 4. ¿Te dan risa? 5. ¿Cómo reaccionas ante un payaso? 6. ¿Crees que es bueno o malo? 7. ¿Qué piensas al ver un payaso? 8. ¿Qué es lo que te desagrada de los
payasos? 9. ¿Lloras cuando ves un payaso? 10. ¿Te hace sentir mal ver a un payaso? 11. ¿Te gusta escuchar sus chistes?
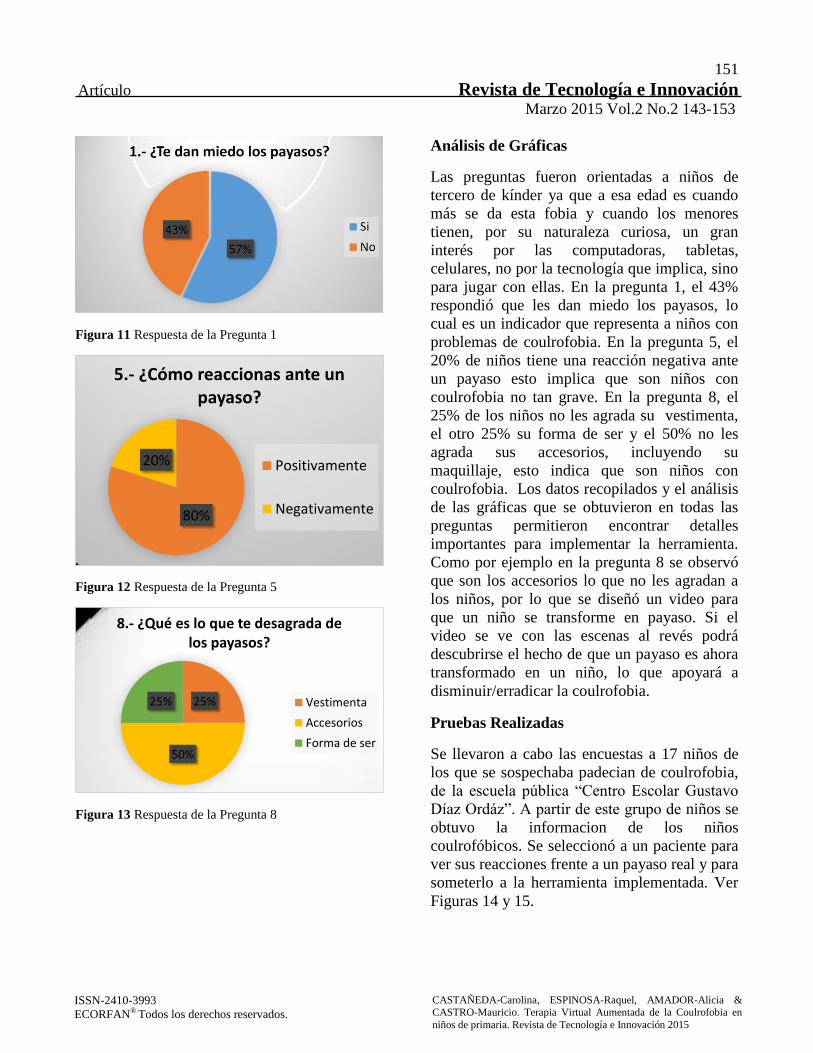
151
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Figura 11 Respuesta de la Pregunta 1
Figura 12 Respuesta de la Pregunta 5
Figura 13 Respuesta de la Pregunta 8
Análisis de Gráficas
Las preguntas fueron orientadas a niños de
tercero de kínder ya que a esa edad es cuando
más se da esta fobia y cuando los menores
tienen, por su naturaleza curiosa, un gran
interés por las computadoras, tabletas,
celulares, no por la tecnología que implica, sino
para jugar con ellas. En la pregunta 1, el 43%
respondió que les dan miedo los payasos, lo
cual es un indicador que representa a niños con
problemas de coulrofobia. En la pregunta 5, el
20% de niños tiene una reacción negativa ante
un payaso esto implica que son niños con
coulrofobia no tan grave. En la pregunta 8, el
25% de los niños no les agrada su vestimenta,
el otro 25% su forma de ser y el 50% no les
agrada sus accesorios, incluyendo su
maquillaje, esto indica que son niños con
coulrofobia. Los datos recopilados y el análisis
de las gráficas que se obtuvieron en todas las
preguntas permitieron encontrar detalles
importantes para implementar la herramienta.
Como por ejemplo en la pregunta 8 se observó
que son los accesorios lo que no les agradan a
los niños, por lo que se diseñó un video para
que un niño se transforme en payaso. Si el
video se ve con las escenas al revés podrá
descubrirse el hecho de que un payaso es ahora
transformado en un niño, lo que apoyará a
disminuir/erradicar la coulrofobia.
Pruebas Realizadas
Se llevaron a cabo las encuestas a 17 niños de
los que se sospechaba padecian de coulrofobia,
de la escuela pública ―Centro Escolar Gustavo
Díaz Ordáz‖. A partir de este grupo de niños se
obtuvo la informacion de los niños
coulrofóbicos. Se seleccionó a un paciente para
ver sus reacciones frente a un payaso real y para
someterlo a la herramienta implementada. Ver
Figuras 14 y 15.
80%
20%
5.- ¿Cómo reaccionas ante un payaso?
Positivamente
Negativamente
25%
50%
25%
8.- ¿Qué es lo que te desagrada de los payasos?
Vestimenta
Accesorios
Forma de ser
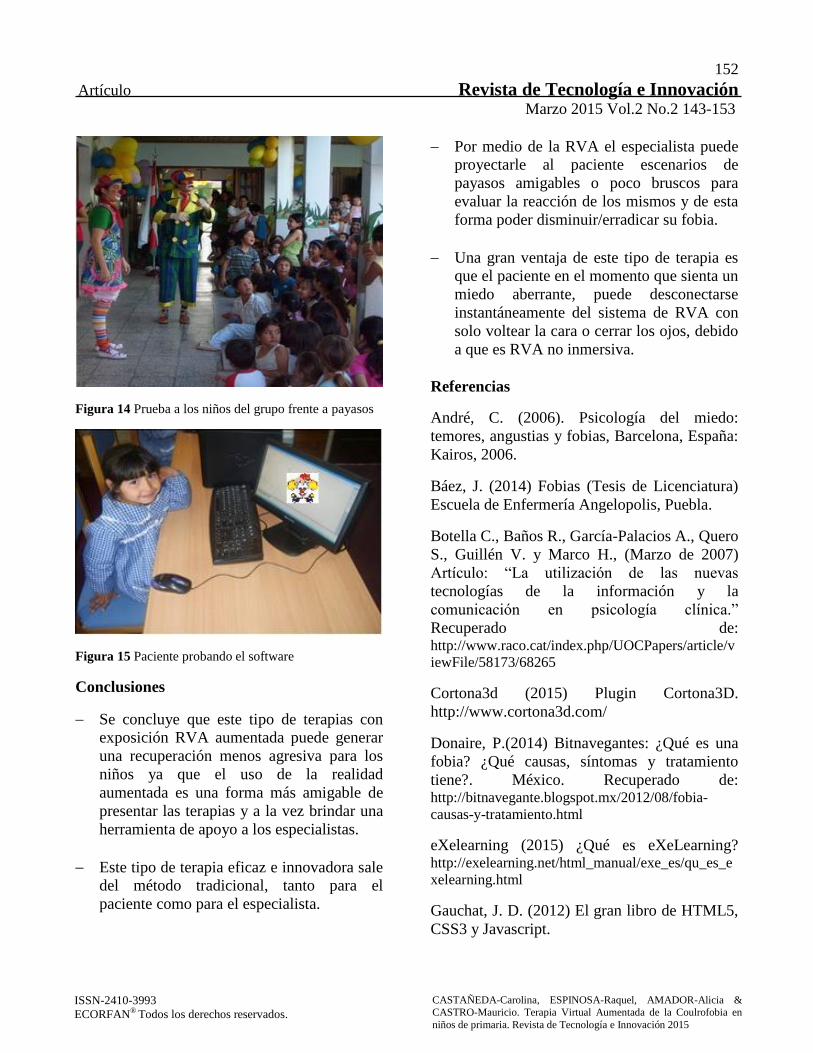
152
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Figura 14 Prueba a los niños del grupo frente a payasos
Figura 15 Paciente probando el software
Conclusiones
Se concluye que este tipo de terapias con
exposición RVA aumentada puede generar
una recuperación menos agresiva para los
niños ya que el uso de la realidad
aumentada es una forma más amigable de
presentar las terapias y a la vez brindar una
herramienta de apoyo a los especialistas.
Este tipo de terapia eficaz e innovadora sale
del método tradicional, tanto para el
paciente como para el especialista.
Por medio de la RVA el especialista puede
proyectarle al paciente escenarios de
payasos amigables o poco bruscos para
evaluar la reacción de los mismos y de esta
forma poder disminuir/erradicar su fobia.
Una gran ventaja de este tipo de terapia es
que el paciente en el momento que sienta un
miedo aberrante, puede desconectarse
instantáneamente del sistema de RVA con
solo voltear la cara o cerrar los ojos, debido
a que es RVA no inmersiva.
Referencias
André, C. (2006). Psicología del miedo:
temores, angustias y fobias, Barcelona, España:
Kairos, 2006.
Báez, J. (2014) Fobias (Tesis de Licenciatura)
Escuela de Enfermería Angelopolis, Puebla.
Botella C., Baños R., García-Palacios A., Quero
S., Guillén V. y Marco H., (Marzo de 2007)
Artículo: ―La utilización de las nuevas
tecnologías de la información y la
comunicación en psicología clínica.‖
Recuperado de: http://www.raco.cat/index.php/UOCPapers/article/v
iewFile/58173/68265
Cortona3d (2015) Plugin Cortona3D.
http://www.cortona3d.com/
Donaire, P.(2014) Bitnavegantes: ¿Qué es una
fobia? ¿Qué causas, síntomas y tratamiento
tiene?. México. Recuperado de: http://bitnavegante.blogspot.mx/2012/08/fobia-
causas-y-tratamiento.html
eXelearning (2015) ¿Qué es eXeLearning? http://exelearning.net/html_manual/exe_es/qu_es_e
xelearning.html
Gauchat, J. D. (2012) El gran libro de HTML5,
CSS3 y Javascript.
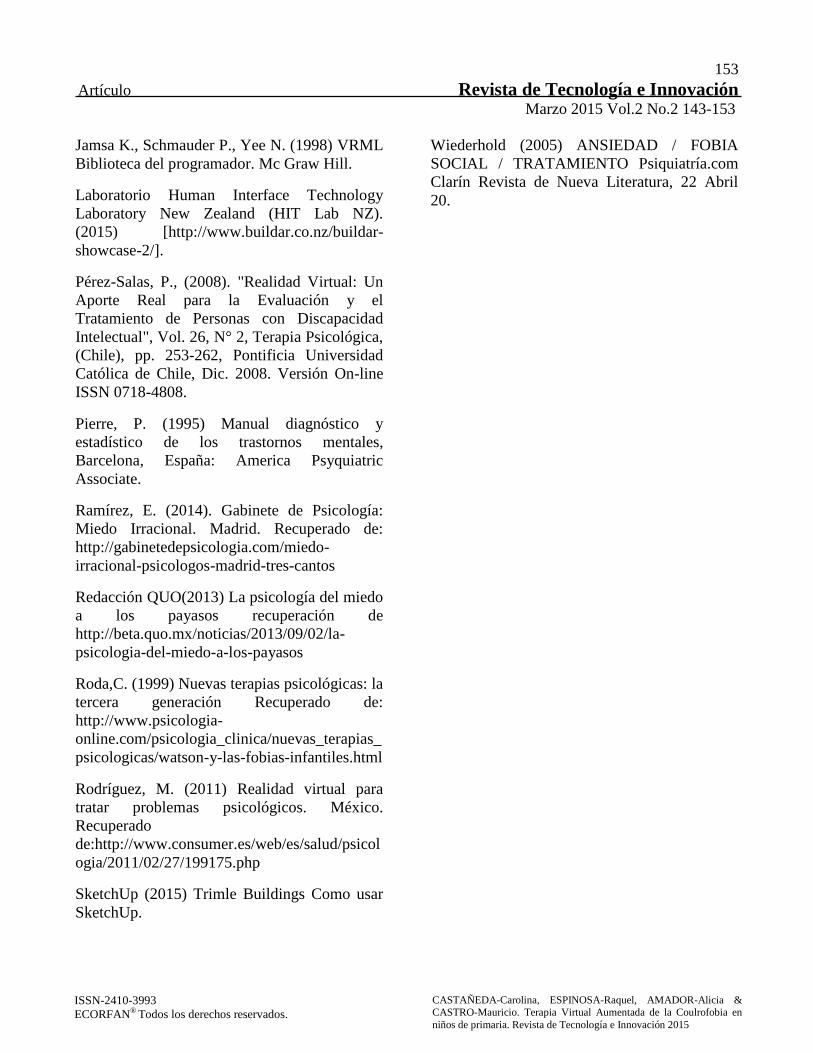
153
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 143-153
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CASTAÑEDA-Carolina, ESPINOSA-Raquel, AMADOR-Alicia &
CASTRO-Mauricio. Terapia Virtual Aumentada de la Coulrofobia en
niños de primaria. Revista de Tecnología e Innovación 2015
Jamsa K., Schmauder P., Yee N. (1998) VRML
Biblioteca del programador. Mc Graw Hill.
Laboratorio Human Interface Technology
Laboratory New Zealand (HIT Lab NZ).
(2015) [http://www.buildar.co.nz/buildar-
showcase-2/].
Pérez-Salas, P., (2008). "Realidad Virtual: Un
Aporte Real para la Evaluación y el
Tratamiento de Personas con Discapacidad
Intelectual", Vol. 26, N° 2, Terapia Psicológica,
(Chile), pp. 253-262, Pontificia Universidad
Católica de Chile, Dic. 2008. Versión On-line
ISSN 0718-4808.
Pierre, P. (1995) Manual diagnóstico y
estadístico de los trastornos mentales,
Barcelona, España: America Psyquiatric
Associate.
Ramírez, E. (2014). Gabinete de Psicología:
Miedo Irracional. Madrid. Recuperado de:
http://gabinetedepsicologia.com/miedo-
irracional-psicologos-madrid-tres-cantos
Redacción QUO(2013) La psicología del miedo
a los payasos recuperación de
http://beta.quo.mx/noticias/2013/09/02/la-
psicologia-del-miedo-a-los-payasos
Roda,C. (1999) Nuevas terapias psicológicas: la
tercera generación Recuperado de:
http://www.psicologia-
online.com/psicologia_clinica/nuevas_terapias_
psicologicas/watson-y-las-fobias-infantiles.html
Rodríguez, M. (2011) Realidad virtual para
tratar problemas psicológicos. México.
Recuperado
de:http://www.consumer.es/web/es/salud/psicol
ogia/2011/02/27/199175.php
SketchUp (2015) Trimle Buildings Como usar
SketchUp.
Wiederhold (2005) ANSIEDAD / FOBIA
SOCIAL / TRATAMIENTO Psiquiatría.com
Clarín Revista de Nueva Literatura, 22 Abril
20.

154
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 154-167
Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A. de
C.V
LIMA-Margarita†, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-Martha
Universidad Tecnológica de Tlaxcala, Carr. A el Carmen Xalpatlahuaya S/N C.P. 90500
Recibido14 de Enero,2014;Aceptado17 de Julio, 2014 ___________________________________________________________________________________________________
Resumen
El uso de modelos para elevar la calidad de software en
el sector tecnologías de la información en materia de
innovación y especialización se ha vuelto un requisito
para las pequeñas medianas y grandes empresas en todo
el mundo. En México la Secretaría de Economía a través
de convocatorias en diversos programas ha invitado a
este sector para facilitar el desarrollo y competitividad de
las empresas mexicanas, así como la atracción de
inversiones extranjeras.
El objetivo de este trabajo es describir la experiencia al
implementar el modelo CMMI-DEV2 en la PYME
Miracle Business Network S.A. de C.V., ubicada en el
estado de Tlaxcala, hacer una remembranza de lo que es
CMMI origen, evolución, niveles; haciendo hincapié en
el nivel 2 de desarrollo que fue el utilizado, mostrar
algunos artefactos utilizados, resaltar la importancia del
trabajo en equipo.
Software, PyMES, Desarrollo
Abstract
The use of models to improve the quality of software in
the information technology sector in terms of innovation
and specialization has become a requirement for small,
medium and large enterprises around the world. In
Mexico, the Ministry of Economy, response to calls to
several programs. It has invited to this sector to facilitate
the development and competitiveness of Mexican
companies and the attraction of foreign investments.
The objective of this work is to describe the experience to
implement CMMI-DEV2 model. The SME Miracle
Business Network SA de CV, located in the state of
Tlaxcala, make a remembrance of what is CMMI origin,
evolution, levels; with emphasis on development level 2
that was used to show some artefacts used, highlighting
the importance of teamwork in the project called
acquisition of property and infrastructure of the
microenterprise.
Software, SMES, Development
___________________________________________________________________________________________________
Citación: LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-Martha. Experiencia aplicando el
modelo Integración de modelos de madurez de capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network
S.A. de C.V. Revista de Tecnología e Innovación 2015, 2-2:154-167
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
155
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Introducción
CMMI es el sucesor de CMM, la meta del
proyecto CMMI fue mejorar la usabilidad de
los modelos de madurez de la ingeniería de
software y de otras disciplinas integrando
diferentes modelos en un solo marco de trabajo.
CMM fue desarrollado desde 1987 hasta
1997. En 1987 Watts Humphrey publicó las
primeras ideas del marco CMM en la revista de
IEEE Software. En 1989 publicó su libro
titulado Managing the software Process. En
1991 se publican el informe técnico donde se
describían las áreas de proceso de la versión 1.0
del CMM (Key Practices of Capability
Maturity Model for Software Engineering
v1.0-CMU-SEI/91.TR-25). En 1993 se
actualiza el modelo y se publica la versión
v1.2 del CMM en el informe técnico(Key
practices of capability Maturity Model for
Software Engineering v1.1-CMU-SEI/93-TR-
25) en el año 2000 surgió la versión 1.0, en el
año 2002 la versión 1.1 en el año 2006 fue
liberada la versión 1.2. Y en el 2010 salió la
versión 1.3. Para construir el CMMI se usaron
como fuentes un primer conjunto de modelos
como fueron el SW-CMM versión 2, EIA/IS
731, IPD-CMM. (Piattini Velthuis Mario,
Garzas Parra Javier, 2010)
CMMI permite aproximarse a la mejora
continua y evaluaciones del software utilizando
2 representaciones, la representación por etapas
y la representación continua cada una de las
representaciones proporciona un camino para
implementar la mejora del proceso de software
con el objetivo de alcanzar los objetivos del
negocio, ambas representaciones proporcionan
el mismo contenido pero organizado de formas
diferentes; se tienen dos representaciones
diferentes por herencia del modelo que utilizan
previamente:
Si se está familiarizado con el CMM
Software entonces se utiliza la representación
por etapas, mientras que si se proviene del
System Engineering Capability Model (SECM)
se utiliza la representación continua.
El modelo CMMI DEV 2 es un conjunto
de productos (suite) que soportan la mejora del
sistema, este conjunto está formado por el
conjunto de modelos CMMI de referencia, los
métodos de evaluación SCAMPI (Standard
CMMI Apraisal Method for procesos
Improvement) y los cursos de entrenamiento.
Los modelos CMMI identifican las áreas
de proceso presentes en un enfoque industrial
del desarrollo de software o sistemas. El
objetivo es ayudar a las organizaciones a
mejorar su capacidad para entregar los
productos a sus clientes, pueden utilizarse para
mejorar toda la organización una división o
una unidad de la organización.
CMMI ayuda a integrar los esfuerzos de
mejora, completando aspectos tradicionalmente
separados como lo son aspectos de gestión y
desarrollo, ayuda a determinar metas y
prioridades en la mejora, al disponer de un
mecanismo de evaluación y modelos de
referencia (Piattini et al. Pg.236)
El modelo CMMI DEV 2 parte de las
políticas de la organización donde se especifica
las directrices para desarrollar software. En este
nivel se pide que los proyectos se gestionen
es decir que el equipo de trabajo siga un plan
definido con actividades de cada una de las
áreas de proceso con responsables, esfuerzo y
duración de todo el proyecto.
156
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
―Implica capacitar a las personas para
que hagan los procesos como se han previsto
en el plan, establecer cómo se van a controlar
los documentos producidos en cada etapa
(Software Engineering Institute [SIE], 2010)
Nivel de capacidad 2: Gestionado
Un proceso de nivel de capacidad 2 se
caracteriza como un proceso gestionado. Un
proceso gestionado es un proceso realizado
(nivel de capacidad 1) que tiene la
infraestructura básica dispuesta para soportar el
proceso. Se planifica y ejecuta de acuerdo a
políticas; emplea personal con habilidades;
tiene los recursos adecuados para producir
resultados controlados; involucra a las partes
interesadas relevantes; se monitoriza, controla y
revisa; y se evalúa la adherencia a su
descripción de proceso.[SEI] (2010). La
disciplina de proceso reflejada por el nivel de
capacidad 2 ayuda a asegurar que las prácticas
existentes se mantienen durante tiempos de
presión.
En la república Mexicana 49 empresas
han alcanzado certificarse y registrarse en este
nivel, esto indica que la mejora en el proceso de
la calidad del software bajo este modelo está
vigente. (Yesenia Nohemí González Meneses,
2014)
Este artículo tiene como objetivo
describir las actividades relevantes de cada
etapa del proceso del modelo CMMI-DEV 2
ver 1.3. Del proyecto sistema Adquisición de
Bienes, servicios e infraestructura,
implementado en la PYME Miracle Business
S.A.de C.V.
Se encuentra estructurado de la siguiente
forma: En primer lugar se describe el giro de la
microempresa, posteriormente se argumenta la
importancia del trabajo en equipo, se hace
referencia a la metodología de software usada,
luego se cita los cinco niveles con los que
cuenta el modelo, posteriormente se describe el
nivel CMMI-DEV2; finalmente se hace una
conclusión.
Giro de PYME Miracle Business S.A. de C.V
Miracle Business S.A. de C.V. Es una empresa
de profesionales dedicados a proporcionar
Consultoría de negocios usando Tecnologías de
Información. MBN inició operaciones en el año
2000 a través de su socio tecnológico
MiracleSoft y convirtiéndose en una razón
social independiente en el 2006.
Miracle Business Network, S.A. de C.V.
fue constituida el 16 de marzo del 2006,
derivada de la experiencia e iniciativa de sus
socios por generar oportunidades de empleo a
nivel nacional. En el año 2008 se identificó la
necesidad de contar con una metodología que
permitiera brindar la calidad requerida a los
proyectos, para mayor satisfacción de los
clientes.
Por este motivo se implanto la Norma
de CalidadNMX-I-059/NYCE-2005
(MoProSoft). En ella se establecen las
actividades y responsabilidades para cada uno
de los procesos que integran a la organización.
Un año después, MBN se sometió a la
evaluación por parte del Organismo Verificador
NYCE, y tras realizar el proceso de
Verificación fue Aprobada y Certificada dentro
del NIVEL 2 de la Norma de Calidad.
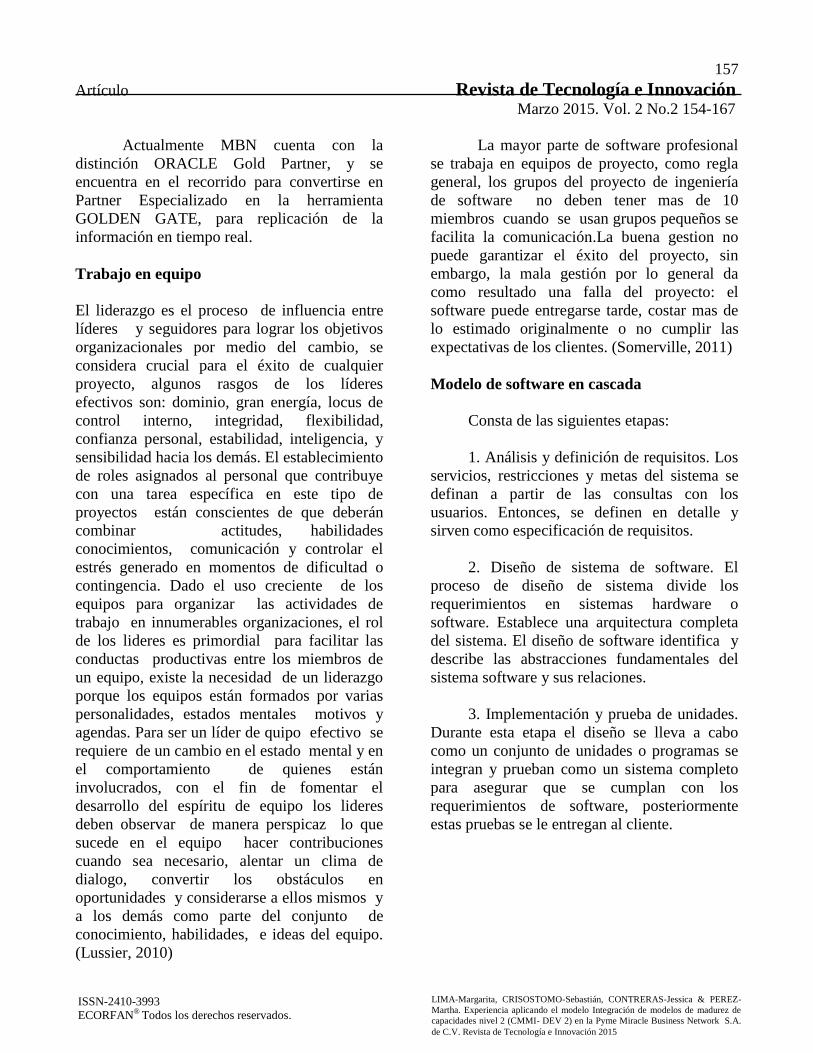
157
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Actualmente MBN cuenta con la
distinción ORACLE Gold Partner, y se
encuentra en el recorrido para convertirse en
Partner Especializado en la herramienta
GOLDEN GATE, para replicación de la
información en tiempo real.
Trabajo en equipo
El liderazgo es el proceso de influencia entre
líderes y seguidores para lograr los objetivos
organizacionales por medio del cambio, se
considera crucial para el éxito de cualquier
proyecto, algunos rasgos de los líderes
efectivos son: dominio, gran energía, locus de
control interno, integridad, flexibilidad,
confianza personal, estabilidad, inteligencia, y
sensibilidad hacia los demás. El establecimiento
de roles asignados al personal que contribuye
con una tarea específica en este tipo de
proyectos están conscientes de que deberán
combinar actitudes, habilidades
conocimientos, comunicación y controlar el
estrés generado en momentos de dificultad o
contingencia. Dado el uso creciente de los
equipos para organizar las actividades de
trabajo en innumerables organizaciones, el rol
de los lideres es primordial para facilitar las
conductas productivas entre los miembros de
un equipo, existe la necesidad de un liderazgo
porque los equipos están formados por varias
personalidades, estados mentales motivos y
agendas. Para ser un líder de quipo efectivo se
requiere de un cambio en el estado mental y en
el comportamiento de quienes están
involucrados, con el fin de fomentar el
desarrollo del espíritu de equipo los lideres
deben observar de manera perspicaz lo que
sucede en el equipo hacer contribuciones
cuando sea necesario, alentar un clima de
dialogo, convertir los obstáculos en
oportunidades y considerarse a ellos mismos y
a los demás como parte del conjunto de
conocimiento, habilidades, e ideas del equipo.
(Lussier, 2010)
La mayor parte de software profesional
se trabaja en equipos de proyecto, como regla
general, los grupos del proyecto de ingeniería
de software no deben tener mas de 10
miembros cuando se usan grupos pequeños se
facilita la comunicación.La buena gestion no
puede garantizar el éxito del proyecto, sin
embargo, la mala gestión por lo general da
como resultado una falla del proyecto: el
software puede entregarse tarde, costar mas de
lo estimado originalmente o no cumplir las
expectativas de los clientes. (Somerville, 2011)
Modelo de software en cascada
Consta de las siguientes etapas:
1. Análisis y definición de requisitos. Los
servicios, restricciones y metas del sistema se
definan a partir de las consultas con los
usuarios. Entonces, se definen en detalle y
sirven como especificación de requisitos.
2. Diseño de sistema de software. El
proceso de diseño de sistema divide los
requerimientos en sistemas hardware o
software. Establece una arquitectura completa
del sistema. El diseño de software identifica y
describe las abstracciones fundamentales del
sistema software y sus relaciones.
3. Implementación y prueba de unidades.
Durante esta etapa el diseño se lleva a cabo
como un conjunto de unidades o programas se
integran y prueban como un sistema completo
para asegurar que se cumplan con los
requerimientos de software, posteriormente
estas pruebas se le entregan al cliente.
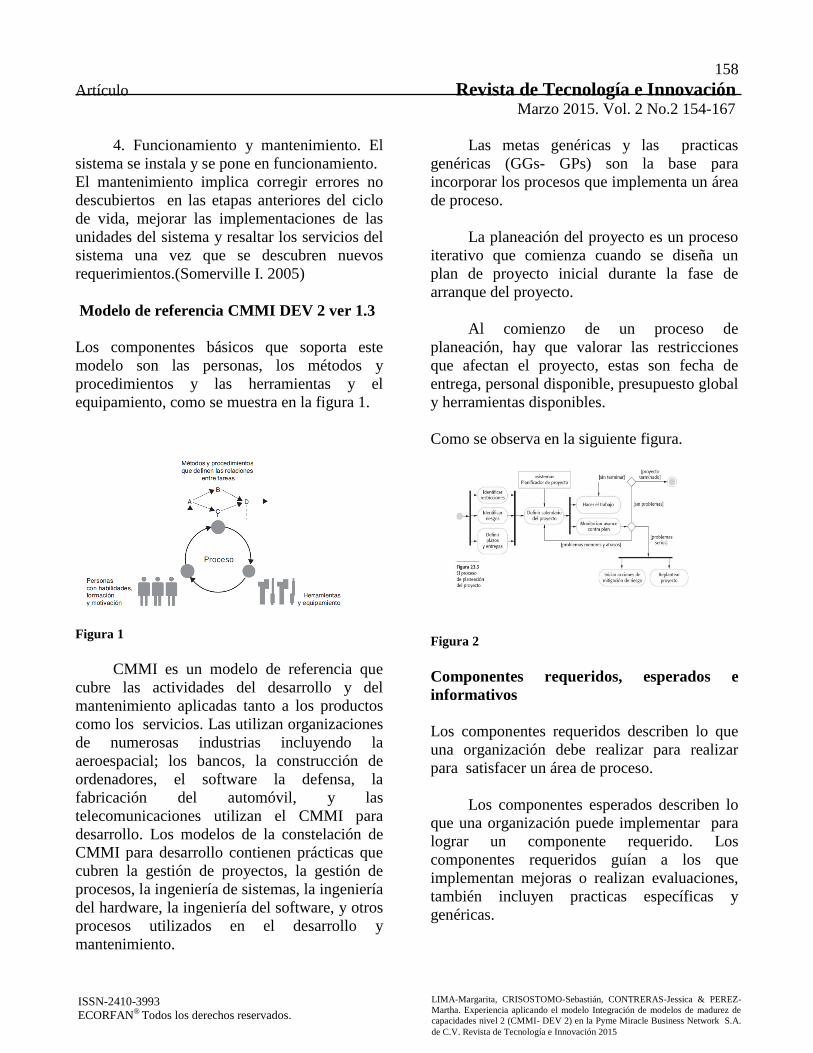
158
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
4. Funcionamiento y mantenimiento. El
sistema se instala y se pone en funcionamiento.
El mantenimiento implica corregir errores no
descubiertos en las etapas anteriores del ciclo
de vida, mejorar las implementaciones de las
unidades del sistema y resaltar los servicios del
sistema una vez que se descubren nuevos
requerimientos.(Somerville I. 2005)
Modelo de referencia CMMI DEV 2 ver 1.3
Los componentes básicos que soporta este
modelo son las personas, los métodos y
procedimientos y las herramientas y el
equipamiento, como se muestra en la figura 1.
Figura 1
CMMI es un modelo de referencia que
cubre las actividades del desarrollo y del
mantenimiento aplicadas tanto a los productos
como los servicios. Las utilizan organizaciones
de numerosas industrias incluyendo la
aeroespacial; los bancos, la construcción de
ordenadores, el software la defensa, la
fabricación del automóvil, y las
telecomunicaciones utilizan el CMMI para
desarrollo. Los modelos de la constelación de
CMMI para desarrollo contienen prácticas que
cubren la gestión de proyectos, la gestión de
procesos, la ingeniería de sistemas, la ingeniería
del hardware, la ingeniería del software, y otros
procesos utilizados en el desarrollo y
mantenimiento.
Las metas genéricas y las practicas
genéricas (GGs- GPs) son la base para
incorporar los procesos que implementa un área
de proceso.
La planeación del proyecto es un proceso
iterativo que comienza cuando se diseña un
plan de proyecto inicial durante la fase de
arranque del proyecto.
Al comienzo de un proceso de
planeación, hay que valorar las restricciones
que afectan el proyecto, estas son fecha de
entrega, personal disponible, presupuesto global
y herramientas disponibles.
Como se observa en la siguiente figura.
Figura 2
Componentes requeridos, esperados e
informativos
Los componentes requeridos describen lo que
una organización debe realizar para realizar
para satisfacer un área de proceso.
Los componentes esperados describen lo
que una organización puede implementar para
lograr un componente requerido. Los
componentes requeridos guían a los que
implementan mejoras o realizan evaluaciones,
también incluyen practicas específicas y
genéricas.
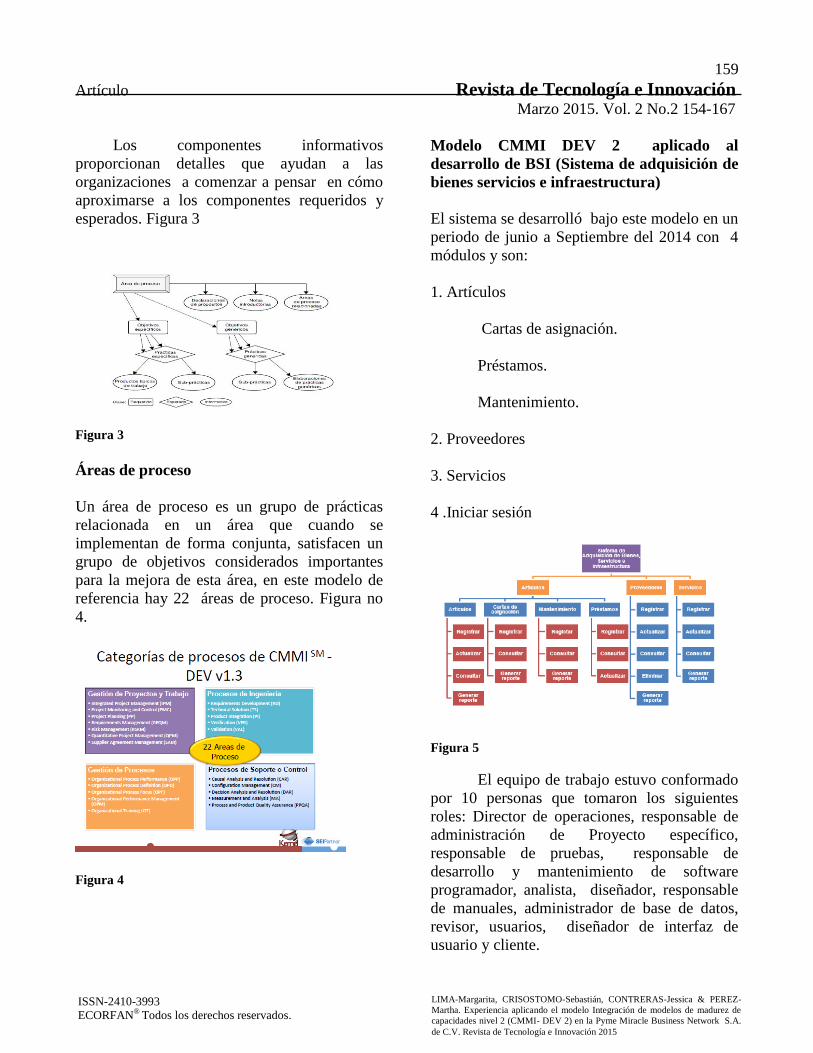
159
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Los componentes informativos
proporcionan detalles que ayudan a las
organizaciones a comenzar a pensar en cómo
aproximarse a los componentes requeridos y
esperados. Figura 3
Figura 3
Áreas de proceso
Un área de proceso es un grupo de prácticas
relacionada en un área que cuando se
implementan de forma conjunta, satisfacen un
grupo de objetivos considerados importantes
para la mejora de esta área, en este modelo de
referencia hay 22 áreas de proceso. Figura no
4.
Figura 4
Modelo CMMI DEV 2 aplicado al
desarrollo de BSI (Sistema de adquisición de
bienes servicios e infraestructura)
El sistema se desarrolló bajo este modelo en un
periodo de junio a Septiembre del 2014 con 4
módulos y son:
1. Artículos
Cartas de asignación.
Préstamos.
Mantenimiento.
2. Proveedores
3. Servicios
4 .Iniciar sesión
Figura 5
El equipo de trabajo estuvo conformado
por 10 personas que tomaron los siguientes
roles: Director de operaciones, responsable de
administración de Proyecto específico,
responsable de pruebas, responsable de
desarrollo y mantenimiento de software
programador, analista, diseñador, responsable
de manuales, administrador de base de datos,
revisor, usuarios, diseñador de interfaz de
usuario y cliente.
160
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
A continuación se describe brevemente
la responsabilidad asociada a cada rol.
Administrador del Proyecto Específico
(APE)
Toma de decisiones, planeación
estratégica, manejo de personal y desarrollo de
software.
Director de Operaciones (DO)
Mantiene visibilidad sobre la asignación
de recursos y los resultados que se obtienen por
parte de los equipos de trabajo asignados a las
diferentes tareas de agregación de valor.
Participa en la aprobación de procesos,
estándares y uso de herramientas.
Responsable de Procesos y Calidad
(CPC)
Mantiene actualizados los procesos
organizacionales y activos de proceso.
Comunica a los involucrados los cambios y
versiones actualizadas de procesos.
Facilita la capacitación en el uso de procesos,
formatos y herramientas. Verifica el
cumplimiento de las políticas y procesos
organizacionales.
Auditor (AU)
Conocimiento de las diferentes fases del
desarrollo de proyectos y capacidad para la
verificación de la ejecución de los procesos en
cada una de sus etapas.
Medición y Análisis (MA)
Conocer y valorar indicadores asociados
al desarrollo de proyectos que permitan medir
el estado de los mismos.
Administración de la Configuración (AC)
Conocimiento y experiencia en el manejo
de control de versiones y administración de los
repositorios.
Responsable de pruebas (RP)
Conocimiento y experiencia en la
planeación y realización de pruebas de
integración y de sistema.
Responsable de Desarrollo y
Mantenimiento de Software (RDM)
Manejo en la planificación de proyecto
que consiste en desplegar el plan del
proyecto/servicio, involucrar a los actores
apropiadamente, obtener el acuerdo sobre el
plan y mantenerlo, dentro de las funciones más
importantes de esta etapa se encuentran las
siguientes:
1. Estimación de atributos de tareas y productos
de trabajo
2. Determinación de recursos
3. Negociación y validación de compromisos
4. Generación de planes, incluido el
cronograma
5. Identificación y análisis de riesgos a planes
de mitigación
Medición y análisis (MA)
La función principal es apoyar a los
equipos en factores críticos de éxito, mantener
la visibilidad del uso de los recursos, medir y
reportar la eficiencia de los procesos relevantes
a la organización.
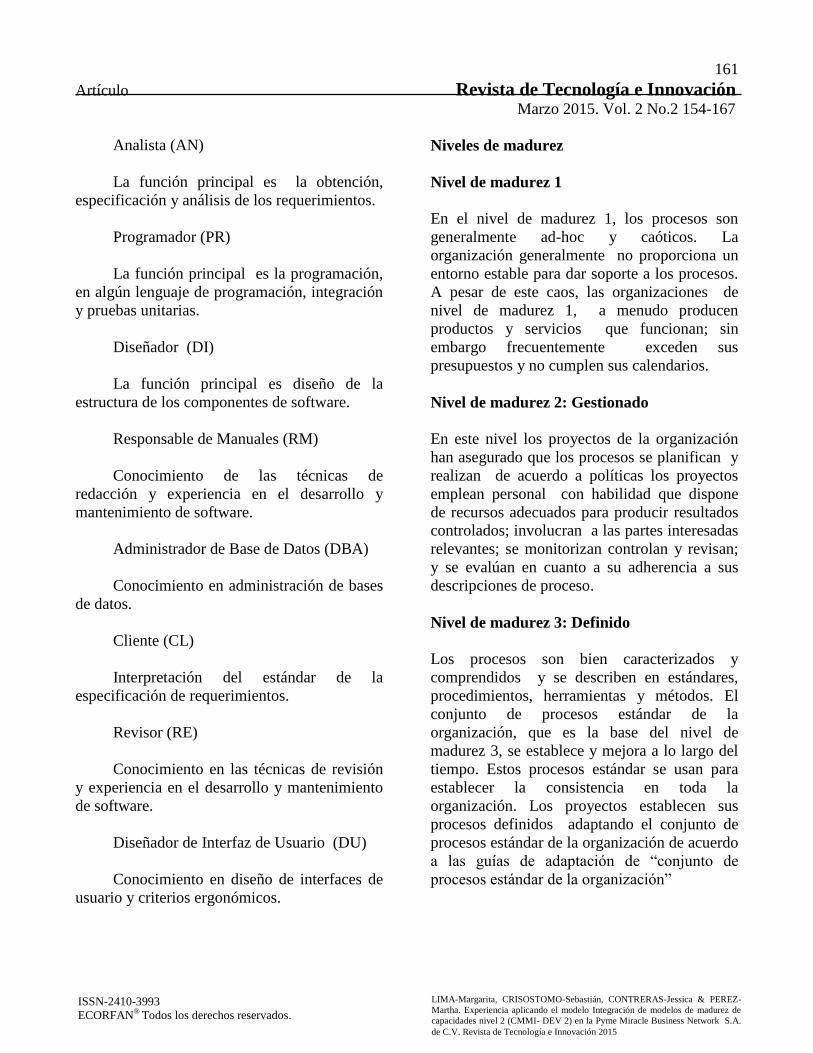
161
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Analista (AN)
La función principal es la obtención,
especificación y análisis de los requerimientos.
Programador (PR)
La función principal es la programación,
en algún lenguaje de programación, integración
y pruebas unitarias.
Diseñador (DI)
La función principal es diseño de la
estructura de los componentes de software.
Responsable de Manuales (RM)
Conocimiento de las técnicas de
redacción y experiencia en el desarrollo y
mantenimiento de software.
Administrador de Base de Datos (DBA)
Conocimiento en administración de bases
de datos.
Cliente (CL)
Interpretación del estándar de la
especificación de requerimientos.
Revisor (RE)
Conocimiento en las técnicas de revisión
y experiencia en el desarrollo y mantenimiento
de software.
Diseñador de Interfaz de Usuario (DU)
Conocimiento en diseño de interfaces de
usuario y criterios ergonómicos.
Niveles de madurez
Nivel de madurez 1
En el nivel de madurez 1, los procesos son
generalmente ad-hoc y caóticos. La
organización generalmente no proporciona un
entorno estable para dar soporte a los procesos.
A pesar de este caos, las organizaciones de
nivel de madurez 1, a menudo producen
productos y servicios que funcionan; sin
embargo frecuentemente exceden sus
presupuestos y no cumplen sus calendarios.
Nivel de madurez 2: Gestionado
En este nivel los proyectos de la organización
han asegurado que los procesos se planifican y
realizan de acuerdo a políticas los proyectos
emplean personal con habilidad que dispone
de recursos adecuados para producir resultados
controlados; involucran a las partes interesadas
relevantes; se monitorizan controlan y revisan;
y se evalúan en cuanto a su adherencia a sus
descripciones de proceso.
Nivel de madurez 3: Definido
Los procesos son bien caracterizados y
comprendidos y se describen en estándares,
procedimientos, herramientas y métodos. El
conjunto de procesos estándar de la
organización, que es la base del nivel de
madurez 3, se establece y mejora a lo largo del
tiempo. Estos procesos estándar se usan para
establecer la consistencia en toda la
organización. Los proyectos establecen sus
procesos definidos adaptando el conjunto de
procesos estándar de la organización de acuerdo
a las guías de adaptación de ―conjunto de
procesos estándar de la organización‖
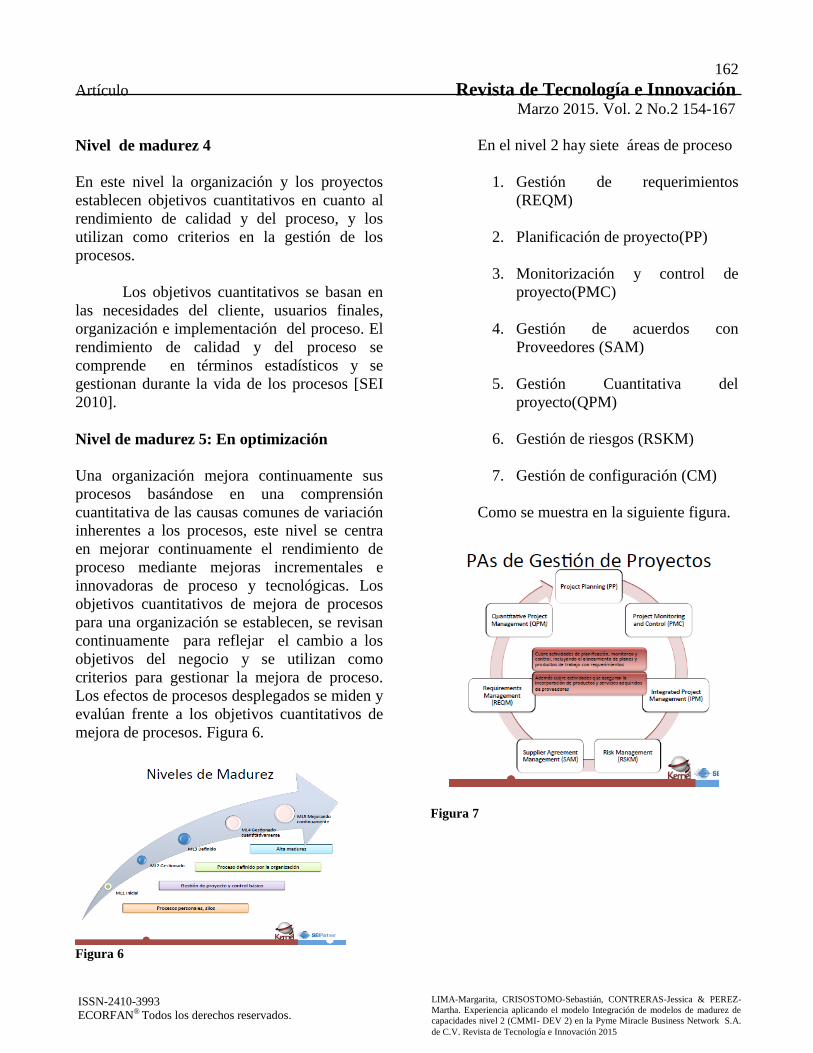
162
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Nivel de madurez 4
En este nivel la organización y los proyectos
establecen objetivos cuantitativos en cuanto al
rendimiento de calidad y del proceso, y los
utilizan como criterios en la gestión de los
procesos.
Los objetivos cuantitativos se basan en
las necesidades del cliente, usuarios finales,
organización e implementación del proceso. El
rendimiento de calidad y del proceso se
comprende en términos estadísticos y se
gestionan durante la vida de los procesos [SEI
2010].
Nivel de madurez 5: En optimización
Una organización mejora continuamente sus
procesos basándose en una comprensión
cuantitativa de las causas comunes de variación
inherentes a los procesos, este nivel se centra
en mejorar continuamente el rendimiento de
proceso mediante mejoras incrementales e
innovadoras de proceso y tecnológicas. Los
objetivos cuantitativos de mejora de procesos
para una organización se establecen, se revisan
continuamente para reflejar el cambio a los
objetivos del negocio y se utilizan como
criterios para gestionar la mejora de proceso.
Los efectos de procesos desplegados se miden y
evalúan frente a los objetivos cuantitativos de
mejora de procesos. Figura 6.
Figura 6
En el nivel 2 hay siete áreas de proceso
1. Gestión de requerimientos
(REQM)
2. Planificación de proyecto(PP)
3. Monitorización y control de
proyecto(PMC)
4. Gestión de acuerdos con
Proveedores (SAM)
5. Gestión Cuantitativa del
proyecto(QPM)
6. Gestión de riesgos (RSKM)
7. Gestión de configuración (CM)
Como se muestra en la siguiente figura.
Figura 7
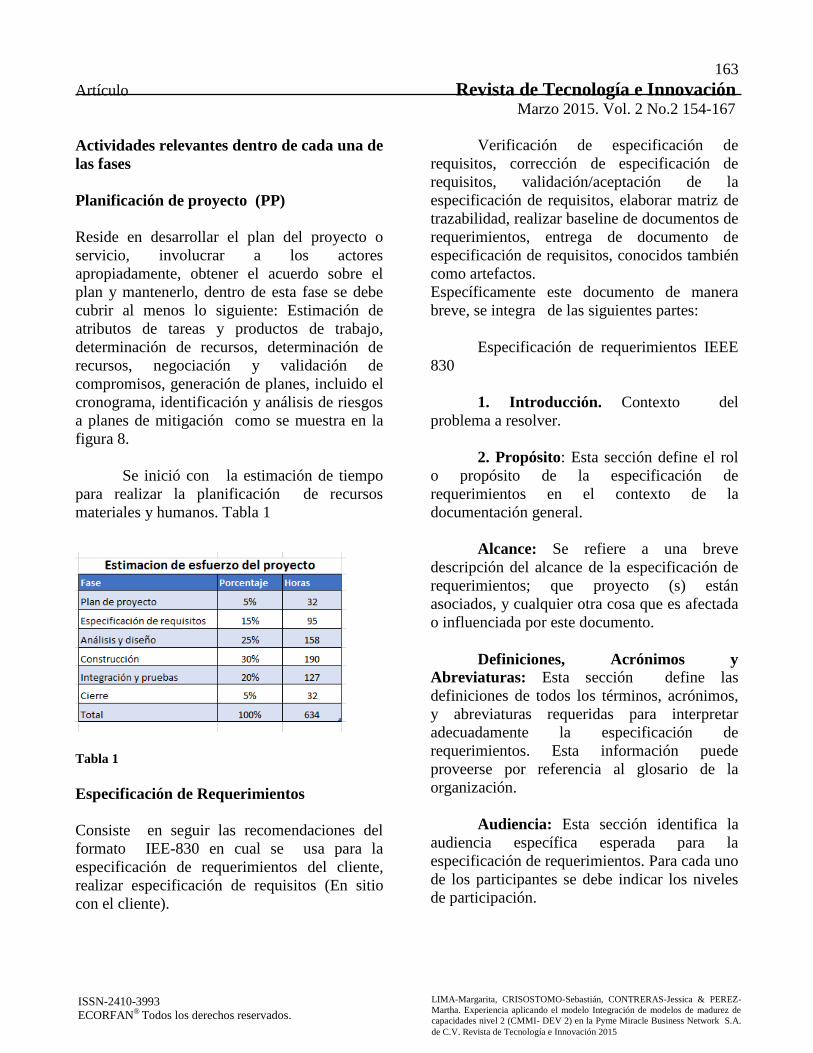
163
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Actividades relevantes dentro de cada una de
las fases
Planificación de proyecto (PP)
Reside en desarrollar el plan del proyecto o
servicio, involucrar a los actores
apropiadamente, obtener el acuerdo sobre el
plan y mantenerlo, dentro de esta fase se debe
cubrir al menos lo siguiente: Estimación de
atributos de tareas y productos de trabajo,
determinación de recursos, determinación de
recursos, negociación y validación de
compromisos, generación de planes, incluido el
cronograma, identificación y análisis de riesgos
a planes de mitigación como se muestra en la
figura 8.
Se inició con la estimación de tiempo
para realizar la planificación de recursos
materiales y humanos. Tabla 1
Tabla 1
Especificación de Requerimientos
Consiste en seguir las recomendaciones del
formato IEE-830 en cual se usa para la
especificación de requerimientos del cliente,
realizar especificación de requisitos (En sitio
con el cliente).
Verificación de especificación de
requisitos, corrección de especificación de
requisitos, validación/aceptación de la
especificación de requisitos, elaborar matriz de
trazabilidad, realizar baseline de documentos de
requerimientos, entrega de documento de
especificación de requisitos, conocidos también
como artefactos.
Específicamente este documento de manera
breve, se integra de las siguientes partes:
Especificación de requerimientos IEEE
830
1. Introducción. Contexto del
problema a resolver.
2. Propósito: Esta sección define el rol
o propósito de la especificación de
requerimientos en el contexto de la
documentación general.
Alcance: Se refiere a una breve
descripción del alcance de la especificación de
requerimientos; que proyecto (s) están
asociados, y cualquier otra cosa que es afectada
o influenciada por este documento.
Definiciones, Acrónimos y
Abreviaturas: Esta sección define las
definiciones de todos los términos, acrónimos,
y abreviaturas requeridas para interpretar
adecuadamente la especificación de
requerimientos. Esta información puede
proveerse por referencia al glosario de la
organización.
Audiencia: Esta sección identifica la
audiencia específica esperada para la
especificación de requerimientos. Para cada uno
de los participantes se debe indicar los niveles
de participación.
164
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Referencias: Esta sección tiene una
lista completa de todos los documentos
referenciados en cualquier lugar del documento.
Cada documento debe ser identificado por
título, número de reporte (si aplica), fecha de
publicación, archivo que lo contiene y
organización que lo publica. Especificar las
fuentes desde las que se obtuvieron las
referencias. Esta información puede ser provista
por referencia a un apéndice o a otro
documento.
1. Presentación del producto
2. Propósito del sistema
3. Objetivo: En este apartado se debe
indicar de manera general lo que se pretende
lograr con el desarrollo del sistema.
4. Alcance: Se indican en términos
generales las funciones que el sistema deberá
realizar.
No contempla: Este campo sirve para
indicar algunos aspectos funcionales o no
funcionales que se desea destacar, no estarán
incluidos en el producto. El objetivo de esta
sección es dejar expresadas cuestiones que el
producto no cubrirá.
Restricciones y supuestos: El objetivo
de este apartado es indicar cualquier aspecto
que debe ser considerado para el desarrollo, que
puede afectar al cumplimiento de los
requerimientos, que viene dado desde el
ambiente del negocio, o acordado con
anterioridad. Fundamentalmente se debe
destacar cuestiones políticas o legales del
entorno de la organización que pueden afectar
el éxito del proyecto si no se les brinda un
adecuado tratamiento.
5. Descripción general:
Listado de la funcionalidad del
sistema: Esta sección provee una descripción
general de la funcionalidad del sistema. Es
utilizado por la persona interesada en el
comportamiento del sistema, tales como:
clientes, arquitectos, analistas de sistemas,
analistas de proceso de negocio, diseñadores de
interfaz gráfica de usuario, analistas de prueba,
diseñadores de casos de prueba,
administradores, etc. Debe listar para cada caso
de uso:
El número del caso de uso: Es un
número correlativo, que se asigna conforme se
identifican las funciones del sistema y sirve
para facilitar su identificación.
El nombre del caso de uso: Debe ser
una frase representativa de la funcionalidad
que ese caso de uso realiza, el nombre no debe
repetirse.
Prioridad: En este campo se deberá
categorizar al caso de uso con relación a su
importancia en el contexto del sistema que se
está especificando, un criterio de clasificación
podría ser: esencial, deseable, útil.
Esencial: Cuando el caso de uso deba
incluirse en el sistema ya que es indispensable
para lograr el objetivo del desarrollo.
Útil: Cuando el sistema funcione menos
eficientemente si no se agrega este caso de uso,
es decir, que si no se incluye el objetivo del
desarrollo se alcanza, pero no de manera
óptima.
Deseable: Cuando el caso de uso no es
esencial para el sistema pero que lo hace, de
alguna manera más atractivo para los usuarios.
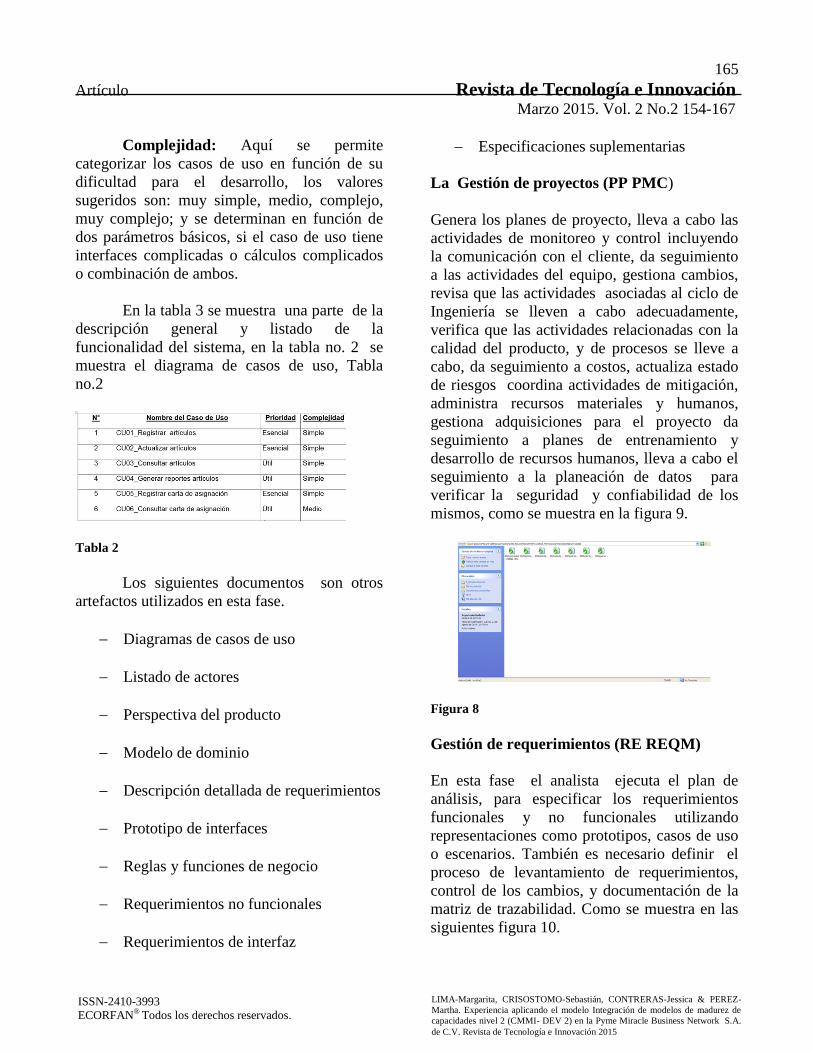
165
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Complejidad: Aquí se permite
categorizar los casos de uso en función de su
dificultad para el desarrollo, los valores
sugeridos son: muy simple, medio, complejo,
muy complejo; y se determinan en función de
dos parámetros básicos, si el caso de uso tiene
interfaces complicadas o cálculos complicados
o combinación de ambos.
En la tabla 3 se muestra una parte de la
descripción general y listado de la
funcionalidad del sistema, en la tabla no. 2 se
muestra el diagrama de casos de uso, Tabla
no.2
Tabla 2
Los siguientes documentos son otros
artefactos utilizados en esta fase.
Diagramas de casos de uso
Listado de actores
Perspectiva del producto
Modelo de dominio
Descripción detallada de requerimientos
Prototipo de interfaces
Reglas y funciones de negocio
Requerimientos no funcionales
Requerimientos de interfaz
Especificaciones suplementarias
La Gestión de proyectos (PP PMC)
Genera los planes de proyecto, lleva a cabo las
actividades de monitoreo y control incluyendo
la comunicación con el cliente, da seguimiento
a las actividades del equipo, gestiona cambios,
revisa que las actividades asociadas al ciclo de
Ingeniería se lleven a cabo adecuadamente,
verifica que las actividades relacionadas con la
calidad del producto, y de procesos se lleve a
cabo, da seguimiento a costos, actualiza estado
de riesgos coordina actividades de mitigación,
administra recursos materiales y humanos,
gestiona adquisiciones para el proyecto da
seguimiento a planes de entrenamiento y
desarrollo de recursos humanos, lleva a cabo el
seguimiento a la planeación de datos para
verificar la seguridad y confiabilidad de los
mismos, como se muestra en la figura 9.
Figura 8
Gestión de requerimientos (RE REQM)
En esta fase el analista ejecuta el plan de
análisis, para especificar los requerimientos
funcionales y no funcionales utilizando
representaciones como prototipos, casos de uso
o escenarios. También es necesario definir el
proceso de levantamiento de requerimientos,
control de los cambios, y documentación de la
matriz de trazabilidad. Como se muestra en las
siguientes figura 10.
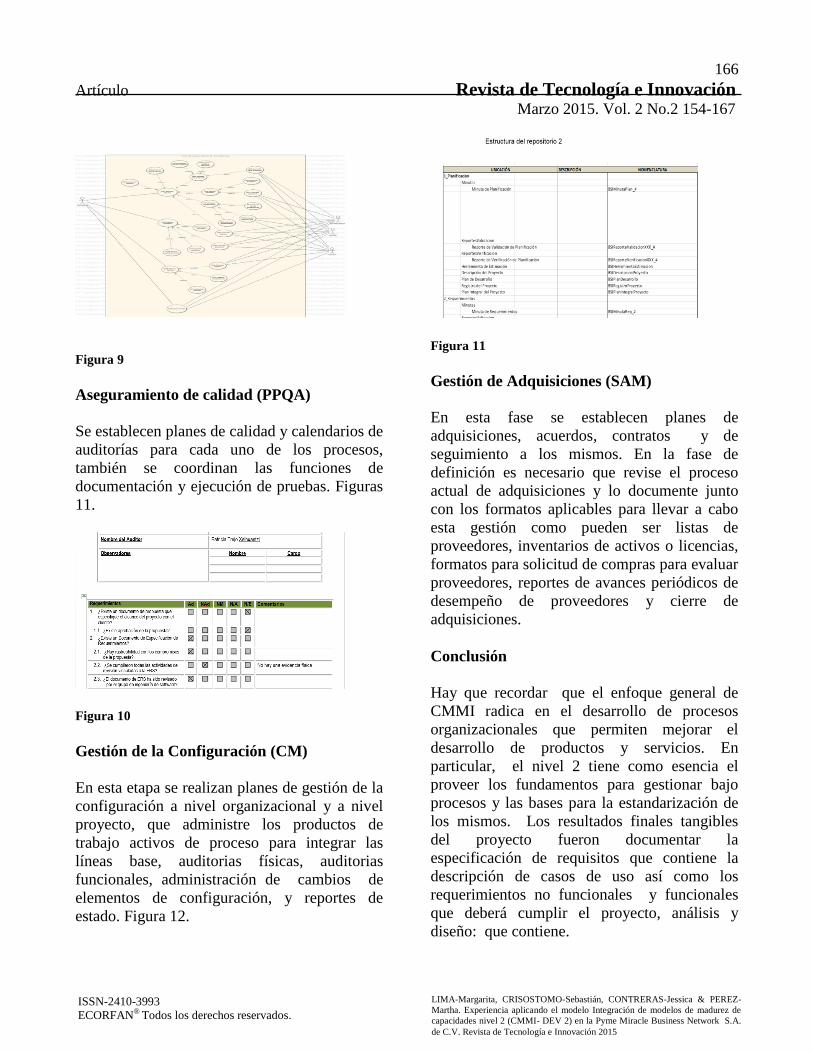
166
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Figura 9
Aseguramiento de calidad (PPQA)
Se establecen planes de calidad y calendarios de
auditorías para cada uno de los procesos,
también se coordinan las funciones de
documentación y ejecución de pruebas. Figuras
11.
Figura 10
Gestión de la Configuración (CM)
En esta etapa se realizan planes de gestión de la
configuración a nivel organizacional y a nivel
proyecto, que administre los productos de
trabajo activos de proceso para integrar las
líneas base, auditorias físicas, auditorias
funcionales, administración de cambios de
elementos de configuración, y reportes de
estado. Figura 12.
Figura 11
Gestión de Adquisiciones (SAM)
En esta fase se establecen planes de
adquisiciones, acuerdos, contratos y de
seguimiento a los mismos. En la fase de
definición es necesario que revise el proceso
actual de adquisiciones y lo documente junto
con los formatos aplicables para llevar a cabo
esta gestión como pueden ser listas de
proveedores, inventarios de activos o licencias,
formatos para solicitud de compras para evaluar
proveedores, reportes de avances periódicos de
desempeño de proveedores y cierre de
adquisiciones.
Conclusión
Hay que recordar que el enfoque general de
CMMI radica en el desarrollo de procesos
organizacionales que permiten mejorar el
desarrollo de productos y servicios. En
particular, el nivel 2 tiene como esencia el
proveer los fundamentos para gestionar bajo
procesos y las bases para la estandarización de
los mismos. Los resultados finales tangibles
del proyecto fueron documentar la
especificación de requisitos que contiene la
descripción de casos de uso así como los
requerimientos no funcionales y funcionales
que deberá cumplir el proyecto, análisis y
diseño: que contiene.
167
Artículo Revista de Tecnología e Innovación Marzo 2015. Vol. 2 No.2 154-167
ISSN-2410-3993
ECORFAN® Todos los derechos reservados. LIMA-Margarita, CRISOSTOMO-Sebastián, CONTRERAS-Jessica & PEREZ-
Martha. Experiencia aplicando el modelo Integración de modelos de madurez de
capacidades nivel 2 (CMMI- DEV 2) en la Pyme Miracle Business Network S.A.
de C.V. Revista de Tecnología e Innovación 2015
Referencias
Institute, S. E. (2010). CMMI® for
Development, Version 1.3. Carnegie Mellon
University.
Lussier, R. (2010). Liderazgo teoria, aplicación
y desarrollo de habilidades (4 ed.). Queretaro:
CENGAGE Learning.
Piattini, M. y Garzás Javier (2 ed.). (2010).
Alfaomega.
Somerville, I. (2011). Ingeniería de software
(2011 ed.). México: Pearson Educación.
Yesenia Nohemí González Meneses, N.Y.
(2014). Análisis del estado actual de
certificaciones CMMIDEV ver. 1.3 año 2013 y
2014, a nivel Mundial y en México . Research
in Computing Science 79 (2014), 124.
Institute, S. E. (2010). CMMI® for
Development, Version 1.3. Carnegie Mellon
University.
Recuperado de
http://cmmiinstitute.com/resources/cmmi-
development-version-13
Rodríguez Cosme, B. (2014) Sistema de
adquisición de bienes, servicios e
infraestructura aplicando el modelo CMMI-
DEV2 (Memoria de estadia profesional inédita
de Técnico Superior Universitario).
Universidad Tecnológica de Tlaxcala
PYME Miracle Business S.A.de C.V.
Kernel-SEI. HandsOnCMMiDev Vjca
[Diapositivas], 91 Diapositivas
Secretaría de Economía. Prosoft 3.0
Convocatoria Prosoft 2014. Recuperado de
http://www.prosoft.economia.gob.mx
168
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 168-173
Diseño y Construcción de un Fotedetector Balanceado
REYNA-Pablo†, GARRIDO-Javier, VAZQUEZ-Manuel & FLORES-Eladio
Universidad Tecnologica del Sureste de Veracruz. Avenida Universidad Lote Grande Numero 1, sin Colonia C.P. 96360
Coatzacoalcos, Ver.
Recibido 27 de Enero, 2015; Aceptado9 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen. En este trabajo se presenta el diseño y
construcción de un fotodetector balanceado el
cual consiste de dos fotodetectores, dos
amplificadores de trans-impedancia y un
restador, considerando para su arreglo
electrónico las características principales de los
circuitos integrados como es su ganancia y
ancho de banda, para corroborar esto se ha
implementado una metodología para
caracterizar cada componente para obtener su
diagrama de Bode y su correspondiente ancho
de banda.
Fotodetector, Caracterización, Trans-
impedancia, ancho de banda
Abstract. In this paper presents the design and
construction of a balanced photodetector which
consists of two photodetectors two trans-
impedance amplifiers and a subtractor,
considering for electronic settlement the main
features of integrated circuits as is your gain
and bandwidth to corroborate this has
implemented a methodology to characterize
each component for its Bode plot and
corresponding bandwidth.
Photodetector, Characterization,
Transimpedance, Bandwidth
___________________________________________________________________________________________________
Citación: REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel & FLORES-Eladio. Diseño y Construcción de un
Fotedetector Balanceado. Revista de Tecnología e Innovación 2015, 2-2:168-173
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
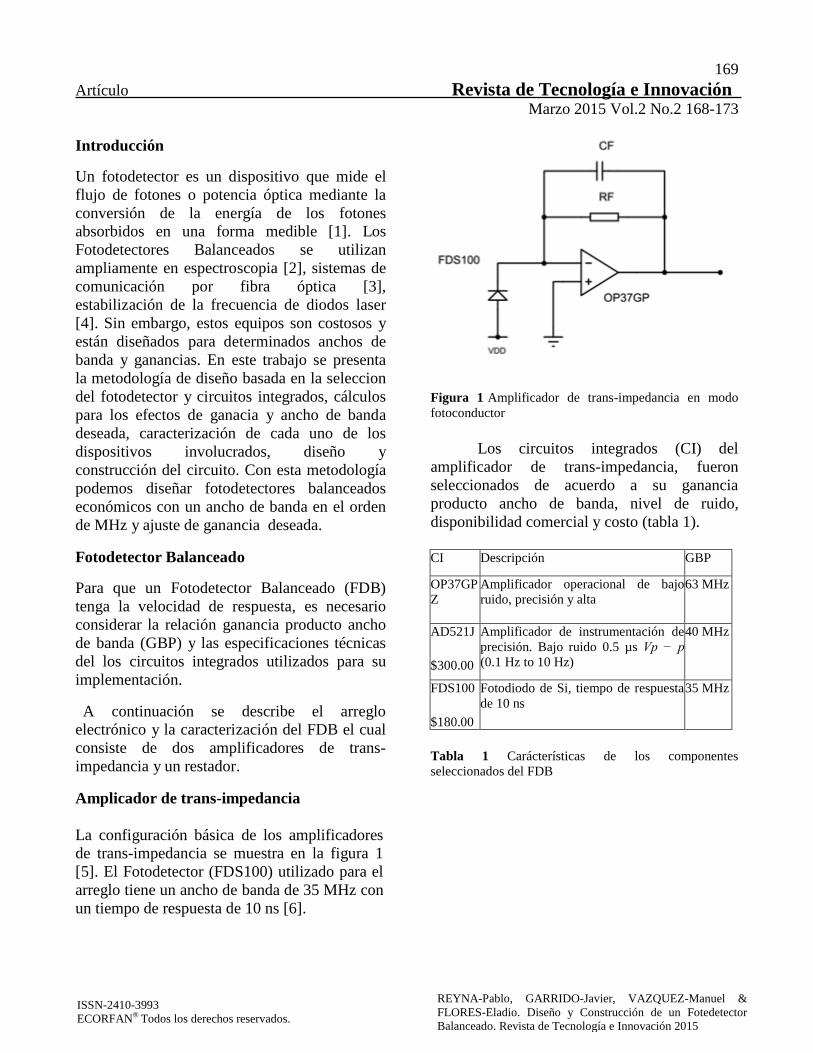
169
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 168-173
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel &
FLORES-Eladio. Diseño y Construcción de un Fotedetector
Balanceado. Revista de Tecnología e Innovación 2015
Introducción
Un fotodetector es un dispositivo que mide el
flujo de fotones o potencia óptica mediante la
conversión de la energía de los fotones
absorbidos en una forma medible [1]. Los
Fotodetectores Balanceados se utilizan
ampliamente en espectroscopia [2], sistemas de
comunicación por fibra óptica [3],
estabilización de la frecuencia de diodos laser
[4]. Sin embargo, estos equipos son costosos y
están diseñados para determinados anchos de
banda y ganancias. En este trabajo se presenta
la metodología de diseño basada en la seleccion
del fotodetector y circuitos integrados, cálculos
para los efectos de ganacia y ancho de banda
deseada, caracterización de cada uno de los
dispositivos involucrados, diseño y
construcción del circuito. Con esta metodología
podemos diseñar fotodetectores balanceados
económicos con un ancho de banda en el orden
de MHz y ajuste de ganancia deseada.
Fotodetector Balanceado
Para que un Fotodetector Balanceado (FDB)
tenga la velocidad de respuesta, es necesario
considerar la relación ganancia producto ancho
de banda (GBP) y las especificaciones técnicas
del los circuitos integrados utilizados para su
implementación.
A continuación se describe el arreglo
electrónico y la caracterización del FDB el cual
consiste de dos amplificadores de trans-
impedancia y un restador.
Amplicador de trans-impedancia
La configuración básica de los amplificadores
de trans-impedancia se muestra en la figura 1
[5]. El Fotodetector (FDS100) utilizado para el
arreglo tiene un ancho de banda de 35 MHz con
un tiempo de respuesta de 10 ns [6].
Figura 1 Amplificador de trans-impedancia en modo
fotoconductor
Los circuitos integrados (CI) del
amplificador de trans-impedancia, fueron
seleccionados de acuerdo a su ganancia
producto ancho de banda, nivel de ruido,
disponibilidad comercial y costo (tabla 1).
CI Descripción GBP
OP37GP
Z
$160.00
Amplificador operacional de bajo
ruido, precisión y alta
velocidad. Bajo ruido 80 ns Vp − p
(0.1 Hz to 10 Hz)
63 MHz
AD521J
$300.00
Amplificador de instrumentación de
precisión. Bajo ruido 0.5 µs Vp − p
(0.1 Hz to 10 Hz)
40 MHz
FDS100
$180.00
Fotodiodo de Si, tiempo de respuesta
de 10 ns
35 MHz
Tabla 1 Carácterísticas de los componentes
seleccionados del FDB
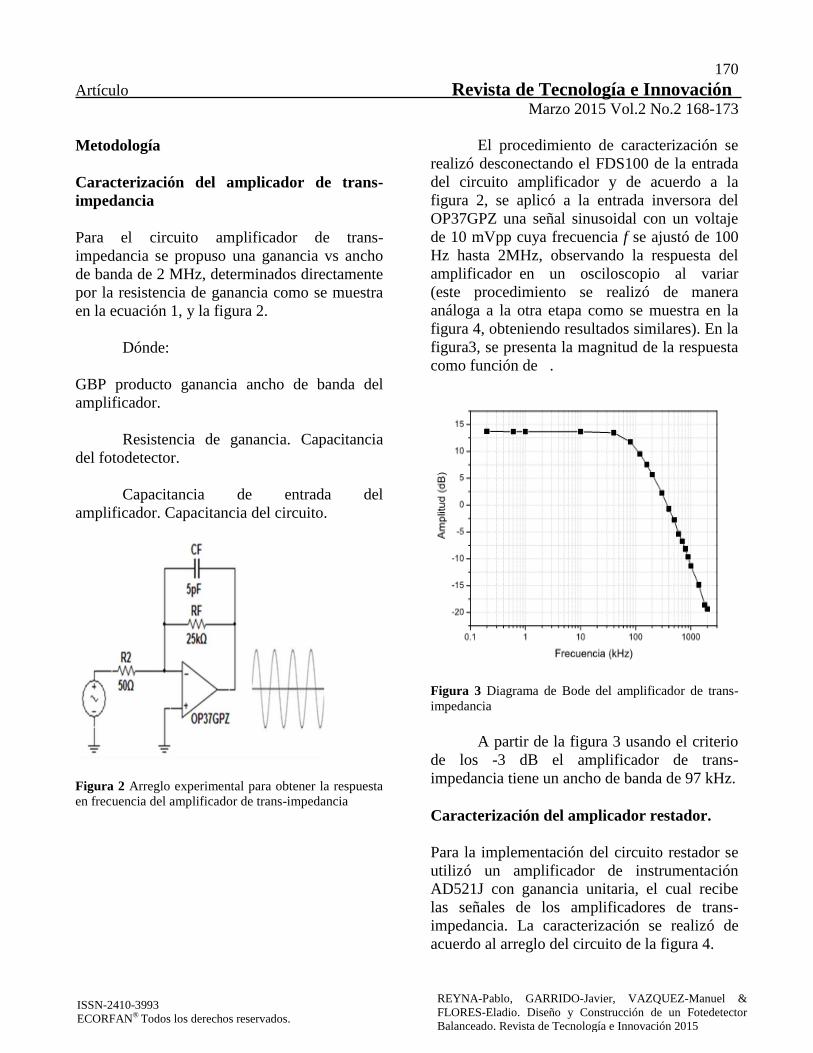
170
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 168-173
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel &
FLORES-Eladio. Diseño y Construcción de un Fotedetector
Balanceado. Revista de Tecnología e Innovación 2015
Metodología
Caracterización del amplicador de trans-
impedancia
Para el circuito amplificador de trans-
impedancia se propuso una ganancia vs ancho
de banda de 2 MHz, determinados directamente
por la resistencia de ganancia como se muestra
en la ecuación 1, y la figura 2.
Dónde:
GBP producto ganancia ancho de banda del
amplificador.
Resistencia de ganancia. Capacitancia
del fotodetector.
Capacitancia de entrada del
amplificador. Capacitancia del circuito.
Figura 2 Arreglo experimental para obtener la respuesta
en frecuencia del amplificador de trans-impedancia
El procedimiento de caracterización se
realizó desconectando el FDS100 de la entrada
del circuito amplificador y de acuerdo a la
figura 2, se aplicó a la entrada inversora del
OP37GPZ una señal sinusoidal con un voltaje
de 10 mVpp cuya frecuencia f se ajustó de 100
Hz hasta 2MHz, observando la respuesta del
amplificador en un osciloscopio al variar
(este procedimiento se realizó de manera
análoga a la otra etapa como se muestra en la
figura 4, obteniendo resultados similares). En la
figura3, se presenta la magnitud de la respuesta
como función de .
Figura 3 Diagrama de Bode del amplificador de trans-
impedancia
A partir de la figura 3 usando el criterio
de los -3 dB el amplificador de trans-
impedancia tiene un ancho de banda de 97 kHz.
Caracterización del amplicador restador.
Para la implementación del circuito restador se
utilizó un amplificador de instrumentación
AD521J con ganancia unitaria, el cual recibe
las señales de los amplificadores de trans-
impedancia. La caracterización se realizó de
acuerdo al arreglo del circuito de la figura 4.
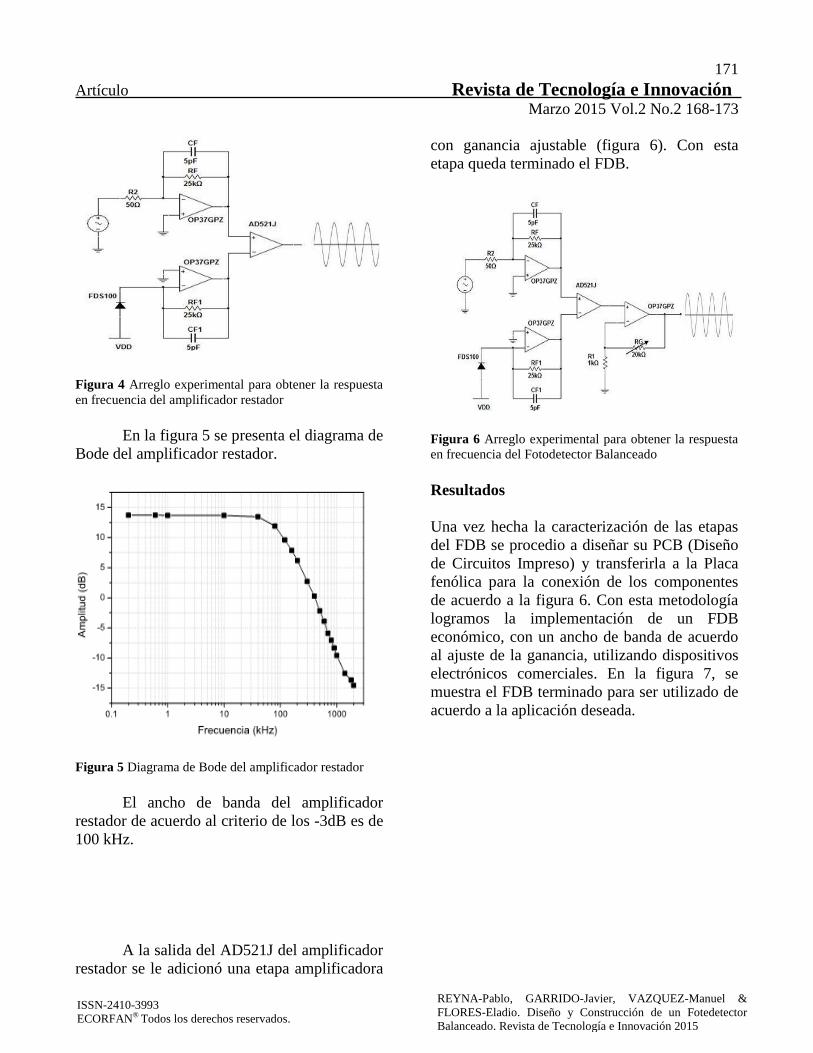
171
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 168-173
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel &
FLORES-Eladio. Diseño y Construcción de un Fotedetector
Balanceado. Revista de Tecnología e Innovación 2015
Figura 4 Arreglo experimental para obtener la respuesta
en frecuencia del amplificador restador
En la figura 5 se presenta el diagrama de
Bode del amplificador restador.
Figura 5 Diagrama de Bode del amplificador restador
El ancho de banda del amplificador
restador de acuerdo al criterio de los -3dB es de
100 kHz.
A la salida del AD521J del amplificador
restador se le adicionó una etapa amplificadora
con ganancia ajustable (figura 6). Con esta
etapa queda terminado el FDB.
Figura 6 Arreglo experimental para obtener la respuesta
en frecuencia del Fotodetector Balanceado
Resultados
Una vez hecha la caracterización de las etapas
del FDB se procedio a diseñar su PCB (Diseño
de Circuitos Impreso) y transferirla a la Placa
fenólica para la conexión de los componentes
de acuerdo a la figura 6. Con esta metodología
logramos la implementación de un FDB
económico, con un ancho de banda de acuerdo
al ajuste de la ganancia, utilizando dispositivos
electrónicos comerciales. En la figura 7, se
muestra el FDB terminado para ser utilizado de
acuerdo a la aplicación deseada.
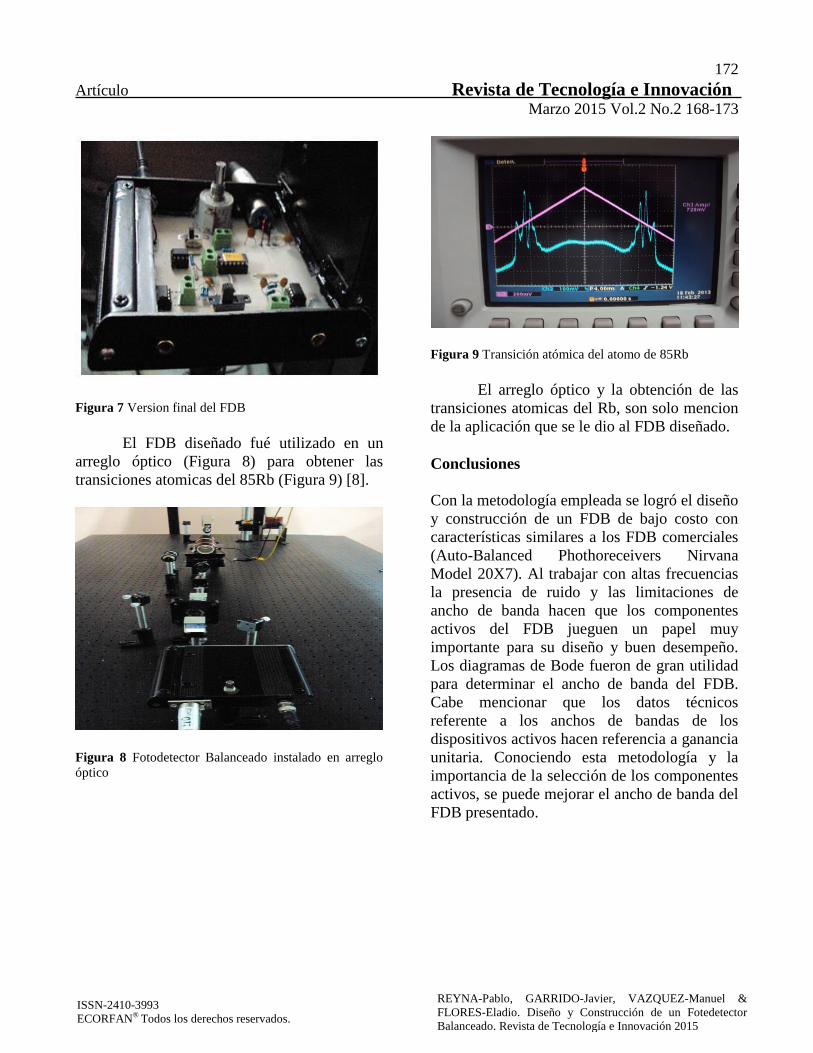
172
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 168-173
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel &
FLORES-Eladio. Diseño y Construcción de un Fotedetector
Balanceado. Revista de Tecnología e Innovación 2015
Figura 7 Version final del FDB
El FDB diseñado fué utilizado en un
arreglo óptico (Figura 8) para obtener las
transiciones atomicas del 85Rb (Figura 9) [8].
Figura 8 Fotodetector Balanceado instalado en arreglo
óptico
Figura 9 Transición atómica del atomo de 85Rb
El arreglo óptico y la obtención de las
transiciones atomicas del Rb, son solo mencion
de la aplicación que se le dio al FDB diseñado.
Conclusiones
Con la metodología empleada se logró el diseño
y construcción de un FDB de bajo costo con
características similares a los FDB comerciales
(Auto-Balanced Phothoreceivers Nirvana
Model 20X7). Al trabajar con altas frecuencias
la presencia de ruido y las limitaciones de
ancho de banda hacen que los componentes
activos del FDB jueguen un papel muy
importante para su diseño y buen desempeño.
Los diagramas de Bode fueron de gran utilidad
para determinar el ancho de banda del FDB.
Cabe mencionar que los datos técnicos
referente a los anchos de bandas de los
dispositivos activos hacen referencia a ganancia
unitaria. Conociendo esta metodología y la
importancia de la selección de los componentes
activos, se puede mejorar el ancho de banda del
FDB presentado.
173
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 168-173
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
REYNA-Pablo, GARRIDO-Javier, VAZQUEZ-Manuel &
FLORES-Eladio. Diseño y Construcción de un Fotedetector
Balanceado. Revista de Tecnología e Innovación 2015
Referencias
Bahaa, E. A. Saleh, Malvin Carl Teich
(1991). ―Fundamentals of Photonics‖, J.W
Goodman.
Petelski, R. T., Fattori, M., Lamporesi, G.,
Stuhler J., and Tino, G. M., (2002). ―Doppler-
free spectroscopy using magnetically induced
dichroism of atomic vapor: a new scheme for
laser frequency‖ Eur. Phys. J. D.
Okoshi, T., and Kikuchi, K. (1988). ―Coherent
optical fiber communications‖, Kluwer
Academic Publishers and KTK cientific
Publishers Tokio, Japan.
Sowka, K., Weel, M., Cauchi, S.,
Cockins, L., and Kumarakrishnan, A. (2005).
―A home-built lock-in amplier for laser
frequency stabilization", Can. J. Phys, VOL 83.
Franco Sergio (2002), ―Design with operational
amplifiers and analog integrated circuits‖, Third
edition, McGrawHill.
Thorlabs, Fotodiode FDS100, datasheet.
Photodiode characteristics, UDT Sensors Inc.
http:\\www.udt.com.
Reyna Guerra Pablo, (2013). ―Desarrollo de un
sistema de control electrónico para estabilizar
la frecuencia óptica de un diodo láser en el
esquema DAVLL‖, Tesis de Maestría no
publicada, BUAP, Puebla Pue., México.

