Embed Size (px)
Citation preview

Zuverlässig Messen: von der Vorbereitung bis zur Auswertung
Rheologie in der Qualitätskontrolle -einfach für jeden
1
Sind Sie sicher, dass Sie immer richtig messen? Dieser Leitfaden gibt IhnenEinblicke, welche Bedeutung standardisierte Messverfahren (SOP) habenund worauf Sie bei Ihren rheologischen Messungen achten sollten.
Ein Trend für die Rheologie im Bereich der Qualitätskontrolle ist die Erstellung von standardisiertenMessverfahren. Dadurch wird eine einheitliche Ermittlung und Beurteilung von Produkteigenschaften sicher-gestellt, auch von fachfremdem Personal.Dieses Whitepaper gibt einen Überblick, worauf bei einem Rheometer, dem Zubehör und der Software zuachten ist im Hinblick auf eine optimale SOP- Erstellung.
• Platte, Kegel, Zylinder. Welche ist die am besten geeignete Messgeometrie?• Historie, Austrocknen, Wandgleiten. Was ist bei der Probe zu beachten?• Einfüllen, Trimmen, Schließen. Wie kann eine optimale Spaltbefüllung sichergestellt werden?• Benutzermanagement, umfangreiche Auswahl an Mess- und Auswertefunktionen, Anbindung an
Labordatenbanksysteme. Welche Möglichkeiten bietet eine Software für die Qualitätskontrolleund Routinemessungen?
Auf diese und viele weitere Fragen finden Sie hier die Antworten.

1
APPLIKATIONSBERICHT
AuthorenAuthorenAuthorenAuthorenAuthorenCornelia Küchenmeister-Lehrheuer und Klaus OldörpThermo Fisher Scientific, Karlsruhe, Germany
Gute Vorbereitung - gute Messergebnisse
Nr
Nr
Nr
Nr
Nr. V. V. V. V. V-2
48
-24
8-2
48
-24
8-2
48
EinleitungEinleitungEinleitungEinleitungEinleitungDie Anforderungen an die Verläßlichkeit von rheologi-schen Messergebnissen haben über die letzten Jahredeutlich zugenommen, wie für die meisten Messmetho-den. Nur anhand von richtigen und reproduzierbarenMessergebnissen lassen sich Materialien zuverlässigcharakterisieren und nur solche Ergebnisse lassen sichproblemlos für Vergleiche heranziehen.
Beispielsweise können im Rahmen der Qualitätskontrol-le ausgewählte Parameter von verschiedenen Materialienoder Chargen innerhalb eines Hauses verglichen oderein Vergleich zwischen den Ergebnissen verschiedenerLaboratorien an einem Produkt durchgeführt werden.Voraussetzung dafür ist die Verwendung eines Viskosi-meters oder Rheometers mit einer absolut messendenGeometrie wie koaxiale Zylinder, parallele Platten oderKegel/Platte sowie die genaue Vorgabe der Mess- undAuswerteroutine. Messergebnisse sind naturgemäß miteinem bestimmten Fehler behaftet, in den proben-,geräte- und anwenderbedingte Effekte eingehen. In die-sem Bericht wird exemplarisch an parallelen Platten- (PP)und Kegel/Platte- (KP) Messgeometrien die Vorberei-tung einer Messung beschrieben, mit dem Ziel, die dabeimöglichen Fehler zu erkennen und zu minimieren. Eswird vorausgesetzt, dass das Rheometer korrekt instal-liert wurde und waagerecht ausgerichtet ist.
Kegel oder Platte? Die WKegel oder Platte? Die WKegel oder Platte? Die WKegel oder Platte? Die WKegel oder Platte? Die Wahl der geeignetenahl der geeignetenahl der geeignetenahl der geeignetenahl der geeignetenMessgeometrieMessgeometrieMessgeometrieMessgeometrieMessgeometrieDie klassischen Rotoren für Thermo ScientificTM HAAKETM
Rheometer weisen einen Konus mit einer Nut auf (Abb. 1),in die der in die Motorwelle des Rheometers eingebauteStift passt. Dadurch kann der Rotor relativ zur Motorwellenur in einer Position eingesetzt werden.Der gleiche Effekt kann bei der Verwendung der neuenMessgeometrien mit „Connect Assist“ erzielt werden.Diese Rotoren weisen eine Markierung auf, welche beimEinsetzen in die Kupplung auf eine gleichartige Markie-rung an der Rheometerachse ausgerichtet wird. WerdenKorrekturen zur Verbesserung der Qualität der Messdaten
AbbAbbAbbAbbAbb. 1: . 1: . 1: . 1: . 1: Klassischer Rotor mit Konus und Nut (links) und mit„Connect Assist“ mit Markierung am Keramikschaft zum definiertenEinsetzen (rechts).
im Bereich kleinster Drehmomente (nNm) wie MicroStressControl (MSC) [1] durchgeführt, so können sie auch fürspätere Messungen verwendet werden, da das Gesamt-system aus Motor und Rotor immer auf dieselbe Weisezusammengesetzt werden wird.
Messplattenaufsätze, die als untere Hälfte von PP- undKP-Geometrien verwendet werden, sind ebenfalls sokonstruiert, dass sie nur in einer definierten Position indas Rheometer eingebracht werden können (Abb. 2) [2].

1
AbbAbbAbbAbbAbb. 2: . 2: . 2: . 2: . 2: Messplattenaufsatz TMP für parallele Platten- und Kegel/Platte-Messgeometrien mit übereinstimmendem Durchmesser. MitNut unterhalb der Markierung, um die TMP einfach und genau aufdem PIN der Temperiereinheit zu positionieren.
Abb. 3: Abb. 3: Abb. 3: Abb. 3: Abb. 3: Manuelle Nullpunktbestimmung im Monitor-Modus.
Wird eine KP-Messgeometrie verwendet, so ist die Scher-geschwindigkeit über den gesamten Messspalt konstant,während bei einer PP-Messgeometrie die Schergeschwin-digkeit von einem maximalen Wert am Rand zu einerSchergeschwindigkeit von Null im Zentrum der Mess-geometrie abfällt. Bei nicht-newtonschen Materialien sinddaher die mit einer PP-Geometrie gemessenen Viskositäts-werte prinzipbedingt mit einem systematischen Fehlerbehaftet. Wenn möglich, sollte also immer eine KP-Mess-geometrie verwendet werden. Aufgrund der größerenFlexibilität bei der Wahl des Messspaltes werden jedochfür viele Applikationen PP-Messgeometrien eingesetzt.Welcher Durchmesser der geeignete ist, hängt von derViskosität der zu messenden Probe ab. Für wasserdünneProben empfiehlt sich eine Messgeometrie mit demgrößten Durchmesser (60 mm). Je höher die Viskositätist, desto kleiner muss der verwendete Rotor sein. FürBitumen werden beispielsweise häufig parallele Plattenmit einem Durchmesser von 8 mm verwendet.
Die reproduzierbare Befüllung ist besonders dann kri-tisch, wenn kleine Probemengen und große Randeffektegegeben sind. Dieses ist der Fall bei PP- und KP-Mess-geometrien. Die Effekte sind umso größer, je kleiner derDurchmesser der verwendeten Messgeometrie ist, jekleiner der Messspalt ist und umso höher die Viskositätder Probe ist.
Nullpunktbestimmung - Basis für den MessspaltNullpunktbestimmung - Basis für den MessspaltNullpunktbestimmung - Basis für den MessspaltNullpunktbestimmung - Basis für den MessspaltNullpunktbestimmung - Basis für den MessspaltNach dem Einbau einer Messgeometrie, z.B. nach derenReinigung oder wenn auf eine andere Messgeometriegewechselt wurde, muss der axiale Nullpunkt der leerenMessgeometrie bestimmt werden. Dabei handelt es sichum den Kontaktpunkt zwischen dem oberen und demunteren Teil der Messgeometrie. Ausgehend von diesemNullpunkt wird der Messspalt der Messgeometrie ein-gestellt. Eine Abweichung bei der Bestimmung des kor-rekten Nullpunkts führt zu einem Fehler des Messspalteswährend der eigentlichen Messung. Der Nullpunkt kannmanuell in der Thermo ScientificTM HAAKETM RheoWinTM
Software im Monitor-Modus des Gerätes ermittelt werden(Abb. 3) oder als Bestandteil einer Mess- und Auswerte-routine („Job“) automatisch zu Beginn einer Messung(Abb. 4). Letzteres Vorgehen hat den Vorteil, dass dieBestimmung des Nullpunkts Bestandteil der Messroutineist und nicht vergessen werden kann.