174
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 174-179
Optimización del rendimiento de Biodiesel utilizando catalizadores con precursor
de Cobre (Cu) y Oxido de Silicio (SiO2)
AVELINO-ROSAS, Roberto†, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik &
MALDONADO-SUAREZ, Pedro
Universidad Tecnológica de Tecamachalco
Recibido 17 de Enero, 2015; Aceptado 11 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
Debido a la preocupación mundial por la escasez del
petróleo y por la disminución del cambio climático
global. Este proyecto tiene como fin la fabricación del
biodiesel a partir de aceite de reúso como combustible
incorporándole un catalizador Cu como precursor
soportado en SiO2. El biodiesel es un combustible
biodegradable, no tóxico, que se produce a partir de los
aceites vegetales por medio de la transesterificación de
los triglicéridos (grasas) con metanol. Para que las
reacciones químicas de la obtención del biodiesel sean
óptimas, utilizando aceite de reúso como materia prima y
metanol en una proporción molar de 2:1, ya que la
conversión de los triglicéridos en ácidos grasos es elevada
y el tiempo de reacción es corto. La utilización del
biodiesel permite la reducción equilibrada de gases
de efecto invernadero generados por la utilización de
combustibles fósiles. Por lo tanto, la sustitución parcial o
total de biodiesel en los motores diésel producirá una
fuerte disminución en el calentamiento global del planeta.
Fotodetector, Caracterización, Trans-
impedancia, ancho de banda
Abstract. Due to the global concern about the shortage of oil and
the reduction of global climate change. This project
aims at making biodiesel from oil reuse as fuel
incorporating Cu as a catalyst precursor supported on
SiO2. Biodiesel is a non-toxic biodegradable fuel
which is produced from vegetable oils by the
transesterification of triglycerides (fats) with
methanol. For chemical reactions to obtain biodiesel
are optimal, using reuse oil feedstock and methanol in
a molar ratio of 2: 1, since the conversion of
triglycerides to fatty acids is high and the reaction time
is short . The use of biodiesel allows the balanced
reduction of greenhouse gases generated by the
burning of fossil fuels. Therefore, the partial or total
replacement of biodiesel in diesel engines produce a
sharp decline in global warming.
Photodetector, Characterization,
Transimpedance, Bandwidth
___________________________________________________________________________________________________
Citación: AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik & MALDONADO-
SUAREZ, Pedro. Optimización del rendimiento de Biodiesel utilizando catalizadores con precursor de Cobre (Cu) y Oxido
de Silicio (SiO2). Revista de Tecnología e Innovación 2015, 2-2:174-179
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
175
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 174-179
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik &
MALDONADO-SUAREZ, Pedro. Optimización del rendimiento de Biodiesel utilizando
catalizadores con precursor de Cobre (Cu) y Oxido de Silicio (SiO2). Revista de Tecnología e
Innovación 2015
Introducción
La investigación y desarrollo de combustibles
alternos en los últimos años ha puesto énfasis
en mejorar el rendimiento y los costos de
obtención de biocombustibles que permita la
incorporación al mercado en mayor cantidad,
esto ha ocasionado mejoras en las técnicas de
obtención de biocombustibles con el objetivo
de optimizar el rendimiento, una de las técnicas
que se describen en este proyecto es la
utilización de aceite vegetal usado y
catalizadores que utilizan como elemento
precursor al Cobre (Cu), soportado por Oxido
de Silicio (SiO2).Actualmente, los distintos
tipos de combustibles en base a la biomasa,
están recibiendo extrema atención en la
preservación, mejora y el cuidado del medio
ambiente, así también, por la cada vez más
cerca culminación de los hidrocarburos
derivados del petróleo.
Los biocombustibles se presentan de
forma sólida, líquida o gaseosa para el sector de
transporte, y son producidos a través de la
biomasa como materia prima básica. Los
biocombustibles pueden producirse de distintas
fuentes biológicas, que son renovables,
sostenibles, de carbono biodegradable, neutral
para el ciclo de la vida y respetuosos con el
medio ambiente. Muchos de los
biocombustibles tienen opciones muy atractivas
para el futuro del sector del transporte como el
biodiesel, bioetanol, biometanol y
biohidrógeno.
Objetivo
Explorar los efectos del uso de un catalizador
dopado con metales de transición en distintos
porcentajes a base de cobre por ser considerado
como un metal seminoble, favorece el
aglomeramiento del catalizador ocasionando
que sea separado fácilmente del biodiesel
después de la reacción. El Cu favorece el
rendimiento en la fabricación del biodiesel y
mantienen su actividad catalítica.
Metodología
Se propone una técnica de elaboración de
biodiesel la cual muestra resultados que
cumplen con la calidad del biodiesel, según las
normas internacionales, proponiendo lo
siguiente:
- La búsqueda y optimización de un catalizador
que haga eficiente la producción del biodiesel.
- Poseer un sistema menos contaminante.
- Procesar cualquier tipo de aceite de desecho.
- Facilidad en la limpieza de residuos.
- Tener una baja relación de costo / actividad.
Técnica de impregnación
- Se coloca la cantidad de soporte en un
vaso de precipitado (5.0 g).
- Se adiciona la sal precursora de Cu
requerido.
- Se agita para homogenizar.
- Se evapora a 70 C durante 24 horas.
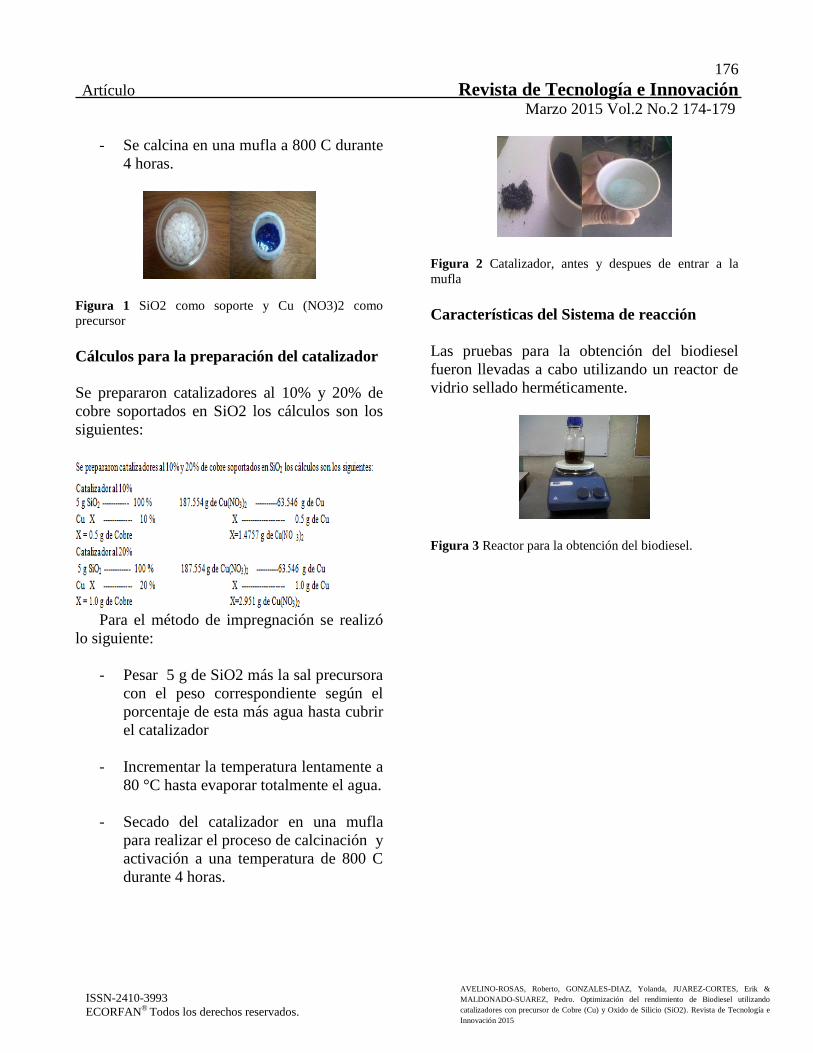
176
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 174-179
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik &
MALDONADO-SUAREZ, Pedro. Optimización del rendimiento de Biodiesel utilizando
catalizadores con precursor de Cobre (Cu) y Oxido de Silicio (SiO2). Revista de Tecnología e
Innovación 2015
- Se calcina en una mufla a 800 C durante
4 horas.
Figura 1 SiO2 como soporte y Cu (NO3)2 como
precursor
Cálculos para la preparación del catalizador
Se prepararon catalizadores al 10% y 20% de
cobre soportados en SiO2 los cálculos son los
siguientes:
Figura 2 Catalizador, antes y despues de entrar a la
mufla
Características del Sistema de reacción
Las pruebas para la obtención del biodiesel
fueron llevadas a cabo utilizando un reactor de
vidrio sellado herméticamente.
Figura 3 Reactor para la obtención del biodiesel.
Para el método de impregnación se realizó
lo siguiente:
- Pesar 5 g de SiO2 más la sal precursora
con el peso correspondiente según el
porcentaje de esta más agua hasta cubrir
el catalizador
- Incrementar la temperatura lentamente a
80 °C hasta evaporar totalmente el agua.
- Secado del catalizador en una mufla
para realizar el proceso de calcinación y
activación a una temperatura de 800 C
durante 4 horas.
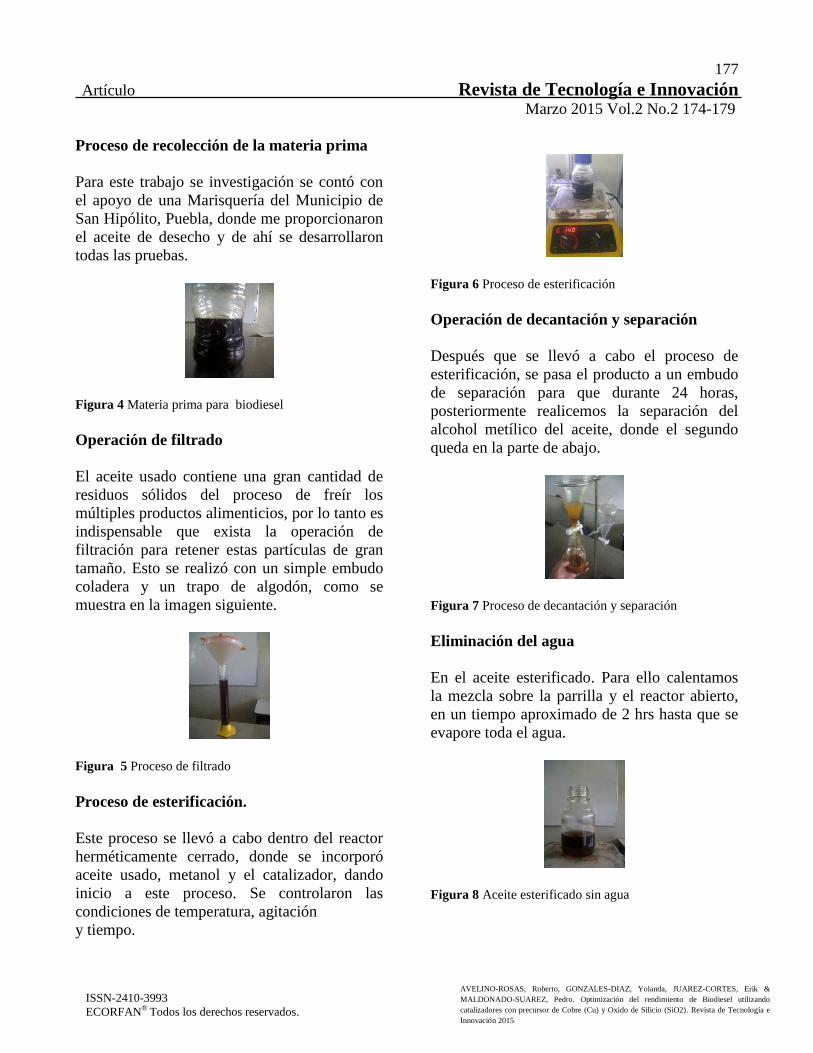
177
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 174-179
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik &
MALDONADO-SUAREZ, Pedro. Optimización del rendimiento de Biodiesel utilizando
catalizadores con precursor de Cobre (Cu) y Oxido de Silicio (SiO2). Revista de Tecnología e
Innovación 2015
Proceso de recolección de la materia prima
Para este trabajo se investigación se contó con
el apoyo de una Marisquería del Municipio de
San Hipólito, Puebla, donde me proporcionaron
el aceite de desecho y de ahí se desarrollaron
todas las pruebas.
Figura 4 Materia prima para biodiesel
Operación de filtrado
El aceite usado contiene una gran cantidad de
residuos sólidos del proceso de freír los
múltiples productos alimenticios, por lo tanto es
indispensable que exista la operación de
filtración para retener estas partículas de gran
tamaño. Esto se realizó con un simple embudo
coladera y un trapo de algodón, como se
muestra en la imagen siguiente.
Figura 5 Proceso de filtrado
Proceso de esterificación.
Este proceso se llevó a cabo dentro del reactor
herméticamente cerrado, donde se incorporó
aceite usado, metanol y el catalizador, dando
inicio a este proceso. Se controlaron las
condiciones de temperatura, agitación
y tiempo.
Figura 6 Proceso de esterificación
Operación de decantación y separación
Después que se llevó a cabo el proceso de
esterificación, se pasa el producto a un embudo
de separación para que durante 24 horas,
posteriormente realicemos la separación del
alcohol metílico del aceite, donde el segundo
queda en la parte de abajo.
Figura 7 Proceso de decantación y separación
Eliminación del agua
En el aceite esterificado. Para ello calentamos
la mezcla sobre la parrilla y el reactor abierto,
en un tiempo aproximado de 2 hrs hasta que se
evapore toda el agua.
Figura 8 Aceite esterificado sin agua
178
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 174-179
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik &
MALDONADO-SUAREZ, Pedro. Optimización del rendimiento de Biodiesel utilizando
catalizadores con precursor de Cobre (Cu) y Oxido de Silicio (SiO2). Revista de Tecnología e
Innovación 2015
Proceso de transesterificación
Dentro del reactor agregamos 100 ml de aceite
esterificado más metóxido junto Con el
catalizador, esta mezcla se coloca sobre la
parrilla de calentamiento con agitación
constante a una temperatura de 65 °C durante
una hora.
Separación
Se pasa toda la emulsión a un embudo de
separación, en donde ahora, todo el producto de
la esterificación se divide en el Biodiesel (que
se encuentra en la parte superior del embudo) y
en metanol, hidróxido, glicerol, sal, etc. en la
parte inferior.
Figura 9 Separación de Biodiesel y residuos
Sistema de neutralización y lavado
Se prepara una mezcla de 250 ml de agua a una
temperatura de 80 °C con 5 ml de ácido acético.
Se agita durante 20 min dentro del reactor.
Operación de evaporación
En el recipiente se calienta a temperatura de
evaporación del agua durante aproximadamente
dos horas y finalmente obtenemos el biodiesel
puro.
Figura 10 Biodiesel
Resultados
Se observaron diferencias en donde aparecieron
los picos en 1743, 1377, 1159, 1033 y 871 cm -
1 en el aceite se trasladó a 1742, 1361, 1170,
1015 y 880 cm -1 en el biodiesel,
respectivamente. Por lo tanto, la desaparición
de los picos a 1464, 1097 y 965 cm -1 a partir
del espectro del aceite y aparición de nuevos
picos en la muestra de biodiesel a 1435 cm -1 y
1195 cm -1 muestran claramente la conversión
del aceite en biodiesel. Además, la ausencia
de un pico ancho en el 3100-3500 cm -1
región, relacionada con la deformación axial
característica de grupos OH, sugiere que el
biodiesel sintetizado posee bajos contenidos de
agua como el apoyo de las otras técnicas.
La actividad catalítica utilizando
catalizador de 20%Cu/SiO2 esto podría ser
debido a la presencia de la fuerza óptima de los
sitios ácidos y básicos activos presentes en el
catalizador para formar especies altamente
reactivas para la reacción de transesterificación.
Por otra parte, sin la formación de jabón se
encontró durante el transcurso de la reacción
como la esterificación simultánea de ácidos
grasos libres y la transesterificación de los
triglicéridos se llevó a cabo con éxito.
179
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 174-179
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
AVELINO-ROSAS, Roberto, GONZALES-DIAZ, Yolanda, JUAREZ-CORTES, Erik &
MALDONADO-SUAREZ, Pedro. Optimización del rendimiento de Biodiesel utilizando
catalizadores con precursor de Cobre (Cu) y Oxido de Silicio (SiO2). Revista de Tecnología e
Innovación 2015
Conclusiones
El biodiesel es un combustible alternativo
compuesto principalmente de esteres de ácidos
grasos de alquilo mono-derivados de aceites
vegetales o grasas animales, que pueden ser
quemados en un encendido por compresión. El
biodiesel tiene muchas ventajas técnicas
importantes en comparación con el diésel de
petróleo incluyendo lubricidad superior,
inherente, baja toxicidad, alto punto de
inflamación, muy bajo o insignificante
contenido de azufre y las emisiones de gases de
escape de las especies más regulados.
Evaluación Catalítica
Con el fin de fabricar un biodiesel de calidad se
realizaron las pruebas fisicoquímicas, estas se
llevaron a cabo después de la reacción de
esterificación y transesterificación en presencia
de un catalizador de 20%Cu/SiO2, los
resultados se muestran en la tabla.
Tabla 1
Referencias
("Resumen para responsables de políticas" por
el IPCC: Clima Change 2007: The Physical
Science Basis. Contribución del Grupo de
Trabajo I al Cuarto Informe de Evaluación del
Grupo Intergubernamental de Expertos sobre el
Cambio Climático Cambiar. http://ipcc-
g1.ucar.edu/wg1/Report/AR4WG1_Print_SPM.
pdf de julio 2009 ).
J.c MacCarty y col. Catal. Today 47 (1999)
B.W.L. Jang Catal Today 47(1999)103.
Lee, J. H., and Trimm D. L, (1995). Catalytic
combustion of methane. Fuel Processing
Technology 42 (2-3): 339–359
R.F. Hicks, C. Christiani, P. Forzatti, Catal.
Special. Period. Rep. 13(1997)85.
P. Briot, M. Primet, Appl. Catal. 69(1991)301.
P.L. Haack, K. Otto, Catal. Lett. 34 (1995)31.
C.A. Mueller, M. Maciejewski, R.A. Koeppel,
A. Baiker, Catal 47(1999)245.
H. Widjaja, K. Sekizawa. K. Eguchi, H. Arai,
Catal. Today 35(1997)197.
F.H. Ribeiro, M. Chow, R.A. Dalla Betta, J.
Catal. 146(1994)537.
T.R. Baldwin, R. Burch, Appl. Catal.
66(1990)337.
SmH. Oh, P.J. Mitchell, R.M. Siewert, J. Catal.
146(1994)537.
R. Burch, F.J. Urbano, Appl. Catal. A. 124
(1995)121.
J.N. Carstens, S.C. Su, A:T: Bell, J. Catal. 176
(1998)136.

180
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
Sistema experto para el diagnóstico de emergencias toxicológicas
MASCADA-Sandra†, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ, Laura & ARANDA-
BENITEZ, Boris
Instituto Tecnológico de Zacatepec
Recibido 2 de Enero, 2015; Aceptado 26 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El crecimiento demográfico supera ampliamente el
incremento del número de hospitales y centros de
salud, más aún, el número de médicos considerados
como expertos en su área de especialidad no son
suficientes para atender a la creciente demanda de la
población. Los sistemas expertos tienen un área de
aplicación muy importante en el campo médico,
además de tener un impacto social y económico.
El presente trabajo muestra el análisis, diseño e
implementación del proyecto: ―Sistema Experto
para diagnóstico de emergencias toxicológicas‖. Se
describen los fundamentos conceptuales y teóricos
utilizados para su creación, se detalla la información
de los módulos de creación de interfaz de usuario,
interfaz de experto y motor de inferencia los cuales
funcionan de acuerdo a lo establecido.
Sistema experto, emergencias toxicológicas
Abstract
The population growth far exceeds the increase in
the number of hospitals and health centers, further,
the number of physicians considered experts in their
specialty area are not sufficient to meet the growing
demand of the population. Expert systems have a
very important area of application in the medical
field, in addition to social and economic impact.
This paper presents the analysis, design and
implementation of the project "Diagnostic Expert
System for toxicological emergencies". Conceptual
and theoretical foundations used for its creation are
described, information modules creating user
interface, interface expert and inference engine
which operate in accordance with the provisions
outlined.
Expert system, toxicological emergencies
___________________________________________________________________________________________________
Citación: MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ, Laura & ARANDA-BENITEZ,
Boris. Sistema experto para el diagnóstico de emergencias toxicológicas. Revista de Tecnología e Innovación 2015, 2-
2:180-186
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
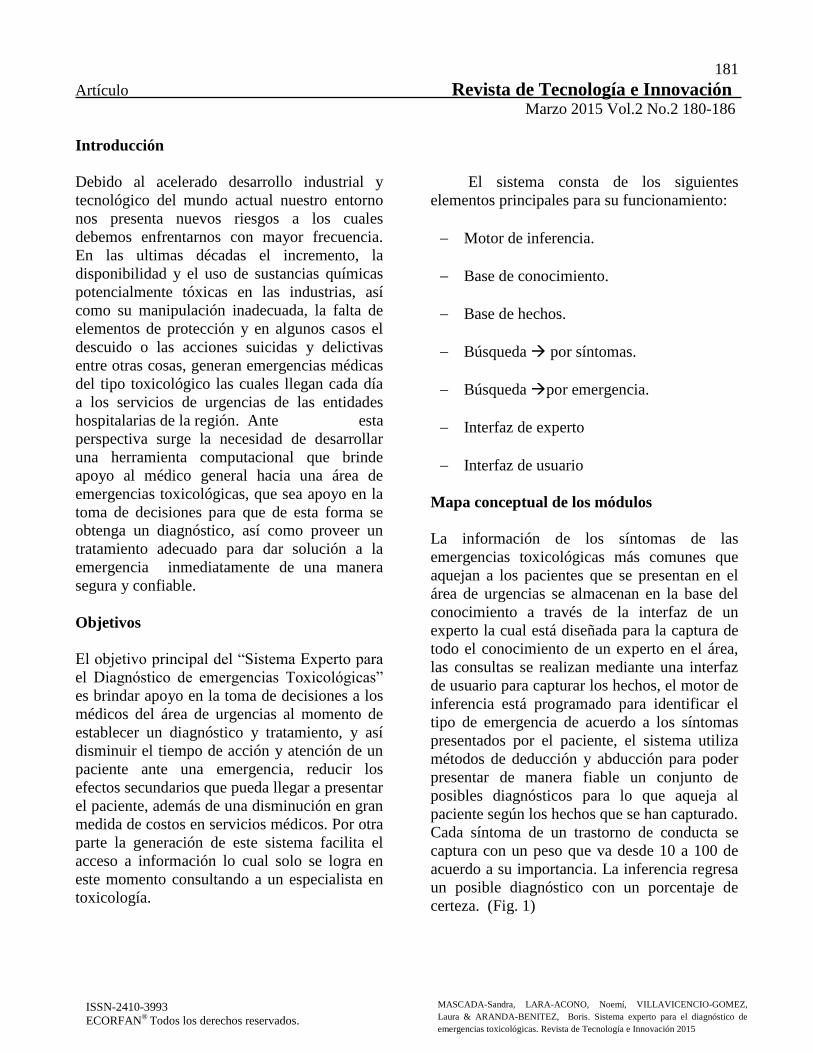
181
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ,
Laura & ARANDA-BENITEZ, Boris. Sistema experto para el diagnóstico de
emergencias toxicológicas. Revista de Tecnología e Innovación 2015
Introducción
Debido al acelerado desarrollo industrial y
tecnológico del mundo actual nuestro entorno
nos presenta nuevos riesgos a los cuales
debemos enfrentarnos con mayor frecuencia.
En las ultimas décadas el incremento, la
disponibilidad y el uso de sustancias químicas
potencialmente tóxicas en las industrias, así
como su manipulación inadecuada, la falta de
elementos de protección y en algunos casos el
descuido o las acciones suicidas y delictivas
entre otras cosas, generan emergencias médicas
del tipo toxicológico las cuales llegan cada día
a los servicios de urgencias de las entidades
hospitalarias de la región. Ante esta
perspectiva surge la necesidad de desarrollar
una herramienta computacional que brinde
apoyo al médico general hacia una área de
emergencias toxicológicas, que sea apoyo en la
toma de decisiones para que de esta forma se
obtenga un diagnóstico, así como proveer un
tratamiento adecuado para dar solución a la
emergencia inmediatamente de una manera
segura y confiable.
Objetivos
El objetivo principal del ―Sistema Experto para
el Diagnóstico de emergencias Toxicológicas‖
es brindar apoyo en la toma de decisiones a los
médicos del área de urgencias al momento de
establecer un diagnóstico y tratamiento, y así
disminuir el tiempo de acción y atención de un
paciente ante una emergencia, reducir los
efectos secundarios que pueda llegar a presentar
el paciente, además de una disminución en gran
medida de costos en servicios médicos. Por otra
parte la generación de este sistema facilita el
acceso a información lo cual solo se logra en
este momento consultando a un especialista en
toxicología.
El sistema consta de los siguientes
elementos principales para su funcionamiento:
Motor de inferencia.
Base de conocimiento.
Base de hechos.
Búsqueda por síntomas.
Búsqueda por emergencia.
Interfaz de experto
Interfaz de usuario
Mapa conceptual de los módulos
La información de los síntomas de las
emergencias toxicológicas más comunes que
aquejan a los pacientes que se presentan en el
área de urgencias se almacenan en la base del
conocimiento a través de la interfaz de un
experto la cual está diseñada para la captura de
todo el conocimiento de un experto en el área,
las consultas se realizan mediante una interfaz
de usuario para capturar los hechos, el motor de
inferencia está programado para identificar el
tipo de emergencia de acuerdo a los síntomas
presentados por el paciente, el sistema utiliza
métodos de deducción y abducción para poder
presentar de manera fiable un conjunto de
posibles diagnósticos para lo que aqueja al
paciente según los hechos que se han capturado.
Cada síntoma de un trastorno de conducta se
captura con un peso que va desde 10 a 100 de
acuerdo a su importancia. La inferencia regresa
un posible diagnóstico con un porcentaje de
certeza. (Fig. 1)
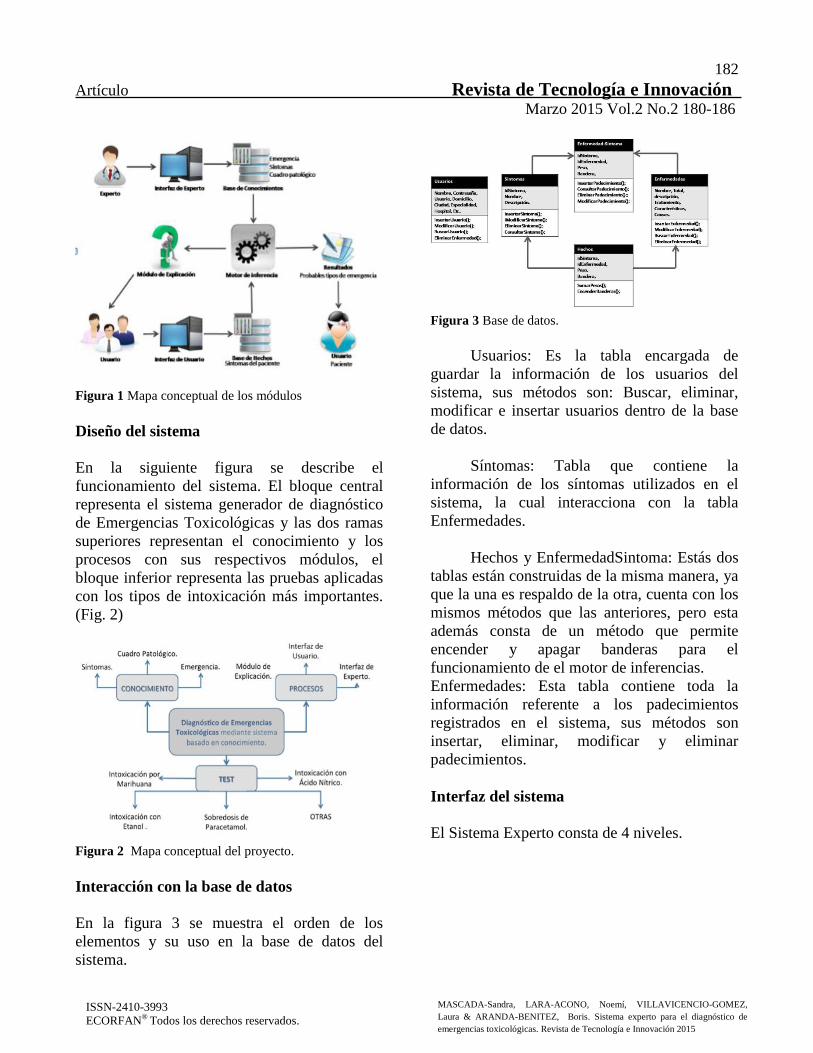
182
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ,
Laura & ARANDA-BENITEZ, Boris. Sistema experto para el diagnóstico de
emergencias toxicológicas. Revista de Tecnología e Innovación 2015
Figura 1 Mapa conceptual de los módulos
Diseño del sistema
En la siguiente figura se describe el
funcionamiento del sistema. El bloque central
representa el sistema generador de diagnóstico
de Emergencias Toxicológicas y las dos ramas
superiores representan el conocimiento y los
procesos con sus respectivos módulos, el
bloque inferior representa las pruebas aplicadas
con los tipos de intoxicación más importantes.
(Fig. 2)
Figura 2 Mapa conceptual del proyecto.
Interacción con la base de datos
En la figura 3 se muestra el orden de los
elementos y su uso en la base de datos del
sistema.
Figura 3 Base de datos.
Usuarios: Es la tabla encargada de
guardar la información de los usuarios del
sistema, sus métodos son: Buscar, eliminar,
modificar e insertar usuarios dentro de la base
de datos.
Síntomas: Tabla que contiene la
información de los síntomas utilizados en el
sistema, la cual interacciona con la tabla
Enfermedades.
Hechos y EnfermedadSintoma: Estás dos
tablas están construidas de la misma manera, ya
que la una es respaldo de la otra, cuenta con los
mismos métodos que las anteriores, pero esta
además consta de un método que permite
encender y apagar banderas para el
funcionamiento de el motor de inferencias.
Enfermedades: Esta tabla contiene toda la
información referente a los padecimientos
registrados en el sistema, sus métodos son
insertar, eliminar, modificar y eliminar
padecimientos.
Interfaz del sistema
El Sistema Experto consta de 4 niveles.
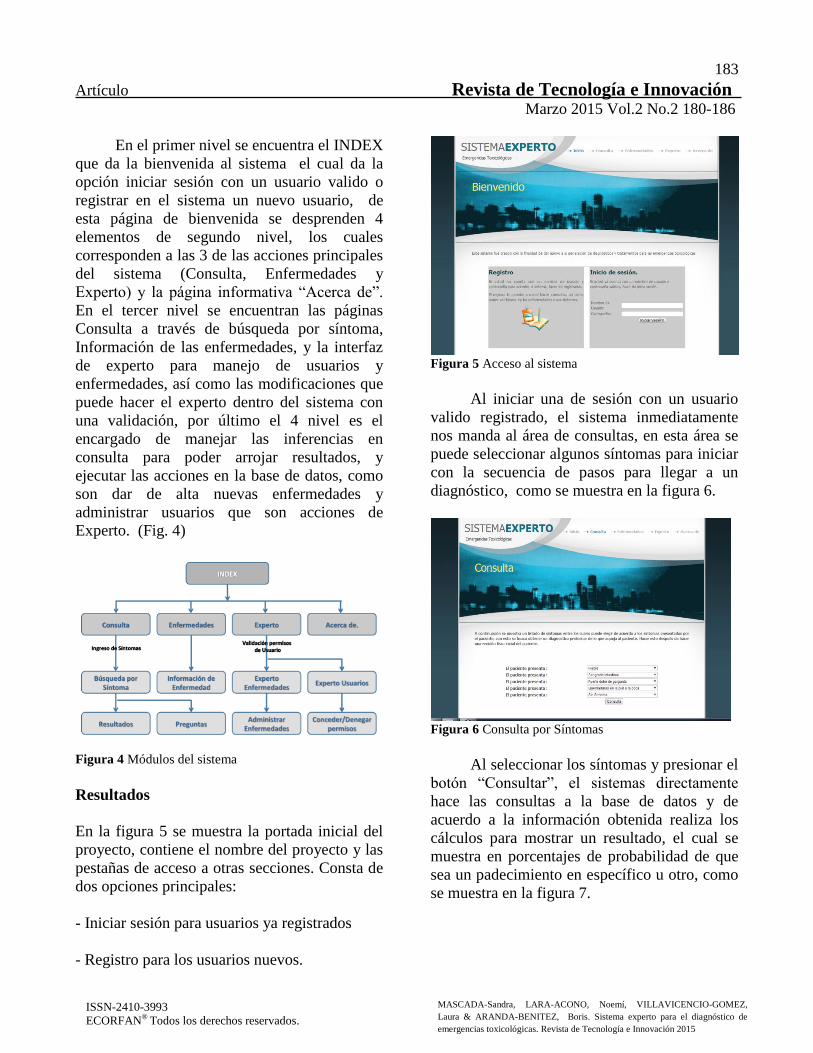
183
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ,
Laura & ARANDA-BENITEZ, Boris. Sistema experto para el diagnóstico de
emergencias toxicológicas. Revista de Tecnología e Innovación 2015
En el primer nivel se encuentra el INDEX
que da la bienvenida al sistema el cual da la
opción iniciar sesión con un usuario valido o
registrar en el sistema un nuevo usuario, de
esta página de bienvenida se desprenden 4
elementos de segundo nivel, los cuales
corresponden a las 3 de las acciones principales
del sistema (Consulta, Enfermedades y
Experto) y la página informativa ―Acerca de‖.
En el tercer nivel se encuentran las páginas
Consulta a través de búsqueda por síntoma,
Información de las enfermedades, y la interfaz
de experto para manejo de usuarios y
enfermedades, así como las modificaciones que
puede hacer el experto dentro del sistema con
una validación, por último el 4 nivel es el
encargado de manejar las inferencias en
consulta para poder arrojar resultados, y
ejecutar las acciones en la base de datos, como
son dar de alta nuevas enfermedades y
administrar usuarios que son acciones de
Experto. (Fig. 4)
Figura 4 Módulos del sistema
Resultados
En la figura 5 se muestra la portada inicial del
proyecto, contiene el nombre del proyecto y las
pestañas de acceso a otras secciones. Consta de
dos opciones principales:
- Iniciar sesión para usuarios ya registrados
- Registro para los usuarios nuevos.
Figura 5 Acceso al sistema
Al iniciar una de sesión con un usuario
valido registrado, el sistema inmediatamente
nos manda al área de consultas, en esta área se
puede seleccionar algunos síntomas para iniciar
con la secuencia de pasos para llegar a un
diagnóstico, como se muestra en la figura 6.
Figura 6 Consulta por Síntomas
Al seleccionar los síntomas y presionar el
botón ―Consultar‖, el sistemas directamente
hace las consultas a la base de datos y de
acuerdo a la información obtenida realiza los
cálculos para mostrar un resultado, el cual se
muestra en porcentajes de probabilidad de que
sea un padecimiento en específico u otro, como
se muestra en la figura 7.

184
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ,
Laura & ARANDA-BENITEZ, Boris. Sistema experto para el diagnóstico de
emergencias toxicológicas. Revista de Tecnología e Innovación 2015
Figura 7 Resultados de consulta.
Al entrar en la página de ―Resultados‖ se
tienen dos opciones a seguir. La primera es la
opción denominada ―Resultados‖ (Fig. 8) que
mostrará toda la información del padecimiento
con mayor porcentaje de probabilidad (Fig. 9).
Figura 8 Botón para acceder a la información del
padecimiento.
Figura 9 Información del padecimiento con mayor
porcentaje.
La otra opción se denomina ―Preguntas‖
(Fig. 10), donde se deben contestar preguntas
referentes a la consulta, el motor de inferencia
obtiene un síntoma no considerado de la
enfermedad/padecimiento con mayor
probabilidad de ser la correcta y lo analiza en
base a los síntomas presentados por el paciente
(Fig. 11).
Estas preguntas paran cuando el
porcentaje de alguna de los padecimientos
analizados llega a 100, en ese momento el
sistema manda directamente al área de
resultados aun cuando se haya seleccionado la
opción ―Preguntas‖.
Figura 10 Botón para acceder al área de preguntas
Figura 11 Área de preguntas
La página de Enfermedades es el área
destinada a la descripción de los padecimientos,
en la cual se obtiene un listado de los
padecimientos que el sistema tiene almacenados
en su base de conocimiento, a través de los
cuales resuelve las consultas.
Al dar clic en el botón ―Consultar‖ se muestra
la información del padecimiento, como son
causas, tratamiento, así como síntomas
característicos. (Fig. 12)
Figura 12 Información del padecimiento consultado.

185
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ,
Laura & ARANDA-BENITEZ, Boris. Sistema experto para el diagnóstico de
emergencias toxicológicas. Revista de Tecnología e Innovación 2015
En la sección de experto el usuario que
cuente con los permisos necesarios podrá hacer
uso de las dos opciones de administración:
administrar la información de Enfermedades o
de Usuarios. (Fig. 13).
Figura 13 Área de Experto
Enfermedades: En el apartado de
enfermedades (Fig. 14), el experto podrá dar de
alta nuevas enfermedades para que se unan a las
ya establecidas para las consultas.
Figura 14 Alta de Enfermedades
Si el síntoma que presenta la nueva
enfermedad no se encuentra en el listado que
aparece en la página, se podrá dar de alta un
nuevo síntoma en el apartado síntoma que se
encuentra al final de la página de alta para
nueva enfermedad. (Fig. 15)
Figura 15 Alta de síntoma
Usuarios: En el apartado usuarios (Fig.
16), únicamente el administrador del sistema
podrá manipular los permisos de los usuarios.
Figura 16 Manejo de Usuarios
El área de Experto tiene dos funciones
principales conceder permisos a usuarios para
que puedan introducir nueva información en el
área de Experto-Enfermedades. (Fig. 17)
Figura 17 Conceder permisos a usuarios.
Conclusiones
186
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 180-186
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MASCADA-Sandra, LARA-ACONO, Noemí, VILLAVICENCIO-GOMEZ,
Laura & ARANDA-BENITEZ, Boris. Sistema experto para el diagnóstico de
emergencias toxicológicas. Revista de Tecnología e Innovación 2015
Este artículo presenta los resultados de un
Sistema Experto utilizado para la identificación
de trastornos de conducta y diagnosticar
trastornos de conducta mediante sistemas
basados en conocimiento, el objetivo general
del proyecto planteado se cumple
satisfactoriamente pues ayuda a Detectar los
trastornos de conducta, evaluarlos
correctamente, y plantear los objetivos
terapéuticos y estrategias para las familias y
docentes.
Referencias
MINISTERIO DE LA PROTECCIÓN
SOCIAL. (2008). Guías para el manejo de
urgencias toxicológicas. Imprenta Nacional de
Colombia © 2008.
DDS Safety. (2011). EMERGENCIAS
MÉDICAS. ¿Qué es una Emergencia Médica? Recuperado el 18 de Febrero de 2015 desde http://www.ddssafety.net/es/content/%C2%BFqu%C3%A9-es-una-emergencia-m%C3%A9dica-0
MEDLINE PLUS. (2013). Toxicología.
Recuperado el 15 de Junio de 2013 desde
http://www.nlm.nih.gov/medlineplus/spanish

187
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-195
Desarrollo de una Aplicación web para la evaluación del desempeño del personal
de seguridad pública del Estado de Zacatecas – SEVADE
BARRIOS-GARCIA, Jorge†, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha &
BAÑUELOS-RODARTE, Miguel
Universidad Tecnológica del Estado de Zacatecas, Carr. Zacatecas – Cd. Cuauhtémoc Km. 5 Ejido Cieneguitas,
Guadalupe, Zac. C.P. 98601.
Recibido 9 de Enero, 2015; Aceptado 3 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
Esta aplicación cual tiene como propósito principal automatizar
y agilizar los procesos de evaluación del desempeño a
funcionarios de seguridad pública del estado de Zacatecas, así
mismo encuadrar estos procedimientos en un marco de trabajo
con un alto grado de confiabilidad y confidencialidad. Este
software es a su vez una herramienta que permite la
disminución de sesgos por percepción humana al momento de
llevar a cabo esta relevante tarea de evaluación al desemeño, lo
que permite tomar mejores decisiones. Aunado a ello se da
solución a la necesidad de llevar un mejor control y
adminstración de la información que se maneja en este aspecto.
Al desarrollar de esta aplicación se emplearon distintas
tecnologías, para su programación los lenguajes PHP, HTML5
y Javascript; la base de datos se implementó sobre MySQL; fue
montada en un servidor con sistema operativo de la familia
GNU/Linux; Webmail SQUIRRELMAIL para el envío de
mensajes, Fail2ban y Denyhost para aspectos de seguridad; y la
biblioteca de gráficos GD para manipular imágenes.
Actualmente SEVADE se encuentra ya en operación dentro del
Sistema Estatal de Seguridad Pública del Estado de Zacatecas y
se pretende sea también implementado en otros estados de la
republica mexicana.
Sistema web, seguridad, evaluación, desempeño,
automatización, confiabilidad, confidencialidad
Abstract
This paper describes the development and implementation of
web application called SEVADE which has as main purpose
automate and streamline the processes of performance
evaluation at public safety officials in the state of Zacatecas,
also embed these procedures in a framework with a high degree
of reliability and confidentiality. This software is itself a tool
that allows the reduction of human perception biases when
carrying out this important task of evaluating the desemeño,
enabling better decisions. Added to this is given solution to the
need for better control and adminstraci of the information used
in this regard. In developing this application different
technologies were used, for programming PHP, HTML and
JavaScript languages; the database was implemented on
MySQL; was mounted on a server with the GNU/Linux
operating system family; SquirrelMail Webmail for sending
messages, Fail2ban and Denyhost for security issues; and GD
graphics library for manipulating images. Currently SEVADE
is already in operation within the State System of Public Safety
of the State of Zacatecas and is intended to be also implemented
in other states of the Mexican Republic.
Web security assessment, performance, automation,
reliability, confidentiality System
___________________________________________________________________________________________________
Citación: BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha & BAÑUELOS-
RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del desempeño del personal de seguridad pública
del Estado de Zacatecas – SEVADE. Revista de Tecnología e Innovación 2015, 2-2:187-195
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
188
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
Introducción
Contar con herramientas para eficientar sus
procesos es de vital importancia para cualquier
organización, pensar en eficiencia es pensar en
sistemas que automaticen, agilicen y mejoren
las labores que en ellas se llevan a cabo. Así
mismo el contar con información que resulte
útil a la toma de decisiones, es decir que sea
relevante y confiable de modo que permita a
estas organizaciones realizar mejoras en el
cumplimiento de sus objetivos.
El Sistema Estatal de Seguridad Pública
del Gobierno del Estado de Zacatecas ha
decidido implementar una aplicación web para
llevar a cabo el proceso de la evaluación del
desempeño de su personal de seguridad, este
documento describe el desarrollo e
implementación de este software denominado
Sistema para la Evaluación del Desempeño
(SEVADE).
El objetivo de este proyecto es Diseñar y
desarrollar un sistema de información que
permita evaluar al personal del Sistema Estatal
de Seguridad Pública del Estado de Zacatecas,
generando con ello resultados gráficos y
confiables que permitan medir el desempeño de
los elementos policiales.
Las contribuciones de dicho sistema son
agilizar el proceso de evaluación, mayor
seguridad al acceso de las evaluaciones, mayor
confiabilidad de los resultados, disipar la
posibilidad de dudas sobre los criterios tomados
para las evaluaciones al estar sistematizados,
una mejor administración de las evaluaciones
año con año.
Este sistema se considera novedoso por
su eficiencia y eficacia ya que uno de los
objetivos principales es la automatización del
proceso de evaluación del personal de
Seguridad Pública del Estado de Zacatecas,
para agilizar sus procesos de administración de
la información, reducir tiempos en la aplicación
de las evaluaciones.
Este trabajo se estructura en seis
secciones. La sección uno da a conocer los
antecedentes del proyecto, enseguida se habla
sobre la problemática que se presenta sobre la
manera en la que se lleva a cabo el trabajo de
evaluación. Una tecera sección trata sobre los
objetivos que fueron establecidos para el
jetivos, los alcances y la justificación de nuestro
proyecto. En una cuarte sección encontraremos
los resultados que fueron alcanzados y
finalmente las dos últimas secciones en las
cuales se muestran conclusiones y referencias
en ese orden.
Antecedentes.
Año con año el Sistema Estatal de Seguridad
Pública de Estado lleva a cabo el proceso de
evaluación del personal policíaco [9], en sus
distintos organos que están integrados por: los
cuerpos de policía, de vigilancia y custodia de
los centros estatal y regionales de reinserción
social y de los establecimientos penitenciarios;
los de detención preventiva, o de centros de
arraigos; y en general, todas las dependencias
encargadas de la seguridad pública a nivel
estatal y municipal, que realicen funciones
similares [10]. Cabe mencionar que cada
miembro de estas instituciones es evaluado
únicamente cada tres años, sin embargo como
se mencionó con aterioridad este proceso de
evaluación a nivel institucional es una actividad
anual en una muestra de la población del
personal evaluable.
189
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
En las evaluaciones se registran todos los
criterios a evaluar, disciplina, eficiencia y
eficacia, legalidad, honradez, objetividad,
profesionalismo, respeto a los derechos
humanos, cada uno de estos criterios es
evaluado por tres instancias diferentes (Superior
jerárquico, Comisión de honor y justicia,
Servicio profesioal de carrera) y al finalizar se
forma el reporte de evaluación.
Problemática
Ya se ha descrito a grandes razgos el proceso de
evaluación con anterioridad y debe reconocerse
que el evaluar al personal que resguarda la
seguridad en el estado es de primordial
importancia. Sin embargo, este proceso suele
ser tardado y tedioso debido a que las
evaluaciones son realizadas de forma manual
para posteriormente ser concentradas en hojas
de cálculo. Esta situación provoca entre otras
cosas que no se tenga un grado de
confiabilidad y confidencialidad aceptable de la
información generada.
Al hacer las evaluaciones en hojas de
cálculo no se cuenta de manera rápida con un
historial de las personas evaluadas, lo cual
genera pérdida de tiempo el buscar a los
empleados que les tocará ser evaluados.
Se consume demasiado tiempo para evaluar al
personal por lo que la información una vez
obtenida podría ya no ser pertinente para la
toma de decisiones.
Los medios de almacenamiento de la
información no son los más adecuados al ser
guardada esta en archivos de hoja de cálculo.
La información no esta disponible de forma
eficiente al ser necesario buscar archivo por
archivo para localizar rápidamente los datos de
la evaluaciones.
Existen riesgos de perdida de
información debido al que el almacenamiento
es en archivos suceptibles de daños por uso
inadecuado o por software malicioso [5].
Objetivos
El proyecto que se realizó durante el año 2015
tuvo como objetivo principal desarrollar un
sistema web para automatizar el proceso de
evaluaciones de las Instituciones de Seguridad
Pública del Estado de Zacatecas.
Dicho sistema ofrecerá los siguientes
beneficios:
Agilizar el proceso de evaluación: este
proceso se realizará con mayor rapidez.
Mayor seguridad al acceso de las
evaluaciones: solo podrán acceder a las
evaluaciones, el personal autorizado y
registrado por el administrador.
Mayor confiabilidad de los resultados:
los resultados obtenidos de cada
evaluación serán calculados
automáticamente por el sistema.
Disipar la posibilidad de dudas sobre los
criterios tomados para las evaluaciones
al estar sistematizados.
Una mejor administración de las
evaluaciones año con año.
Cabe mencionar que este sistema tendrá
un impacto por el momento a nivel
estatal, pero se pretende que a futuro
inmediato sea implementado en las
corporaciones de seguridad de otros
estados de la república mexicana.
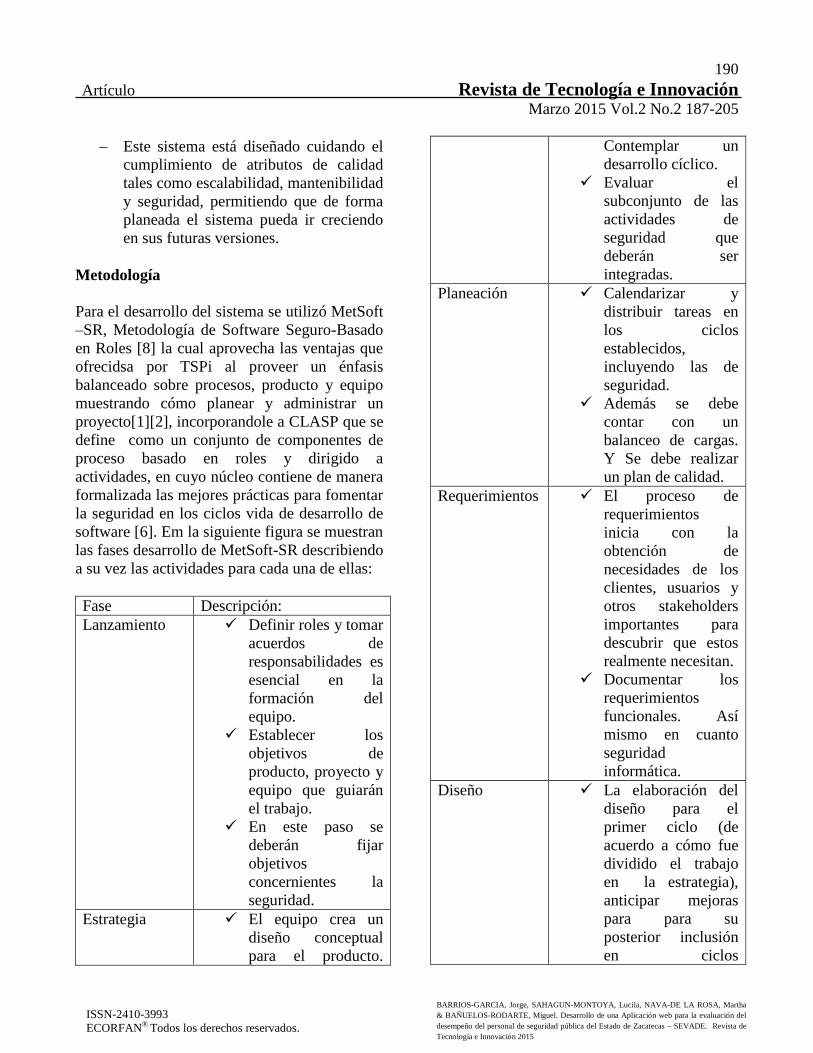
190
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
Este sistema está diseñado cuidando el
cumplimiento de atributos de calidad
tales como escalabilidad, mantenibilidad
y seguridad, permitiendo que de forma
planeada el sistema pueda ir creciendo
en sus futuras versiones.
Metodología
Para el desarrollo del sistema se utilizó MetSoft
–SR, Metodología de Software Seguro-Basado
en Roles [8] la cual aprovecha las ventajas que
ofrecidsa por TSPi al proveer un énfasis
balanceado sobre procesos, producto y equipo
muestrando cómo planear y administrar un
proyecto[1][2], incorporandole a CLASP que se
define como un conjunto de componentes de
proceso basado en roles y dirigido a
actividades, en cuyo núcleo contiene de manera
formalizada las mejores prácticas para fomentar
la seguridad en los ciclos vida de desarrollo de
software [6]. Em la siguiente figura se muestran
las fases desarrollo de MetSoft-SR describiendo
a su vez las actividades para cada una de ellas:
Fase Descripción:
Lanzamiento Definir roles y tomar
acuerdos de
responsabilidades es
esencial en la
formación del
equipo.
Establecer los
objetivos de
producto, proyecto y
equipo que guiarán
el trabajo.
En este paso se
deberán fijar
objetivos
concernientes la
seguridad.
Estrategia El equipo crea un
diseño conceptual
para el producto.
Contemplar un
desarrollo cíclico.
Evaluar el
subconjunto de las
actividades de
seguridad que
deberán ser
integradas.
Planeación Calendarizar y
distribuir tareas en
los ciclos
establecidos,
incluyendo las de
seguridad.
Además se debe
contar con un
balanceo de cargas.
Y Se debe realizar
un plan de calidad.
Requerimientos El proceso de
requerimientos
inicia con la
obtención de
necesidades de los
clientes, usuarios y
otros stakeholders
importantes para
descubrir que estos
realmente necesitan.
Documentar los
requerimientos
funcionales. Así
mismo en cuanto
seguridad
informática.
Diseño La elaboración del
diseño para el
primer ciclo (de
acuerdo a cómo fue
dividido el trabajo
en la estrategia),
anticipar mejoras
para para su
posterior inclusión
en ciclos
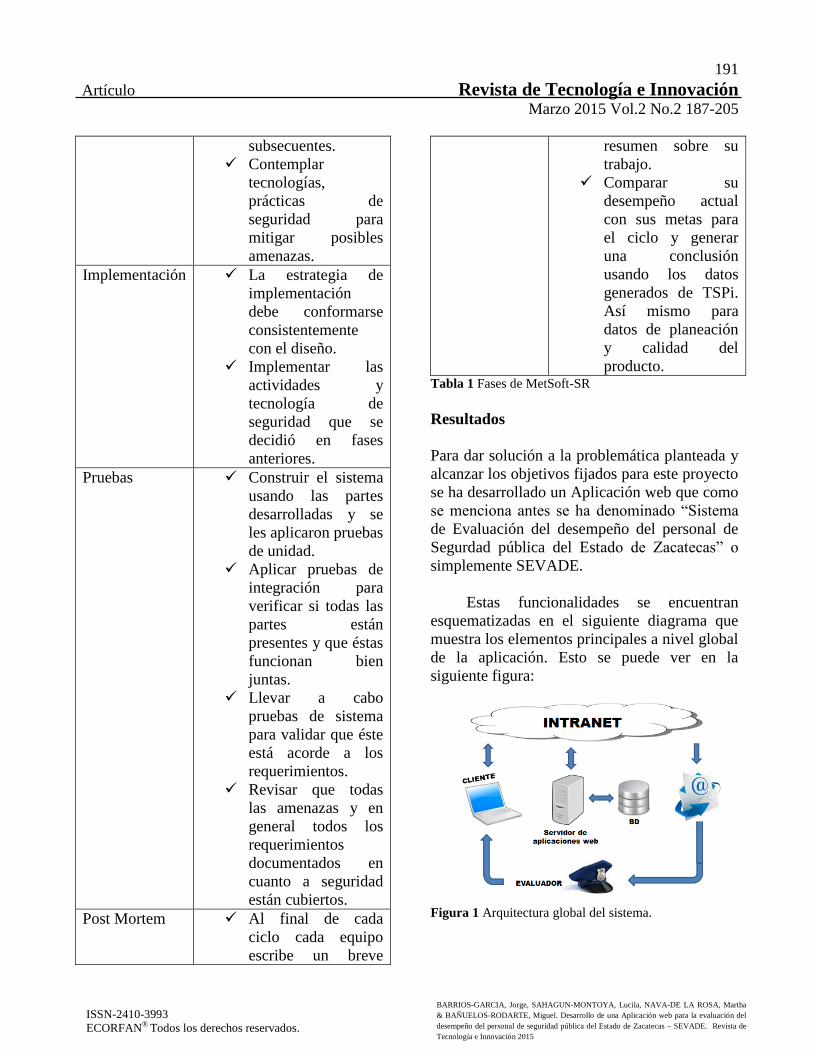
191
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
subsecuentes.
Contemplar
tecnologías,
prácticas de
seguridad para
mitigar posibles
amenazas.
Implementación La estrategia de
implementación
debe conformarse
consistentemente
con el diseño.
Implementar las
actividades y
tecnología de
seguridad que se
decidió en fases
anteriores.
Pruebas Construir el sistema
usando las partes
desarrolladas y se
les aplicaron pruebas
de unidad.
Aplicar pruebas de
integración para
verificar si todas las
partes están
presentes y que éstas
funcionan bien
juntas.
Llevar a cabo
pruebas de sistema
para validar que éste
está acorde a los
requerimientos.
Revisar que todas
las amenazas y en
general todos los
requerimientos
documentados en
cuanto a seguridad
están cubiertos.
Post Mortem Al final de cada
ciclo cada equipo
escribe un breve
resumen sobre su
trabajo.
Comparar su
desempeño actual
con sus metas para
el ciclo y generar
una conclusión
usando los datos
generados de TSPi.
Así mismo para
datos de planeación
y calidad del
producto. Tabla 1 Fases de MetSoft-SR
Resultados
Para dar solución a la problemática planteada y
alcanzar los objetivos fijados para este proyecto
se ha desarrollado un Aplicación web que como
se menciona antes se ha denominado ―Sistema
de Evaluación del desempeño del personal de
Segurdad pública del Estado de Zacatecas‖ o
simplemente SEVADE.
Estas funcionalidades se encuentran
esquematizadas en el siguiente diagrama que
muestra los elementos principales a nivel global
de la aplicación. Esto se puede ver en la
siguiente figura:
Figura 1 Arquitectura global del sistema.

192
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
Los elementos tecnológicos hacen
posible el funcionamiento de la aplicación se
muestran en el siguiente diagrama de bloques
en dónde se incluyen lenguajes y librerías
empleados (ver figura 2).
Figura 2 Diagráma de bloques del sistema.
En el anterior diagrama se puede apreciar
que para el almacenamiento y gestión de datos
se utilizó el sistema manejador de base de datos
MySQL que es un servidor de base de datos
SQL (Structured Query Language) muy rápido,
multi-threaded, multi usuario y robusto. El
servidor MySQL está diseñado para entornos de
producción críticos, con alta carga de trabajo
así como para integrarse en software para ser
distribuido. [3]
Se empleo HTML5 para este sistema
debido a que provee básicamente tres
características: estructura, estilo y
funcionalidad, más allá de esta integración,
provee los elementos necesarios para ubicar
contenido estático o dinámico, y es también una
plataforma básica para aplicaciones [4].
Par implementar la funcionalidad de la
aplicación se utilizó el lenguaje PHP el cual
está orientado a ser ejecutado del lado del
servidor.
El sistema SEVADE cuenta con los
módulos de Acceso, Administrador, Evaluador
y Director. Enseguida se muestran las interfaces
de usuario principales de modo que se pueda
apreciar su diseño:
El módulo de acceso o login se sirve para
dar acceso mediante un username y una
contraseña a los usuarios registrados en el
sistema. Su interfaz se puede apreciar en la
siguiente figura:
Figura 3 Interfaz de usuario de acceso al sistema
En seguida se muestra la pantalla de
inicio de SEVADE que muestra datos de sesión
del usuario que accedió al sistema mostrando
su nombre y tipo rol al que pertenece, así como
que área de adscripción le corresponde (Ver
figura 4).
Figura 4 Interfaz de usuario del inicio del sistema
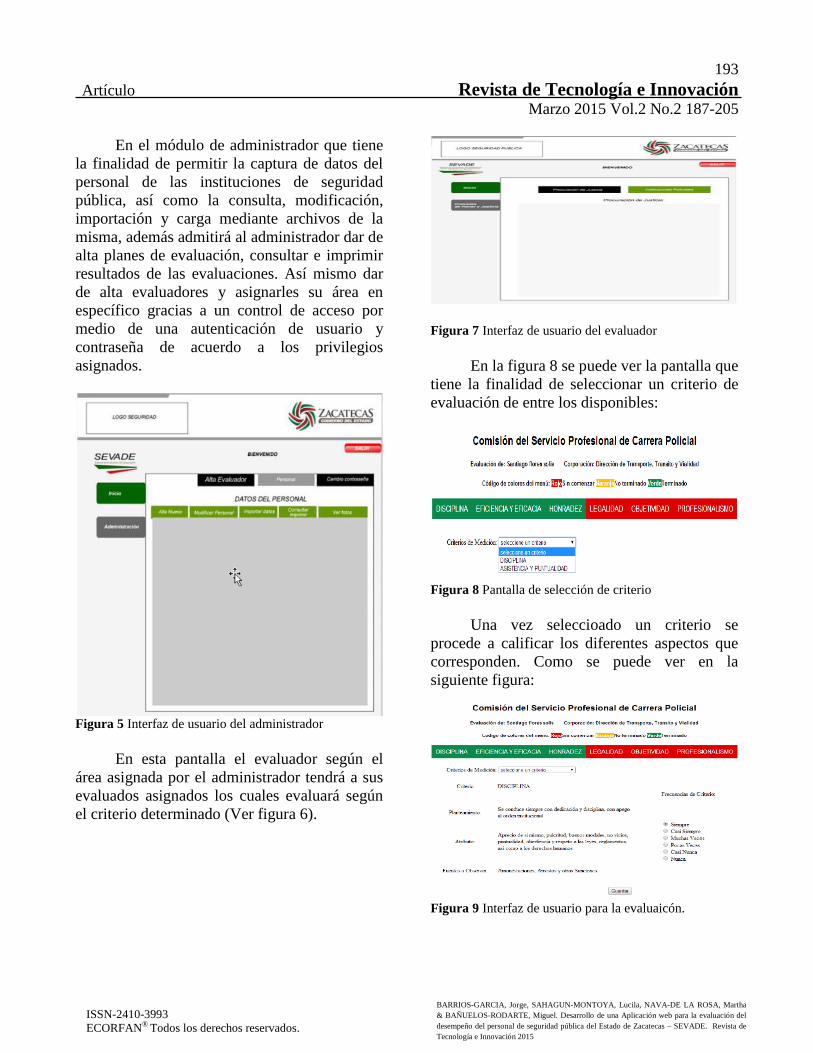
193
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
En el módulo de administrador que tiene
la finalidad de permitir la captura de datos del
personal de las instituciones de seguridad
pública, así como la consulta, modificación,
importación y carga mediante archivos de la
misma, además admitirá al administrador dar de
alta planes de evaluación, consultar e imprimir
resultados de las evaluaciones. Así mismo dar
de alta evaluadores y asignarles su área en
específico gracias a un control de acceso por
medio de una autenticación de usuario y
contraseña de acuerdo a los privilegios
asignados.
Figura 5 Interfaz de usuario del administrador
En esta pantalla el evaluador según el
área asignada por el administrador tendrá a sus
evaluados asignados los cuales evaluará según
el criterio determinado (Ver figura 6).
Figura 7 Interfaz de usuario del evaluador
En la figura 8 se puede ver la pantalla que
tiene la finalidad de seleccionar un criterio de
evaluación de entre los disponibles:
Figura 8 Pantalla de selección de criterio
Una vez seleccioado un criterio se
procede a calificar los diferentes aspectos que
corresponden. Como se puede ver en la
siguiente figura:
Figura 9 Interfaz de usuario para la evaluaicón.
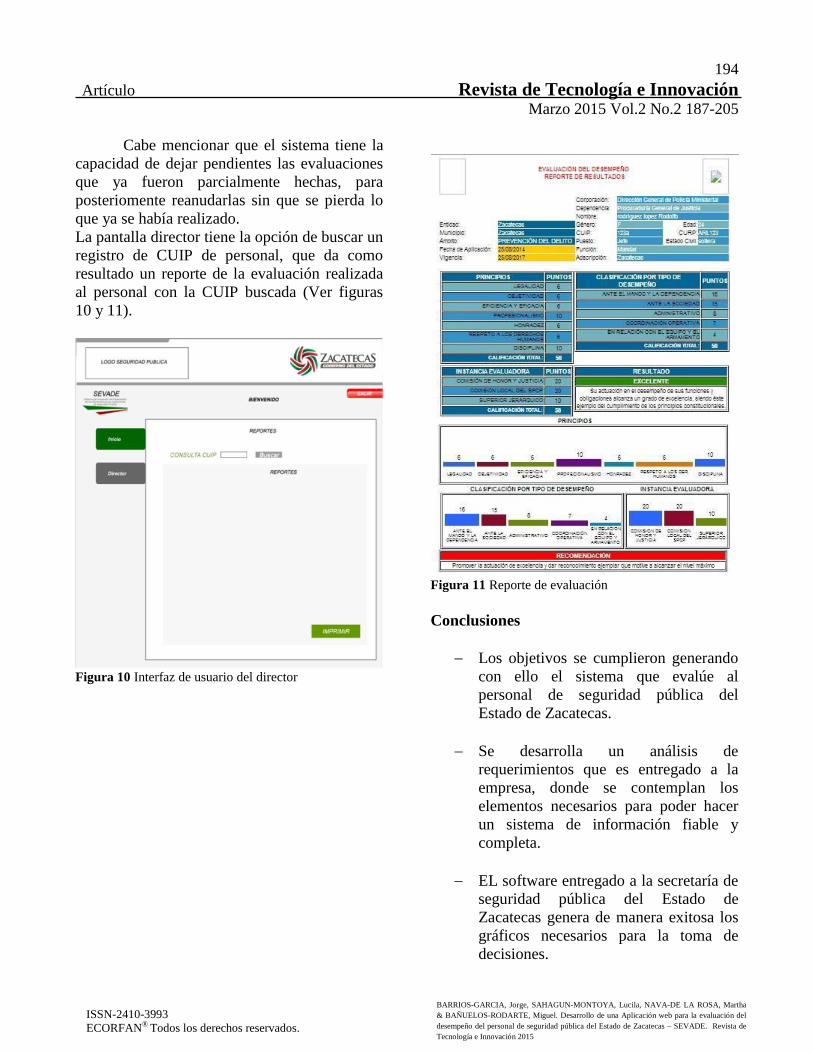
194
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
Cabe mencionar que el sistema tiene la
capacidad de dejar pendientes las evaluaciones
que ya fueron parcialmente hechas, para
posteriomente reanudarlas sin que se pierda lo
que ya se había realizado.
La pantalla director tiene la opción de buscar un
registro de CUIP de personal, que da como
resultado un reporte de la evaluación realizada
al personal con la CUIP buscada (Ver figuras
10 y 11).
Figura 10 Interfaz de usuario del director
Figura 11 Reporte de evaluación
Conclusiones
Los objetivos se cumplieron generando
con ello el sistema que evalúe al
personal de seguridad pública del
Estado de Zacatecas.
Se desarrolla un análisis de
requerimientos que es entregado a la
empresa, donde se contemplan los
elementos necesarios para poder hacer
un sistema de información fiable y
completa.
EL software entregado a la secretaría de
seguridad pública del Estado de
Zacatecas genera de manera exitosa los
gráficos necesarios para la toma de
decisiones.
195
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 187-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
BARRIOS-GARCIA, Jorge, SAHAGUN-MONTOYA, Lucila, NAVA-DE LA ROSA, Martha
& BAÑUELOS-RODARTE, Miguel. Desarrollo de una Aplicación web para la evaluación del
desempeño del personal de seguridad pública del Estado de Zacatecas – SEVADE. Revista de
Tecnología e Innovación 2015
Este sistema mediar de manera
confiable el desempeño de los
elementos policiales.
El sistema fue desarrollando utilizando
los lenguajes de programación PHP y
HTML 5.
Las pruebas fueron realizadas en sitio,
para verificar que el servidor cumpliera
con todas las especificaciones que el
sistema requería y verificar la
funcionalidad del mismo.
La aplicación SEVADE actualmente se
encuentra en producción en las
instalaciones del Sistema de Seguridad
Pública del Estado listo para llevar a
cabo el proceso para éste 2015.
Trabajo futuro
Ya se ha mencionado que la aplicación
actualmente se encuentra lista para que el
proceso de evaluación sea llevado a cabo para
este 2015, en ese sentido se espera que una vez
concluidas las evaluaciones sean identificadas
posibles mejoras al software. Una vez hecho
esto se deberá retomar el proyecto con fines de
actualización y mejora de la Aplicación con la
finalidad de optimizar los procesos de
evaluación.
Aprovechando que prácticaente en otros
estados de la republica la forma d eevaluación
de l personal policiaco es prácticamente la
misma que en Zacatecas, se tiene contemplado
que en un futuro este software sea
implementado a su vez en estos otros lugares
aaprovechando así sus ventajas ofrecidas.
Referencias
[1]Humphrey, W. S. (2000) Introduction to the
Team Software Process . Addison Wesley.
[2]Humphrey, W. S. (2006) Instructor's Guide
for Introduction to the Team Software Process.
Carnegie Mellon University.
[3]MySQL Documentation; References Manual
(2014); http://dev.mysql.com/doc/
[4]Gauchat, J. D. (2012) El gran libro de
HTML5, CSS3 y Javascript; Marcombo Ed.
[5]Gómez V.A. (2007) Enciclopedia de la
Seguridad Informática. Alfaomega.
[6]Secure Software, I. (2006) CLASP -
Comprehensive Lightweight Application
Security Process Version 2.0.
[7] IEEE - About Your Security and Privacy:
http://www.ieee.org/security_privacy.html
[8] Barrios, J, Nava, M. (2012); Incorporación
de Prácticas de Seguridad en TSPi. Revista
Universo de la Tecnológica
[9] Periodico oficial (2002). Manual e
organización del Consejo Estatal de Seguridad
Pública (págs. 5-7, 11-12). Zacatecas, Zac.,
México.
[10] SEN; Ley Estatal de Seguridad Pública de
Zacatecas (2014)

196
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
Herramienta para la Generación de Horarios empleando Algoritmos Genéticos
ARANDA-BENITEZ†, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA ROCA-
CHIAPAS
Universidad Tecnológica de la Región Norte de Guerrero
Recibido 7 de Enero, 2015; Aceptado 4 de Marzo, 2015 ___________________________________________________________________________________________________Resumen
En este documento se describe el análisis, diseño e
implementación de un sistema que asigna profesores y aulas a
un concentrado de horarios empleando Algoritmos Genéticos
en la carrera de Tecnologías de la Información y Comunicación
(TIC) de la Universidad Tecnológica de la Región Norte de
Guerrero (UTRNG) en la cual existe la necesidad de asignar y
coordinar recursos económicos, materiales y humanos en
beneficio de los estudiantes. Cada inicio de cuatrimestre se
tienen que organizar y distribuir los horarios de clases de los
aulas y maestros, para esto se debe tomar en cuenta el número
de grupos que se forman, los cuales no son los mismos cada
periodo ya que varían. Uno de los factores que complican su
realización es el hecho de que no todos los maestros tienen la
misma disponibilidad, teniendo que tomar en cuenta sus horas
libres.
Algoritmos genéticos, Inteligencia Artificial, Asignación de
horarios
Abstract
In this document the analysis, design and implementation of a
system that assigns teachers and classrooms to concentrate
schedules using Genetic Algorithms in the career of
Information Technology and Communication (ICT) at the
Technological University of the Northern Region of Guerrero
described (UTRNG) in which there is the need to allocate and
coordinate economic, material and human resources for the
benefit of students. Each semester start must be organized and
distributed class schedules for classrooms and teachers, so this
should be taken into account the number of groups formed,
which are not the same as they vary each period. One of the
complicating factors is the realization that not all teachers have
the same availability, having to take into account their free
time.
Genetic algorithms, Artificial Intelligence, assignment
schedules
___________________________________________________________________________________________________
Citación: ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA ROCA-CHIAPAS.
Herramienta para la Generación de Horarios empleando Algoritmos Genéticos. Revista de Tecnología e Innovación 2015,
2-2:196-205
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
197
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
Introducción
La generación de horarios de clases es una de
las tareas más complicadas a la hora de iniciar
un nuevo ciclo escolar en todas las instituciones
educativas, es decir, se encuentran con el
problema de asignar y coordinar los recursos
económicos, materiales y humanos en beneficio
de los estudiantes. En particular con la
organización y distribución de los horarios de
clases de maestros y alumnos, debido a que
presentan condiciones particulares originadas
por el crecimiento de la población estudiantil.
Hoy en día existen a la venta diferentes
sistemas desarrollados para generar horarios de
clase, pero no están al 100% automatizados, es
decir, se requiere que el usuario sea el
encargado de asignar los maestros a los grupos
y el sistema solo indica si hay conflicto o ya
está destinada la materia a otro maestro.
En septiembre de 2003 inicia su primer
ciclo escolar la Universidad Tecnológica de la
Región Norte de Guerrero (UTRNG), por no
contar con instalaciones propias la Preparatoria
por Cooperación ―24 de Febrero‖ de Iguala,
Gro., presta su inmueble para la impartición de
clases. La UTRNG ofrece cuatro carreras
universitarias para preparar Técnicos
Superiores Universitarios (TSU) en:
Informática actualmente Tecnologías de la
Información y Comunicación (TIC), Mecánica,
Procesos de Producción y Procesos de
Producción Textil, las cuales son en un periodo
de dos años, de esta forma los TSU pueden
integrarse a corto tiempo al sector productivo
que requiera técnicos especializados en áreas
específicas.
Definición de Horario
Un horario es una lista organizada,
generalmente en forma tabular, proporcionando
la información acerca de una serie de
acontecimientos, a continuación se muestra
algunas definiciones:
- Cuadro donde se indican las horas en
que deben ejecutarse ciertos actos. [1]
- Tiempo concertado para determinadas
actividades: horario laboral. [2]
- Cuadro indicador de horas de salida y
llegada: horario de vuelos. [2]
- Tiempo durante el cual se desarrolla
habitual o regularmente una acción o se
realiza una actividad. [3]
- Cuadro indicador de las horas en que
deben ejecutarse determinadas
actividades. [3]
- Distribución de los días y las horas en
que se presta un servicio o se debe
realizar una actividad o un trabajo. [4]
- Es el tiempo comprendido de una hora a
otra determinada, durante el cual el
trabajador desarrolla sus funciones en
alguna de las jornadas de trabajo
establecidas.
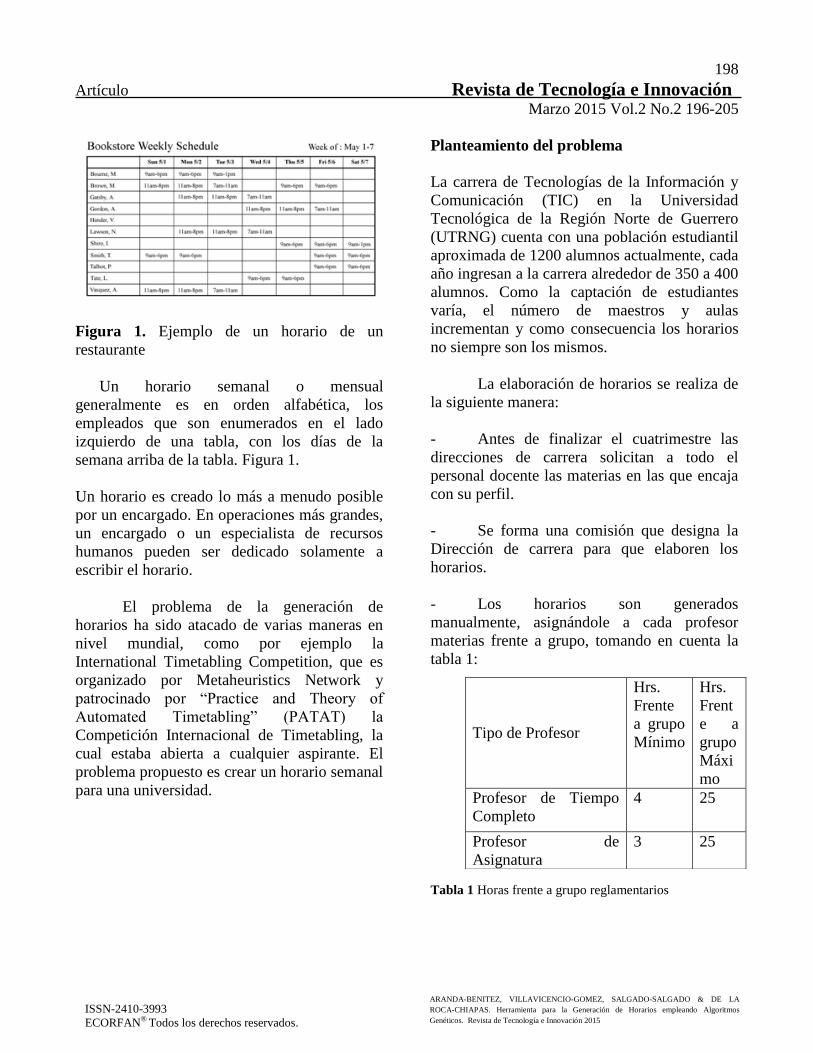
198
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
Figura 1. Ejemplo de un horario de un
restaurante
Un horario semanal o mensual
generalmente es en orden alfabética, los
empleados que son enumerados en el lado
izquierdo de una tabla, con los días de la
semana arriba de la tabla. Figura 1.
Un horario es creado lo más a menudo posible
por un encargado. En operaciones más grandes,
un encargado o un especialista de recursos
humanos pueden ser dedicado solamente a
escribir el horario.
El problema de la generación de
horarios ha sido atacado de varias maneras en
nivel mundial, como por ejemplo la
International Timetabling Competition, que es
organizado por Metaheuristics Network y
patrocinado por ―Practice and Theory of
Automated Timetabling‖ (PATAT) la
Competición Internacional de Timetabling, la
cual estaba abierta a cualquier aspirante. El
problema propuesto es crear un horario semanal
para una universidad.
Planteamiento del problema
La carrera de Tecnologías de la Información y
Comunicación (TIC) en la Universidad
Tecnológica de la Región Norte de Guerrero
(UTRNG) cuenta con una población estudiantil
aproximada de 1200 alumnos actualmente, cada
año ingresan a la carrera alrededor de 350 a 400
alumnos. Como la captación de estudiantes
varía, el número de maestros y aulas
incrementan y como consecuencia los horarios
no siempre son los mismos.
La elaboración de horarios se realiza de
la siguiente manera:
- Antes de finalizar el cuatrimestre las
direcciones de carrera solicitan a todo el
personal docente las materias en las que encaja
con su perfil.
- Se forma una comisión que designa la
Dirección de carrera para que elaboren los
horarios.
- Los horarios son generados
manualmente, asignándole a cada profesor
materias frente a grupo, tomando en cuenta la
tabla 1:
Tabla 1 Horas frente a grupo reglamentarios
Tipo de Profesor
Hrs.
Frente
a grupo
Mínimo
Hrs.
Frent
e a
grupo
Máxi
mo
Profesor de Tiempo
Completo
4 25
Profesor de
Asignatura
3 25
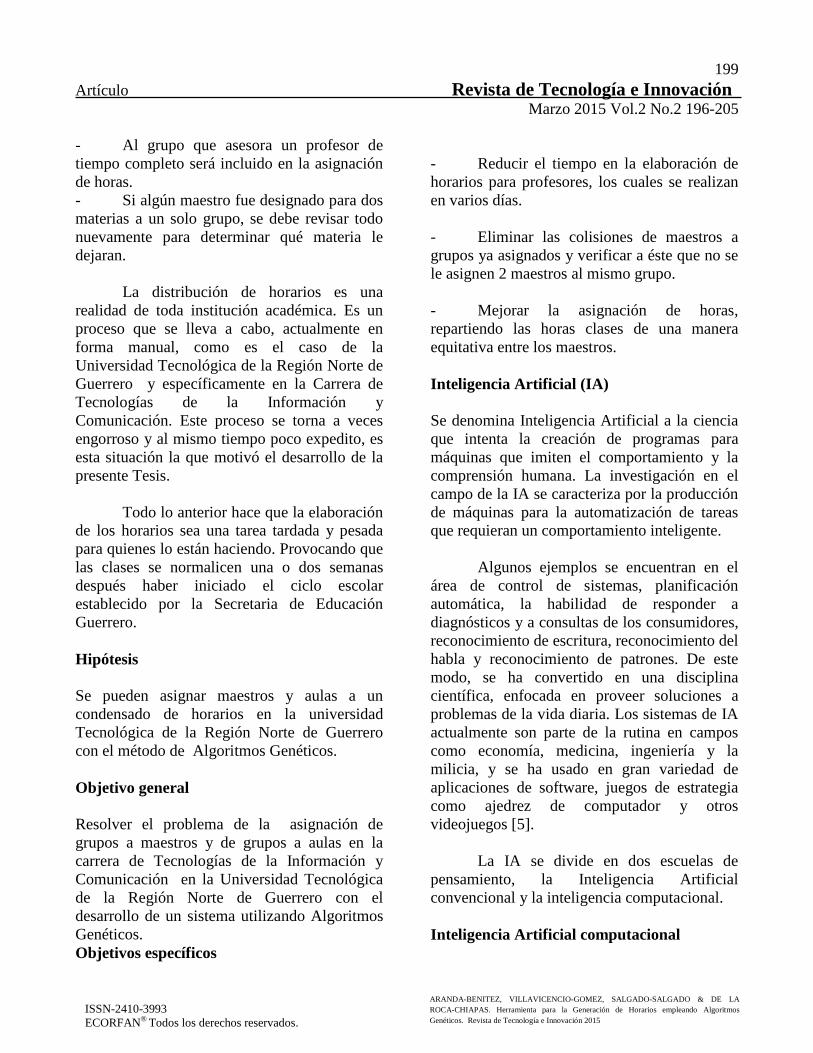
199
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
- Al grupo que asesora un profesor de
tiempo completo será incluido en la asignación
de horas.
- Si algún maestro fue designado para dos
materias a un solo grupo, se debe revisar todo
nuevamente para determinar qué materia le
dejaran.
La distribución de horarios es una
realidad de toda institución académica. Es un
proceso que se lleva a cabo, actualmente en
forma manual, como es el caso de la
Universidad Tecnológica de la Región Norte de
Guerrero y específicamente en la Carrera de
Tecnologías de la Información y
Comunicación. Este proceso se torna a veces
engorroso y al mismo tiempo poco expedito, es
esta situación la que motivó el desarrollo de la
presente Tesis.
Todo lo anterior hace que la elaboración
de los horarios sea una tarea tardada y pesada
para quienes lo están haciendo. Provocando que
las clases se normalicen una o dos semanas
después haber iniciado el ciclo escolar
establecido por la Secretaria de Educación
Guerrero.
Hipótesis
Se pueden asignar maestros y aulas a un
condensado de horarios en la universidad
Tecnológica de la Región Norte de Guerrero
con el método de Algoritmos Genéticos.
Objetivo general
Resolver el problema de la asignación de
grupos a maestros y de grupos a aulas en la
carrera de Tecnologías de la Información y
Comunicación en la Universidad Tecnológica
de la Región Norte de Guerrero con el
desarrollo de un sistema utilizando Algoritmos
Genéticos.
Objetivos específicos
- Reducir el tiempo en la elaboración de
horarios para profesores, los cuales se realizan
en varios días.
- Eliminar las colisiones de maestros a
grupos ya asignados y verificar a éste que no se
le asignen 2 maestros al mismo grupo.
- Mejorar la asignación de horas,
repartiendo las horas clases de una manera
equitativa entre los maestros.
Inteligencia Artificial (IA)
Se denomina Inteligencia Artificial a la ciencia
que intenta la creación de programas para
máquinas que imiten el comportamiento y la
comprensión humana. La investigación en el
campo de la IA se caracteriza por la producción
de máquinas para la automatización de tareas
que requieran un comportamiento inteligente.
Algunos ejemplos se encuentran en el
área de control de sistemas, planificación
automática, la habilidad de responder a
diagnósticos y a consultas de los consumidores,
reconocimiento de escritura, reconocimiento del
habla y reconocimiento de patrones. De este
modo, se ha convertido en una disciplina
científica, enfocada en proveer soluciones a
problemas de la vida diaria. Los sistemas de IA
actualmente son parte de la rutina en campos
como economía, medicina, ingeniería y la
milicia, y se ha usado en gran variedad de
aplicaciones de software, juegos de estrategia
como ajedrez de computador y otros
videojuegos [5].
La IA se divide en dos escuelas de
pensamiento, la Inteligencia Artificial
convencional y la inteligencia computacional.
Inteligencia Artificial computacional
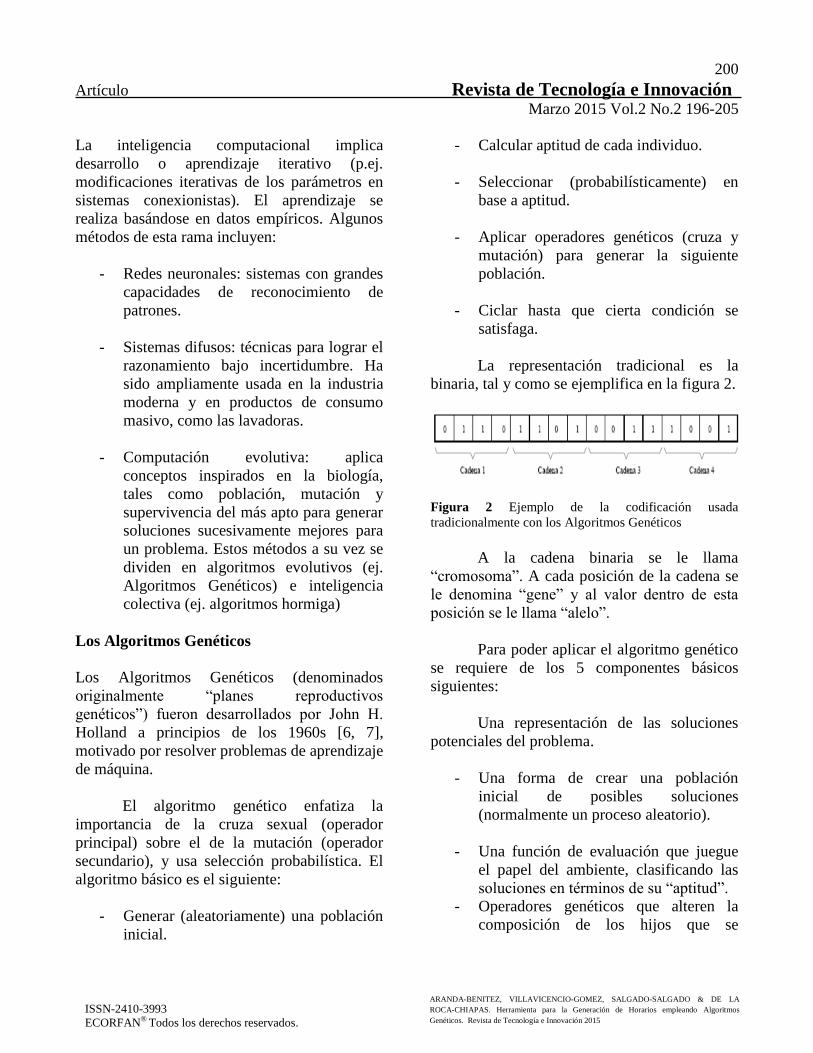
200
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
La inteligencia computacional implica
desarrollo o aprendizaje iterativo (p.ej.
modificaciones iterativas de los parámetros en
sistemas conexionistas). El aprendizaje se
realiza basándose en datos empíricos. Algunos
métodos de esta rama incluyen:
- Redes neuronales: sistemas con grandes
capacidades de reconocimiento de
patrones.
- Sistemas difusos: técnicas para lograr el
razonamiento bajo incertidumbre. Ha
sido ampliamente usada en la industria
moderna y en productos de consumo
masivo, como las lavadoras.
- Computación evolutiva: aplica
conceptos inspirados en la biología,
tales como población, mutación y
supervivencia del más apto para generar
soluciones sucesivamente mejores para
un problema. Estos métodos a su vez se
dividen en algoritmos evolutivos (ej.
Algoritmos Genéticos) e inteligencia
colectiva (ej. algoritmos hormiga)
Los Algoritmos Genéticos
Los Algoritmos Genéticos (denominados
originalmente ―planes reproductivos
genéticos‖) fueron desarrollados por John H.
Holland a principios de los 1960s [6, 7],
motivado por resolver problemas de aprendizaje
de máquina.
El algoritmo genético enfatiza la
importancia de la cruza sexual (operador
principal) sobre el de la mutación (operador
secundario), y usa selección probabilística. El
algoritmo básico es el siguiente:
- Generar (aleatoriamente) una población
inicial.
- Calcular aptitud de cada individuo.
- Seleccionar (probabilísticamente) en
base a aptitud.
- Aplicar operadores genéticos (cruza y
mutación) para generar la siguiente
población.
- Ciclar hasta que cierta condición se
satisfaga.
La representación tradicional es la
binaria, tal y como se ejemplifica en la figura 2.
Figura 2 Ejemplo de la codificación usada
tradicionalmente con los Algoritmos Genéticos
A la cadena binaria se le llama
―cromosoma‖. A cada posición de la cadena se
le denomina ―gene‖ y al valor dentro de esta
posición se le llama ―alelo‖.
Para poder aplicar el algoritmo genético
se requiere de los 5 componentes básicos
siguientes:
Una representación de las soluciones
potenciales del problema.
- Una forma de crear una población
inicial de posibles soluciones
(normalmente un proceso aleatorio).
- Una función de evaluación que juegue
el papel del ambiente, clasificando las
soluciones en términos de su ―aptitud‖.
- Operadores genéticos que alteren la
composición de los hijos que se
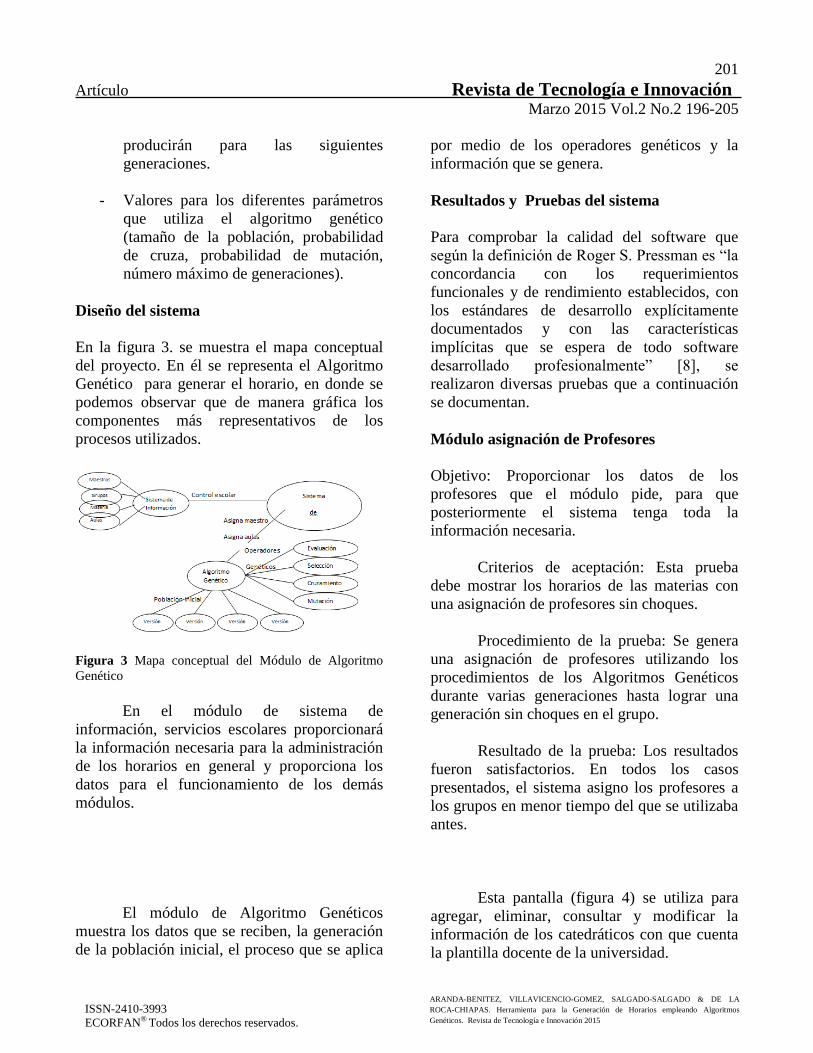
201
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
producirán para las siguientes
generaciones.
- Valores para los diferentes parámetros
que utiliza el algoritmo genético
(tamaño de la población, probabilidad
de cruza, probabilidad de mutación,
número máximo de generaciones).
Diseño del sistema
En la figura 3. se muestra el mapa conceptual
del proyecto. En él se representa el Algoritmo
Genético para generar el horario, en donde se
podemos observar que de manera gráfica los
componentes más representativos de los
procesos utilizados.
Figura 3 Mapa conceptual del Módulo de Algoritmo
Genético
En el módulo de sistema de
información, servicios escolares proporcionará
la información necesaria para la administración
de los horarios en general y proporciona los
datos para el funcionamiento de los demás
módulos.
El módulo de Algoritmo Genéticos
muestra los datos que se reciben, la generación
de la población inicial, el proceso que se aplica
por medio de los operadores genéticos y la
información que se genera.
Resultados y Pruebas del sistema
Para comprobar la calidad del software que
según la definición de Roger S. Pressman es ―la
concordancia con los requerimientos
funcionales y de rendimiento establecidos, con
los estándares de desarrollo explícitamente
documentados y con las características
implícitas que se espera de todo software
desarrollado profesionalmente‖ [8], se
realizaron diversas pruebas que a continuación
se documentan.
Módulo asignación de Profesores
Objetivo: Proporcionar los datos de los
profesores que el módulo pide, para que
posteriormente el sistema tenga toda la
información necesaria.
Criterios de aceptación: Esta prueba
debe mostrar los horarios de las materias con
una asignación de profesores sin choques.
Procedimiento de la prueba: Se genera
una asignación de profesores utilizando los
procedimientos de los Algoritmos Genéticos
durante varias generaciones hasta lograr una
generación sin choques en el grupo.
Resultado de la prueba: Los resultados
fueron satisfactorios. En todos los casos
presentados, el sistema asigno los profesores a
los grupos en menor tiempo del que se utilizaba
antes.
Esta pantalla (figura 4) se utiliza para
agregar, eliminar, consultar y modificar la
información de los catedráticos con que cuenta
la plantilla docente de la universidad.
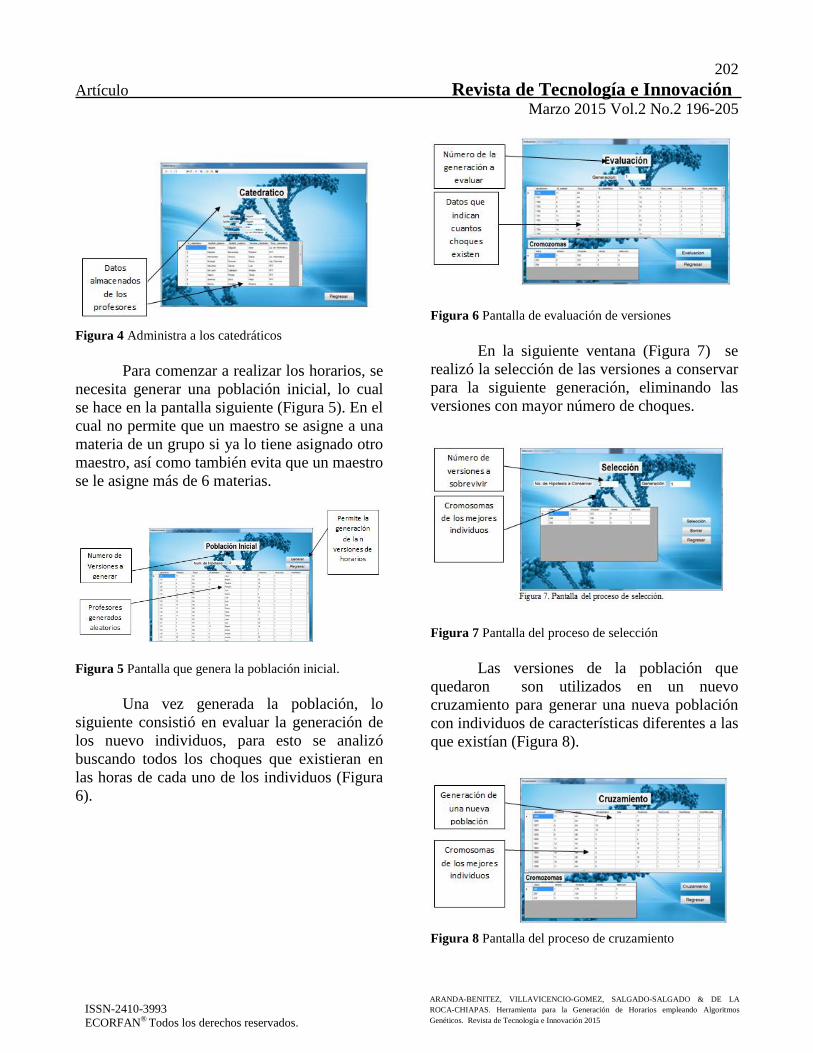
202
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
Figura 4 Administra a los catedráticos
Para comenzar a realizar los horarios, se
necesita generar una población inicial, lo cual
se hace en la pantalla siguiente (Figura 5). En el
cual no permite que un maestro se asigne a una
materia de un grupo si ya lo tiene asignado otro
maestro, así como también evita que un maestro
se le asigne más de 6 materias.
Figura 5 Pantalla que genera la población inicial.
Una vez generada la población, lo
siguiente consistió en evaluar la generación de
los nuevo individuos, para esto se analizó
buscando todos los choques que existieran en
las horas de cada uno de los individuos (Figura
6).
Figura 6 Pantalla de evaluación de versiones
En la siguiente ventana (Figura 7) se
realizó la selección de las versiones a conservar
para la siguiente generación, eliminando las
versiones con mayor número de choques.
Figura 7 Pantalla del proceso de selección
Las versiones de la población que
quedaron son utilizados en un nuevo
cruzamiento para generar una nueva población
con individuos de características diferentes a las
que existían (Figura 8).
Figura 8 Pantalla del proceso de cruzamiento
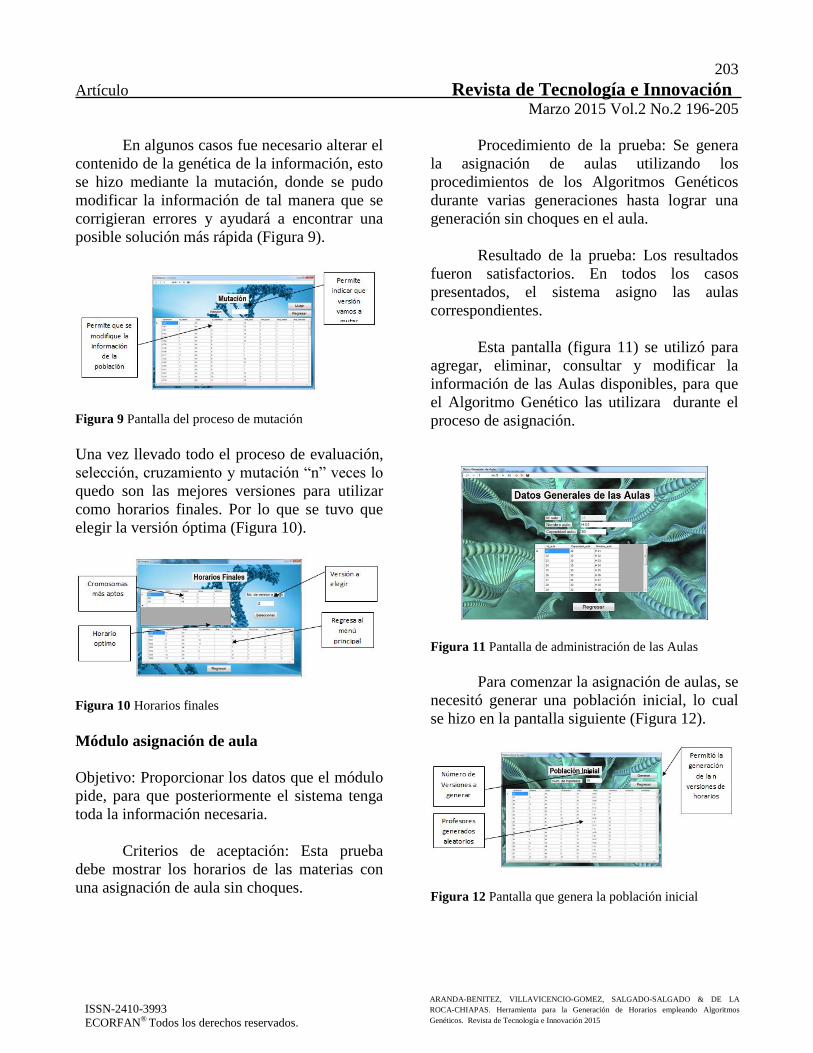
203
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
En algunos casos fue necesario alterar el
contenido de la genética de la información, esto
se hizo mediante la mutación, donde se pudo
modificar la información de tal manera que se
corrigieran errores y ayudará a encontrar una
posible solución más rápida (Figura 9).
Figura 9 Pantalla del proceso de mutación
Una vez llevado todo el proceso de evaluación,
selección, cruzamiento y mutación ―n‖ veces lo
quedo son las mejores versiones para utilizar
como horarios finales. Por lo que se tuvo que
elegir la versión óptima (Figura 10).
Figura 10 Horarios finales
Módulo asignación de aula
Objetivo: Proporcionar los datos que el módulo
pide, para que posteriormente el sistema tenga
toda la información necesaria.
Criterios de aceptación: Esta prueba
debe mostrar los horarios de las materias con
una asignación de aula sin choques.
Procedimiento de la prueba: Se genera
la asignación de aulas utilizando los
procedimientos de los Algoritmos Genéticos
durante varias generaciones hasta lograr una
generación sin choques en el aula.
Resultado de la prueba: Los resultados
fueron satisfactorios. En todos los casos
presentados, el sistema asigno las aulas
correspondientes.
Esta pantalla (figura 11) se utilizó para
agregar, eliminar, consultar y modificar la
información de las Aulas disponibles, para que
el Algoritmo Genético las utilizara durante el
proceso de asignación.
Figura 11 Pantalla de administración de las Aulas
Para comenzar la asignación de aulas, se
necesitó generar una población inicial, lo cual
se hizo en la pantalla siguiente (Figura 12).
Figura 12 Pantalla que genera la población inicial
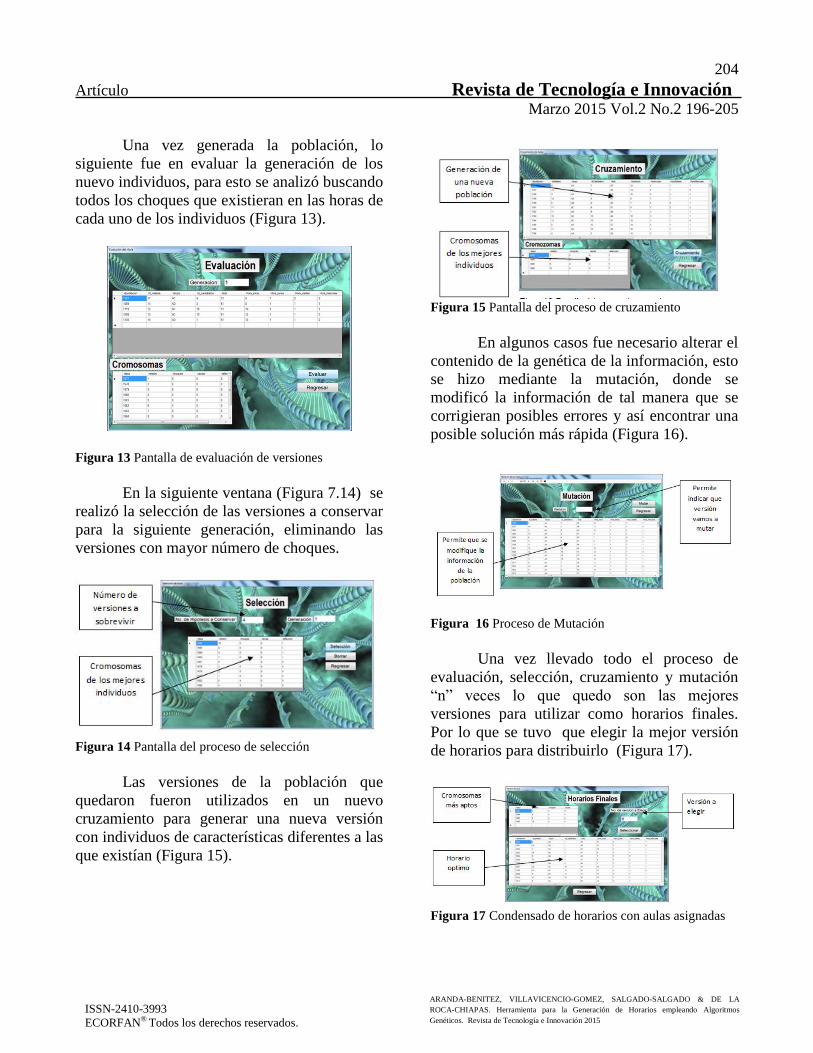
204
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
Una vez generada la población, lo
siguiente fue en evaluar la generación de los
nuevo individuos, para esto se analizó buscando
todos los choques que existieran en las horas de
cada uno de los individuos (Figura 13).
Figura 13 Pantalla de evaluación de versiones
En la siguiente ventana (Figura 7.14) se
realizó la selección de las versiones a conservar
para la siguiente generación, eliminando las
versiones con mayor número de choques.
Figura 14 Pantalla del proceso de selección
Las versiones de la población que
quedaron fueron utilizados en un nuevo
cruzamiento para generar una nueva versión
con individuos de características diferentes a las
que existían (Figura 15).
Figura 15 Pantalla del proceso de cruzamiento
En algunos casos fue necesario alterar el
contenido de la genética de la información, esto
se hizo mediante la mutación, donde se
modificó la información de tal manera que se
corrigieran posibles errores y así encontrar una
posible solución más rápida (Figura 16).
Figura 16 Proceso de Mutación
Una vez llevado todo el proceso de
evaluación, selección, cruzamiento y mutación
―n‖ veces lo que quedo son las mejores
versiones para utilizar como horarios finales.
Por lo que se tuvo que elegir la mejor versión
de horarios para distribuirlo (Figura 17).
Figura 17 Condensado de horarios con aulas asignadas
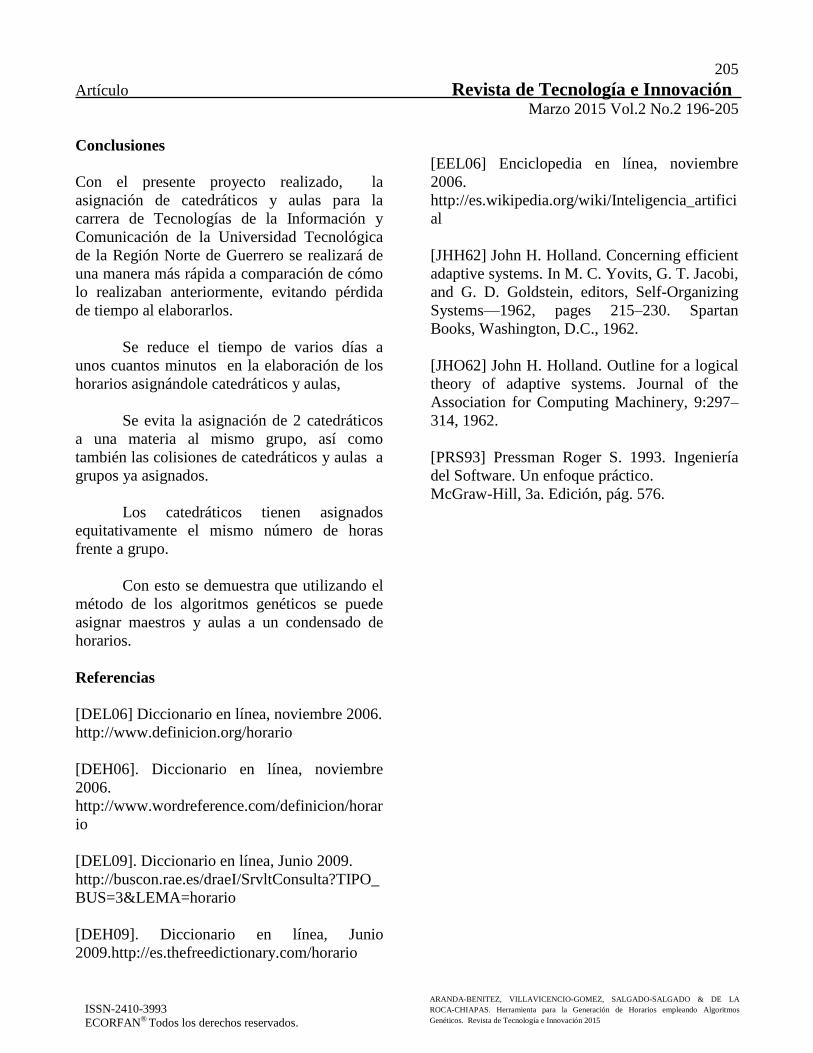
205
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 196-205
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ARANDA-BENITEZ, VILLAVICENCIO-GOMEZ, SALGADO-SALGADO & DE LA
ROCA-CHIAPAS. Herramienta para la Generación de Horarios empleando Algoritmos
Genéticos. Revista de Tecnología e Innovación 2015
Conclusiones
Con el presente proyecto realizado, la
asignación de catedráticos y aulas para la
carrera de Tecnologías de la Información y
Comunicación de la Universidad Tecnológica
de la Región Norte de Guerrero se realizará de
una manera más rápida a comparación de cómo
lo realizaban anteriormente, evitando pérdida
de tiempo al elaborarlos.
Se reduce el tiempo de varios días a
unos cuantos minutos en la elaboración de los
horarios asignándole catedráticos y aulas,
Se evita la asignación de 2 catedráticos
a una materia al mismo grupo, así como
también las colisiones de catedráticos y aulas a
grupos ya asignados.
Los catedráticos tienen asignados
equitativamente el mismo número de horas
frente a grupo.
Con esto se demuestra que utilizando el
método de los algoritmos genéticos se puede
asignar maestros y aulas a un condensado de
horarios.
Referencias
[DEL06] Diccionario en línea, noviembre 2006.
http://www.definicion.org/horario
[DEH06]. Diccionario en línea, noviembre
2006.
http://www.wordreference.com/definicion/horar
io
[DEL09]. Diccionario en línea, Junio 2009.
http://buscon.rae.es/draeI/SrvltConsulta?TIPO_
BUS=3&LEMA=horario
[DEH09]. Diccionario en línea, Junio
2009.http://es.thefreedictionary.com/horario
[EEL06] Enciclopedia en línea, noviembre
2006.
http://es.wikipedia.org/wiki/Inteligencia_artifici
al
[JHH62] John H. Holland. Concerning efficient
adaptive systems. In M. C. Yovits, G. T. Jacobi,
and G. D. Goldstein, editors, Self-Organizing
Systems—1962, pages 215–230. Spartan
Books, Washington, D.C., 1962.
[JHO62] John H. Holland. Outline for a logical
theory of adaptive systems. Journal of the
Association for Computing Machinery, 9:297–
314, 1962.
[PRS93] Pressman Roger S. 1993. Ingeniería
del Software. Un enfoque práctico.
McGraw-Hill, 3a. Edición, pág. 576.
206
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
Formulación Farmacéutica: “Bloqueador Solar Enriquecido Con Un Repelente
Natural
CARDENAS-Luis†, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Química Área Tecnología Ambiental. Universidad Tecnológica de Salamanca
Recibido 22 de Abril, 2015; Aceptado 6 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
Actualmente se encuentran comercialmente
disponibles, una variedad de productos que protegen
la piel de la radiación UV, así como repelentes
contra la picadura de insectos. No obstante, la
mayoría de estos productos se encuentran
formulados con sustancias químicas que después de
ser usados por un periodo de tiempo prolongado,
pueden ocasionar efectos adversos e indeseables a la
salud debido a sus propiedades químicas, además de
generar un importante impacto ambiental.
En la actualidad no hay productos comercialmente
disponibles proporcionen al consumidor protección
contra los rayos UV y a la vez actué como repelente
para mosquitos; por lo que se realizó una
formulación farmacéutica con ingredientes naturales
que actúe como protector solar enriquecida con una
sustancia de origen natural denominada aceite de
citronela, la cual tiene actividad como repelente de
mosquitos, no contamina al medio ambiente y no
causa daños a la salud, además el producto
desarrollado ofrece beneficios para el cuidado de la
piel.
Citronela, bloqueador solar, ultravioleta,
repelente.
Abstract
Currently, there are a variety of commercially
available products that protect the skin from UV
radiation and repellents against insect bites.
However, most of these products are formulated
with chemicals that after being used for a long
period of time may result in adverse and undesirable
health effects due to their chemical properties and
generate a significant environmental impact.
Nowadays there is no commercially available
products that provide consumer protection against
UV rays and once acted as mosquito repellent; so a
pharmaceutical formulation was made with natural
ingredients that act as sunscreen enriched with a
naturally occurring substance called citronella oil,
which has activity as a mosquito repellent, it does
not pollute the environment and causes damage to
health, further this developed product offers benefits
for skin care.
Citronella, sunblock, ultraviolet, repellent .
___________________________________________________________________________________________________
Citación: CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio Formulación Farmacéutica:
―Bloqueador Solar Enriquecido Con Un Repelente Natural. Revista de Tecnología e Innovación 2015, 2-2:206-212
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
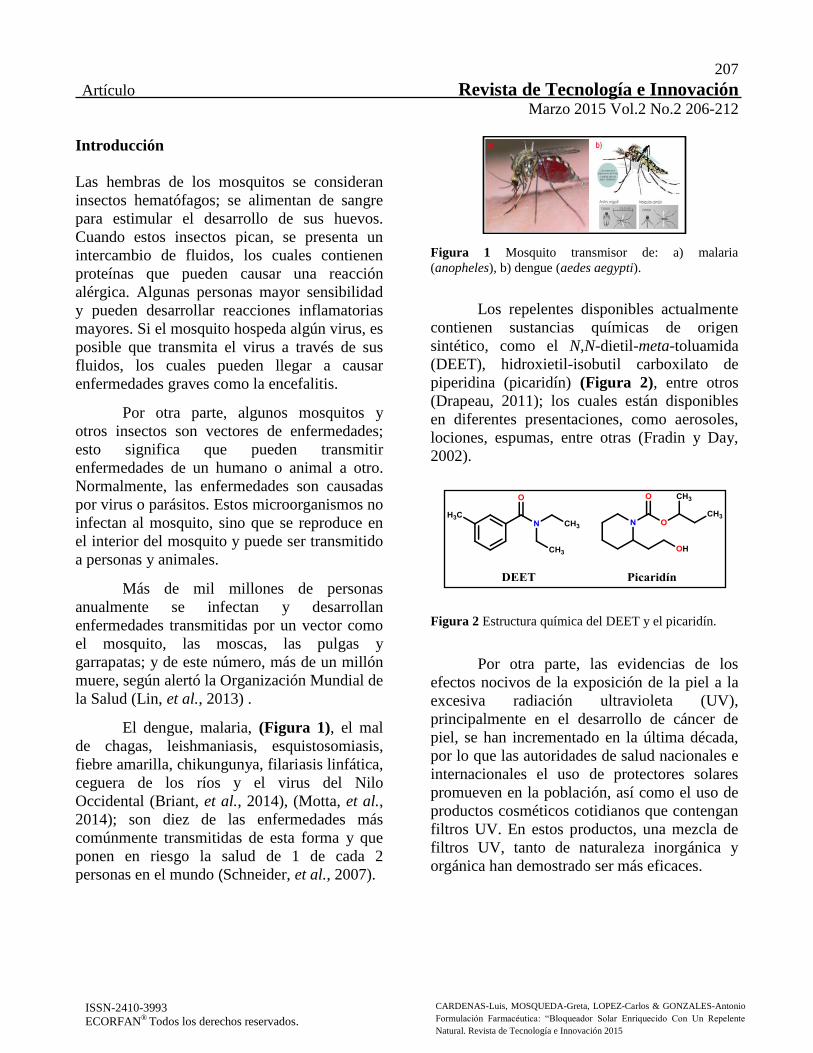
207
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Formulación Farmacéutica: ―Bloqueador Solar Enriquecido Con Un Repelente
Natural. Revista de Tecnología e Innovación 2015
Introducción
Las hembras de los mosquitos se consideran
insectos hematófagos; se alimentan de sangre
para estimular el desarrollo de sus huevos.
Cuando estos insectos pican, se presenta un
intercambio de fluidos, los cuales contienen
proteínas que pueden causar una reacción
alérgica. Algunas personas mayor sensibilidad
y pueden desarrollar reacciones inflamatorias
mayores. Si el mosquito hospeda algún virus, es
posible que transmita el virus a través de sus
fluidos, los cuales pueden llegar a causar
enfermedades graves como la encefalitis.
Por otra parte, algunos mosquitos y
otros insectos son vectores de enfermedades;
esto significa que pueden transmitir
enfermedades de un humano o animal a otro.
Normalmente, las enfermedades son causadas
por virus o parásitos. Estos microorganismos no
infectan al mosquito, sino que se reproduce en
el interior del mosquito y puede ser transmitido
a personas y animales.
Más de mil millones de personas
anualmente se infectan y desarrollan
enfermedades transmitidas por un vector como
el mosquito, las moscas, las pulgas y
garrapatas; y de este número, más de un millón
muere, según alertó la Organización Mundial de
la Salud (Lin, et al., 2013) .
El dengue, malaria, (Figura 1), el mal
de chagas, leishmaniasis, esquistosomiasis,
fiebre amarilla, chikungunya, filariasis linfática,
ceguera de los ríos y el virus del Nilo
Occidental (Briant, et al., 2014), (Motta, et al.,
2014); son diez de las enfermedades más
comúnmente transmitidas de esta forma y que
ponen en riesgo la salud de 1 de cada 2
personas en el mundo (Schneider, et al., 2007).
Figura 1 Mosquito transmisor de: a) malaria
(anopheles), b) dengue (aedes aegypti).
Los repelentes disponibles actualmente
contienen sustancias químicas de origen
sintético, como el N,N-dietil-meta-toluamida
(DEET), hidroxietil-isobutil carboxilato de
piperidina (picaridín) (Figura 2), entre otros
(Drapeau, 2011); los cuales están disponibles
en diferentes presentaciones, como aerosoles,
lociones, espumas, entre otras (Fradin y Day,
2002).
Figura 2 Estructura química del DEET y el picaridín.
Por otra parte, las evidencias de los
efectos nocivos de la exposición de la piel a la
excesiva radiación ultravioleta (UV),
principalmente en el desarrollo de cáncer de
piel, se han incrementado en la última década,
por lo que las autoridades de salud nacionales e
internacionales el uso de protectores solares
promueven en la población, así como el uso de
productos cosméticos cotidianos que contengan
filtros UV. En estos productos, una mezcla de
filtros UV, tanto de naturaleza inorgánica y
orgánica han demostrado ser más eficaces.
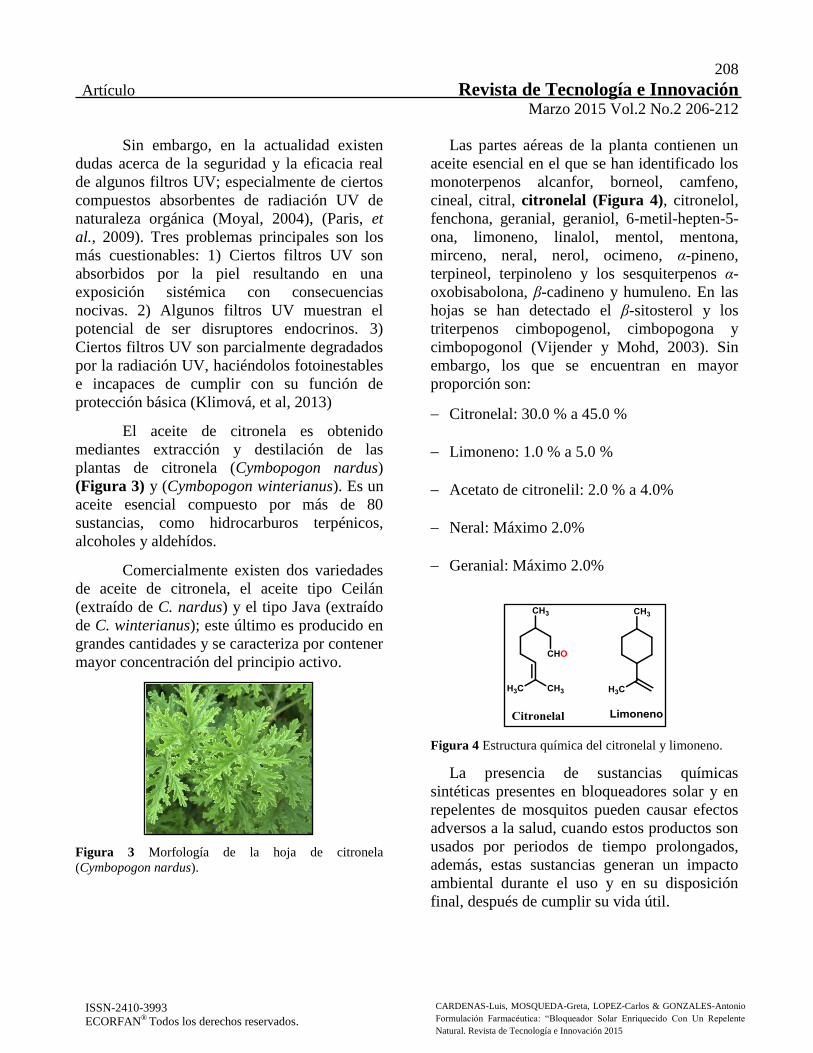
208
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Formulación Farmacéutica: ―Bloqueador Solar Enriquecido Con Un Repelente
Natural. Revista de Tecnología e Innovación 2015
Sin embargo, en la actualidad existen
dudas acerca de la seguridad y la eficacia real
de algunos filtros UV; especialmente de ciertos
compuestos absorbentes de radiación UV de
naturaleza orgánica (Moyal, 2004), (Paris, et
al., 2009). Tres problemas principales son los
más cuestionables: 1) Ciertos filtros UV son
absorbidos por la piel resultando en una
exposición sistémica con consecuencias
nocivas. 2) Algunos filtros UV muestran el
potencial de ser disruptores endocrinos. 3)
Ciertos filtros UV son parcialmente degradados
por la radiación UV, haciéndolos fotoinestables
e incapaces de cumplir con su función de
protección básica (Klimová, et al, 2013)
El aceite de citronela es obtenido
mediantes extracción y destilación de las
plantas de citronela (Cymbopogon nardus)
(Figura 3) y (Cymbopogon winterianus). Es un
aceite esencial compuesto por más de 80
sustancias, como hidrocarburos terpénicos,
alcoholes y aldehídos.
Comercialmente existen dos variedades
de aceite de citronela, el aceite tipo Ceilán
(extraído de C. nardus) y el tipo Java (extraído
de C. winterianus); este último es producido en
grandes cantidades y se caracteriza por contener
mayor concentración del principio activo.
Figura 3 Morfología de la hoja de citronela
(Cymbopogon nardus).
Las partes aéreas de la planta contienen un
aceite esencial en el que se han identificado los
monoterpenos alcanfor, borneol, camfeno,
cineal, citral, citronelal (Figura 4), citronelol,
fenchona, geranial, geraniol, 6-metil-hepten-5-
ona, limoneno, linalol, mentol, mentona,
mirceno, neral, nerol, ocimeno, α-pineno,
terpineol, terpinoleno y los sesquiterpenos α-
oxobisabolona, β-cadineno y humuleno. En las
hojas se han detectado el β-sitosterol y los
triterpenos cimbopogenol, cimbopogona y
cimbopogonol (Vijender y Mohd, 2003). Sin
embargo, los que se encuentran en mayor
proporción son:
Citronelal: 30.0 % a 45.0 %
Limoneno: 1.0 % a 5.0 %
Acetato de citronelil: 2.0 % a 4.0%
Neral: Máximo 2.0%
Geranial: Máximo 2.0%
Figura 4 Estructura química del citronelal y limoneno.
La presencia de sustancias químicas
sintéticas presentes en bloqueadores solar y en
repelentes de mosquitos pueden causar efectos
adversos a la salud, cuando estos productos son
usados por periodos de tiempo prolongados,
además, estas sustancias generan un impacto
ambiental durante el uso y en su disposición
final, después de cumplir su vida útil.
209
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Formulación Farmacéutica: ―Bloqueador Solar Enriquecido Con Un Repelente
Natural. Revista de Tecnología e Innovación 2015
Debido a esta problemática, en este
proyecto se propuso la elaboración de un
bloqueador solar elaborado con ingredientes
naturales y enriquecido con un repelente
extraído de una fuente natural, además el uso de
este producto ofrece otros beneficios, ya que
humecta la piel y es accesible a la población
general.
Metodología
La obtención de la formulación farmacéutica
enriquecida con un repelente de origen natural,
se llevó a cabo en dos etapas que consistieron
en la extracción del principio activo mediante
un proceso de extracción-destilación, seguido
de la formulación del producto final.
Etapa 1. Extracción de aceite de
citronela: Se utilizaron hojas de citronela
previamente cortadas y pesadas (55g). Lavar las
hojas con agua potable y posteriormente con
agua destilada, secar las hojas y pesar,
introducir a un matraz y adicionar el disolvente
hasta alcanzar una concentración de 10% m/v y
calentar durante 6h (Tabla 1); una vez extraído
el principio activo, filtrar la mezcla resultante y
purificar la solución obtenida mediante
destilación simple. Mediante este proceso se
obtuvieron 4 fracciones. Se recolectó la
fracción número 4 (210-215°C) y se almacenó a
4°C.
Etapa 2. Formulación farmacéutica: Calentar en baño de agua la cera de abejas
65°C durante 20 minutos, agregar aceite de
almendras y glicerina manteniendo la
temperatura en 65°C agitando vigorosamente
utilizando un agitador mecánico hasta que la
mezcla sea homogénea.
Dejar enfriar a temperatura ambiente y
agregar vitamina E y aceite de coco orgánico
manteniendo la agitación, adicionar óxido de
cinc u óxido de titanio1 a la mezcla resultante
agitando constantemente. Finalmente adicionar
una solución de aceite de citronela al 10% en
una mezcla etanol/agua en una relación 1:1,
ácido esteárico y esencia de coco, agitar hasta
que todos los componentes se hayan
incorporado completamente.2
Resultados
Factor de protección solar (FPS)
El factor de protección solar (FPS) corresponde
al número de veces que el fotoprotector
aumenta la capacidad de defensa natural frente
al eritema o enrojecimiento previo a la
quemadura, el tiempo máximo de exposición
por FPS es de 10 minutos al multiplicarlo por el
FPS obtenido en la formulación, que para la
sustancia empleada en esta formulación
equivale a 25 FPS, mediante la expresión, se
obtiene:
3 ( )
( )
1 Se utiliza óxido de cinc u óxido de titanio dependiendo de la
consistencia deseada en el producto. 2 La cantidad utilizada de cada ingrediente no se presenta en la
metodología debido a que actualmente se está trabajando en
mejorar la consistencia y las características organolépticas del
producto final. 3 TMA = Tiempo máximo aproximado al cual puede estar
expuesta la piel.
210
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Formulación Farmacéutica: ―Bloqueador Solar Enriquecido Con Un Repelente
Natural. Revista de Tecnología e Innovación 2015
El producto obtenido tiene un FPS = 25
y tiene un tiempo máximo de protección de 250
minutos; lo que indica que se debe aplicar
aproximadamente 4 horas, no obstante, la
Organización Mundial de la Salud (OMS)
estableció un estándar de aplicación de cada 2
horas, y debe ser aplicado cuando una persona
este expuesta a los rayos del sol por periodos
prolongados de tiempo.
Destilación de aceite de citronela
Se llevaron a cabo diversos experimentos
variando las condiciones de extracción; para
este fin, se emplearon disolventes de diferente
naturaleza estructural. La mezcla se calentó a
diferentes temperaturas dependiendo del punto
de ebullición del disolvente utilizado en cada
prueba. Los resultados descritos en la tabla 1
indican que el disolvente óptimo para la
extracción del aceite de citronela es el etanol,
debido a su polaridad, este disolvente ofrece las
mejores condiciones para la extracción de los
componentes del aceite de citronela. Cabe
mencionar que inicialmente se llevó a cabo la
extracción con cada uno de los disolventes a
temperatura ambiente, pero los resultados no
fueron favorables.
Una vez establecido el disolvente
adecuado, se efectuó el proceso de extracción a
diferentes temperaturas. Como se observa en
los datos de la tabla 2, la temperatura adecuada
para la obtención del principio activo es de
95°C, a esta temperatura fue posible obtener un
volumen de 22 mL de aceite de citronela
utilizando etanol como disolvente; este
volumen fue obtenido después de efectuar el
proceso de purificación mediante destilación
simple.
Disolvente Temperatura
*
(°C)
Volumen*
*
(mL)
Etanol 75 12
Acetona 60 6
Agua 95 5
Ácido
acético
115 3
Cloroform
o
62 0
Éter etílico 40 0 * Temperaturas establecidas hasta alcanzar el
reflujo de cada disolvente.
** Volumen obtenido de aceite de citronela
después del proceso de destilación simple a
partir de 55g de hojas de la planta de
citronela.
Tabla 1 Resultados de la obtención de aceite de citronela
utilizando diferentes disolventes.
Temperatura
(°C)
Volumen*
(mL)
65 10
75 15
85 19
95 22
105 20
*Volumen obtenido de aceite de
citronela después del proceso de
destilación simple a partir de 55g
de hojas de la planta de citronela.
Tabla 2 Resultados de la obtención de aceite de citronela
variando la temperatura
211
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Formulación Farmacéutica: ―Bloqueador Solar Enriquecido Con Un Repelente
Natural. Revista de Tecnología e Innovación 2015
Formulación del producto final
El producto obtenido es una crema hidratante
para la piel que tiene la función de bloqueador
solar contra los rayos UV, enriquecido con
aceite de citronela como repelente de origen
natural (Anexo 1); este producto tiene como
objetivo la protección y cuidado de la piel;
elaborado a base de productos naturales y que
además no generan un impacto ambiental; este
producto se considera novedoso ya que
actualmente en el mercado no se encuentra
disponible ningún producto que cumpla estas
tres funciones y que además está elaborado con
productos 100% naturales.
Se elaboró el producto en dos
presentaciones crema líquida y crema sólida
(Anexo 1) obtenidos variando las condiciones y
volumen de los ingredientes empleados; esto
con el fin de satisfacer las necesidades y
preferencias de los consumidores.
Envase
El envase del producto es práctico, seguro y
funcional para el consumidor, el envase de
plástico transparente ofrece al consumidor
confianza y seguridad. La etiqueta combina
colores y formas llamativos relacionados con el
aspecto ecológico y natural del producto;
además de proveer la información requerida por
las autoridades de salud y de protección al
consumidor (Anexo 2).
Anexos
Anexo 1 Apariencia y presentaciones del producto final.
Anexo 2 Propuesta inicial de la etiqueta del producto.
Agradecimientos
Concejo de Ciencia y Tecnología del Estado de
Guanajuato (CONCYTEG) por el apoyo
otorgado para el desarrollo de este proyecto
mediante el convenio 14-IJ-DPP-Q182-36.
Universidad Tecnológica de Salamanca,
Química Área Tecnología Ambiental.
Conclusiones
Se elaboró una formulación farmacéutica que
actúa como bloqueador solar, crema hidratante
y repelente de mosquitos a partir de
ingredientes 100% naturales, que no generan un
daño a la salud ni impacto ambiental y que
además, actualmente no existe un producto en
el mercado con estas características.
Se llevó a cabo la extracción del
repelente natural (aceite de citronela) a partir de
la planta de citronela de manera óptima,
estableciendo una metodología viable y
reproducible.
Se propuso una formulación
farmacéutica con las características adecuadas
(consistencia, olor y color).
Contenido neto: 250 mL
3 en 1
PROCTECTOR SOLAR, HIDRATA TU PIEL Y
REPELENTE NATURAL.
BIO-PROTEC
CUIDA TU PIEL BAJO EL SOL
Resistente al agua
Alta protección inmediata UV-A/UV-B
2BAJO
4-8MEDIO
15-20ALTO
30-50MUY ALTO
50+ULTRA
BIO-PROTEC Protector solar FP S* 30, Crema Hidratante dealta protección para piel sensible.
Crema hidratante exclusivamente formulada para pro veeruna protección contra los rayos del sol, además actúa como
repelente de insectos de origen natural NO TÓXICO, amplioespectro de protección UVA/UVB, que protege contra lasquemaduras y envejecimiento pre maturo causado po r el sol.Su nueva fórmula se aplica y absorbe rápid amente sin dejarsensación grasosa.
*SPF Factor de Protección Solar.Ingredientes: Ácido esteárico, aceite mineral, aceite dealmendras, c arbopol, trietanolamina, agu a desmineraliz ada,óxido de zinc, aceite de citronela (5%), vitamina E y glicerina.Instrucciones de uso: Apto para adultos y niños mayores de
6 meses. Aplicar BIO-PROTEC uniformemente y l ibrementeen todas la p artes del cuerpo cad a vez que se exponga a losrayos del sol o a picaduras de insectos, al menos 15 minutosantes de la exposición. Suspenda su uso si se presentansignos de irritación o s arpullido. Si presenta molestias
consulte a su médico.El uso continuo de este producto puede contribuir a aclararla piel, ya que disminuye la exposición a la luz ultravioleta.
No se deje al alcance de los niños.
30FPS
MUY ALTO
212
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 206-212
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CARDENAS-Luis, MOSQUEDA-Greta, LOPEZ-Carlos & GONZALES-Antonio
Formulación Farmacéutica: ―Bloqueador Solar Enriquecido Con Un Repelente
Natural. Revista de Tecnología e Innovación 2015
Aunque se desarrolló el producto de
manera satisfactoria, se propone la realización
de nuevos experimentos adicionando nuevos
ingredientes con los que se pueda establecer y
extender el tiempo de caducidad del producto,
además se requiere realizar pruebas de
efectividad del producto comparándolo con
otros productos existentes en el mercado,
particularmente en el grado de repelencia de los
insectos y obtener datos estadísticos mediante
la siguiente expresión (Murugan, et al., 2012):
(
)
% de duración = Duración del efecto del repelente
t = Mosquitos totales que pican con repelente
c = Mosquitos totales que picaron sin repelente
Actualmente se está trabajando en la
realización de un estudio de factibilidad
financiera, mediante un estudio de
mercadotecnia para determinar la
competitividad del producto.
Referencias
Briant, L.; Desprès, P.; Choumet, V.; Missé, M.
(2014). Role of skin immune cells on the host
susceptibility to mosquito-borne viruses.
Virology. 2014, 464-465, 26-32.
Drapeau, J. (2011). Green synthesis of para-
Menthane-3,8-diol from Eucalyptus citriodora:
Application for repellent products. Comptes
Rendus Chimie. 14, (7-8), 629–635.
Fradin, M. S. y Day, J. F. (2002). Comparative
efficacy of insect repellents against mosquito
bites. N. Engl. J. Med. 347, (1), 13-18.
Klimová, Z., Hojerová, J. y Pazoureková, S.
(2013). Current problems in the use of organic
UV filters to protect skin from excessive sun
exposure. Acta Chimica Slovaca, 6, (1), 82-88.
Lin, S-H.; Wheeler, D. C.; Park, Y.; Springgs,
M.; Hollenbeck, A. R.; Freedman, D. A.;
Abnet, C. C. (2013). Prospective Study of
Ultraviolet Radiation Exposure and Mortality
Risk in the United States. Am. J. Epidemiol.
178, 521-533.
Motta, M. F.; Chávez, J. H.; de Souza, J. M.;
Farignoli, F.; de Castro-Jorge, L. A.; Lopes, B.
A.; Moraess, L. (2014). Infection with Saint
Louis encephalitis virus in the city of Ribeirao
Preto, Brazil: report of one case. Int. J. Infec.
Dis. 26, 96-97.
Moyal, D. (2004). Prevention of ultraviolet-
induced skin pigmentation. Photodermatol.
Photoimmunol. Photomed. 20, 243-247.
213
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 213-216
Efectividad de dos sanitizantes comerciales en la desinfección del cilantro en
Maxcanu, Yucatán
CANUL-Divino† & MOO-Mariel
Recibido 30 de Enero, 2015; Aceptado 17 de Marzo, 2015
Resumen
El objetivo del presente estudio fue evaluar dos
agentes sanitizantes en la reducción de la carga
microbiana del cilantro (Coriandrum sativum). Se
utilizo como unidad experimental 20 g de follaje
obtenido del mercado local de Maxcanu, Yucatan.
Se generaron tres tratamientos por inmersión
durante cinco minutos en las siguientes soluciones
acuosas: Hipoclorito de sodio (300 ppm);
Microdyn® (1.75 ml L-1
); y el testigo (sin
sanitizante). La evaluación microbiológica se
realizó a través del método del film seco
rehidratable (método 3M Petrifilm). Las variables
de respuesta fueron Coliformes totales y E. Coli,
expresado como log10 unidades formadoras de
colonia por gramo de muestra (log10 ufc g-1
). Se
encontraron diferencias estadísticas entre los
tratamientos (P<0.05), sobresaliendo al reducir la
carga microbiana el tratamiento con Microdyn®, al
presentar los valores de 4.95 y 3.2 log10 ufc g-1
de
Coliformes totales y E. coli, respectivamente, por lo
que se recomienda para la desinfección de frutas y
hortalizas consumidas crudas, la aplicación de 1.75
ml L-1
de Microdyn® en el agua de lavado.
E. coli, Coliformes totales y Cilantro
Abstract
The objective of the present study was to evaluate
two sanitizing agents in reducing the microbial load
of cilantro (Coriandrum sativum). It was used as
experimental unit obtained 20 g of leaves local
market Maxcanu, Yucatan. Three treatments were
generated by immersion for five minutes in the
following aqueous solutions: Sodium hypochlorite
(300 ppm); Microdyn® (1.75 ml L-1), and the
control (without sanitizing). The microbiological
evaluation was performed by the method of
rehydratable dry film (3M Petrifilm method). The
response variables were total coliforms and E. coli,
expressed as log10 colony forming units per gram of
sample (log10 cfu g-1
). Statistical differences
between treatments (P <0.05), protruding to reduce
microbial load treatment Microdyn®, the present
values of 4.95 and 3.2 log10 cfu g-1
of Total
Coliforms and E. coli, respectively, so that is
recommended for disinfecting fruits and vegetables
consumed raw, applying 1.75 ml L-1 Microdyn® in
the wash water.
E. coli, total coliforms and Cilantro ___________________________________________________________________________________________________
Citación: CANUL-Divino & MOO-Mariel. Efectividad de dos sanitizantes comerciales en la desinfección del cilantro en
Maxcanu, Yucatán. Revista de Tecnología e Innovación 2015, 2-2:213-216
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
214
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 213-216
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CANUL-Divino & MOO-Mariel. Efectividad de dos sanitizantes
comerciales en la desinfección del cilantro en Maxcanu, Yucatán.
Revista de Tecnología e Innovación 2015
Introducción
En la actualidad el consumo del cilantro
(Coriandrum sativum) como hortaliza fresca es
de suma importancia debido a su utilización
como hierba aromática (Zapata y Garcia, 2002),
sin embargo, en nuestro país no se aplican
sistemas de gestión de calidad e inocuidad
adecuada desde la siembra hasta la
comercialización y consumo de este tipo de
alimentos, tales como las buenas prácticas
agrícolas (BPA), por lo que la utilización de
estiércol y aguas residuales para su cultivo han
traído como consecuencia la contaminación por
microorganismos como Escherichia Coli (E.
coli), Salmonella y parásitos (Campos y
Manzano, 2007). La organización para la
alimentación y agricultura, menciona que es de
suma importancia la sanitizacion de los
vegetales consumidos en fresco ya que pueden
reducir la incidencia de enfermedades. La
sanitizacion consiste en la acción biocida de
diferentes agentes oxidantes que interfieren con
la síntesis de proteína celular; o ácidos
orgánicos, que penetran en la célula provocando
un efecto depresor del pH, inhibiendo al
microorganismo presente (Beuchat et al., 2001;
FAO. 2007). Las soluciones sanitizantes
pueden ser organicas o químicas, como
compuestos organicos Canul et al., (2014),
evalua el acido cítrico en jicama minimamente
procesada y reporta una reducción de la carga
microbiana, sin embargo las más utilizadas en
la desinfección de hortalizas son el cloro y la
plata coloidal. El mecanismo de desinfección de
la plata coloidal actúa por la inactivación de las
enzimas de las células bacterianas y hongos que
usan oxígeno para su metabolismo, pues causa
una disrupción celular, aunque en tiempos muy
variables y dependientes de la temperatura.
La Revista del Consumidor al evaluar
diferentes soluciones sanitizante, reporta al
microdyn como efectivo en la desinfección de
agua, frutas y verduras contaminadas con
bacterias (Salmonella causante de salmonelosis,
tifoidea), E. coli (gastroenteritis) y Vibrio
cholerae (cólera) (PROFECO, 2007). Un
estudio de desinfección de melón con una
solución de 200 ppm de cloro durante 2
minutos reporta una reducción de 2.6 ciclos
logarítmicos en la superficie del melón (Ukuku,
2005). En otro estudio donde se realizó
inmersiones en una solución de 150 ppm de
hipoclorito de sodio redujo el 90% de la carga
inicial de las bacterias en la superficie de
melón, sin embargo la efectividad del producto
dura hasta que el cloro residual se agota por lo
que puede contaminarse después de este
periodo (Barak et al., 2003). Por lo que el
objetivo del presente trabajo fue evaluar dos
agentes sanitizantes en la reducción de la carga
microbiana en cilantro (Coriandrum sativum).
Materiales y métodos
Localización del proyecto: El proyecto se
desarrolló en el laboratorio de Tecnología de
alimentos de la Universidad Tecnológica del
Poniente, en el periodo de Enero-Abril, este se
desarrollo en dos partes, en la primera parte se
realizo el diagnostico para determinar si se
encuentra la presecia de coliformes totales y E.
coli, en la segunda etapa se realizo la
evaluación de los agentes sanitizantes mas
utilizados en la región, la selección de las
muestras se realizo de manera aleatoria en los
estableciomientos que venden hortalizas
frescas, antes de su utilización el follage fue
almacenado a temperatura ambiente + 28°C
hasta su utilización.
Muestras: Se analizaron 15 muestras de
follage de cilantro obtenido de manera aleatoria
del mercado local de Maxcanu Yucatan.
215
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 213-216
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CANUL-Divino & MOO-Mariel. Efectividad de dos sanitizantes
comerciales en la desinfección del cilantro en Maxcanu, Yucatán.
Revista de Tecnología e Innovación 2015
Tratamientos: Se utilizó un diseño
completo al azar, generando tres tratamientos
(Tabla 1) con cinco repeticiones cada una (20 g
de follage); generando un total de 15 unidades
experimentales haciendo inmersiones durante
cinco minutos.
Tratamientos Sanitizante Concentraci
ón
T1 Hipoclorito de sodio 300 ppm
T2 Microdyn® 1.75 ml L-1
T3 Sin sanitizante 0
Tabla 1 Tratamientos evaluados en la desinfección de
cilantro (Coriandrum sativum).
Variables de estudio: las variables de
respuesta fueron Coliformes totales y E. Coli,
expresado como log10 unidades formadoras de
colonia por gramo de muestra (log10 ufc g-1
),
utilizando tablas para su conversión.
Analisis microbiológico: se realizó a
través del método del film seco rehidratable
(método 3M Petrifilm). empleando placas para
el recuento de Coliformes totales y E. Coli, para
ello en la campana de flujo laminar marca
Ecosel® se macero 20 g de follage de cilantro
con la ayuda de un mortero de porcelana
previamente esterilizado, posteriormente con la
ayuda de una micropipeta se midió 1 ml de jugo
y disolvió en 9 ml de agua estéril para inocular,
para la siembra se utilizó la tercera dilución
tomando 1 ml (10-3
) que fue depositado en las
placas Petrifilm 3M, se incubo en un estufa de
cultivo marca Ecosel® a 35ºC durante 24 horas.
Posterior a la incubación las placas fueron
leídas con la ayuda de un contador de colonias
marca Felisa®, el resultado fue expresado como
log10 ufc g-1
de muestra.
Análisis estadístico: El análisis
estadístico de los datos se realizó utilizando el
paquete Statgraphics Plus para windows. Para
la comparación de medias se utilizó la prueba
de Tukey con un nivel de significancia P= 0.05.
Resultados y discusiones
En la Tabla 2 se muestra los resultados
obtenidos al evaluar dos soluciones
sanitizantes, encontrando diferencias
estadísticas entre los tratamientos (P<0.05),
sobresaliendo en la reducción de la carga
microbiana el tratamiento con Microdyn®, al
presentar los valores de 4.95 y 3.2 log10 ufc g-1
de Coliformes totales y E. Coli,
respectivamente, resultados similares reporta la
PROFECO (2007), al inocular las frutas y
hortalizas con bacterias de E. Coli y Coliformes
totales y desinfectarlas con diferentes
sanizantes entre los que se encuentra el
Microdyn®, reportando para este, una aceptable
reducción de los organismos, con respecto al
cloro, se redujo la carga microbiana con
respecto al testigo con valores de 5.4 y 3.7 log10
ufc g-1
de coliformes totales y E.coli,
respectivamente, diferiendo a lo reportado por
Ukuku, (2005) y Barak et al., (2003), al
evaluar la eliminación y reinfección de
Salmonella en la superficie de melones, con
diferentes tratamientos en la cual indican que el
cloro reduce la carga microbiana, sin embargo
el bajo nivel de efectividad pudo deberse al
tiempo prolongado de remojo ya que durante
mayor tiempo el cloro residual se agota y
permite la reinfección de los organismos
(Ritenour et al., 2007)
Tratamiento log 10 ufc g
-1
Coliformes totales E. coli
T1 5.40b±4.0 3.70
b± 2.7
216
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 213-216
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
CANUL-Divino & MOO-Mariel. Efectividad de dos sanitizantes
comerciales en la desinfección del cilantro en Maxcanu, Yucatán.
Revista de Tecnología e Innovación 2015
T2 4.95c±3.9 3.2
c±2.5
T3 5.555ª±4.15 3.9
a±2.7
Literales distintas en la misma columna indican
diferencia significativa (P<0.05), T1=Hipoclorito de
sodio, T2=Microdym®, T3=Testigo.
Tabla 2 Coliformes totales y E. coli en cilantro
(Coriandrum sativum).
Conclusiones
Se recomienda para la desinfección de frutas y
hortalizas consumidas crudas, la aplicación de
1.75 ml L-1
de Microdyn® en el agua de lavado.
Referencias
Barak. C. J., Chue, B. Mills, D. 2003. Recovery
and sanitation of Surface bacteria on
cantaloupes. Journal of Food Protection. 66
(10):1805-1810.
Beuchat, L., Farber, J., Garrett, E., Harris, L.,
Parish, M., Suslow, T. Y Busta, F. 2001.
Standarization of a method to determine the
efficacy of sanitizers in inactivating human
pathogenic microorganisms on raw fruits an
vegetables. Journal of Food Protecction.
64:1079-1084.
Campos, D. M. y Manzano, P. W. 2007.
Evaluación de métodos de desinfección para
hortalizas que se consumen en crudo. Tesis de
Ingeniería en Alimentos. Universidad de el
salvador. El salvador. p. 90.
Canul, D., Moo, M., y Cruz, M. (2014). Efecto
del ácido cítrico sobre la calidad microbiológica
de jícama mínimamente procesada. In Ciencias
de la Ingeniería y Tecnología Handbook TV:
Congreso Interdisciplinario de Cuerpos
Académicos (pp. 169-175). ECORFAN.
FAO. 2007. Manual para el curso sobre
procesamiento de frutas y hortalizas a pequeña
escala en Perú. Aspectos microbiológicos. Food
and Agriculture Organization of the United
States.http://www.fao.org/docrep/x5063S/x506
3S04.htm#5.6%20la%20calidad,accesada
01/06/208.
PROFECO. 2007. Soluciones desinfectantes.
Revista del consumidor. Procuraduría Federal
del Consumidor.
http://www.profeco.gob.mx/revista/pdf/est_07/s
oluciones%20julio.pdf, accesada 09/02/2015
Ritenour M.A., Sargent S.A., Bartz J.A. y Lon
Kan, E.E. 2007. Uso del Cloro en las Líneas de
Empacado de Productos Cosechados Frescos.
Departamento de Horticultural Ciencias,
Servicio de Extensión Cooperativa de la
Florida, Instituto de Alimentos y Ciencias
Agrícolas, Universidad de la Florida. HS1082
Ukuku, D. 2005. Effect of sanitizing treatments
on removal of bacteria from cantaloupe
Surface, and re-contamination with Salmonella.
Journal of Food Microbiology. 23(3):289-293.
Zapata, A. y Garcia, J.R. 2002. Evaluación
agronómica de sistemas de siembra para la
producción de follaje en cilantro, Coriandrum
sativum L. Colombia. p. 75

217
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 217-222
Estudio electroquímico de materiales base Fe y aleaciones Ni-Cr-Fe
SARMIENTO-Estela†, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto & VAZQUEZ-
Jaime
Universidad Tecnológica Emiliano Zapata
Recibido 27 de Enero, 2015; Aceptado 10 de Marzo, 2015
Resumen
El objetivo de este trabajo es evaluar el efecto de la
corrosión de materiales base fierro y aleaciones Ni-
Cr-Fe destinadoa a diferentes aplicaciones, a 25°C
y 0.5M H2SO4, mediante técnicas electroquímicas y
SEM. Los resultados sugieren que en este medio
todos los materiales se pasivan. La información
obtenida revela que los materiales base fierro y
aleaciones Ni-Cr-Fe tienen la capacidad de generar
una capa pasiva contra los efectos de la corrión en
ambientes ácidos a temperatura ambiente.
Corrosión, Fierro, técnicas electroquímicas.
Abstract
In this work the effect of corrosion of iron based
materials and alloys Ni-Cr-Fe used in different
applications, at 25 ° C and 0.5M H2SO4, using
electrochemical and SEM techniques were
evaluated. The results suggest that in this way all
materials are passivated. The data obtained revealed
that the iron based materials and alloys Ni-Cr-Fe are
able to generate a passive layer against the effects of
Corrion in acidic environments at room
temperature.
Corrosion, Fe, electrochemical techniques.
___________________________________________________________________________________________________
Citación: SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto & VAZQUEZ-Jaime. Estudio
electroquímico de materiales base Fe y aleaciones Ni-Cr-Fe. Revista de Tecnología e Innovación 2015, 2-2:217-222
________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigadorcontribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
218
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 217-222
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto
& VAZQUEZ-Jaime. Estudio electroquímico de materiales base Fe y aleaciones
Ni-Cr-Fe. Revista de Tecnología e Innovación 2015
Introducción
La degradación de los materiales es ocasionada
por estar en contacto con el medio ambiente,
debido a la tendencia que tienen los materiales
de regresar a su estado natural y es
esencialmente de naturaleza electroquímica. En
sentido estricto esto se aplica a metales, pero
también se puede incluir a no metales, plásticos,
cerámicos, etc. Donde sea que exista un metal y
un medio ambiente va a presentarse el
fenómeno de la corrosión en menor o mayor
grado (Fernández, 1989).
De acuerdo a las estadísticas el 25% de
la producción mundial de acero es destruida por
el fenómeno de la corrosión. Son miles de
millones de dólares el importe de los daños
causados y los medios que se utilizan para
prevenirla. Evaluaciones llevadas a cabo por
comités expertos fijan las pérdidas anuales en
países industrializados en torno al 3.5 % de
producto nacional bruto, mientras que en
países en desarrollo alcanzan el 15%. Con base
en lo anterior, podemos decir que la tercera o
cuarta parte de la producción mundial de acero
se dedica a la reposición de las estructuras
metálicas deterioradas. Estas cifras pueden
considerarse conservadoras, ya que en la
mayoría de los casos, solo se conocen los
costos directos ocasionados por las medidas
preventivas de mantenimiento, o por la
sustitución de las partes corroídas, sin embargo,
una evaluación más real debería incluir pérdida
de la producción, costos por paros de planta
(Brasunas, 1984), pérdidas de vidas humanas
causadas en accidentes atribuidos a la
corrosión, impacto al medio ambiente, etc.
Aleaciones con bajo contenido de Aleantes.
Ultralimpio (AU) (Mendoza Lara, 2003). La
industria siderúrgica, ha sido motivo de grandes
avances tecnológicos, los cuales le han
permitido fabricar aceros que involucren un
estricto control en su composición química,
pudiendo controlar la cantidad de elementos
microaleantes en partes por millón,
incrementando la capacidad del acero a soldarse y a incrementar su tenacidad (N2). A
partir de un análisis del proceso de colada
continua en conjunto con los avances logrados
en el campo de la solidificación, se ha logrado
eliminar la segregación central, llegando a
fabricar aceros ultra limpios, los cuales se han
producido con el propósito de aplicarse en la
industria automotriz y/o de línea blanca3.
La ASTM A 352 clasifica a los hierros
de alta aleación en un grupo independiente que
incluye: Hierros blancos al cromo-níquel,
conocidos como Ni-Hard (tipos del 1 al 4), con
contenidos de cromo bajos, (de 3 a 5% de
níquel y de 1 a 4% de cromo, con una
modificación en la que el cromo se eleva de 7 a
11 % de cromo), Hierros al cromo-molibdeno,
que contienen de 11 a 23% de cromo y hasta
3% de molibdeno con níquel o cobre. Un tercer
grupo de Hierros blancos aleados con elevado
contenido de cromo (de 25 a 28% de cromo) los
cuales pueden ser aleados además con otros
elementos como el molibdeno y/o níquel hasta
1,5%.
La resistencia a la abrasión es una
función de la dureza y del volumen de carburos
en la microestructura.
219
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 217-222
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto
& VAZQUEZ-Jaime. Estudio electroquímico de materiales base Fe y aleaciones
Ni-Cr-Fe. Revista de Tecnología e Innovación 2015
Cuando la resistencia a la abrasión es el
principal requerimiento y la resistencia al
impacto el requerimiento secundario, se
recomienda el empleo de aleaciones de levado
contenido de carbono (ASTM A 532 Clase I
Tipo A Ni-Hard 2) porque presentan menos
carburos y además, mayor resistencia. Un grado
especial es el Clase J Tipo C, el cual se utilizan
para la producción de bolas para la trituración.
La aleación Ni-Hard 4, Clase I tipo D es una
modificación de los hierros al cromo-níquel, la
cual contiene niveles más elevados de cromo,
que van desde 7 a 11% y niveles superiores de
níquel, que van desde 5 a 7%. El carbono es
variado de acuerdo a las propiedades que se
necesitan para el servicio previsto. Contenidos
de carbono en el rango de 3,2 a 3,6% se
proponen cuando se desea un máximo en la
resistencia a la abrasión. Cuando se espera una
resistencia al impacto considerable el contenido
de carbono se mantiene de 2,7 a 3,2%.
El HK40 es una nueva aleación, modificación
de la aleación resistente al calor HK 40, acero
inoxidable austenítico, diseñada para resistir
medios carburizantes mediante silicio y cromo.
Aleaciones con alto contenido en Cromo y
Níquel.
1. HP40 (J. Aguilar, 1992): Un material es
avanzado cuando posee características
excepcionales para una aplicación dada.
Algunos procesos someten a los
materiales a condiciones severas de
operación, ya sea por temperatura, por
medio ambiente o por una combinación
de ambos.
Un caso frecuente se refiere a los
intercambiadores de calor, generalmente
formados por tubos, que se utilizan en la
industria petroquímica, en los que los
componentes se presentan una
degradación corrosiva por estar
expuestos a atmósferas complejas que
contienen varios compuestos o
elementos reactivos, tales como S, O y
C, y que producen sulfurización,
oxidación y carburización
respectivamente. Tales fenómenos se
ven favorecidos de manera importante
por la temperatura. En la literatura se
reportan los estudios que se han llevado
a cabo1-3 por muchos investigadores
sobre el comportamiento de materiales
involucrados en procesos que implican
carburización de aleaciones. Otros
parámetros como la condición
superficial, microestructura y la
composición química deben evaluarse.
2. MORE40MA, MORE40SA y
MOR40X (Maldonado Ruiz, 2002): El
transporte neumático de hierro esponja a alta
temperatura es un avance tecnológico propuesto
por HYLSA (empresa Hojalata y Lámina S.A)
para hacer más eficiente la producción de
aceros a partir de la tecnología HYL patentada
por esta empresa. La ventaja que representa esta
tecnología reside en aprovechar el material a
alta temperatura evitando pérdidas por volver a
calentar hierro esponja a temperatura ambiente
y por otro lado evita la reoxidación del hierro
esponja que tiene lugar durante el enfriamiento
y calentamiento del mismo, lo que representa
ahorros significativos de energía térmica. La
introducción del transporte neumático bajo
estas condiciones presenta un reto en cuanto a
materiales disponibles dadas las condiciones de
agresividad que presenta el roce o el impacto de
hierro esponja a alta temperatura y velocidad.
220
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 217-222
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto
& VAZQUEZ-Jaime. Estudio electroquímico de materiales base Fe y aleaciones
Ni-Cr-Fe. Revista de Tecnología e Innovación 2015
La operación a alta temperatura descarta
la posibilidad de utilizar materiales producidos
por tratamiento térmico, como los
martensíticos, porque son estructuras inestables
a alta temperatura.
Metodología
Materiales
Se utilizaron los siguientes materiales.
a) Aleación con bajo contenido en
aleantes: Acero Ultralimpio (AU).
b) Aleaciones de hierro fundido aleado
532, HyL Y Ni-H. c) Aceros ASTM-532, HyL
Y Ni-H.
c) Aleaciones con alto contenido en
Cromo y Níquel: HP40, MORE40MA,
MORE40SA Y MORE40X. En el anexo A se muestra su composición química.
Preparación de las muestras
Se cortaron probetas de los materiales en una
máquina LECO en forma de paralelepípedo
rectangular de 5x5x2 mm. Se encapsularon con
resina comercial poliéster cristal MC40, para
obtener una superficie homogénea se utilizó
una desbastadora (LECO) y lijas de carburo de
silicio: 120, 500, 600 y 1200. Para obtener un
acabado espejo se utilizó un paño de nylon y
como abrasivo alúmina 0.01μ.
Caracterización
1. Técnicas electroquímicas: Curvas de
polarización. Se realizaron a 25°C,
0.5M H2SO4, velocidad de barrido 60
mV/min ( intervalo -1000 a 2000 mV
con respecto al potencial de corrosión).
Se utilizó un arreglo convencional de
tres electrodos: referencia ®, auxiliar y
de trabajo.
2. Microscopia electrónica de barrido: Las
muestras fueron analizadas (MEB) para
observar su morfología.
Resultados
Curvas de polarización:
En la Tabla 1 se muestran los valores de
potencial obtenidos de las curvas de
polarización (Gráfico 1) de los materiales
ASTM-532, AU, Ni-H y HyL en H2SO4. Se
observa que los valores de Ecorr varían desde
500 mV (ASTM-532) hasta 300 mV (HyL),
existe un corrimiento hacia la posición menos
electronegativa de casi 200 mV, por lo tanto, el
material más noble fué el HyL y el más activo
el ASTM-532, por lo que éste último es más
susceptible a corroerse.
Tabla 1 Valores de Potencial (mV)
Grafico 1 Curvas de polarización de los materiales
ASTM-532, AU, HyL y Ni-H, en 0.5M H2SO4.
MATERIAL POTENCIAL (mV)
ASTM-532 350 - 170
AU 850 - 1500
HyL 300 - 150
Ni-H 300 - 150
-8 -7 -6 -5 -4 -3 -2 -1 0
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
0.5M H2SO
4
POTE
NC
IAL
(V v
s. E
CS)
Log (i) (mA/cm2)
HP40
MORE40MA
MORE40SA
MORE40X
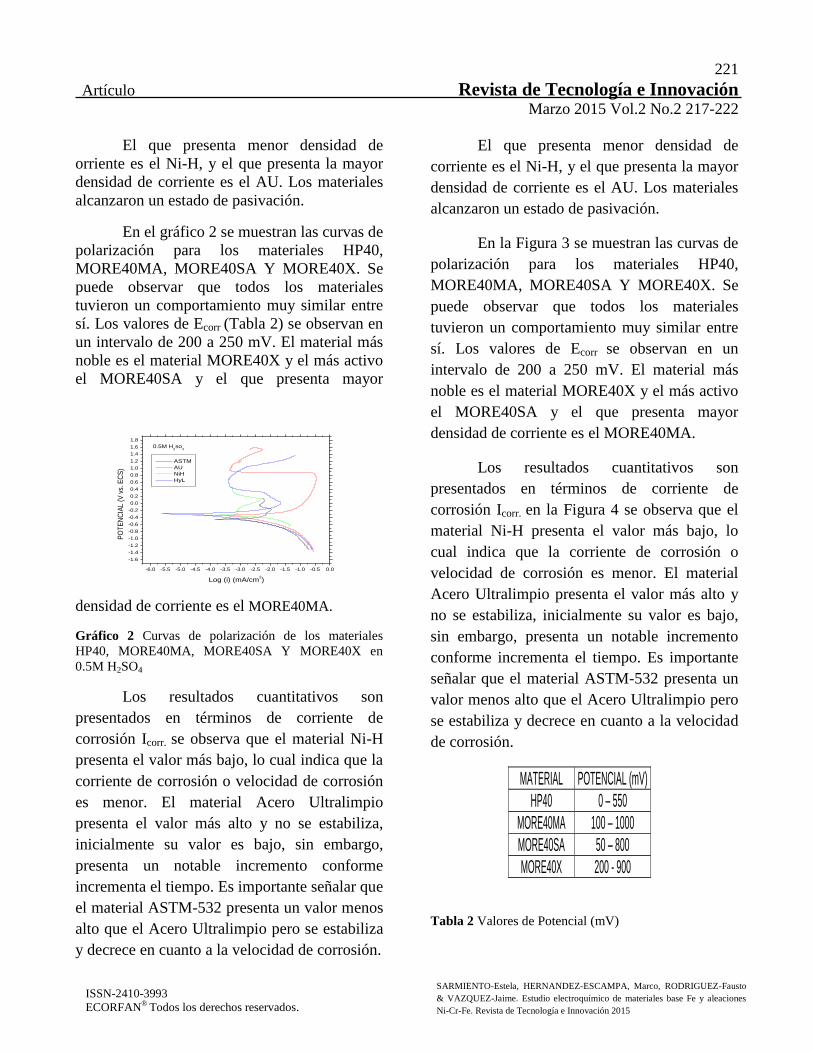
221
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 217-222
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto
& VAZQUEZ-Jaime. Estudio electroquímico de materiales base Fe y aleaciones
Ni-Cr-Fe. Revista de Tecnología e Innovación 2015
El que presenta menor densidad de
orriente es el Ni-H, y el que presenta la mayor
densidad de corriente es el AU. Los materiales
alcanzaron un estado de pasivación.
En el gráfico 2 se muestran las curvas de
polarización para los materiales HP40,
MORE40MA, MORE40SA Y MORE40X. Se
puede observar que todos los materiales
tuvieron un comportamiento muy similar entre
sí. Los valores de Ecorr (Tabla 2) se observan en
un intervalo de 200 a 250 mV. El material más
noble es el material MORE40X y el más activo
el MORE40SA y el que presenta mayor
densidad de corriente es el MORE40MA.
Gráfico 2 Curvas de polarización de los materiales
HP40, MORE40MA, MORE40SA Y MORE40X en
0.5M H2SO4
Los resultados cuantitativos son
presentados en términos de corriente de
corrosión Icorr. se observa que el material Ni-H
presenta el valor más bajo, lo cual indica que la
corriente de corrosión o velocidad de corrosión
es menor. El material Acero Ultralimpio
presenta el valor más alto y no se estabiliza,
inicialmente su valor es bajo, sin embargo,
presenta un notable incremento conforme
incrementa el tiempo. Es importante señalar que
el material ASTM-532 presenta un valor menos
alto que el Acero Ultralimpio pero se estabiliza
y decrece en cuanto a la velocidad de corrosión.
El que presenta menor densidad de
corriente es el Ni-H, y el que presenta la mayor
densidad de corriente es el AU. Los materiales
alcanzaron un estado de pasivación.
En la Figura 3 se muestran las curvas de
polarización para los materiales HP40,
MORE40MA, MORE40SA Y MORE40X. Se
puede observar que todos los materiales
tuvieron un comportamiento muy similar entre
sí. Los valores de Ecorr se observan en un
intervalo de 200 a 250 mV. El material más
noble es el material MORE40X y el más activo
el MORE40SA y el que presenta mayor
densidad de corriente es el MORE40MA.
Los resultados cuantitativos son
presentados en términos de corriente de
corrosión Icorr. en la Figura 4 se observa que el
material Ni-H presenta el valor más bajo, lo
cual indica que la corriente de corrosión o
velocidad de corrosión es menor. El material
Acero Ultralimpio presenta el valor más alto y
no se estabiliza, inicialmente su valor es bajo,
sin embargo, presenta un notable incremento
conforme incrementa el tiempo. Es importante
señalar que el material ASTM-532 presenta un
valor menos alto que el Acero Ultralimpio pero
se estabiliza y decrece en cuanto a la velocidad
de corrosión.
Tabla 2 Valores de Potencial (mV)
MATERIAL POTENCIAL (mV)
HP40 0 – 550
MORE40MA 100 – 1000
MORE40SA 50 – 800
MORE40X 200 - 900
-6.0 -5.5 -5.0 -4.5 -4.0 -3.5 -3.0 -2.5 -2.0 -1.5 -1.0 -0.5 0.0
-1.6
-1.4
-1.2
-1.0
-0.8
-0.6
-0.4
-0.2
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
0.5M H2so
4
PO
TE
NC
IAL
(V v
s. E
CS
)
Log (i) (mA/cm2)
ASTM
AU
NiH
HyL

222
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 217-222
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SARMIENTO-Estela, HERNANDEZ-ESCAMPA, Marco, RODRIGUEZ-Fausto
& VAZQUEZ-Jaime. Estudio electroquímico de materiales base Fe y aleaciones
Ni-Cr-Fe. Revista de Tecnología e Innovación 2015
2) SEM
Las micrografías revelaron que en algunos
casos como en el ASTM-532 y el acero
ultralimpio se observan picaduras lo que
sugiere un tipo de corrosión localizada.
Conclusiones
En las aleaciones base Fe el material más
activo fue el ASTM-532 el cual también
presentó la mayor densidad de corriente. El
material más noble fue el HyL. El material que
presento la menor densidad de corriente fue el
Ni-H.
Acero Ultralimpio presento el valor más
alto pero no logra estabilizarse y el Ni-H
presenta el valor más bajo. En las aleaciones
Ni-Cr-Fe el material más activo fue el
MORE4OSA y el más noble fue el MORE40X.
El que presenta mayor densidad de corriente es
el HP40 y el MORE40SA presenta la menor
densidad. El material HP40 alcanza el valor
más alto de corriente de corrosión y el material
MORE40SA presenta el valor más bajo. En este
medio todos los materiales se pasivaron.
Los materiales que presentaron
menores valores de pasivación fueron: HyL y
Ni-H y el que presento el mayor rango de
pasivación fue el material MORE40MA.
Referencias
Brasunas, A. ( 1984). “Corrosion Basics and
Intoduction”. An Official NACE Publication.
Fernández, A. G. (1989). ”Control de la
corrosión: Naturaleza e Importancia de la
corrosión metálica”. Madrid: Cosejo Superiror
de investigaciones científicas, Centro Nacional
de Investigaciones Metalúgicas.
Haro Rodríguez, S. (2001). “Factores que
dificultan la soldabilidad del acero HK 40
modificado”. Cuernavaca , Mor.: UAEM.
J. Aguilar, U. O. (1992). “Carburización de
aleaciones HP40+Nb y AISI 304 bajo mezclas
de H2,H2O,CO, CO2 y CH4.”. Nuevo León:
Universidad Autonoma de Nuevo León.
Maldonado Ruiz, S. I. (2002). “Fabricación,
evaluación de desgaste y transformaciones
microestructurales por envejecimiento”.
Cuernavaca, Mor.: UAEM.

223
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
Sentido Artificial Ultrasónico
PEREZ-Manuel† & DONATO-José
Universidad Tecnológica de Tijuana
Recibido 23 de Enero, 2015; Aceptado 3 de Marzo, 2015
Resumen
Contribución: Este proyecto es muy importante para
el programa educativo de la Carrera de
Mantenimiento Industrial, porque combina los
conocimientos de varias materias como: Electrónica
Analógica y Digital, Automatización, Redes
Industriales, Robótica y Programación entre algunas
otras.
Debido a su bajo costo, se pretende que este aparato
pueda comercializarse o, mediante algún programa
social, distribuirse entre toda la gente que lo
necesita para poder realizar sus actividades diarias
lo mejor posible e integrarse activamente a la
sociedad productiva.
Sentidos, agudeza visual, sentido artificial,
sensor ultrasónico
Abstract
Contribution: This project is very important for the
educational program Career Industrial Maintenance,
because it combines the knowledge of several
materials such as Analog and Digital Electronics,
Automation, Industrial Networking, Robotics and
Programming among some others.
Because of its low cost, this device is intended to be
marketed or by any social program, distributed
among all the people who need it to perform their
daily activities as best as possible and actively
integrate into productive society.
Senses, visual acuity, artificial sense, ultrasonic
sensor
___________________________________________________________________________________________________
Citación: PEREZ-Manuel & DONATO-José. Sentido Artificial Ultrasónico. Revista de Tecnología e Innovación 2015, 2-
2:223-230
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
224
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
Introducción
Actualmente existe un gran porcentaje de
personas con problemas visuales en México.
Para estas personas es muy complicado
interactuar con su entorno y su estilo de vida es
muy diferente a las de personas que cuentan
con todos sus sentidos. Este problema también
afecta a sus familias y a todas las personas que
están a su alrededor.
El objetivo del proyecto es lograr que
una persona sin agudeza visual se desplace en
cualquier ambiente sin ayuda de un bastón o un
perro lazarillo, que lo haga de manera
independiente si tener que estar sujetando algo
con las manos, también considerando que el
entrenamiento o adquisición de un perro es muy
costoso. Recurriendo a la tecnología puede
crearse un sentido artificial, eficiente y a bajo
costo a base de sensores ultrasónicos y tarjetas
electrónicas.
Se puede lograr que una computadora
realice o ―piense‖ movimientos de ajedrez en
competencia con un ser humano, entonces
también se puede lograr que una computadora
localice un objeto o bien lo visualice y de esa
manera, ser los ojos de una persona sin agudeza
visual, para crear un sentido artificial y que éste
a su vez envié una señal que pueda avisar a
quien lo porte sobre los obstáculos que se
encuentre.
Este proyecto es importante porque en
Mexico hay más de 5.7 millones de personas
con capacidades diferentes, lo cual representa el
5.1 % de la población total, de las cuales el 27.2
% de este carecen de agudeza visual. En el
estado de puebla se estima que cerca de 500 mil
personas tienen alguna capacidad visual, de las
cuales 125 mil carecen de agudeza visual.
Estas últimas tienen limitantes que les
impiden moverse abiertamente en su entorno
social, ya que dependen de alguna persona que
los pueda orientar y de artefactos que le ayuden
a evitar obstáculos o barreras, como lo es el
bastón con el que puede sentir por medio del
tacto si hay algún objeto en su camino, otra
solución a este problema es la de
entrenamiento a perros lazarillo para que
puedan guiar a estas personas, la desventaja de
este es que el adiestramiento de estos perros
implica un elevado costo además de tiempo,
otra desventaja es poder adquirir uno, ya que su
precio se estima en más de 300 mil pesos por el
proceso de entrenamiento que llevan. Hay
fundaciones que proporcionan gratuitamente
estos animales a personas que lo necesitan, el
problema es que no es suficiente.
La razón por la cual hemos desarrollado
este prototipo es para ayudar a estas personas, y
que puedan adquirir un dispositivo de bajo
costo que les ayude a guiarse en su camino sin
la necesidad de un bastón o un perro guía de
muy alto costo, gracias al avance de la
tecnología se han creado sensores capaces de
detectar objetos mediando ultrasonido que
pueden ser interpretados por
microcontroladores y estos a su vez pueden ser
programados para activar alguna alarma que le
indique a la persona la proximidad de un
obstáculo o barrera que le impida avanzar y así
poder cambiar de dirección y evitar el
obstáculo.
Su valor agregado con respecto de otros
prototipos existentes en el mercado es su bajo
costo, su simplicidad y su fácil repetibilidad,
para poder hacerlo accesible a un amplio
espectro de personas con problemas de agudeza
visual.
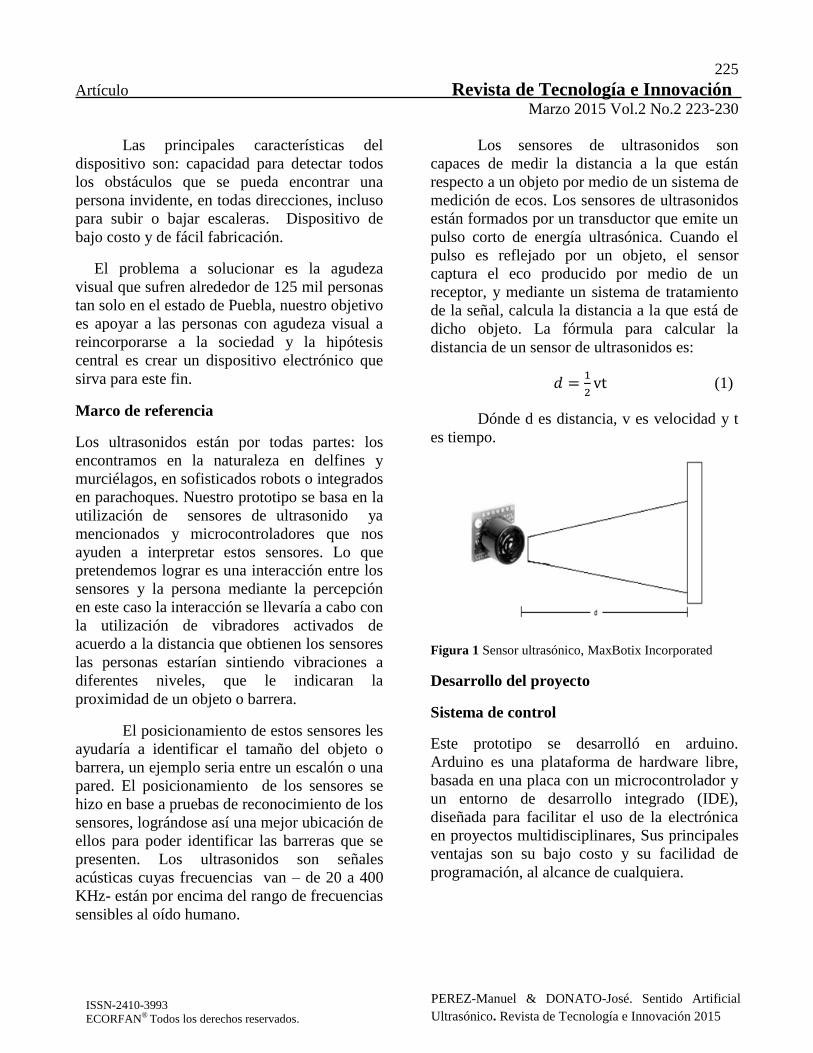
225
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
Las principales características del
dispositivo son: capacidad para detectar todos
los obstáculos que se pueda encontrar una
persona invidente, en todas direcciones, incluso
para subir o bajar escaleras. Dispositivo de
bajo costo y de fácil fabricación.
El problema a solucionar es la agudeza
visual que sufren alrededor de 125 mil personas
tan solo en el estado de Puebla, nuestro objetivo
es apoyar a las personas con agudeza visual a
reincorporarse a la sociedad y la hipótesis
central es crear un dispositivo electrónico que
sirva para este fin.
Marco de referencia
Los ultrasonidos están por todas partes: los
encontramos en la naturaleza en delfines y
murciélagos, en sofisticados robots o integrados
en parachoques. Nuestro prototipo se basa en la
utilización de sensores de ultrasonido ya
mencionados y microcontroladores que nos
ayuden a interpretar estos sensores. Lo que
pretendemos lograr es una interacción entre los
sensores y la persona mediante la percepción
en este caso la interacción se llevaría a cabo con
la utilización de vibradores activados de
acuerdo a la distancia que obtienen los sensores
las personas estarían sintiendo vibraciones a
diferentes niveles, que le indicaran la
proximidad de un objeto o barrera.
El posicionamiento de estos sensores les
ayudaría a identificar el tamaño del objeto o
barrera, un ejemplo seria entre un escalón o una
pared. El posicionamiento de los sensores se
hizo en base a pruebas de reconocimiento de los
sensores, lográndose así una mejor ubicación de
ellos para poder identificar las barreras que se
presenten. Los ultrasonidos son señales
acústicas cuyas frecuencias van – de 20 a 400
KHz- están por encima del rango de frecuencias
sensibles al oído humano.
Los sensores de ultrasonidos son
capaces de medir la distancia a la que están
respecto a un objeto por medio de un sistema de
medición de ecos. Los sensores de ultrasonidos
están formados por un transductor que emite un
pulso corto de energía ultrasónica. Cuando el
pulso es reflejado por un objeto, el sensor
captura el eco producido por medio de un
receptor, y mediante un sistema de tratamiento
de la señal, calcula la distancia a la que está de
dicho objeto. La fórmula para calcular la
distancia de un sensor de ultrasonidos es:
(1)
Dónde d es distancia, v es velocidad y t
es tiempo.
Figura 1 Sensor ultrasónico, MaxBotix Incorporated
Desarrollo del proyecto
Sistema de control
Este prototipo se desarrolló en arduino.
Arduino es una plataforma de hardware libre,
basada en una placa con un microcontrolador y
un entorno de desarrollo integrado (IDE),
diseñada para facilitar el uso de la electrónica
en proyectos multidisciplinares, Sus principales
ventajas son su bajo costo y su facilidad de
programación, al alcance de cualquiera.
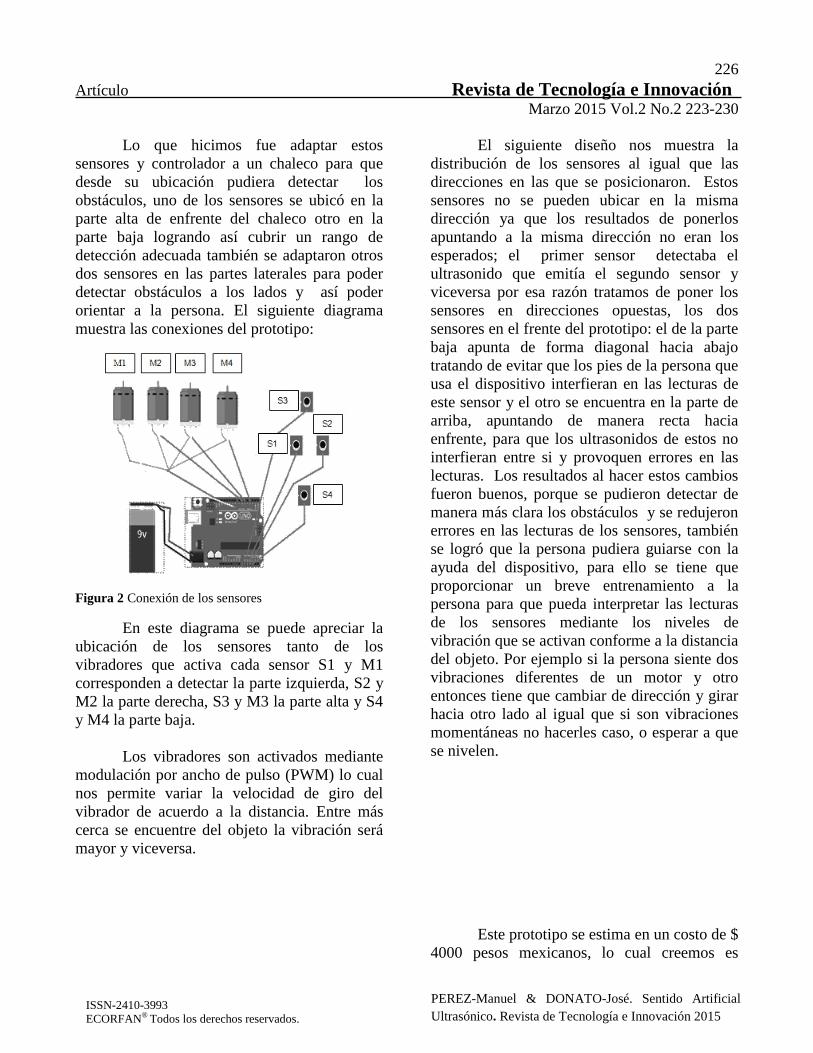
226
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
Lo que hicimos fue adaptar estos
sensores y controlador a un chaleco para que
desde su ubicación pudiera detectar los
obstáculos, uno de los sensores se ubicó en la
parte alta de enfrente del chaleco otro en la
parte baja logrando así cubrir un rango de
detección adecuada también se adaptaron otros
dos sensores en las partes laterales para poder
detectar obstáculos a los lados y así poder
orientar a la persona. El siguiente diagrama
muestra las conexiones del prototipo:
Figura 2 Conexión de los sensores
En este diagrama se puede apreciar la
ubicación de los sensores tanto de los
vibradores que activa cada sensor S1 y M1
corresponden a detectar la parte izquierda, S2 y
M2 la parte derecha, S3 y M3 la parte alta y S4
y M4 la parte baja.
Los vibradores son activados mediante
modulación por ancho de pulso (PWM) lo cual
nos permite variar la velocidad de giro del
vibrador de acuerdo a la distancia. Entre más
cerca se encuentre del objeto la vibración será
mayor y viceversa.
El siguiente diseño nos muestra la
distribución de los sensores al igual que las
direcciones en las que se posicionaron. Estos
sensores no se pueden ubicar en la misma
dirección ya que los resultados de ponerlos
apuntando a la misma dirección no eran los
esperados; el primer sensor detectaba el
ultrasonido que emitía el segundo sensor y
viceversa por esa razón tratamos de poner los
sensores en direcciones opuestas, los dos
sensores en el frente del prototipo: el de la parte
baja apunta de forma diagonal hacia abajo
tratando de evitar que los pies de la persona que
usa el dispositivo interfieran en las lecturas de
este sensor y el otro se encuentra en la parte de
arriba, apuntando de manera recta hacia
enfrente, para que los ultrasonidos de estos no
interfieran entre si y provoquen errores en las
lecturas. Los resultados al hacer estos cambios
fueron buenos, porque se pudieron detectar de
manera más clara los obstáculos y se redujeron
errores en las lecturas de los sensores, también
se logró que la persona pudiera guiarse con la
ayuda del dispositivo, para ello se tiene que
proporcionar un breve entrenamiento a la
persona para que pueda interpretar las lecturas
de los sensores mediante los niveles de
vibración que se activan conforme a la distancia
del objeto. Por ejemplo si la persona siente dos
vibraciones diferentes de un motor y otro
entonces tiene que cambiar de dirección y girar
hacia otro lado al igual que si son vibraciones
momentáneas no hacerles caso, o esperar a que
se nivelen.
Este prototipo se estima en un costo de $
4000 pesos mexicanos, lo cual creemos es
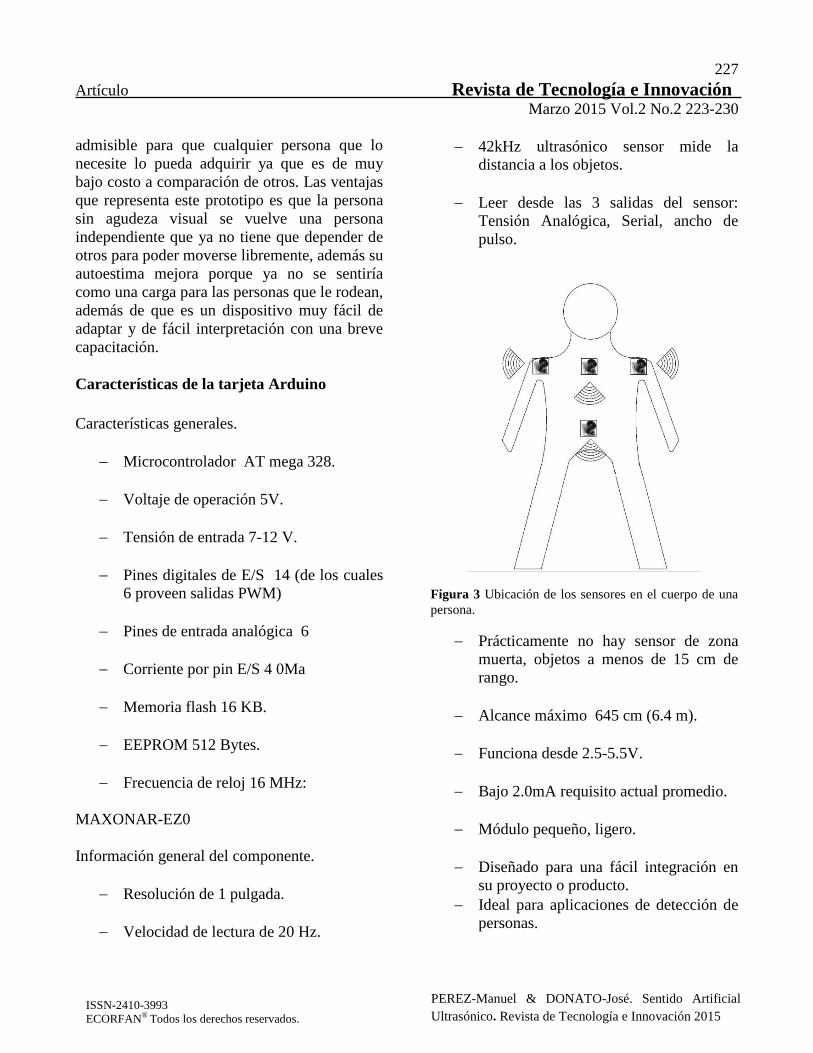
227
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
admisible para que cualquier persona que lo
necesite lo pueda adquirir ya que es de muy
bajo costo a comparación de otros. Las ventajas
que representa este prototipo es que la persona
sin agudeza visual se vuelve una persona
independiente que ya no tiene que depender de
otros para poder moverse libremente, además su
autoestima mejora porque ya no se sentiría
como una carga para las personas que le rodean,
además de que es un dispositivo muy fácil de
adaptar y de fácil interpretación con una breve
capacitación.
Características de la tarjeta Arduino
Características generales.
Microcontrolador AT mega 328.
Voltaje de operación 5V.
Tensión de entrada 7-12 V.
Pines digitales de E/S 14 (de los cuales
6 proveen salidas PWM)
Pines de entrada analógica 6
Corriente por pin E/S 4 0Ma
Memoria flash 16 KB.
EEPROM 512 Bytes.
Frecuencia de reloj 16 MHz:
MAXONAR-EZ0
Información general del componente.
Resolución de 1 pulgada.
Velocidad de lectura de 20 Hz.
42kHz ultrasónico sensor mide la
distancia a los objetos.
Leer desde las 3 salidas del sensor:
Tensión Analógica, Serial, ancho de
pulso.
Figura 3 Ubicación de los sensores en el cuerpo de una
persona.
Prácticamente no hay sensor de zona
muerta, objetos a menos de 15 cm de
rango.
Alcance máximo 645 cm (6.4 m).
Funciona desde 2.5-5.5V.
Bajo 2.0mA requisito actual promedio.
Módulo pequeño, ligero.
Diseñado para una fácil integración en
su proyecto o producto.
Ideal para aplicaciones de detección de
personas.
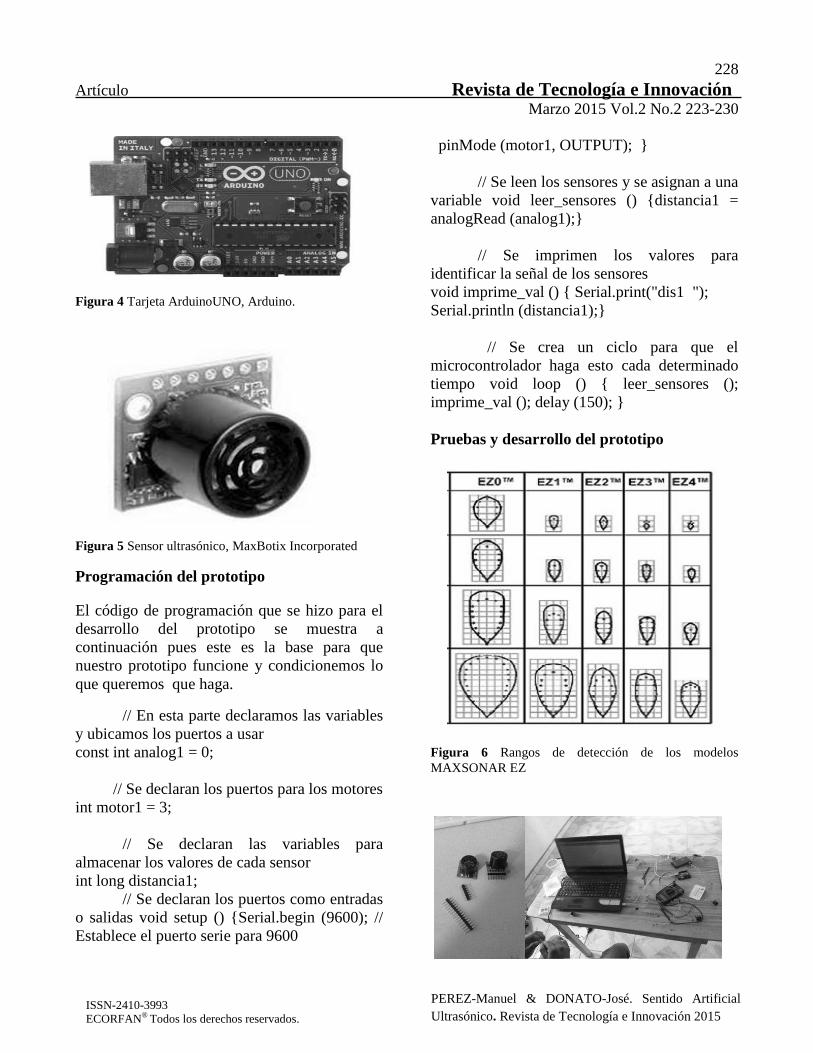
228
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
Figura 4 Tarjeta ArduinoUNO, Arduino.
Figura 5 Sensor ultrasónico, MaxBotix Incorporated
Programación del prototipo
El código de programación que se hizo para el
desarrollo del prototipo se muestra a
continuación pues este es la base para que
nuestro prototipo funcione y condicionemos lo
que queremos que haga.
// En esta parte declaramos las variables
y ubicamos los puertos a usar
const int analog1 = 0;
// Se declaran los puertos para los motores
int motor1 = 3;
// Se declaran las variables para
almacenar los valores de cada sensor
int long distancia1;
// Se declaran los puertos como entradas
o salidas void setup () {Serial.begin (9600); //
Establece el puerto serie para 9600
pinMode (motor1, OUTPUT); }
// Se leen los sensores y se asignan a una
variable void leer_sensores () {distancia1 =
analogRead (analog1);}
// Se imprimen los valores para
identificar la señal de los sensores
void imprime_val () { Serial.print("dis1 ");
Serial.println (distancia1);}
// Se crea un ciclo para que el
microcontrolador haga esto cada determinado
tiempo void loop () { leer_sensores ();
imprime_val (); delay (150); }
Pruebas y desarrollo del prototipo
Figura 6 Rangos de detección de los modelos
MAXSONAR EZ
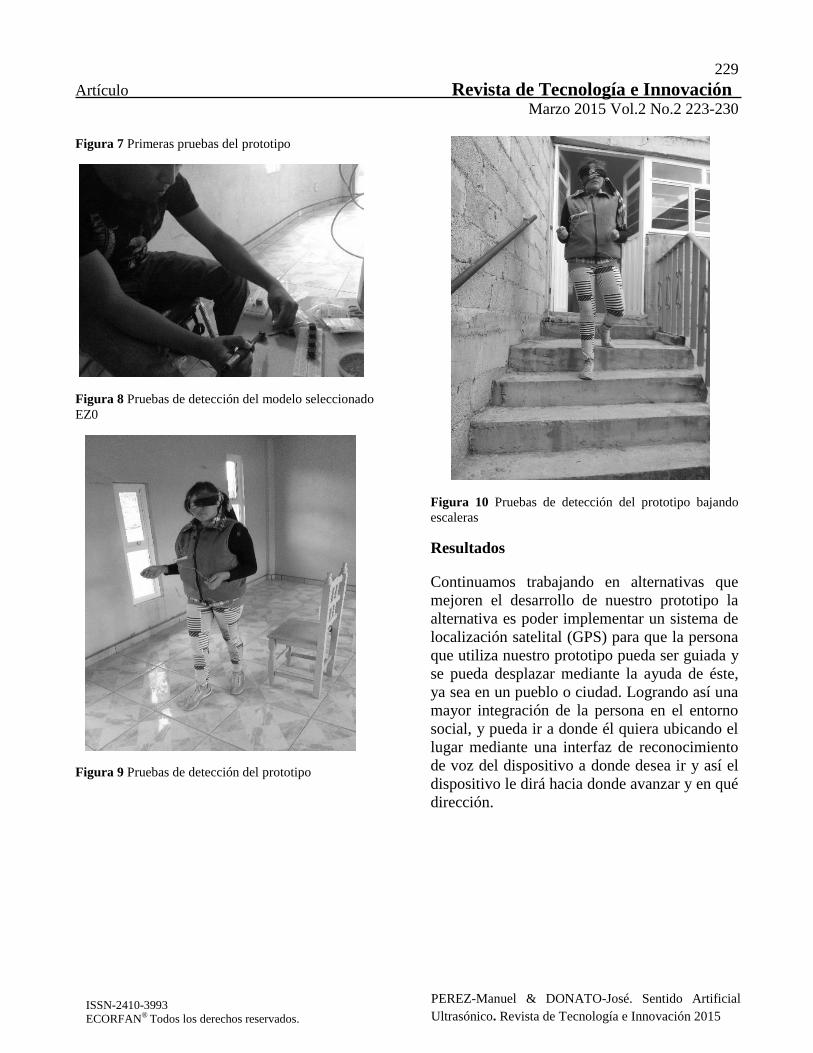
229
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
Figura 7 Primeras pruebas del prototipo
Figura 8 Pruebas de detección del modelo seleccionado
EZ0
Figura 9 Pruebas de detección del prototipo
Figura 10 Pruebas de detección del prototipo bajando
escaleras
Resultados
Continuamos trabajando en alternativas que
mejoren el desarrollo de nuestro prototipo la
alternativa es poder implementar un sistema de
localización satelital (GPS) para que la persona
que utiliza nuestro prototipo pueda ser guiada y
se pueda desplazar mediante la ayuda de éste,
ya sea en un pueblo o ciudad. Logrando así una
mayor integración de la persona en el entorno
social, y pueda ir a donde él quiera ubicando el
lugar mediante una interfaz de reconocimiento
de voz del dispositivo a donde desea ir y así el
dispositivo le dirá hacia donde avanzar y en qué
dirección.