Abb. 4:Abb. 4:Abb. 4:Abb. 4:Abb. 4: Nullpunktbestimmung als automatischer Bestandteil einerMess- und Auswerteroutine mit weiterführenden Hinweisen für denAnwender zur Befüllung der Messspaltes als Teil eines vollauto-matischen Versuchsablaufs.
Um einen Fehler durch eine Ausdehnung oder Schrump-fen der Messgeometrie zu vermeiden, muss die Null-punktbestimmung bei der (Start-)Temperatur der geplan-ten Messung durchgeführt werden. Die verwendeteTemperiereinheit wird auf die gewünschte Temperaturgebracht und der obere Teil der Messgeomtrie in direktenKontakt mit dem unteren Teil gebracht, da dieser nor-malerweise direkt temperiert wird. Nachdem die Tempe-raturanzeige die gewünschte Temperatur erreicht hat,benötigt der obere Teil der Messgeometrie noch ein paarMinuten, um ebenfalls diese Temperatur zu erreichen.Wenn während dieser Temperierung der obere Teil derMessgeometrie bereits eingebaut ist, muss darauf ge-achtet werden, dass das Luftlager der Rheometers nicht
2
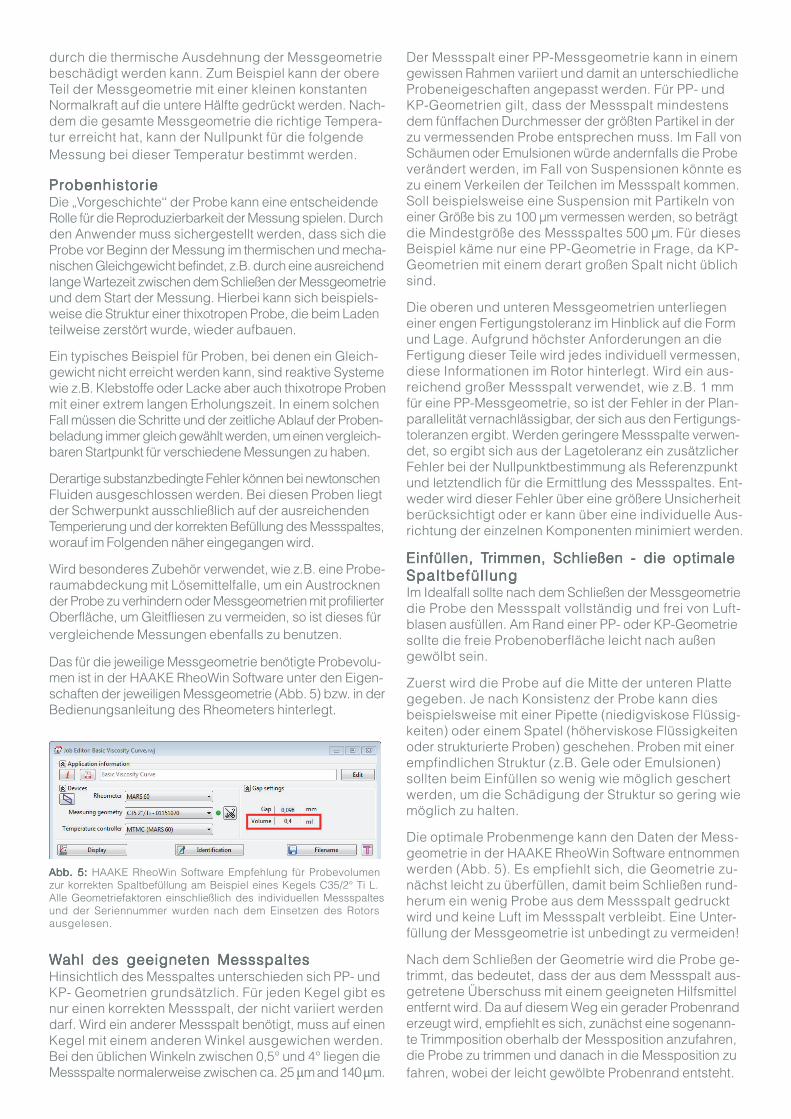
Abb. 5:Abb. 5:Abb. 5:Abb. 5:Abb. 5: HAAKE RheoWin Software Empfehlung für Probevolumenzur korrekten Spaltbefüllung am Beispiel eines Kegels C35/2° Ti L.Alle Geometriefaktoren einschließlich des individuellen Messspaltesund der Seriennummer wurden nach dem Einsetzen des Rotorsausgelesen.