230
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 223-230
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
PEREZ-Manuel & DONATO-José. Sentido Artificial
Ultrasónico. Revista de Tecnología e Innovación 2015
Conclusiones
Tras el avance tecnológico y el impacto que
este tiene en la sociedad, se concluye que el ser
humano tiene la capacidad e inteligencia para
poder desarrollar maquinas capaces de procesar
información a muy alta velocidad además de
reducir año con año los componentes
electrónicos, quedando en claro que el
procesamiento de una maquina es mejor que el
del ser humano, pero ellas no pueden pensar por
sí mismas. Ya que la programación de un
cerebro artificial que procese información al
detectar objetos a una distancia considerable y
en respuesta emita una señal que avise a quien
lo porte que se está acercando. Para lograr esto
se utiliza la implementación de sensores
ultrasónicos en la realización de nuestro
prototipo estos actúan como medidores de
distancia o bien ser los ojos de mi sistema y la
programación en la memoria o tarjeta arduino
detecta las lecturas y estas en respuesta al
procesamiento envía una señal través de un
virador para quien lo porte, de manera que no
cause algún daño al cuerpo. Con el logro
satisfactorio de este prototipo y considerando
que el costo de este es muy bajo, con respeto al
costo de adquirir un perro guía.
Otro logro es la eliminación del bastón,
pues no es notoria la imposibilidad de la
persona al no ver, ya que en dispositivo será
portátil y se podrá ocultar en la ropa y de esta
manera pasar desapercibida como cualquier otra
persona sin ser discriminada.
Con esto estaremos ayudando a un
sector importante de la población como las
personas sin agudeza visual, facilitando con
esto su calidad de vida y ser una persona
independiente en la medida de lo posible.
Referencias
Rafael Enriquez Herrrador. (2009). Guía de
usuario de Arduino. España: Limusa.
MaxBotix Incorporated. (2014). Ultrasonic
Sensors. 2015, de MaxBotix Incorporated Sitio
web: http://www.maxbotix.com/
Arduino. (2015). Learn Arduino. 2015, de
Arduino Sitio web: https://www.arduino.cc/

231
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso de
Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas
VARGAS-Laura†, GUTIERREZ-Agustin’, EDGARDO-Felipe’’, VARGAS-Vanessa’’’ & PERALTA-
Jorge’’’
Profesor Investigador del Instituto Tecnológico de Ciudad Madero, Tamaulipas, México
„Profesor Investigador del Instituto Tecnológico y de Estudios Superiores de Monterrey, CCM
„‟Profesor Investigador del Centro de Investigación en Computación del Instituto Politécnico Nacional
„‟‟ Investigador de la Universidad Autónoma de Tamaulipas Facultad de Ingeniería UAT FI DEPI
Recibido 12 de Enero, 2015; Aceptado 12 de Marzo, 2015
Resumen
Se presenta el Sistema PROYEVA, basado en
normas internacionales (ISO/IEC 9126, 14598, IEEE
1061) y modelos mexicanos (MECHDAV, MECRAD,
el cual permite hacer un análisis comparativo de
los diferentes proyectos y productos participantes
en concursos de innovación e invención. Está
basado en la determinación del grado de
cumplimiento de las características de calidad
siguientes: funcionalidad, usabilidad, así como la
calidad en uso. Se incluye, como parte de esta
propuesta, la herramienta computacional PROYEVA,
la cual permite la aplicación práctica y prueba del
modelo de evaluación creado, en concursos de
innovación e invención.. permite evaluar
genéricamente la calidad de los proyectos-productos
antes en los concursos mencionados.
Modelo de calidad, evaluación técnica de proyectos-
productos; concurso de creatividad, calidad en uso,
métricas externas
Abstract
PROYEVA is a system based upon international
standards and Mexican models that allows for a
comparative analysis of different projects and products
involved in innovation, invention and creativity contests-
based on the following characteristics: quality in-use,
functionality and usability through an external metrics
and quality in-use metrics plan in a visual environment.
PROJEVA software is a practical application of the
PROYEVA model. It allows a general quality evaluation
of projects and products in technical competitions. It
provides support for judges and facilitates a more
objective and impartial evaluation. It also provides
guidance on the ranking evaluation procedures and
documentation. PROJEVA is directed to organizations,
companies and end-users who need to easily select
products or projects, with the highest quality among the
contesters to be pronounced as winners.
Contests; creativity; invention;innovation;
system
___________________________________________________________________________________________________
Citación: VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa & PERALTA-Jorge.
Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso de Proyectos-Productos-Servicios en Eventos
de Innovación mediante Métricas. Revista de Tecnología e Innovación 2015, 2-2:231-244
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
232
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
Introducción
En la actualidad no es fácil enfrentarse a
emitir un juicio sobre proyectos que
pertenecen a disciplinas que no se dominan o a
áreas que no corresponden con la formación
profesional del evaluador. En muchas ocasiones
se tiene que tomar decisiones apresuradas y a la
ligera para determinar la calidad en uso de un
proyecto con base en criterios subjetivos, y que
no permiten evaluar objetivamente los
diferentes aspectos que lo conforman.
Se propone una metodología y un
modelo de evaluación técnica de la Calidad de
los Proyectos participantes en concursos de
Innovación mediante la implementación de un
Plan de Métricas de Calidad y la utilización de
un software, que sirvan de apoyo a los
evaluadores (jurados en ciertos concursos)
para que emitan un fallo más certero. Se
presenta el modelo PROYEVA, basado en las
normas internacionales [IEEE610,1994],
[IEEE1061,1992], [ISO 9000-3,1991],
[ISO/IEC9126, 1997], [ISO/IEC 14598,1998],
[ISO 9001,1994], Proyecto SQUARE [ISO
25000,2005], [SUMI, 2000], así como en
otros modelos mexicanos (MACS [Gutierrez,
2002], MECHDAV [Vargas-Gutierrez, et al,
2004, 2005, 2006], MECRAD [Vargas, et al,
2008]).
Existen diversos modelos
estandarizados que sirven de guía para las
organizaciones en la medición de características
que les permiten acceder a un nivel de calidad
elevado en sus productos y proyectos.
Es necesario ajustarlos, teórica y
prácticamente, para obtener un modelo
cualimétrico con el propósito de evaluar y
medir las características de calidad. En estos
casos un análisis comparativo de varios
productos y proyectos sirve para ayudar a
decidir cuál se seleccionará como el mejor en
cuanto a su calidad en uso.
Un proyecto puede ser definido en
término de sus características distintivas. Los
proyectos son desarrollados en todos los niveles
de la organización. Estos pueden involucrar a
una sola persona o miles.
Criterios para la elaboración de proyectos
1. El proyecto debe ser realista ante todo,
2. Estimar las habilidades experimentales
que se tienen en el campo seleccionado,
3. Conocer los principios básicos,
involucrados en el proyecto,
4. El Tiempo estimado para la realización
completa del proyecto,
5. La disponibilidad y empeño para trabajar en
el proyecto,
6. Analizar si existe la posibilidad de contar
con apoyo externo en la asesoría del proyecto,
7. Tener en cuenta el aspecto innovador, ya
que la construcción de aparatos puede ser nueva
en su diseño o por constituir una modificación
de alguno ya existente
233
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
8. Tomar medidas de seguridad adecuadas
para evitar accidentes,
9. Elaboración minuciosa del protocolo del
proyecto a desarrollar y
10. Estimación del costo aproximado del
proyecto.
Fundamentos teóricos
Debido a la importancia de tener
profesionistas de alto nivel, maestros,
desarrolladores y personas capaces de brindar
un beneficio científico técnico a la sociedad se
crean eventos mediante las cuales se da
impulso a la actividad creativa. Así es que
aparecen los concursos de creatividad, donde se
presentan y demuestran proyectos desarrollados
por diferentes organizaciones y empresas. La
siguiente descripción muestra como debe ser
elaborado un proyecto de manera general
[Solleiro,1994].
El problema
Lo primero que interesa es conocer lo que
será investigado: ¿Por qué?, ¿para qué?, ¿cuál
es el valor o la importancia del hecho o
fenómeno a investigar?. Además, si el problema
a resolver tiene criterios de prioridad, novedad,
oportunidad, conformismo o comportamiento.
Este enunciado se subdivide en las siguientes
partes:
• Título descriptivo del proyecto,
• Formulación del problema,
• Objetivos de la investigación,
• Justificación y
• Limitaciones
Marco de referencia
Es importante distinguir en el proyecto la
estrecha relación entre la teoría, el proceso de
investigación y la realidad, es decir, se debe
definir el entorno. La investigación puede
iniciar una teoría nueva y señalar diferentes
puntos de vista, paradigmas o hipótesis;
reformar una existente o simplemente definir
con más claridad, conceptos o variables ya
existentes que causen algún tipo de
discrepancia o errores en su aplicación.
Dentro del marco de referencia se deben citar
los siguientes puntos:
• Fundamentos teóricos,
• Antecedentes del problema,
• Elaboración de Hipótesis e
• Identificación de las variables.
Metodología
La metodología a seguir no es necesariamente
tan estricta o marcada y en algunos tipos de
proyectos se dan pautas a seguir; por ejemplo
en un proyecto orientado a la administración no
necesariamente tendrá que seguir los mismos
métodos o técnicas para su elaboración que
un proyecto de carácter tecnológico. Dentro de
la forma general de desarrollo de proyectos,
en su parte metodológica se consideran los
siguientes puntos:
• Diseño de técnicas de recolección de
información,
• Población y muestra,
234
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
• Técnicas de análisis,
• Índice analítico tentativo del proyecto y
• Guía de trabajo de campo.
Aspectos administrativos
Son de una mayor importancia en aquellos
proyectos que necesitan obtener financiación,
total o parcial de carácter político, económico o
social. En este punto se describen aspectos
como:
-Recursos humanos,
-Presupuesto y
-Cronograma.
Bibliografía
Las referencias son importantes para
consultar trabajos previos y crear el estados del
arte en las áreas respectivas de cada proyecto,
así como para conocer la procedencia de la
información relevante de relacionada con éstos.
Concursos de proyectos
En ellos puede participar cualquier persona
que tenga una idea innovadora para
convertirla en un proyecto de desarrollo. La
idea deberá preferentemente estar sustentada o
fundamentada tecnológicamente y puede ser
fruto de la inventiva de una persona o de un
grupo.
Debe existir un Comité Técnico, el
cual se reserva el derecho de evaluar y admitir
las ideas presentadas y de no admitir las ideas
que no están alineadas con los objetivos
específicos y con el espíritu de la iniciativa del
concurso en cuestión. La participación de un
grupo o de alguno de los miembros y el número
de ideas a presentar no tiene restricciones, es
decir se pueden presentar varias ideas
innovadoras por un mismo grupo o por algunos
miembros del grupo.
Políticas de concursos
Los proyectos pueden ser de varios tipos: de
investigación científica, de desarrollo de
tecnologías: nuevos productos, procesos o
servicios, o de mejoramiento de los
existentes, etc. Estos deben ser factibles de
incorporarse al entorno productivo nacional o
internacional y además deben cumplir con
todos y cada uno de los requisitos que se
indican a continuación:
• La obtención de nuevos productos,
procesos y servicios, o mejoramiento
de los existentes, considerando una
transferencia tecnológica efectiva de los
resultados, desde las instituciones que
realizan la investigación y el desarrollo hacia
los productores y comercializadores.
235
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
• Las entidades que realizan
actividades de investigación y desarrollo en el
país, con empresas y otras entidades nacionales
o extranjeras, productoras y
comercializadoras de productos, procesos y
servicios, deben contribuir a elevar el
conocimiento y el nivel de los recursos
humanos y de infraestructura con que
cuenta el país, en el área de la ciencia y la
tecnología.
• Un mayor conocimiento y
mejor infraestructura científica y tecnológica
y que esto se traduzca en
negocios tecnológicos que beneficien a las
instituciones proponentes y en negocios
productivos que aumenten la competitividad de
las empresas y generen beneficios
económicos y sociales significativos para el
país.
• La investigación y desarrollo debe
permitir la obtención de innovaciones, que
generen negocios tecnológicos y productivos
que produzcan beneficios económicos y
sociales significativos para el país. Sus
resultados y las innovaciones esperadas deben
tener un impacto ambiental positivo o neutro.
• Las innovaciones resultantes deben
contribuir a solucionar problemas o carencias
internas y/o satisfacer o crear mercados internos
o externos, y deben diferenciarse claramente de
opciones alternativas que ya pudieran existir en
el mercado nacional e internacional o que
sean de conocimiento público, que estarán
disponibles en el mediano plazo.
Especialmente, se evaluará y calificará
el proyecto en cuanto a:
• La generación de nuevos
conocimientos científicos.
• La generación de tecnologías nuevas
y/o mejoradas y sus usos potenciales (patentes,
paquetes tecnológicos).
• La generación de nuevas líneas
de investigación y desarrollo.
• La realización de actividades del
proyecto por profesionales que realizan estudios
de doctorado, post-doctorado y maestrías,
preferentemente en las instalaciones de las
empresas participantes.
• La calidad de las hipótesis científicas y
de las hipótesis tecnológicas, metodologías,
resultados y su coherencia.
• La calidad y rigurosidad de la
formulación del proyecto: sus fundamentos, el
análisis del estado del arte nacional e
internacional relacionado con el conocimiento
científico, con la tecnología y con las
innovaciones, búsqueda de patentes que
demuestre la inexistencia de productos,
procesos o servicios competidores, análisis de
opciones alternativas a la(s) innovación(es) y
ventajas competitivas de ésta (s) en relación con
las opciones alternativas, análisis de proyectos
afines presentados y/o aprobados con aporte de
fondos públicos.
• El nivel de caracterización de
la(s) innovación(es) y su nivel de desarrollo.
236
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
• La calidad del análisis de las
regulaciones aplicables, nacionales, extranjeras
o internacionales que se relacionan con el
proyecto.
Concurso nacional de prototipos en la
actualidad
La exposición en concursos de proyectos de
carácter tecnológico, científico y de prototipos
técnicos tiene su auge a partir de la década de
los noventa. Los concursos de creatividad son
de mucha importancia tanto para las
instituciones que optan por un galardón, como
para empresas importantes y empresarios que
van en busca de ideas nuevas y de servicios que
brinden valores agregados a su gestión
productiva.
Estado del arte
Se realizó una investigación exhaustiva acerca
de la posibilidad de la existencia de sistemas
(software) para la evaluación de proyectos en
cuanto a calidad se refiere, enfocando este tema
importante en los concursos de calidad, tales
como los concursos de creatividad o donde se
evalúa un proyecto para fines tecnológicos,
científicos, sociales, culturales, ambientales,
para ser aprobados por y para la sociedad.
La investigación arrojó algunos
resultados ya que el tema existe pero los
inicios están débilmente fundamentados y con
otro enfoque; por ejemplo, existen maestrías
especializadas en el campo de la evaluación de
proyectos con calidad, que permiten determinar
la magnitud de los resultados de las
evaluaciones, los cuales son un elemento
fundamental de los análisis costo-beneficio y
costo-efectividad, ampliamente utilizados en
evaluación de proyectos [Solleiro,1994]. No se
encontraron cursos que preparan y certifican
jurados para evaluar proyectos que participan
en concursos de creatividad, para encaminar los
beneficios mencionados, y preparar mejor a las
personas como evaluadores de la calidad de los
proyectos.
Por ahora existen algunos software
que están dedicados a la evaluación de los
proyectos. Entre otros están: EvalAs [EvalAs,
2000] (Software para Evaluación de Proyectos
de Inversión Productivos), el objetivo de este
software es determinar, en el mejor de los
casos, la factibilidad financiera; también
puede utilizarse para determinar rentabilidad de
proyectos de producción industriales, forestales
y agropecuarios. Intecplan [Intecplan, 2004], el
cual solo realiza la evaluación de Proyectos de
inversión, ambas referencias tienen un enfoque
totalmente diferente al propósito de evaluar
proyectos con el fin de obtener una puntuación
para determinar los mejores de su tipo
en concursos de creatividad. SEPI [SEPI, 2010]
sistema evaluador de proyectos de inversión el
SEPI fue presentado en la conferencia para
ingeniería y tecnología de Latinoamérica y el
Caribe (LACCEI’2010)* celebrada en la
ciudad de Arequipa, Perú.
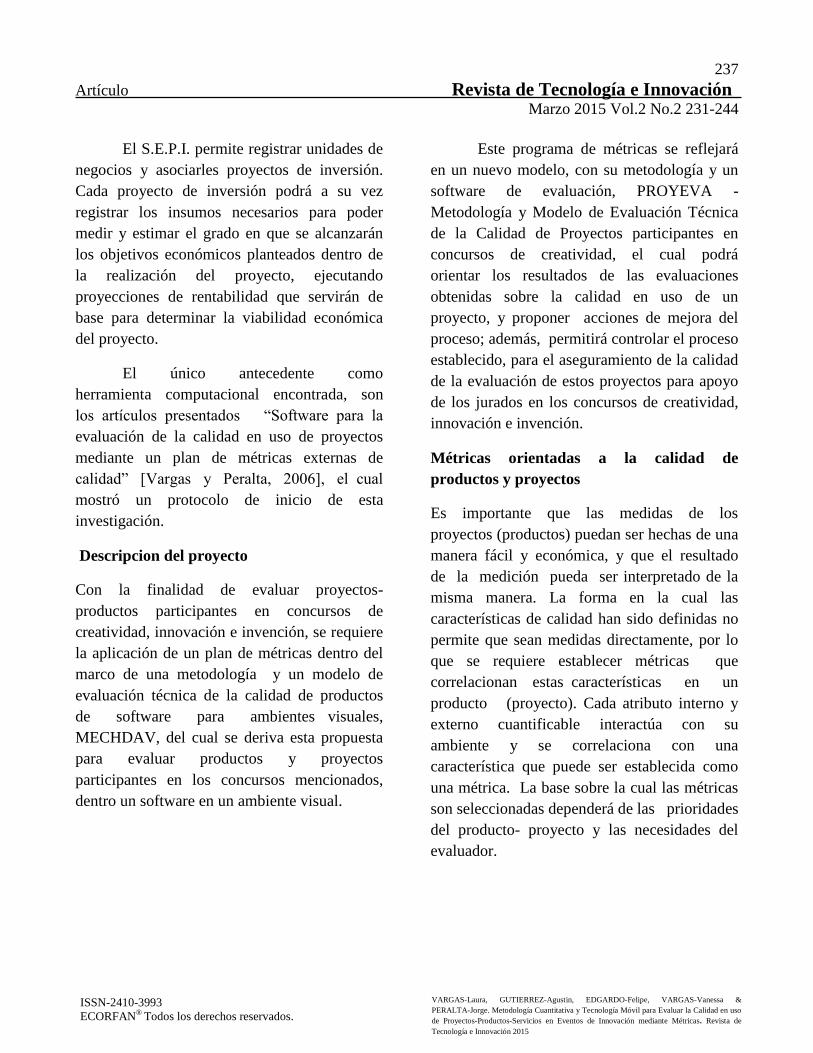
237
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
El S.E.P.I. permite registrar unidades de
negocios y asociarles proyectos de inversión.
Cada proyecto de inversión podrá a su vez
registrar los insumos necesarios para poder
medir y estimar el grado en que se alcanzarán
los objetivos económicos planteados dentro de
la realización del proyecto, ejecutando
proyecciones de rentabilidad que servirán de
base para determinar la viabilidad económica
del proyecto.
El único antecedente como
herramienta computacional encontrada, son
los artículos presentados ―Software para la
evaluación de la calidad en uso de proyectos
mediante un plan de métricas externas de
calidad‖ [Vargas y Peralta, 2006], el cual
mostró un protocolo de inicio de esta
investigación.
Descripcion del proyecto
Con la finalidad de evaluar proyectos-
productos participantes en concursos de
creatividad, innovación e invención, se requiere
la aplicación de un plan de métricas dentro del
marco de una metodología y un modelo de
evaluación técnica de la calidad de productos
de software para ambientes visuales,
MECHDAV, del cual se deriva esta propuesta
para evaluar productos y proyectos
participantes en los concursos mencionados,
dentro un software en un ambiente visual.
Este programa de métricas se reflejará
en un nuevo modelo, con su metodología y un
software de evaluación, PROYEVA -
Metodología y Modelo de Evaluación Técnica
de la Calidad de Proyectos participantes en
concursos de creatividad, el cual podrá
orientar los resultados de las evaluaciones
obtenidas sobre la calidad en uso de un
proyecto, y proponer acciones de mejora del
proceso; además, permitirá controlar el proceso
establecido, para el aseguramiento de la calidad
de la evaluación de estos proyectos para apoyo
de los jurados en los concursos de creatividad,
innovación e invención.
Métricas orientadas a la calidad de
productos y proyectos
Es importante que las medidas de los
proyectos (productos) puedan ser hechas de una
manera fácil y económica, y que el resultado
de la medición pueda ser interpretado de la
misma manera. La forma en la cual las
características de calidad han sido definidas no
permite que sean medidas directamente, por lo
que se requiere establecer métricas que
correlacionan estas características en un
producto (proyecto). Cada atributo interno y
externo cuantificable interactúa con su
ambiente y se correlaciona con una
característica que puede ser establecida como
una métrica. La base sobre la cual las métricas
son seleccionadas dependerá de las prioridades
del producto- proyecto y las necesidades del
evaluador.
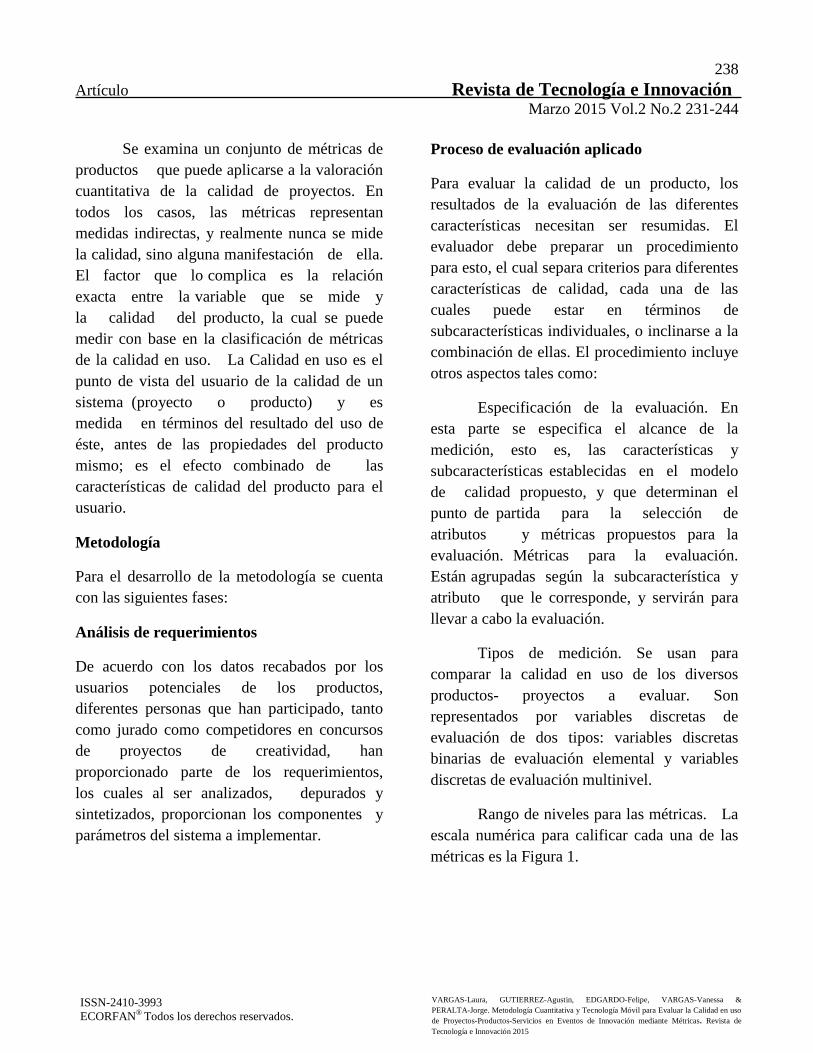
238
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
Se examina un conjunto de métricas de
productos que puede aplicarse a la valoración
cuantitativa de la calidad de proyectos. En
todos los casos, las métricas representan
medidas indirectas, y realmente nunca se mide
la calidad, sino alguna manifestación de ella.
El factor que lo complica es la relación
exacta entre la variable que se mide y
la calidad del producto, la cual se puede
medir con base en la clasificación de métricas
de la calidad en uso. La Calidad en uso es el
punto de vista del usuario de la calidad de un
sistema (proyecto o producto) y es
medida en términos del resultado del uso de
éste, antes de las propiedades del producto
mismo; es el efecto combinado de las
características de calidad del producto para el
usuario.
Metodología
Para el desarrollo de la metodología se cuenta
con las siguientes fases:
Análisis de requerimientos
De acuerdo con los datos recabados por los
usuarios potenciales de los productos,
diferentes personas que han participado, tanto
como jurado como competidores en concursos
de proyectos de creatividad, han
proporcionado parte de los requerimientos,
los cuales al ser analizados, depurados y
sintetizados, proporcionan los componentes y
parámetros del sistema a implementar.
Proceso de evaluación aplicado
Para evaluar la calidad de un producto, los
resultados de la evaluación de las diferentes
características necesitan ser resumidas. El
evaluador debe preparar un procedimiento
para esto, el cual separa criterios para diferentes
características de calidad, cada una de las
cuales puede estar en términos de
subcaracterísticas individuales, o inclinarse a la
combinación de ellas. El procedimiento incluye
otros aspectos tales como:
Especificación de la evaluación. En
esta parte se especifica el alcance de la
medición, esto es, las características y
subcaracterísticas establecidas en el modelo
de calidad propuesto, y que determinan el
punto de partida para la selección de
atributos y métricas propuestos para la
evaluación. Métricas para la evaluación.
Están agrupadas según la subcaracterística y
atributo que le corresponde, y servirán para
llevar a cabo la evaluación.
Tipos de medición. Se usan para
comparar la calidad en uso de los diversos
productos- proyectos a evaluar. Son
representados por variables discretas de
evaluación de dos tipos: variables discretas
binarias de evaluación elemental y variables
discretas de evaluación multinivel.
Rango de niveles para las métricas. La
escala numérica para calificar cada una de las
métricas es la Figura 1.
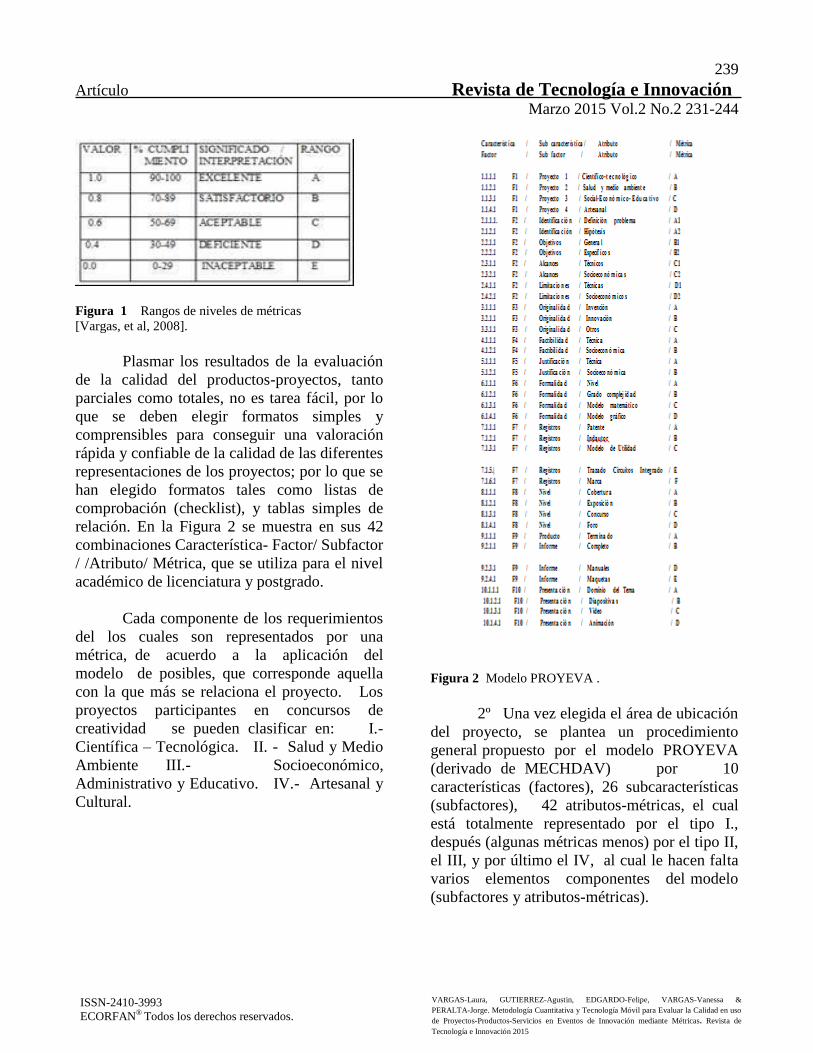
239
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
Figura 1 Rangos de niveles de métricas
[Vargas, et al, 2008].
Plasmar los resultados de la evaluación
de la calidad del productos-proyectos, tanto
parciales como totales, no es tarea fácil, por lo
que se deben elegir formatos simples y
comprensibles para conseguir una valoración
rápida y confiable de la calidad de las diferentes
representaciones de los proyectos; por lo que se
han elegido formatos tales como listas de
comprobación (checklist), y tablas simples de
relación. En la Figura 2 se muestra en sus 42
combinaciones Característica- Factor/ Subfactor
/ /Atributo/ Métrica, que se utiliza para el nivel
académico de licenciatura y postgrado.
Cada componente de los requerimientos
del los cuales son representados por una
métrica, de acuerdo a la aplicación del
modelo de posibles, que corresponde aquella
con la que más se relaciona el proyecto. Los
proyectos participantes en concursos de
creatividad se pueden clasificar en: I.-
Científica – Tecnológica. II. - Salud y Medio
Ambiente III.- Socioeconómico,
Administrativo y Educativo. IV.- Artesanal y
Cultural.
Figura 2 Modelo PROYEVA .
2º Una vez elegida el área de ubicación
del proyecto, se plantea un procedimiento
general propuesto por el modelo PROYEVA
(derivado de MECHDAV) por 10
características (factores), 26 subcaracterísticas
(subfactores), 42 atributos-métricas, el cual
está totalmente representado por el tipo I.,
después (algunas métricas menos) por el tipo II,
el III, y por último el IV, al cual le hacen falta
varios elementos componentes del modelo
(subfactores y atributos-métricas).
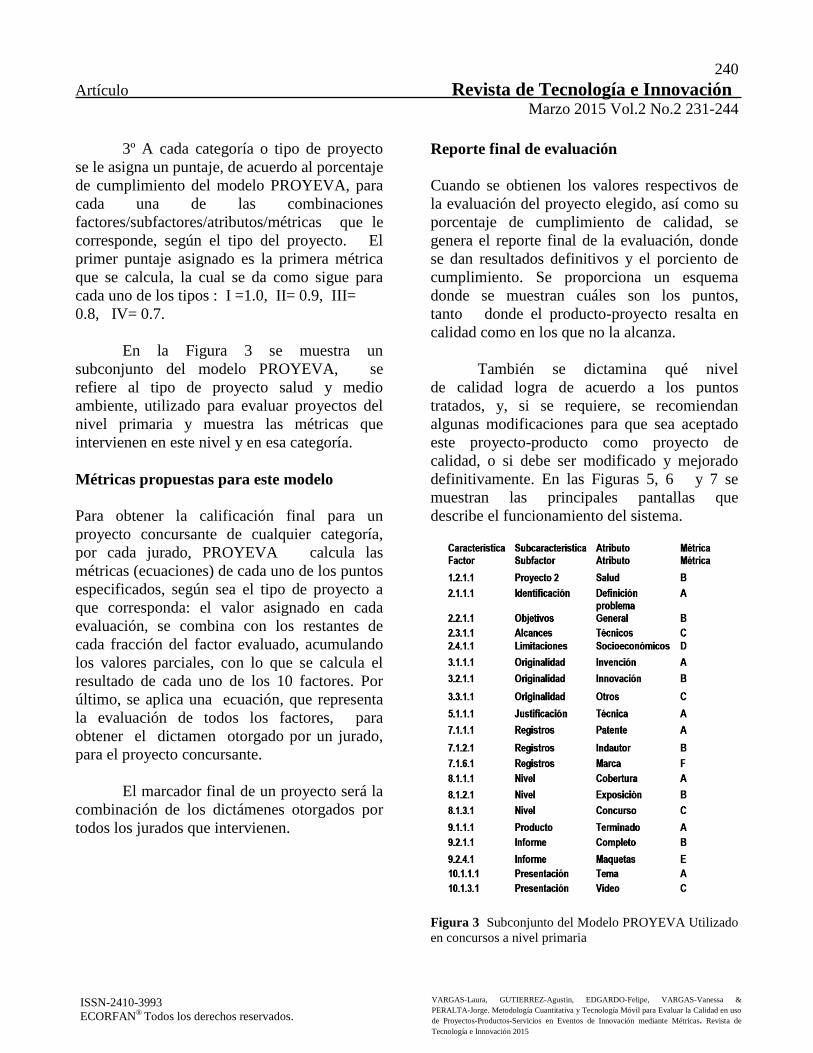
240
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
3º A cada categoría o tipo de proyecto
se le asigna un puntaje, de acuerdo al porcentaje
de cumplimiento del modelo PROYEVA, para
cada una de las combinaciones
factores/subfactores/atributos/métricas que le
corresponde, según el tipo del proyecto. El
primer puntaje asignado es la primera métrica
que se calcula, la cual se da como sigue para
cada uno de los tipos : I =1.0, II= 0.9, III=
0.8, IV= 0.7.
En la Figura 3 se muestra un
subconjunto del modelo PROYEVA, se
refiere al tipo de proyecto salud y medio
ambiente, utilizado para evaluar proyectos del
nivel primaria y muestra las métricas que
intervienen en este nivel y en esa categoría.
Métricas propuestas para este modelo
Para obtener la calificación final para un
proyecto concursante de cualquier categoría,
por cada jurado, PROYEVA calcula las
métricas (ecuaciones) de cada uno de los puntos
especificados, según sea el tipo de proyecto a
que corresponda: el valor asignado en cada
evaluación, se combina con los restantes de
cada fracción del factor evaluado, acumulando
los valores parciales, con lo que se calcula el
resultado de cada uno de los 10 factores. Por
último, se aplica una ecuación, que representa
la evaluación de todos los factores, para
obtener el dictamen otorgado por un jurado,
para el proyecto concursante.
El marcador final de un proyecto será la
combinación de los dictámenes otorgados por
todos los jurados que intervienen.
Reporte final de evaluación
Cuando se obtienen los valores respectivos de
la evaluación del proyecto elegido, así como su
porcentaje de cumplimiento de calidad, se
genera el reporte final de la evaluación, donde
se dan resultados definitivos y el porciento de
cumplimiento. Se proporciona un esquema
donde se muestran cuáles son los puntos,
tanto donde el producto-proyecto resalta en
calidad como en los que no la alcanza.
También se dictamina qué nivel
de calidad logra de acuerdo a los puntos
tratados, y, si se requiere, se recomiendan
algunas modificaciones para que sea aceptado
este proyecto-producto como proyecto de
calidad, o si debe ser modificado y mejorado
definitivamente. En las Figuras 5, 6 y 7 se
muestran las principales pantallas que
describe el funcionamiento del sistema.
Figura 3 Subconjunto del Modelo PROYEVA Utilizado
en concursos a nivel primaria
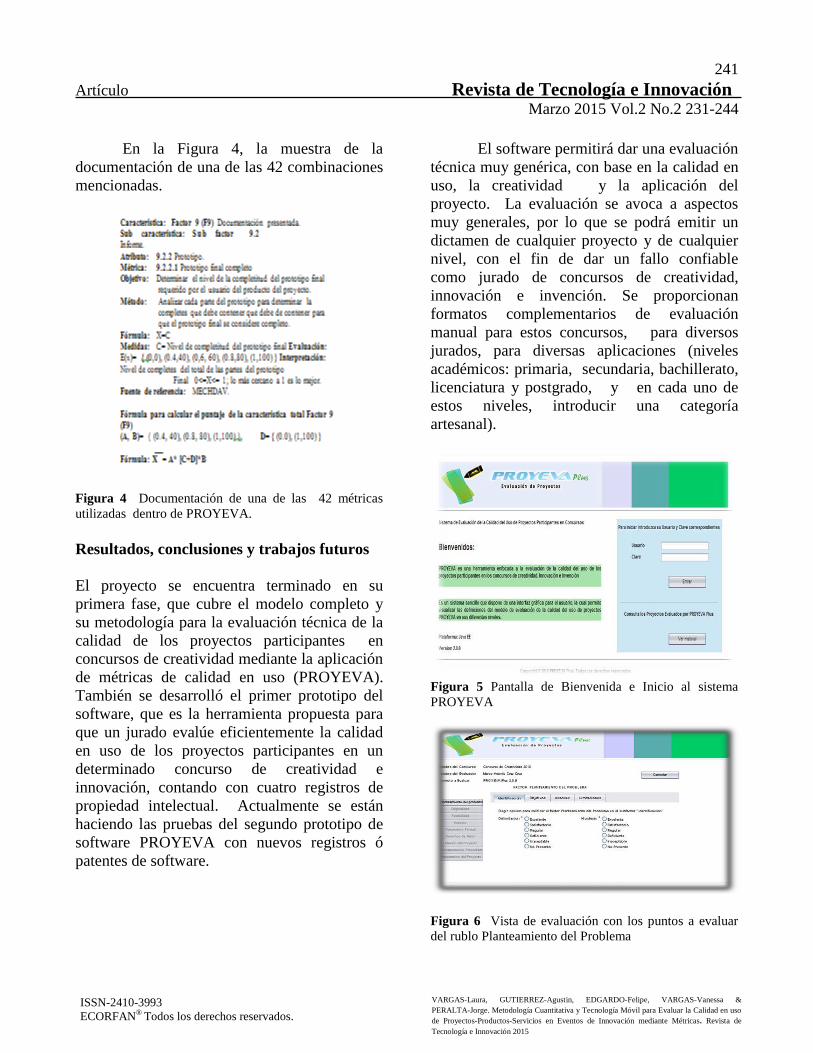
241
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
En la Figura 4, la muestra de la
documentación de una de las 42 combinaciones
mencionadas.
Figura 4 Documentación de una de las 42 métricas
utilizadas dentro de PROYEVA.
Resultados, conclusiones y trabajos futuros
El proyecto se encuentra terminado en su
primera fase, que cubre el modelo completo y
su metodología para la evaluación técnica de la
calidad de los proyectos participantes en
concursos de creatividad mediante la aplicación
de métricas de calidad en uso (PROYEVA).
También se desarrolló el primer prototipo del
software, que es la herramienta propuesta para
que un jurado evalúe eficientemente la calidad
en uso de los proyectos participantes en un
determinado concurso de creatividad e
innovación, contando con cuatro registros de
propiedad intelectual. Actualmente se están
haciendo las pruebas del segundo prototipo de
software PROYEVA con nuevos registros ó
patentes de software.
El software permitirá dar una evaluación
técnica muy genérica, con base en la calidad en
uso, la creatividad y la aplicación del
proyecto. La evaluación se avoca a aspectos
muy generales, por lo que se podrá emitir un
dictamen de cualquier proyecto y de cualquier
nivel, con el fin de dar un fallo confiable
como jurado de concursos de creatividad,
innovación e invención. Se proporcionan
formatos complementarios de evaluación
manual para estos concursos, para diversos
jurados, para diversas aplicaciones (niveles
académicos: primaria, secundaria, bachillerato,
licenciatura y postgrado, y en cada uno de
estos niveles, introducir una categoría
artesanal).
Figura 5 Pantalla de Bienvenida e Inicio al sistema
PROYEVA
Figura 6 Vista de evaluación con los puntos a evaluar
del rublo Planteamiento del Problema
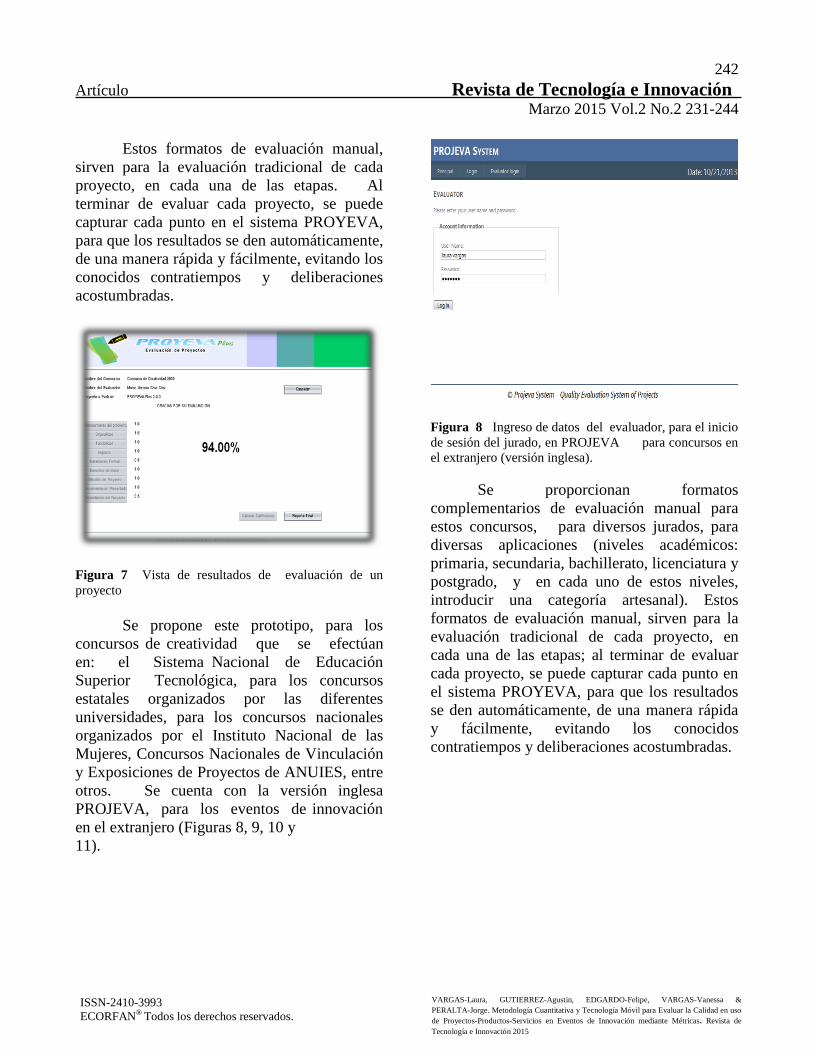
242
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
Estos formatos de evaluación manual,
sirven para la evaluación tradicional de cada
proyecto, en cada una de las etapas. Al
terminar de evaluar cada proyecto, se puede
capturar cada punto en el sistema PROYEVA,
para que los resultados se den automáticamente,
de una manera rápida y fácilmente, evitando los
conocidos contratiempos y deliberaciones
acostumbradas.
Figura 7 Vista de resultados de evaluación de un
proyecto
Se propone este prototipo, para los
concursos de creatividad que se efectúan
en: el Sistema Nacional de Educación
Superior Tecnológica, para los concursos
estatales organizados por las diferentes
universidades, para los concursos nacionales
organizados por el Instituto Nacional de las
Mujeres, Concursos Nacionales de Vinculación
y Exposiciones de Proyectos de ANUIES, entre
otros. Se cuenta con la versión inglesa
PROJEVA, para los eventos de innovación
en el extranjero (Figuras 8, 9, 10 y
11).
Figura 8 Ingreso de datos del evaluador, para el inicio
de sesión del jurado, en PROJEVA para concursos en
el extranjero (versión inglesa).
Se proporcionan formatos
complementarios de evaluación manual para
estos concursos, para diversos jurados, para
diversas aplicaciones (niveles académicos:
primaria, secundaria, bachillerato, licenciatura y
postgrado, y en cada uno de estos niveles,
introducir una categoría artesanal). Estos
formatos de evaluación manual, sirven para la
evaluación tradicional de cada proyecto, en
cada una de las etapas; al terminar de evaluar
cada proyecto, se puede capturar cada punto en
el sistema PROYEVA, para que los resultados
se den automáticamente, de una manera rápida
y fácilmente, evitando los conocidos
contratiempos y deliberaciones acostumbradas.
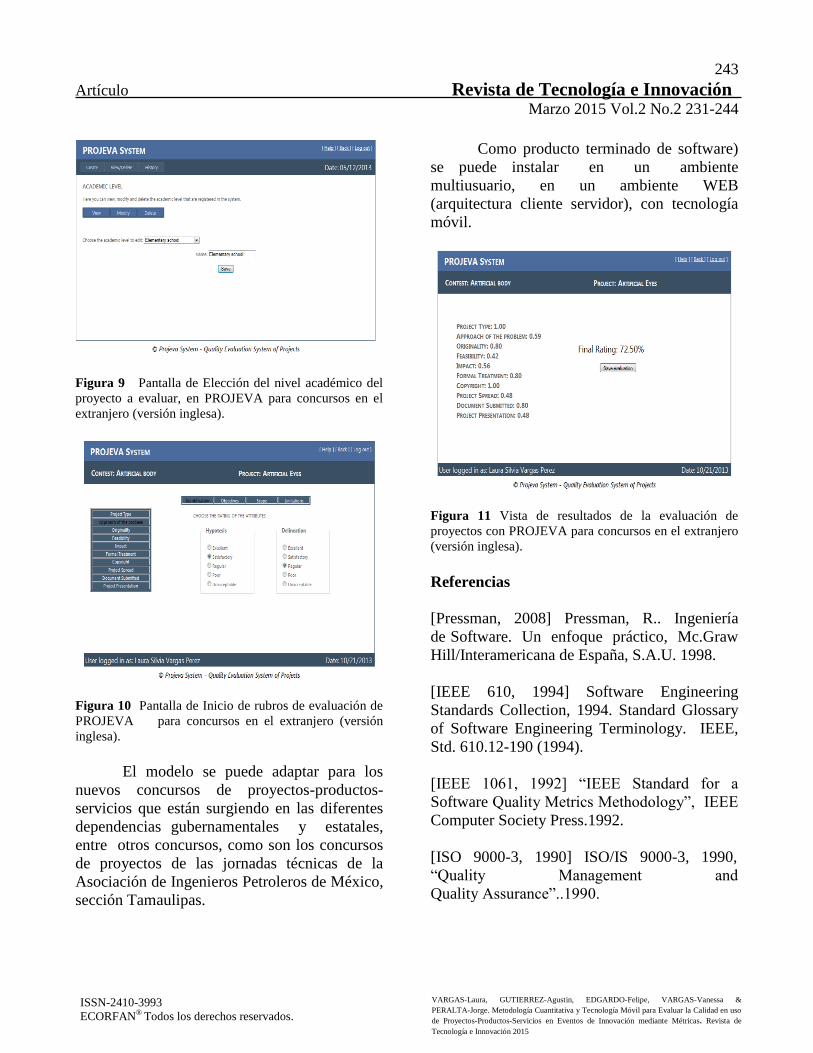
243
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
Figura 9 Pantalla de Elección del nivel académico del
proyecto a evaluar, en PROJEVA para concursos en el
extranjero (versión inglesa).
Figura 10 Pantalla de Inicio de rubros de evaluación de
PROJEVA para concursos en el extranjero (versión
inglesa).
El modelo se puede adaptar para los
nuevos concursos de proyectos-productos-
servicios que están surgiendo en las diferentes
dependencias gubernamentales y estatales,
entre otros concursos, como son los concursos
de proyectos de las jornadas técnicas de la
Asociación de Ingenieros Petroleros de México,
sección Tamaulipas.
Como producto terminado de software)
se puede instalar en un ambiente
multiusuario, en un ambiente WEB
(arquitectura cliente servidor), con tecnología
móvil.
Figura 11 Vista de resultados de la evaluación de
proyectos con PROJEVA para concursos en el extranjero
(versión inglesa).
Referencias
[Pressman, 2008] Pressman, R.. Ingeniería
de Software. Un enfoque práctico, Mc.Graw
Hill/Interamericana de España, S.A.U. 1998.
[IEEE 610, 1994] Software Engineering
Standards Collection, 1994. Standard Glossary
of Software Engineering Terminology. IEEE,
Std. 610.12-190 (1994).
[IEEE 1061, 1992] ―IEEE Standard for a
Software Quality Metrics Methodology‖, IEEE
Computer Society Press.1992.
[ISO 9000-3, 1990] ISO/IS 9000-3, 1990,
―Quality Management and
Quality Assurance‖..1990.
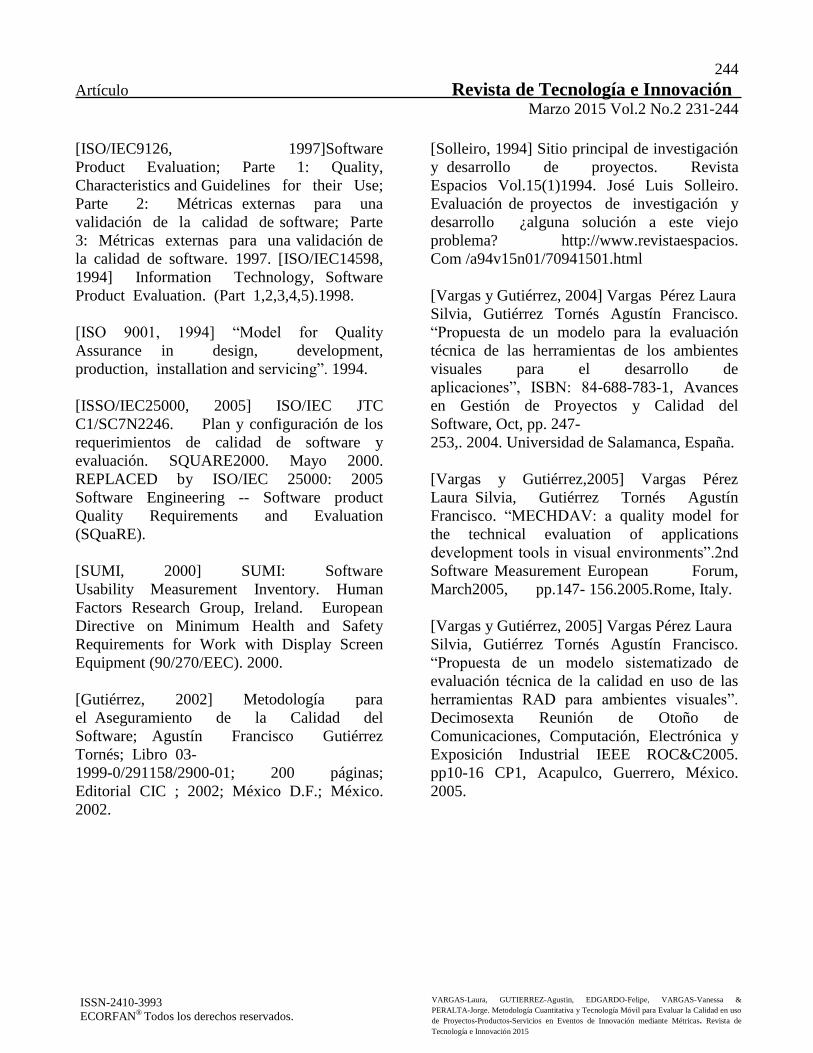
244
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 231-244
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
VARGAS-Laura, GUTIERREZ-Agustin, EDGARDO-Felipe, VARGAS-Vanessa &
PERALTA-Jorge. Metodología Cuantitativa y Tecnología Móvil para Evaluar la Calidad en uso
de Proyectos-Productos-Servicios en Eventos de Innovación mediante Métricas. Revista de
Tecnología e Innovación 2015
[ISO/IEC9126, 1997]Software
Product Evaluation; Parte 1: Quality,
Characteristics and Guidelines for their Use;
Parte 2: Métricas externas para una
validación de la calidad de software; Parte
3: Métricas externas para una validación de
la calidad de software. 1997. [ISO/IEC14598,
1994] Information Technology, Software
Product Evaluation. (Part 1,2,3,4,5).1998.
[ISO 9001, 1994] ―Model for Quality
Assurance in design, development,
production, installation and servicing‖. 1994.
[ISSO/IEC25000, 2005] ISO/IEC JTC
C1/SC7N2246. Plan y configuración de los
requerimientos de calidad de software y
evaluación. SQUARE2000. Mayo 2000.
REPLACED by ISO/IEC 25000: 2005
Software Engineering -- Software product
Quality Requirements and Evaluation
(SQuaRE).
[SUMI, 2000] SUMI: Software
Usability Measurement Inventory. Human
Factors Research Group, Ireland. European
Directive on Minimum Health and Safety
Requirements for Work with Display Screen
Equipment (90/270/EEC). 2000.
[Gutiérrez, 2002] Metodología para
el Aseguramiento de la Calidad del
Software; Agustín Francisco Gutiérrez
Tornés; Libro 03-
1999-0/291158/2900-01; 200 páginas;
Editorial CIC ; 2002; México D.F.; México.
2002.
[Solleiro, 1994] Sitio principal de investigación
y desarrollo de proyectos. Revista
Espacios Vol.15(1)1994. José Luis Solleiro.
Evaluación de proyectos de investigación y
desarrollo ¿alguna solución a este viejo
problema? http://www.revistaespacios.
Com /a94v15n01/70941501.html
[Vargas y Gutiérrez, 2004] Vargas Pérez Laura
Silvia, Gutiérrez Tornés Agustín Francisco.
―Propuesta de un modelo para la evaluación
técnica de las herramientas de los ambientes
visuales para el desarrollo de
aplicaciones‖, ISBN: 84-688-783-1, Avances
en Gestión de Proyectos y Calidad del
Software, Oct, pp. 247-
253,. 2004. Universidad de Salamanca, España.
[Vargas y Gutiérrez,2005] Vargas Pérez
Laura Silvia, Gutiérrez Tornés Agustín
Francisco. ―MECHDAV: a quality model for
the technical evaluation of applications
development tools in visual environments‖.2nd
Software Measurement European Forum,
March2005, pp.147- 156.2005.Rome, Italy.
[Vargas y Gutiérrez, 2005] Vargas Pérez Laura
Silvia, Gutiérrez Tornés Agustín Francisco.
―Propuesta de un modelo sistematizado de
evaluación técnica de la calidad en uso de las
herramientas RAD para ambientes visuales‖.
Decimosexta Reunión de Otoño de
Comunicaciones, Computación, Electrónica y
Exposición Industrial IEEE ROC&C2005.
pp10-16 CP1, Acapulco, Guerrero, México.
2005.

245
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
Desarrollo económico local en las microempresas herreras con aplicaciones
tecnológicas
MALDONADO-SANCHEZ†, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-LOPEZ, Mónica &
ALAMILLA-CINTORA, Cuitlahuac
Tecnologías de la Información y Comunicación, Universidad Tecnológica del Valle del Mezquital, Carr. Ixmiquilpan-
Capula Km 4, Col. El Nith, Ixmiquilpan, Hidalgo, México, CP 42300
Recibido 5 de Enero, 2015; Aceptado 9 de Marzo, 2015
Resumen
En el estado de Hidalgo existe una gran gama de mano de
obra en el sector de la industria manufacturera que
requieren de un sistema que contribuya a mejorar la
administración de sus procesos de venta, y derivado de
ello se dio la oportunidad de desarrollar el Desarrollo
económico local en las microempresas herreras de
Ixmiquilpan, Hidalgo con la creación aplicaciones
tecnológicas por alumnos de la Universidad Tecnología
del Valle del Mezquital para lograrlo se aplicaron
encuestas a una muestra de personas de esta industria,
con los resultados obtenidos se identificó la necesidad de
herramientas tecnológicas en apoyo a la herrería,
desarrollando así un sistema que contribuye a eficientar
el trabajo de los herreros de la región, el cual agiliza el
proceso al definir las características del trabajo que
requiere el cliente, se puede diseñar el bosquejo de los
pedidos y su registro automáticamente en una base de
datos. El Sistema tiene un catálogo que almacena los
diseños que se elaboran, permite la administración de los
clientes y pedidos, así como la consulta de la información
almacenada
Sistema Diseño, Herrería, Pedidos, Software
Abstract
The forger microenterprises located in Ixmiquilpan have
grown up considerably because of housing, stores,
educational institutions or any other kind of construction
requiring doors and windows to be installed, with the
increase of work forgers need to speed up the process on
the customer assistance. A software that can help to
design the drafts and to register the request will be of
great help to the forger microenterprises. To develop the
system the scientific method will be used, through
observation, introduction, hypothesis, experimentation
and conclusions. As a result they will get a software
which will help to design the customers’ request and it
will allow to register them automatically in a database.
The system has a catalog that will store the produced
designs, it will allow to administrate the customers’
request and the job data that must be handed in by the
forget as well as the full amount to be charged.
System, design, Herreria, Deliverys, Software
__________________________________________________________________________________________________ Citación: MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-LOPEZ, Mónica &
ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico local en las microempresas herreras con aplicaciones
tecnológicas. Revista de Tecnología e Innovación 2015, 2-2:245-254
___________________________________________________________________________________________________
__________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
246
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
Introducción
Los Censos Económicos en Hidalgo ofrecen
información sobre múltiples aspectos de las
unidades económicas, entre los que destaca la
manufactura, siendo la que más se presenta en
el estado con el 58.0% de hombres que se
dedican a ella. (INEGI, 2014).
Para trasformas a México a través de la
adopción de tecnologías de Información y
Comunicación, los impactos de Tic en el PIB
ayudaran al desarrollo económico local un
aumento del 10% en la digitalización en
México tendría un impacto de 59% en el PIB.
La presencia trasversal del industria de TIC en
el resto de la industria lo convierte en una
industria estratégica para potenciar la
competitividad en el país. (Asociación
Mexicana de la Industria de Tecnologias de
Información, 2013).
Por otro lado tenemos que la mano de
obra es nicho de oportunidad en diferentes
sectores industriales como la manufacturera.
(Republica, 2014).
En el Estado de Hgo. Existen 2, 713
alumnos que se encuentran inscritos en la
Ingeniería, manufactura y construcción
ocupando el quinto lugar dentro de las
profesiones del estado.
Este dato indica que existe un número
considerable de personas dedicadas a la
manufactura en los próximos años en el estado
de Hidalgo (Anuario estadístico y geográfico de
Hidalgo 2014 / Instituto Nacional de, 2015).
Por lo que es necesario integrar políticas
que impulsen el desarrollo económico local,
que se materialicen el fomento al
emprendimiento y a la creación de empresas
mana manufactureras, así como el
agrupamiento empresarial. (Competitividad,
2014).
Se encontró el Ranckin tecnológico
2013 muestra las políticas de ciencia y
tecnología e innovación PCTI e indicadores de
mejora a los estados de la república
encontrando indicadores que en Hidalgo la
formación al recurso humano, mejorar la
productividad científica e innovadora, la
infraestructura empresarial, y los entornos
económicos y social entre otros ubicándose
Hidalgo en el lugar 22 de las 32 entidades razón
para realizar aplicaciones tecnológicas que
apoyen a las políticas de ciencia y tecnología e
innovación PCTI y a los indicadores para hacer
un estado con mayor cobertura tecnológica.
(Tecnologico, 2014).
Por otro lado tenemos que en
Ixmiquilpan Hidalgo cuenta con 86,366
habitantes (INEGI, 2014), es considerable el
número de personas que se dedican a la
actividad económica en manufactura. Cuenta
con un producto interno bruto de 21, 153 634,
la Fabricación de productos metálicos es de
609 en promedio mensual. Que equivale a 1,
417 horas trabajadas.
247
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
La manufactura es una unidad
económica destacada que representa un nicho
de oportunidad significativa en Hidalgo.
El sistema interactivo para diseño de
puertas y ventanas para microempresas herreras
es una herramienta tecnológica para
microempresas que permitirá contribuir a
eficientar el trabajo de la manufactura,
Es de suma importancia apoyar en lo
procesos en la microempresas herreras para que
cumplan su objetivo y contribuyan al
desarrollo económico
Los elementos básicos de las iniciativas
de desarrollo local son 1.- Movilización y
participación. La actitud proactiva de gobierno
local, existencia de equipos de liderazgo local,
cooperación público – privado,
Elaboración de una estrategia territorial
de desarrollo, fomento de microempresa y
pyme y capacitación de recurso humano 7.-
coordinación de programase instrumentos de
fomento, institucionalidad para el desarrollo
económico local. (Repositorio.cepal.org, 2015)
Para aplicación tecnológica se contó la
existencia de equipos de liderazgo local,
cooperación público – privado, elaboración de
una estrategia territorial de desarrollo, fomento
de microempresa y pyme y capacitación de
recurso humano como se muestra falto La
actitud proactiva de gobierno 7.- coordinación
de programase instrumentos de fomento,
institucionalidad para el desarrollo económico
local.
El desarrollo del sistema contribuye a la
línea innovadora de investigación aplicada y
desarrollo de tecnológico del programa
educativo de Tecnologías de la Información y
Comunicación de la Universidad Tecnológica
del Valle del Mezquital denominada
―Desarrollo, aplicación e innovación a través de
las TICS como un eje impulsor del progreso de
la región‖, permite el desarrollo de sistemas que
contribuyan al crecimiento de la región,
derivado de ello se crea el ―Aplicación
tecnológica para diseño de puertas y ventanas
para microempresas herreras de la zona de
ixmquilpan‖.
El cual está dirigido a la población
dedicada a la herrería que requieren de una
herramienta.
Se realizó una investigación
encontrando sistemas para hacer diseños pero
sus características no son adaptables a las
microempresas, las interfaces no son amigables
al usuario, no consideran nuevos diseños de
puertas y ventanas, no contienen catálogos
donde muestren los diseños ya realizados, no
cuentan con el registro de clientes. El sistema
ofrece diseños de puertas y ventanas, registro
de clientes y un catálogo.
Metodología (desarrollo)
La investigación se realizó con el método
científico ya que está sustentado por dos pilares
fundamentales que es la reproducibilidad, que
es la capacidad de repetir un experimento
basado en la comunicación y la publicidad de
los resultados. Y la reusabilidad, (Descartes,
2013).
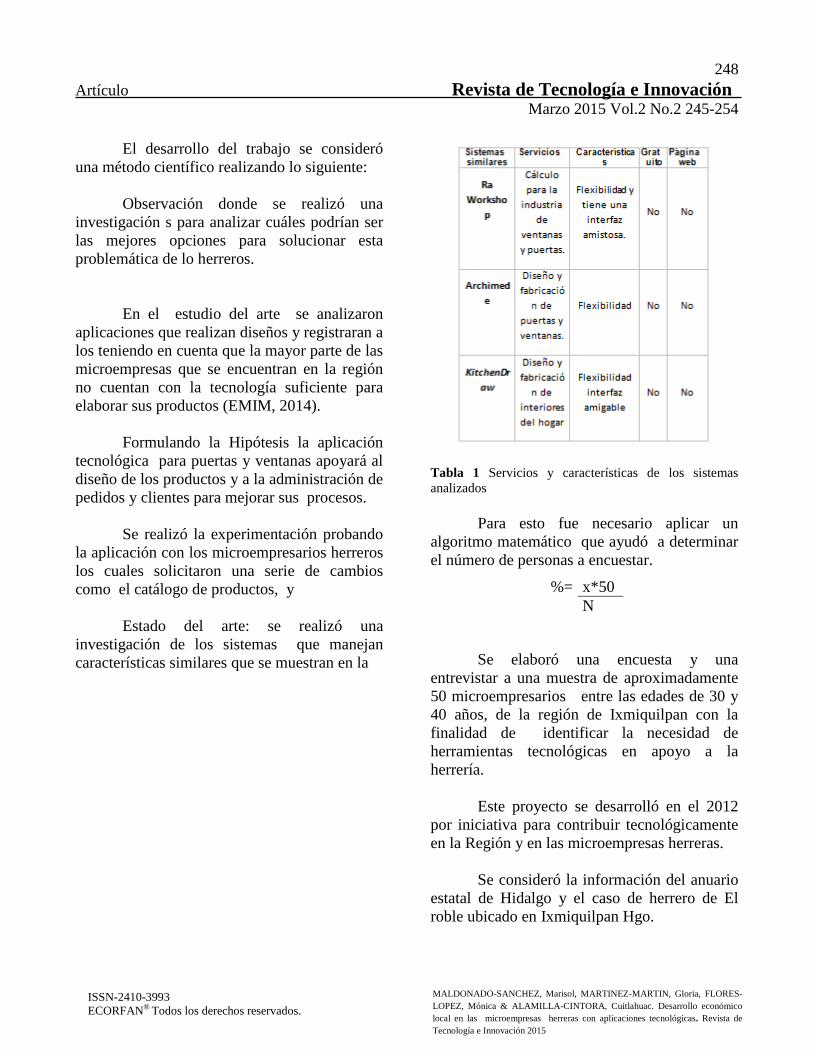
248
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
El desarrollo del trabajo se consideró
una método científico realizando lo siguiente:
Observación donde se realizó una
investigación s para analizar cuáles podrían ser
las mejores opciones para solucionar esta
problemática de lo herreros.
En el estudio del arte se analizaron
aplicaciones que realizan diseños y registraran a
los teniendo en cuenta que la mayor parte de las
microempresas que se encuentran en la región
no cuentan con la tecnología suficiente para
elaborar sus productos (EMIM, 2014).
Formulando la Hipótesis la aplicación
tecnológica para puertas y ventanas apoyará al
diseño de los productos y a la administración de
pedidos y clientes para mejorar sus procesos.
Se realizó la experimentación probando
la aplicación con los microempresarios herreros
los cuales solicitaron una serie de cambios
como el catálogo de productos, y
Estado del arte: se realizó una
investigación de los sistemas que manejan
características similares que se muestran en la
Tabla 1 Servicios y características de los sistemas
analizados
Para esto fue necesario aplicar un
algoritmo matemático que ayudó a determinar
el número de personas a encuestar.
%= x*50
N
Se elaboró una encuesta y una
entrevistar a una muestra de aproximadamente
50 microempresarios entre las edades de 30 y
40 años, de la región de Ixmiquilpan con la
finalidad de identificar la necesidad de
herramientas tecnológicas en apoyo a la
herrería.
Este proyecto se desarrolló en el 2012
por iniciativa para contribuir tecnológicamente
en la Región y en las microempresas herreras.
Se consideró la información del anuario
estatal de Hidalgo y el caso de herrero de El
roble ubicado en Ixmiquilpan Hgo.
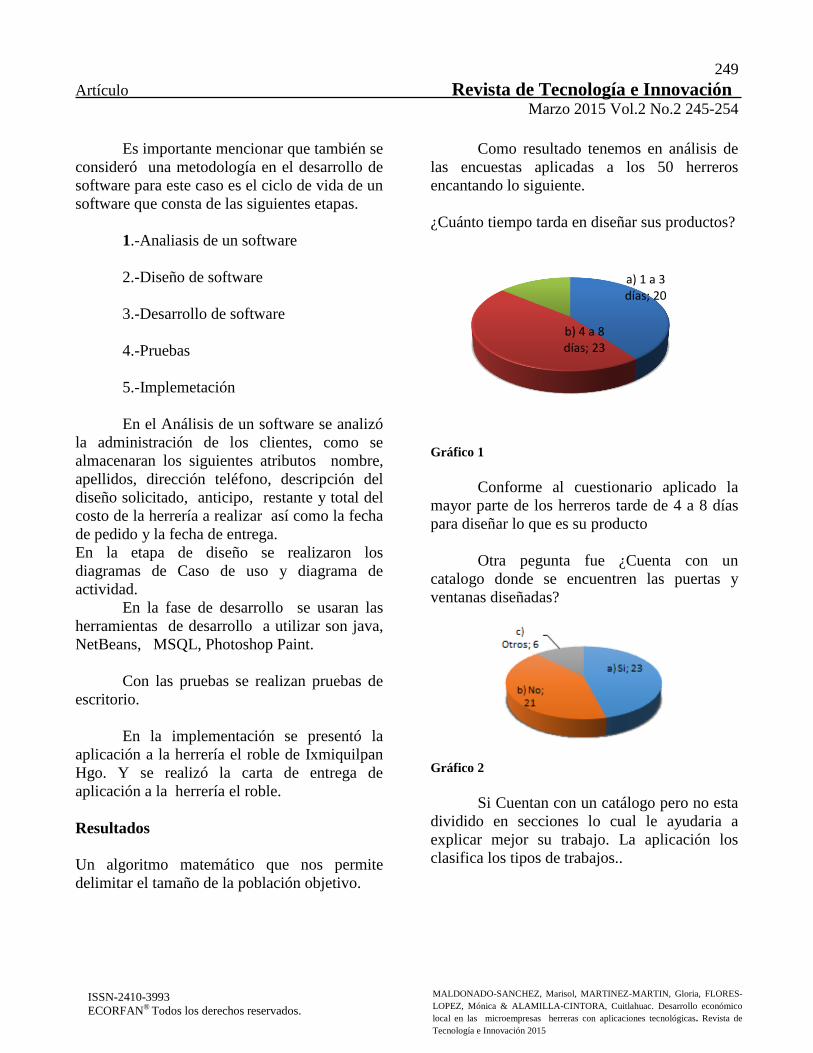
249
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
a) 1 a 3 días; 20
b) 4 a 8 días; 23
Es importante mencionar que también se
consideró una metodología en el desarrollo de
software para este caso es el ciclo de vida de un
software que consta de las siguientes etapas.
1.-Analiasis de un software
2.-Diseño de software
3.-Desarrollo de software
4.-Pruebas
5.-Implemetación
En el Análisis de un software se analizó
la administración de los clientes, como se
almacenaran los siguientes atributos nombre,
apellidos, dirección teléfono, descripción del
diseño solicitado, anticipo, restante y total del
costo de la herrería a realizar así como la fecha
de pedido y la fecha de entrega.
En la etapa de diseño se realizaron los
diagramas de Caso de uso y diagrama de
actividad.
En la fase de desarrollo se usaran las
herramientas de desarrollo a utilizar son java,
NetBeans, MSQL, Photoshop Paint.
Con las pruebas se realizan pruebas de
escritorio.
En la implementación se presentó la
aplicación a la herrería el roble de Ixmiquilpan
Hgo. Y se realizó la carta de entrega de
aplicación a la herrería el roble.
Resultados
Un algoritmo matemático que nos permite
delimitar el tamaño de la población objetivo.
Como resultado tenemos en análisis de
las encuestas aplicadas a los 50 herreros
encantando lo siguiente.
¿Cuánto tiempo tarda en diseñar sus productos?
Gráfico 1
Conforme al cuestionario aplicado la
mayor parte de los herreros tarde de 4 a 8 días
para diseñar lo que es su producto
Otra pegunta fue ¿Cuenta con un
catalogo donde se encuentren las puertas y
ventanas diseñadas?
Gráfico 2
Si Cuentan con un catálogo pero no esta
dividido en secciones lo cual le ayudaria a
explicar mejor su trabajo. La aplicación los
clasifica los tipos de trabajos..
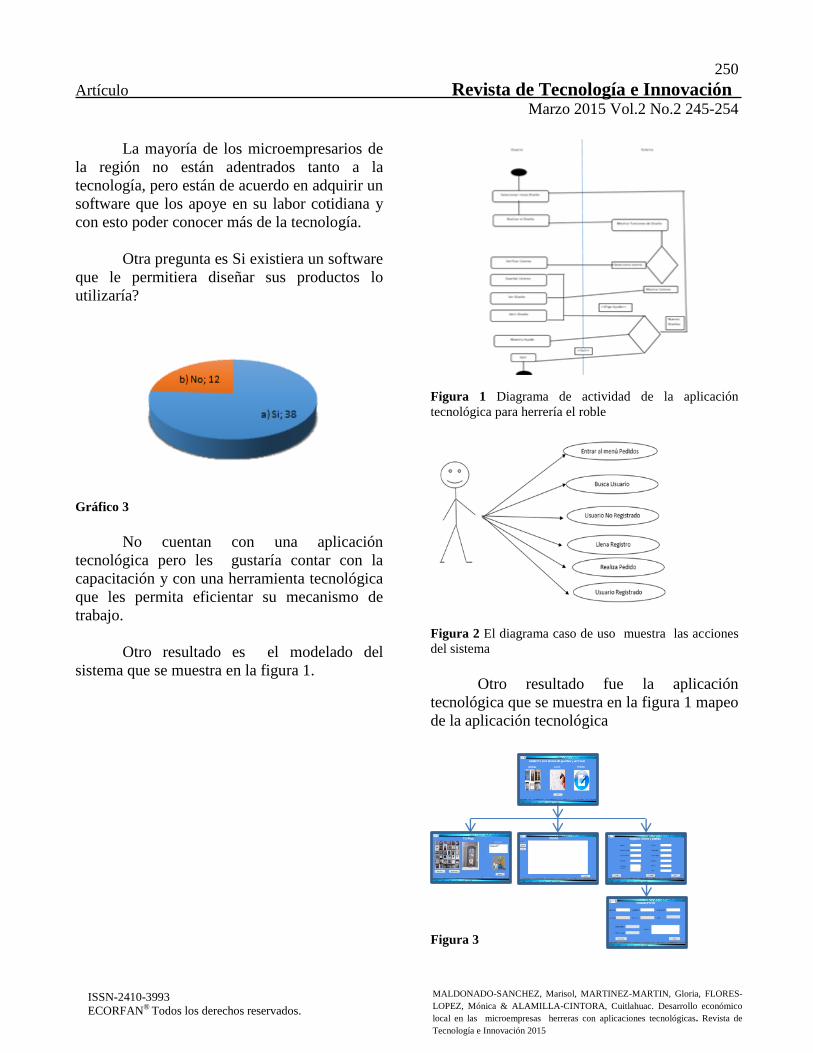
250
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
La mayoría de los microempresarios de
la región no están adentrados tanto a la
tecnología, pero están de acuerdo en adquirir un
software que los apoye en su labor cotidiana y
con esto poder conocer más de la tecnología.
Otra pregunta es Si existiera un software
que le permitiera diseñar sus productos lo
utilizaría?
Gráfico 3
No cuentan con una aplicación
tecnológica pero les gustaría contar con la
capacitación y con una herramienta tecnológica
que les permita eficientar su mecanismo de
trabajo.
Otro resultado es el modelado del
sistema que se muestra en la figura 1.
Figura 1 Diagrama de actividad de la aplicación
tecnológica para herrería el roble
Figura 2 El diagrama caso de uso muestra las acciones
del sistema
Otro resultado fue la aplicación
tecnológica que se muestra en la figura 1 mapeo
de la aplicación tecnológica
Figura 3
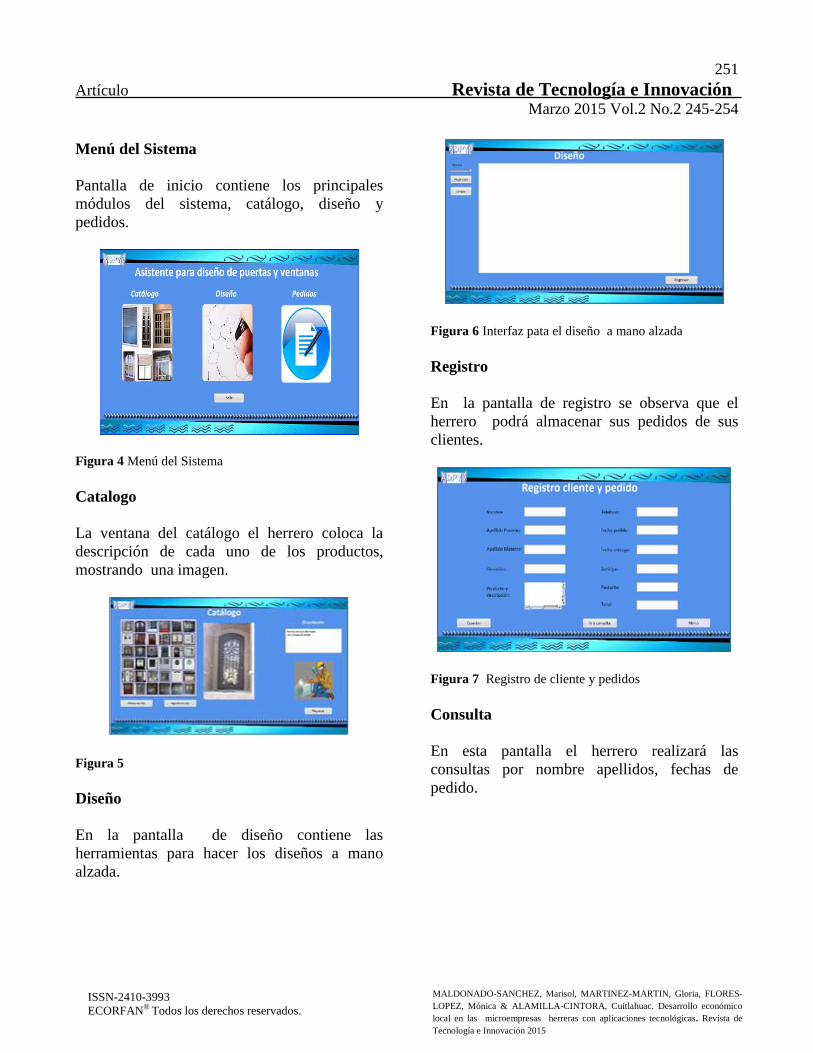
251
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
Menú del Sistema
Pantalla de inicio contiene los principales
módulos del sistema, catálogo, diseño y
pedidos.
Figura 4 Menú del Sistema
Catalogo
La ventana del catálogo el herrero coloca la
descripción de cada uno de los productos,
mostrando una imagen.
Figura 5
Diseño
En la pantalla de diseño contiene las
herramientas para hacer los diseños a mano
alzada.
Figura 6 Interfaz pata el diseño a mano alzada
Registro
En la pantalla de registro se observa que el
herrero podrá almacenar sus pedidos de sus
clientes.
Figura 7 Registro de cliente y pedidos
Consulta
En esta pantalla el herrero realizará las
consultas por nombre apellidos, fechas de
pedido.
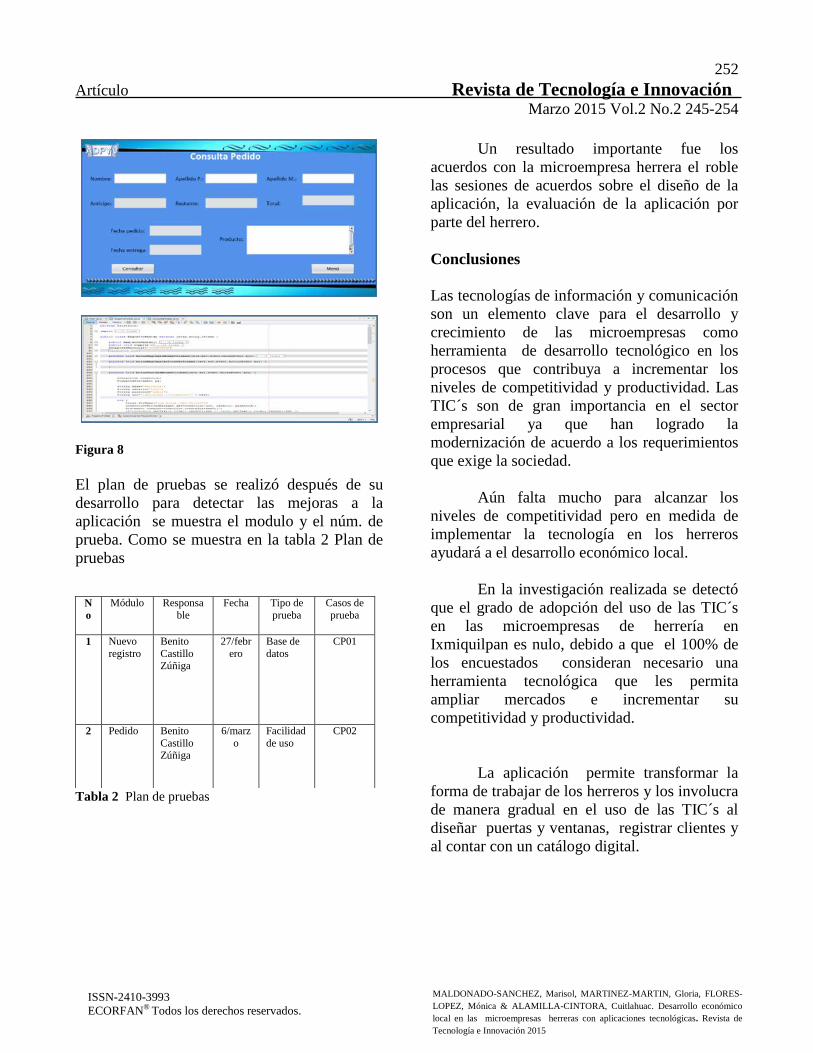
252
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
Figura 8
El plan de pruebas se realizó después de su
desarrollo para detectar las mejoras a la
aplicación se muestra el modulo y el núm. de
prueba. Como se muestra en la tabla 2 Plan de
pruebas
Tabla 2 Plan de pruebas
Un resultado importante fue los
acuerdos con la microempresa herrera el roble
las sesiones de acuerdos sobre el diseño de la
aplicación, la evaluación de la aplicación por
parte del herrero.
Conclusiones
Las tecnologías de información y comunicación
son un elemento clave para el desarrollo y
crecimiento de las microempresas como
herramienta de desarrollo tecnológico en los
procesos que contribuya a incrementar los
niveles de competitividad y productividad. Las
TIC´s son de gran importancia en el sector
empresarial ya que han logrado la
modernización de acuerdo a los requerimientos
que exige la sociedad.
Aún falta mucho para alcanzar los
niveles de competitividad pero en medida de
implementar la tecnología en los herreros
ayudará a el desarrollo económico local.
En la investigación realizada se detectó
que el grado de adopción del uso de las TIC´s
en las microempresas de herrería en
Ixmiquilpan es nulo, debido a que el 100% de
los encuestados consideran necesario una
herramienta tecnológica que les permita
ampliar mercados e incrementar su
competitividad y productividad.
La aplicación permite transformar la
forma de trabajar de los herreros y los involucra
de manera gradual en el uso de las TIC´s al
diseñar puertas y ventanas, registrar clientes y
al contar con un catálogo digital.
N
o
Módulo Responsa
ble
Fecha Tipo de
prueba
Casos de
prueba
1 Nuevo
registro
Benito
Castillo Zúñiga
27/febr
ero
Base de
datos
CP01
2 Pedido Benito
Castillo Zúñiga
6/marz
o
Facilidad
de uso
CP02
253
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
El proceso es tardado ya que incluyer
desde capacitación y sensibilidad en los
microempresas para usar tecnología en sus
procesos. Es importante mencionar que se tiene
planeado mejorar el diseño de puertas y
ventanas al implementar software de modelado
y diseño de imágenes en 3D, con modos de
visualización, animación y renderizado,
La aplicación estará a cargo del la
herrería el Roble con el acuerdo de realizar
mejoras , se considera como trabajo futuro
medir su rendimiento
Referencias
(Octubre de 2014)Anuario estadístico y
geográfico de Hidalgo, Instituto Nacional de
Estadística y Geografía (México).
Francisco Alberque (2015) Desarrollo
económico local descentralizado en América
Latina, Instituto Economía y Geografía Consejo
Superior de Investigación Científicas,
Ministerio de Ciencia y Tecnología.
Rocio Grediaga (2001) Retos y condiciones de
desarrollo, Revista Mexicana de investigación
educativa. ISSN 1405-66666 Vol. 6.N. 11.2001
COCyTEH. (2010). Consejo de Ciencia y
Tecnología del Estado de Hidalgo. Recuperado
el 2012, de http://cocyteh.hidalgo.gob.mx
Asociación Mexicana de la aIndustria de
Tecnologias de Información, (2013) Ruta 2025,
mejor emprendimiento de TI para el mundo.
Kendall, K. y. (1997). Análisis y diseño de
sistemas. En K. y. Kendall, Analiisis y Diseño
de Sistemas (pág. 913). Estado de México:
Prentice Hall Hispanoamericana S.A.
Senn, J. A. (2003). Análisis y Diseño de
Sistemas de Información, Colombia: McGraw-
Hill.
Rediseño, L. e. (10 de Enero de 2012). El
método de proyectos como técnica didáctica.
Monterrey Mex., Monterrey Mex., México:
Dirección de Investigación y Desarrollo
Educativo del Sistema Vicerrectoria
Académica.
Wolf, Guner. (2012). Modelado en el proceso
de negocio. Software Guru, 64.
Botert G. (2001) Ingeniería de las competencias
Libro ingeniería de las competencias:
Recuperado del ministerio de España
UNESCO. (2012). Estándares de competencia
docentes. Obtenido en TIC para de
Organización de las Naciones Unidas para la
educación, la Ciencia y la Cultura:
http://www.oei.es/tic/UNESCOEstandaresDoce
ntes.pdf
Bunk G. (1994) La trasmisión de las
competencias en la formación
perfeccionamiento profesionales, Recuperado
de la Revista europea de formación profesional.
Jerome Bruner () La teoría del desarrollo como
cultura, Centro de educación múltiple.
Hanna O. (2006) Historia y futuro de la
ingeniería de software, revista software Guro
pág 09.
Mario G. (2008). Métricas en el desarrollo de
software.
Mario G. Piattini Valthuis felix Oscar García
rubio,( ) fábrica de software, Calidad en el
desarrollo y mantenimiento de software. ISBN
970-15-0899.
254
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 245-254
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MALDONADO-SANCHEZ, Marisol, MARTINEZ-MARTIN, Gloria, FLORES-
LOPEZ, Mónica & ALAMILLA-CINTORA, Cuitlahuac. Desarrollo económico
local en las microempresas herreras con aplicaciones tecnológicas. Revista de
Tecnología e Innovación 2015
RAFAEL Alcaraz Rodríguez (2001)
Organización de equipo de trabajo, El
emprendedor de éxito. ISBN 970-10-3082-6.
IMCO (2014) Índice de competitividad Estatal.
Las reformas y los estados, Instituto Mexicano
de Competividad.
Gabriela D. (2014) Foro consultivo Científico
y Tecnológico, Ranking de la Ciencia
Tecnología e Innovación, Capacidades y
oportunidades de los sistemas Estatales de CTI.
Centro de investigación y descendencia
Económica (2006) Visión 2020, Políticas
Publicas en Materia de Tecnología de
Información y Comunicación para impulsar la
competitividad de México.

255
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 255-260
Diseño del proceso de elaboración de Tilapia (Oreochromis niloticus) enchipotlada
envasada en frasco de vidrio
DIEGO-Oscar†, CASO-Luis, HERNANDEZ-Soledad & MORALES-Ana
Universidad Tecnológica de Izúcar de Matamoros, Prol. Reforma 168, Col. Barrio de Santiago Mihuacán, Izúcar de
Matamoros, Puebla. C.P. 74420.
Recibido 5 de Enero, 2015; Aceptado 4 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El objetivo de estudio consistió en desarrollar la formulación
del producto sometida a análisis sensoriales para determinar la
de mayor agrado, mediante una análisis de varianza. Obtenida
la formulación, se realizó el diagrama de proceso. Para
determinar la inocuidad del producto se aplicó la NOM-129-
SSA1-1995, realizando los análisis microbiológicos de
Bacterias Mesófilas Aerobias, resultando 250 UFC/g, Bacterias
Psicrófilas Aerobias, Coliformes Totales, Coliformes Fecales y
S. aureus, obteniendo valores de < 10 UFC/g. Se realizó el
estudio Tecno-económico para determinar costos de producción
($ 118.77 kg) y el precio de venta ($ 160 kg) generando
utilidades ($ 41.23) atractivas para el productor y un precio
atractivo para el consumidor. Se determinaron indicadores
financieros, TIR y VAN, resultando positivos, que indican que
el proyecto es económicamente viable; la tasa de retorno de la
inversión indica que en 5 meses se recupera dicha inversión. El
análisis del Punto de Equilibrio determinó que la venta mínima
mensual debe ser de 206 Kg, para cubrir costos de producción,
estimando una producción mensual de 360 Kg. Podemos
concluir el desarrolló un producto atractivo para productores,
generando utilidades atractivas con la mínima inversión, y
ofreciendo un producto inocuo y aceptación para el
consumidor.
Tilapia, Desarrollo de Producto, Estudio Tecno-Económico
Abstract
The aim of the study was to develop product formulation of
tilapia which was subjected to sensory analysis to determine the
most accepted by consumers. With the particular product
formulation process diagram was performed. To determine
product safety, shepherded the NOM -129- SSA1- 1995,
sanitary specifications of fishery products, performing
microbiological analyzes of Bacteria Mesophilic Aerobic,
obtaining results of 250 CFU / g, Bacteria psychrophilic
Aerobic, Total Coliforms, Fecal Coliforms and S. aureus, the
latter values < 10 CFU / g were obtained. Techno - economic
study where production costs ($ 118.77 kg) were determined
and determine the selling price ($ 160 kg) generating attractive
for producers and attractive final price to the consumer gross
profits ($ 41.23) was performed. The rate of return on
investment indicates that in 5 months this investment is
recovered; financial indicators, TIR and VAN, with positive
results, indicating that the project is economically viable were
determined. Finally the Breakeven analysis in which we
determine that the minimum monthly sales should be 206 Kg to
cover production costs and from the next unit was performed to
generate profits, estimating monthly production of 360 kg can
conclude he developed an attractive product for Tilapia
producers, generating attractive profits with minimal
investment, providing a safe product and consumer acceptance.
Tilapia, product development, techno-economic survey
___________________________________________________________________________________________________
Citación: DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-Ana Diseño del proceso de elaboración de
Tilapia (Oreochromis niloticus) enchipotlada envasada en frasco de vidrio. Revista de Tecnología e Innovación 2015, 2-
2:255-260
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
256
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 255-260
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-
Ana Diseño del proceso de elaboración de Tilapia (Oreochromis
niloticus) enchipotlada envasada en frasco de vidrio. Revista de
Tecnología e Innovación 2015
Introducción
El envasado en frascos de vidrio es un método
de conservación de los alimentos que consiste
en cerrar el frasco a una determinada presión y
posteriormente calentarlos a una temperatura
que destruya microorganismos presentes en el
alimento (proceso de esterilización). (Ress &
Bettinson, 1991). Este método, así como,
enlatado, plástico o en bolsas herméticas, hace
posible la obtención de alimentos fuera de
temporada y que ofrecen una vida de anaquel
mucho más amplia. (Desrosier, 1997)
La descomposición de todos los
alimentos es causada por la acción de
microorganismos como hongos, bacterias y
levaduras, los cuales se encuentran en el mismo
alimento, en el agua, aire y suelo. Para la
conservación de alimentos es necesario detener
la acción de estos organismos con la aplicación
correcta del calor. Los frascos deben estar
herméticamente cerrados y esterilizados
después del proceso de envasado, para prevenir
la entrada de estos organismos o la
multiplicación de los mismos. (Mossel &
Moreno, 2000)
En el caso de los productos
enchipotlados, el chile (Capsicum spp.) en
cualquiera de sus especies, es parte de la dieta
del consumidor mexicano por lo cual se
desarrolló esta formulación pensando en la gran
aceptación que tienen los productos como son
filetes, camarones, pollo, etc.
La formulación de tilapia enchipotlada
empacada en frasco de vidrio ofrece grandes
ventajas como son la aceptación del
consumidor de productos enchilados y la vida
de anaquel más amplia por ser un producto con
el proceso de esterilización ventaja que ofrece a
los productos enchipotlados que normalmente
encontramos en restaurantes.
Materiales y métodos
La mojarra Tilapia (Oreochromis niloticus) se
adquirió con un productor del municipio de
Tlapanalá, Puebla. El criadero cuenta con
certificado en Buenas Practicas Acuícolas por
parte de CONAPESCA.
Para obtener un producto con la mayor
aceptación por parte del consumidor lo primero
fue desarrollar una formula determinada y
someterla a análisis sensorial, con los
resultados y comentarios obtenidos se modifico
el contenido de la salsa en cuanto a especies y
se desarrollaron dos formulaciones más para
obtener la de mayor aceptacion (figura 1),
aplicando la técnica de pruebas de aceptación
(Anzaldúa-Morales, 2005),
A partir de esta formulación final se
desarrollaron las etapas de proceso (figura 2)
para la preparación del producto.
Como resultado de esta formulación y
debido a la salsa de chipotle añadida al final del
proceso tenemos un rendimiento de 126%.
Con la finalidad de determinar la
inocuidad microbiológica durante el proceso así
como en el producto final (tabla 1), se
realizaron los análisis microbiológicos como lo
marca la NOM-129-SSA1-1995, la cual regula
las especificaciones sanitarias de productos de
la pesca: secos-salados, ahumados, moluscos
cefalópodos y gasterópodos frescos-
refrigerados y congelados.
257
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 255-260
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-
Ana Diseño del proceso de elaboración de Tilapia (Oreochromis
niloticus) enchipotlada envasada en frasco de vidrio. Revista de
Tecnología e Innovación 2015
También se determinó también el punto
dentro del proceso en dónde el riesgo
microbiológico se cancela, es decir el Punto
Critico de Control (PCC), los puntos
muestreados fueron los siguientes: materia
prima (tilapia cruda), posterior al proceso de
pasteurizado y después de 24 horas de
almacenado a 4ºC. Para tal efecto, se
cuantificaron: bacterias mesófilas aeróbias
(BMA), NOM-092-SSA1-1994; bacterias
coliformes totales (CT), NOM-113-SSA1-1994;
E. coli, NOM-112-SSA1-1994 y S. aureus,
NOM 115-SSA1-1994. De acuerdo a los
resultados, se determinó que el PCC es el
pasteurizado, por lo que éste paso deberá ser
inspeccionado y observado cada vez en la
elaboración de la tilapia enchipotlada. Además,
debe asegurarse periódicamente que el proceso
alcance 96ºC durante 30 min. (Mossel &
Moreno, 2000)
De acuerdo con el estudio técnico
realizado que se muestra en la Tabla 2, se
determinan los costos fijos y variables
(Nahmias, 2007), esto a partir de los costos
unitarios de todos los ingredientes utilizados, el
material de envase, los energéticos como gas
LP y energía eléctrica, mano de obra directa
considerando que se necesita a una persona para
la elaboración del producto y se calcula la
depreciación de los equipos utilizados.
Una vez realizado estos cálculos se
determina el costo de producción por Kg de
producto y se sugiere el precio de venta por Kg,
tomando en cuenta una ganancia atractiva para
el productor y también de menor precio al de la
competencia.
En la tabla 3 se muestran los indicadores
financieros de la viabilidad del proyecto (Baca,
2010). Este estudio se realizó tomando en
cuenta una tasa de inflación anual promedio del
5%, un incremento de ventas anual de 5% y una
tasa de riesgo de 30%.
Se realizó el análisis de Punto de
Equilibrio, figura 3, (Coss Bu, 2006), con la
determinación de los costos fijos, los costos
totales y el precio de venta, con la finalidad de
saber la cantidad de Kg que se necesitan vender
mensualmente para cubrir el total de costos y a
partir de la siguiente unidad generar utilidades.
Resultados
Se desarrollo una formula preliminar que fue
sometida a análisis sensorial y en la que se
obtuvieron comentarios para mejorar la
aceptabilidad del consumidor, posteriormente
se desarrollaron otras dos formulaciones donde
se modificaron los ingredientes de la salsa y se
sometiron a análisis sensorial para determinar la
de mayor aceptación.
Para esto los resultados obtenidos
fueron procesados con el software Minitab 14
mediante un análisis de varianza y el método de
comparación de Tukey, como se puede observar
en la Figura 1, la formulación 2 fue la más
aceptada.
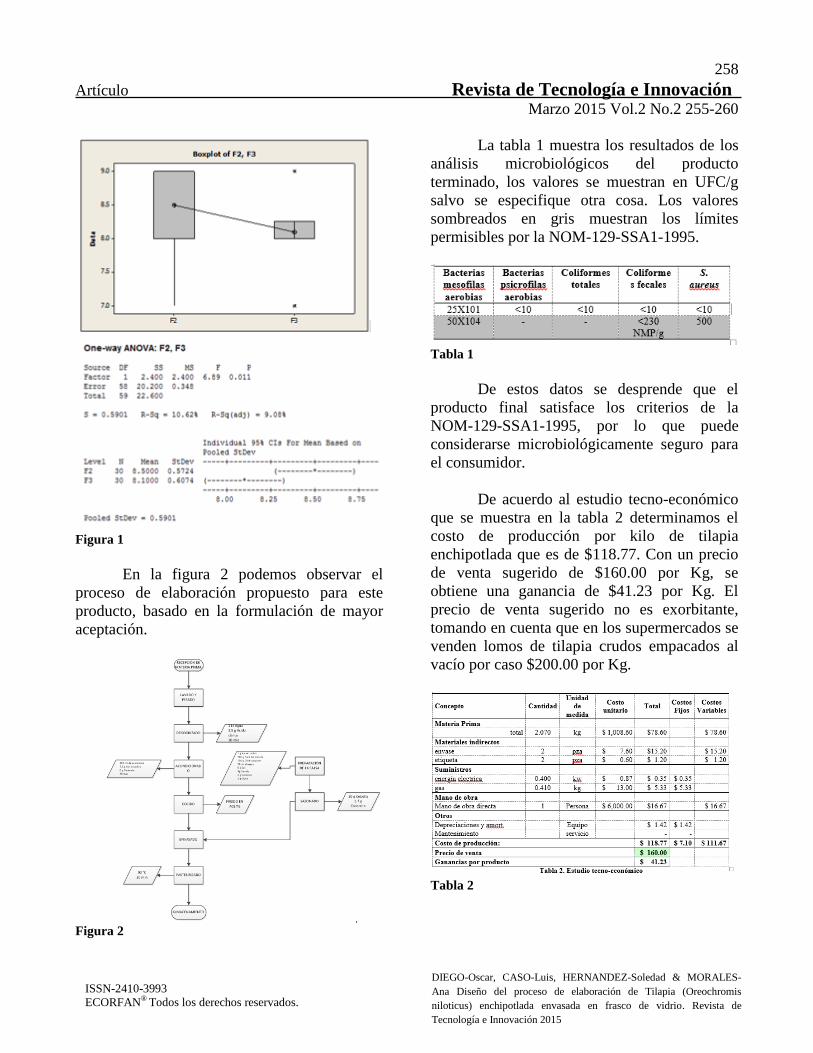
258
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 255-260
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-
Ana Diseño del proceso de elaboración de Tilapia (Oreochromis
niloticus) enchipotlada envasada en frasco de vidrio. Revista de
Tecnología e Innovación 2015
Figura 1
En la figura 2 podemos observar el
proceso de elaboración propuesto para este
producto, basado en la formulación de mayor
aceptación.
Figura 2
La tabla 1 muestra los resultados de los
análisis microbiológicos del producto
terminado, los valores se muestran en UFC/g
salvo se especifique otra cosa. Los valores
sombreados en gris muestran los límites
permisibles por la NOM-129-SSA1-1995.
Tabla 1
De estos datos se desprende que el
producto final satisface los criterios de la
NOM-129-SSA1-1995, por lo que puede
considerarse microbiológicamente seguro para
el consumidor.
De acuerdo al estudio tecno-económico
que se muestra en la tabla 2 determinamos el
costo de producción por kilo de tilapia
enchipotlada que es de $118.77. Con un precio
de venta sugerido de $160.00 por Kg, se
obtiene una ganancia de $41.23 por Kg. El
precio de venta sugerido no es exorbitante,
tomando en cuenta que en los supermercados se
venden lomos de tilapia crudos empacados al
vacío por caso $200.00 por Kg.
Tabla 2

259
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 255-260
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-
Ana Diseño del proceso de elaboración de Tilapia (Oreochromis
niloticus) enchipotlada envasada en frasco de vidrio. Revista de
Tecnología e Innovación 2015
Estimando un incremento en las ventas
anual de un 5% se obtienen valores positivos
tanto para el VAN como para la TIR, lo cual
indica que el proyecto es económicamente
viable, con un retorno de la inversión estimado
en 5 meses, como se muestra en la tabla 3.
Tabla 3
En la figura 3 se muestra el análisis del
punto de equilibrio en el proceso de elaboración
de la tilapia enchipotlada, el cual, se alcanza
cuando se venden 206 Kg mensuales de una
producción de 360 Kg en el mismo periodo.
Figura 3
Conclusiones
La formulación y proceso propuesto goza de
gran aceptación por parte del consumidor,
además de ser un proceso fácil de elaborar por
los productores.
Los análisis microbiológicos realizados
al producto nos indican que el producto es
inocuo y las especificaciones se encuentran por
debajo de la NOM-129-SSA1-1995.
En el estudio tecno económico nos
indica que del precio de venta sugerido y los
costos de producción, obtendremos atractivas
utilidades y a un precio competitivo para
beneficio del productor.
En el análisis de Punto de Equilibrio
podemos determinar la generación de utilidades
al cumplir con la venta mínima mensual de 206
kg.
Los indicadores financieros como VAN
y TIR (positivos) nos indica la viabilidad del
proyecto y con un tiempo del retorno de la
inversión muy bajo ( 5 meses), haciéndolo un
proyecto muy atractivo para los productores de
tilapia de la región.
Agradecimientos
Agradecemos al Programa de Apoyo al
Desarrollo de la Educación Superior (PADES)
2013, por el financiamiento otorgado para la
realización de este proyecto.
Referencias
Blank, L., Tarquin A. (2006). Ingeniería
Económica (6ª ed). México: Mc Graw Hill.
Tucker, I. B. (2002). Fundamentos de
Economía (3ª ed). México: Thomson.
Tawfik, L. Chavrel, A. M. (1992).
Administración de la Producción. México: Mc
Graw Hill.
Nahmias, S. (2007). Análisis de la Producción y
las Operaciones. México: Mc Graw Hill.
Baca Urbina, G. (2010). Evaluación de
Proyectos (6ª ed). México: Mc Graw Hill.
260
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 255-260
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
DIEGO-Oscar, CASO-Luis, HERNANDEZ-Soledad & MORALES-
Ana Diseño del proceso de elaboración de Tilapia (Oreochromis
niloticus) enchipotlada envasada en frasco de vidrio. Revista de
Tecnología e Innovación 2015
Coos Bu, R. (2006). Análisis y Evaluación de
Proyectos de Investigación (2ª ed). México:
Limusa.
Prescott, L. M., Harley, J. P., Klein, D. A.
(2004). Microbiología. España: Acribia.
Leveau, J. Y., Bouix M. (2000). Microbiología
Industrial. España: Acribia.
Anzaldúa-Morales, A. (2005). La Evaluación
Sensorial de los Alimentos en la Teoría y la
Prácrtica. España: Acribia.
Moll, M., Moll, N. (2006). Compendio de
Riesgos Alimentarios. España: Acribia.
Rees, J. A. G., Bettison, J. (1991). Procesado
Térmico y Envasado de los Alimentos. España:
Acribia.
Desrosier, N. W. (1997). Conservación de
Alimentos. México: CECSA.
Mossel, D. A. D., Moreno García, B. (2000).
Microbiología de los Alimentos, Fundamentos
Ecológicos para Garantizar y Comprobar la
Inocuidad y calidad de los Alimentos. España:
Acribia.
Jay, J. L. (2000). Microbiología Moderna de los
Alimentos (4ª ed). España: Acribia.

261
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
Mejora en la eficiencia mediante la técnica TPM en una empresa del ramo minero
SUAREZ-Martha†, ZAMORA-Martha & MARTINEZ-Lydia Recibido 5 de Enero, 2015; Aceptado 4 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El presente trabajo contempla resultados de una investigación
realizada en la empresa dedicada a la perforación minera en
periodo 2012-2013. El proyecto de investigación aplicada
consistió en la implementación de un Sistema de operación
basado en el Mantenimiento Productivo Total (TPM) para el
Departamento de Mantenimiento tomando como prueba piloto
la maquinaria más utilizada que son las perforadoras para
minas. La implementación del TPM fue mediante técnicas de
detección de fallas, programa de mejora en la operación del
área, su aplicación, análisis de resultados, lográndose un
aumento del grado de confiabilidad y disponibilidad de los
equipos y por consiguiente aumenta la vida útil de la
maquinaria.
TPM (Sistema de operación basado en el Mantenimiento
Productivo Total), Gráfico de Gantt, Lista de verificación, 5
“S”, stand by (modo de espera)
Abstract
This paper provides results of an investigation into the company
engaged in mineral drilling in 2012-2013. The applied research
project was the implementation of an operating system based on
the Total Productive Maintenance (TPM) for the Maintenance
Department as a pilot taking the machinery used to mine are
boring. The implementation of TPM was using troubleshooting
techniques, program improvement in the operation area,
implementation, analysis of results, achieving an increased
level of reliability and availability of equipment, thus increasing
the useful life of machinery.
PM (operating system based on Total Productive
Maintenance), Gantt Chart, Checklist, 5 "S" stand by
(standby)
___________________________________________________________________________________________________ Citación: SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia. Mejora en la eficiencia mediante la técnica TPM en
una empresa del ramo minero. Revista de Tecnología e Innovación 2015, 2-2:261-268
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
262
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
Introducción
La finalidad del artículo es mostrar los
resultados de la implementación del TPM
(Sistema de operación basado en el
Mantenimiento Productivo Total) y cumplir el
objetivo de mejorar la productividad de un área
en la empresa dedicada a la perforación minera,
específicamente en el departamento de
Mantenimiento, en base a una metodología de
diagnóstico utilizando técnicas de detección de
fallas, propuesta de mejora y resultados de la
aplicación de la técnica de TPM, utilizando una
prueba piloto a cuatro perforadoras mineras.
Una vez implementadas las acciones de TPM
en el área de mantenimiento de las Perforadoras
de minas, se alcanza a percibir una mejora
notable, en el número de fallas. Las razones que
motivaron a la investigación fue la solicitud de
la empresa por mejorar la productividad del
área de Mantenimiento.
Desarrollo
Materiales y métodos
La Implementación del TPM es un proceso al
que se le debe prestar la máxima atención y
buscar la mejor asesoría posible Casanova
(2012), pues es un programa a largo plazo de 3
a 5 años, en el que se invertirá un altísimo
esfuerzo, no solo de los directivos, Benítez
(1998), sino de todo el personal. El estudio
realizado en la empresa dedicada a la
perforación minera, está basado en una prueba
piloto donde se implementó TPM en un periodo
de 6 meses en el departamento de
Mantenimiento de perforadoras de minas. A
continuación se presentan la metodología que
se aplicó para llevar a cabo dicho estudio:
a) Recorrido por áreas: Utilizando
técnicas de observación, hoja de verificación,
fotografías y video.
b)Entrevista con Gerente de
Mantenimiento: Se realizó plática con el
encargado del área de mantenimiento, quien
expresó sus expectativas en cuanto al proyecto
que les sería de utilidad, manifestando que les
interesaba tener un sistema de operación que les
asegure mayor eficiencia y productividad en su
quehacer cotidiano, razón por la cual se
determinó que un Diagnóstico de la eficiencia
para el Departamento de Mantenimiento basado
en TPM y su implementación sería un proyecto
que lograría el objetivo de detectar las posibles
anomalías que estuvieran disminuyendo la
productividad de esta área y mejoraría su
eficiencia.
c) Diagnóstico de la situación actual.
Se recabó toda la información pertinente acerca
de la operación del Departamento de
Mantenimiento, para la detección de áreas de
oportunidad.
Se encontraron las siguientes áreas de
oportunidad las cuales se describen a
continuación:
a) El continuo progreso de la tecnología
vehicular así como de los procesos
técnicos del mantenimiento, han
exigido a este departamento un
desarrollo, que sin embargo, no está a la
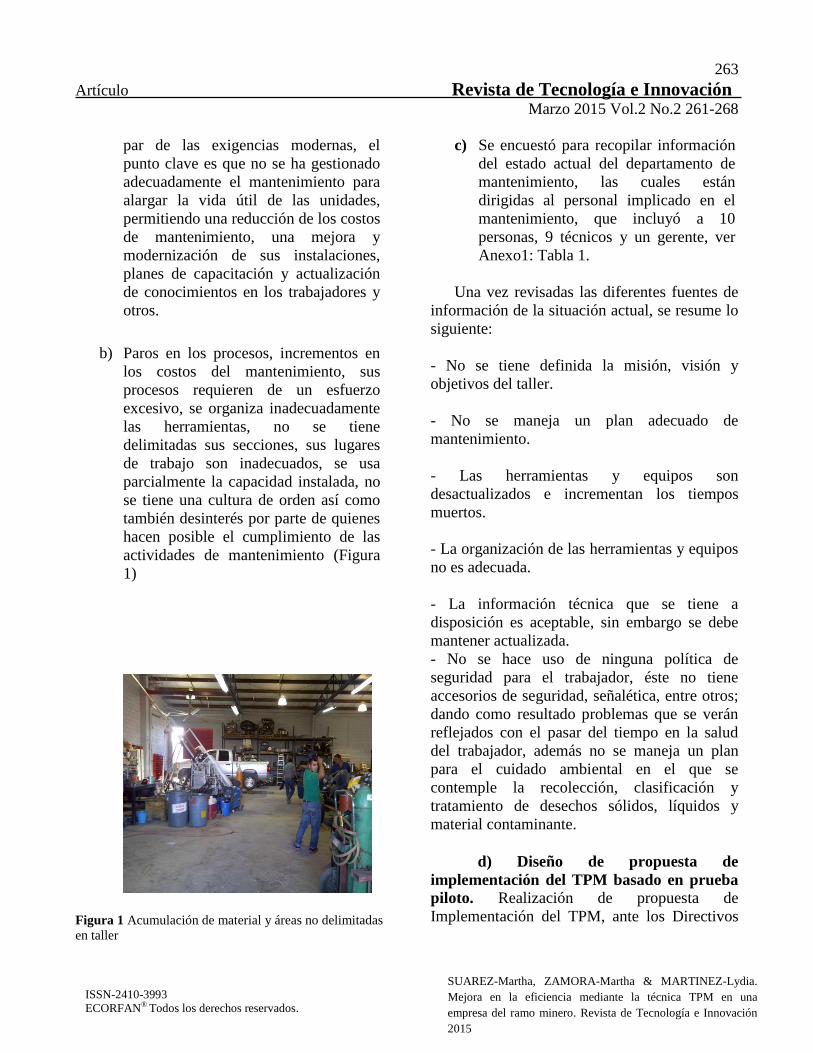
263
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
par de las exigencias modernas, el
punto clave es que no se ha gestionado
adecuadamente el mantenimiento para
alargar la vida útil de las unidades,
permitiendo una reducción de los costos
de mantenimiento, una mejora y
modernización de sus instalaciones,
planes de capacitación y actualización
de conocimientos en los trabajadores y
otros.
b) Paros en los procesos, incrementos en
los costos del mantenimiento, sus
procesos requieren de un esfuerzo
excesivo, se organiza inadecuadamente
las herramientas, no se tiene
delimitadas sus secciones, sus lugares
de trabajo son inadecuados, se usa
parcialmente la capacidad instalada, no
se tiene una cultura de orden así como
también desinterés por parte de quienes
hacen posible el cumplimiento de las
actividades de mantenimiento (Figura
1)
Figura 1 Acumulación de material y áreas no delimitadas
en taller
c) Se encuestó para recopilar información
del estado actual del departamento de
mantenimiento, las cuales están
dirigidas al personal implicado en el
mantenimiento, que incluyó a 10
personas, 9 técnicos y un gerente, ver
Anexo1: Tabla 1.
Una vez revisadas las diferentes fuentes de
información de la situación actual, se resume lo
siguiente:
- No se tiene definida la misión, visión y
objetivos del taller.
- No se maneja un plan adecuado de
mantenimiento.
- Las herramientas y equipos son
desactualizados e incrementan los tiempos
muertos.
- La organización de las herramientas y equipos
no es adecuada.
- La información técnica que se tiene a
disposición es aceptable, sin embargo se debe
mantener actualizada.
- No se hace uso de ninguna política de
seguridad para el trabajador, éste no tiene
accesorios de seguridad, señalética, entre otros;
dando como resultado problemas que se verán
reflejados con el pasar del tiempo en la salud
del trabajador, además no se maneja un plan
para el cuidado ambiental en el que se
contemple la recolección, clasificación y
tratamiento de desechos sólidos, líquidos y
material contaminante.
d) Diseño de propuesta de
implementación del TPM basado en prueba
piloto. Realización de propuesta de
Implementación del TPM, ante los Directivos
264
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
de la empresa para su aprobación,
implementación de TPM.
A continuación se presentan las fases
que se siguieron para la implementación del
TPM en el departamento de Mantenimiento de
la empresa:
1.Preparación: La Gerencia anuncia y
capacita a su personal y crea una organización
de promoción, estableciendo políticas y
objetivos, además diseñando el Plan Maestro
del TPM (duración: 2 semanas).
2.Introducción: Se hace el lanzamiento
oficial del proyecto, se informa la planeación
realizada (duración: 1 semana).
3.Implantación: Implementar los
programas y actividades para eficientar la
producción: Entrenamiento y capacitación que
requiera el personal en mantenimiento,
operación de equipos. Se implementa cada una
de las etapas del programa del TPM
(Mantenimiento autónomo apoyado en la
técnica 5´s).
Con prueba piloto enfocándose en el
mantenimiento de cuatro perforadoras de
minas, realizándose actividades como registro e
indicadores de Mantenimiento, análisis de
fallas, diagrama de pescado, frecuencia de
fallas, tasa de operación promedio de las
perforadoras, rendimiento (duración: 20
semanas).
4. Consolidación Se afinan detalles y se
consideran objetivos cada vez más elevados, se
realizan mejoras en los procedimientos de
trabajo y de mantenimiento del equipo
(duración: 1 semana y seguimiento constante).
Implantación de la metodología de las 5S de
calidad, como parte del Mantenimiento
Autónomo
SEIRI- Clasificar
Procedimiento: el primer paso a seguir de parte
de todo el personal en cada una de sus áreas es
la clasificación de todos los accesorios
(herramientas, equipos e insumos) de forma
racional. Deben realizar la clasificación de
acuerdo a lo siguiente:
Clasificación de accesorios de uso
frecuente
Clasificación de accesorios de uso no
muy frecuente.
Clasificación de accesorios de uso no
frecuente.
Otra forma que se recomienda es una tarjeta
roja (de expulsión) es colocada a cada artículo
que se considera no necesario para la operación.
Enseguida, estos artículos son llevados a una
área de almacenamiento transitorio. Más tarde,
si se confirmó que eran innecesarios, estos se
dividirán en dos clases, los que son utilizables
para otra operación y los inútiles que serán
descartados. Este paso de ordenamiento es una
manera excelente de liberar espacios de piso
desechando cosas tales como: herramientas
rotas, aditamentos o herramientas obsoletas,
recortes y excesos de materia prima. Este paso
también ayuda a eliminar la mentalidad de "Por
Si Acaso".
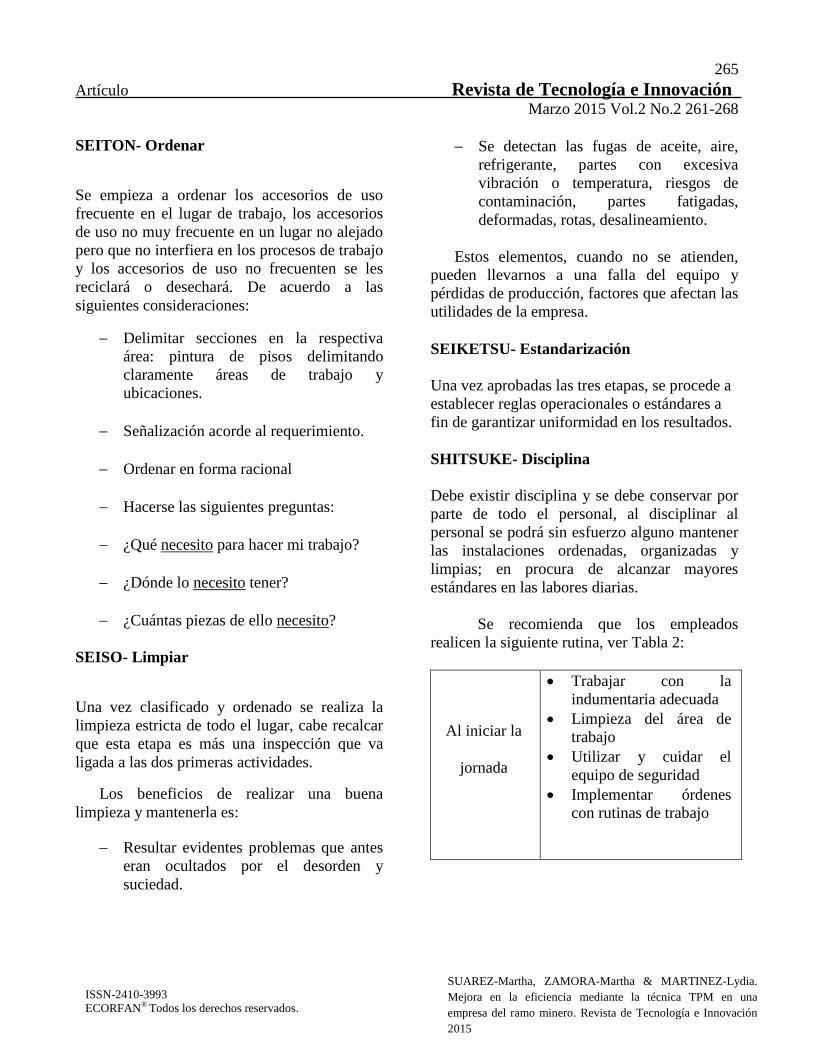
265
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
SEITON- Ordenar
Se empieza a ordenar los accesorios de uso
frecuente en el lugar de trabajo, los accesorios
de uso no muy frecuente en un lugar no alejado
pero que no interfiera en los procesos de trabajo
y los accesorios de uso no frecuenten se les
reciclará o desechará. De acuerdo a las
siguientes consideraciones:
Delimitar secciones en la respectiva
área: pintura de pisos delimitando
claramente áreas de trabajo y
ubicaciones.
Señalización acorde al requerimiento.
Ordenar en forma racional
Hacerse las siguientes preguntas:
¿Qué necesito para hacer mi trabajo?
¿Dónde lo necesito tener?
¿Cuántas piezas de ello necesito?
SEISO- Limpiar
Una vez clasificado y ordenado se realiza la
limpieza estricta de todo el lugar, cabe recalcar
que esta etapa es más una inspección que va
ligada a las dos primeras actividades.
Los beneficios de realizar una buena
limpieza y mantenerla es:
Resultar evidentes problemas que antes
eran ocultados por el desorden y
suciedad.
Se detectan las fugas de aceite, aire,
refrigerante, partes con excesiva
vibración o temperatura, riesgos de
contaminación, partes fatigadas,
deformadas, rotas, desalineamiento.
Estos elementos, cuando no se atienden,
pueden llevarnos a una falla del equipo y
pérdidas de producción, factores que afectan las
utilidades de la empresa.
SEIKETSU- Estandarización
Una vez aprobadas las tres etapas, se procede a
establecer reglas operacionales o estándares a
fin de garantizar uniformidad en los resultados.
SHITSUKE- Disciplina
Debe existir disciplina y se debe conservar por
parte de todo el personal, al disciplinar al
personal se podrá sin esfuerzo alguno mantener
las instalaciones ordenadas, organizadas y
limpias; en procura de alcanzar mayores
estándares en las labores diarias.
Se recomienda que los empleados
realicen la siguiente rutina, ver Tabla 2:
Al iniciar la
jornada
Trabajar con la
indumentaria adecuada
Limpieza del área de
trabajo
Utilizar y cuidar el
equipo de seguridad
Implementar órdenes
con rutinas de trabajo
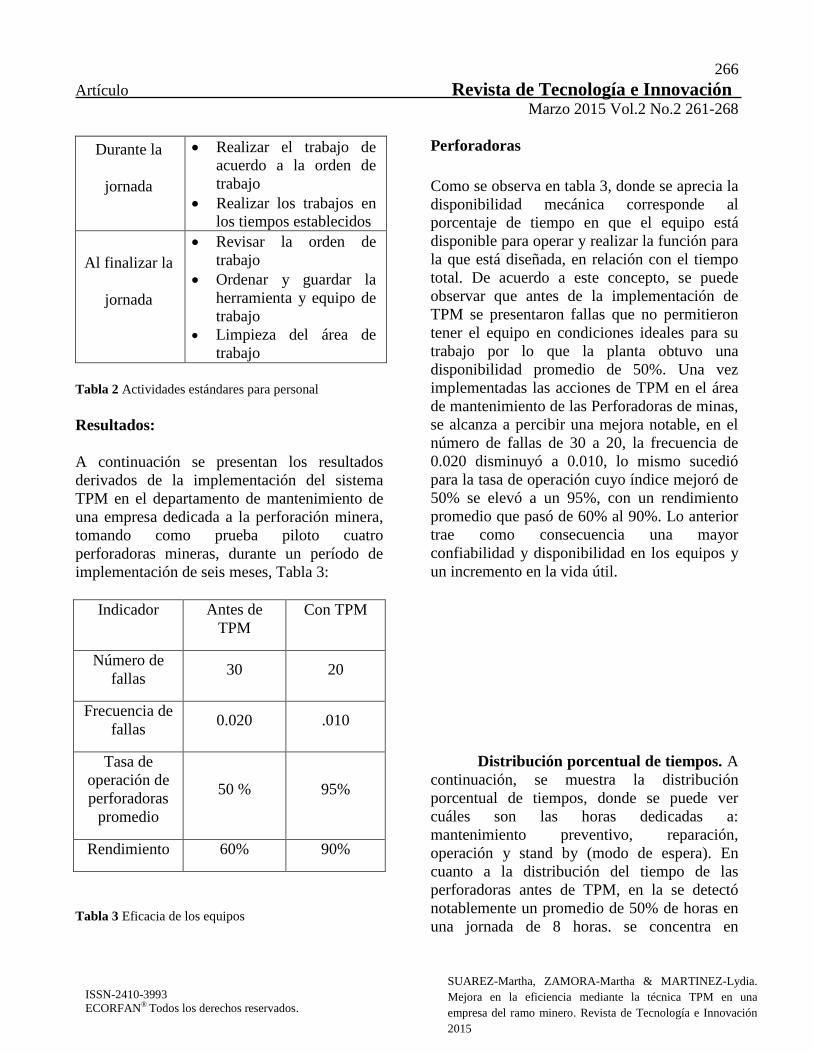
266
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
Durante la
jornada
Realizar el trabajo de
acuerdo a la orden de
trabajo
Realizar los trabajos en
los tiempos establecidos
Al finalizar la
jornada
Revisar la orden de
trabajo
Ordenar y guardar la
herramienta y equipo de
trabajo
Limpieza del área de
trabajo
Tabla 2 Actividades estándares para personal
Resultados:
A continuación se presentan los resultados
derivados de la implementación del sistema
TPM en el departamento de mantenimiento de
una empresa dedicada a la perforación minera,
tomando como prueba piloto cuatro
perforadoras mineras, durante un período de
implementación de seis meses, Tabla 3:
Indicador Antes de
TPM
Con TPM
Número de
fallas 30 20
Frecuencia de
fallas 0.020 .010
Tasa de
operación de
perforadoras
promedio
50 % 95%
Rendimiento 60% 90%
Tabla 3 Eficacia de los equipos
Perforadoras
Como se observa en tabla 3, donde se aprecia la
disponibilidad mecánica corresponde al
porcentaje de tiempo en que el equipo está
disponible para operar y realizar la función para
la que está diseñada, en relación con el tiempo
total. De acuerdo a este concepto, se puede
observar que antes de la implementación de
TPM se presentaron fallas que no permitieron
tener el equipo en condiciones ideales para su
trabajo por lo que la planta obtuvo una
disponibilidad promedio de 50%. Una vez
implementadas las acciones de TPM en el área
de mantenimiento de las Perforadoras de minas,
se alcanza a percibir una mejora notable, en el
número de fallas de 30 a 20, la frecuencia de
0.020 disminuyó a 0.010, lo mismo sucedió
para la tasa de operación cuyo índice mejoró de
50% se elevó a un 95%, con un rendimiento
promedio que pasó de 60% al 90%. Lo anterior
trae como consecuencia una mayor
confiabilidad y disponibilidad en los equipos y
un incremento en la vida útil.
Distribución porcentual de tiempos. A
continuación, se muestra la distribución
porcentual de tiempos, donde se puede ver
cuáles son las horas dedicadas a:
mantenimiento preventivo, reparación,
operación y stand by (modo de espera). En
cuanto a la distribución del tiempo de las
perforadoras antes de TPM, en la se detectó
notablemente un promedio de 50% de horas en
una jornada de 8 horas. se concentra en
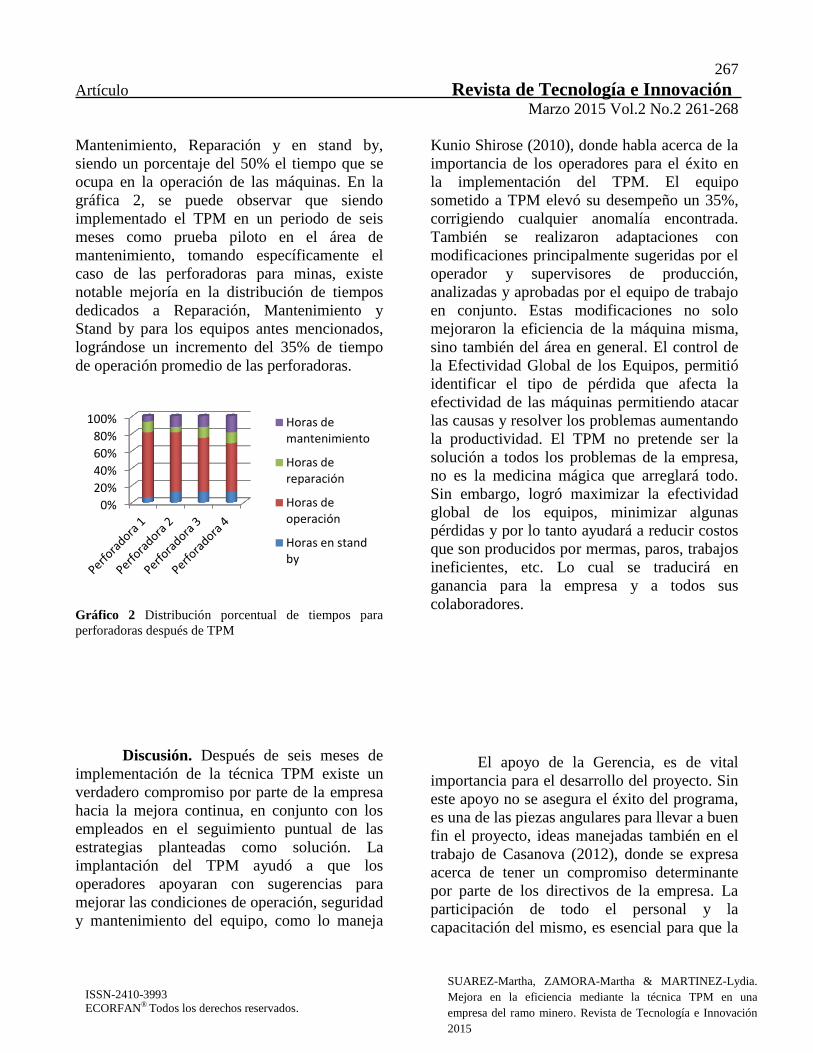
267
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
Mantenimiento, Reparación y en stand by,
siendo un porcentaje del 50% el tiempo que se
ocupa en la operación de las máquinas. En la
gráfica 2, se puede observar que siendo
implementado el TPM en un periodo de seis
meses como prueba piloto en el área de
mantenimiento, tomando específicamente el
caso de las perforadoras para minas, existe
notable mejoría en la distribución de tiempos
dedicados a Reparación, Mantenimiento y
Stand by para los equipos antes mencionados,
lográndose un incremento del 35% de tiempo
de operación promedio de las perforadoras.
Gráfico 2 Distribución porcentual de tiempos para
perforadoras después de TPM
Discusión. Después de seis meses de
implementación de la técnica TPM existe un
verdadero compromiso por parte de la empresa
hacia la mejora continua, en conjunto con los
empleados en el seguimiento puntual de las
estrategias planteadas como solución. La
implantación del TPM ayudó a que los
operadores apoyaran con sugerencias para
mejorar las condiciones de operación, seguridad
y mantenimiento del equipo, como lo maneja
Kunio Shirose (2010), donde habla acerca de la
importancia de los operadores para el éxito en
la implementación del TPM. El equipo
sometido a TPM elevó su desempeño un 35%,
corrigiendo cualquier anomalía encontrada.
También se realizaron adaptaciones con
modificaciones principalmente sugeridas por el
operador y supervisores de producción,
analizadas y aprobadas por el equipo de trabajo
en conjunto. Estas modificaciones no solo
mejoraron la eficiencia de la máquina misma,
sino también del área en general. El control de
la Efectividad Global de los Equipos, permitió
identificar el tipo de pérdida que afecta la
efectividad de las máquinas permitiendo atacar
las causas y resolver los problemas aumentando
la productividad. El TPM no pretende ser la
solución a todos los problemas de la empresa,
no es la medicina mágica que arreglará todo.
Sin embargo, logró maximizar la efectividad
global de los equipos, minimizar algunas
pérdidas y por lo tanto ayudará a reducir costos
que son producidos por mermas, paros, trabajos
ineficientes, etc. Lo cual se traducirá en
ganancia para la empresa y a todos sus
colaboradores.
El apoyo de la Gerencia, es de vital
importancia para el desarrollo del proyecto. Sin
este apoyo no se asegura el éxito del programa,
es una de las piezas angulares para llevar a buen
fin el proyecto, ideas manejadas también en el
trabajo de Casanova (2012), donde se expresa
acerca de tener un compromiso determinante
por parte de los directivos de la empresa. La
participación de todo el personal y la
capacitación del mismo, es esencial para que la
0%
20%
40%
60%
80%
100% Horas demantenimiento
Horas dereparación
Horas deoperación
Horas en standby
268
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 261-268
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SUAREZ-Martha, ZAMORA-Martha & MARTINEZ-Lydia.
Mejora en la eficiencia mediante la técnica TPM en una
empresa del ramo minero. Revista de Tecnología e Innovación
2015
empresa salga adelante. Se debe recordar que
una empresa, son todas las personas que
trabajan dentro de ella por lo tanto si se desea
que la empresa crezca, todo su personal debe
crecer según Álvarez (2008).
Agradecimiento
Agradecemos el apoyo y las facilidades brindadas
por la empresa, para llevar a cabo el proyecto
consistente en la prueba piloto de implementación
del TPM en el departamento de Mantenimiento.
Conclusiones
Al concluir la Implementación de la técnica
TPM en el departamento de Mantenimiento de
esta empresa se concluye lo siguiente:
a) El Departamento contará con una
estructura organizacional más sólida que le
brindará soporte para otorgar un mejor servicio
a las áreas que integran la empresa, quienes
solicitan sus servicios.
b) Un enfoque sistemático para la
identificación de áreas de oportunidad que
ayuda al desarrollo e implementación de planes
de mejora continua.
c) Se logró maximizar la efectividad de
los equipos, minimizando las fallas y con ello
mejorar la rentabilidad de las mismas.
d) Mejor comunicación entre los
miembros del equipo de trabajo y demás
departamentos, mediante la implementación de
procedimientos que garantizan la obtención del
nivel de satisfacción de los clientes internos.
e) Se recomienda la capacitación
constante del recurso humano, ya que es pieza
fundamental para el éxito y mantenimiento de
los logros obtenidos.
Referencias
Álvarez Laverde, H. Kuratomi, I. Necesidad de
Implementar los pilares fundamentales TPM
(online)2008.Disponibleen:http://www.ceroaver
ias.com/centroTPM/articulospublicados/2001-
4.htm
Benítez Hernández, L. E. (1998). Mejoramiento
Continuo por Medio del Mantenimiento
Productivo Total en:Clase Empresarial
Casanova Silva, Nestor (2012), “TPM en la
Gestión de activos”, Revista Electroindustria
(enlínea).http://emb.cl/electroindustria/articulo.
mvc
Kunio Shirose (2010), ―TPM para operadores‖
(2010), Ed. Limusa
Lourival Augusto Tavares (2004),
―Administración Moderna de Mantenimiento‖,
Ed. Limusa

269
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
Diagnóstico de Producción Más Limpia en Talleres Mecánicos Automotrices en
Ciudad Valles, S.L.P
RUEDA-Belzabet†, VIDAL-Eleazar, ACOSTA-Dulce & HUERTA-Rosalba
Instituto Tecnológico de Ciudad de Valles
Recibido 28 de Enero, 2015; Aceptado9 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
En el presente trabajo se planteó como objetivo, elaborar un
diagnóstico de producción más limpia en los talleres mecánicos
automotrices de tres empresas de Ciudad Valles, S.L.P., que
permitiera conocer los materiales de entrada y salida de sus
procesos, el cumplimiento legal en materia de residuos
peligrosos y sólidos urbanos y proponer recomendaciones. Se
realizó una investigación exploratoria para determinar la
problemática. Para ello, se partió de la información
proporcionada por la SEMARNAT y Dirección de Ecología del
Municipio respecto a los talleres mecánicos registrados en la
localidad, se realizaron visitas de prediagnóstico a los mismos y
posteriormente se seleccionaron a los participantes. Se hizo uso
de la investigación descriptiva, al recolectar datos, mediante
técnicas como la entrevista y la observación, para elaborar los
diagramas de flujo de los procesos que se llevan a cabo en los
talleres. Con los datos de los diagramas se identificaron los
materiales usados y los residuos generados en los procesos. Se
hizo una revisión de la normatividad aplicable y se evaluó su
cumplimiento. Se propició el involucramiento del personal para
conocer los requisitos legales en materia de residuos, así como
para considerar prioritaria la necesidad de dar cumplimiento a
los mismos.
Producción más limpia, Residuo peligroso, residuos sólidos
urbanos, normatividad ambiental, plan de manejo
Abstract
In the present work, the main goal is to develop a diagnosis of
cleaner production in mechanical workshops for automotive,
and specifically for three companies in Valles City, S.L.P., that
would allow to know the legal compliance about the
management of the hazardous waste and solid urban, in order to
propose some recommendations. It was an exploratory research
to define the problem. To do this, the Municipality Ecology'
Directorate and SEMARNAT, provided the information about
the registered mechanical workshops in the town, after that,
were visits in order to make a previous diagnosis and finally
make a selection of the participants. Using descriptive research
to collect data, through techniques such as interview and
observation, to develop the flow charts of the processes that
take place in the workshops. With the data of the diagrams,
were identified the materials used and waste generated in the
processes. It was a revision of the applicable legislation in order
to evaluate their compliance. In the mechanical workshops, the
staff have been encouraged to learn regarding the legal
requirements about the management of the waste, as well as to
prioritise to comply them.
Cleaner Production, Hazardous waste, municipal solid
waste, environmental regulations, management plan
___________________________________________________________________________________________________
Citación: RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce & HUERTA-Rosalba. Diagnóstico de Producción Más
Limpia en Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P. Revista de Tecnología e Innovación 2015, 2-2:269-
278
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
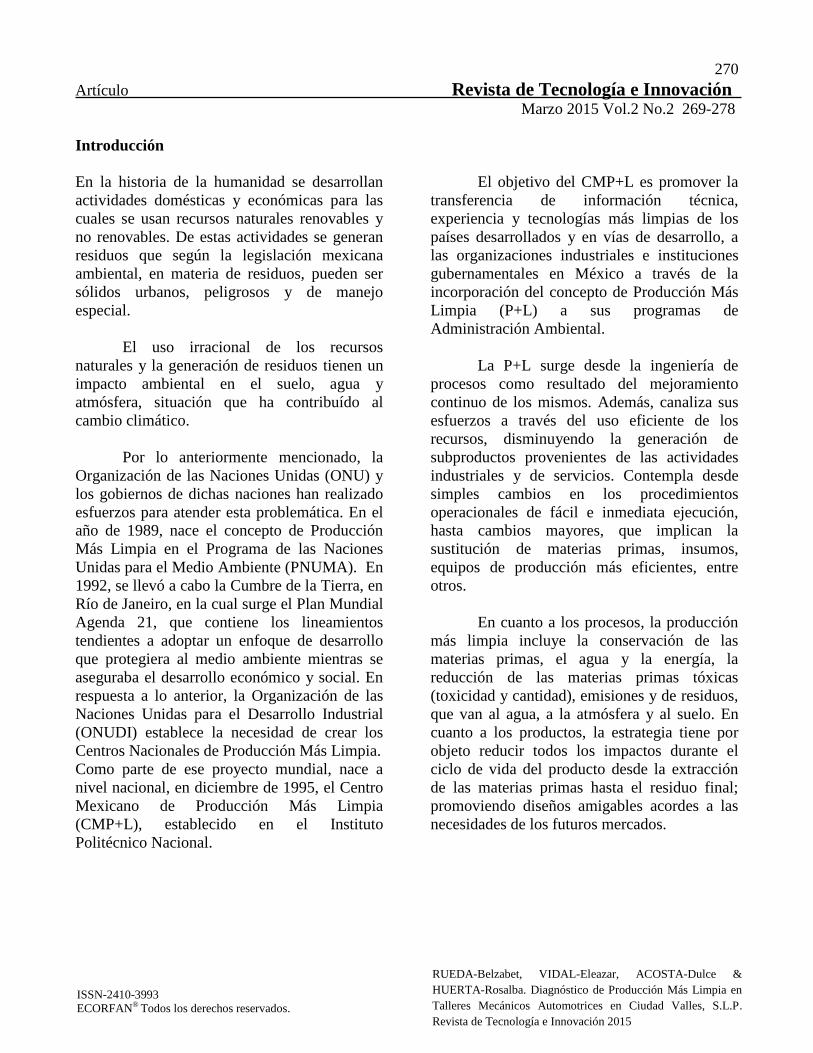
270
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Introducción
En la historia de la humanidad se desarrollan
actividades domésticas y económicas para las
cuales se usan recursos naturales renovables y
no renovables. De estas actividades se generan
residuos que según la legislación mexicana
ambiental, en materia de residuos, pueden ser
sólidos urbanos, peligrosos y de manejo
especial.
El uso irracional de los recursos
naturales y la generación de residuos tienen un
impacto ambiental en el suelo, agua y
atmósfera, situación que ha contribuído al
cambio climático.
Por lo anteriormente mencionado, la
Organización de las Naciones Unidas (ONU) y
los gobiernos de dichas naciones han realizado
esfuerzos para atender esta problemática. En el
año de 1989, nace el concepto de Producción
Más Limpia en el Programa de las Naciones
Unidas para el Medio Ambiente (PNUMA). En
1992, se llevó a cabo la Cumbre de la Tierra, en
Río de Janeiro, en la cual surge el Plan Mundial
Agenda 21, que contiene los lineamientos
tendientes a adoptar un enfoque de desarrollo
que protegiera al medio ambiente mientras se
aseguraba el desarrollo económico y social. En
respuesta a lo anterior, la Organización de las
Naciones Unidas para el Desarrollo Industrial
(ONUDI) establece la necesidad de crear los
Centros Nacionales de Producción Más Limpia.
Como parte de ese proyecto mundial, nace a
nivel nacional, en diciembre de 1995, el Centro
Mexicano de Producción Más Limpia
(CMP+L), establecido en el Instituto
Politécnico Nacional.
El objetivo del CMP+L es promover la
transferencia de información técnica,
experiencia y tecnologías más limpias de los
países desarrollados y en vías de desarrollo, a
las organizaciones industriales e instituciones
gubernamentales en México a través de la
incorporación del concepto de Producción Más
Limpia (P+L) a sus programas de
Administración Ambiental.
La P+L surge desde la ingeniería de
procesos como resultado del mejoramiento
continuo de los mismos. Además, canaliza sus
esfuerzos a través del uso eficiente de los
recursos, disminuyendo la generación de
subproductos provenientes de las actividades
industriales y de servicios. Contempla desde
simples cambios en los procedimientos
operacionales de fácil e inmediata ejecución,
hasta cambios mayores, que implican la
sustitución de materias primas, insumos,
equipos de producción más eficientes, entre
otros.
En cuanto a los procesos, la producción
más limpia incluye la conservación de las
materias primas, el agua y la energía, la
reducción de las materias primas tóxicas
(toxicidad y cantidad), emisiones y de residuos,
que van al agua, a la atmósfera y al suelo. En
cuanto a los productos, la estrategia tiene por
objeto reducir todos los impactos durante el
ciclo de vida del producto desde la extracción
de las materias primas hasta el residuo final;
promoviendo diseños amigables acordes a las
necesidades de los futuros mercados.
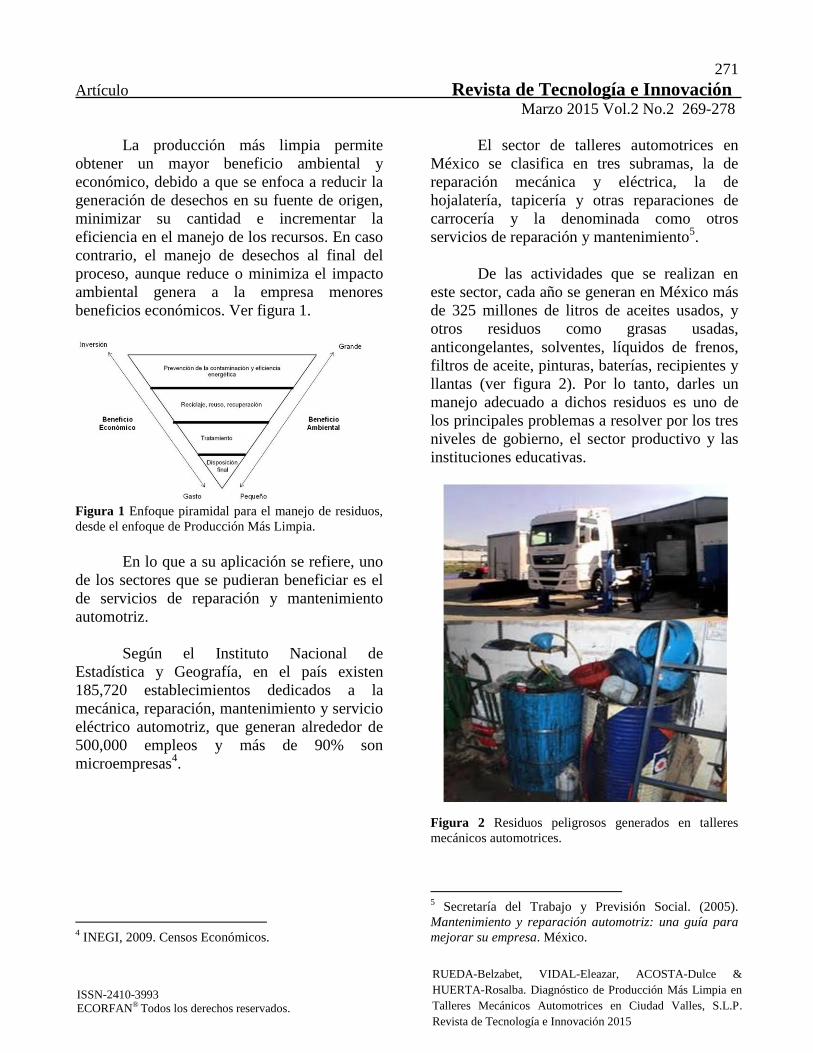
271
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
La producción más limpia permite
obtener un mayor beneficio ambiental y
económico, debido a que se enfoca a reducir la
generación de desechos en su fuente de origen,
minimizar su cantidad e incrementar la
eficiencia en el manejo de los recursos. En caso
contrario, el manejo de desechos al final del
proceso, aunque reduce o minimiza el impacto
ambiental genera a la empresa menores
beneficios económicos. Ver figura 1.
Figura 1 Enfoque piramidal para el manejo de residuos,
desde el enfoque de Producción Más Limpia.
En lo que a su aplicación se refiere, uno
de los sectores que se pudieran beneficiar es el
de servicios de reparación y mantenimiento
automotriz.
Según el Instituto Nacional de
Estadística y Geografía, en el país existen
185,720 establecimientos dedicados a la
mecánica, reparación, mantenimiento y servicio
eléctrico automotriz, que generan alrededor de
500,000 empleos y más de 90% son
microempresas4.
4 INEGI, 2009. Censos Económicos.
El sector de talleres automotrices en
México se clasifica en tres subramas, la de
reparación mecánica y eléctrica, la de
hojalatería, tapicería y otras reparaciones de
carrocería y la denominada como otros
servicios de reparación y mantenimiento5.
De las actividades que se realizan en
este sector, cada año se generan en México más
de 325 millones de litros de aceites usados, y
otros residuos como grasas usadas,
anticongelantes, solventes, líquidos de frenos,
filtros de aceite, pinturas, baterías, recipientes y
llantas (ver figura 2). Por lo tanto, darles un
manejo adecuado a dichos residuos es uno de
los principales problemas a resolver por los tres
niveles de gobierno, el sector productivo y las
instituciones educativas.
Figura 2 Residuos peligrosos generados en talleres
mecánicos automotrices.
5 Secretaría del Trabajo y Previsión Social. (2005).
Mantenimiento y reparación automotriz: una guía para
mejorar su empresa. México.
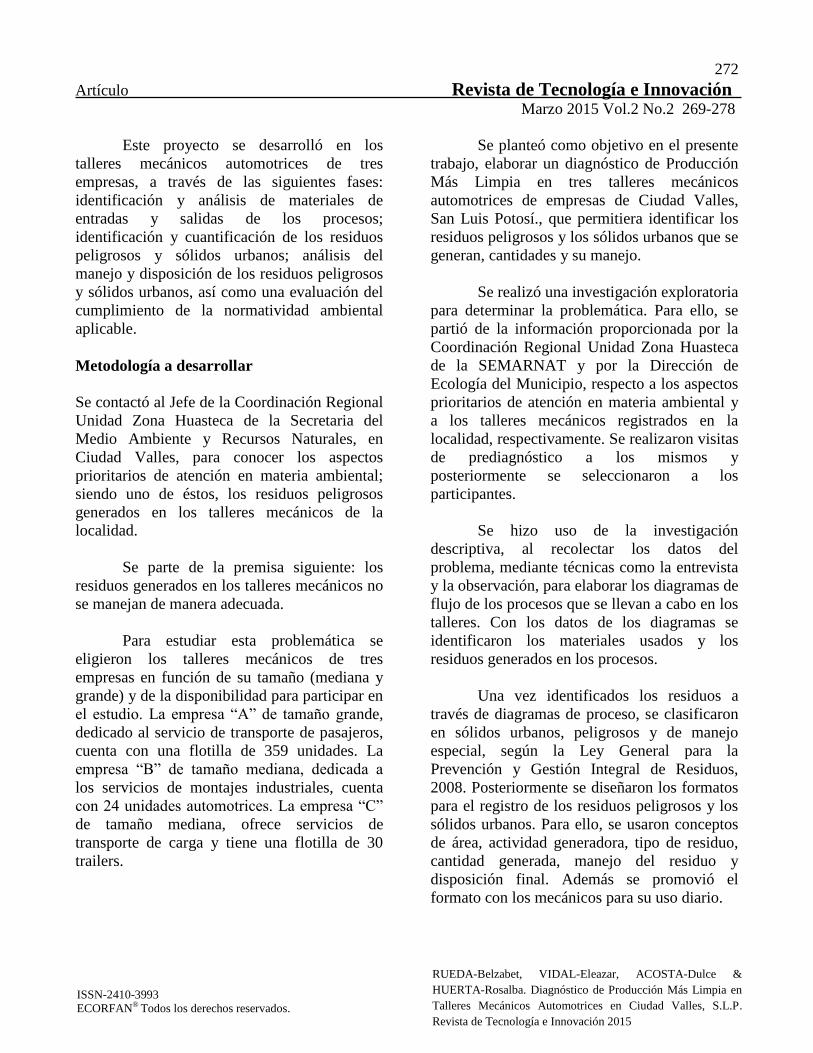
272
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Este proyecto se desarrolló en los
talleres mecánicos automotrices de tres
empresas, a través de las siguientes fases:
identificación y análisis de materiales de
entradas y salidas de los procesos;
identificación y cuantificación de los residuos
peligrosos y sólidos urbanos; análisis del
manejo y disposición de los residuos peligrosos
y sólidos urbanos, así como una evaluación del
cumplimiento de la normatividad ambiental
aplicable.
Metodología a desarrollar
Se contactó al Jefe de la Coordinación Regional
Unidad Zona Huasteca de la Secretaria del
Medio Ambiente y Recursos Naturales, en
Ciudad Valles, para conocer los aspectos
prioritarios de atención en materia ambiental;
siendo uno de éstos, los residuos peligrosos
generados en los talleres mecánicos de la
localidad.
Se parte de la premisa siguiente: los
residuos generados en los talleres mecánicos no
se manejan de manera adecuada.
Para estudiar esta problemática se
eligieron los talleres mecánicos de tres
empresas en función de su tamaño (mediana y
grande) y de la disponibilidad para participar en
el estudio. La empresa ―A‖ de tamaño grande,
dedicado al servicio de transporte de pasajeros,
cuenta con una flotilla de 359 unidades. La
empresa ―B‖ de tamaño mediana, dedicada a
los servicios de montajes industriales, cuenta
con 24 unidades automotrices. La empresa ―C‖
de tamaño mediana, ofrece servicios de
transporte de carga y tiene una flotilla de 30
trailers.
Se planteó como objetivo en el presente
trabajo, elaborar un diagnóstico de Producción
Más Limpia en tres talleres mecánicos
automotrices de empresas de Ciudad Valles,
San Luis Potosí., que permitiera identificar los
residuos peligrosos y los sólidos urbanos que se
generan, cantidades y su manejo.
Se realizó una investigación exploratoria
para determinar la problemática. Para ello, se
partió de la información proporcionada por la
Coordinación Regional Unidad Zona Huasteca
de la SEMARNAT y por la Dirección de
Ecología del Municipio, respecto a los aspectos
prioritarios de atención en materia ambiental y
a los talleres mecánicos registrados en la
localidad, respectivamente. Se realizaron visitas
de prediagnóstico a los mismos y
posteriormente se seleccionaron a los
participantes.
Se hizo uso de la investigación
descriptiva, al recolectar los datos del
problema, mediante técnicas como la entrevista
y la observación, para elaborar los diagramas de
flujo de los procesos que se llevan a cabo en los
talleres. Con los datos de los diagramas se
identificaron los materiales usados y los
residuos generados en los procesos.
Una vez identificados los residuos a
través de diagramas de proceso, se clasificaron
en sólidos urbanos, peligrosos y de manejo
especial, según la Ley General para la
Prevención y Gestión Integral de Residuos,
2008. Posteriormente se diseñaron los formatos
para el registro de los residuos peligrosos y los
sólidos urbanos. Para ello, se usaron conceptos
de área, actividad generadora, tipo de residuo,
cantidad generada, manejo del residuo y
disposición final. Además se promovió el
formato con los mecánicos para su uso diario.
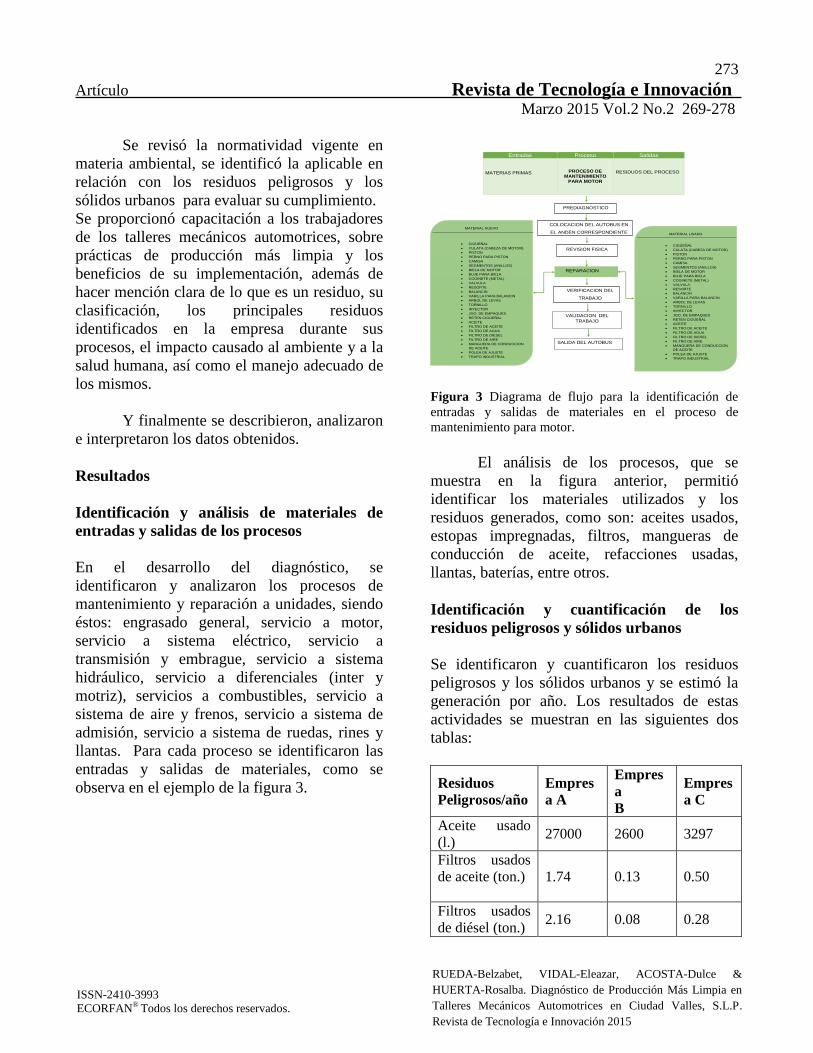
273
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Se revisó la normatividad vigente en
materia ambiental, se identificó la aplicable en
relación con los residuos peligrosos y los
sólidos urbanos para evaluar su cumplimiento.
Se proporcionó capacitación a los trabajadores
de los talleres mecánicos automotrices, sobre
prácticas de producción más limpia y los
beneficios de su implementación, además de
hacer mención clara de lo que es un residuo, su
clasificación, los principales residuos
identificados en la empresa durante sus
procesos, el impacto causado al ambiente y a la
salud humana, así como el manejo adecuado de
los mismos.
Y finalmente se describieron, analizaron
e interpretaron los datos obtenidos.
Resultados
Identificación y análisis de materiales de
entradas y salidas de los procesos
En el desarrollo del diagnóstico, se
identificaron y analizaron los procesos de
mantenimiento y reparación a unidades, siendo
éstos: engrasado general, servicio a motor,
servicio a sistema eléctrico, servicio a
transmisión y embrague, servicio a sistema
hidráulico, servicio a diferenciales (inter y
motriz), servicios a combustibles, servicio a
sistema de aire y frenos, servicio a sistema de
admisión, servicio a sistema de ruedas, rines y
llantas. Para cada proceso se identificaron las
entradas y salidas de materiales, como se
observa en el ejemplo de la figura 3.
Figura 3 Diagrama de flujo para la identificación de
entradas y salidas de materiales en el proceso de
mantenimiento para motor.
El análisis de los procesos, que se
muestra en la figura anterior, permitió
identificar los materiales utilizados y los
residuos generados, como son: aceites usados,
estopas impregnadas, filtros, mangueras de
conducción de aceite, refacciones usadas,
llantas, baterías, entre otros.
Identificación y cuantificación de los
residuos peligrosos y sólidos urbanos
Se identificaron y cuantificaron los residuos
peligrosos y los sólidos urbanos y se estimó la
generación por año. Los resultados de estas
actividades se muestran en las siguientes dos
tablas:
Residuos
Peligrosos/año
Empres
a A
Empres
a
B
Empres
a C
Aceite usado
(l.) 27000 2600 3297
Filtros usados
de aceite (ton.) 1.74 0.13
0.50
Filtros usados
de diésel (ton.) 2.16 0.08 0.28
Entradas Proceso Salidas
MATERIAS PRIMAS
PROCESO DE MANTENIMIENTO
PARA MOTOR
RESIDUOS DEL PROCESO
REVISION FISICA
COLOCACION DEL AUTOBUS EN
EL ANDÉN CORRESPONDIENTE
REPARACION
VERIFICACION DEL
TRABAJO
VALIDACION DEL
TRABAJO
SALIDA DEL AUTOBUS
MATERIAL NUEVO
CIGÜEÑAL
CULATA (CABEZA DE MOTOR)
PISTON
PERNO PARA PISTON
CAMISA
SEGMENTOS (ANILLOS)
BIELA DE MOTOR
BUJE PARA BIELA
COGINETE (METAL)
VALVULA
RESORTE
BALANCIN
VARILLA PARA BALANCIN
ARBOL DE LEVAS
TORNILLO
INYECTOR
JGO. DE EMPAQUES
RETEN CIGÜEÑAL
ACEITE
FILTRO DE ACEITE
FILTRO DE AGUA
FILTRO DE DIESEL
FILTRO DE AIRE
MANGUERA DE CONDUCCION
DE ACEITE
POLEA DE AJUSTE
TRAPO INDUSTRIAL
MATERIAL USADO
CIGÜEÑAL
CULATA (CABEZA DE MOTOR)
PISTON
PERNO PARA PISTON
CAMISA
SEGMENTOS (ANILLOS)
BIELA DE MOTOR
BUJE PARA BIELA
COGINETE (METAL)
VALVULA
RESORTE
BALANCIN
VARILLA PARA BALANCIN
ARBOL DE LEVAS
TORNILLO
INYECTOR
JGO. DE EMPAQUES
RETEN CIGÜEÑAL
ACEITE
FILTRO DE ACEITE
FILTRO DE AGUA
FILTRO DE DIESEL
FILTRO DE AIRE
MANGUERA DE CONDUCCION
DE ACEITE
POLEA DE AJUSTE
TRAPO INDUSTRIAL
PREDIAGNOSTICO
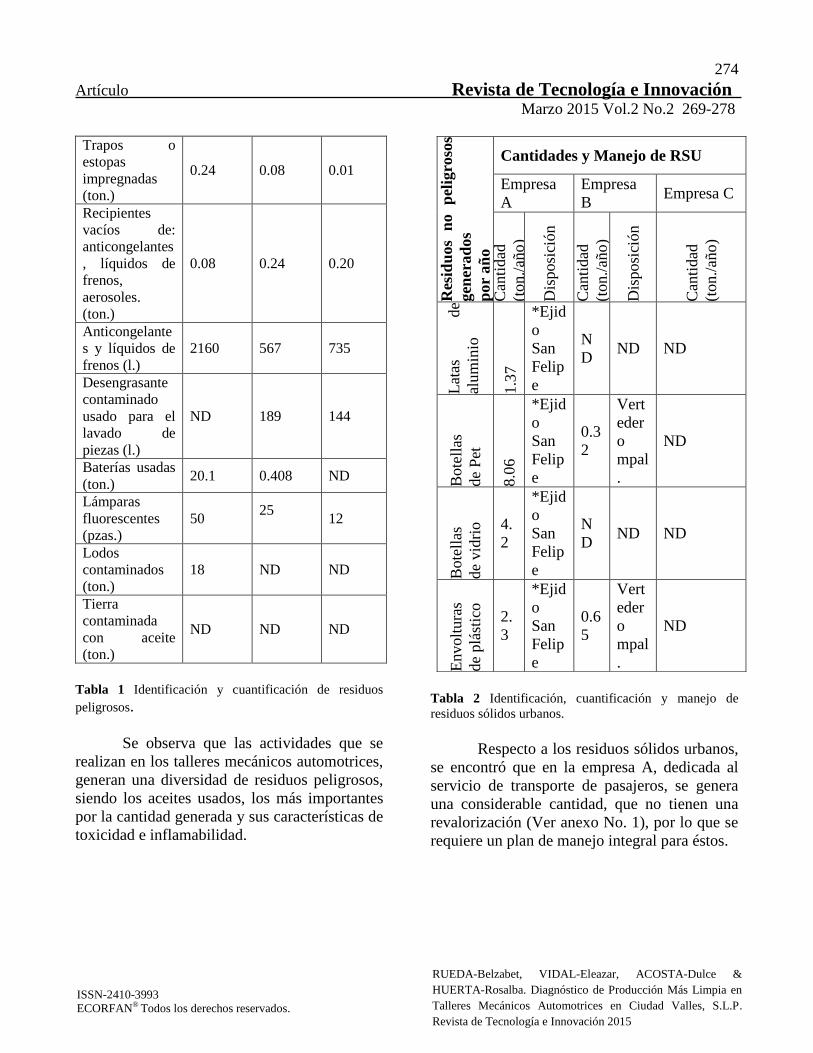
274
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Trapos o
estopas
impregnadas
(ton.)
0.24 0.08 0.01
Recipientes
vacíos de:
anticongelantes
, líquidos de
frenos,
aerosoles.
(ton.)
0.08 0.24 0.20
Anticongelante
s y líquidos de
frenos (l.)
2160 567 735
Desengrasante
contaminado
usado para el
lavado de
piezas (l.)
ND 189 144
Baterías usadas
(ton.) 20.1 0.408 ND
Lámparas
fluorescentes
(pzas.)
50 25
12
Lodos
contaminados
(ton.)
18 ND ND
Tierra
contaminada
con aceite
(ton.)
ND ND ND
Tabla 1 Identificación y cuantificación de residuos
peligrosos.
Se observa que las actividades que se
realizan en los talleres mecánicos automotrices,
generan una diversidad de residuos peligrosos,
siendo los aceites usados, los más importantes
por la cantidad generada y sus características de
toxicidad e inflamabilidad.
Tabla 2 Identificación, cuantificación y manejo de
residuos sólidos urbanos.
Respecto a los residuos sólidos urbanos,
se encontró que en la empresa A, dedicada al
servicio de transporte de pasajeros, se genera
una considerable cantidad, que no tienen una
revalorización (Ver anexo No. 1), por lo que se
requiere un plan de manejo integral para éstos.
Res
idu
os
no
pel
igro
sos
gen
erad
os
por
añ
o
Cantidades y Manejo de RSU
Empresa
A
Empresa
B Empresa C
Can
tidad
(ton./
año)
Dis
posi
ción
Can
tidad
(ton./
año)
Dis
posi
ción
Can
tidad
(ton./
año)
Lat
as
de
alum
inio
1.3
7
*Ejid
o
San
Felip
e
N
D ND ND
Bote
llas
de
Pet
8.0
6
*Ejid
o
San
Felip
e
0.3
2
Vert
eder
o
mpal
.
ND B
ote
llas
de
vid
rio
4.
2
*Ejid
o
San
Felip
e
N
D ND ND
Envolt
ura
s
de
plá
stic
o
2.
3
*Ejid
o
San
Felip
e
0.6
5
Vert
eder
o
mpal
.
ND
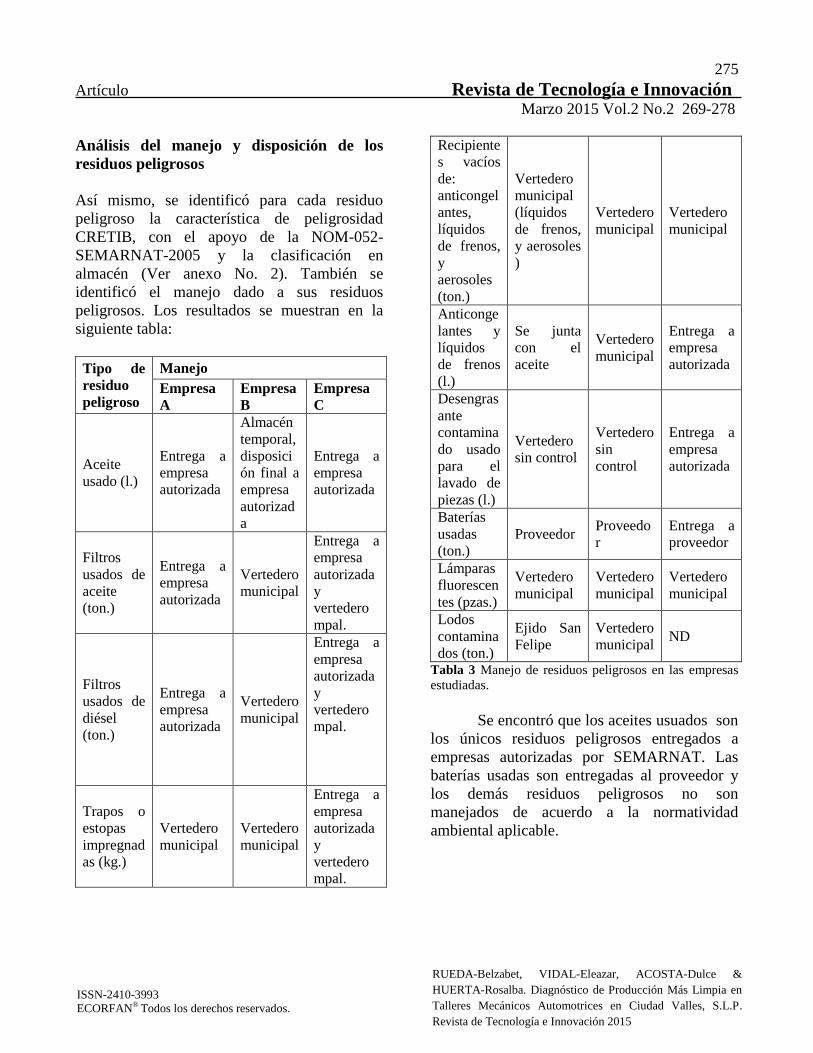
275
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Análisis del manejo y disposición de los
residuos peligrosos
Así mismo, se identificó para cada residuo
peligroso la característica de peligrosidad
CRETIB, con el apoyo de la NOM-052-
SEMARNAT-2005 y la clasificación en
almacén (Ver anexo No. 2). También se
identificó el manejo dado a sus residuos
peligrosos. Los resultados se muestran en la
siguiente tabla:
Tipo de
residuo
peligroso
Manejo
Empresa
A
Empresa
B
Empresa
C
Aceite
usado (l.)
Entrega a
empresa
autorizada
Almacén
temporal,
disposici
ón final a
empresa
autorizad
a
Entrega a
empresa
autorizada
Filtros
usados de
aceite
(ton.)
Entrega a
empresa
autorizada
Vertedero
municipal
Entrega a
empresa
autorizada
y
vertedero
mpal.
Filtros
usados de
diésel
(ton.)
Entrega a
empresa
autorizada
Vertedero
municipal
Entrega a
empresa
autorizada
y
vertedero
mpal.
Trapos o
estopas
impregnad
as (kg.)
Vertedero
municipal
Vertedero
municipal
Entrega a
empresa
autorizada
y
vertedero
mpal.
Recipiente
s vacíos
de:
anticongel
antes,
líquidos
de frenos,
y
aerosoles
(ton.)
Vertedero
municipal
(líquidos
de frenos,
y aerosoles
)
Vertedero
municipal
Vertedero
municipal
Anticonge
lantes y
líquidos
de frenos
(l.)
Se junta
con el
aceite
Vertedero
municipal
Entrega a
empresa
autorizada
Desengras
ante
contamina
do usado
para el
lavado de
piezas (l.)
Vertedero
sin control
Vertedero
sin
control
Entrega a
empresa
autorizada
Baterías
usadas
(ton.)
Proveedor Proveedo
r
Entrega a
proveedor
Lámparas
fluorescen
tes (pzas.)
Vertedero
municipal
Vertedero
municipal
Vertedero
municipal
Lodos
contamina
dos (ton.)
Ejido San
Felipe
Vertedero
municipal ND
Tabla 3 Manejo de residuos peligrosos en las empresas
estudiadas.
Se encontró que los aceites usuados son
los únicos residuos peligrosos entregados a
empresas autorizadas por SEMARNAT. Las
baterías usadas son entregadas al proveedor y
los demás residuos peligrosos no son
manejados de acuerdo a la normatividad
ambiental aplicable.
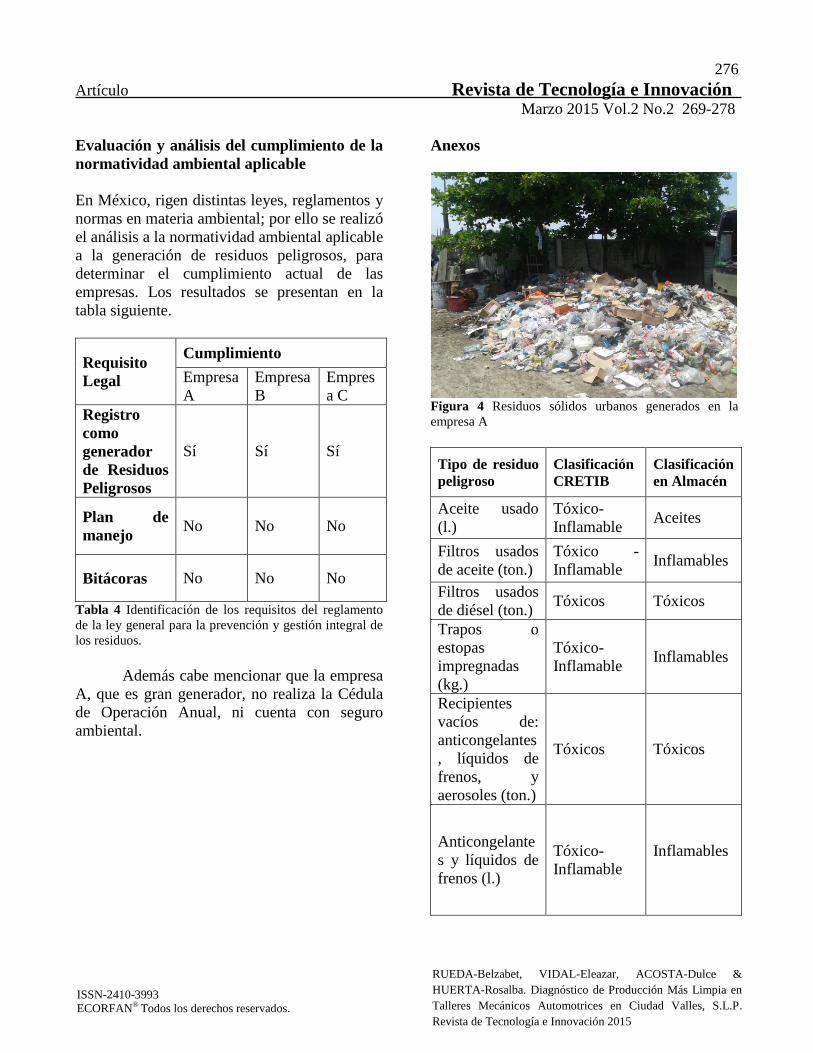
276
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Evaluación y análisis del cumplimiento de la
normatividad ambiental aplicable
En México, rigen distintas leyes, reglamentos y
normas en materia ambiental; por ello se realizó
el análisis a la normatividad ambiental aplicable
a la generación de residuos peligrosos, para
determinar el cumplimiento actual de las
empresas. Los resultados se presentan en la
tabla siguiente.
Requisito
Legal
Cumplimiento
Empresa
A
Empresa
B
Empres
a C
Registro
como
generador
de Residuos
Peligrosos
Sí Sí Sí
Plan de
manejo No No No
Bitácoras No No No
Tabla 4 Identificación de los requisitos del reglamento
de la ley general para la prevención y gestión integral de
los residuos.
Además cabe mencionar que la empresa
A, que es gran generador, no realiza la Cédula
de Operación Anual, ni cuenta con seguro
ambiental.
Anexos
Figura 4 Residuos sólidos urbanos generados en la
empresa A
Tipo de residuo
peligroso
Clasificación
CRETIB
Clasificación
en Almacén
Aceite usado
(l.)
Tóxico-
Inflamable Aceites
Filtros usados
de aceite (ton.)
Tóxico -
Inflamable Inflamables
Filtros usados
de diésel (ton.) Tóxicos Tóxicos
Trapos o
estopas
impregnadas
(kg.)
Tóxico-
Inflamable Inflamables
Recipientes
vacíos de:
anticongelantes
, líquidos de
frenos, y
aerosoles (ton.)
Tóxicos Tóxicos
Anticongelante
s y líquidos de
frenos (l.)
Tóxico-
Inflamable
Inflamables
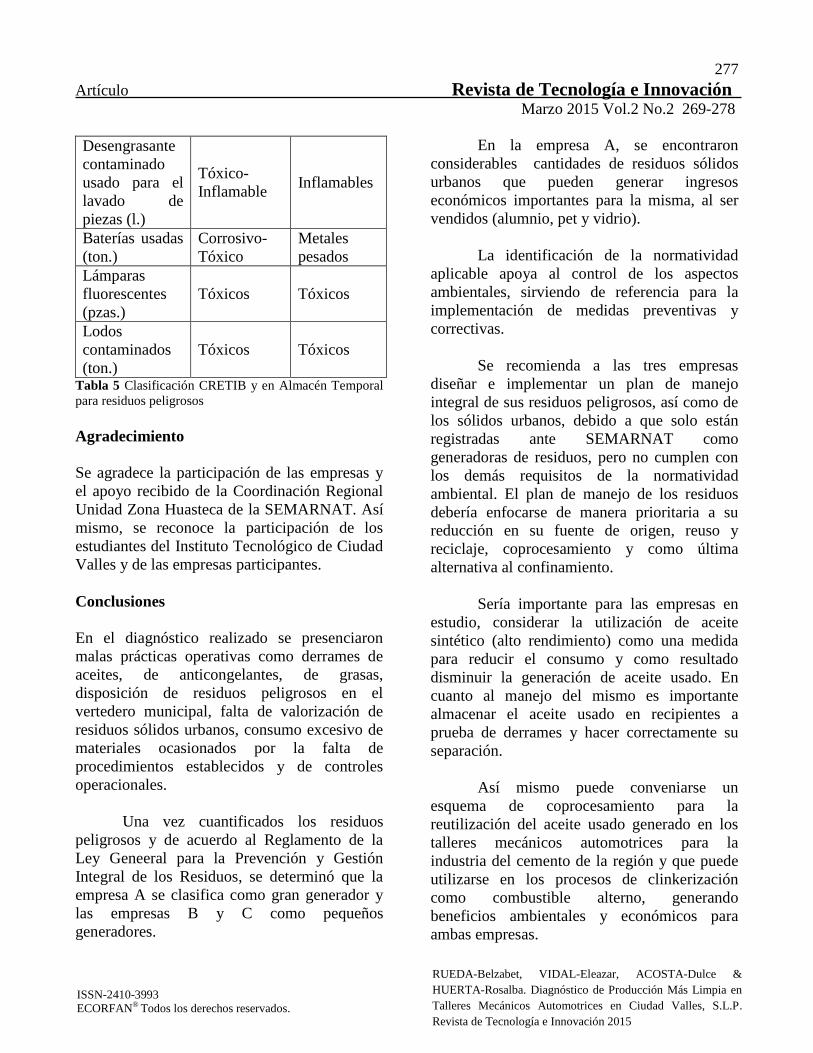
277
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
Desengrasante
contaminado
usado para el
lavado de
piezas (l.)
Tóxico-
Inflamable Inflamables
Baterías usadas
(ton.)
Corrosivo-
Tóxico
Metales
pesados
Lámparas
fluorescentes
(pzas.)
Tóxicos Tóxicos
Lodos
contaminados
(ton.)
Tóxicos Tóxicos
Tabla 5 Clasificación CRETIB y en Almacén Temporal
para residuos peligrosos
Agradecimiento
Se agradece la participación de las empresas y
el apoyo recibido de la Coordinación Regional
Unidad Zona Huasteca de la SEMARNAT. Así
mismo, se reconoce la participación de los
estudiantes del Instituto Tecnológico de Ciudad
Valles y de las empresas participantes.
Conclusiones
En el diagnóstico realizado se presenciaron
malas prácticas operativas como derrames de
aceites, de anticongelantes, de grasas,
disposición de residuos peligrosos en el
vertedero municipal, falta de valorización de
residuos sólidos urbanos, consumo excesivo de
materiales ocasionados por la falta de
procedimientos establecidos y de controles
operacionales.
Una vez cuantificados los residuos
peligrosos y de acuerdo al Reglamento de la
Ley Geneeral para la Prevención y Gestión
Integral de los Residuos, se determinó que la
empresa A se clasifica como gran generador y
las empresas B y C como pequeños
generadores.
En la empresa A, se encontraron
considerables cantidades de residuos sólidos
urbanos que pueden generar ingresos
económicos importantes para la misma, al ser
vendidos (alumnio, pet y vidrio).
La identificación de la normatividad
aplicable apoya al control de los aspectos
ambientales, sirviendo de referencia para la
implementación de medidas preventivas y
correctivas.
Se recomienda a las tres empresas
diseñar e implementar un plan de manejo
integral de sus residuos peligrosos, así como de
los sólidos urbanos, debido a que solo están
registradas ante SEMARNAT como
generadoras de residuos, pero no cumplen con
los demás requisitos de la normatividad
ambiental. El plan de manejo de los residuos
debería enfocarse de manera prioritaria a su
reducción en su fuente de origen, reuso y
reciclaje, coprocesamiento y como última
alternativa al confinamiento.
Sería importante para las empresas en
estudio, considerar la utilización de aceite
sintético (alto rendimiento) como una medida
para reducir el consumo y como resultado
disminuir la generación de aceite usado. En
cuanto al manejo del mismo es importante
almacenar el aceite usado en recipientes a
prueba de derrames y hacer correctamente su
separación.
Así mismo puede conveniarse un
esquema de coprocesamiento para la
reutilización del aceite usado generado en los
talleres mecánicos automotrices para la
industria del cemento de la región y que puede
utilizarse en los procesos de clinkerización
como combustible alterno, generando
beneficios ambientales y económicos para
ambas empresas.
278
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 269-278
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
RUEDA-Belzabet, VIDAL-Eleazar, ACOSTA-Dulce &
HUERTA-Rosalba. Diagnóstico de Producción Más Limpia en
Talleres Mecánicos Automotrices en Ciudad Valles, S.L.P.
Revista de Tecnología e Innovación 2015
En los talleres mecánicos automotrices
de las empresas A y B se generan residuos
sólidos urbanos provenientes de la operación
diaria de sus procesos, los cuales pueden ser
separados para su venta y reciclaje. En el caso
de la empresa A, el beneficio económico de la
venta de botes de aluminio, vidrio, pet y
envolturas, puede llegar a representar la
cantidad de $44,060 anuales; la cual puede
incrementar si se incluyen residuos como el
papel, cartón, llantas y chatarra. Para el caso de
la empresa B el beneficio económico anual por
la venta de pet y envolturas de plástico puede
proyectarse a $2,197.00 anuales, monto que
debe ascender si se considera la venta de papel,
cartón y chatarra. Con respecto a la empresa C
aunque los datos no estuvieron disponibles, es
importante mencionar que aplicaría de igual
forma considerar la venta de los residuos
sólidos urbanos.
Finalmente se considera analizar cada
uno de los procesos de mantenimiento y
reparación a unidades para detectar los aspectos
ambientales más significativos y con esto
determinar mejoras en los mismos para reducir
el uso de insumos y fomentar las buenas
prácticas operativas.
Referencias
Bart, V. H., Monroy, N. y Saer, A. (2011).
Producción Más Limpia. Paradigma de gestión
ambiental. México. Alfaomega.
Cámara de Diputados del H. Congreso de la
Unión. (2014). Reglamento de la ley general
para la prevención y gestión integral de los
residuos. México. Diario Oficial de la
Federación 31-10-2014.
Centro Mexicano para la Producción Más
Limpia. (2005). Guías de Producción Más
Limpia, 9. Talleres Mecánicos. México. IPN.
Secretaría del Trabajo y Previsión Social.
(2005). Mantenimiento y reparación
automotriz: una guía para mejorar su empresa.
México.
SEMARNAT. (2006). Norma Oficial Mexicana
NOM-052-SEMARNAT-2005, que establece
las características, el procedimiento de
identificación, clasificación y los listados de los
residuos peligrosos. México. Diario Oficial de
la Federación 23-06-2006.
SEMARNAT. (2011). PROYECTO de Norma
Oficial Mexicana PROY-NOM-160-
SEMARNAT-2011, que establece los
elementos y procedimientos para formular los
planes de manejo de residuos peligrosos.
México. Diario Oficial de la Federación 12-08-
2011.

279
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 279-283
Modelo Matemático para Estimar el Tiempo de Acondicionamiento del Papel para
la Impresión en Offset de Libros y Revistas MEDINA-Manuel†, CHAVEZ-Juan, SALAZAR-Rodrigo & MARTINEZ-Alejandro
Recibido 16 de Enero, 2015; Aceptado 2 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
Objetivos, metodología: Diseñar un modelo matemático
que permita estimar el tiempo de acondicionamiento del
papel offset. A partir de la información disponible se
realiza un análisis de correlación y regresión, se obtiene
un modelo matemático, se determina su validez y se
muestra su uso en el desarrollo de software.
Contribución: Actualmente no hay disponible para los
impresores offset una fórmula que permita estimar el
tiempo de acondicionamiento del papel a partir de su
temperatura con respecto a la sala de impresión y su
volumen. Este trabajo contribuye en la
profesionalización del sector de las artes gráficas en lo
relacionado al desarrollo de software, la administración y
planeación de la producción, los planes y programas de
estudio de la carrera de artes gráficas que ofrecen las
Universidades Tecnológicas, así como en la formación de
recursos humanos.
Artes Gráficas, Software, Acondicionamiento de
Papel
Abstract
Objectives, methodology: Designing a mathematical
model to estimate the time of conditioning the paper.
From the information available is performed a correlation
and regression analysis, we get a mathematical model,
determines their validity and is shown by their use in the
development of software.
Contribution: Currently for the offset printers, there is no
equation available, to estimate the time of conditioning
the paper from the temperature difference with respect to
the print room and the volume. This work contributes in
the professionalization of the graphic arts industry in
relation to the development of software, the
administration and planning of the production, the plans
and programs of study of the career of graphic arts that
offer technological universities, as well as in the
formation of human resources.
Graphic Arts, Software, conditioning for paper
___________________________________________________________________________________________________
Citación: MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo & MARTINEZ-Alejandro. Modelo Matemático para
Estimar el Tiempo de Acondicionamiento del Papel para la Impresión en Offset de Libros y Revistas. Revista de Tecnología
e Innovación 2015, 2-2:279-283
________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

280
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 279-283
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo &
MARTINEZ-Alejandro. Modelo Matemático para Estimar el Tiempo de
Acondicionamiento del Papel para la Impresión en Offset de Libros y
Revistas. Revista de Tecnología e Innovación 2015
Introducción
La falta de planeación y programación (tiempos
muertos, sobrecarga de producción, retraso en
la producción, programación deficiente de la
producción) son problemas en el proceso de
producción a los que se enfrenta el sector de
las artes gráficas en México. Una solución a
esta problemática es la adecuada planeación y
administración para estimar apropiadamente los
tiempos de producción (Cámara Nacional de la
Industria de Artes Gráficas-FUNTEC, 2004).
En la Universidad Tecnológica Fidel
Velázquez, en la carrera de Artes Gráficas, se
ha encontrado que es recurrente el desarrollo de
proyectos relacionados con la optimización en
el aprovechamiento de recursos, (Martínez
Barbosa, 2014) (López Aguilar, 2013).
Existe un interés compartido de la cadena
productiva de las artes gráficas para establecer
diversas recomendaciones técnicas para la
adecuada y eficiente utilización del papel offset
(Comité Técnico de Normalización de Artes
Gráficas, 2000).
Un papel que está frío enfría el aire
circundante y cambia su humedad relativa
(HR), este cambio hace que el aire circundante
se sature, lo que ocasiona condensación, por lo
que, si esta descubierto, se humedecerá y la
condensación le producirá bordes ondulados.
La situación contraria ocurre cuando se trae un
papel tibio a una sala de prensa fresca, por la
mayor temperatura del papel se calienta el aire
circundante, se reduce la HR y se desplaza del
sustrato hacia el aire circundante, por lo que el
papel se encoge y sus bordes quedan
―apretados‖ lo que podría significar problemas
de impresión (Wilson, 1998).
Una vez que el papel llega a la sala de
impresión, este puede o no tener la misma
temperatura de la sala de impresión, una
medición precisa de la temperatura del papel
solo puede obtenerse insertando en la pila un
termómetro de espada. La envoltura de los
paquetes, rollos o cajas debe ser removida
cuando se ha determinado que la temperatura
del papel es idéntica a la del ambiente en el cual
será procesado, para lo cual se le debe dar
tiempo al papel a que alcance la temperatura de
la sala de prensa, este tiempo se llama tiempo
de acondicionamiento del papel y puede tomar
de unas horas a varios días.
Gráficas o tablas pueden ser utilizadas
para determinar el tiempo de
acondicionamiento del papel (Breede, 1999).
Desarrollo del Modelo.
Se encontró una tabla (Cerrato Escobar, 2004)
y una gráfica (Breede, 1999) para estimar
tiempo de acondicionamiento. Cabe mencionar
que de acuerdo a la bibliografía analizada el
tiempo de acondicionamiento no depende del
tipo de papel.
Gráfico 1 Tiempo de acondicionamiento del papel
(Breede, 1999)
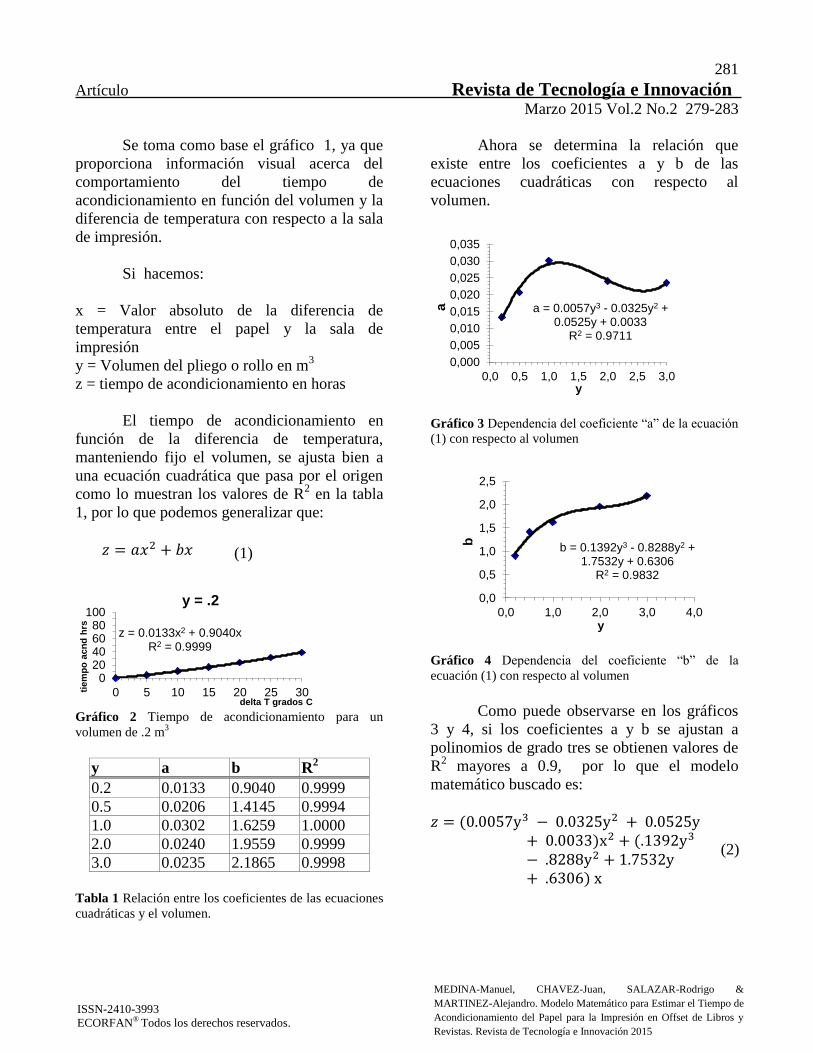
281
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 279-283
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo &
MARTINEZ-Alejandro. Modelo Matemático para Estimar el Tiempo de
Acondicionamiento del Papel para la Impresión en Offset de Libros y
Revistas. Revista de Tecnología e Innovación 2015
Se toma como base el gráfico 1, ya que
proporciona información visual acerca del
comportamiento del tiempo de
acondicionamiento en función del volumen y la
diferencia de temperatura con respecto a la sala
de impresión.
Si hacemos:
x = Valor absoluto de la diferencia de
temperatura entre el papel y la sala de
impresión
y = Volumen del pliego o rollo en m3
z = tiempo de acondicionamiento en horas
El tiempo de acondicionamiento en
función de la diferencia de temperatura,
manteniendo fijo el volumen, se ajusta bien a
una ecuación cuadrática que pasa por el origen
como lo muestran los valores de R2 en la tabla
1, por lo que podemos generalizar que:
(1)
Gráfico 2 Tiempo de acondicionamiento para un
volumen de .2 m3
y a b R2
0.2 0.0133 0.9040 0.9999
0.5 0.0206 1.4145 0.9994
1.0 0.0302 1.6259 1.0000
2.0 0.0240 1.9559 0.9999
3.0 0.0235 2.1865 0.9998
Tabla 1 Relación entre los coeficientes de las ecuaciones
cuadráticas y el volumen.
Ahora se determina la relación que
existe entre los coeficientes a y b de las
ecuaciones cuadráticas con respecto al
volumen.
Gráfico 3 Dependencia del coeficiente ―a‖ de la ecuación
(1) con respecto al volumen
Gráfico 4 Dependencia del coeficiente ―b‖ de la
ecuación (1) con respecto al volumen
Como puede observarse en los gráficos
3 y 4, si los coeficientes a y b se ajustan a
polinomios de grado tres se obtienen valores de
R2 mayores a 0.9, por lo que el modelo
matemático buscado es:
( ) (
)
(2)
z = 0.0133x2 + 0.9040x R2 = 0.9999
020406080
100
0 5 10 15 20 25 30tiem
po
acn
d h
rs
delta T grados C
y = .2
a = 0.0057y3 - 0.0325y2 + 0.0525y + 0.0033
R2 = 0.9711
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,0 0,5 1,0 1,5 2,0 2,5 3,0
a
y
b = 0.1392y3 - 0.8288y2 + 1.7532y + 0.6306
R2 = 0.9832
0,0
0,5
1,0
1,5
2,0
2,5
0,0 1,0 2,0 3,0 4,0
b
y
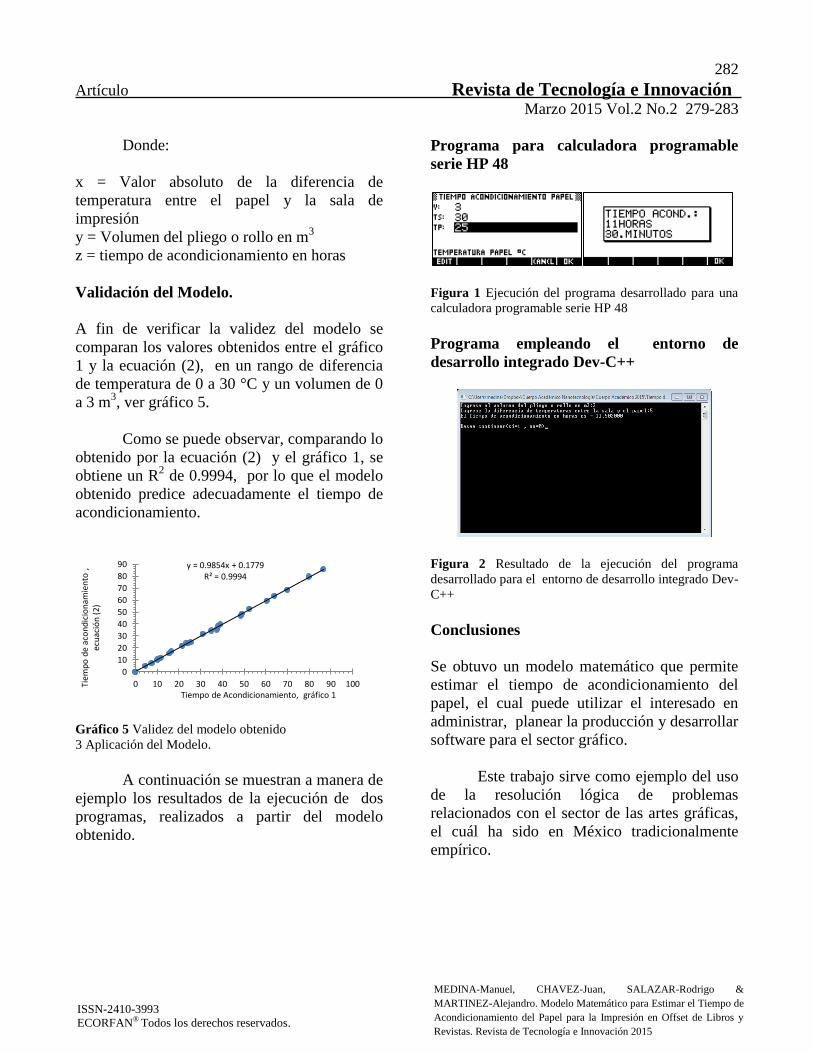
282
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 279-283
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo &
MARTINEZ-Alejandro. Modelo Matemático para Estimar el Tiempo de
Acondicionamiento del Papel para la Impresión en Offset de Libros y
Revistas. Revista de Tecnología e Innovación 2015
Donde:
x = Valor absoluto de la diferencia de
temperatura entre el papel y la sala de
impresión
y = Volumen del pliego o rollo en m3
z = tiempo de acondicionamiento en horas
Validación del Modelo.
A fin de verificar la validez del modelo se
comparan los valores obtenidos entre el gráfico
1 y la ecuación (2), en un rango de diferencia
de temperatura de 0 a 30 °C y un volumen de 0
a 3 m3, ver gráfico 5.
Como se puede observar, comparando lo
obtenido por la ecuación (2) y el gráfico 1, se
obtiene un R2 de 0.9994, por lo que el modelo
obtenido predice adecuadamente el tiempo de
acondicionamiento.
Gráfico 5 Validez del modelo obtenido
3 Aplicación del Modelo.
A continuación se muestran a manera de
ejemplo los resultados de la ejecución de dos
programas, realizados a partir del modelo
obtenido.
Programa para calculadora programable
serie HP 48
Figura 1 Ejecución del programa desarrollado para una
calculadora programable serie HP 48
Programa empleando el entorno de
desarrollo integrado Dev-C++
Figura 2 Resultado de la ejecución del programa
desarrollado para el entorno de desarrollo integrado Dev-
C++
Conclusiones
Se obtuvo un modelo matemático que permite
estimar el tiempo de acondicionamiento del
papel, el cual puede utilizar el interesado en
administrar, planear la producción y desarrollar
software para el sector gráfico.
Este trabajo sirve como ejemplo del uso
de la resolución lógica de problemas
relacionados con el sector de las artes gráficas,
el cuál ha sido en México tradicionalmente
empírico.
y = 0.9854x + 0.1779 R² = 0.9994
0
10
20
30
40
50
60
70
80
90
0 10 20 30 40 50 60 70 80 90 100Tiem
po
de
aco
nd
icio
nam
ien
to ,
ec
uac
ión
(2)
Tiempo de Acondicionamiento, gráfico 1
283
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 279-283
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
MEDINA-Manuel, CHAVEZ-Juan, SALAZAR-Rodrigo &
MARTINEZ-Alejandro. Modelo Matemático para Estimar el Tiempo de
Acondicionamiento del Papel para la Impresión en Offset de Libros y
Revistas. Revista de Tecnología e Innovación 2015
Este es un trabajo multidisciplinario
que se desarrolló para la División Académica
de Procesos Productivos, Área Artes Gráficas,
de la Universidad Tecnológica Fidel Velázquez.
Se busca establecer en un futuro, proyectos de
simulación de procesos; el que más interesa
actualmente a la división está referido a la
simulación de condiciones de operación del
sistema de impresión offset, con lo que se
apoyaría a los impresores en lograr la puesta a
punto de prensas de impresión, planas o de
bobinas (rotativas), en un tiempo óptimo.
Referencias
Breede, M. H. (1999). Handbook of Graphic
Arts Equations. Pittsburgh: GATFPress.
Cámara Nacional de la Industria de Artes
Gráficas-FUNTEC. (2004). Estudio Estratégico
y Programa Sectorial para Elevar la
Competitividad y el Desarrollo Sustentable de
la Cadena Productiva de la Industria de Artes
Gráficas. México D. F.: CANAGRAF.
Cerrato Escobar, P. J. (2004). Manual Técnico
de Impresión Offset. Madrid: Aralia XXI.
Comité Técnico de Normalización de Artes
Gráficas. (2000). NMX-AG-001-1999, “Papel
bond offset blanco 75 g/m2 en extendido para
la impresión offset de libros y revistas –
especificaciones”. México D. F.: Instituto
Mexicano de Normalización y Certificación A.
C.
López Aguilar, M. (2013). Informe de Estadía
UTFV: Tabla de valores para papel bond 75,
90, y 110 gr. Estado de México.
Martínez Barbosa, E. (2014). Informe de
Estadía UTFV: Estándarización de pruebas de
resistencia a la compresión ECT. Estado de
México.
Wilson, L. A. (1998). Lo que el impresor debe
saber acerca del papel. México D. F.:
Graphictype México, S. A. de C. V.

284
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
Identificación del nivel de automatización industrial en el entorno productivo de la
Universidad Tecnológica Fidel Velázquez: metodología y resultados
HERNANDEZ-Leticia†, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-Oscar
Universidad Tecnológica Fidel Velázquez
Recibido 16 de Enero, 2015; Aceptado 2 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
Objetivos, metodología: Diseñar un modelo matemático
que permita estimar el tiempo de acondicionamiento del
papel offset. A partir de la información disponible se
realiza un análisis de correlación y regresión, se obtiene
un modelo matemático, se determina su validez y se
muestra su uso en el desarrollo de software.
Contribución: Actualmente no hay disponible para los
impresores offset una fórmula que permita estimar el
tiempo de acondicionamiento del papel a partir de su
temperatura con respecto a la sala de impresión y su
volumen. Este trabajo contribuye en la
profesionalización del sector de las artes gráficas en lo
relacionado al desarrollo de software, la administración y
planeación de la producción, los planes y programas de
estudio de la carrera de artes gráficas que ofrecen las
Universidades Tecnológicas, así como en la formación de
recursos humanos.
Artes Gráficas, Software, Acondicionamiento de
Papel
Abstract
Objectives, methodology: Designing a mathematical
model to estimate the time of conditioning the paper.
From the information available is performed a correlation
and regression analysis, we get a mathematical model,
determines their validity and is shown by their use in the
development of software.
Contribution: Currently for the offset printers, there is no
equation available, to estimate the time of conditioning
the paper from the temperature difference with respect to
the print room and the volume. This work contributes in
the professionalization of the graphic arts industry in
relation to the development of software, the
administration and planning of the production, the plans
and programs of study of the career of graphic arts that
offer technological universities, as well as in the
formation of human resources.
Graphic Arts, Software, conditioning for paper
___________________________________________________________________________________________________
Citación: HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-Oscar. Identificación del nivel de
automatización industrial en el entorno productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015, 2-2:284-298
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
285
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
Introducción
La automatización industrial es un tema que
ocupa a una cantidad importante de empresas
principalmente manufactureras, porque
proporciona ventajas que les permiten hacer
frente a los retos del mercado actualmente tan
competido; con la consecuente disminución de
tiempos muertos en la producción, desperdicio
de materia prima, riesgos en la seguridad del
trabajador e incremento de la velocidad de
respuesta a los clientes.
El estudio se basa en la identificación de
componentes tecnológicos integrados por
niveles en la pirámide de automatización o CIM
(acrónimo de Computer Integrated
Manufacturing). Para emplearla se precisaron
los elementos tecnológicos a identificar en los 5
niveles, subdividiéndose los niveles 3, 4 y 5 en
subniveles (en la pirámide tradicional no hay
subniveles). Asímismo, se diseñó la encuesta y
el método para analizar los resultados, de lo
cual no existe precedente. La terminología
empleada se describe a continuación.
La pirámide de automatización está
integrada por 5 niveles, donde cada uno
representa la incorporación gradual de
tecnologías que permiten desde la
automatización del proceso físico hasta la
sistematización de los datos provenientes de él,
con lo que se logra el control total de la
empresa.
Nivel 1. Se encuentran los sensores y
actuadores. A través de los sensores se
adquieren los datos del proceso (valores de las
variables fisicas a controlar) y las acciones
sobre el proceso se ejecutan mediante
actuadores, por lo que ambos representan la
base para una integración de control
programable (nivel 2).
Nivel 2. Se integran los diferentes
sistemas de control programables como los
controladores lógicos programables (PLC´s),
controles numéricos computarizados (CNC),
los controladores de robot, las computadoras
industriales y los microcontroladores. En él, se
elabora la información procedente de los
dispositivos del nivel inferior y se informa al
usuario de la situación de los controladores, los
procesos y las variables a controlar.
Nivel 3. Se integran al sistema de
fabricación los elementos que permiten la
comunicación entre las máquinas y o células
que lo conforman para controlar, obtener,
visualizar y/o procesar los datos provenientes
del hardware definido en los niveles 1 y 2.
Dicha comunicación puede tener dos
propósitos:
a) Obtener, visualizar y almacenar
un conjunto limitado de datos. En este caso se
utilizan las pantallas configurables por software
denominadas Interfaces Hombre Máquina
(HMI acrónimo de Human Machine Interface)
que obtienen los datos a partir de un PLC.
b) Ejecutar acciones sobre el
proceso de forma remota, procesando y
almacenando datos obtenidos de él para el
control y calidad de la producción. Para este fin
se emplean sistemas de control y adquisición de
datos (SCADA del acrónimo de Supervisory
Control And Data Acquisition).
Con el primero se obtiene el nivel 3
parcialmente integrado y con el segundo un
nivel 3 totalmente integrado, siendo este último
la base para la integración del nivel 4.
Nivel 4. En este nivel se integran nuevos
programas computacionales al de control y
286
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
adquisición de datos, cuya función principal es
la planeación y el requerimiento de materiales
para producción (MRP acrónimo de Material
Requirements Planning), así como el control de
inventarios. Con estos programas se diseñan y
definen los procesos de fabricación y su
secuencia concreta, se gestiona el material y los
recursos (máquinas, programas, etc.) necesarios
para la obtención del producto final, se
planifican las labores de mantenimiento, etc.
Si el sistema posee un nivel 3 parcialmente
integrado y cuenta con los programas descritos
en éste (nivel 4) o si el sistema posee un nivel 3
totalmente integrado y cuenta con los
programas descritos en este nivel (4) pero
implementados en menos del 100% de su
sistema productivo, se considera con un nivel 4
parcialmente integrado. Si el sistema tiene un
nivel 3 totalmente integrado y los programas
descritos en este nivel se encuentran
implementados en el 100% de su sistema
productivo, se considera con un nivel 4
totalmente integrado.
Nivel 5. En este nivel se lleva a cabo la
gestión e integración de los niveles inferiores,
agregando programas computacionales a los
existentes y cuya función principal es la gestión
global: compras, ventas, comercialización,
investigación, objetivos estratégicos,
planificación a medio y largo plazo, lo que
significa la integración completa del área
productiva con el área administrativa de la
empresa.
Si los programas listados en el nivel 4,
permiten la función descrita en el sistema
productivo completo (producción y
administración) entonces se considera que tiene
un nivel 5 totalmente integrado. Si el porcentaje
de integración entre departamentos productivos
y administrativos es menor al 100%, entonces
se considera que tiene un nivel 5 parcialmente
integrado.
La identificación del nivel de
automatización requiere de conocimientos
amplios en ese rubro, el conocimiento de los
elementos que caracterizan cada nivel de
automatización, una base de datos con
información específica derivada de los sistemas
productivos (como la ubicación de la empresa,
el producto que se fabrica, los subprocesos que
se llevan a cabo en él, el tamaño de la empresa
y otros), una encuesta y un método que permita
su identificación en forma individual. En este
caso, se trabajó en cada una de las
características y se aplicó la encuesta a la
muestra determinada de empresas, obteniendo
un resultado global.
A través del trabajo conjunto con el
personal de las empresas, alumnos y profesores
en el desarrollo de trabajos de estadía, se ha
identificado que una cantidad importante de
estas empresas realiza sus procesos productivos
de forma manual, utilizando en el mejor de los
casos dispositivos mecánicos y
electromecánicos. Una cantidad importante de
ellas se han visto en la necesidad urgente de
incrementar la velocidad de su producción y la
calidad de su producto, lo que las ha llevado a
invertir en dispositivos o maquinaria que
automatizan una parte de su sistema productivo
(por ejemplo integrando un Controlador Lógico
Programable o adquiriendo maquinaria con
Control Numérico Computarizado).
Esta inversión, desde el punto de vista
de los autores, no contempla la posibilidad de
integración a un mayor nivel de automatización,
situación que llevaría a la empresa en un futuro
287
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
a tener que volver a invertir en el mismo
concepto, si es que desea incrementarlo.
Asimismo, una gran cantidad del
personal que realiza la implementación de las
soluciones parciales de automatización,
comúnmente jefes de mantenimiento,
desconocen que es posible integrar a un mayor
nivel sus procesos y aquellos que lo conocen,
no poseen los conocimientos técnicos para
hacerlo.
No hay que perder de vista que las
empresas invierten en la automatización de sus
procesos no solo para incrementar su
producción sino también para competir en un
mercado cada vez más demandante. En este
sentido, desconocer el nivel de automatización
que predomina en su entorno, podría colocarlas
en una seria desventaja frente a la competencia.
Hipótesis: Las unidades económicas
(empresas) de mayor tamaño dedicadas a la
manufactura de productos, que se encuentran en
el entorno productivo de la UTFV poseen el
más alto nivel de automatización, evaluable por
niveles.
El artículo se dividió en tres secciones: la
primera describe cómo se determinó el tamaño
de la muestra de unidades económicas a
encuestar. La segunda explica el diseño del
instrumento utilizado (encuesta), las
restricciones para su desarrollo y aplicación, asi
como el mecanismo utilizado para el
levantamiento y sistematización de datos.
El tercero describe la metodología para el
análisis de datos y el resultado de aplicarla con
la consecuente identificación del nivel de
automatización industrial en el entorno
productivo de la UTFV.
Universo y determinación de la muestra
La fuente de información utilizada para la
primera cuantificación de empresas fue la base
de datos que integró el Instituto Nacional de
Estadística, Geografía e Informática (INEGI) en
el Directorio Estadístico Nacional de Unidades
Económicas (DENUE) a partir de los censos
económicos 2009, donde agrupa por actividad
económica a los establecimientos, instituciones,
organismos, empresas, entre otros
(consideradas como unidades económicas).
Tomando como referencia para clasificarlas al
Sistema de Clasificación Industrial de América
del Norte (SCIAN). Para consultar al DENUE
se pueden emplear las siguientes variables:
actividad económica, tamaño del
establecimiento, zona geográfica y ubicación.
Con la variable zona geográfica es posible
cuantificar el número de empresas (unidades
económicas) en el país, por estados y
municipios.
Las actividades encaminadas a la
fabricación de los productos cuyos procesos son
susceptibles de emplear automatización, se
encuentran en el sector identificado con el
nombre de (31-33) Industrias Manufactureras.
Según el DENUE, en México existen 515,562
unidades económicas dedicadas a la
manufactura de productos, de las cuales 10.64%
(54,861) se encuentran ubicadas en el Estado de
México. Del total estatal, el 15.93% (8,426) se
encuentran en los 6 municipios del estudio,
distribuidas según la Tabla 1.
Número y nombre del
municipio (identificación de
INEGI)
Porcentaje
estatal
(15104) TLALNEPANTLA
DE BAZ
4.01%
(15057) NAUCALPAN DE 3.98%
288
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
JUÁREZ
(15121) CUAUTITLÁN
IZCALLI
2.72%
(15013) ATIZAPÁN DE
ZARAGOZA
2.64%
(15060) NICOLÁS
ROMERO
2.01%
(15024) CUAUTITLÁN 0.57%
Total 15.93%
Tabla 1 Unidades económicas dedicadas a la
manufactura en 6 municipios del Estado de México
Como dato adicional los primeros cuatro
municipios se encuentran dentro de los diez con
mayor concentración de unidades económicas
en el Estado de México.
Identificación de actividades económicas
susceptibles de emplear automatización
Con la información de DENUE se integró una
base de datos desglosada en clases de actividad
y cantidad de unidades económicas (8,426), que
se analizó para identificar a aquellas
susceptibles de emplear automatización,
eliminándose las que cumplían con los
siguientes criterios:
Donde la variedad de los productos es
muy amplia y las actividades de
manufactura sin llevadas a cabo de
forma manual y/o artesanal; por
ejemplo: herrerías y carpinterías.
Donde la maquinaria no es susceptible
de incrementar su nivel de
automatización y/o el producto es
unitario con cambios mínimos en su
configuración; por ejemplo: tortillerías.
Donde la cantidad de unidades
económicas fuera cero (aunque pudieran
integrar automatización en sus procesos)
Resultados
Con los criterios descritos se eliminaron 31
clases de actividad (que agrupan a 5,116
unidades económicas), restando 261 (que
agrupan 3,310 unidades). Ver Tabla 2.
Determinación del universo a partir del
tamaño del establecimiento
Se separaron las 3,310 unidades económicas
por tamaño de establecimiento para cuantificar
a aquellas que podrían integrar el más alto nivel
de automatización evaluable por niveles
(medianas y grandes).
MC P M G
To
tal
%
MU
N Número de
empleados
0 a
10
11
a
50
51 a
250
25
0
o
m
ás
Mu
nic
ipio
(15024)
CUAUTIT
LÁN
118 19 5 5 147 4.5
%
(15060)
NICOLÁS
ROMERO
156 16 6 2 180 5.4
%
(15013)
ATIZAPÁN
DE
ZARAGOZ
A
297 90 32 9 428 13.0
%
(15121)
CUAUTIT
LÁN
IZCALLI
324 93 78 23 518 15.7
%
(15057)
NAUCALP
AN DE
JUÁREZ
594 18
6
141 33 954 28.9
%
(15104)
TLALNEP
ANTLA DE
BAZ
717 18
7
136 36 1,07
6
32.6
%
TOTAL 2,20
6
59
1
398 10
8
3,30
3
289
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
MC = Micro
P = Pequeñas
M = Medianas
G = Grandes
Tabla 2 Unidades económicas estratificadas por tamaño
de establecimiento, susceptibles de emplear
automatización.
Resultados
De lo anterior se deduce que el universo está
identificado por 506 unidades económicas
(empresas de tamaño mediano y grande). La
fórmula a aplicar para determinar el tamaño de
la muestra es:
( )
( ) ( ) ( )
Donde:
n: es el tamaño de la muestra
N: es el tamaño del universo
Z: es la desviación del valor medio que se
acepta para lograr el nivel de confianza deseado
e: es el margen de error máximo
p: es la porción que se espera encontrar
Datos
*
*En este caso se maneja un 50% por que
se desconoce qué se puede esperar.
Aplicando la fórmula:
( )( )( )( )
( )( ) ( )( ) (2)
Por lo tanto el tamaño de la muestra es
de 24 unidades económicas.
Desarrollo del instrumento, levantamiento y
sistematización de datos
El instrumento que se utilizó fue una encuesta,
donde su desarrollo estuvo sujeto a las
siguientes restricciones.
El personal seleccionado debe conocer
el funcionamiento de la maquinaria y
equipo del proceso productivo
completo.
Las preguntas deben incluir ayudas
escritas para orientar al encuestado
sobre la respuesta a elegir, debido a que
el personal puede desconocer o haber
olvidado la terminología y conceptos
que serían muy útiles para plantear
cuestionamientos técnicos
La dificultad para que las empresas
otorguen el consentimiento para su
aplicación, por considerar que datos
importantes para el estudio son
información confidencial.
Debe diseñarse un sólo tipo de encuesta
pero debe existir un elemento de la
misma que permita diferenciar entre
procesos productivos organizados de
forma lineal y aquellos con una
organización combinada (no lineal).
Resultados
Como resultado de lo anterior, se diseñó una
encuesta formada por 11 preguntas para ser
aplicada en unidades económicas de los 6
municipios del área de influencia de la UTFV,
dedicadas a la manufactura de productos, cuyo
290
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
proceso productivo es susceptible de emplear
automatización en los 5 niveles estimados de la
pirámide de automatización industrial. Las
primeras 4 preguntas, ubican a las empresas
encuestadas dentro de una clase de actividad
económica (de acuerdo al SCIAN) y el tamaño
de empresa (de acuerdo al número de
empleados). Las preguntas 5 y 6 determinan si
la unidad económica presenta una organización
lineal o no lineal. De la 6 a la 10 permiten la
identificación del nivel de automatización. La
11, corresponde a los datos del personal que
respondió a la encuesta.
Por cada empresa seleccionada se
realizó una carta de presentación firmada por el
Rector de la UTFV, solicitando la autorización
para la aplicación del instrumento. El
levantamiento de información fue realizado a
partir de su aplicación al personal con el perfil
definido. Se nombró un coordinador de campo,
quién fue el responsable de la logística de
aplicación. Así mismo, se asignaron dos
supervisores cuya función primordial fue
corroborar la veracidad de la información y la
revisión de los instrumentos aplicados.
Para el agrupamiento de la información y la
elaboración de las relaciones correspondientes,
se utilizó una hoja de electrónica de cálculo.
Metodología para el análisis de datos
Para realizar el análisis del nivel de
automatización se diseñó una metodología que
consiste en trabajar filtros de datos a partir de
combinaciones de posibles respuestas, que se
aplicaron a partir de la pregunta 5.
Primer filtro
El primer filtro corresponde a la pregunta
número 5, referida a la organización del espacio
productivo. Esta pregunta es muy importante
para la investigación porque permite la
separación entre empresas con procesos
organizados exclusivamente en forma lineal,
que presuponen menor dificultad de integración
tecnológica por tener una mayor agrupación de
subprocesos similares; y aquellas que tienen
una organización no lineal que presuponen
mayor dificultad de integración tecnológica por
la diversidad de sus subprocesos.
La pregunta se planteó de la siguiente
manera:
Pregunta 5.- ¿Cómo se organiza el
espacio productivo? Marque con una paloma.
Puede indicar varias opciones.
Con 5 respuestas posibles, de las cuales
sólo cuatro son cuantificables: En línea, Por
subproceso, Por subproducto, Por célula y
otros. Especifique por favor.
De las 4 respuestas cuantificables
existen 16 combinaciones posibles que se
analizaron para determinar si el espacio
productivo es lineal o no lo es. La tabla 3,
muestra las respuestas posibles y la forma de
interpretación para cada combinación,
considerándose como organización lineal a
aquella respuesta donde se hubiera señalado
únicamente la opción En línea.
Al seleccionar una sola de las opciones
restantes, se consideró organización no lineal,
así como aquellas respuestas donde se hubieran
seleccionado 2 o más opciones.
A B C D Interpretación
0 0 0 0 No hay selección
1 0 0 0 Organización lineal
291
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
0 0 0 1 Organización no lineal
0 1 0 0 Organización no lineal
0 0 1 0 Organización no lineal
0 0 1 1 Organización no lineal
0 1 0 1 Organización no lineal
0 1 1 0 Organización no lineal
0 1 1 1 Organización no lineal
1 0 0 1 Organización no lineal
1 0 1 0 Organización no lineal
1 0 1 1 Organización no lineal
1 1 0 0 Organización no lineal
1 1 0 1 Organización no lineal
1 1 1 0 Organización no lineal
1 1 1 1 Organización no lineal
A= En línea
B = Por subproceso
C = Por subproducto
D = Por célula
Tabla 3 Combinaciones posibles para identificar la
forma de organización de la producción.
Segundo filtro
El segundo filtro corresponde a la pregunta
número 7, referida a la forma en que se realizan
los subprocesos (operaciones) que integran el
sistema productivo. Esta pregunta permite la
separación entre empresas donde los
subprocesos son exclusivamente manuales y
aquellas que pudieran integrar tecnologías de
automatización evaluables por niveles.
Una vez aplicado el primer filtro, se
aplicaría el segundo a unidades económicas con
ambas formas de organización de la producción
(lineal o no lineal).
La pregunta se planteó de la siguiente
manera:
Pregunta 7.- ¿Cuál es la forma en que se
realizan los subprocesos indicados? Marque con
una paloma. Puede indicar varias opciones.
Con 5 respuestas posibles, de las cuales
sólo cuatro son cuantificables: Manual,
Semiautomático, Maquinaria convencional,
Maquinaria Programable y Otros. En cada
respuesta de esta pregunta se plantearon ayudas
escritas entender el término a seleccionar. Ver
Tabla 4.
Manual Donde el trabajador
involucrado utiliza sus
manos para realizar el
proceso y quizá alguna
herramienta manual como
destornilladores, pinzas de
corte, etc.
Semiautomática Donde el trabajador
involucrado utiliza sus
manos para realizar el
proceso y quizá alguna
herramienta con motor,
neumática o hidráulica.
Con maquinaria
convencional
donde ésta se
impulsa con
motor y/o
sistema
eléctrico,
neumático o
hidráulico, pero
no es
programable
Donde el trabajador
involucrado utiliza sus
manos para operar el
equipo, quitar, colocar,
ajustar materiales y/o
herramientas.
Con maquinaria
programable (CNC, PLC)
donde se puede
modificar la
configuración de
producto o
proceso
Donde el trabajador
involucrado utiliza sus
manos para operar el
equipo, quitar, colocar,
ajustar materiales y o
herramientas y cambiar el
programa o modificar la
secuencia del proceso.
292
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
Tabla 4 Ayudas escritas para orientar el significado de la
respuesta a la pregunta 7.
De las 4 respuestas cuantificables existen 16
combinaciones posibles que se muestran en la
tabla 5, donde la forma de interpretación para
cada combinación se explica a continuación:
a) Se consideró como proceso productivo
manual a aquella respuesta donde se
hubiera seleccionado una de las
siguientes situaciones: la opción
manual, la opción con maquinaria
convencional o la combinación de las
opciones manual y con maquinaria
convencional. La opción manual está
relacionada con el uso de las manos y
herramientas básicas como
destornilladores, taladros de mano, etc.
La opción con maquinaria convencional
está relacionada con el uso de
maquinaria que pudiera contar con
motores sin dispositivos de control
programables como los tornos,
fresadoras y taladros convencionales.
b) Se consideró como sistema productivo
con el nivel 1 a empresas donde la única
selección pudiera ser la opción
semiautomática o combinada con las
opciones manual y/o con maquinaria
convencional. Esta asignación se realizó
debido a que la base para la
automatización son los sensores y
actuadores que pudieran estar integrados
en sistemas productivos con equipos
semiautomáticos.
c) Se consideró que el sistema productivo
debía evaluarse para los niveles
superiores al nivel 1, cuando la
selección pudiera incluir la opción con
maquinaria programable, sola o
combinada con cualquiera de las otras
opciones. Este criterio se definió debido
a que la base para la integración de los
niveles 3 al 5, son los dispositivos
programables como PLC´s, CNC´s,
Controladores industriales (que se
integran a robots), computadoras
industriales y/o dispositivos de control
con programación individual como los
microcontroladores. Los dispositivos
programables son considerados como la
característica esencial para evaluar al
equipamiento en un nivel 2 de
automatización industrial. Ver Tabla 5.
A B C D Interpretación
0 0 0 0 No hay selección
0 0 1 0 Manual
1 0 0 0 Manual
1 0 1 0 Manual
0 1 0 0 Nivel 1
0 1 1 0 Nivel 1
1 1 0 0 Nivel 1
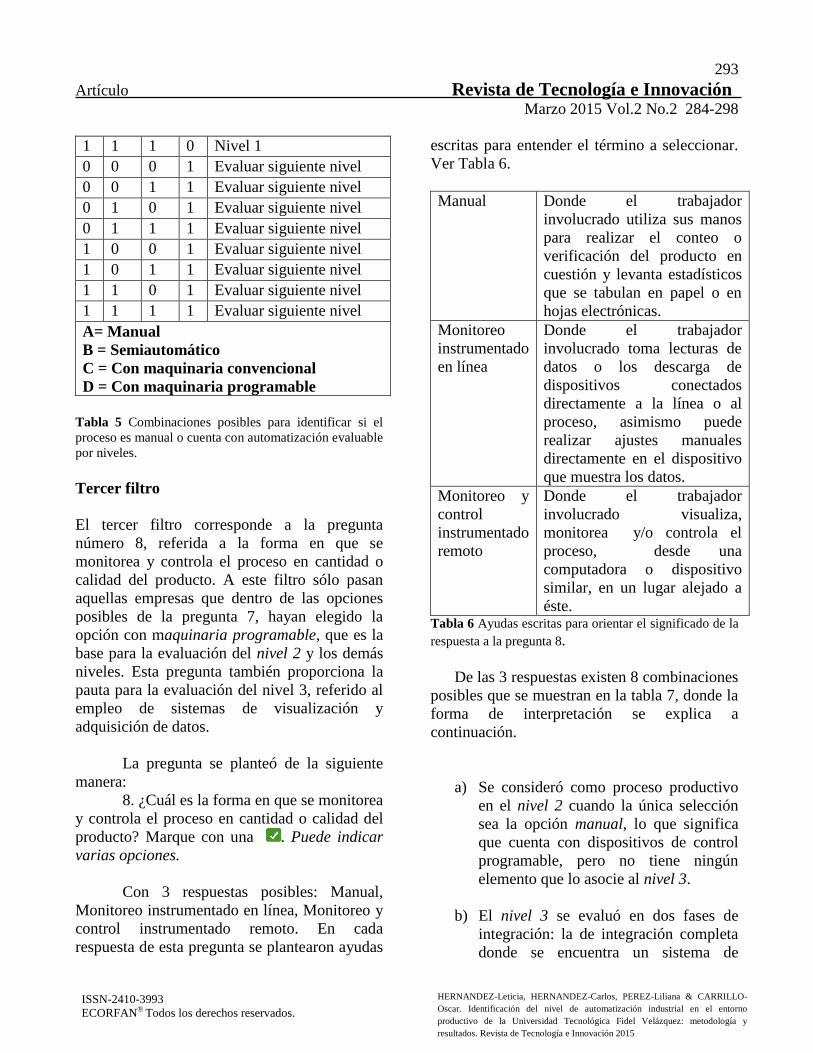
293
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
1 1 1 0 Nivel 1
0 0 0 1 Evaluar siguiente nivel
0 0 1 1 Evaluar siguiente nivel
0 1 0 1 Evaluar siguiente nivel
0 1 1 1 Evaluar siguiente nivel
1 0 0 1 Evaluar siguiente nivel
1 0 1 1 Evaluar siguiente nivel
1 1 0 1 Evaluar siguiente nivel
1 1 1 1 Evaluar siguiente nivel
A= Manual
B = Semiautomático
C = Con maquinaria convencional
D = Con maquinaria programable
Tabla 5 Combinaciones posibles para identificar si el
proceso es manual o cuenta con automatización evaluable
por niveles.
Tercer filtro
El tercer filtro corresponde a la pregunta
número 8, referida a la forma en que se
monitorea y controla el proceso en cantidad o
calidad del producto. A este filtro sólo pasan
aquellas empresas que dentro de las opciones
posibles de la pregunta 7, hayan elegido la
opción con maquinaria programable, que es la
base para la evaluación del nivel 2 y los demás
niveles. Esta pregunta también proporciona la
pauta para la evaluación del nivel 3, referido al
empleo de sistemas de visualización y
adquisición de datos.
La pregunta se planteó de la siguiente
manera:
8. ¿Cuál es la forma en que se monitorea
y controla el proceso en cantidad o calidad del
producto? Marque con una . Puede indicar
varias opciones.
Con 3 respuestas posibles: Manual,
Monitoreo instrumentado en línea, Monitoreo y
control instrumentado remoto. En cada
respuesta de esta pregunta se plantearon ayudas
escritas para entender el término a seleccionar.
Ver Tabla 6.
Manual Donde el trabajador
involucrado utiliza sus manos
para realizar el conteo o
verificación del producto en
cuestión y levanta estadísticos
que se tabulan en papel o en
hojas electrónicas.
Monitoreo
instrumentado
en línea
Donde el trabajador
involucrado toma lecturas de
datos o los descarga de
dispositivos conectados
directamente a la línea o al
proceso, asimismo puede
realizar ajustes manuales
directamente en el dispositivo
que muestra los datos.
Monitoreo y
control
instrumentado
remoto
Donde el trabajador
involucrado visualiza,
monitorea y/o controla el
proceso, desde una
computadora o dispositivo
similar, en un lugar alejado a
éste. Tabla 6 Ayudas escritas para orientar el significado de la
respuesta a la pregunta 8.
De las 3 respuestas existen 8 combinaciones
posibles que se muestran en la tabla 7, donde la
forma de interpretación se explica a
continuación.
a) Se consideró como proceso productivo
en el nivel 2 cuando la única selección
sea la opción manual, lo que significa
que cuenta con dispositivos de control
programable, pero no tiene ningún
elemento que lo asocie al nivel 3.
b) El nivel 3 se evaluó en dos fases de
integración: la de integración completa
donde se encuentra un sistema de
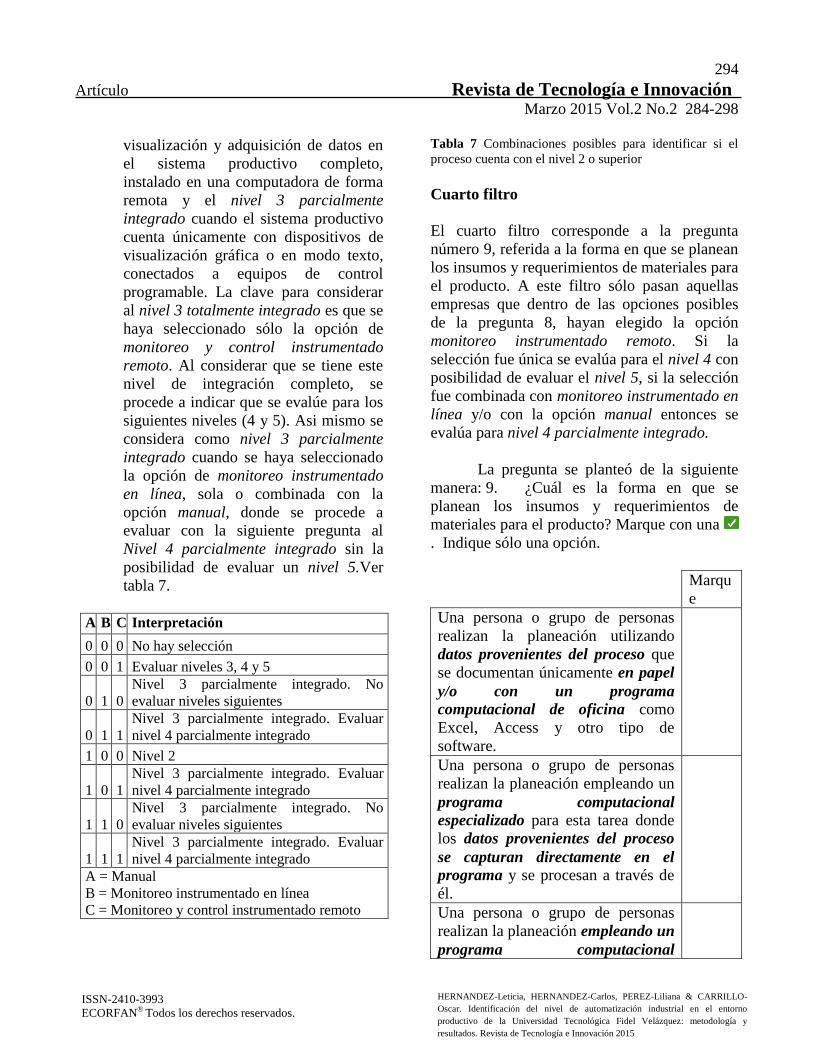
294
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
visualización y adquisición de datos en
el sistema productivo completo,
instalado en una computadora de forma
remota y el nivel 3 parcialmente
integrado cuando el sistema productivo
cuenta únicamente con dispositivos de
visualización gráfica o en modo texto,
conectados a equipos de control
programable. La clave para considerar
al nivel 3 totalmente integrado es que se
haya seleccionado sólo la opción de
monitoreo y control instrumentado
remoto. Al considerar que se tiene este
nivel de integración completo, se
procede a indicar que se evalúe para los
siguientes niveles (4 y 5). Asi mismo se
considera como nivel 3 parcialmente
integrado cuando se haya seleccionado
la opción de monitoreo instrumentado
en línea, sola o combinada con la
opción manual, donde se procede a
evaluar con la siguiente pregunta al
Nivel 4 parcialmente integrado sin la
posibilidad de evaluar un nivel 5.Ver
tabla 7.
A B C Interpretación
0 0 0 No hay selección
0 0 1 Evaluar niveles 3, 4 y 5
0 1 0
Nivel 3 parcialmente integrado. No
evaluar niveles siguientes
0 1 1
Nivel 3 parcialmente integrado. Evaluar
nivel 4 parcialmente integrado
1 0 0 Nivel 2
1 0 1
Nivel 3 parcialmente integrado. Evaluar
nivel 4 parcialmente integrado
1 1 0
Nivel 3 parcialmente integrado. No
evaluar niveles siguientes
1 1 1
Nivel 3 parcialmente integrado. Evaluar
nivel 4 parcialmente integrado
A = Manual
B = Monitoreo instrumentado en línea
C = Monitoreo y control instrumentado remoto
Tabla 7 Combinaciones posibles para identificar si el
proceso cuenta con el nivel 2 o superior
Cuarto filtro
El cuarto filtro corresponde a la pregunta
número 9, referida a la forma en que se planean
los insumos y requerimientos de materiales para
el producto. A este filtro sólo pasan aquellas
empresas que dentro de las opciones posibles
de la pregunta 8, hayan elegido la opción
monitoreo instrumentado remoto. Si la
selección fue única se evalúa para el nivel 4 con
posibilidad de evaluar el nivel 5, si la selección
fue combinada con monitoreo instrumentado en
línea y/o con la opción manual entonces se
evalúa para nivel 4 parcialmente integrado.
La pregunta se planteó de la siguiente
manera: 9. ¿Cuál es la forma en que se
planean los insumos y requerimientos de
materiales para el producto? Marque con una
. Indique sólo una opción.
Marqu
e
Una persona o grupo de personas
realizan la planeación utilizando
datos provenientes del proceso que
se documentan únicamente en papel
y/o con un programa
computacional de oficina como
Excel, Access y otro tipo de
software.
Una persona o grupo de personas
realizan la planeación empleando un
programa computacional
especializado para esta tarea donde
los datos provenientes del proceso
se capturan directamente en el
programa y se procesan a través de
él.
Una persona o grupo de personas
realizan la planeación empleando un
programa computacional
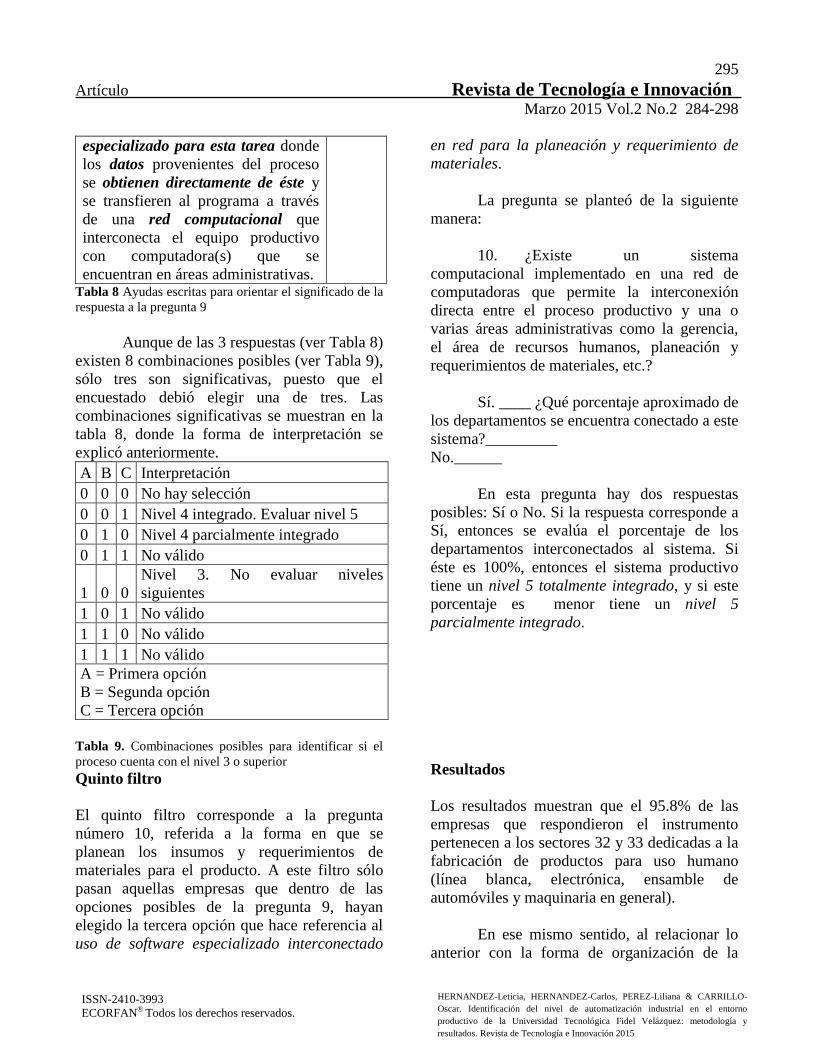
295
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
especializado para esta tarea donde
los datos provenientes del proceso
se obtienen directamente de éste y
se transfieren al programa a través
de una red computacional que
interconecta el equipo productivo
con computadora(s) que se
encuentran en áreas administrativas. Tabla 8 Ayudas escritas para orientar el significado de la
respuesta a la pregunta 9
Aunque de las 3 respuestas (ver Tabla 8)
existen 8 combinaciones posibles (ver Tabla 9),
sólo tres son significativas, puesto que el
encuestado debió elegir una de tres. Las
combinaciones significativas se muestran en la
tabla 8, donde la forma de interpretación se
explicó anteriormente.
A B C Interpretación
0 0 0 No hay selección
0 0 1 Nivel 4 integrado. Evaluar nivel 5
0 1 0 Nivel 4 parcialmente integrado
0 1 1 No válido
1 0 0
Nivel 3. No evaluar niveles
siguientes
1 0 1 No válido
1 1 0 No válido
1 1 1 No válido
A = Primera opción
B = Segunda opción
C = Tercera opción
Tabla 9. Combinaciones posibles para identificar si el
proceso cuenta con el nivel 3 o superior
Quinto filtro
El quinto filtro corresponde a la pregunta
número 10, referida a la forma en que se
planean los insumos y requerimientos de
materiales para el producto. A este filtro sólo
pasan aquellas empresas que dentro de las
opciones posibles de la pregunta 9, hayan
elegido la tercera opción que hace referencia al
uso de software especializado interconectado
en red para la planeación y requerimiento de
materiales.
La pregunta se planteó de la siguiente
manera:
10. ¿Existe un sistema
computacional implementado en una red de
computadoras que permite la interconexión
directa entre el proceso productivo y una o
varias áreas administrativas como la gerencia,
el área de recursos humanos, planeación y
requerimientos de materiales, etc.?
Sí. ____ ¿Qué porcentaje aproximado de
los departamentos se encuentra conectado a este
sistema?_________
No.______
En esta pregunta hay dos respuestas
posibles: Sí o No. Si la respuesta corresponde a
Sí, entonces se evalúa el porcentaje de los
departamentos interconectados al sistema. Si
éste es 100%, entonces el sistema productivo
tiene un nivel 5 totalmente integrado, y si este
porcentaje es menor tiene un nivel 5
parcialmente integrado.
Resultados
Los resultados muestran que el 95.8% de las
empresas que respondieron el instrumento
pertenecen a los sectores 32 y 33 dedicadas a la
fabricación de productos para uso humano
(línea blanca, electrónica, ensamble de
automóviles y maquinaria en general).
En ese mismo sentido, al relacionar lo
anterior con la forma de organización de la
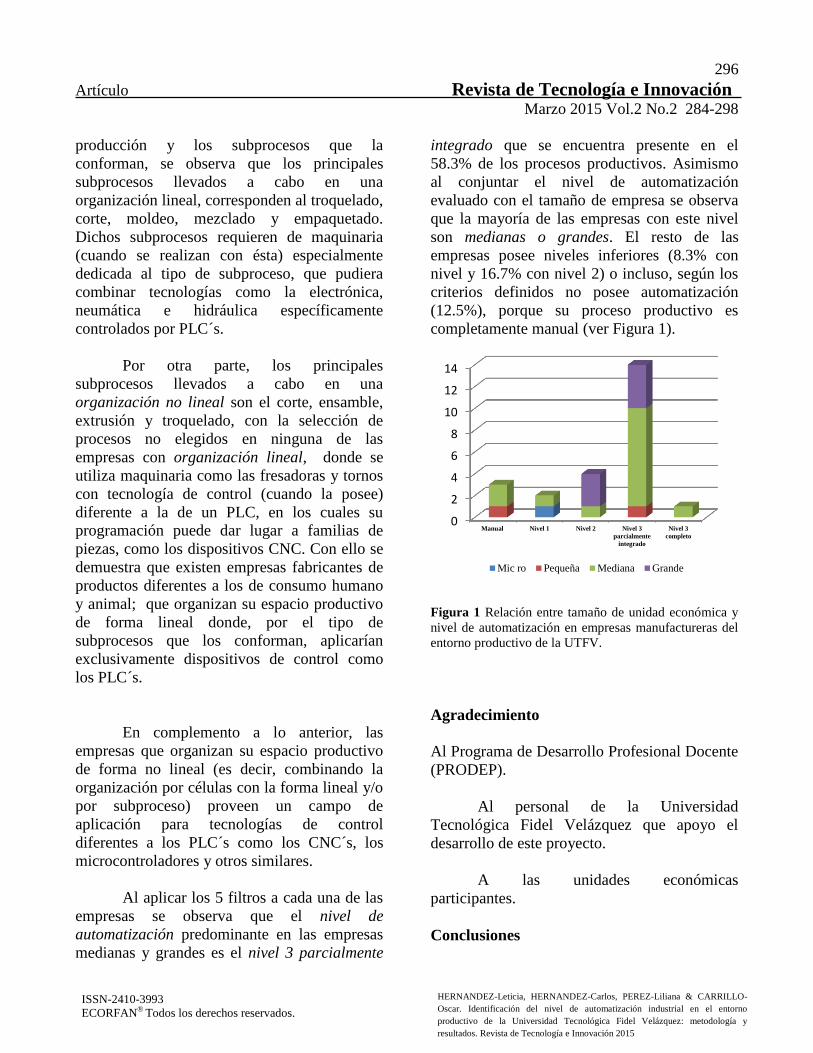
296
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
producción y los subprocesos que la
conforman, se observa que los principales
subprocesos llevados a cabo en una
organización lineal, corresponden al troquelado,
corte, moldeo, mezclado y empaquetado.
Dichos subprocesos requieren de maquinaria
(cuando se realizan con ésta) especialmente
dedicada al tipo de subproceso, que pudiera
combinar tecnologías como la electrónica,
neumática e hidráulica específicamente
controlados por PLC´s.
Por otra parte, los principales
subprocesos llevados a cabo en una
organización no lineal son el corte, ensamble,
extrusión y troquelado, con la selección de
procesos no elegidos en ninguna de las
empresas con organización lineal, donde se
utiliza maquinaria como las fresadoras y tornos
con tecnología de control (cuando la posee)
diferente a la de un PLC, en los cuales su
programación puede dar lugar a familias de
piezas, como los dispositivos CNC. Con ello se
demuestra que existen empresas fabricantes de
productos diferentes a los de consumo humano
y animal; que organizan su espacio productivo
de forma lineal donde, por el tipo de
subprocesos que los conforman, aplicarían
exclusivamente dispositivos de control como
los PLC´s.
En complemento a lo anterior, las
empresas que organizan su espacio productivo
de forma no lineal (es decir, combinando la
organización por células con la forma lineal y/o
por subproceso) proveen un campo de
aplicación para tecnologías de control
diferentes a los PLC´s como los CNC´s, los
microcontroladores y otros similares.
Al aplicar los 5 filtros a cada una de las
empresas se observa que el nivel de
automatización predominante en las empresas
medianas y grandes es el nivel 3 parcialmente
integrado que se encuentra presente en el
58.3% de los procesos productivos. Asimismo
al conjuntar el nivel de automatización
evaluado con el tamaño de empresa se observa
que la mayoría de las empresas con este nivel
son medianas o grandes. El resto de las
empresas posee niveles inferiores (8.3% con
nivel y 16.7% con nivel 2) o incluso, según los
criterios definidos no posee automatización
(12.5%), porque su proceso productivo es
completamente manual (ver Figura 1).
Figura 1 Relación entre tamaño de unidad económica y
nivel de automatización en empresas manufactureras del
entorno productivo de la UTFV.
Agradecimiento
Al Programa de Desarrollo Profesional Docente
(PRODEP).
Al personal de la Universidad
Tecnológica Fidel Velázquez que apoyo el
desarrollo de este proyecto.
A las unidades económicas
participantes.
Conclusiones
0
2
4
6
8
10
12
14
Manual Nivel 1 Nivel 2 Nivel 3
parcialmente
integrado
Nivel 3
completo
Mic ro Pequeña Mediana Grande
297
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
Al analizar el entorno industrial manufacturero
de la UTFV, se concluye que las empresas de
mayor tamaño (medianas y grandes) tienen
integrados en sus procesos productivos los
niveles 2 y 3 de automatización, de las cuales
más de la mitad, emplea en forma parcial el
nivel 3, es decir tienen implementado en parte
de su proceso productivo sensores y actuadores
que son comandados por dispositivos
programables (principalmente PLC´s y CNC´s).
Donde los datos provenientes del
sistema pueden ser visualizados en una pantalla
gráfica o de texto o a través de un software de
monitoreo y adquisición de datos (SCADA)
instalado en una computadora de forma remota.
Es importante considerar que los resultados del
estudio reflejan el nivel de automatización
presente en menos del 15% del total de las
empresas que existen en los municipios, pero
que pudieran integrar en sus procesos el mayor
nivel de automatización posible, por lo que
existe un amplio campo para el desarrollo de
proyectos de automatización en micro y
pequeñas empresas, con procesos productivos
principalmente relacionados con la fabricación
de piezas para maquinaria y equipo en general,
que inicien en el nivel 1 y sean escalables,
donde los alumnos y egresados de los
programas educativos de Mantenimiento
Industrial y Mecatrónica, seguirán
desarrollando tanto estadías como trabajo
profesional. En este sentido, la identificación
del nivel de automatización en conjunto con la
base de datos electrónica relativa a las
actividades económicas susceptibles de emplear
automatización en los 6 municipios del estudio,
proporcionan la pauta para definir estrategias
que fortalezcan los planes de estudio de estos
programas educativos.
Así mismo, cualquier empresa dedicada
a la fabricación de productos, que pretenda
destinar recursos para incrementar el nivel de
automatización de su proceso productivo,
debería realizar tanto el estudio de costo
beneficio de la inversión como un análisis de
escalabilidad en cuanto a integración
tecnológica se refiere.
En este sentido la metodología aplicada
a un conjunto de empresas sirve como base para
identificar su nivel de automatización de forma
particular para posteriormente realizar una
evaluación que permita determinar la
compatibilidad y escalabilidad de los
dispositivos de control programable integrados
o por integrar al sistema, mismos que son la
plataforma para escalar a los niveles tres, cuatro
y cinco, donde el método para la evaluación
individual del sistema productivo deberá
proponerse y desarrollarse, considerando que la
forma de organización de los subprocesos que
lo integran, es un factor muy importante en esta
evaluación.
298
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 284-298
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
HERNANDEZ-Leticia, HERNANDEZ-Carlos, PEREZ-Liliana & CARRILLO-
Oscar. Identificación del nivel de automatización industrial en el entorno
productivo de la Universidad Tecnológica Fidel Velázquez: metodología y
resultados. Revista de Tecnología e Innovación 2015
Referencias
Baumgartner, H., Knichewski, K., Wieding, H.
(1991). CIM. Consideraciones básicas. España:
Editorial Marcombo S.A.
Boon, K., Mercado, A.(1990). Automatización
flexible en la industria (1ª. Edición). México:
Editorial Limusa S.A. de C.V.
Cuatrecasas, Ll. (2011). Organización de la
producción y dirección de operaciones:
Sistemas actuales de gestión eficiente y
competitiva. España: Ediciones Díaz Santos
S.A.
Garcia, A., (2005). El control automático en la
industria. España: Ediciones de la Universidad
de Castilla.
Kalpakjian, S. (2008). Manufactura Ingeniería
y Tecnología (5ª. Edición). México: Pearson
Educación de México S.A. de C.V.
Mandado, P., Marcos, J., Fernández, C.,
Armesto, J. (2009). Autómatas programables y
sistemas de automatización (2a. Edición).
México: Alfaomega Grupo Editor S.A. de C.V.
Micro, pequeña, mediana y gran empresa.
Estratificación de los establecimientos censos
económicos 2009 (2011). México: Instituto
Nacional de Estadística, Geografía e
Informática (INEGI).
Sistema de Clasificación Industrial de América
del Norte, México SCIAN 2007 (3ª edición).
México: Instituto Nacional de Estadística,
Geografía e Informática (INEGI).
Piedrafita, R. (2004). Ingeniería de la
automatización industrial (2ª. Edición).
México: Alfaomega Grupo Editor S.A. de C.V.
299
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
Unidad de Control Automatizado y Conectividad Móvil
LARA-Luisa†, KAO-Luis, LOEZA–Fernando & ZAPATA-Martha
Universidad Tecnológica Metropolotina
Recibido 16 de Enero, 2015; Aceptado 2 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El presente artículo es resultado de la participación
del cuerpo académico de Redes y
Telecomunicaciones de la Universidad Tecnológica
Metropolitana(UTM) en el programa de
Fortalecimiento de Cuerpos Académicos con el
proyecto titulado Unidad de Control Automatizado
utilizando RFID y Conectividad Móvil. El objetivo
consistió en comparar como una unidad de control
automatizada mejora la seguridad con respecto a los
mecanismos actualmente utilizados en laboratorios.
El nivel de investigación fue descriptivo utilizando
estrategias de investigación de campo y
experimental. El tipo de muestreo fue intencional u
opinático. El prototipo fue implementado en un
laboratorio de la UTM y su relevancia radica en que
la conectividad móvil puede hacer uso de
aplicaciones que optimicen tiempos de acceso y
control a instalaciones físicas a través de soluciones
de bajo coste y conexión remota a servidores de
autentificación.
Unidad de Control Automatizada, Raspberyy Pi,
Conectividad, Domótica
Abstract
This article is the result of the participation of Telecommunications Networks Academic group
from the Metropolitan Technological University
(UTM) under reinforcing Academic Groups
program with the project entitled Automated
Control Unit using RFID and Mobile Connectivity.
The objective was to compare how an automated
control unit can improve the security besides other
mechanisms currently used in laboratories. The
level of research was descriptive using strategies
and experiments on site. The sampling was
intentional or by opinion. The prototype was a
laboratory implementation created in the University
the project relevance is based in how mobile
connectivity applications can be used to optimize
access times and control physical facilities through
low-cost solutions and remote authentication server
connection.
Automated Control Unit,Raspberyy Pi
Connectivity, Automation
___________________________________________________________________________________________________
Citación: LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-Martha. Unidad de Control Automatizado y
Conectividad Móvil. Revista de Tecnología e Innovación 2015, 2-2:299-308
________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
300
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
Introducción
Normalmente en todas las organizaciones el
mantener el control del acceso a sus
instalaciones es un tema importante.
Generalmente la implementación de
mecanismos de seguridad resulta costosa, razón
por la cual muchas organizaciones no invierten
en este rubro. En las universidades, sobre todo,
donde se tiene mucha afluencia de gente y
recursos económicos limitados resulta
importante contar con controles de acceso
fiables y a bajo costo.
La domótica es una técnica que permite
integrar diversas tareas (el control de la
iluminación, de la climatización, la seguridad y
muchas otras) en el seno de una red de control.
El desarrollo de la domótica es inseparable de
las tecnologías de la información y
comunicación experimentada en los últimos
tiempos.
La instalación domótica debe contar con
con una serie de interfaces que permitan a
los usuarios programar y definir parámetros de
la instalación, además de recibir la información
de los dispositivos en un formato fácil
de comprender e interpretar. Así, desde
las interfaces se podrá dar órdenes de
encendido, apagado o bien de apertura o
cierre. Estas interfaces de control pueden
estar situados dentro de un edificio o
comunicarse al exterior a través de internet o de
mensajes de un móvil. Los servicios que ofrece
la domótica se pueden agrupar según cinco
aspectos o ámbitos principales: Ahorro
de Energía, Confort, Seguridad,
Comunicaciones y Accesibilidad.
Problemática
La propuesta de este proyecto surge para
establecer un mecanismo integral que
contribuya a la seguridad, el control de acceso y
optimización de iluminación de instalaciones
físicas, a través de una solución de bajo costo
basada en una unidad de control automatizada
utilizando RFID y conexión remota a servidores
de autentificación.
La necesidad que se pretende resolver es
aumentar la seguridad y mejorar el control de
acceso y uso de la iluminación en instalaciones
físicas de la Universidad Tecnológica
Metropolitana (UTM), durante los periodos
escolares.
En la Universidad Tecnológica
Metropolitana se cuenta con nueve laboratorios
de cómputo y uno de electrónica en la
División de Tecnologías de la Información y
Comunicación (TIC). Una problemática que se
ha presentado es el control de las llaves de
acceso y la seguridad de los equipos,
instrumentos y herramientas con las que
cuentan.
En el control de las llaves, el
procedimiento que actualmente se maneja es a
través del departamento de soporte técnico, el
cual se encarga de proporcionar al profesor la
llave correspondiente al laboratorio que va a
utilizar, registrando en una bitácora el número
de laboratorio, nombre del profesor y horario de
uso. En caso de que la llave todavía no se
encuentre debido a que el profesor anterior no
la ha devuelto, este tiene que esperar que se
devuelva para poder solicitarla.
También se han dado casos en que el
profesor olvida devolver la llave, causando que
los otros profesores no puedan acceder al
301
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
laboratorio, adicionalmente se tiene una pérdida
de tiempo y recorridos desde el laboratorio al
departamento de soporte técnico para solicitar o
devolver la llave.
Cabe mencionar que estos
laboratorios contienen mobiliario, equipo de
cómputo especializado y/o herramientas que se
usan día a día y que tienen un alto valor relativo
para las actividades académicas propias de la
Institución y por ende de la sociedad. Por otro
lado, disponer de información en tiempo real
del uso de los laboratorios, del personal que
accede y hace uso de estos para llevar a cabo
actividades académico-administrativas de vital
importancia del proceso educativo de la UTM.
Propuesta del proyecto
El proyecto se dividióbásicamente en tres
componentes principales:
- Desarrollo de un prototipo de hardware
que sirva de unidad de control.
- Desarrollo del software para la gestión y
administración de los
serviciosejecutándose en la unidad de
control.
- Desarrollo de una aplicación móvil para
el control de acceso e iluminación de los
laboratorios.
En la solución se utilizaron
componentes electrónicos de bajo costo y de
código abierto. Estos componentes son:
Raspberry Pi (RPi), Python, MySQL,
Android.
Raspberry Pi
Es un ordenador de placa reducida (SBC) de
bajo costodesarrollado en Reino Unido por la
Fundación Raspberry Pi, con el objetivo
deestimular la enseñanza de ciencias de la
computación en las escuelas.
El RPi fue la base de la unidad de
control, éste componente tendrá losservicios
necesarios para el control de la iluminación y
del acceso. Se hizo uso delos puertos que trae
integrados como el Universal Serial Bus (USB)
y el GeneralPurpose Input Output (GPIO).
Python
Es un lenguaje de scripting independiente de
plataforma y orientado aobjetos, preparado para
realizar cualquier tipo de programa, desde
aplicacionesWindows a servidores de red o
incluso, páginas web.
El lenguaje Pythonfué con lo que se
desarrolló los diversos módulos paracontrolar
al RPi. Estos módulos, se ejecután a
manera de servicios paraatender las peticiones
que hacen los profesores. Para ello se pretende
desarrollar, adicionalmente a los servicios que
controlen la parte física de los laboratorios,
servicios web (web services) que serán los que
respondan a las peticiones de los dispositivos
móviles.
MySQL
Es un sistema de administración de bases de
datos (DatabaseManagement System, DBMS)
para bases de datos relacionales. Así, MySQL
no esmás que una aplicación que permite
gestionar archivos llamados de bases de datos.
Para este proyecto se contempló la
necesidad de contar con una base dedatos en
donde se tengan los datos y horarios de clase de
los profesores. Tambiénen esta base de datos se
tendrán a los laboratorios con los dispositivos
302
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
que puedenser controlados, como luces y
puertas.
Android
Es un sistema operativo que puede ser adoptado
por cualquierfabricante de celulares – aunque
existe un consorcio de los fabricantes
másimportantes – y permite realizar tareas que
se asemejan a una PC, como navegar laweb,
leer emails, descargar aplicaciones, etc. Para el
proyecto, se desarrolló una aplicación para ser
ejecutada encualquier teléfono celular que
ejecute este sistema operativo. Esta aplicación
seráutilizada para validar al profesor en su
horario de clases y presentarle las
diferentesopciones de interacción con las
luminarias del laboratorio, así como para su
accesoal mismo. La aplicación Android
interactúa por medio de servicios web tanto con
elRaspberry Pi como con un servidor que
contiene la base de datos con los horarios de los
profesores. Para aquellos profesores que no
contaban con un dispositivo Android se
desarrolló una alternativa para el acceso a los
laboratorios utilizando tecnologíaRFID. La
importancia de este proyecto radica en que se
tiene un acceso controlado, disminuye el tiempo
de registro para solicitar una llave y la pérdida
de tiempo mientras devuelve la misma para que
sea entregada a otro profesor, mejora la
seguridad ya que solamente tienen acceso
personas autorizadas y controla
administrativamente a los usuarios ya que al
ingresar el profesor con su contraseña única,
automáticamente se valida y se registra en una
base de datos la hora de entrada y salida del
laboratorio.
De tal forma que la hipótesis que se
plantea es la necesidad de emplear una
aplicación móvil desde un teléfono celular
Android para acceder a los laboratorios y
controlar la iluminación y que optimizará el
control de llaves, y la administración de los
usuarios del mismo.
Metodología
Se realizó una revisión, detección, consulta,
extracción y recopilación de información para
la construcción de un marco teórico que integre
aspectos de tecnologías de control de acceso
automatizado, dispositivo Raspberry Pi
(Conectividad y administración del servidor
Raspbian), lenguaje de programación Python,
protocolos inalámbricos e interfaces
inalámbricas, desarrollo de aplicaciones para
dispositivos móviles (Android).
Posteriormente se hizo el diseño e
integración, de las tecnologías investigadas, en
la solución propuesta. Finalmente se llevo a
cabo la implementación, pruebas y puesta en
marcha de la solución en un labotorio de
electrónica de la División TIC de la UTM.
La selección de la muestra para la
investigación descriptiva fue con base a los
criterios de selección establecidos por el cuerpo
académico de Redes y Telecomunicaciones.
Se utilizó como población a los docentes de
la UTM. Tanto para para la investigación de
campo y experimental se conto con la
participación de profesores pertenencientes a la
División TIC y que utilizaran el laboratorio
durante el periodo escolar Enero-Abril 2014 y
el periodo escolar Enero - Abril 2015
respectivamente.
Se emplearon como técnicas de
recolección de datos la observación directa y la
encuesta utilizando entrevistas y cuestionarios.
Desarrollo
Para el desarrollo del prototipo de la Unidad de
Control Automatizada y Conectividad Móvil se
303
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
siguieron tres pautas: La ingeniería de
concepción, la de desarrollo del Hardware y la
de desarrollo del Software.
Ingeniería de concepción
La ingeniería de concepción del prototipo para
la implementación de Unidad de Control para la
gestión de sistemas deiluminación y el acceso a
laboratorios se consideraron los siguientes
aspectos:
- Administrar el Sistema Operativo
Raspbian.
- Administrar las comunicaciones
alámbricas e inalámbricas en el
Raspberry Pi.
- Administrar los servicios web a
ejecutarse en el Raspberry Pi.
- Conectorizar dispositivos electrónicos
que serían manipulados por las
aplicacionesde software.
- Conectorizar los componentes
electrónicos para el desarrollo de los
dispositivos deautomatización.
- Desarrollar un sitio de gestión de
dispositivos en el Raspberry Pi.
Para la integración de Servicios Web
para el Control de Sistemas de Iluminación y de
Acceso a Laboratorios a la Unidad de Control
se consideraron los siguientes aspectos:
- Utilizar un framewok web para Python.
- Interactuar con una unidad de control
Raspberry Pi.
- Generar métodos en Python para
encendido de luces.
- Generar métodos en Python para
apertura de puertas.
- Gestionar la base de datos de profesores,
horarios y laboratorios.
Para la aplicación Móvil para el
Control de Sistemas de Iluminación y de
Acceso a Laboratorios se consideraron los
siguientes aspectos:
- Utilizar un framework web para Python.
- Interactuar con una unidad de control
Raspberry Pi.
- Generar métodos en Android para
encendido de luces.
- Generar métodos en Android para
apertura de puertas.
- Diseñar un front-end de fácil uso para el
usuario del sistema.
Ingeniería de desarrollo - Hardware.
Para la ingeniería En este aspecto se realizaron
los diagramas de conexión quefueron la base
para la creación de la Unidad de Control con
base a los principalescomponentes electrónicos
utilizados en el proyecto, tales como tarjetas de
relevadores,fuente de poder, cerraduras
magnética y el GPIO del Raspberry.
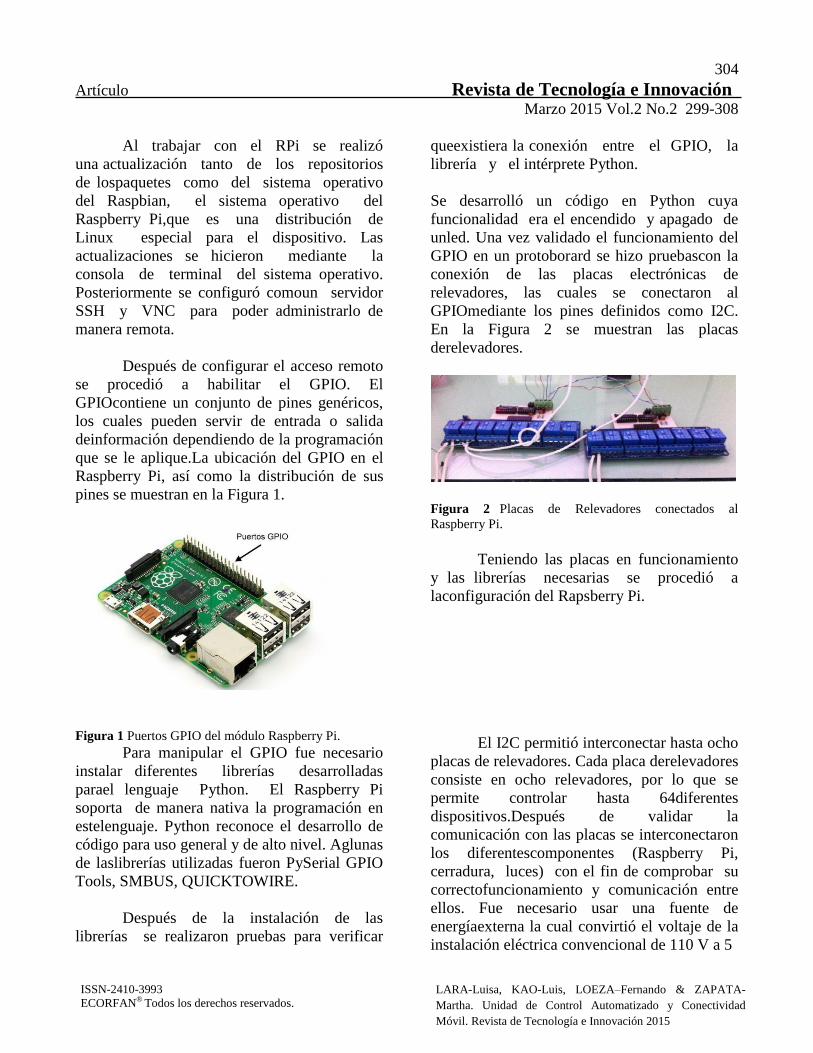
304
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
Al trabajar con el RPi se realizó
una actualización tanto de los repositorios
de lospaquetes como del sistema operativo
del Raspbian, el sistema operativo del
Raspberry Pi,que es una distribución de
Linux especial para el dispositivo. Las
actualizaciones se hicieron mediante la
consola de terminal del sistema operativo.
Posteriormente se configuró comoun servidor
SSH y VNC para poder administrarlo de
manera remota.
Después de configurar el acceso remoto
se procedió a habilitar el GPIO. El
GPIOcontiene un conjunto de pines genéricos,
los cuales pueden servir de entrada o salida
deinformación dependiendo de la programación
que se le aplique.La ubicación del GPIO en el
Raspberry Pi, así como la distribución de sus
pines se muestran en la Figura 1.
Figura 1 Puertos GPIO del módulo Raspberry Pi.
Para manipular el GPIO fue necesario
instalar diferentes librerías desarrolladas
parael lenguaje Python. El Raspberry Pi
soporta de manera nativa la programación en
estelenguaje. Python reconoce el desarrollo de
código para uso general y de alto nivel. Aglunas
de laslibrerías utilizadas fueron PySerial GPIO
Tools, SMBUS, QUICKTOWIRE.
Después de la instalación de las
librerías se realizaron pruebas para verificar
queexistiera la conexión entre el GPIO, la
librería y el intérprete Python.
Se desarrolló un código en Python cuya
funcionalidad era el encendido y apagado de
unled. Una vez validado el funcionamiento del
GPIO en un protoborard se hizo pruebascon la
conexión de las placas electrónicas de
relevadores, las cuales se conectaron al
GPIOmediante los pines definidos como I2C.
En la Figura 2 se muestran las placas
derelevadores.
Figura 2 Placas de Relevadores conectados al
Raspberry Pi.
Teniendo las placas en funcionamiento
y las librerías necesarias se procedió a
laconfiguración del Rapsberry Pi.
El I2C permitió interconectar hasta ocho
placas de relevadores. Cada placa derelevadores
consiste en ocho relevadores, por lo que se
permite controlar hasta 64diferentes
dispositivos.Después de validar la
comunicación con las placas se interconectaron
los diferentescomponentes (Raspberry Pi,
cerradura, luces) con el fin de comprobar su
correctofuncionamiento y comunicación entre
ellos. Fue necesario usar una fuente de
energíaexterna la cual convirtió el voltaje de la
instalación eléctrica convencional de 110 V a 5
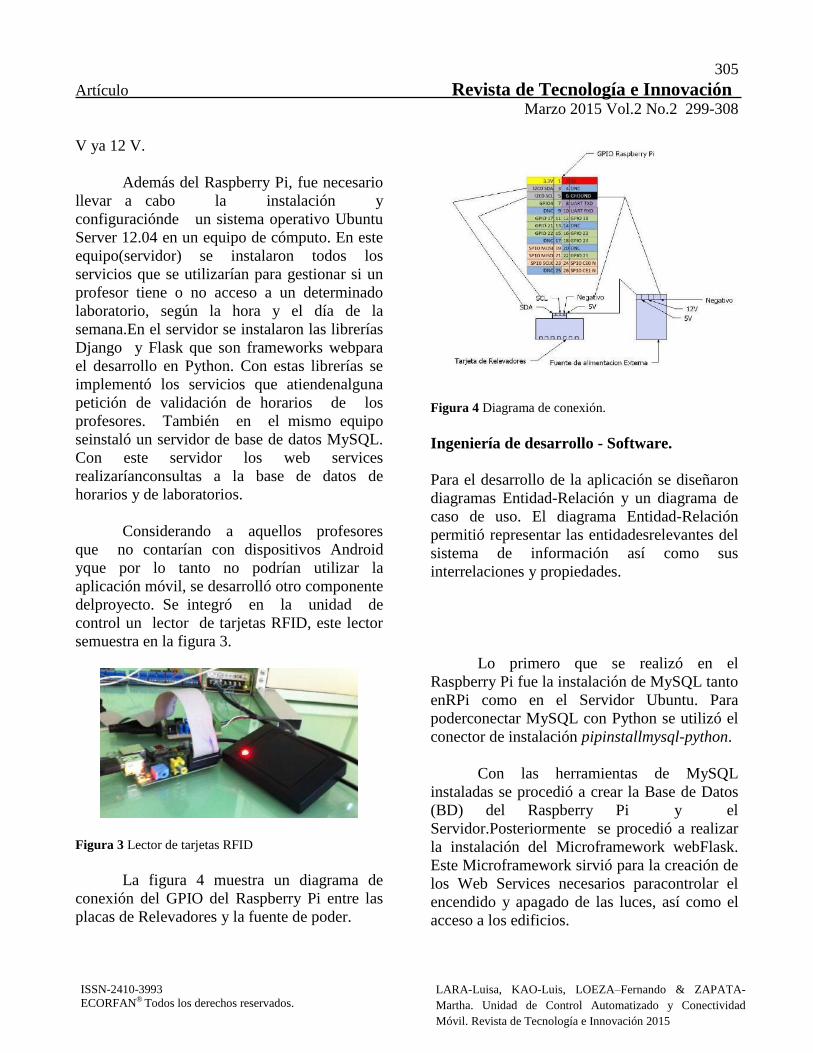
305
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
V ya 12 V.
Además del Raspberry Pi, fue necesario
llevar a cabo la instalación y
configuraciónde un sistema operativo Ubuntu
Server 12.04 en un equipo de cómputo. En este
equipo(servidor) se instalaron todos los
servicios que se utilizarían para gestionar si un
profesor tiene o no acceso a un determinado
laboratorio, según la hora y el día de la
semana.En el servidor se instalaron las librerías
Django y Flask que son frameworks webpara
el desarrollo en Python. Con estas librerías se
implementó los servicios que atiendenalguna
petición de validación de horarios de los
profesores. También en el mismo equipo
seinstaló un servidor de base de datos MySQL.
Con este servidor los web services
realizaríanconsultas a la base de datos de
horarios y de laboratorios.
Considerando a aquellos profesores
que no contarían con dispositivos Android
yque por lo tanto no podrían utilizar la
aplicación móvil, se desarrolló otro componente
delproyecto. Se integró en la unidad de
control un lector de tarjetas RFID, este lector
semuestra en la figura 3.
Figura 3 Lector de tarjetas RFID
La figura 4 muestra un diagrama de
conexión del GPIO del Raspberry Pi entre las
placas de Relevadores y la fuente de poder.
Figura 4 Diagrama de conexión.
Ingeniería de desarrollo - Software.
Para el desarrollo de la aplicación se diseñaron
diagramas Entidad-Relación y un diagrama de
caso de uso. El diagrama Entidad-Relación
permitió representar las entidadesrelevantes del
sistema de información así como sus
interrelaciones y propiedades.
Lo primero que se realizó en el
Raspberry Pi fue la instalación de MySQL tanto
enRPi como en el Servidor Ubuntu. Para
poderconectar MySQL con Python se utilizó el
conector de instalación pipinstallmysql-python.
Con las herramientas de MySQL
instaladas se procedió a crear la Base de Datos
(BD) del Raspberry Pi y el
Servidor.Posteriormente se procedió a realizar
la instalación del Microframework webFlask.
Este Microframework sirvió para la creación de
los Web Services necesarios paracontrolar el
encendido y apagado de las luces, así como el
acceso a los edificios.
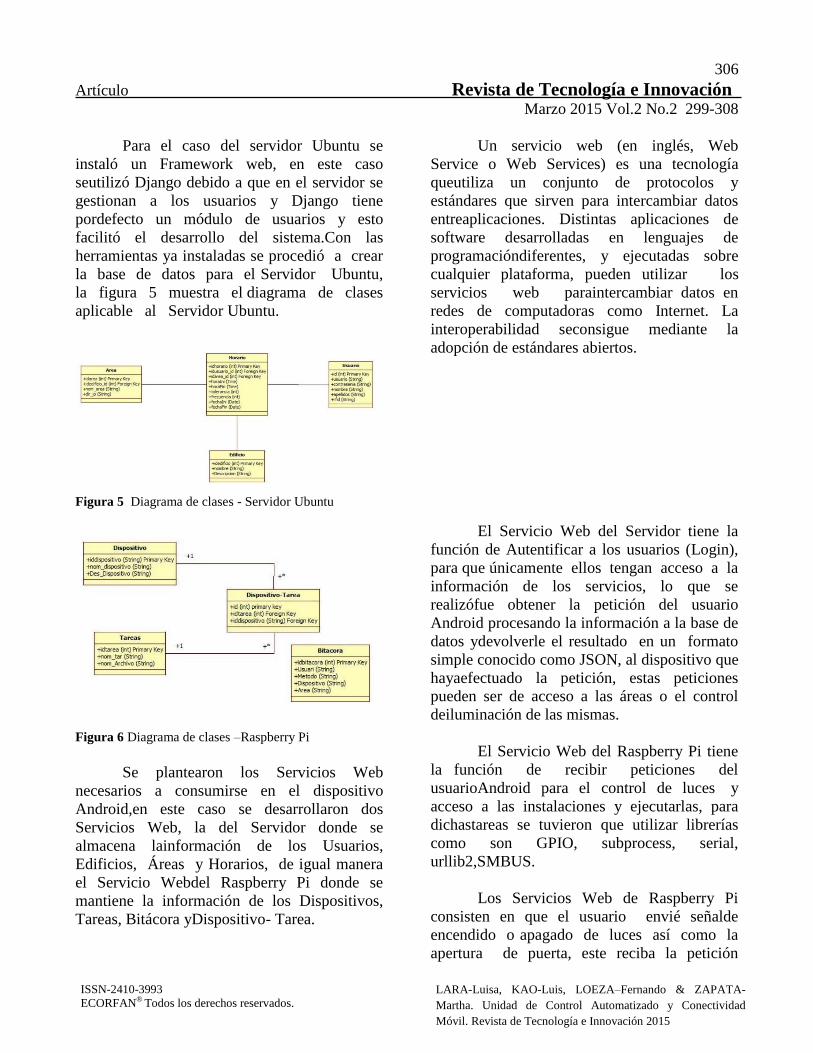
306
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
Para el caso del servidor Ubuntu se
instaló un Framework web, en este caso
seutilizó Django debido a que en el servidor se
gestionan a los usuarios y Django tiene
pordefecto un módulo de usuarios y esto
facilitó el desarrollo del sistema.Con las
herramientas ya instaladas se procedió a crear
la base de datos para el Servidor Ubuntu,
la figura 5 muestra el diagrama de clases
aplicable al Servidor Ubuntu.
Figura 5 Diagrama de clases - Servidor Ubuntu
Figura 6 Diagrama de clases –Raspberry Pi
Se plantearon los Servicios Web
necesarios a consumirse en el dispositivo
Android,en este caso se desarrollaron dos
Servicios Web, la del Servidor donde se
almacena lainformación de los Usuarios,
Edificios, Áreas y Horarios, de igual manera
el Servicio Webdel Raspberry Pi donde se
mantiene la información de los Dispositivos,
Tareas, Bitácora yDispositivo- Tarea.
Un servicio web (en inglés, Web
Service o Web Services) es una tecnología
queutiliza un conjunto de protocolos y
estándares que sirven para intercambiar datos
entreaplicaciones. Distintas aplicaciones de
software desarrolladas en lenguajes de
programacióndiferentes, y ejecutadas sobre
cualquier plataforma, pueden utilizar los
servicios web paraintercambiar datos en
redes de computadoras como Internet. La
interoperabilidad seconsigue mediante la
adopción de estándares abiertos.
El Servicio Web del Servidor tiene la
función de Autentificar a los usuarios (Login),
para que únicamente ellos tengan acceso a la
información de los servicios, lo que se
realizófue obtener la petición del usuario
Android procesando la información a la base de
datos ydevolverle el resultado en un formato
simple conocido como JSON, al dispositivo que
hayaefectuado la petición, estas peticiones
pueden ser de acceso a las áreas o el control
deiluminación de las mismas.
El Servicio Web del Raspberry Pi tiene
la función de recibir peticiones del
usuarioAndroid para el control de luces y
acceso a las instalaciones y ejecutarlas, para
dichastareas se tuvieron que utilizar librerías
como son GPIO, subprocess, serial,
urllib2,SMBUS.
Los Servicios Web de Raspberry Pi
consisten en que el usuario envié señalde
encendido o apagado de luces así como la
apertura de puerta, este reciba la petición
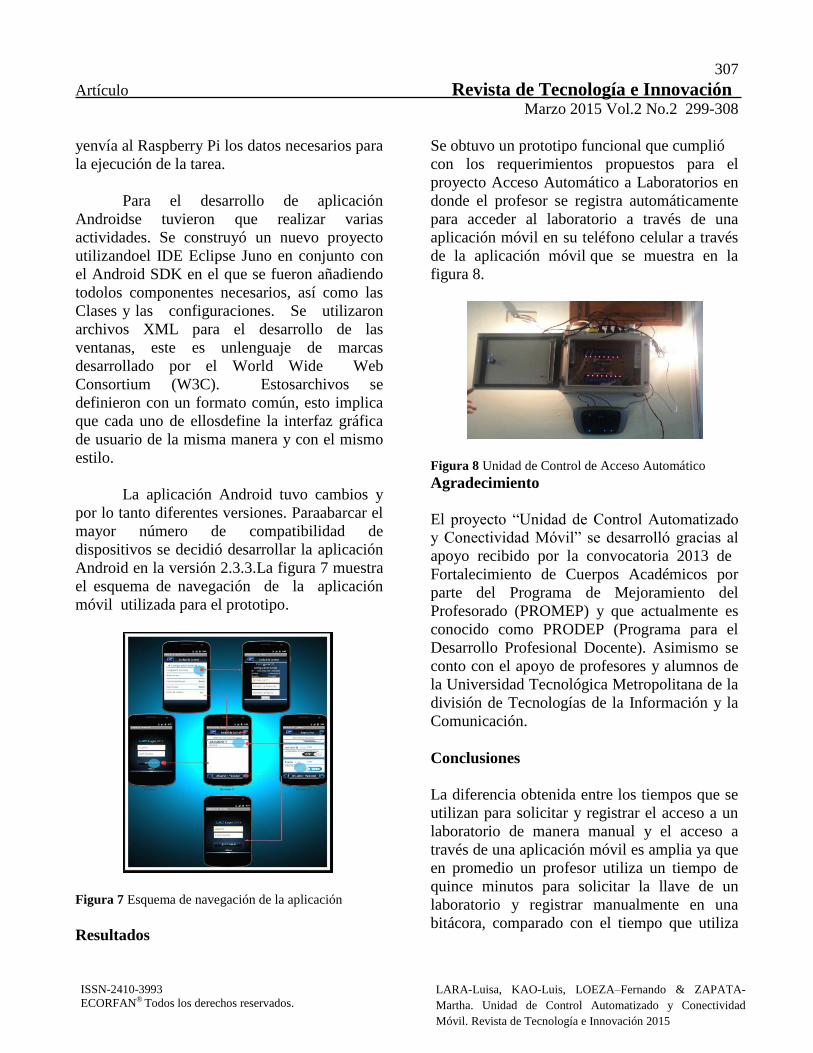
307
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
yenvía al Raspberry Pi los datos necesarios para
la ejecución de la tarea.
Para el desarrollo de aplicación
Androidse tuvieron que realizar varias
actividades. Se construyó un nuevo proyecto
utilizandoel IDE Eclipse Juno en conjunto con
el Android SDK en el que se fueron añadiendo
todolos componentes necesarios, así como las
Clases y las configuraciones. Se utilizaron
archivos XML para el desarrollo de las
ventanas, este es unlenguaje de marcas
desarrollado por el World Wide Web
Consortium (W3C). Estosarchivos se
definieron con un formato común, esto implica
que cada uno de ellosdefine la interfaz gráfica
de usuario de la misma manera y con el mismo
estilo.
La aplicación Android tuvo cambios y
por lo tanto diferentes versiones. Paraabarcar el
mayor número de compatibilidad de
dispositivos se decidió desarrollar la aplicación
Android en la versión 2.3.3.La figura 7 muestra
el esquema de navegación de la aplicación
móvil utilizada para el prototipo.
Figura 7 Esquema de navegación de la aplicación
Resultados
Se obtuvo un prototipo funcional que cumplió
con los requerimientos propuestos para el
proyecto Acceso Automático a Laboratorios en
donde el profesor se registra automáticamente
para acceder al laboratorio a través de una
aplicación móvil en su teléfono celular a través
de la aplicación móvil que se muestra en la
figura 8.
Figura 8 Unidad de Control de Acceso Automático
Agradecimiento
El proyecto ―Unidad de Control Automatizado
y Conectividad Móvil‖ se desarrolló gracias al
apoyo recibido por la convocatoria 2013 de
Fortalecimiento de Cuerpos Académicos por
parte del Programa de Mejoramiento del
Profesorado (PROMEP) y que actualmente es
conocido como PRODEP (Programa para el
Desarrollo Profesional Docente). Asimismo se
conto con el apoyo de profesores y alumnos de
la Universidad Tecnológica Metropolitana de la
división de Tecnologías de la Información y la
Comunicación.
Conclusiones
La diferencia obtenida entre los tiempos que se
utilizan para solicitar y registrar el acceso a un
laboratorio de manera manual y el acceso a
través de una aplicación móvil es amplia ya que
en promedio un profesor utiliza un tiempo de
quince minutos para solicitar la llave de un
laboratorio y registrar manualmente en una
bitácora, comparado con el tiempo que utiliza
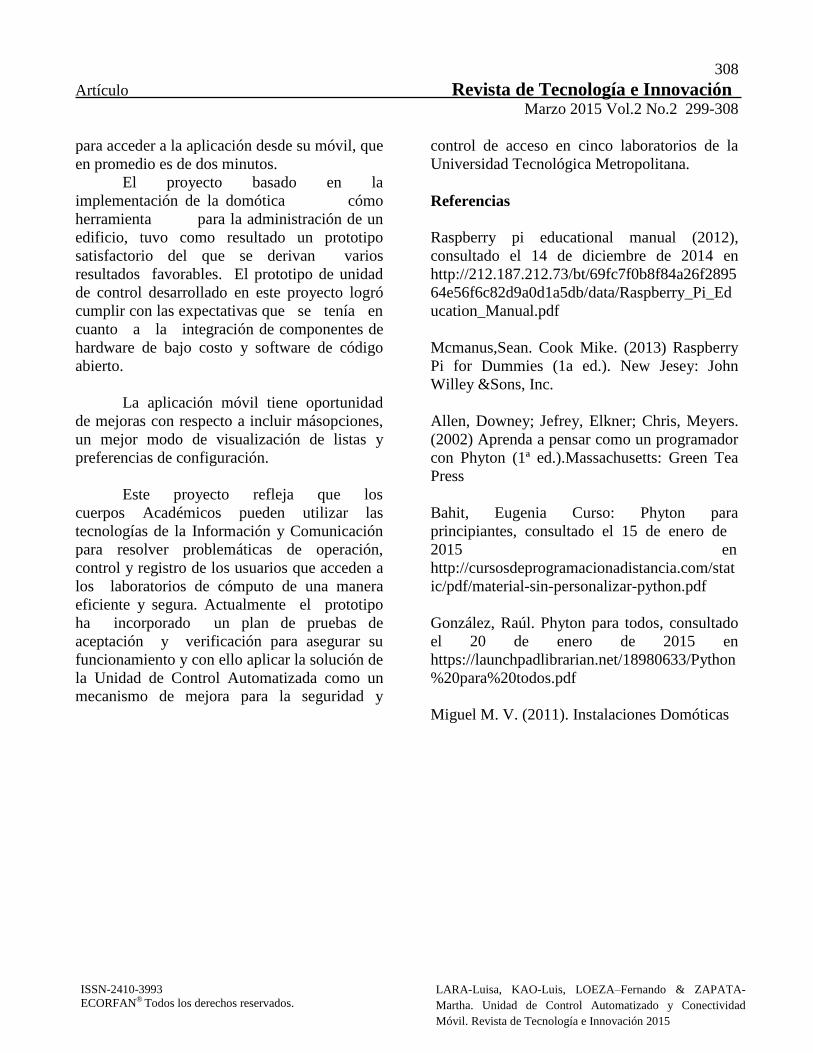
308
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 299-308
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LARA-Luisa, KAO-Luis, LOEZA–Fernando & ZAPATA-
Martha. Unidad de Control Automatizado y Conectividad
Móvil. Revista de Tecnología e Innovación 2015
para acceder a la aplicación desde su móvil, que
en promedio es de dos minutos.
El proyecto basado en la
implementación de la domótica cómo
herramienta para la administración de un
edificio, tuvo como resultado un prototipo
satisfactorio del que se derivan varios
resultados favorables. El prototipo de unidad
de control desarrollado en este proyecto logró
cumplir con las expectativas que se tenía en
cuanto a la integración de componentes de
hardware de bajo costo y software de código
abierto.
La aplicación móvil tiene oportunidad
de mejoras con respecto a incluir másopciones,
un mejor modo de visualización de listas y
preferencias de configuración.
Este proyecto refleja que los
cuerpos Académicos pueden utilizar las
tecnologías de la Información y Comunicación
para resolver problemáticas de operación,
control y registro de los usuarios que acceden a
los laboratorios de cómputo de una manera
eficiente y segura. Actualmente el prototipo
ha incorporado un plan de pruebas de
aceptación y verificación para asegurar su
funcionamiento y con ello aplicar la solución de
la Unidad de Control Automatizada como un
mecanismo de mejora para la seguridad y
control de acceso en cinco laboratorios de la
Universidad Tecnológica Metropolitana.
Referencias
Raspberry pi educational manual (2012),
consultado el 14 de diciembre de 2014 en
http://212.187.212.73/bt/69fc7f0b8f84a26f2895
64e56f6c82d9a0d1a5db/data/Raspberry_Pi_Ed
ucation_Manual.pdf
Mcmanus,Sean. Cook Mike. (2013) Raspberry
Pi for Dummies (1a ed.). New Jesey: John
Willey &Sons, Inc.
Allen, Downey; Jefrey, Elkner; Chris, Meyers.
(2002) Aprenda a pensar como un programador
con Phyton (1ª ed.).Massachusetts: Green Tea
Press
Bahit, Eugenia Curso: Phyton para
principiantes, consultado el 15 de enero de
2015 en
http://cursosdeprogramacionadistancia.com/stat
ic/pdf/material-sin-personalizar-python.pdf
González, Raúl. Phyton para todos, consultado
el 20 de enero de 2015 en
https://launchpadlibrarian.net/18980633/Python
%20para%20todos.pdf
Miguel M. V. (2011). Instalaciones Domóticas
309
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 309-314
Propuesta de herramienta para prevenir la deserción a nivel superior
GARCIA-Francisco†, ARROYO-Jorge, VALDERRABANO-Jonny & IBARRA-Mayra
Recibido 20 de Enero, 2015; Aceptado 11 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
La deserción escolar y los bajos índices de desempeño
académico son problemas latentes en todas las
instituciones y centros de estudio a nivel superior ya que
más de la mitad de los alumnos que se inscriben truncan
sus estudios por diversas causas, las cuales, en la mayoría
de las ocasiones, no son académicas. Por otra parte la
continuación y sustentabilidad de un programa de estudios
dependen de los indicadores de permanencia y buen
desempeño de la población estudiantil.
Actualmente, a pesar del fácil acceso a la educación
superior en México, los estudiantes presentan muchos
problemas durante los primeros periodos académicos, los
cuales van desde situaciones personales hasta factores
institucionales. Tomando como referencia lo anterior, en
esta redacción se plantea el uso de una herramienta
informática para análisis de personalidad de los alumnos
con la finalidad de proporcionar una instrumento útil que
ayude al docente-tutor a prevenir la deserción escolar.
Deserción, herramientas informáticas, desempeño
académico
Abstract
Dropout and low academic performance indices are latent
problems in all institutions and schools at a higher level
because more than half of the students who enroll at the
University truncate their studies for various reasons,
which in most of the time, are not academic. Moreover,
the permanence and sustainability of a program of studies
depend on the indicators of retention of the student
population and the good performance of students
Currently, even with easy access to universities in
Mexico, students have many problems during the first
academic periods , ranging from personal problems to
institutional factors. Analyzing the problems of desertion ,
this paper the authors propose the use of software tools for
analysis of personality of students in order to provide a
useful tool to help the teacher -tutor to prevent dropouts in
universities.
Dropout, software tools, academic performance
___________________________________________________________________________________________________
Citación: GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny & IBARRA-Mayra. Propuesta de herramienta
para prevenir la deserción a nivel superior. Revista de Tecnología e Innovación 2015, 2-2:309-314
________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
310
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 309-314
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny &
IBARRA-Mayra. Propuesta de herramienta para prevenir la deserción a
nivel superior. Revista de Tecnología e Innovación 2015
Introducción
El presente documento se deja a consideración
de las unidades académicas como propuesta
para la implementación de una herramienta
informática que logre prevenir y evitar los altos
índices de deserción escolar en las instituciones
de educación superior, coadyuvando a mejorar
la calidad educativa en nuestro país.
La deserción a nivel superior es una
problemática que se ha tratado se solucionar
con algunas técnicas y herramientas como son
tutorías, asesorías, estudios socioeconómicos,
clases de regularización, entre otras. Sin
embargo a pesar de la implementación y
seguimiento de herramientas y estrategias no se
ha logrado bajar las cifras del indicador de
deserción escolar.
Dentro de las aulas de clase, el docente
se encuentra con distintas personalidades e
inquietudes, por lo tanto cada estudiante puede
tener problemas de diferente índole y por ello
es difícil reconocer las debilidades y fortalezas
de los alumnos, aunado a esto debemos
considerar que la formación de los docentes a
nivel superior no es hacia la pedagogía, si no
hacia su área de especialidad por ello resulta
complicado lograr entender y conocer las
estrategias para lograr que el estudiante
adquiera aprendizaje significativo (Diez de
Tancredi, 2009).
Lo cual ayudaría a que los alumnos
encuentren atractivo el modelo de enseñanza-
aprendizaje y con ello no se sumen a las filas de
la deserción escolar.
Por otra parte existe una gran variedad
de comportamientos denominados con el rótulo
común de ―deserción‖; mas no debe definirse
con este término a todos los abandonos de
estudios, ni todos los abandonos merecen
intervención institucional (Tinto, 1989). Por
ello es necesario conocer los factores y causas
que propician que el estudiante deje sus
estudios superiores y, en ocasiones, se integre
al campo laboral. Al conocer las posibles
causas, las instituciones de educación superior
podrán proponer estrategias y herramientas para
lograr la permanencia de los alumnos dentro de
cada programa educativo.
Antecedentes
En las universidades tecnológicas,
particularmente en la Universidad Tecnológica
de Xicotepec de Juárez (UTXJ), los índices de
deserción han sido muy elevados durante los
últimos 3 ciclos escolares, a pesar del modelo
educativo que propone las tutorías como una
herramienta de apoyo al estudiante ya que el
docente-tutor guía al estudiante durante su
proceso de enseñanza aprendizaje, además de
ello se implementa un modelo de asesorías con
el objetivo de que el alumno alcance todas sus
competencias profesionales al culminar sus
estudios superiores.
En las universidades tecnológicas la
sustentabilidad del programa de estudio es
susceptible a la permanencia de los estudiantes
por lo tanto a más matricula y menos deserción
se otorga más infraestructura y apoyos a los
estudiantes a través de programas que
promueve el gobierno federal y estatal.
El modelo educativo plantea el curso de
una ingeniería en dos etapas, la primera
consiste en cursar la carrera de Técnico
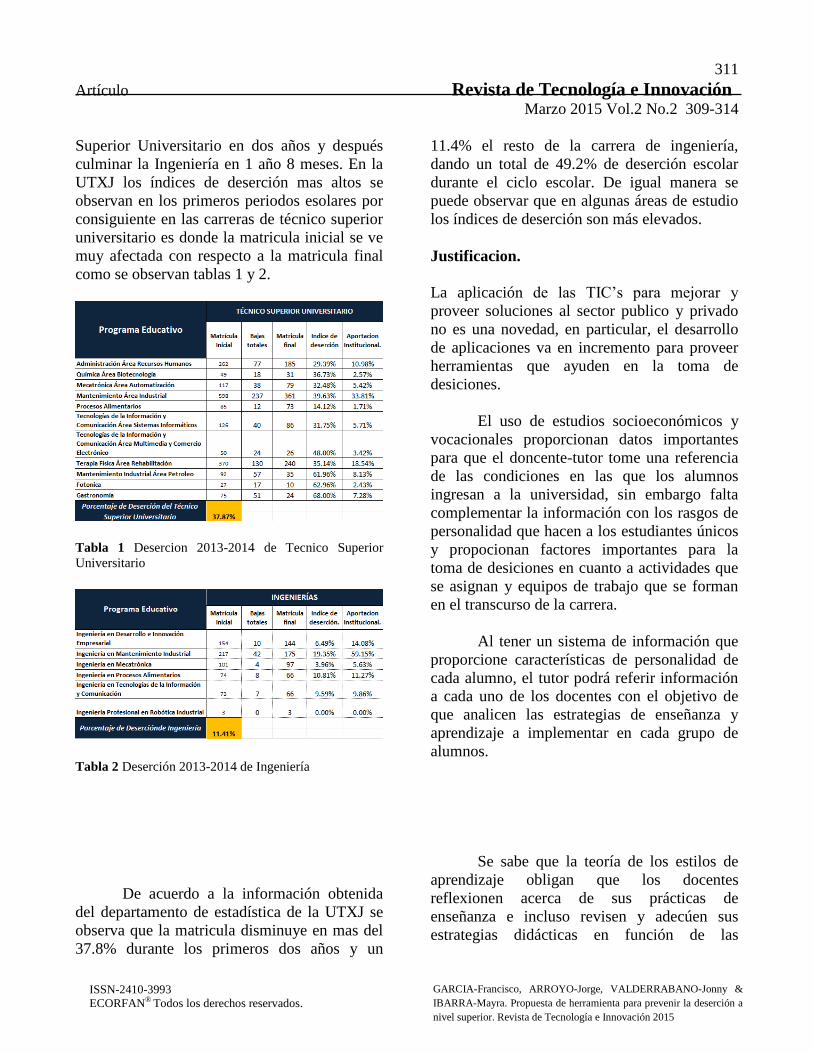
311
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 309-314
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny &
IBARRA-Mayra. Propuesta de herramienta para prevenir la deserción a
nivel superior. Revista de Tecnología e Innovación 2015
Superior Universitario en dos años y después
culminar la Ingeniería en 1 año 8 meses. En la
UTXJ los índices de deserción mas altos se
observan en los primeros periodos esolares por
consiguiente en las carreras de técnico superior
universitario es donde la matricula inicial se ve
muy afectada con respecto a la matricula final
como se observan tablas 1 y 2.
Tabla 1 Desercion 2013-2014 de Tecnico Superior
Universitario
Tabla 2 Deserción 2013-2014 de Ingeniería
De acuerdo a la información obtenida
del departamento de estadística de la UTXJ se
observa que la matricula disminuye en mas del
37.8% durante los primeros dos años y un
11.4% el resto de la carrera de ingeniería,
dando un total de 49.2% de deserción escolar
durante el ciclo escolar. De igual manera se
puede observar que en algunas áreas de estudio
los índices de deserción son más elevados.
Justificacion.
La aplicación de las TIC’s para mejorar y
proveer soluciones al sector publico y privado
no es una novedad, en particular, el desarrollo
de aplicaciones va en incremento para proveer
herramientas que ayuden en la toma de
desiciones.
El uso de estudios socioeconómicos y
vocacionales proporcionan datos importantes
para que el doncente-tutor tome una referencia
de las condiciones en las que los alumnos
ingresan a la universidad, sin embargo falta
complementar la información con los rasgos de
personalidad que hacen a los estudiantes únicos
y propocionan factores importantes para la
toma de desiciones en cuanto a actividades que
se asignan y equipos de trabajo que se forman
en el transcurso de la carrera.
Al tener un sistema de información que
proporcione características de personalidad de
cada alumno, el tutor podrá referir información
a cada uno de los docentes con el objetivo de
que analicen las estrategias de enseñanza y
aprendizaje a implementar en cada grupo de
alumnos.
Se sabe que la teoría de los estilos de
aprendizaje obligan que los docentes
reflexionen acerca de sus prácticas de
enseñanza e incluso revisen y adecúen sus
estrategias didácticas en función de las
312
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 309-314
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny &
IBARRA-Mayra. Propuesta de herramienta para prevenir la deserción a
nivel superior. Revista de Tecnología e Innovación 2015
competencias necesarias de cada campo
disciplinar (Ventura, 2011).
La deserción no sólo depende de las
intenciones individuales sino también de los
procesos sociales e intelectuales a través de los
cuales las personas elaboran metas deseadas en
una determinada universidad, por ello mientras
mas información tengan los involucrados en el
proceso de enseñanza aprendizaje será mas fácil
prevenir que un alumno deje la universidad ya
que se podrán sumar esfuerzos que ayuden al
estudiante a alcanzar sus metas.
Desarrollo
La herramienta propuesta para lograr obtener
información de los alumnos una vez que
ingresan a la universidad consiste en uns
sistema de información que se desarrollo
partiendo del trabajo de Raymond B. Cattel
sobre el cuestionario 16FP (16 Factores de
Personalidad) el cual no descuida aspectos de la
personalidad porque considera a esta como un
total siendo importantes todas sus dimensiones,
los 16 factores de personalidad que se
concideran en este cuestionario son:
A: Expresividad emocional
B: Inteligencia
C: Fuerza del yo
E: Dominancia
F: Impulsividad
G: Lealtad grupal
H: Aptitud situacional
I: Emotividad
L: Creatividad
M: Actitud cognitiva
N: Sutileza
O: Conciencia
Q1: Posición social
Q2: Certeza individual
Q3: Autoestima
Q4: Estado de ansiedad
El cuestionario se compone de 187
preguntas y se evalua de acuerdo a dos
plantillas denominadas A-B y C-D, ambas
cubren todos los factores. Los valores de
puntaje que se manejan en las respuestas son 2
ó 1, los punatajes se suman y se obtiene una
calificación denominada puntuacion bruta para
después obtener calificaciones estándar-
normalizadas a partir de una tabla que es
proporcionada en la versión comercial del
cuestionario.
Para lograr implementar la herramienta
16FP se propone el uso de un sistema de
información con la finalidad de obtener los
resultados de una forma rápida aplicándolo a
grupos de 30 o mas personas de manera
simultánea, el sistema se desarrollo como una
aplicación web con PHP, CSS, JavaScript y
MySQL como gestor de base de datos.
Proceso de desarrollo
Para el desarrollo de la aplicación se utilizó el
―Modelo Básico de Desarrollo de SW‖
(Alpizar, Luis. et al. 2014), creado en la UTXJ
313
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 309-314
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny &
IBARRA-Mayra. Propuesta de herramienta para prevenir la deserción a
nivel superior. Revista de Tecnología e Innovación 2015
y que permite crear sistemas de información
utilizado la metodología de desarrollo agil
SCRUM, las etapas de desarrollo que se
consideraron son las siguientes:
Analisis: Se elaboró los requerimientos
de software tomando en cuenta la opinión del
área de psicopedagogía de la UTXJ, con ello se
logro una planeación donde se proyecta la
implementación del cuestionario a alumnos de
nuevo ingreso en septiembre de 2015.
Actualmente la aplicación de cuestionarios es
un proceso que tarda aproximadamente 3
meses.
Diseño: Se crearon las interfaces de
usuario considerando 3 tipos y privilegios
(departamento de Psicologia, alumnos y
administrador). Se trata que al sistema de
información se puedan agregar más
cuestionarios, los cuales aplica actualmente el
área de psicopedagogía, con el propósito de
tener los resultados al momento de que los
estudiantes terminan de contestar.
Desarrollo: La aplicación se programó
utilizando el lenguaje de programación PHP6 y
JavaScript7, además se utilizó CSS
8 para lograr
un diseño adecuado. Se programaron los
algoritmos de acuerdo al proceso que se realiza
de manera manual para la obtención de
resultados.
Pruebas: Se realizaron pruebas en el
servidor local con 5 alumnos para lograr
depurar los errores, después de realizar las
correciones pertinentes se instalo la aplicación
en un servidor de la institución y actualmente
funciona en la intranet. Aunque el cuestionario
6 PHP(Hypertext Preprocessor) es un lenguaje de
programación de uso general de código del lado del
servidor. 7 JavaScript es un lenguaje de programación
interpretado. 8 CSS es un lenguaje usado para definir y crear la
presentación de un documento HTML.
ya se puede aplicar a la comunidad estudiantil
es necesario continuar con el desarrollo para
lograr que el departamento de psicología y el
administrador cuenten con un entorno mas
amigable.
Implementacion: La aplicación se
pretende implementar en septiembre del
presente año 2015 y entregar resultados al área
de psicopedagogía en octubre del 2015.
Resultados
Actualmente se cuenta terminado el modulo de
implementación del cuestionario, por lo tanto se
puede utilizar con los alumnos de nuevo
ingreso. Se esta trabajando en la interfaz de
administrador y aplicador con el propósito de
ofrecer un ambiente amigable a todos los
usuarios del sistema.
Con el desarrollo de este poyecto se
logro obervar que el área de psicopedagogía
puede aplicar mas de un cuestionario a los
alumnos con la ayuda de sistemas de
información y obtener resultados al instante,
con ello se aportan datos de relavancia a los
tutores y se tiene un amplio panorama de la
situación en la cual ingresan los alumnos a la
universidad.
Trabajo a futuro
Viendo la necesidad de de bajar los índices de
deserción en la institución y mejorar los
servicios que ofrece el área de psicopedagogía
se realizara una planeación en la cual se
proyecte la automatización de todos los
314
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 309-314
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GARCIA-Francisco, ARROYO-Jorge, VALDERRABANO-Jonny &
IBARRA-Mayra. Propuesta de herramienta para prevenir la deserción a
nivel superior. Revista de Tecnología e Innovación 2015
cuestionarios que se imparten a los estudiantes
en su ingreso a la universidad, con la finalidad
de mejorar la calidad de enseñanza y ofrecer a
los alumnos mas recursos y herramientas que
apoyen a su formación profesional y eviten su
deserciòn.
Referencias
Diez de Tancredi, Dalia. Aprendizaje
significativo crítico. Revista de
Investigación, Caracas, v. 33, n. 68, dic. 2009
. Disponible en
<http://www.scielo.org.ve/scielo.php?script=sci
_arttext&pid=S1010-
9142009000300013&lng=es&nrm=iso>.
accedido en 03 jul. 2015.
Tinto, V. (1989). Definir la deserción: Una
cuestión de perspectiva. En: Programas
Institucionales de Tutoría. México: ANUIES.
Recuperado en junio de 2015 de:
http://publicaciones.anuies.mx/pdfs/revista/Rev
ista71_S1A3ES.pdf
Ventura, Ana Clara. (2011). Estilos de
aprendizaje y prácticas de enseñanza en la
universidad: Un binomio que sustenta la calidad
educativa. Perfiles educativos, 33(spe), 142-
154. Recuperado en Junio de 2015, de
http://www.scielo.org.mx/scielo.php?script=sci
_arttext&pid=S0185-
26982011000500013&lng=es&tlng=es.
Alpizar, Luis, et. Al. Modelo Básico de
Desarrollo de Software, ECORFAN 2014. R.
Recuperado en junio de 2015 de
http://dialnet.unirioja.es/servlet/oaiart?codigo=4
860426
Alfonso, Pedro Luis, et. Al. Propuesta
metodológica para la gestión de proyecto de
software ágil basado en la Web. Multiciencias
2011. Recuperado en Junio de 2015 de
http://www.redalyc.org/articulo.oa?id=9042197
2009.

315
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
Aplicación de un Sistema de Reconocimiento de Formas y Colores en un Robot
Humanoide
GUTIERREZ-Karina†, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-Gael
Instituto Tecnológico de Nuevo Laredo, Reforma Sur 2007, C.P. 88250, Nuevo Laredo, Tam.
Recibido 6 de Enero, 2015; Aceptado 4 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
En la actualidad, el sistema sensorial implementado en
un robot es muy importante en su desempeño. Se
requiere de sensores que permita a un robot realizar un
trabajo más complejo interactuando de manera dinámica
con su entorno.
En los robots humanoides, la selección y la programación
de un sistema sensorial de visión es un punto clave ya
que se requiere que tengan una respuesta rápida ante las
situaciones que se les presenten. De otro modo pueden
perder el equilibrio en sus movimientos o simplemente
no realizar la tarea por el retardo de sus movimientos.
En este trabajo se presenta a aplicación de un algoritmo
de visión utilizando como sensor a una cámara
CMUCAM para reconocimiento de formas y colores. El
sistema de reconocimiento se implementó en un robot
humanoide. Los resultados obtenidos sirven de base para
mejorar el diseño del control de movimiento de un
humanoide en ambientes no estructurados.
Robot, actualidad, sistema
Abstract
In this days, the sensor system implemented in a robot is
very important in his performance. It is required, a set of
sensors that allow a robot to develop a more complex
function interacting in dynamic form with his
environment.
In humanoid robot, the selection and programming of a
sensor system are a key factor, because they need to have
a quick response to situations that are presented.
Otherwise, they can lose off balance in their movements
or simply do not perform the task for the delay in their
movements.
This paper presents the application of a vision algorithm
using a CMUCAM as a sensor for recognition of shapes
and colors. The recognition system was implemented in a
humanoid robot. The results show are fundamental to
improve the control design of humanoid movements in
non-structured environments.
Robot, Actuality, System
___________________________________________________________________________________________________
Citación: GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-Gael. Aplicación de un Sistema de
Reconocimiento de Formas y Colores en un Robot Humanoide. Revista de Tecnología e Innovación 2015, 2-2:315-321
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
316
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-
Gael. Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide. Revista de Tecnología e Innovación 2015
Introducción
A lo largo de los últimos años se han dado
grandes avances en ciencia y tecnología lo cual
ha permitido un desarrollo importante dentro de
la robótica. Dicho desarrollo se ha dado debido
a las necesidades inmediatas de la industria,
entretenimiento, uso militar, entre otros. Se
busca principalmente el desarrollo de robots
que ayuden a que el trabajo del ser humano sea
más sencillo de una gran variedad de maneras,
y en la actualidad nos encontramos en una era
donde lo que se busca no es solo que dichos
robots nos faciliten nuestras tareas de la vida
diaria si no que sean capaces de actuar y
realizar las mismas actividades de un ser
humano. Para lograr una mejor adaptación al
entorno se han ido desarrollando los robots que
cuentan con morfología humana las cuales son
llamados robots humanoides.
Una excelente muestra del desarrollo de
la robótica dentro del sector académico son los
concursos realizados a nivel nacional e
internacional denominado RoboCup [5] en el
cual el objetivo internacional es el construir un
robot capaz de jugar futbol que luce como un
humano y pueda ganarle a un equipo de
humanos para el año 2050. El conocimiento de
robótica obtenido en dichas competencias
después de varios eventos es compartido entre
todos los participantes para de esta manera se
de una mejora rápida a dicha competición.
Debido al fanatismo hacia el futbol en todas
partes del mundo existen más personas
interesadas en dicho proyecto convertido en
competencias.
Estas competencias están divididas por
las medidas de dichos robots y cada una tiene
sus propias reglas específicas. En nuestro país
este proyecto se lleva a cabo por medio de la
Federación Mexicana de Robótica, en el evento
anual Torneo Mexicano de Robótica con
distintas categorías además de la liga de futbol
humanoide como se puede observar en su
página [14].
Además de la estructura física de un
robot humanoide, su parte elemental para que
este pueda desarrollarse alrededor de su entorno
es su visión [1]. El sensor principal con el que
cuentan los robots humanoides para percibir el
entorno es una cámara de video que captura
imágenes, y estas deben ser procesadas o
analizadas para deducir las circunstancias del
ambiente como en el futbol. En este juego, es
necesario identificar las porterías, pelota y
jugadores contrarios para llegar a tener la
capacidad de deducir la posición en la que el
robot se encuentra, y así poder tomar decisiones
en el juego [9].
Debido a lo dinámico que es el juego,
los robots humanoides necesitan obtener
información actualizada de lo que los rodea
para poder actuar de manera oportuna al
movimiento de la pelota y otros jugadores, para
lo cual se necesita un algoritmo de visión que
logre una buena identificación de los diferentes
colores que se presentan en la competencia
[15].

317
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-
Gael. Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide. Revista de Tecnología e Innovación 2015
Figura 1 Robot humanoide del Instituto Tecnológico de
Nuevo Laredo, participante de la categoría Kid Size, en
TMR 2014.
Descripción del sistema de visión artificial
La figura 2, muestra los bloques que forman el
sistema de visión artificial para este estudio. La
parte sensora está conformada por una cámara
―CMUCAM‖ que procesa 17 imágenes por
segundo y tiene la característica de transferir a
una imagen, un mapa binario de los pixeles
detectados en tiempo real. El algoritmo de
visión se realizó en el arduino Mega ADK. El
procesamiento digital de la imagen así como el
análisis y el control del proceso se realizan en
una computadora, la cual se comunica con la
estructura de movimiento, la cual fue formada
del KIT ―BIOLOD PREMIUM‖.
Figura 2 Diagrama de bloques del sistema de visión
artificial empleado en nuestro prototipo.
Descripción del algoritmo de visión
El algoritmo se implementó en un Arduino
Mega ADK y se comunica con la interfaz de
Robotis AX-12/CDS55xx a Arduino. Esto
permite la posibilidad de conectar los servos
AX-12 controlados en serie que utiliza el
Premium kit de Bioloid al Arduino.
Figura 3 Interfaz de Robotis AX-12/CDS55xx a
Arduino. [11]
La CMUcam4 puede ser conectada de
diferentes maneras con Arduino, ya que tiene 3
posibles puertos de comunicación [9]. El
utilizado es el del puerto de dos pines de tarjeta
de Arduino el cual se conecta con los pines
RX0 y TX0 del Arduino, los cuales necesitan
ser del mismo puerto serial para que la
comunicación pueda llevarse a cabo. Los pines
de la CMUcam4 son conectados desde REF con
AREF del Arduino, hasta el B00 y B01 con el
RX0 y TX0, estos últimos siendo los
responsables de la comunicación entre ellos. La
figura 4b muestra la conexión realizada del
arduino Mega y la tarjeta de la CMU 4.
Figura 4 Pines de CMUcam4. [12]

318
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-
Gael. Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide. Revista de Tecnología e Innovación 2015
Figura 5 CMUcam4 conectada a Arduino ADK.
Tras la conexión entre la CMUcam4 y el
Arduino, se procede a la programación de ellos
por medio del software Arduino que utiliza el
lenguaje de programación con la inclusión de
librerías y comandos necesarios al utilizar la
CMUcam4 [13]. En la Liga Humanoide, se
requiere distinguir los elementos por los colores
definidos de cada uno de los elementos, lo cual
puede llegar a reducir el esfuerzo para la
identificación de las figuras por su forma.
Tomando en cuenta dicha base de reglas
del torneo [15], el estudio se enfoca a la
identificación de los colores utilizados como el
naranja que es el color de la pelota utilizada, el
amarillo que se utiliza para ambas porterías, el
verde que es la alfombra en donde se realiza la
competencia así como el blanco que delimita
las medidas reglamentarias de la cancha y los
robots humanoides los cuales no pueden ser de
otro color que no sea algún tono de gris o
negro.
La identificación de los colores se lleva
a cabo por medio de la modificación en el
código de programación del rango que
representa cada color en RGB. Dichos rangos
pueden variar debido a la iluminación a la cual
se puede llegar a exponer el entorno que la
CMUcam4 pueda observar. En cada prueba
realizada con diferentes iluminaciones estos
rangos cambiarán.
Aunque existe la posibilidad de
visualizar en la computadora lo que la
CMUcam4 observa, se prefirió conectarla por
medio de la salida de video a la tv para de esta
manera poder realizar ajustes en la
programación mientras que se puede continuar
observando el comportamiento del programa
cargado con anterioridad. En la figura 5 y 6 se
puede observar la prueba para detectar el color
rojo.
Figura 6 Detección de prueba en color rojo.
Figura 7 Detección de color rojo entre otros colores
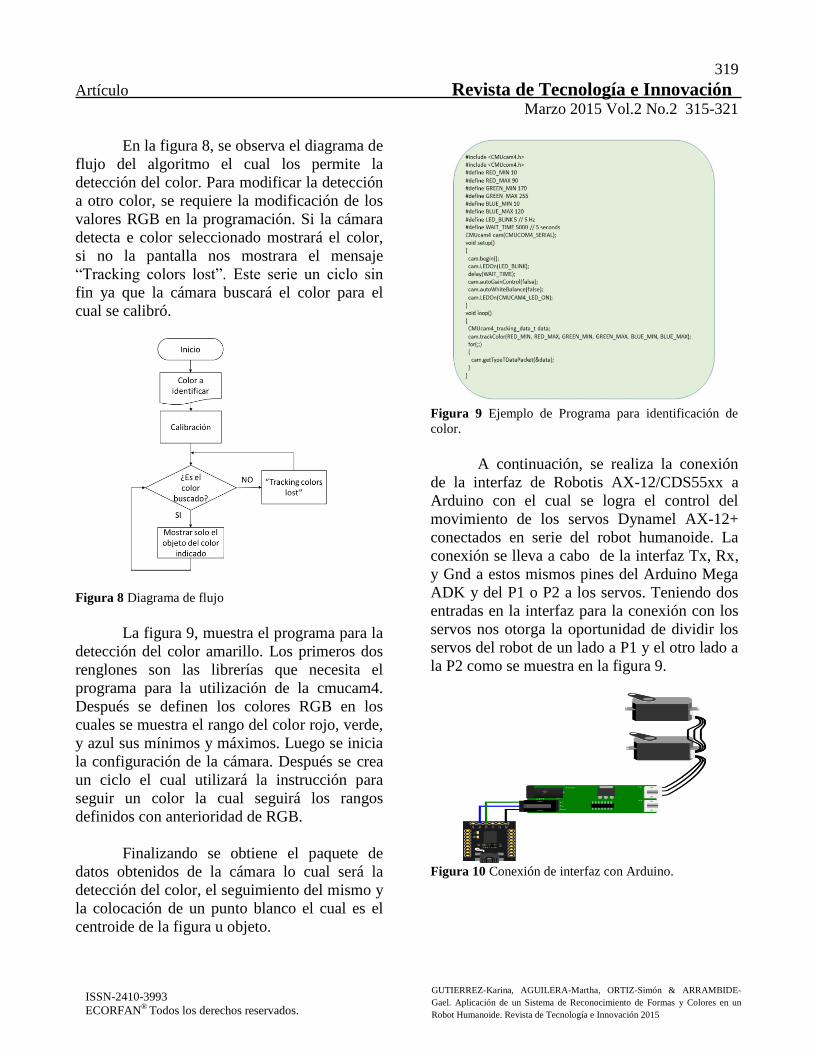
319
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-
Gael. Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide. Revista de Tecnología e Innovación 2015
En la figura 8, se observa el diagrama de
flujo del algoritmo el cual los permite la
detección del color. Para modificar la detección
a otro color, se requiere la modificación de los
valores RGB en la programación. Si la cámara
detecta e color seleccionado mostrará el color,
si no la pantalla nos mostrara el mensaje
―Tracking colors lost‖. Este serie un ciclo sin
fin ya que la cámara buscará el color para el
cual se calibró.
Figura 8 Diagrama de flujo
La figura 9, muestra el programa para la
detección del color amarillo. Los primeros dos
renglones son las librerías que necesita el
programa para la utilización de la cmucam4.
Después se definen los colores RGB en los
cuales se muestra el rango del color rojo, verde,
y azul sus mínimos y máximos. Luego se inicia
la configuración de la cámara. Después se crea
un ciclo el cual utilizará la instrucción para
seguir un color la cual seguirá los rangos
definidos con anterioridad de RGB.
Finalizando se obtiene el paquete de
datos obtenidos de la cámara lo cual será la
detección del color, el seguimiento del mismo y
la colocación de un punto blanco el cual es el
centroide de la figura u objeto.
Figura 9 Ejemplo de Programa para identificación de
color.
A continuación, se realiza la conexión
de la interfaz de Robotis AX-12/CDS55xx a
Arduino con el cual se logra el control del
movimiento de los servos Dynamel AX-12+
conectados en serie del robot humanoide. La
conexión se lleva a cabo de la interfaz Tx, Rx,
y Gnd a estos mismos pines del Arduino Mega
ADK y del P1 o P2 a los servos. Teniendo dos
entradas en la interfaz para la conexión con los
servos nos otorga la oportunidad de dividir los
servos del robot de un lado a P1 y el otro lado a
la P2 como se muestra en la figura 9.
Figura 10 Conexión de interfaz con Arduino.

320
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-
Gael. Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide. Revista de Tecnología e Innovación 2015
Resultados
Como resultados se obtiene un programa con la
capacidad de otorgar, por medio de una cámara
CMUcam4, información del color de los
objetos que rodean a un robot humanoide
expuesto a un entorno controlado como lo
puede ser una cancha de futbol para la Liga
Humanoide con una pelota naranja y porterías
de color amarillo.
Con el uso del Arduino Mega ADK y la
CMUcam4 utilizados para la visión del robot
humanoide del Premium kit de Bioloid, y la
posibilidad de que además con el mismo
Arduino se puedan controlar los servos
Dynamel AX-12+, reduce el peso extra que
representa el agregarle al robot humanoide
sabiendo que este fue diseñado de cierta manera
para su mejor desempeño. Gracias a lo cual se
reduce la perdida de equilibrio.
Al momento de la implementación del
Arduino con los servos Dynamel se puede
observar un retardo de 3 segundos para que el
servo realice su función para lo que fue
programado después de la detección e
identificación del color indicado de la
CMUcam4.
En la figura 11, se muestra al robot en la
competencia. El robot pudo detectar
adecuadamente los objetos tales como la pelota
y la portería, siempre y cuando estuvieran en el
rango de visión de la cámara, por lo que se
requiere adecuarle un sistema de movimiento
para la cámara, para ampliar su campo de
visión.
Figura 11 Robot del Instituto Tecnológico de Nuevo
Laredo en Competencia.
Conclusiones
Este proyecto el cual se puede considerar como
el inicio del trabajo realizado para la primera
participación del Instituto Tecnológico de
Nuevo Laredo en la categoría de Liga
Humanoide Kid Size en el Torneo Mexicano de
Robótica, agrega una manera más de realizar la
visión del robot humanoide por medio de la
CMUcam4 y el Arduino Mega ADK.
Una ventaja importante que se pudo
observar principalmente con los resultados de
este proyecto fue que reduce el peso extra que
tendría que cargar el robot lo cual fácilmente
podría provocar el desequilibrio del mismo y
que con un mismo controlador se puede
manejar todo el funcionamiento del robot y en
un solo lenguaje de programación, además de
poder utilizar la misma batería
Una desventaja significante fue todo el
trabajo que con lleva una buena identificación
de los colores ya que la CMUcam4 necesita de
una excelente iluminación para su buen
funcionamiento el cual fue el mayor problema a
lo largo de este proyecto.
321
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 315-321
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
GUTIERREZ-Karina, AGUILERA-Martha, ORTIZ-Simón & ARRAMBIDE-
Gael. Aplicación de un Sistema de Reconocimiento de Formas y Colores en un
Robot Humanoide. Revista de Tecnología e Innovación 2015
La manera en que se logró un mejor
funcionamiento de esta fue en fuentes de luz
como un foco, o la luz que emite la
computadora con la cual se decidió
experimentar con los colores en ella para
aprender a manejarla. Se espera que con la
ayuda de este proyecto se pueda continuar con
la investigación y desarrollo del uso de los
robots humanoides en competencias regionales
y nacionales en el Instituto Tecnológico de
Nuevo Laredo.
Referencias
[1] Rowe A, Rosenberg C., Nourbakhsh I., “A
low cost Embedded Color vision system”,
Carnegie Mellon University paper.
[2] Fancher D., Hoelscher K., Layton M.,
Miller E., “Omni-Directional Vision System for
Mobile Robots, Critical Design Review‖, MIT
paper.
[3] Herrero I., “Aspectos de un sistema de
visión artificial”, Universidad Nacional de
Quilmas. Ing. en automatización y control
industrial. Reporte interno. Octubre 2005.
[4] Aguilera M., Ortiz S., “Control de robots
móviles”, Instituto Tecnológico de Nuevo
Laredo, Reporte interno, 2010-2011.
[5] Universidad de Bremen, ―Humanoid
League‖, URL: http://www.informatik.uni-
bremen.de/humanoid/bin/view/Website/WebHo
me, Febrero 8 2014.
[6]Wadsworth y Few, ―What is a humanoid
robot?‖ Idaho National Laboratory,
URL:https://inlportal.inl.gov/portal/server.pt/c
ommunity/what_is_a_humanoid_robot_/539,
Noviembre 15 2014.
[7] Stasse, Olivier, ―Computer Vision for
Humanoid Robot‖, URL:
https://homepages.laas.fr/ostasse/drupal/node/3
5, Noviembre 15 2014.
[8] C.I.P. ETI Tudela, ―Visión artificial‖. PDF,
URL:
http://www.etitudela.com/celula/downloads/visi
onartificial.pdf, Noviembre 15 2014.
[9] Robocup 2013, ―Humanoid League‖, URL:
http://www.robocup2013.org/, Febrero 8 2014.
[10] Trossen Robotics, ―Bioloid Premium
Robot Kit‖, URL:
http://www.trossenrobotics.com/p/bioloid-
premium-robot-kit.aspx Febrero 8 2014.
[11] Arduino, ―Arduino Mega ADK‖, URL:
http://arduino.cc/en/Main/ArduinoBoardMega
ADK?from=Main.ArduinoBoardADK,
Septiembre 15 2014.
[12] Sparkfun, ―CMUcam v4‖, URL:
https://www.sparkfun.com/products/retired/100
32, Septiembre 15 2014.
[13] CMUcam, ―How to use the interface
library‖, URL:
http://cmucam.org/docs/cmucam4/arduino_api/
index.html, Octubre 2 2014.
[14] Federación Mexicana de Robótica, Torneo
Mexicano de Robótica, URL:
http://www.femexrobotica.org/tmr2014/index.ht
ml, Febrero 8 2014
[15] Universidad de Bremen, ―Humanoid
League Rules 2014‖, PDF, URL:
http://www.informatik.uni-
bremen.de/humanoid/pub/Website/Downloads/
HumanoidLeagueRules2014-01-10-with-
changes.pdf, Febrero 8 2014.

322
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
Innovación y tecnología para fortalecer el aprendizaje del Cálculo SÁNCHEZ–Bertha†, JIMÉNEZ-Guadalupe, MONTOYA–Javier & HERNÁNDEZ-Samuel
Recibido 6 de Enero, 2015; Aceptado 11 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
La propuesta pretende mejorar el proceso de aprendizaje
del Cálculo Diferencial e Integral mediante la aplicación
de estrategias de enseñanza dinámica y la utilización de
recursos tecnológicos.
Metodología de carácter participativo en un espacio
donde se manejan contenidos significativos, actualizados,
se controla el espacio y el ambiente con diversas
distribuciones espaciales dependiendo del tipo de trabajo,
se exponen carteles con teoremas y fórmulas alusivos al
tema. El trabajo puede ser individual o colectivo.
Representa un trabajo intelectualmente complejo que
aplica diversas competencias en situaciones del mundo
real.
Se integran diversos elementos: un servidor, red interna
WiFi, pizarrón electrónico, cañón proyector, dispositivos
móviles y pueden apoyarse en apps de smartphone,
Tablet y/o pc en cualquier momento de la clase.
Cálculo, innovaciones tecnológicas, tecnología
educativa
Abstract
The proposal aims to improve the learning process of
differential and integral calculus by applying dynamic
teaching strategies and the use of technological resources.
Participatory methodology in a space where meaningful
content are managed, updated, space and the environment
with different spatial distributions depending on the type
of work is controlled, posters theorems and formulas
alluding to the subject are presented. The work can be
individual or collective. It represents an intellectually
complex work applying various skills in real world
situations.
Multiple elements are integrated: A server, internal
network WiFi, electronic whiteboard, projector, mobile
devices.
Calculus, technological innovation educational
technology.
___________________________________________________________________________________________________
Citación: SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier & HERNÁNDEZ-Samuel. Innovación y
tecnología para fortalecer el aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015, 2-2:322-332
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
323
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
Introducción
Un problema que enfrentan las Instituciones de
Educación Superior en México, es el bajo
índice de eficiencia terminal; vinculado con la
deserción y el rezago estudiantil. En México,
del total de estudiantes que ingresan a
educación superior, más del 40% no concluye
sus estudios, y del resto, sólo el 18% logra
obtener su título (INEGI, 2005; SEP, 2014),
mientras que los índices de reprobación en este
nivel, son superiores al 39% (OCDE, 2010).
Las asignaturas de matemáticas
presentan bajos índices de aprovechamiento lo
que contribuye a que algunos estudiantes
deserten. Situación que se hace crítica en el área
de matemáticas debido a la baja preparación de
los estudiantes, consecuencia de una enseñanza
basada en prácticas memorísticas y
algorítmicas, carentes de significado alguno.
Los estudiantes enfrentan grandes retos durante
su primer semestre o año de estudios: lograr
asimilar en corto tiempo, una serie de
conocimientos nuevos. Precisan contar con
ciertas habilidades que no necesariamente se
han desarrollado con anterioridad, p.ej,
habilidad para llevar a cabo procesos de análisis
e interpretación de resultados matemáticos, la
habilidad de un análisis gráfico de soluciones.
La formación de ingenieros requiere un
constante uso de herramientas matemáticas, sin
embargo, los estudiantes ya no ―aprenden‖
como algunos años atrás; los avances
tecnológicos y educativos nos proveen de
diversos elementos que anteriormente no
existían. Los estudiantes ya no son tan pasivos,
por lo que los docentes o facilitadores deben
esforzarse por integrar al aula elementos
modernos y de uso común para reforzar el
aprovechamiento escolar.
El uso de tecnologías móviles es actual,
más del 80% de los estudiantes posee un
dispositivo móvil, se encuentran continuamente
conectados, por lo que la propuesta es utilizar
esta vía de comunicación para el aprendizaje.
Antecedentes
La innovación del proceso educativo con la
introducción del Aula Gavilán (llamada así por
la mascota de la institución), inició a partir de
septiembre de 2013 en un grupo de Cálculo
Diferencial, el cual continuó con el proyecto en
la asignatura de Cálculo Integral en el semestre
enero- junio 2014, se han agregado algunos
elementos a sugerencia de los mismos
estudiantes usuarios y los proponentes, otros
componentes se han reforzado como lo es la
graficadora y la aplicación del móvil para
rescatar las imágenes de la clase en forma
automática con sólo conectarse a la red interna.
"Todos los educadores quieren ayudar a sus
estudiantes a tener éxito en la vida. Lo que se
consideraba una buena educación hace 50 años,
sin embargo, ya no es suficiente para tener éxito
en la universidad, la carrera, y la ciudadanía en
el siglo XXI" (NEA, 2012).
Por lo tanto, se ha desarrollado un nuevo
marco para el aprendizaje en 2002, y los ajustes
oportunos en 2012, llamándolo el "Cuatro C"
(por sus siglas en inglés), que encapsula las
habilidades que son más importantes para una
educación en una era global: el pensamiento
crítico, la comunicación, la colaboración y la
creatividad.
Pensamiento Crítico - la capacidad de
tomar decisiones, resolver problemas y tomar
las medidas oportunas.
Comunicación - la capacidad de
sintetizar y transmitir las ideas tanto en forma
escrita y oral.
324
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
Colaboración - la capacidad de trabajar
de manera efectiva con los demás, incluidos los
de los diversos grupos y los puntos de vista
opuestos sobre un tópico en particular.
Creatividad - la capacidad de ver lo que
no está ahí y hacer que algo suceda.
De acuerdo con Robledo (2014): ―Un gran reto
para los estudiantes y educadores es decidir qué
tipo de dispositivos serán utilizados en el aula
de clases‖.
También establece 3 tips para iniciar la
implementación de la enseñanza móvil.
―Pregúntate a ti mismo que intentas
alcanzar‖.
―Pregunta a tus alumnos con cuales
dispositivos móviles cuentan‖.
―Solicita a tus alumnos que hagan
sugerencias".
Aula Gavilán cumple efectivamente con
estos cuatro puntos de la NEA (2012) así como
con las sugenrencias de Robledo (2014) y los
utiliza en el desarrollo del saber/poder en el
aprendizaje de la matemática.
Tecnologías existentes y competidores
Nearpod:
Esta aplicación permite al profesor
proyectar su presentación en todos los
dispositivos de su alumnado de una manera
muy sencilla.
El profesor busca en su biblioteca la
presentación, el sistema le da un PIN y el
alumnado, con ese PIN, accede a la misma.Los
estudiantes tienen la explicación al alcance de
su mano para poder tomar notas y seguirla sin
perderse detalle. Permite guardar, comprar
aplicaciones, accesar a exámenes y muestra
gráficas de respuestas. Sin embargo el acceso
gratuito está muy restringido, es de paga y
requiere forzosamente el uso de internet.
Symbaloo
Es una página en la que es posible tener
todo el material de las clases, compartir
cualquier tipo de archivos inclusive en una
institución entera. Desventajas: requiere el uso
de internet, y es de paga.
Existen diversas aplicaciones que
pueden incorporarse a través del uso de
tecnologías, la diferencia en Aula Gavilán es el
uso didáctico de todas esas herramientas, la
propuesta consiste en la incorporación de
diversos elementos que se están evaluando
constantemente y pueden variar de acuerdo a
las características del grupo de estudiantes, es
decir, la innovación es en el uso de los recursos
ya existentes, la generación de estrategias con
problemas de la vida cotidiana, no de los
recursos en sí.
Aula Gavilán utiliza recursos de libre
acceso o los creados por los propios estudiantes
(como Celmath). Los cuales no requieren
internet para su uso en el aula. Los grupos
sociales se manipulan fuera del aula. No tiene
precio monetario, es utilizar los recursos
gratuitos y aplicables a la enseñanza.
Metodología y descripción
Metodología de carácter participativo, ya que se
involucró a los propios estudiantes en la
ejecución del proyecto, sus sugerencias fueron
325
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
tomas en cuenta para incorporar o eliminar
elementos de trabajo, continuamente se
realizaban valoraciones y oportunidades de
mejora.
El eje principal del proyecto es la
creatividad e innovación aplicada en cada una
de las estrategias y trabajos que se integran
durante el curso, Imbernón (1996) define la
innovación educativa como ―la actitud y el
proceso de indagación de nuevas ideas,
propuestas y aportaciones efectuadas e manera
colectiva, para la solución de situaciones
problemáticas de la práctica, lo que comportará
un cambio en los contextos y en la práctica
institucional de la educación‖.
Etimológicamente, innovar proviene de
―innovatio‖, derivado del latín ―novus‖ el cual
significa nuevo o novedad; el prefijo ―in‖ le
proporciona un significado interno, desde el
interior, por lo que puede considerarse como
―introducir algo nuevo‖ (Font, Díaz Godino y
Planas, 2011)
―La creatividad es la capacidad humana
de producir contenidos mentales de cualquier
tipo, que esencialmente puedan considerarse
como nuevos y desconocidos para quienes los
producen‖ (Serrano, 2004)
En este sentido, se diseñó un aula en la
que los estudiantes, con la ayuda de distintas
herramientas logren el aprendizaje y mejorar su
desempeño; en dicha aula se utilizaron algunos
recursos tecnológicos entre ellos se puede
mencionar computadora, pizarrón electrónico e-
Beam, proyector, etc.
Del mismo modo los recursos didácticos
y estrategias tanto didácticas como de
reacomodo del espacio físico. La aplicación fue
en Cálculo Diferencial seguido de Cálculo
Integral en el presente semestre, sin embargo, la
propuesta es válida para cualquier asignatura.
La Tecnología como Recurso Educativo
―El uso pedagógico de las nuevas tecnologías
posibilita hacer más eficaces los aprendizajes y
potenciar las capacidades de profesores y
alumnos. El avance y la penetración de las
tecnologías llevan a reflexionar no solo sobre
cómo las usamos mejor para educar, sino
incluso a repensar los procesos y los contenidos
mismos de la educación‖ (Guadamud,
Montanero, Velásquez, & Intriago, 2010)
Pizarrón electrónico e-Beam: es un
sistema capaz de convertir cualquier pizarrón
blanco en un pizarrón digital con todas las
características y funciones de las pantallas
digitales de pizarrón especial.
Crear un grupo en red social
(Facebook): Se creó con el objetivo de contar
con un espacio de interacción entre los propios
estudiantes y el profesor, durante las horas
fuera de clase, cuando los estudiantes presenten
alguna duda respecto a las tareas o trabajos
encargados, el profesor puede resolverlas en
lugar de buscarlo en la institución facilita la
accesibilidad a las respuestas. Es una manera de
compartir videos que serán de utilidad en la
clase para complementarla, formularios, links
de páginas especializadas en algún tema,
ejemplo o problema que será o fue visto en
clase; preguntas de razonamiento, y
documentos con contenido que será de utilidad
en la clase.
Para interesarlos en la clase, una de las
estrategias utilizadas vía Facebook, es ―lanzar‖
preguntas referentes al tema que se estudia en
ese momento y ―otorgar‖ puntos para aquellos
que emitan la respuesta correcta.
Otra ventaja es la facilidad de enviar ―cápsulas
informativas‖ de la materia, las cuales son
vistas casi de inmediato por la mayoría de los
326
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
miembros del grupo, además de la posibilidad
de interactuar.
Figura1 Grupo matematigcas
Open Sankoré: es un software de libre
acceso el cual permite que a través de la
utilización de una pluma especial sobre una
tableta, el maestro escriba la clase para ser
proyectada y esta sea guardada en formato pdf,
para luego compartirlo a través de celmath o
página web. La escritura puede ser a mano
alzada o con el editor de texto que contiene la
aplicación, maneja distintos colores y grosor de
las líneas lo que permite que se destaquen las
ideas principales o se ponga énfasis en algunos
puntos.
Ubicación del mobiliario y equipo
Se monitorea constantemente el acomodo del
mobiliario y equipo para identificar la forma
óptima en la que los estudiantes tengan: la
mejor visibilidad, la más adecuada forma de
trabajo y comodidad.
Se cambia dependiendo de la forma en
que el desarrollo de la clase lo requiera:
exposición del docente, trabajo en equipo,
trabajo individual, exposición de alumnos,
proyección de videos, etc.
Lonas Impresas: Se recomiendan lonas
impresas ya que es posible guardarlas e
intercambiarlas fácilmente, las lonas contienen
las fórmulas que se utilizan en clase y su
ubicación es estratégica para que todos puedan
visualizarlas adecuadamente. Algunas cambian
de acuerdo al tema tratado, otras se mantienen
durante todo el semestre por su utilidad
algebraica.
Colaboración en generación de recursos
didácticos alternativo
Aplicación de celular:
Debido a la necesidad de apoyar a los
alumnos de matemáticas a mejorar su
aprendizaje y aprovechar la oportunidad sobre
la amplia disponibilidad de un Smartphone (8
de cada 10 alumnos). Surge CelMath como una
propuesta didáctica que permite al alumno
realizar graficación de funciones (en su primera
versión), con la facilidad de compartirla en
tiempo real con su facilitador y analizar de
forma grupal reforzando así su aprendizaje,
utilizando como comprobación un método de
graficación manual, con el fin de crear un
escenario al crear una necesidad a resolver por
el alumno (aprendizaje basado en problemas).
―Educadores y desarrolladores (de
Aplicaciones) pueden apoyar a los alumnos
elaborando contenido más legible con formatos
que pueden ser accesibles desde dispositivos
móviles‖ (Kraut, 2013).
CELMATH es una aplicación de celular
en la que los alumnos pueden descargar las
clases diarias (figura 2); esto con el objeto de
que estén atentos a la clase sin distraerse en
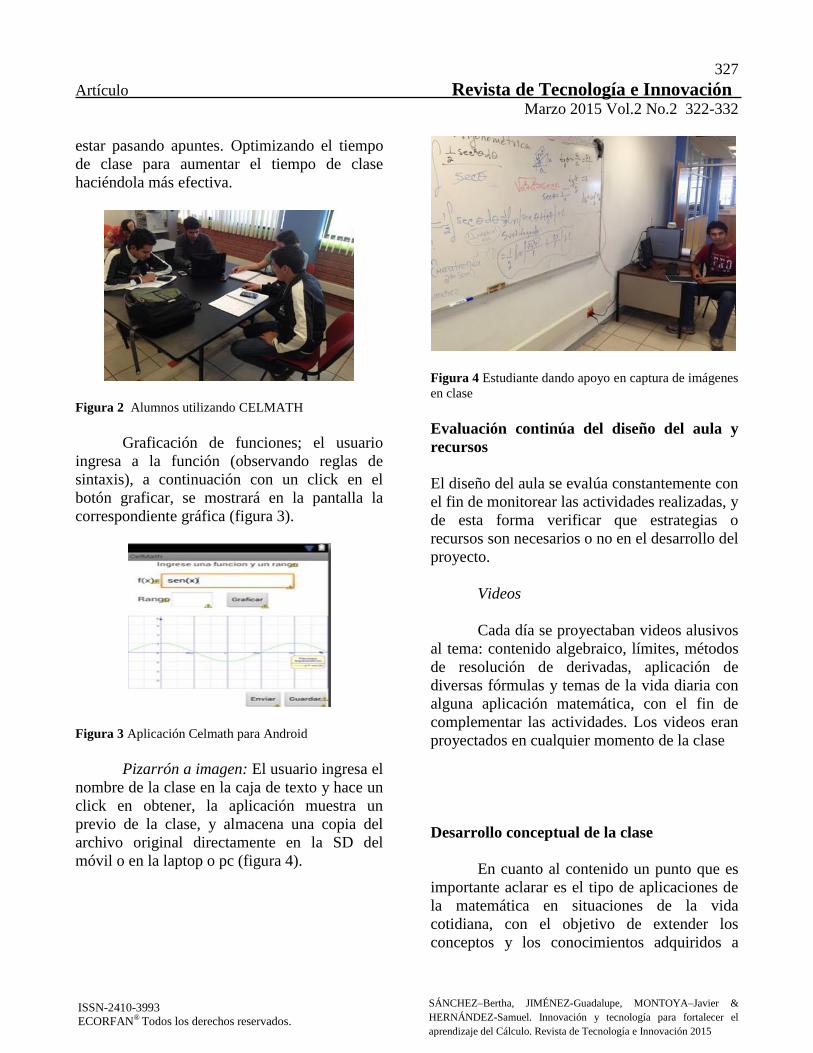
327
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
estar pasando apuntes. Optimizando el tiempo
de clase para aumentar el tiempo de clase
haciéndola más efectiva.
Figura 2 Alumnos utilizando CELMATH
Graficación de funciones; el usuario
ingresa a la función (observando reglas de
sintaxis), a continuación con un click en el
botón graficar, se mostrará en la pantalla la
correspondiente gráfica (figura 3).
Figura 3 Aplicación Celmath para Android
Pizarrón a imagen: El usuario ingresa el
nombre de la clase en la caja de texto y hace un
click en obtener, la aplicación muestra un
previo de la clase, y almacena una copia del
archivo original directamente en la SD del
móvil o en la laptop o pc (figura 4).
Figura 4 Estudiante dando apoyo en captura de imágenes
en clase
Evaluación continúa del diseño del aula y
recursos
El diseño del aula se evalúa constantemente con
el fin de monitorear las actividades realizadas, y
de esta forma verificar que estrategias o
recursos son necesarios o no en el desarrollo del
proyecto.
Videos
Cada día se proyectaban videos alusivos
al tema: contenido algebraico, límites, métodos
de resolución de derivadas, aplicación de
diversas fórmulas y temas de la vida diaria con
alguna aplicación matemática, con el fin de
complementar las actividades. Los videos eran
proyectados en cualquier momento de la clase
Desarrollo conceptual de la clase
En cuanto al contenido un punto que es
importante aclarar es el tipo de aplicaciones de
la matemática en situaciones de la vida
cotidiana, con el objetivo de extender los
conceptos y los conocimientos adquiridos a
328
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
través de la investigación de diversos
problemas que se plantean. Esto puede llevarse
a cabo en forma individual o por equipo de
modo que permita llevar a cabo ciertas tareas de
aprendizaje.
El resultado es un producto flexible y
adecuado a cada grupo de estudio,
transformando de esta manera la concepción de
que el maestro es el único que sabe y los
estudiantes entran en el camino de ―aprender a
aprender‖, incrementado su capacidad de
negociación donde se ponen en evidencia los
conocimientos y destrezas adquiridos.
Se proponen ejercicios que no presenten el
mismo tipo de dificultades, con el objetivo de
que los estudiantes integren conocimientos intra
y extramatemáticos, para evitar la mecanización
en la resolución de los mismos.
Resultados
El desarrollo e implementación de la propuesta
se realizó en las asignaturas de Cálculo
Diferencial (2013) y Cálculo Integral (2014) en
nivel de ingeniería, esta puede implementarse
en cualquier asignatura de las diversas carreras
con algunas adecuaciones, por ejemplo: en
Química sería conveniente contar con una app
que apoye en el balanceo de reacciones; los
formularios cambiarlos por la tabla periódica,
tablas de valencias, fórmulas básicas, etc.,
buscar o crear videos que apoyen en el
aprendizaje de la química, tal vez un laboratorio
virtual. Los demás elementos de la propuesta
son válidos para ésta y otras materias.
Los estudiantes están continuamente
conectados, para ellos, resulta más interesante
estar en Facebook o las noticias que en el aula,
por lo que hay que aprender a canalizar esos
impulsos digitales en un entorno de aprendizaje
eficaz y actual.
Al incorporar la tecnología en las clases
se logra que los estudiantes las vean como algo
atractivo, actual y que corresponda con su
realidad.
Es un proceso de adecuar la forma en
que prestamos atención y aprendemos. Lo que
hace que la propuesta sea aplicable en cualquier
materia.
Matemágicas (Facebook)
Se evaluó de forma constante a través de
las visitas de los estudiantes a la página, ya que
la misma página contiene un contador de visitas
por publicación, es decir al ―subir‖ una imagen
muestra cuántas y cuáles personas han visto la
publicación independientemente de los ―me
gusta‖, de esta forma se evaluó el impacto de
cada comentario o imagen obteniendo entre 70
y 90% de aceptación.
Los comentarios vertidos por los
participantes indican que se mejoró
significativamente el proceso del aprendizaje a
través de la interacción didáctica con los
equipos tecnológicos, transformando un aula
tradicional en un aula activa, dinámica y
funcional.
Las estrategias que se aplicaron como la
proyección de videos ayudo a los estudiantes a
complementar las clases facilitándoles la
resolución de ejercicios; el grupo
―Matemagicas‖ demostró una nueva forma de
interacción entre Maestro-Alumno se puede
amplificar más allá del salón de clase; en
cuanto a los carteles les ayudó a memorizar la
fórmulas, teoremas y leyes aplicadas en la
materia, en la ubicación del mobiliario se
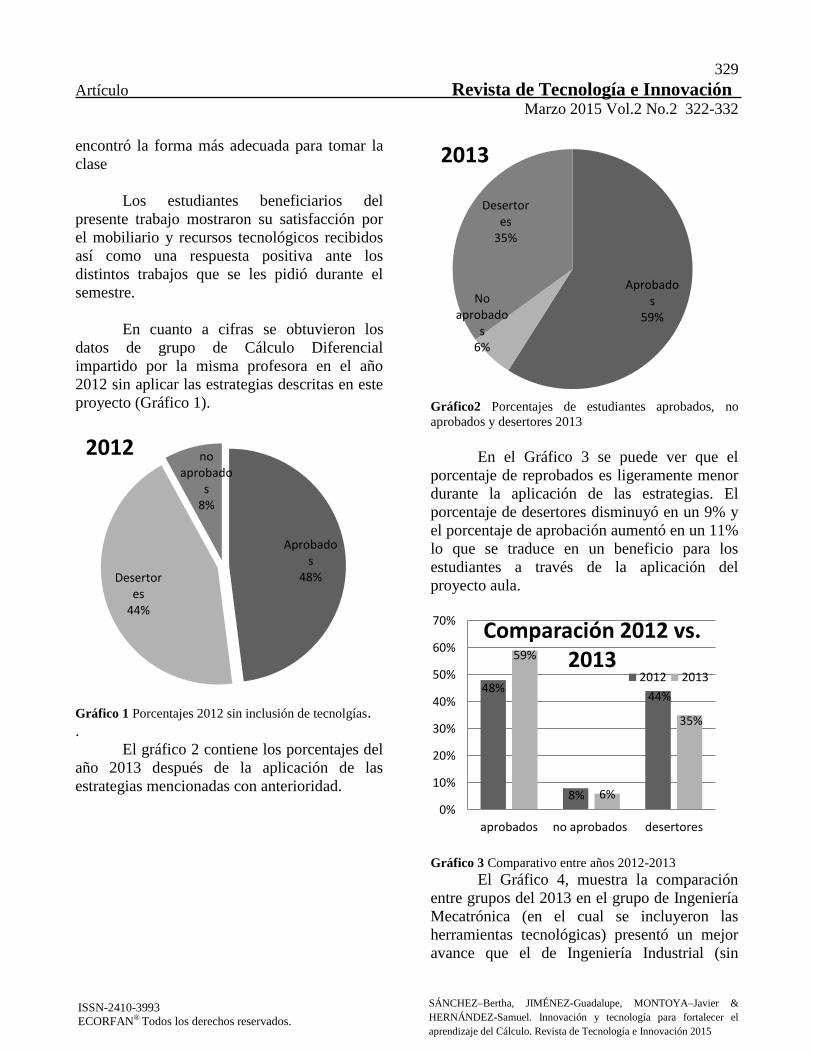
329
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
encontró la forma más adecuada para tomar la
clase
Los estudiantes beneficiarios del
presente trabajo mostraron su satisfacción por
el mobiliario y recursos tecnológicos recibidos
así como una respuesta positiva ante los
distintos trabajos que se les pidió durante el
semestre.
En cuanto a cifras se obtuvieron los
datos de grupo de Cálculo Diferencial
impartido por la misma profesora en el año
2012 sin aplicar las estrategias descritas en este
proyecto (Gráfico 1).
Gráfico 1 Porcentajes 2012 sin inclusión de tecnolgías.
.
El gráfico 2 contiene los porcentajes del
año 2013 después de la aplicación de las
estrategias mencionadas con anterioridad.
Gráfico2 Porcentajes de estudiantes aprobados, no
aprobados y desertores 2013
En el Gráfico 3 se puede ver que el
porcentaje de reprobados es ligeramente menor
durante la aplicación de las estrategias. El
porcentaje de desertores disminuyó en un 9% y
el porcentaje de aprobación aumentó en un 11%
lo que se traduce en un beneficio para los
estudiantes a través de la aplicación del
proyecto aula.
Gráfico 3 Comparativo entre años 2012-2013
El Gráfico 4, muestra la comparación
entre grupos del 2013 en el grupo de Ingeniería
Mecatrónica (en el cual se incluyeron las
herramientas tecnológicas) presentó un mejor
avance que el de Ingeniería Industrial (sin
Aprobados
48% Desertores
44%
no aprobado
s 8%
2012
Aprobados
59%
No aprobado
s 6%
Desertores
35%
2013
48%
8%
44%
59%
6%
35%
0%
10%
20%
30%
40%
50%
60%
70%
aprobados no aprobados desertores
Comparación 2012 vs. 2013
2012 2013
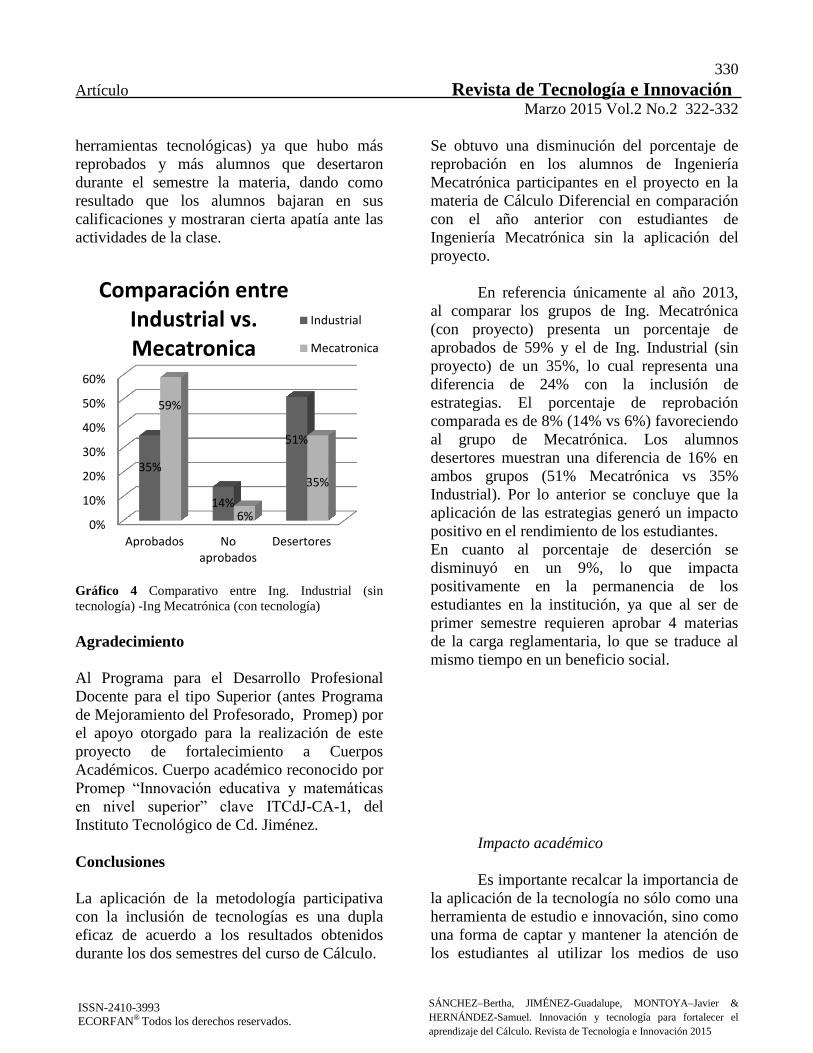
330
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
herramientas tecnológicas) ya que hubo más
reprobados y más alumnos que desertaron
durante el semestre la materia, dando como
resultado que los alumnos bajaran en sus
calificaciones y mostraran cierta apatía ante las
actividades de la clase.
Gráfico 4 Comparativo entre Ing. Industrial (sin
tecnología) -Ing Mecatrónica (con tecnología)
Agradecimiento
Al Programa para el Desarrollo Profesional
Docente para el tipo Superior (antes Programa
de Mejoramiento del Profesorado, Promep) por
el apoyo otorgado para la realización de este
proyecto de fortalecimiento a Cuerpos
Académicos. Cuerpo académico reconocido por
Promep ―Innovación educativa y matemáticas
en nivel superior‖ clave ITCdJ-CA-1, del
Instituto Tecnológico de Cd. Jiménez.
Conclusiones
La aplicación de la metodología participativa
con la inclusión de tecnologías es una dupla
eficaz de acuerdo a los resultados obtenidos
durante los dos semestres del curso de Cálculo.
Se obtuvo una disminución del porcentaje de
reprobación en los alumnos de Ingeniería
Mecatrónica participantes en el proyecto en la
materia de Cálculo Diferencial en comparación
con el año anterior con estudiantes de
Ingeniería Mecatrónica sin la aplicación del
proyecto.
En referencia únicamente al año 2013,
al comparar los grupos de Ing. Mecatrónica
(con proyecto) presenta un porcentaje de
aprobados de 59% y el de Ing. Industrial (sin
proyecto) de un 35%, lo cual representa una
diferencia de 24% con la inclusión de
estrategias. El porcentaje de reprobación
comparada es de 8% (14% vs 6%) favoreciendo
al grupo de Mecatrónica. Los alumnos
desertores muestran una diferencia de 16% en
ambos grupos (51% Mecatrónica vs 35%
Industrial). Por lo anterior se concluye que la
aplicación de las estrategias generó un impacto
positivo en el rendimiento de los estudiantes.
En cuanto al porcentaje de deserción se
disminuyó en un 9%, lo que impacta
positivamente en la permanencia de los
estudiantes en la institución, ya que al ser de
primer semestre requieren aprobar 4 materias
de la carga reglamentaria, lo que se traduce al
mismo tiempo en un beneficio social.
Impacto académico
Es importante recalcar la importancia de
la aplicación de la tecnología no sólo como una
herramienta de estudio e innovación, sino como
una forma de captar y mantener la atención de
los estudiantes al utilizar los medios de uso
0%
10%
20%
30%
40%
50%
60%
Aprobados Noaprobados
Desertores
35%
14%
51%
59%
6%
35%
Comparación entre Industrial vs. Mecatronica
Industrial
Mecatronica
331
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
cotidiano y común como son los dispositivos
móviles (celular y Tablet), nos lleva a un
cambio de actitud hacia las matemáticas pues
ellos se sienten atraídos hacia el uso de las
nuevas tecnologías. Aunado a que se
desarrollan habilidades y competencias
informáticas, se privilegia la capacidad de
búsqueda y aplicación de recursos.
Impacto Tecnológico
Logro de una combinación armoniosa y
productiva entre el uso de dispositivos móviles
y la generación de conocimiento en planteles de
educación media y superior. Por otro lado los
dispositivos móviles serian concebidos como
una herramienta, no solo como un accesorio o
una distracción.
Impacto Social
La calidad del conocimiento, así como
la motivación y redescubrimiento de las formas
para obtenerlo serían más elevadas, y por
consiguiente la disminución de índices de
reprobación seria evidente.
El presentar ejemplos y proyectos de la
vida cotidiana como fuente de conocimiento es
muy importante pues se desarrolla la tolerancia,
el respeto a los demás, a sus opiniones. Es un
trabajo complejo con aplicación en situaciones
del mundo real, en donde se aplican diversas
estrategias de análisis y sistematización de la
información para llegar a la solución correcta.
El conocimiento se torna utilizable, para
llegar al ―saber hacer‖. La evaluación es,
entonces un proceso continuo, que permite
identificar los aspectos relevantes de forma
inmediata y en su caso solucionarlos. Y se
reconoce la dupla del saber y poder en el
aprendizaje de las Matemática (saber son los
conocimientos, poder es la capacidad del
estudiante de aplicar esos conocimientos en
diversas situaciones tanto teóricas como
prácticas) (Oliveros, 2010). Se promueve el
pensamiento lógico y crítico del estudiante.
Diferenciación
El uso innovador que se le está dando a
los recursos para obtener mejores resultados,
considerado como modelo de utilidad
Barreras para su implementación
Debido a que la innovación no tiene un
precio por sí misma, esta no es un aspecto que
impida su utilización.
1. Barreras institucionales:
a) Falta de inversión para utilizar un
proyector con una tableta y pluma, ó
b) Falta de inversión para un
dispositivo (ebeam) que transforme
el pizarrón en electrónico;
c) No proporcionar un espacio físico el
cual se acondicione como Aula
Gavilán.
2. Barreras docentes:
Disposición para adoptar las tecnologías
dentro y fuera del aula.
3. Barreras estudiantiles:
Falta de dispositivo móvil.
Etapas anteriores y futuras
Programación del proyecto. Se realizó
investigación y aplicación de las tecnologías en
Calculo Diferencial para probar el proceso,
posteriormente se continuó en Cálculo Integral,
332
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 322-332
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SÁNCHEZ–Bertha, JIMÉNEZ-Guadalupe, MONTOYA–Javier &
HERNÁNDEZ-Samuel. Innovación y tecnología para fortalecer el
aprendizaje del Cálculo. Revista de Tecnología e Innovación 2015
se planea asignarlo a la mayoría de las
asignaturas.
Necesidades del proyecto. Surge la
necesidad por la dificultad de la comprensión
de las matemáticas en ambientes de aprendizaje
tradicionales.
Control del proyecto. En caso de
ampliar la instalación de este tipo de
tecnologías, el control del proyecto estaría a
cargo del departamento de desarrollo
académico ya que este tiene la función de
controlar los equipos audiovisuales propiedad
de la institución.
Referencias
CC Creative Commons. Atribución-
NoComercial-SinDerivadas 2.5 México (CC
BY-NC-ND 2.5 MX) Disponible en
https://creativecommons.org/licenses/by-nc-
nd/2.5/mx/
De Bono Edward (1992) pensamiento creativo.
Editorial Paidos Mexicana S.A.
Font, V., Díaz Godino, J. y Planas, N. (2011)
Jesús María Goñi (coord.) Matemáticas.
Investigación, innovación y buenas prácticas.
Número 12 vol3. Editorial Graó. Barcelona,
España García Hoz Víctor, (1991). Ambiente,
organización y diseño educativo (1991) (Vol.
8). Ediciones Rialp.
Guadamud, L.; Montanero, E.; Velásquez, A.
Barberán; Intriago, Ana Mercedes Castillo
(2010) ―Mejorar la enseñanza de las asignaturas
de química y biología mediante la adecuación e
implementación de una aula con mobiliario
pedagógico, recursos didácticos y tecnológicos
creando un ambiente didáctico que facilite el
aprendizaje de los estudiantes de la facultad de
filosofía, letras y ciencias de la educación‖ ;
Tesis de investigación; Portoviejo Manabí
Ecuador.
Imbernón, F. (1996). En busca del Discurso
Educativo. Edit. Magisterio del Río de la Plata,
Buenos Aires - Argentina
INEGI.(2005). Estadísticas de Educación.
Estadísticas en educación básica, media
superior y superior. 2005.
Kraut, R. (2013). Policy guidelines for mobile
learning. Francia: United Nations Educational,
Scientific and Cultural Organization
Martín López Calva, (1998); Pensamiento
crítico y creatividad en el aula; Editorial Trillas
OCDE. Panorama de la Educación 2010.
indicadores OCDE. Madrid, España: Santillana.
Oliveros. E. (2010). Matemática viva 10: Guía
del docente. Grupo Editorial Norma.Pizarro, R.,
Rocha, T. e Ibarra, T. (s.f.). Mercadotecnia:
Módulo 6. JICA/Secretaria de Economía.
México.
Robledo, S, J. (2014). Mobile Devices for
Learning, What you NEED to KNOW. Google
Apps for Education
SEP. (2014). Principales cifras del Sistema
Educativo Nacional 2013-2014. Dirección
General de Planeación y Estadística Educativa:
México.Serrano M.T. (31 enero 2004)
Creatividad: definiciones, antecedentes y
aportaciones.

333
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
Implementación de un indicador electrónico de nivel de gas en contenedores
cerrados
SANCHEZ-MEDEL, Luis† & GONZALES-SOBAL, Juan
Instituto Tecnológico Superior de Huatusco. Reserva Territorial 100 C.P. 94100
Recibido 23 de Enero, 2015; Aceptado 3 de Marzo, 2015
Resumen
México es un país en donde una gran parte de la
población emplea gas LP de acuerdo a SECURED 2010
del INEGI, lo cual hace común la continua necesidad de
conocer los niveles de gas para evitar un desabasto de
combustible. Las compañías distribuidoras de gas utilizan
carros para la repartición de tanques, pero ocasionan
contaminación por ruido y un gasto de gasolina para
transportarse buscando al cliente. La evolución de los
dispositivos móviles busca la integración de los mismos a
nuestras actividades diarias, muchas veces las personas
usan aparatos electrónicos tales como tabletas y teléfonos
inteligentes para poder ver su estatus en las redes
sociales, entretenimiento o gestionar su tiempo, sin
embargo es posible ampliar este espectro de uso mediante
la incorporación de interfaces electrónicas a nuestros
dispositivos domésticos. El objetivo de esta investigación
es adquirir y registrar los niveles de un tanque cilíndrico
de gas empleando una interfaz electrónica con vinculo a
un dispositivo móvil que permita detectar fugas además
anticiparse ante la falta de combustible midiendo el nivel
del tanque y permita ubicar mediante GPS la ubicación
del tanque además de concientizar al usuario sobre el uso
de este recurso no renovable.
Android, instrument virtual, Sistema de control
Abstract
Mexico is a country where a big part of its popullation
uses LP gas according with INEGI’s SECURED 2010,
which makes common the continue necessity to
determine the levels of gas to avoid a gas shortage. The
gas distribution company uses cars to deliver the gas
container but it causes noise pollution and gas mileage.
The evolution of mobile devices aim for the integration
of it selves to our daily activities, people uses many times
electronics devices such as tablets and smartphones to
check their network status in social networks,
entertainment or time management, however it’s possible
to expand this spectrum of use by incorporating
electronic interfaces to our home devices. The objective
of this research is to acquire and register the levels of a
cylindrical gas tank using an electronic interface paired
with a mobile device that allows detecting gas leaks, also
help the user to prevent gas mileage by measuring the
tank level, in addition by using the GPS locate the tank to
decrease the time of service and pollution by going to the
exact spot and aid the user to be aware on the use of this
nonrenewable resource.
Android, virtual instrument, Control system
___________________________________________________________________________________________________
Citación: SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan. Implementación de un indicador electrónico de nivel
de gas en contenedores cerrados. Revista de Tecnología e Innovación 2015, 2-2:333-341
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
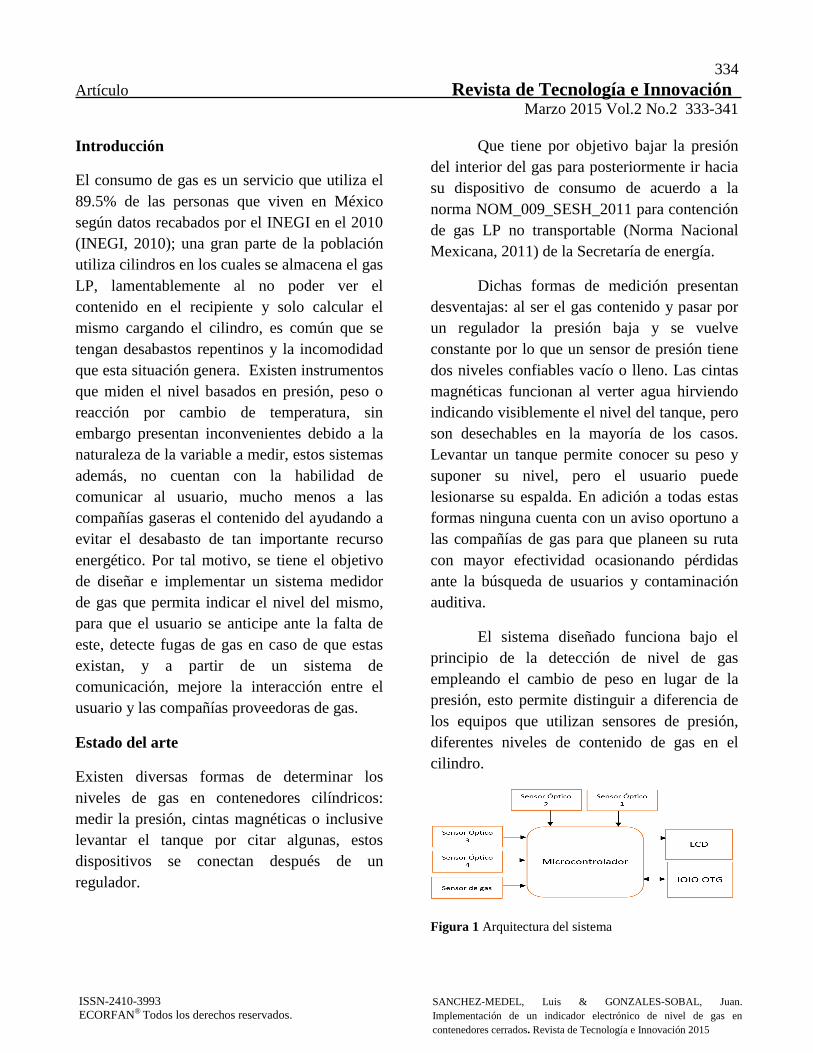
334
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
Introducción
El consumo de gas es un servicio que utiliza el
89.5% de las personas que viven en México
según datos recabados por el INEGI en el 2010
(INEGI, 2010); una gran parte de la población
utiliza cilindros en los cuales se almacena el gas
LP, lamentablemente al no poder ver el
contenido en el recipiente y solo calcular el
mismo cargando el cilindro, es común que se
tengan desabastos repentinos y la incomodidad
que esta situación genera. Existen instrumentos
que miden el nivel basados en presión, peso o
reacción por cambio de temperatura, sin
embargo presentan inconvenientes debido a la
naturaleza de la variable a medir, estos sistemas
además, no cuentan con la habilidad de
comunicar al usuario, mucho menos a las
compañías gaseras el contenido del ayudando a
evitar el desabasto de tan importante recurso
energético. Por tal motivo, se tiene el objetivo
de diseñar e implementar un sistema medidor
de gas que permita indicar el nivel del mismo,
para que el usuario se anticipe ante la falta de
este, detecte fugas de gas en caso de que estas
existan, y a partir de un sistema de
comunicación, mejore la interacción entre el
usuario y las compañías proveedoras de gas.
Estado del arte
Existen diversas formas de determinar los
niveles de gas en contenedores cilíndricos:
medir la presión, cintas magnéticas o inclusive
levantar el tanque por citar algunas, estos
dispositivos se conectan después de un
regulador.
Que tiene por objetivo bajar la presión
del interior del gas para posteriormente ir hacia
su dispositivo de consumo de acuerdo a la
norma NOM_009_SESH_2011 para contención
de gas LP no transportable (Norma Nacional
Mexicana, 2011) de la Secretaría de energía.
Dichas formas de medición presentan
desventajas: al ser el gas contenido y pasar por
un regulador la presión baja y se vuelve
constante por lo que un sensor de presión tiene
dos niveles confiables vacío o lleno. Las cintas
magnéticas funcionan al verter agua hirviendo
indicando visiblemente el nivel del tanque, pero
son desechables en la mayoría de los casos.
Levantar un tanque permite conocer su peso y
suponer su nivel, pero el usuario puede
lesionarse su espalda. En adición a todas estas
formas ninguna cuenta con un aviso oportuno a
las compañías de gas para que planeen su ruta
con mayor efectividad ocasionando pérdidas
ante la búsqueda de usuarios y contaminación
auditiva.
El sistema diseñado funciona bajo el
principio de la detección de nivel de gas
empleando el cambio de peso en lugar de la
presión, esto permite distinguir a diferencia de
los equipos que utilizan sensores de presión,
diferentes niveles de contenido de gas en el
cilindro.
Figura 1 Arquitectura del sistema
335
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
Metodología
El análisis de requerimientos indica que el
sistema debe de tener las siguientes
características: Medición confiable, alerta de
fuga de gas, indicador de nivel de gas, fácil
localización del tanque por parte de las
compañías distribuidoras, registro de hábitos de
consumo y alerta a usuario y compañías de gas
sobre la falta de dicho combustible.
La arquitectura del proyecto indicador
denivel de gas electrónico se muestra en la
Figura 1, está formado por un sistema
electromecánico de amortiguación que cambia
su compresión en base al peso soportado como
indica la Fig. 2; emplea sensores ópticos
diseñados para ser de bajo costo, además un
control embebido en un microcontrolador PIC
con pantalla LCD e interface Bluetooth al
celular; dicho sistema permite medir de forma
confiable los niveles y fugas de gas y comunica
por medio de una aplicación al celular tanto la
existencia de la fuga como el contenido del
cilindro.
Análisis del sistema mecánica
El sistema cuenta con una base que soporta el
tanque de gas cilíndrico empleando 3 resortes
metálicos, los cuales se comprimen y se liberan
al perder peso el tanque como indica la Fig. 2.
El peso FR del tanque es 26.6KgF, debido a que
el dispositivo está construido para soportarlo
verticalmente, tenemos el siguiente cálculo de
las fuerzas.
(1)
(2)
(3)
La fuerza FY que aplica el tanque hacia
abajo de acuerdo a las ecuaciones 1 y 2 y es
analizado como un plano como cuerpo libre. La
ecuación 3 indica la fuerza Frs soportada por un
solo resorte de compresión. Empleando la Ley
de Hooke y la constante para el resorte de 0.95
N/cm, se obtiene la fuerza realizada por un
resorte obtenemos la ecuación 4 y la longitud
de compresión S cuando se aplica la fuerza
mázima (tanque lleno). Aplicando las
ecuaciones 1, 2, 3 y 4 obtenemos de misma
forma cuando el tanque esta vacío (6.6 Kg) con
S de 1.73 cm; por lo que el diseño del sensor
electrónico debe de ser capaz de medir un span
de 5.27 cm, de acuerdo a la ecuación 5.
(4)
(5)
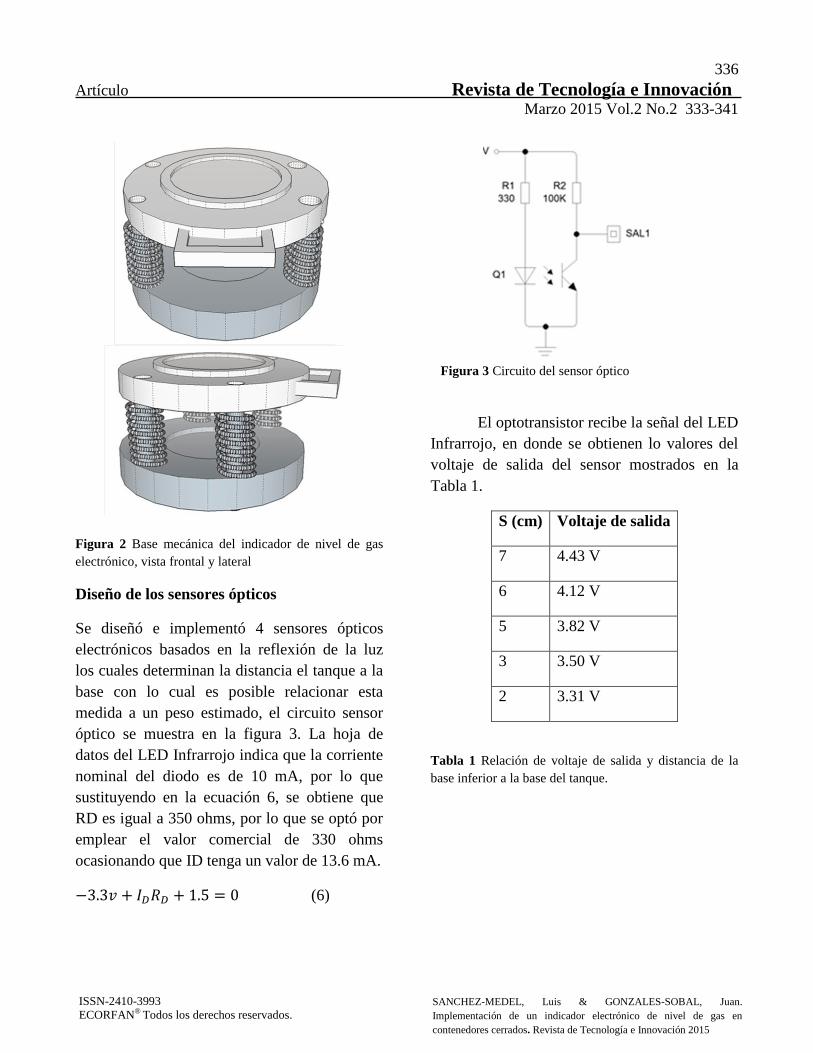
336
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
Figura 2 Base mecánica del indicador de nivel de gas
electrónico, vista frontal y lateral
Diseño de los sensores ópticos
Se diseñó e implementó 4 sensores ópticos
electrónicos basados en la reflexión de la luz
los cuales determinan la distancia el tanque a la
base con lo cual es posible relacionar esta
medida a un peso estimado, el circuito sensor
óptico se muestra en la figura 3. La hoja de
datos del LED Infrarrojo indica que la corriente
nominal del diodo es de 10 mA, por lo que
sustituyendo en la ecuación 6, se obtiene que
RD es igual a 350 ohms, por lo que se optó por
emplear el valor comercial de 330 ohms
ocasionando que ID tenga un valor de 13.6 mA.
(6)
El optotransistor recibe la señal del LED
Infrarrojo, en donde se obtienen lo valores del
voltaje de salida del sensor mostrados en la
Tabla 1.
S (cm) Voltaje de salida
7 4.43 V
6 4.12 V
5 3.82 V
3 3.50 V
2 3.31 V
Tabla 1 Relación de voltaje de salida y distancia de la
base inferior a la base del tanque.
Figura 3 Circuito del sensor óptico

337
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
Sensor de gas
El sensor de gas empleado es el MQ-6
especializado en detección de gas LP, la
sensibilidad del dispositivo 200-10000 ppm por
lo que es posible colocarlo en la parte superior
del tanque de gas para la detección de gas.
Diseño del sistema embebido
El circuito embebido diseñado se muestra en la
Fig. 4, el cual realiza la operación de detección
de nivel de tanque es un microcontrolador
PIC16F876A que cuenta con interface LCD y
entrada para sensores analógicos ópticos;
debido a que se emplean 3 sensores ópticos se
realiza un promedio sobre la señal proveniente
de los sensores, de tal forma que si el tanque de
gas no se encuentra bien colocado o la
superficie es irregular esta parte del programa
minimiza estos errores, (Girones, 2011),
(Monk, 2012), (Milette, 2010), (Riley, 2012).
El proceso de cálculo de la resolución se
obtiene a partir de la ecuación 7, en donde se
determino que a 10 bit el voltaje de paso Vp10bit
es de 4.8 mV. El span de voltaje o Vspan se
determinó mediante la ecuación 8, por lo que el
número de pasos con el cual es posible trabajar
se determino por la ecuación 9 que es la
relación del span de voltaje proporcionado por
el sensor óptico y el voltaje de paso a 10 bit.
(7)
=1.13V (8)
(9)
Los 235 pasos permiten un escalamiento
proporcional de 0 a 100% sin perdida
significativa de información ó réplica de la
misma, a diferencia de una resolución de 8 bit
que al calcular mediante las ecuaciones 7, 8 y 9
se obtendrían 59 pasos distintos por lo que un
escalamiento de 0 a 100% no involucraría una
pérdida significativa pero perdería la propiedad
proporcional deseada del sensor óptico.
La pantalla LCD tiene una conexión a 8
bits, sirve como indicador empotrado que
permite el mostrar el proceso de autocalibración
cuando el usuario repone el tanque de gas en la
base metálica.
El diagrama de flujo que controla el
sistema se muestra en la Fig, 4. Al iniciar el
programa se configura el microcontrolador y el
LCD, posteriormente adquiere las señales
provenientes de los sensores ópticos y de gas.
La primera comparación por prioridad es el
sensor de gas, debido a que tiende a acumularse
a nivel del piso debido a que el gas tiene un
peso mayor al aire que respiramos y aunque se
adhiere azufre para que percibamos el olor
existe un sector en la población que no lo puede
percibir ya sea por problemas congénitos, un
bajo sentido del olfato o debido a radioterapias
que afecta nuestros sentidos, (Garc, 2012),
(Curtidor, 2012) y (Rivera, 2013).
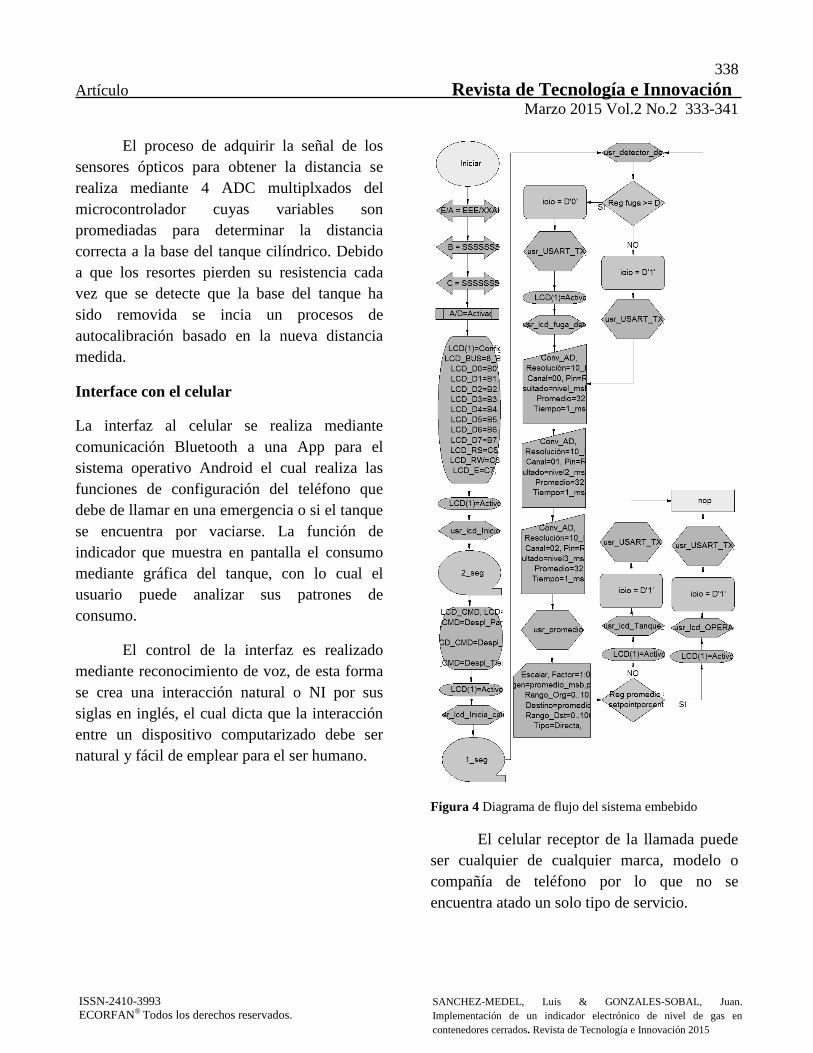
338
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
El proceso de adquirir la señal de los
sensores ópticos para obtener la distancia se
realiza mediante 4 ADC multiplxados del
microcontrolador cuyas variables son
promediadas para determinar la distancia
correcta a la base del tanque cilíndrico. Debido
a que los resortes pierden su resistencia cada
vez que se detecte que la base del tanque ha
sido removida se incia un procesos de
autocalibración basado en la nueva distancia
medida.
Interface con el celular
La interfaz al celular se realiza mediante
comunicación Bluetooth a una App para el
sistema operativo Android el cual realiza las
funciones de configuración del teléfono que
debe de llamar en una emergencia o si el tanque
se encuentra por vaciarse. La función de
indicador que muestra en pantalla el consumo
mediante gráfica del tanque, con lo cual el
usuario puede analizar sus patrones de
consumo.
El control de la interfaz es realizado
mediante reconocimiento de voz, de esta forma
se crea una interacción natural o NI por sus
siglas en inglés, el cual dicta que la interacción
entre un dispositivo computarizado debe ser
natural y fácil de emplear para el ser humano.
Figura 4 Diagrama de flujo del sistema embebido
El celular receptor de la llamada puede
ser cualquier de cualquier marca, modelo o
compañía de teléfono por lo que no se
encuentra atado un solo tipo de servicio.
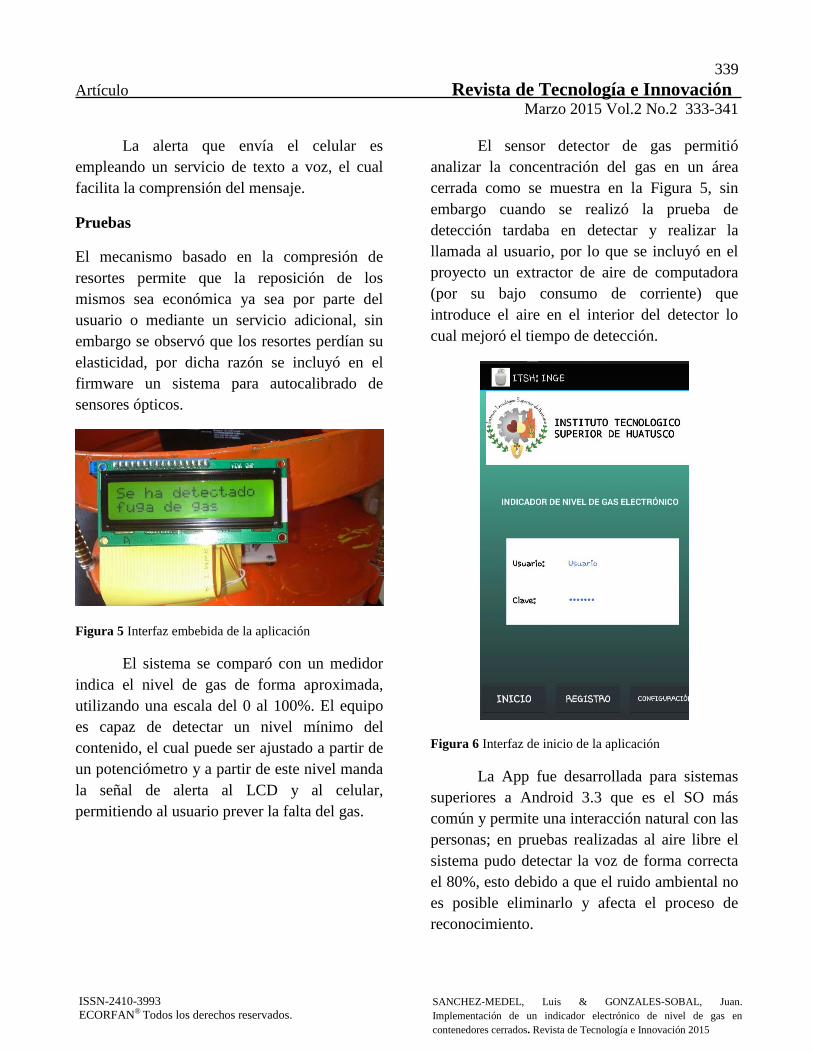
339
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
La alerta que envía el celular es
empleando un servicio de texto a voz, el cual
facilita la comprensión del mensaje.
Pruebas
El mecanismo basado en la compresión de
resortes permite que la reposición de los
mismos sea económica ya sea por parte del
usuario o mediante un servicio adicional, sin
embargo se observó que los resortes perdían su
elasticidad, por dicha razón se incluyó en el
firmware un sistema para autocalibrado de
sensores ópticos.
Figura 5 Interfaz embebida de la aplicación
El sistema se comparó con un medidor
indica el nivel de gas de forma aproximada,
utilizando una escala del 0 al 100%. El equipo
es capaz de detectar un nivel mínimo del
contenido, el cual puede ser ajustado a partir de
un potenciómetro y a partir de este nivel manda
la señal de alerta al LCD y al celular,
permitiendo al usuario prever la falta del gas.
El sensor detector de gas permitió
analizar la concentración del gas en un área
cerrada como se muestra en la Figura 5, sin
embargo cuando se realizó la prueba de
detección tardaba en detectar y realizar la
llamada al usuario, por lo que se incluyó en el
proyecto un extractor de aire de computadora
(por su bajo consumo de corriente) que
introduce el aire en el interior del detector lo
cual mejoró el tiempo de detección.
Figura 6 Interfaz de inicio de la aplicación
La App fue desarrollada para sistemas
superiores a Android 3.3 que es el SO más
común y permite una interacción natural con las
personas; en pruebas realizadas al aire libre el
sistema pudo detectar la voz de forma correcta
el 80%, esto debido a que el ruido ambiental no
es posible eliminarlo y afecta el proceso de
reconocimiento.
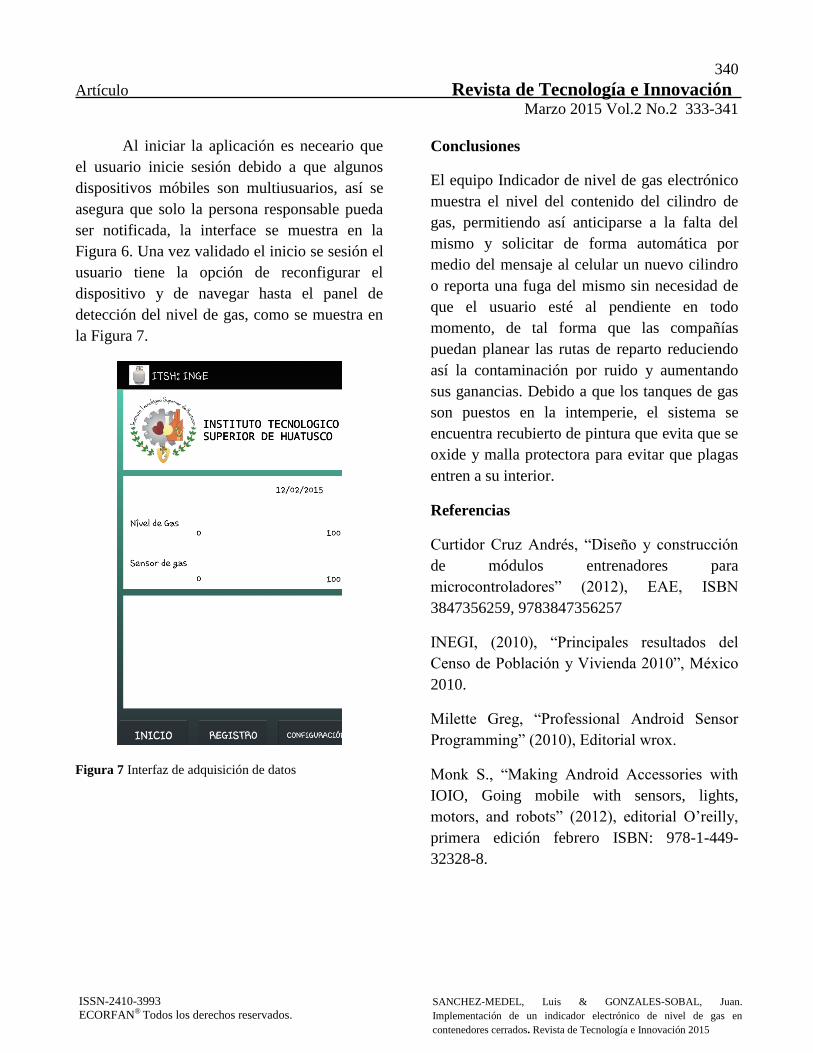
340
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
Al iniciar la aplicación es neceario que
el usuario inicie sesión debido a que algunos
dispositivos móbiles son multiusuarios, así se
asegura que solo la persona responsable pueda
ser notificada, la interface se muestra en la
Figura 6. Una vez validado el inicio se sesión el
usuario tiene la opción de reconfigurar el
dispositivo y de navegar hasta el panel de
detección del nivel de gas, como se muestra en
la Figura 7.
Figura 7 Interfaz de adquisición de datos
Conclusiones
El equipo Indicador de nivel de gas electrónico
muestra el nivel del contenido del cilindro de
gas, permitiendo así anticiparse a la falta del
mismo y solicitar de forma automática por
medio del mensaje al celular un nuevo cilindro
o reporta una fuga del mismo sin necesidad de
que el usuario esté al pendiente en todo
momento, de tal forma que las compañías
puedan planear las rutas de reparto reduciendo
así la contaminación por ruido y aumentando
sus ganancias. Debido a que los tanques de gas
son puestos en la intemperie, el sistema se
encuentra recubierto de pintura que evita que se
oxide y malla protectora para evitar que plagas
entren a su interior.
Referencias
Curtidor Cruz Andrés, ―Diseño y construcción
de módulos entrenadores para
microcontroladores‖ (2012), EAE, ISBN
3847356259, 9783847356257
INEGI, (2010), ―Principales resultados del
Censo de Población y Vivienda 2010‖, México
2010.
Milette Greg, ―Professional Android Sensor
Programming‖ (2010), Editorial wrox.
Monk S., ―Making Android Accessories with
IOIO, Going mobile with sensors, lights,
motors, and robots‖ (2012), editorial O’reilly,
primera edición febrero ISBN: 978-1-449-
32328-8.
341
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 333-341
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
SANCHEZ-MEDEL, Luis & GONZALES-SOBAL, Juan.
Implementación de un indicador electrónico de nivel de gas en
contenedores cerrados. Revista de Tecnología e Innovación 2015
Norma Nacional Mexicana (2011),
―NOM_009_SESH_2011, Recipientes para
contener gas LP no transportable‖, Secretaría de
energía.
Riley Mike, ―Programming your Home‖
(2012), The pragmatic programmers LLC.
Rivera Ceniceros Omar Fabián, ―Sistema de
telecontrol con aplicaciones en zonas rurales y
la agronomía‖ (2013), Editorial Académica
española, ISBN 3845494107, 9783845494104
Sergio Leonardo Garc, ―Electrónica digital‖
(2012), Editorial EAE, ISBN 3659038997,
9783659038990.
Tomas Girones, J., ―El gran libro de Android‖
(2011), editorial AlfaOmega, grupo editor
México, ISBN: 978-607-707-226-3.

342
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
Optimización del proceso de sacos de papel mediante la reducción de mermas
LAGUNA-AGUILAR, Fabiola†, MARTINEZ-SANCHEZ, Sergio, SERRANO-CABALLERO,
Amando & GUERRERO-REYES, Rosalba
Cuerpo Académico Optimización de Procesos Productivos de la Universidad Tecnológica Tula-Tepeji. Avenida
Universidad Tecnológica Núm. 1000, Col. El 61, El Carmen, Tula de Allende Hidalgo., C.P. 42830
Recibido 20 de Enero, 2015; Aceptado 9 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El presente proyecto presenta una propuesta para
disminuir la cantidad de merma que genera una
empresa de Sacos de Papel para la optimización de
sus procesos. Apegándonos a la metodología de Seis
Sigma, DMAIC (Definir, Medir, Analizar, Mejorar
y Controlar) metodología para la detección y
reducción y/o eliminación de problemas. En el
desarrollo de este proyecto se busca la causa raíz del
problema mediante la recolección de datos y
análisis estadísticos. Se analizan todos aquellos
factores implicados en la problemática, se agrupan,
se observa su tendencia, se analiza cada dato para
hacer propuestas asertivas en la optimización del
proceso. Se proponen indicadores de seguimiento
para la verificación y funcionalidad de la propuesta
realizada, para observar el impacto de su
implementación y poder mejorar los aspectos que
parezcan pertinentes al proyecto.
Optimización, sacos de papel, reducción de
mermas
Abstract
This project presents a proposal to reduce the
amount of loss that generates a company of paper
sacks for the optimization of their processes. Use
the methodology of Six Sigma, DMAIC (Define,
measure, analyze, improve and Control)
methodology for the detection and reduction and/or
elimination of problems. In the development of this
project is looking for the root cause of the problem
through data collection and statistical analysis.
Proposed indicators for monitoring the verification
and functionality of a proposal made to observe the
impact of its implementation and to be able to
improve those areas that seem relevant to the
project.
Optimization, paper sacks, reduction of wastage
___________________________________________________________________________________________________
Citación: LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-CABALLERO, Amando &
GUERRERO-REYES, Rosalba. Optimización del proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015, 2-2:342-348
___________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
343
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba. Optimización del
proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015
Introducción
Se llama MERMA a todas aquellas ―pérdidas‖
que se producen a lo largo de la cadena de
distribución. Estas pérdidas son un flagelo
cuando no se controla debidamente, atentando
directamente a la rentabilidad del negocio,
colocando a la Merma en un objetivo
primordial en cuanto a sus resultados, cuando
los márgenes de las ganancias hacen que se
produzca un fuerte análisis de los gastos, para
poder seguir en carrera y hacer rentable el
negocio. (Zamora, 2011)
La empresa tenía una problemática
relacionada con las mermas, en ella existía un
descontrol en la generación de desperdicios.
Esta situación se veía reflejada en los costos y
quejas de los clientes hacia la empresa, por la
mala calidad de los productos o por la aparición
de productos defectuosos en sus pedidos.
La empresa contaba con un sistema de
monitoreo y medición de merma, en el cual se
llevaba el registro autónomo por operador
quien pesaba su propia merma y elaboraba un
reporte, que se entregaba al jefe de producción
quien a su vez elaboraba un reporte mensual
que se entregaba a gerencia para reportar lo
sucedido durante el periodo; en este proceso
los datos no eran verídicos ya que en algunas
ocasiones la medición no era real porque no
reportaban lo que sucedía por miedo a ser
sancionados, esto quedó al descubierto cuando
se empezó a trabajar con los costos estándar y
calidad de los productos.
Se observó que la merma era uno de los
principales factores que subían los costos de los
productos; así mismo la calidad de los sacos
era deficiente y se generaba mucho desperdicio.
Entonces se decidió llevar el control de
forma diferente, en el que cada que termina un
turno se requiere pesar la cantidad de merma
que sale de cada proceso y se hace un análisis
más profundo y detallado del origen, se lleva
una relación mensual de dichas cantidades; el
control y monitoreo lo hace personalmente el
supervisor. Con el tiempo se han percatado que
los niveles que ellos decían tener de merma
eran erróneos, los porcentajes arrojados son
muy altos, estos datos varían cada mes
dependiendo de los productos que se elaboren,
pero en algunas ocasiones han al alcanzado más
del 4% establecido como máximo aceptable por
control de costos y calidad.
Materiales y métodos
Se aplicó la metodologia DMAIC cuyas siglas
significan: Define, Mesure, Analyze, Improve,
Control (Definir, Medir, Analizar, Mejorara y
Controlar), las cuales son fases del método de
seis sigma para la mejora de procesos
reduciendo la variabilidad de los mismos
mediante la utilización de herramientas
estadísticas; la aplicación de las fases se llevó a
cabo de la siguiente manera:
La primera fase de definición de la
problemática implico observar las fuentes de
variación enfocándonos en los principales
elementos de un proceso como son los métodos
de trabajo, las maquinarias, la mano de obra, las
mediciones, medio ambiente y materia prima;
se recopilaron datos históricos para poder
plantear correctamente el problema, como lo
son descripción del proceso de producción y
análisis de capacidad de cada maquinaria a
partir de un mapa de proceso o diagrama de
flujo identificando el tiempo ciclo en cada etapa
el cuello de botella y los tiempos de
preparación de los equipos.
De este mapeo se definió que las
máquinas con más impácto en el tiempo de
producción en el proceso son la impresora, la
tubera y la fondeadora, que es donde se hace la
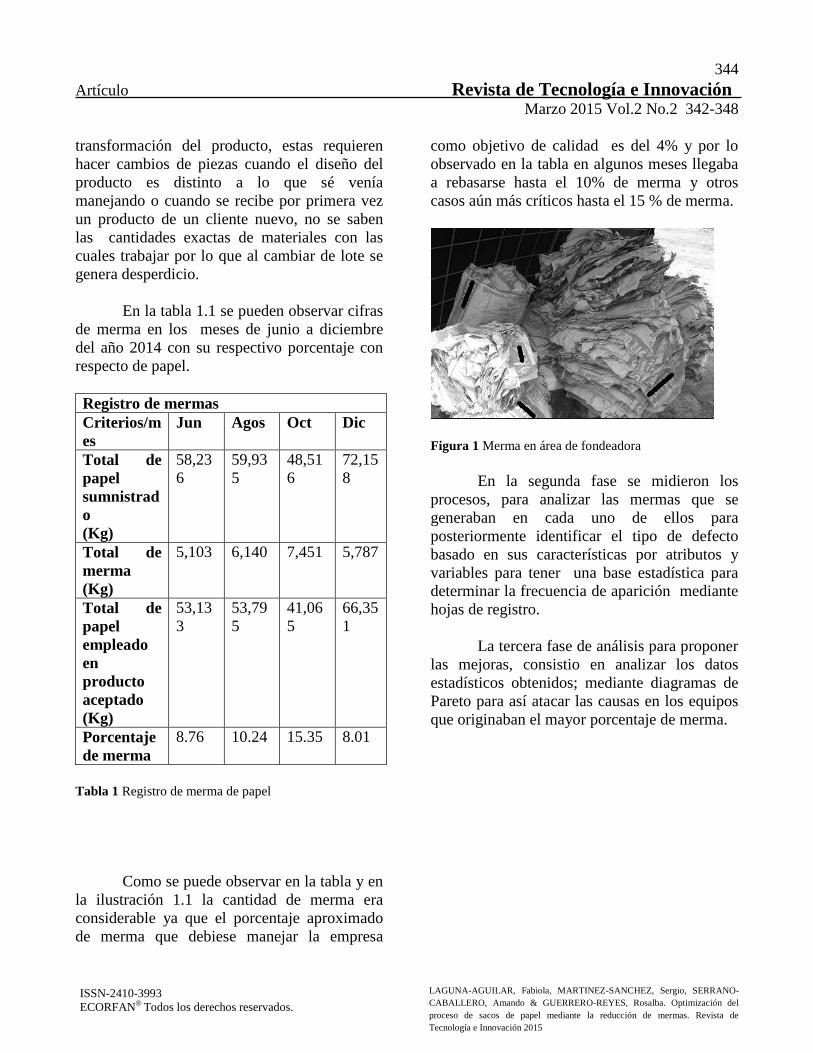
344
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba. Optimización del
proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015
transformación del producto, estas requieren
hacer cambios de piezas cuando el diseño del
producto es distinto a lo que sé venía
manejando o cuando se recibe por primera vez
un producto de un cliente nuevo, no se saben
las cantidades exactas de materiales con las
cuales trabajar por lo que al cambiar de lote se
genera desperdicio.
En la tabla 1.1 se pueden observar cifras
de merma en los meses de junio a diciembre
del año 2014 con su respectivo porcentaje con
respecto de papel.
Registro de mermas
Criterios/m
es
Jun Agos Oct Dic
Total de
papel
sumnistrad
o
(Kg)
58,23
6
59,93
5
48,51
6
72,15
8
Total de
merma
(Kg)
5,103 6,140 7,451 5,787
Total de
papel
empleado
en
producto
aceptado
(Kg)
53,13
3
53,79
5
41,06
5
66,35
1
Porcentaje
de merma
8.76 10.24 15.35 8.01
Tabla 1 Registro de merma de papel
Como se puede observar en la tabla y en
la ilustración 1.1 la cantidad de merma era
considerable ya que el porcentaje aproximado
de merma que debiese manejar la empresa
como objetivo de calidad es del 4% y por lo
observado en la tabla en algunos meses llegaba
a rebasarse hasta el 10% de merma y otros
casos aún más críticos hasta el 15 % de merma.
Figura 1 Merma en área de fondeadora
En la segunda fase se midieron los
procesos, para analizar las mermas que se
generaban en cada uno de ellos para
posteriormente identificar el tipo de defecto
basado en sus características por atributos y
variables para tener una base estadística para
determinar la frecuencia de aparición mediante
hojas de registro.
La tercera fase de análisis para proponer
las mejoras, consistio en analizar los datos
estadísticos obtenidos; mediante diagramas de
Pareto para así atacar las causas en los equipos
que originaban el mayor porcentaje de merma.
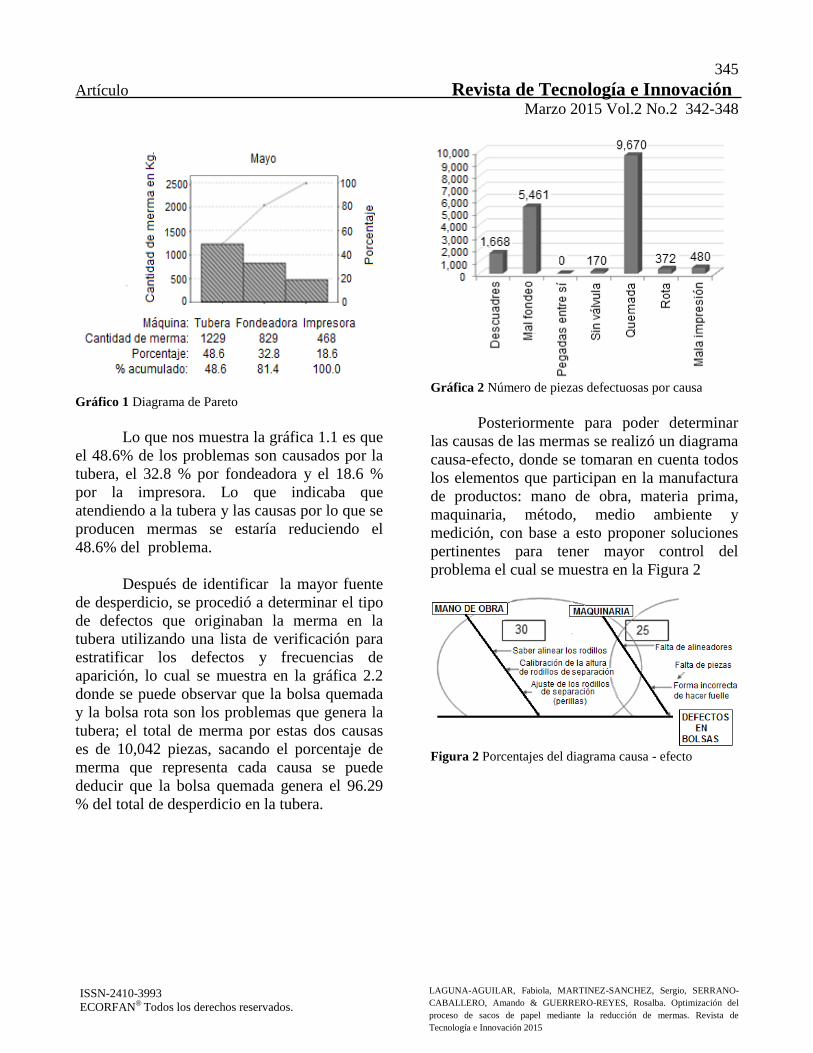
345
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba. Optimización del
proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015
Gráfico 1 Diagrama de Pareto
Lo que nos muestra la gráfica 1.1 es que
el 48.6% de los problemas son causados por la
tubera, el 32.8 % por fondeadora y el 18.6 %
por la impresora. Lo que indicaba que
atendiendo a la tubera y las causas por lo que se
producen mermas se estaría reduciendo el
48.6% del problema.
Después de identificar la mayor fuente
de desperdicio, se procedió a determinar el tipo
de defectos que originaban la merma en la
tubera utilizando una lista de verificación para
estratificar los defectos y frecuencias de
aparición, lo cual se muestra en la gráfica 2.2
donde se puede observar que la bolsa quemada
y la bolsa rota son los problemas que genera la
tubera; el total de merma por estas dos causas
es de 10,042 piezas, sacando el porcentaje de
merma que representa cada causa se puede
deducir que la bolsa quemada genera el 96.29
% del total de desperdicio en la tubera.
Gráfica 2 Número de piezas defectuosas por causa
Posteriormente para poder determinar
las causas de las mermas se realizó un diagrama
causa-efecto, donde se tomaran en cuenta todos
los elementos que participan en la manufactura
de productos: mano de obra, materia prima,
maquinaria, método, medio ambiente y
medición, con base a esto proponer soluciones
pertinentes para tener mayor control del
problema el cual se muestra en la Figura 2
Figura 2 Porcentajes del diagrama causa - efecto

346
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba. Optimización del
proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015
Analizando las causas del origen de la
bolsa quemada mediante el diagrama causa
efecto con el apoyo de la estratificación y las
tormentas de ideas se identifica que el mayor
impacto está en la mano de obra al llevar a cabo
la alineación de los rollos y el ajuste de los
rodillos de separación; al hacer un cambio de
pedido o lote ya que todo este proceso se realiza
manualmente basado en la experiencia y pericia
del trabajador. Por lo que se procedió al análisis
del equipo así como el método de ajuste y
calibración para así pasar a las fases de mejora
y control.
En las fases de mejora y control se
procedio a buscar herramientas ―PokaYoke‖ a
prueba de errores para facilitar la alineación de
rollo y ajuste de rodillos de separación al hacer
la preparación del equipo mediante tormentas
de ideas y círculos de calidad se determinaron
acciones a corto plazo y a largo plazo; en el
corto plazo lo que se considero más factible fue
la utilización de mecanismos estándar para el
ajuste del papel que eliminara fuentes de
variación debido al decentrado y por ello se
determinó utilizar una guía con escala numérica
de los grados de inclinación de cada rodillo, así
mismo se estandarizo el método de ajuste y se
documento procediendo posteriormente a la
difusión práctica del mismo en todos los turnos
y por todos los ajustadores, además de
colocarlo de forma visible en el lugar de trabajo
con ayudas visuales aplicando los principios de
fabrica visual, para el mediano plazo se
desarrollo una evaluación de los proveedores de
papel y tintas con las especificaciones claras de
la materia prima deseada en cuanto a
características como calibre, humedad,
densidad, tiempos de entrega, además de que se
hizo un catalogo de proveedores y se buscaron
otros proveedores adicionales a los que ya se
tienen.
Para el largo plazo se cotizaron
alineadores con sensores de movimiento para
detectar en el transcurso del proceso cuando el
papel se desalinea y de esta manera realizar el
paro en automático del proceso para reducir la
merma implementando una gráfica de control
estadístico X-R que graficara el muestreo
promedio de las alineaciones durante el proceso
con frecuencia de cada dos horas para detectar
desviaciones al presentar tendencias fuera de
los limites de especificación y tomar acciones
previas a que se desajuste por completo. Con
las acciones implementadas en el corto plazo se
procedio a medir nuevamente la generación de
merma la cual se redujo en un 30% y esto se
observó desde el primer día en que se realizaron
las mejoras al implementar las acciones a
mediano y largo plazo se pudo observar una
reducción adicional del 10% dando el total del
40%, el 8.6% remanente tenía que ver con la
titnta y manejo inicial de la materia prima así
como el sobrante de papel cuando se esta
terminando el rollo o el maltrato del mismo por
el manejo, lo cual después de sensibilizar al
personal y con la práctica por la curva normal
de aprendizaje se irá reduciendo.
Figura 3 Rodillos de separación
Resultados y discusión
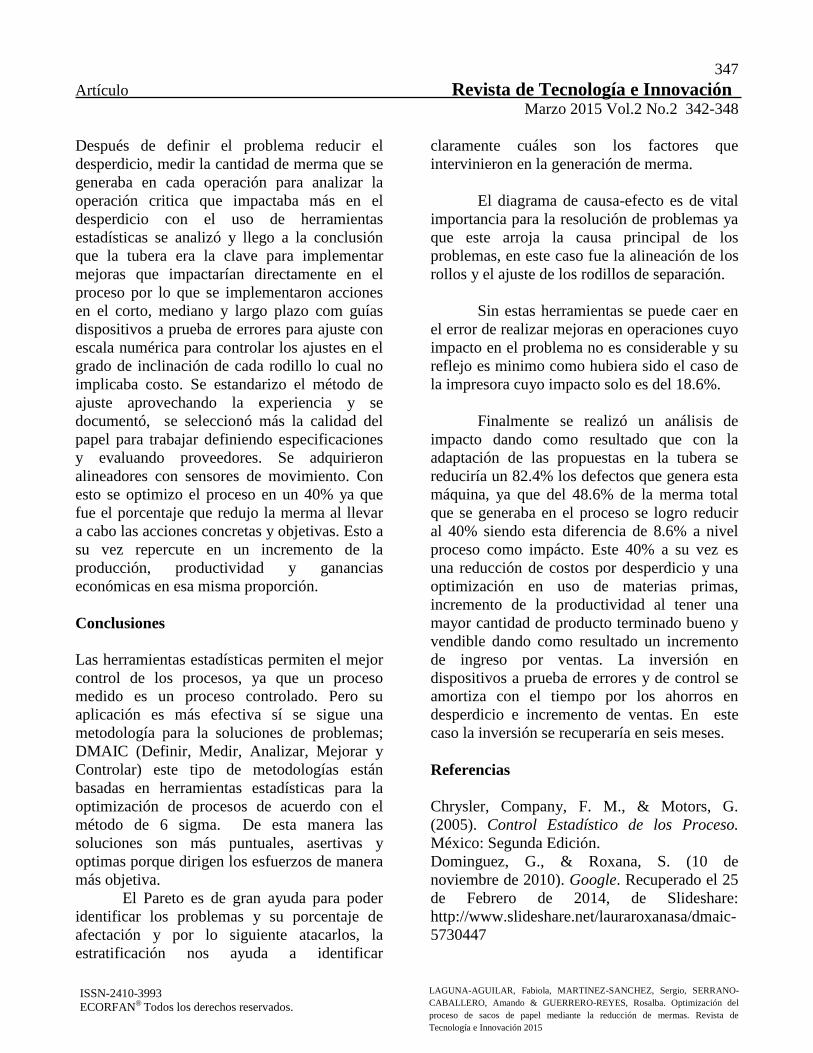
347
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba. Optimización del
proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015
Después de definir el problema reducir el
desperdicio, medir la cantidad de merma que se
generaba en cada operación para analizar la
operación critica que impactaba más en el
desperdicio con el uso de herramientas
estadísticas se analizó y llego a la conclusión
que la tubera era la clave para implementar
mejoras que impactarían directamente en el
proceso por lo que se implementaron acciones
en el corto, mediano y largo plazo com guías
dispositivos a prueba de errores para ajuste con
escala numérica para controlar los ajustes en el
grado de inclinación de cada rodillo lo cual no
implicaba costo. Se estandarizo el método de
ajuste aprovechando la experiencia y se
documentó, se seleccionó más la calidad del
papel para trabajar definiendo especificaciones
y evaluando proveedores. Se adquirieron
alineadores con sensores de movimiento. Con
esto se optimizo el proceso en un 40% ya que
fue el porcentaje que redujo la merma al llevar
a cabo las acciones concretas y objetivas. Esto a
su vez repercute en un incremento de la
producción, productividad y ganancias
económicas en esa misma proporción.
Conclusiones
Las herramientas estadísticas permiten el mejor
control de los procesos, ya que un proceso
medido es un proceso controlado. Pero su
aplicación es más efectiva sí se sigue una
metodología para la soluciones de problemas;
DMAIC (Definir, Medir, Analizar, Mejorar y
Controlar) este tipo de metodologías están
basadas en herramientas estadísticas para la
optimización de procesos de acuerdo con el
método de 6 sigma. De esta manera las
soluciones son más puntuales, asertivas y
optimas porque dirigen los esfuerzos de manera
más objetiva.
El Pareto es de gran ayuda para poder
identificar los problemas y su porcentaje de
afectación y por lo siguiente atacarlos, la
estratificación nos ayuda a identificar
claramente cuáles son los factores que
intervinieron en la generación de merma.
El diagrama de causa-efecto es de vital
importancia para la resolución de problemas ya
que este arroja la causa principal de los
problemas, en este caso fue la alineación de los
rollos y el ajuste de los rodillos de separación.
Sin estas herramientas se puede caer en
el error de realizar mejoras en operaciones cuyo
impacto en el problema no es considerable y su
reflejo es minimo como hubiera sido el caso de
la impresora cuyo impacto solo es del 18.6%.
Finalmente se realizó un análisis de
impacto dando como resultado que con la
adaptación de las propuestas en la tubera se
reduciría un 82.4% los defectos que genera esta
máquina, ya que del 48.6% de la merma total
que se generaba en el proceso se logro reducir
al 40% siendo esta diferencia de 8.6% a nivel
proceso como impácto. Este 40% a su vez es
una reducción de costos por desperdicio y una
optimización en uso de materias primas,
incremento de la productividad al tener una
mayor cantidad de producto terminado bueno y
vendible dando como resultado un incremento
de ingreso por ventas. La inversión en
dispositivos a prueba de errores y de control se
amortiza con el tiempo por los ahorros en
desperdicio e incremento de ventas. En este
caso la inversión se recuperaría en seis meses.
Referencias
Chrysler, Company, F. M., & Motors, G.
(2005). Control Estadístico de los Proceso.
México: Segunda Edición.
Dominguez, G., & Roxana, S. (10 de
noviembre de 2010). Google. Recuperado el 25
de Febrero de 2014, de Slideshare:
http://www.slideshare.net/lauraroxanasa/dmaic-
5730447
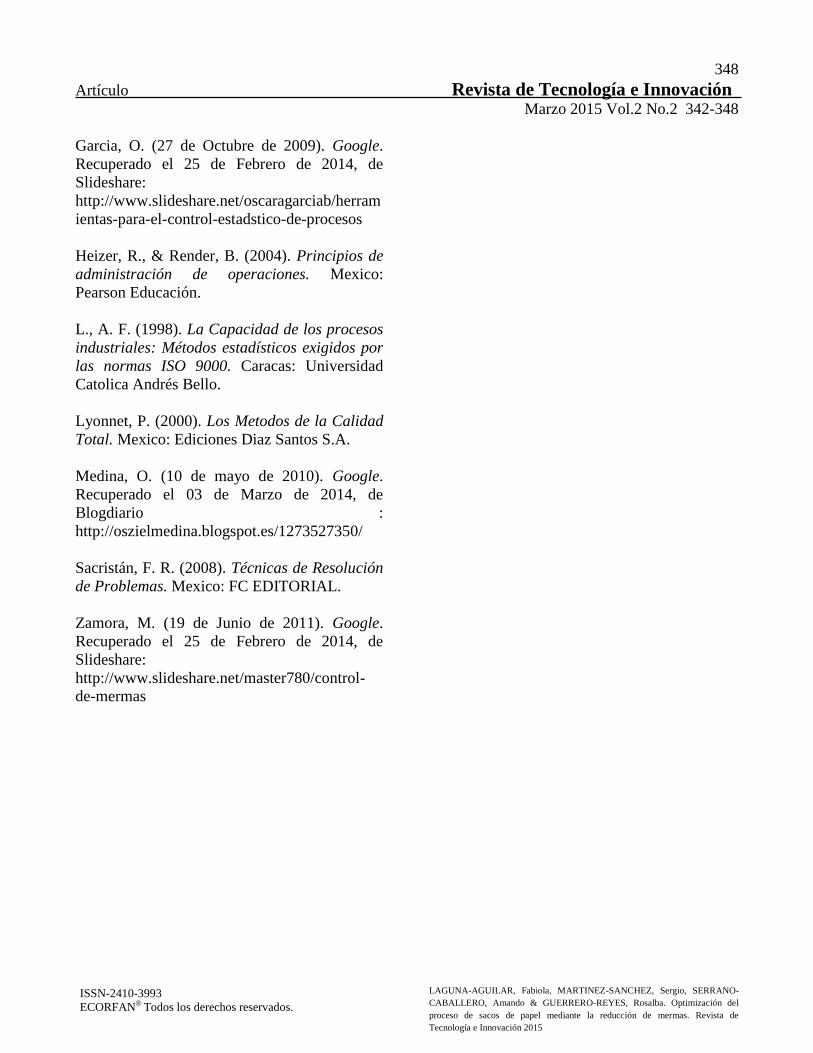
348
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 342-348
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
LAGUNA-AGUILAR, Fabiola, MARTINEZ-SANCHEZ, Sergio, SERRANO-
CABALLERO, Amando & GUERRERO-REYES, Rosalba. Optimización del
proceso de sacos de papel mediante la reducción de mermas. Revista de
Tecnología e Innovación 2015
Garcia, O. (27 de Octubre de 2009). Google.
Recuperado el 25 de Febrero de 2014, de
Slideshare:
http://www.slideshare.net/oscaragarciab/herram
ientas-para-el-control-estadstico-de-procesos
Heizer, R., & Render, B. (2004). Principios de
administración de operaciones. Mexico:
Pearson Educación.
L., A. F. (1998). La Capacidad de los procesos
industriales: Métodos estadísticos exigidos por
las normas ISO 9000. Caracas: Universidad
Catolica Andrés Bello.
Lyonnet, P. (2000). Los Metodos de la Calidad
Total. Mexico: Ediciones Diaz Santos S.A.
Medina, O. (10 de mayo de 2010). Google.
Recuperado el 03 de Marzo de 2014, de
Blogdiario :
http://oszielmedina.blogspot.es/1273527350/
Sacristán, F. R. (2008). Técnicas de Resolución
de Problemas. Mexico: FC EDITORIAL.
Zamora, M. (19 de Junio de 2011). Google.
Recuperado el 25 de Febrero de 2014, de
Slideshare:
http://www.slideshare.net/master780/control-
de-mermas

349
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
Optimización de tiempos en el área de maquinado de las líneas de producción U1,
U2, U3, U4, y U5
ACOSTA-GONZALES, Yanid†, ESTRADA-NAVARRETE, Jorge & MUÑOZ-DIAZ, Ismael
Universidad Tecnológica de Aguascalientes
Recibido 8 de Enero, 2015; Aceptado 13 de Marzo, 2015 ___________________________________________________________________________________________________
Resumen
El presente documento muestra la Optimización de
tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. El estudio
se realiza debido a que la empresa es de nueva
creación y no cuenta con la estandarización de
tiempos, que será la base para un balanceo de
líneas y el establecimiento de cargas para el
cumplimiento del requerimiento del cliente.
Los resultados exhiben la conveniencia del
estudio y busca dar a conocer las bondades de
la metodología de balanceo de líneas en
combinación con otras herramientas, cuya
finalidad es asegurar un flujo continuo y uniforme
de los productos, asignando las operaciones de tal
forma que se equilibren los tiempos.
Tiempo takt, tiempo ciclo, tiempo ciclo de la
máquina y tiempo de operación manual
Abstract
This document shows the optimization of time
in the area of machined production lines U1,
U2, U3, U4 and U5. The study was done
because the company is newly created and has
no standardization of times, that will be the
basis for a balance of lines and oblivious to
meet compact load the customer's requirement.
The results exhibit the adequacy of the study
and seeks to publicize the benefits of line
balancing methodology in combination with
other tools, aimed at ensuring a continuous and
uniform flow of the products, assigning
operations so as to balance the times.
Takt time, cycle time, machine cycle time, time
manual operation
___________________________________________________________________________________________________
Citación: ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-DIAZ, Ismael. Optimización de
tiempos en el área de maquinado de las líneas de producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación
2015, 2-2:349-355
________________________________________________________________________________________________
___________________________________________________________________________________________________
† Investigadorcontribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
350
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-
DIAZ, Ismael. Optimización de tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación 2015
Introducción
Este proyecto se desarrollo en una empresa de
manufactura automotriz, en el área de
Maquinado; consistió en la toma de tiempos de
cada una de las líneas de producción (U1, U2,
U3, U4, y U5), específicamente los tiempos
ciclos de máquinas, los tiempos de la operación
manual y los tiempos de cambio de
herramienta. Se analizaron gráficamente los
tiempos para proponer mejoras, que
contribuyan a que las líneas sean más
productivas, también con base a los tiempos
tomados, se determinó para cada operación su
tiempo estándar, con la finalidad de ayudar a
planear la producción y establecer cargas de
trabajo.
El proyecto de toma de tiempos en las
líneas de producción, se desarrolló para estudiar
y analizar a profundidad el comportamiento de
las operaciones y la variabilidad que existe en
los tiempos tanto del operador como de la
máquina y compararlo con el tiempo takt del
modelo A que es de 94.2 segundos, el modelo
B de 50 segundos, y el modelo C de 131
segundos. Se busca estandarizar los tiempos de
las máquinas y operaciones con la ayuda del
estudio, para lograr la estandarización de las
operaciones manuales y los tiempos de
maquinado de las líneas. Con el estudio
surgirán propuestas de mejora, tanto para las
máquinas como para las operaciones que
coadyuvarán a tener mejor productividad.
Metodología a desarrollar
Este proyecto utilizará la metodología de
balanceo de líneas, apoyado en el diagrama de
operaciones y en el tiempo takt (E. Meyers,
2000).
El procedimiento es de la siguiente
manera: a) Selección de la línea de maquinado;
b) Cronometrar el tiempo ciclo de la máquina.
(10 eventos); c) Registrar el tiempo en el
formato; d) Determinción del tiempo ciclo
promedio; e) Cronometrar el tiempo de
operación manual (10 eventos); f) Registrar el
tiempo en el formato; h) Determinar el tiempo
ciclo; i) Determinación del tiempo estándar; j)
Determinar el número de unidades requeridas
por turno; k) Comparar el tiempo estándar
estimado con el tiempo takt utilizado por la
empresa.
Resultados
Los modelos se analizaron, por medio de
gráficas (El tiempo ciclo de la máquina y del
operador). En el el modelo A U1, cuenta con
un operador para abastecer la operación 1.1 y
1.2 (tres máquinas), de la 1.3 y 1.4 hay un
operador (de 1.3 son dos máquinas y 1.4 tres
máquinas), en la 1.5 se tiene un operador (con
tres máquinas), a la operación 1.6, 1.7 y 1.8 la
opera una persona (una máquina). Se
determinó el tiempo ciclo promedio de cada
máquina y de la operación manual, y se
representó gráficamente, obteniendo los
siguientes resultados: El tiempo takt o tiempo
objetivo para U1 es 1.57 minutos, la operación
1.5 rebasa el tiempo de 98.56 seg. esta
operación es el cuello de botella de la línea;
además de que con base a la capacidad de 1.5 se
debe de planear la producción, ya que es la
operación que marca el ritmo de trabajo,
teniendo las piezas por hora (JPH) igual a 36
piezas, por lo que será un área de oportunidad
para mejorar la línea.
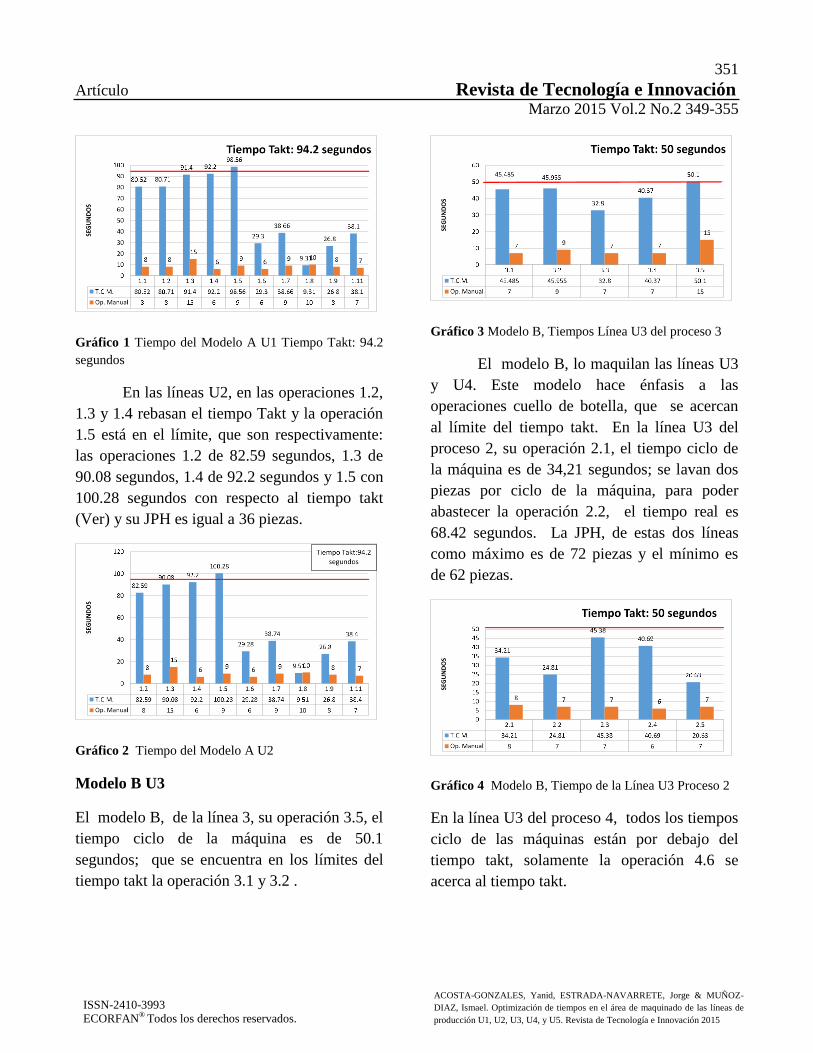
351
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-
DIAZ, Ismael. Optimización de tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación 2015
Gráfico 1 Tiempo del Modelo A U1 Tiempo Takt: 94.2
segundos
En las líneas U2, en las operaciones 1.2,
1.3 y 1.4 rebasan el tiempo Takt y la operación
1.5 está en el límite, que son respectivamente:
las operaciones 1.2 de 82.59 segundos, 1.3 de
90.08 segundos, 1.4 de 92.2 segundos y 1.5 con
100.28 segundos con respecto al tiempo takt
(Ver) y su JPH es igual a 36 piezas.
Gráfico 2 Tiempo del Modelo A U2
Modelo B U3
El modelo B, de la línea 3, su operación 3.5, el
tiempo ciclo de la máquina es de 50.1
segundos; que se encuentra en los límites del
tiempo takt la operación 3.1 y 3.2 .
Gráfico 3 Modelo B, Tiempos Línea U3 del proceso 3
El modelo B, lo maquilan las líneas U3
y U4. Este modelo hace énfasis a las
operaciones cuello de botella, que se acercan
al límite del tiempo takt. En la línea U3 del
proceso 2, su operación 2.1, el tiempo ciclo de
la máquina es de 34,21 segundos; se lavan dos
piezas por ciclo de la máquina, para poder
abastecer la operación 2.2, el tiempo real es
68.42 segundos. La JPH, de estas dos líneas
como máximo es de 72 piezas y el mínimo es
de 62 piezas.
Gráfico 4 Modelo B, Tiempo de la Línea U3 Proceso 2
En la línea U3 del proceso 4, todos los tiempos
ciclo de las máquinas están por debajo del
tiempo takt, solamente la operación 4.6 se
acerca al tiempo takt.
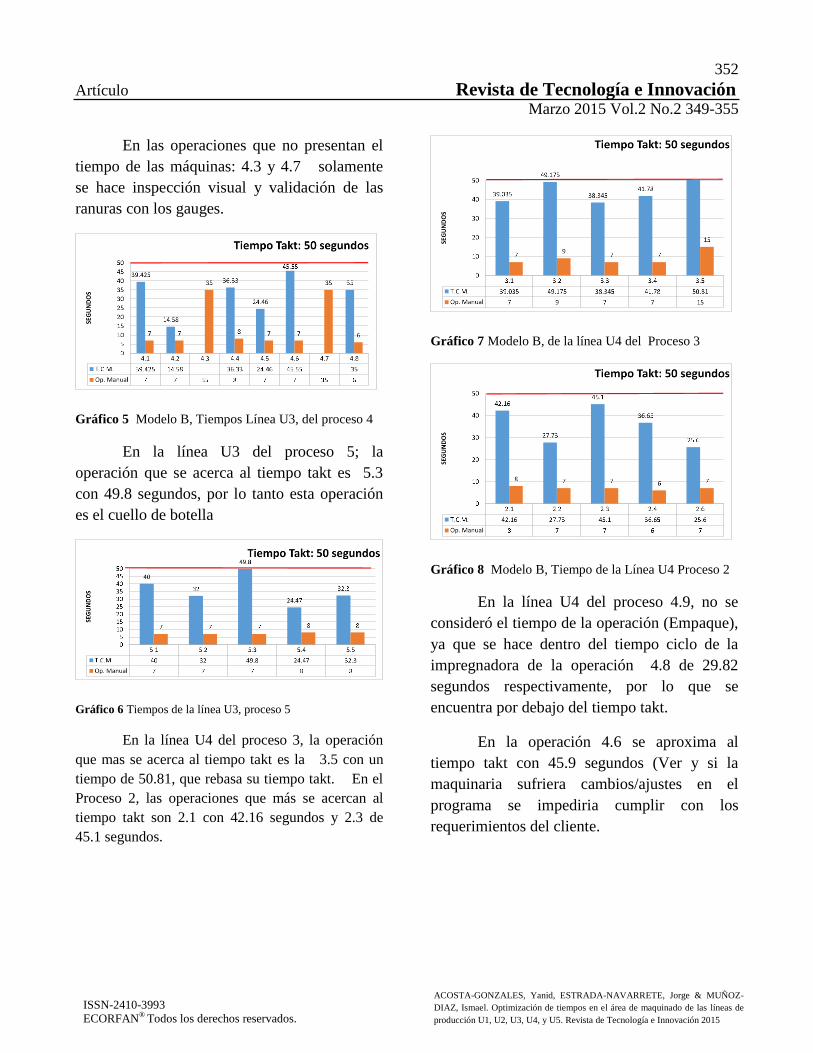
352
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-
DIAZ, Ismael. Optimización de tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación 2015
En las operaciones que no presentan el
tiempo de las máquinas: 4.3 y 4.7 solamente
se hace inspección visual y validación de las
ranuras con los gauges.
Gráfico 5 Modelo B, Tiempos Línea U3, del proceso 4
En la línea U3 del proceso 5; la
operación que se acerca al tiempo takt es 5.3
con 49.8 segundos, por lo tanto esta operación
es el cuello de botella
Gráfico 6 Tiempos de la línea U3, proceso 5
En la línea U4 del proceso 3, la operación
que mas se acerca al tiempo takt es la 3.5 con un
tiempo de 50.81, que rebasa su tiempo takt. En el
Proceso 2, las operaciones que más se acercan al
tiempo takt son 2.1 con 42.16 segundos y 2.3 de
45.1 segundos.
Gráfico 7 Modelo B, de la línea U4 del Proceso 3
Gráfico 8 Modelo B, Tiempo de la Línea U4 Proceso 2
En la línea U4 del proceso 4.9, no se
consideró el tiempo de la operación (Empaque),
ya que se hace dentro del tiempo ciclo de la
impregnadora de la operación 4.8 de 29.82
segundos respectivamente, por lo que se
encuentra por debajo del tiempo takt.
En la operación 4.6 se aproxima al
tiempo takt con 45.9 segundos (Ver y si la
maquinaria sufriera cambios/ajustes en el
programa se impediria cumplir con los
requerimientos del cliente.
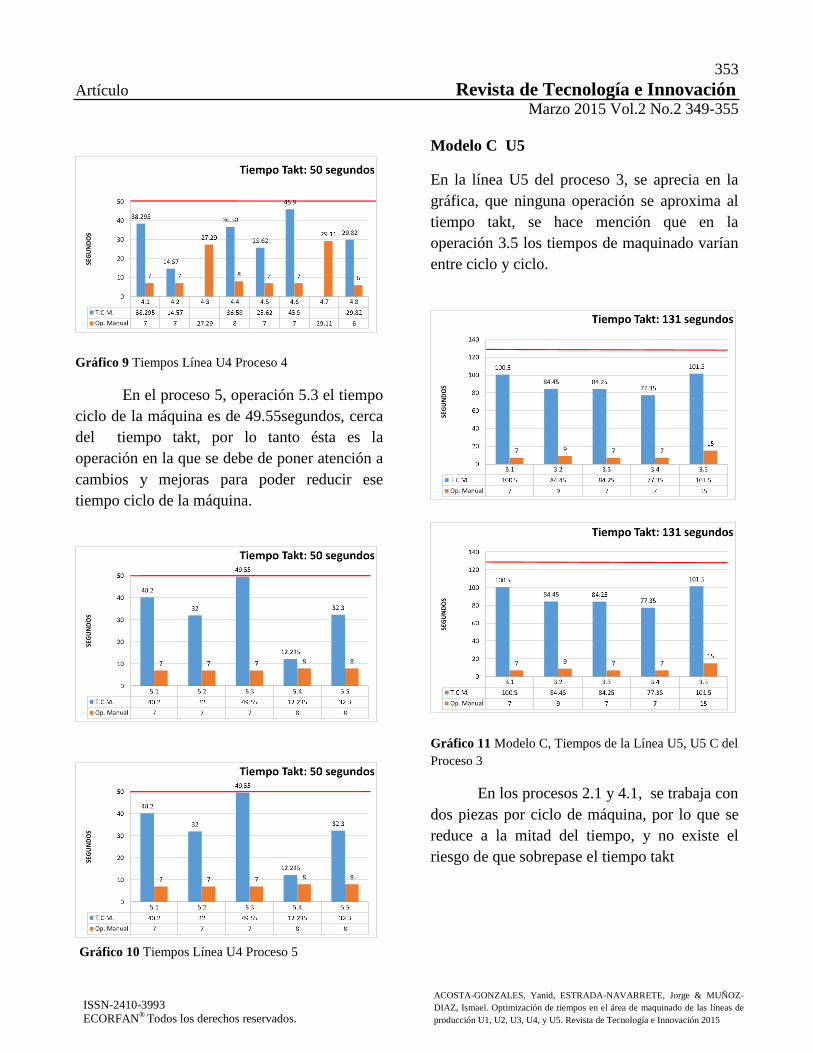
353
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-
DIAZ, Ismael. Optimización de tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación 2015
Gráfico 9 Tiempos Línea U4 Proceso 4
En el proceso 5, operación 5.3 el tiempo
ciclo de la máquina es de 49.55segundos, cerca
del tiempo takt, por lo tanto ésta es la
operación en la que se debe de poner atención a
cambios y mejoras para poder reducir ese
tiempo ciclo de la máquina.
Gráfico 10 Tiempos Línea U4 Proceso 5
Modelo C U5
En la línea U5 del proceso 3, se aprecia en la
gráfica, que ninguna operación se aproxima al
tiempo takt, se hace mención que en la
operación 3.5 los tiempos de maquinado varían
entre ciclo y ciclo.
Gráfico 11 Modelo C, Tiempos de la Línea U5, U5 C del
Proceso 3
En los procesos 2.1 y 4.1, se trabaja con
dos piezas por ciclo de máquina, por lo que se
reduce a la mitad del tiempo, y no existe el
riesgo de que sobrepase el tiempo takt
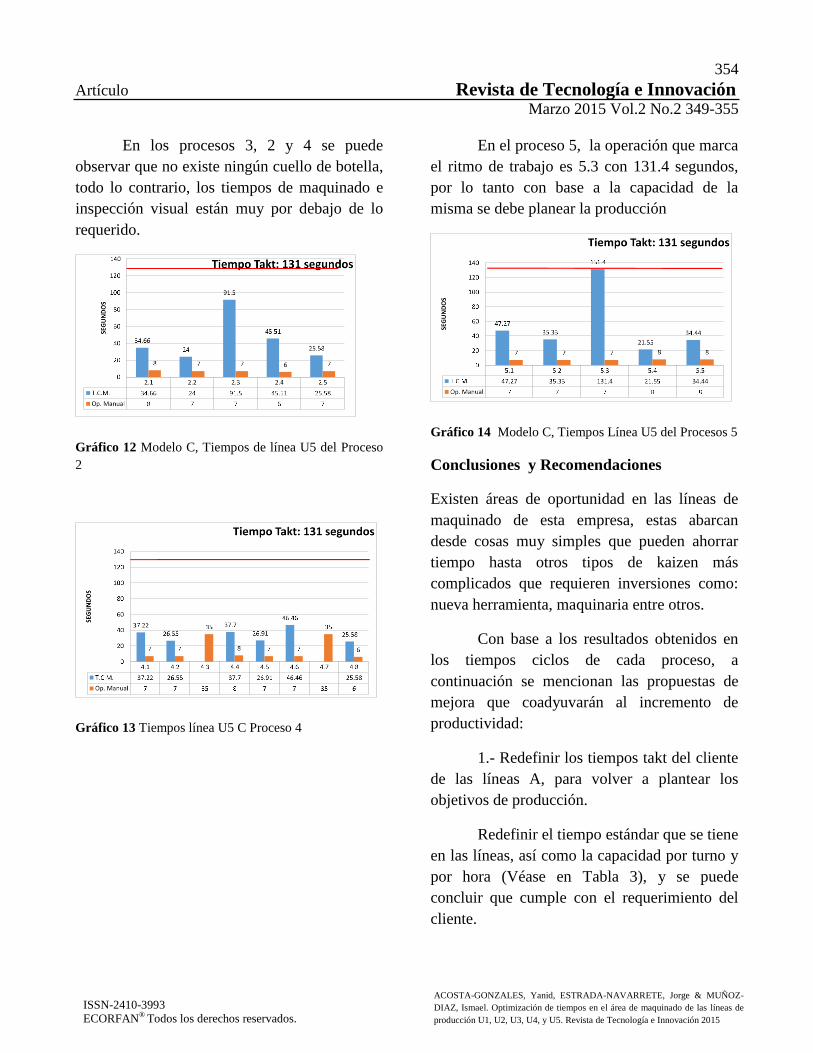
354
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-
DIAZ, Ismael. Optimización de tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación 2015
En los procesos 3, 2 y 4 se puede
observar que no existe ningún cuello de botella,
todo lo contrario, los tiempos de maquinado e
inspección visual están muy por debajo de lo
requerido.
Gráfico 12 Modelo C, Tiempos de línea U5 del Proceso
2
Gráfico 13 Tiempos línea U5 C Proceso 4
En el proceso 5, la operación que marca
el ritmo de trabajo es 5.3 con 131.4 segundos,
por lo tanto con base a la capacidad de la
misma se debe planear la producción
Gráfico 14 Modelo C, Tiempos Línea U5 del Procesos 5
Conclusiones y Recomendaciones
Existen áreas de oportunidad en las líneas de
maquinado de esta empresa, estas abarcan
desde cosas muy simples que pueden ahorrar
tiempo hasta otros tipos de kaizen más
complicados que requieren inversiones como:
nueva herramienta, maquinaria entre otros.
Con base a los resultados obtenidos en
los tiempos ciclos de cada proceso, a
continuación se mencionan las propuestas de
mejora que coadyuvarán al incremento de
productividad:
1.- Redefinir los tiempos takt del cliente
de las líneas A, para volver a plantear los
objetivos de producción.
Redefinir el tiempo estándar que se tiene
en las líneas, así como la capacidad por turno y
por hora (Véase en Tabla 3), y se puede
concluir que cumple con el requerimiento del
cliente.
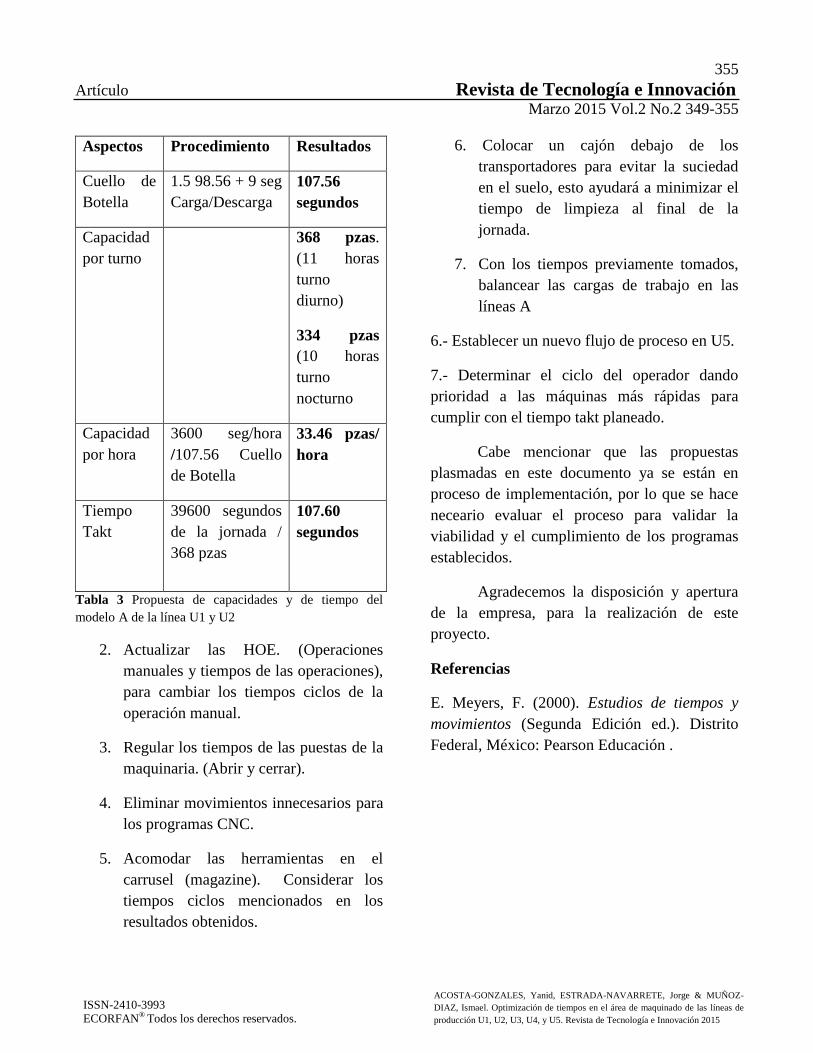
355
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 349-355
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
ACOSTA-GONZALES, Yanid, ESTRADA-NAVARRETE, Jorge & MUÑOZ-
DIAZ, Ismael. Optimización de tiempos en el área de maquinado de las líneas de
producción U1, U2, U3, U4, y U5. Revista de Tecnología e Innovación 2015
Aspectos Procedimiento Resultados
Cuello de
Botella
1.5 98.56 + 9 seg
Carga/Descarga
107.56
segundos
Capacidad
por turno
368 pzas.
(11 horas
turno
diurno)
334 pzas
(10 horas
turno
nocturno
Capacidad
por hora
3600 seg/hora
/107.56 Cuello
de Botella
33.46 pzas/
hora
Tiempo
Takt
39600 segundos
de la jornada /
368 pzas
107.60
segundos
Tabla 3 Propuesta de capacidades y de tiempo del
modelo A de la línea U1 y U2
2. Actualizar las HOE. (Operaciones
manuales y tiempos de las operaciones),
para cambiar los tiempos ciclos de la
operación manual.
3. Regular los tiempos de las puestas de la
maquinaria. (Abrir y cerrar).
4. Eliminar movimientos innecesarios para
los programas CNC.
5. Acomodar las herramientas en el
carrusel (magazine). Considerar los
tiempos ciclos mencionados en los
resultados obtenidos.
6. Colocar un cajón debajo de los
transportadores para evitar la suciedad
en el suelo, esto ayudará a minimizar el
tiempo de limpieza al final de la
jornada.
7. Con los tiempos previamente tomados,
balancear las cargas de trabajo en las
líneas A
6.- Establecer un nuevo flujo de proceso en U5.
7.- Determinar el ciclo del operador dando
prioridad a las máquinas más rápidas para
cumplir con el tiempo takt planeado.
Cabe mencionar que las propuestas
plasmadas en este documento ya se están en
proceso de implementación, por lo que se hace
neceario evaluar el proceso para validar la
viabilidad y el cumplimiento de los programas
establecidos.
Agradecemos la disposición y apertura
de la empresa, para la realización de este
proyecto.
Referencias
E. Meyers, F. (2000). Estudios de tiempos y
movimientos (Segunda Edición ed.). Distrito
Federal, México: Pearson Educación .

356
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
Prototipo RA en Haciendas del Poniente de Yucatán
UH-Glendi†, UC-Gerardo & PUERTO-Antoña
Recibido 14 de Enero, 2015; Aceptado 10 de Marzo, 2015
Resumen
Abstract
El presente proyecto está orientado a la necesidad
que se tiene de apoyar al turismo del poniente del
estado, este software va a permitir mejor difusión de
las haciendas tanto conocidas como desconocidas,
ofreciendo una tecnología muy novedosa y atractiva
para el usuario final, ya que va a contener de una
forma muy dinámica las características más
importantes, su historia, su origen, los mitos entorno
a ellas, y sobre todo una actualización de los
registros de las haciendas con las que cuenta el
poniente de Yucatán, muchas de las cuales son
Patrimonio de la Nación. Por tal motivo se planteó
el presente proyecto el cual pretenda a través de una
aplicación móvil con la tecnología de realidad
aumentada dar a conocer la información más
relevante e importante de las distintas haciendas
existentes en la zona poniente del estado registradas
y no en el SEFOTUR, y así lograr fortalecer el
turismo en las haciendas en el poniente del estado.
This project is geared to the need of supporting
tourism in the western part of the State, this
software will allow to better dissemination of
finances both known as unknown, offering a very
innovative and attractive technology for the end
user, since it will contain in a very dynamic way the
most important features, its history, its origin Myths
environment, and above all an update of the records
of the farms West of Yucatan, many of which are
national heritage has. For this reason this project
which intends to through a mobile app with
augmented reality technology to disseminate the
information more relevant and important different
farms in the area west of the State registered and not
in the SEFOTUR arose, and thus achieve strengthen
tourism in the farms in the western part of the State.
Android, haciendas, mobile app, augmented reality,
Yucatan
Android, haciendas, aplicación, móvil, realidad
aumentada, Yucatán
_________________________________________________________________________________________________ Citación: UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en Haciendas del Poniente de Yucatán. Revista de
Tecnología e Innovación 2015, 2-2:356-362
___________________________________________________________________________________________________
__________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
357
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en
Haciendas del Poniente de Yucatán. Revista de Tecnología e Innovación
2015
Introducción
Las haciendas henequeneras surgieron en la
segunda mitad del siglo XIX por un impulso de
las antiguas familias que desde la época
colonial poseían grandes propiedades
territoriales, por la participación de sus
herederos y por los nuevos grupos ricos que se
habían desarrollado en el comercio. Estas
haciendas representaron durante 100 años la
base de la economía de Yucatán (Ancona,
1995).
A mediados de 1940, cuando se
inventaron los hilos sintéticos, la industria del
henequén cayó abruptamente y con ello, el
esplendor de las haciendas. En la última década
del siglo XX, las haciendas de Yucatán
volvieron a recobrar un gran auge y esplendor,
ahora como lugares de perfecta armonía para el
descanso, la reflexión y la meditación, pero
sobre todo para ofrecerles a los visitantes de
Yucatán experiencias únicas (Gobierno del
estado, 2012).
Según la secretaría de fomento turístico
(SEFOTUR) en Yucatán existen 60 haciendas
henequeneras registradas para el turismo
nacional e internacional, sin embargo de
acuerdo a investigaciones realizados por
maestros y alumnos del área de turismo de la
Universidad Tecnológica del Poniente, y por
los mismos pobladores cercanos a estos lugares,
no se tiene una cifra exacta de las haciendas, ya
que hasta el momento se ha detectado que
aproximadamente en cada comisaría de cada
pueblo del Poniente del Estado existe una
hacienda.
Esta información no se encuentra
actualizada en la secretaría de fomento
Turístico en Yucatán, y mucho menos a oídos
de los turistas nacionales e internacionales por
lo cual reduce en gran medida la visita a estos
lugares, y ocasiona que los pobladores no
perciban los ingresos como deberían generar
estos lugares. Además que dichos visitantes al
visitar cualquiera de estas haciendas registradas
y no registradas en el SEFOTUR, en su
mayoría no cuentan con guías de turistas que
les expliquen sus orígenes , sus características y
los acontecimientos importantes que han
surgido en la hacienda. Por tal motivo se
planteó el presente proyecto el cual pretenda a
través de una aplicación móvil con la tecnología
de realidad aumentada dar a conocer la
información más relevante e importante de las
distintas haciendas existentes en la zona
poniente del estado registradas y no en el
SEFOTUR, y así lograr fortalecer el turismo en
las haciendas en el poniente del estado.
Metodología a desarrollar
El desarrollo del proyecto consta de las
siguientes fases: recopilación de la información,
generación del contenido multimedia,
desarrollo de software, resultados e
implementación del software.
358
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en
Haciendas del Poniente de Yucatán. Revista de Tecnología e Innovación
2015
Recopilación de la información
Esta fase consistio en hacer un estudio de
campo en la zona poniente del estado de
Yucatán, visitando comisarías en busca de sus
haciendas para sacar el censo de dichos lugares,
a través de la información obtenida por los
mismos pobladores, dueños o personas cercanas
a ellas.
Además de ayudar a obtener la
información más importante de cada hacienda,
como es sus características, su origen, su
historia, los mitos y leyendas que dicen los
pobladores acerca de dichos lugares, los
sucesos o anécdotas más relevantes, que
atracciones y entretenimientos tiene para el
turista, cuales son las rutas posibles para llegar
a dichos lugares, el tipo de transporte que puede
ser utilizado para llegar, y a realizar
representaciones de algunas leyendas o mitos.
Generación del contenido Multimedia
Esta fase va a consistió en la toma de las
fotografías de cada uno de los lugares más
relevantes, de los pobladores y del
entrenamiento que se ofrece en cada una de las
haciendas.
Así mismo de la toma de videos de
pobladores que cuentan las leyendas, mitos o
descripción de cómo se vivía en las haciendas,
así como de la hacienda en general.
Esta fase también va a consistir en la
selección y edición de todas las fotografías, y
los videos que serán utilizados en la aplicación.
Y del desarrollo y diseño del logo de la
aplicación, y los iconos que se colocarían en el
sistema.
Desarrollo de software.
El desarrollo de software se ha dividido en las
siguientes sub fases: diseño y desarrollo de
interfaces gráficas, desarrollo del servidor,
desarrollo de la aplicación, pruebas.
Diseño y desarrollo de las interfaces gráficas.
Esta fase consiste en diseñar la interfaz gráfica
de la aplicación de acuerdo a los lineamientos
de usabilidad del usuario.
Así como, la selección de los iconos,
colores, tamaños y formas de cada una de las
ventanas de la aplicación.
Desarrollo de un servicio web.
Esta fase va consistio en analizar, diseñar y
desarrollar una base de datos relacional en
Mysql, necesaria para la aplicación.
Una vez acaba la base de datos se
prosigue a la creación de un servicio web
desarrollado bajo el lenguaje de programación
php, la arquitectura que se va a utilizar para este
desarrollo va ser la de Modelo-Vista-
Controlador (MVC), el modelado a su vez va
estar desarrollado bajo la programación
orientada a objetos, y este servidor va a servir
para poder alimentar y responder a las
peticiones que le pida su cliente en este caso la
aplicación móvil.
Desarrollo de la aplicación móvil.
Esta fase consiste en la realización de la
aplicación bajo cualquier plataforma de
dispositivos móvil, el cual esta desarrollado con
Android Studio.
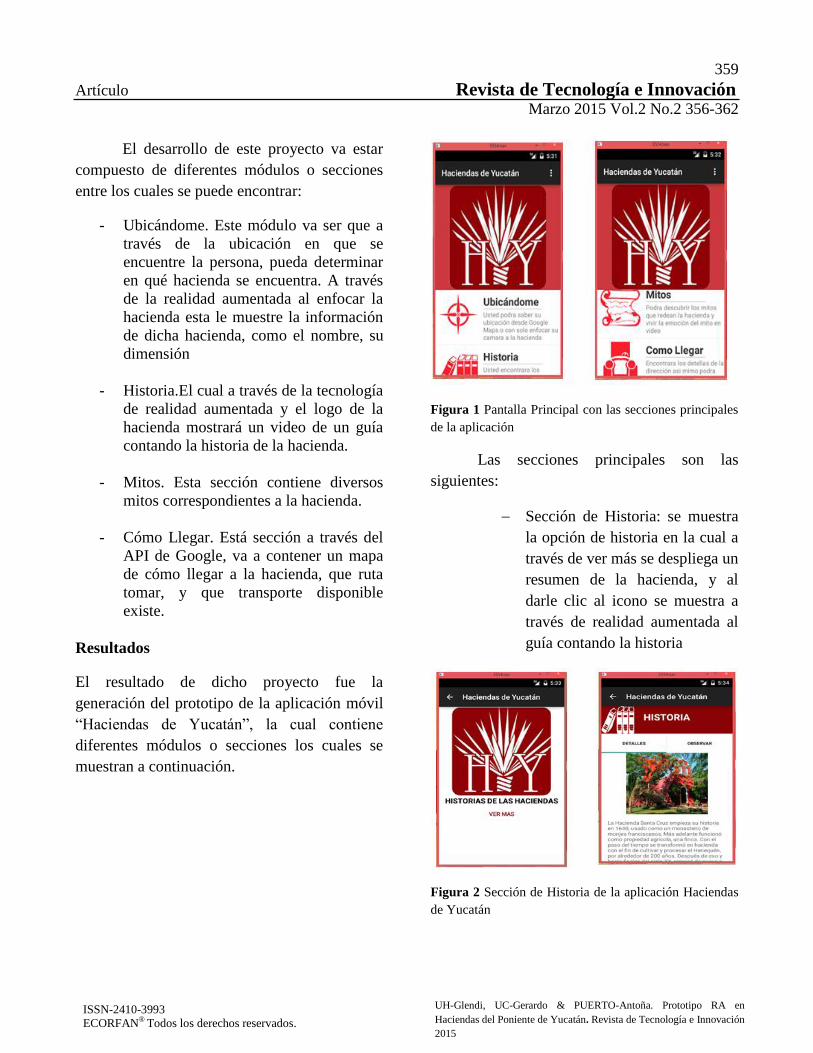
359
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en
Haciendas del Poniente de Yucatán. Revista de Tecnología e Innovación
2015
El desarrollo de este proyecto va estar
compuesto de diferentes módulos o secciones
entre los cuales se puede encontrar:
- Ubicándome. Este módulo va ser que a
través de la ubicación en que se
encuentre la persona, pueda determinar
en qué hacienda se encuentra. A través
de la realidad aumentada al enfocar la
hacienda esta le muestre la información
de dicha hacienda, como el nombre, su
dimensión
- Historia.El cual a través de la tecnología
de realidad aumentada y el logo de la
hacienda mostrará un video de un guía
contando la historia de la hacienda.
- Mitos. Esta sección contiene diversos
mitos correspondientes a la hacienda.
- Cómo Llegar. Está sección a través del
API de Google, va a contener un mapa
de cómo llegar a la hacienda, que ruta
tomar, y que transporte disponible
existe.
Resultados
El resultado de dicho proyecto fue la
generación del prototipo de la aplicación móvil
―Haciendas de Yucatán‖, la cual contiene
diferentes módulos o secciones los cuales se
muestran a continuación.
Figura 1 Pantalla Principal con las secciones principales
de la aplicación
Las secciones principales son las
siguientes:
Sección de Historia: se muestra
la opción de historia en la cual a
través de ver más se despliega un
resumen de la hacienda, y al
darle clic al icono se muestra a
través de realidad aumentada al
guía contando la historia
Figura 2 Sección de Historia de la aplicación Haciendas
de Yucatán
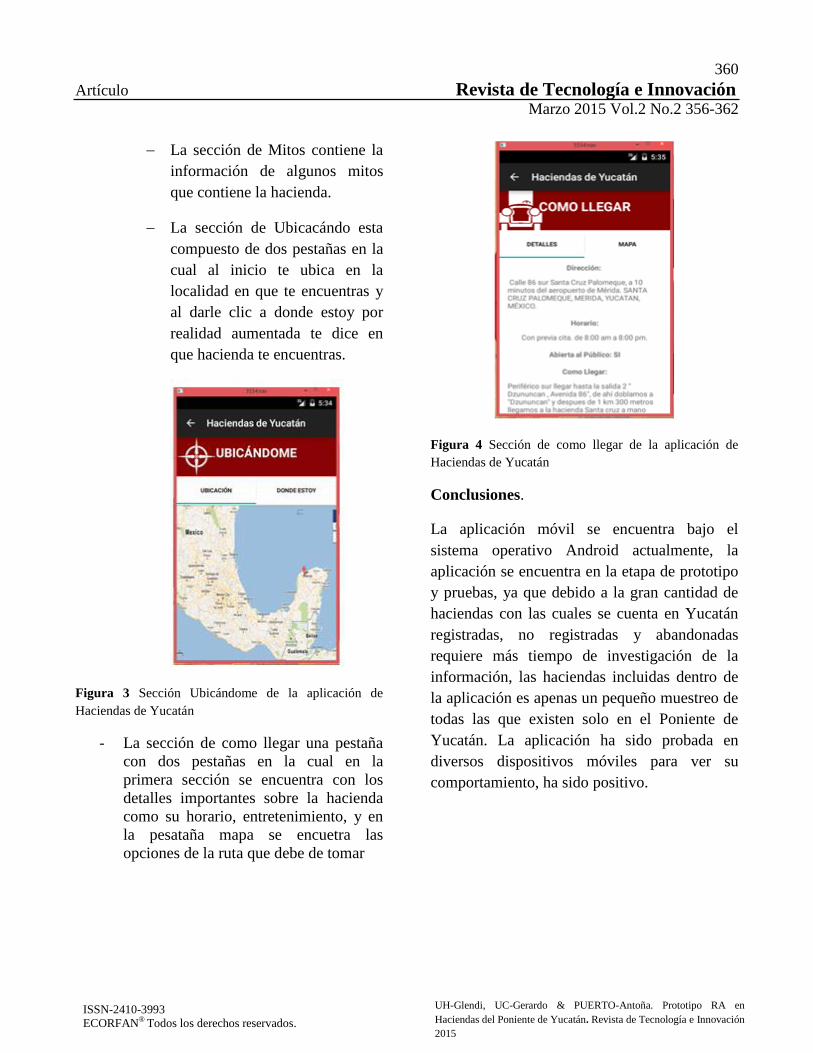
360
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en
Haciendas del Poniente de Yucatán. Revista de Tecnología e Innovación
2015
La sección de Mitos contiene la
información de algunos mitos
que contiene la hacienda.
La sección de Ubicacándo esta
compuesto de dos pestañas en la
cual al inicio te ubica en la
localidad en que te encuentras y
al darle clic a donde estoy por
realidad aumentada te dice en
que hacienda te encuentras.
Figura 3 Sección Ubicándome de la aplicación de
Haciendas de Yucatán
- La sección de como llegar una pestaña
con dos pestañas en la cual en la
primera sección se encuentra con los
detalles importantes sobre la hacienda
como su horario, entretenimiento, y en
la pesataña mapa se encuetra las
opciones de la ruta que debe de tomar
Figura 4 Sección de como llegar de la aplicación de
Haciendas de Yucatán
Conclusiones.
La aplicación móvil se encuentra bajo el
sistema operativo Android actualmente, la
aplicación se encuentra en la etapa de prototipo
y pruebas, ya que debido a la gran cantidad de
haciendas con las cuales se cuenta en Yucatán
registradas, no registradas y abandonadas
requiere más tiempo de investigación de la
información, las haciendas incluidas dentro de
la aplicación es apenas un pequeño muestreo de
todas las que existen solo en el Poniente de
Yucatán. La aplicación ha sido probada en
diversos dispositivos móviles para ver su
comportamiento, ha sido positivo.

361
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en
Haciendas del Poniente de Yucatán. Revista de Tecnología e Innovación
2015
Al finalizar dicha aplicación y sacarla al
mercado, esta va ser de mucho beneficio para
las comunidades cercanas a las haciendas, ya
que en su mayoría se encuentran en zonas
rurales y los habitantes van a tener mejores
fuentes de ingresos al haber más turistas, al
igual que va ser un gran beneficio para las
haciendas ya que muchas de ellas son
abandonas y esto va a ayudar a poder
conservarlas.
Al igual esta aplicación va ser de mucho
beneficio para turistas tanto locales, nacionales
y extranjeros, ya que actualmente los mismos
Yucatecos no saben de la existencia de dichas
haciendas, los turistas nacionales y extranjeros
tendrán mas opciones de visitas a haciendas
menos comerciales de las que se conocen a
nivel nacional e internacional, e igual de poder
tener una experiencia magnifica al adentrarse a
la historia, mito y vivencias que tiene cada
hacienda de Yucatán.
Referencias
Ancona R., Roberto (1995). Arquitectura de las
Haciendas Henequeneras. México:Universidad
Autonóma de Yucatán.
Azuma, R., Baillot, Y., Behringer, R., Feiner,
S., Julier, S., & MacIntyre, B. (2001). Recent
advances in augmented reality. Computer
Graphics and Applications, IEEE, 21(6), 34-47.
Barfield, W., & Caudell, T. (Eds.). (2001).
Fundamentals of wearable computers and
augmented reality. CRC Press.
Bimber, O., & Raskar, R. (2005). Spatial
augmented reality. Peters.
Billinghurst, M., Kato, H., & Poupyrev, I.
(2001). The magicbook-moving seamlessly
between reality and virtuality. Computer
Graphics and Applications, IEEE, 21(3), 6-8.
Cawood, S., Fiala, M., & Steinberg, D. H.
(2007). Augmented reality: A practical guide.
Pragmatic Bookshelf.
Furht, B. (2011). Handbook of augmented
reality (Vol. 71). New York: Springer.
Gobierno del Estado de Yucatán. (2012).
Haciendas. Recuperado de
http://www.yucatan.gob.mx/menu/?id=haciend
as
Gobierno del Estado de Yucatán. (2012).
Recuperado de
http://www.haciendasenyucatan.com/inicio.htm
l
Haller, M., Billinghurst, M., & Thomas, B. H.
(Eds.). (2007). Emerging technologies of
augmented reality: interfaces and design. Igi
Global.
Rekimoto, J., & Ayatsuka, Y. (2000, April).
CyberCode: designing augmented reality
environments with visual tags. In Proceedings
of DARE 2000 on Designing augmented reality
environments (pp. 1-10). ACM.
Reitmayr, G., & Schmalstieg, D. (2003,
February). Location based applications for
mobile augmented reality. In Proceedings of the
Fourth Australasian user interface conference
on User interfaces 2003-Volume 18 (pp. 65-
73). Australian Computer Society, Inc.
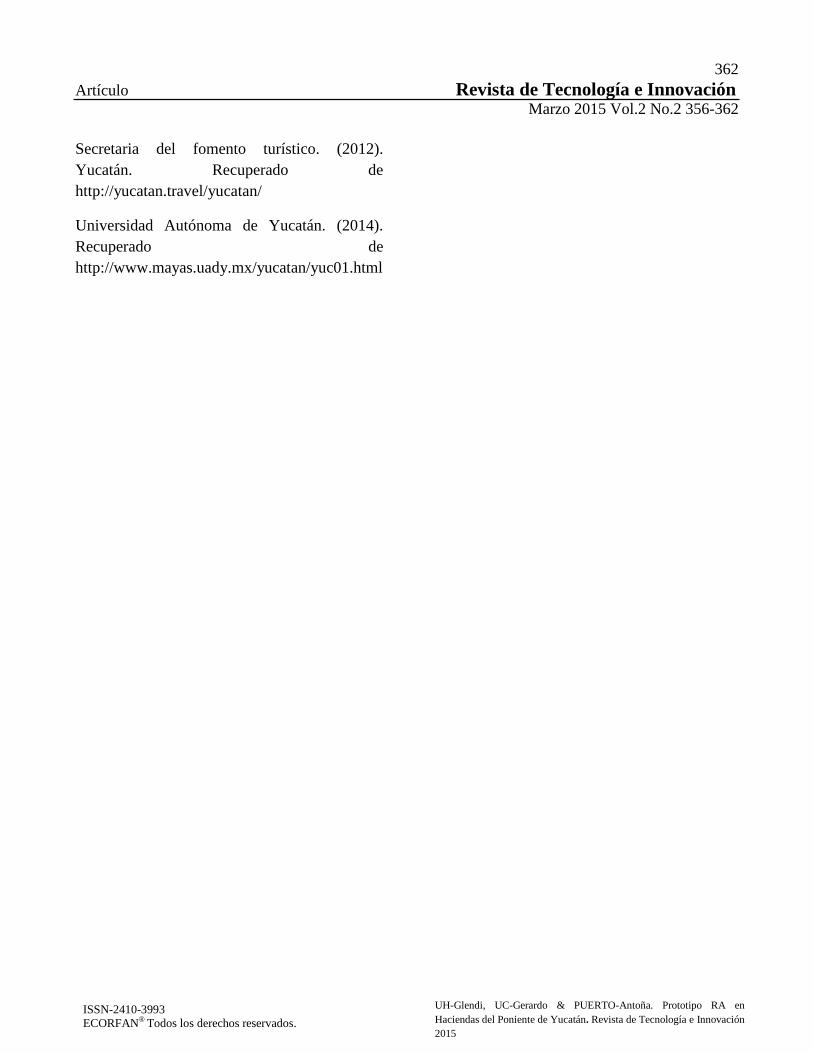
362
Artículo Revista de Tecnología e Innovación Marzo 2015 Vol.2 No.2 356-362
ISSN-2410-3993
ECORFAN® Todos los derechos reservados.
UH-Glendi, UC-Gerardo & PUERTO-Antoña. Prototipo RA en
Haciendas del Poniente de Yucatán. Revista de Tecnología e Innovación
2015
Secretaria del fomento turístico. (2012).
Yucatán. Recuperado de
http://yucatan.travel/yucatan/
Universidad Autónoma de Yucatán. (2014).
Recuperado de
http://www.mayas.uady.mx/yucatan/yuc01.html
Revista de Tecnología e Innovación
Instrucciones para Autores
A. Envió de artículos con las áreas de Tecnología e Innovación.
B. La edición del artículo debe cumplir las siguientes características:
- Redactados en español o en inglés (preferentemente). Sin embargo, es obligatorio presentar el
título y el resumen en ambos idiomas, así como las palabras clave.
- Tipografía de texto en Time New Roman #12 (en títulos- Negritas) y con cursiva (subtítulos-
Negritas) #12 (en texto) y # 9 (en citas al pie de página), justificado en formato Word. Con Márgenes
Estándar y espaciado sencillo.
- Usar tipografía Calibre Math (en ecuaciones), con numeración subsecuente y alineación
derecha: Ejemplo;
σϵ∑:Hσ=⋂_(s<σ)Hs
(1)
- Comenzar con una introducción que explique el tema y terminar con una sección de
conclusiones.
- Los artículos son revisados por los miembros del Comité Editorial y por dos dictaminadores
anónimos. El dictamen será inapelable en todos los casos. Una vez notificada la aceptación o rechazo
de un trabajo, su aceptación final estará condicionada al cumplimiento de las modificaciones de estilo,
forma y contenido que el editor haya comunicado a los autores. Los autores son responsables del
contenido del trabajo y el correcto uso de las referencias que en ellos se citen. La revista se reserva el
derecho de hacer los cambios editoriales requeridos para adecuar los textos a nuestra política editorial.
C. Los artículos pueden ser elaborados por cuenta propia o patrocinados por instituciones educativas ó
empresariales. El proceso de evaluación del manuscrito no comprenderá más de veinte días hábiles a
partir de la fecha de su recepción.
D. La identificación de la autoría deberá aparecer únicamente en una primera página eliminable, con el
objeto de asegurar que el proceso de selección sea anónimo.
E. Los cuadros, gráficos y figuras de apoyo deberán cumplir lo siguiente:
- Deberán explicarse por sí mismos (sin necesidad de recurrir al texto para su comprensión), sin
incluir abreviaturas, indicando claramente el título y fuente de consulta con referencia abajo con
alineación izquierda en tipografía número 9 con negritas.
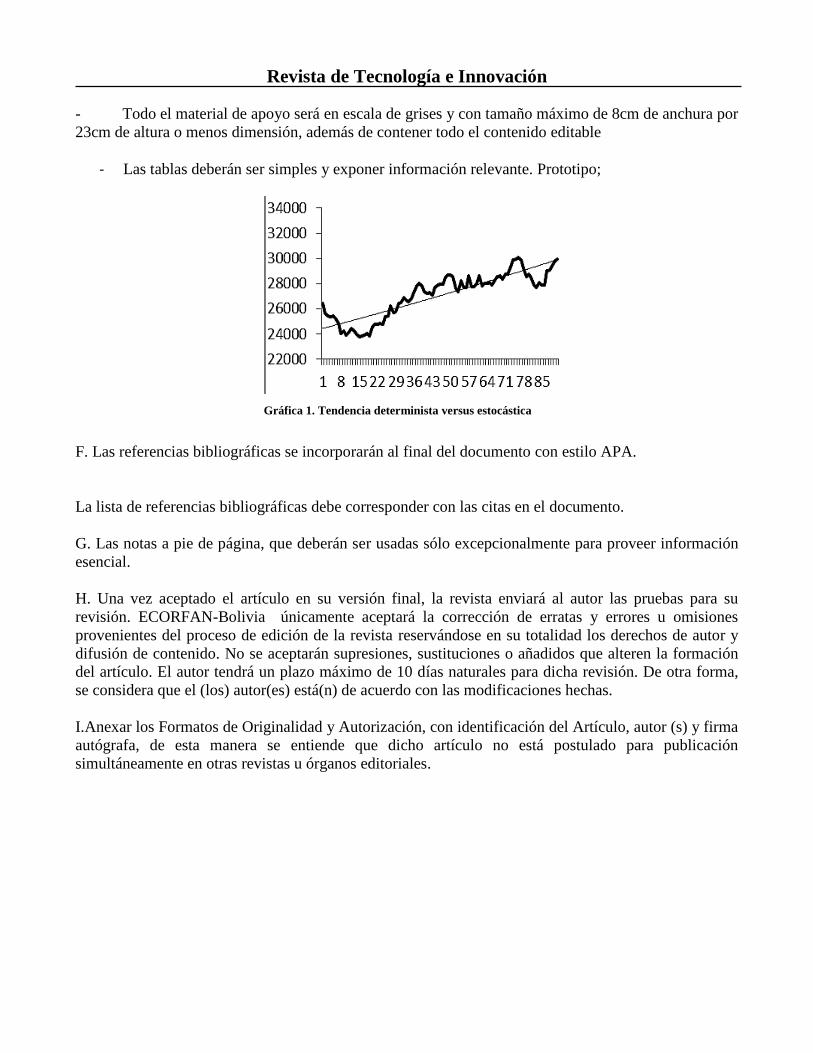
Revista de Tecnología e Innovación
- Todo el material de apoyo será en escala de grises y con tamaño máximo de 8cm de anchura por
23cm de altura o menos dimensión, además de contener todo el contenido editable
- Las tablas deberán ser simples y exponer información relevante. Prototipo;
Gráfica 1. Tendencia determinista versus estocástica
F. Las referencias bibliográficas se incorporarán al final del documento con estilo APA.
La lista de referencias bibliográficas debe corresponder con las citas en el documento.
G. Las notas a pie de página, que deberán ser usadas sólo excepcionalmente para proveer información
esencial.
H. Una vez aceptado el artículo en su versión final, la revista enviará al autor las pruebas para su
revisión. ECORFAN-Bolivia únicamente aceptará la corrección de erratas y errores u omisiones
provenientes del proceso de edición de la revista reservándose en su totalidad los derechos de autor y
difusión de contenido. No se aceptarán supresiones, sustituciones o añadidos que alteren la formación
del artículo. El autor tendrá un plazo máximo de 10 días naturales para dicha revisión. De otra forma,
se considera que el (los) autor(es) está(n) de acuerdo con las modificaciones hechas.
I.Anexar los Formatos de Originalidad y Autorización, con identificación del Artículo, autor (s) y firma
autógrafa, de esta manera se entiende que dicho artículo no está postulado para publicación
simultáneamente en otras revistas u órganos editoriales.
Revista de Tecnología e Innovación
Formato de Originalidad
Sucre, Chuquisaca a ____ de ____ del 20_____
Entiendo y acepto que los resultados de la dictaminación son inapelables por lo que deberán firmar los
autores antes de iniciar el proceso de revisión por pares con la reivindicación de ORIGINALIDAD de
la siguiente Obra.
Artículo (Article):
_____________________
Firma (Signature):
_____________________
Nombre (Name)
Revista de Tecnología e Innovación
Formato de Autorización
Sucre, Chuquisaca a ____ de ____ del 20_____
Entiendo y acepto que los resultados de la dictaminación son inapelables. En caso de ser aceptado para
su publicación, autorizo a ECORFAN-Bolivia a difundir mi trabajo en las redes electrónicas,
reimpresiones, colecciones de artículos, antologías y cualquier otro medio utilizado por él para alcanzar
un mayor auditorio.
I understand and accept that the results of evaluation are inappealable. If my article is accepted for
publication, I authorize ECORFAN-Bolivia to reproduce it in electronic data bases, reprints,
anthologies or any other media in order to reach a wider audience.
Artículo (Article):
_____________________
Firma (Signature)
_____________________
Nombre (Name)
ISSN-2410-3993