ProbenhistorieProbenhistorieProbenhistorieProbenhistorieProbenhistorieDie „Vorgeschichte‘‘ der Probe kann eine entscheidendeRolle für die Reproduzierbarkeit der Messung spielen. Durchden Anwender muss sichergestellt werden, dass sich dieProbe vor Beginn der Messung im thermischen und mecha-nischen Gleichgewicht befindet, z.B. durch eine ausreichendlange Wartezeit zwischen dem Schließen der Messgeometrieund dem Start der Messung. Hierbei kann sich beispiels-weise die Struktur einer thixotropen Probe, die beim Ladenteilweise zerstört wurde, wieder aufbauen.
Ein typisches Beispiel für Proben, bei denen ein Gleich-gewicht nicht erreicht werden kann, sind reaktive Systemewie z.B. Klebstoffe oder Lacke aber auch thixotrope Probenmit einer extrem langen Erholungszeit. In einem solchenFall müssen die Schritte und der zeitliche Ablauf der Proben-beladung immer gleich gewählt werden, um einen vergleich-baren Startpunkt für verschiedene Messungen zu haben.
Derartige substanzbedingte Fehler können bei newtonschenFluiden ausgeschlossen werden. Bei diesen Proben liegtder Schwerpunkt ausschließlich auf der ausreichendenTemperierung und der korrekten Befüllung des Messspaltes,worauf im Folgenden näher eingegangen wird.
Wird besonderes Zubehör verwendet, wie z.B. eine Probe-raumabdeckung mit Lösemittelfalle, um ein Austrocknender Probe zu verhindern oder Messgeometrien mit profilierterOberfläche, um Gleitfliesen zu vermeiden, so ist dieses fürvergleichende Messungen ebenfalls zu benutzen.
Das für die jeweilige Messgeometrie benötigte Probevolu-men ist in der HAAKE RheoWin Software unter den Eigen-schaften der jeweiligen Messgeometrie (Abb. 5) bzw. in derBedienungsanleitung des Rheometers hinterlegt.
Der Messspalt einer PP-Messgeometrie kann in einemgewissen Rahmen variiert und damit an unterschiedlicheProbeneigeschaften angepasst werden. Für PP- undKP-Geometrien gilt, dass der Messspalt mindestensdem fünffachen Durchmesser der größten Partikel in derzu vermessenden Probe entsprechen muss. Im Fall vonSchäumen oder Emulsionen würde andernfalls die Probeverändert werden, im Fall von Suspensionen könnte eszu einem Verkeilen der Teilchen im Messspalt kommen.Soll beispielsweise eine Suspension mit Partikeln voneiner Größe bis zu 100 μm vermessen werden, so beträgtdie Mindestgröße des Messspaltes 500 μm. Für diesesBeispiel käme nur eine PP-Geometrie in Frage, da KP-Geometrien mit einem derart großen Spalt nicht üblichsind.
Die oberen und unteren Messgeometrien unterliegeneiner engen Fertigungstoleranz im Hinblick auf die Formund Lage. Aufgrund höchster Anforderungen an dieFertigung dieser Teile wird jedes individuell vermessen,diese Informationen im Rotor hinterlegt. Wird ein aus-reichend großer Messspalt verwendet, wie z.B. 1 mmfür eine PP-Messgeometrie, so ist der Fehler in der Plan-parallelität vernachlässigbar, der sich aus den Fertigungs-toleranzen ergibt. Werden geringere Messspalte verwen-det, so ergibt sich aus der Lagetoleranz ein zusätzlicherFehler bei der Nullpunktbestimmung als Referenzpunktund letztendlich für die Ermittlung des Messspaltes. Ent-weder wird dieser Fehler über eine größere Unsicherheitberücksichtigt oder er kann über eine individuelle Aus-richtung der einzelnen Komponenten minimiert werden.
Einfüllen, TEinfüllen, TEinfüllen, TEinfüllen, TEinfüllen, Trrrrrimmen, Schließen - die optimaleimmen, Schließen - die optimaleimmen, Schließen - die optimaleimmen, Schließen - die optimaleimmen, Schließen - die optimaleSpaltbefül lungSpaltbefül lungSpaltbefül lungSpaltbefül lungSpaltbefül lungIm Idealfall sollte nach dem Schließen der Messgeometriedie Probe den Messspalt vollständig und frei von Luft-blasen ausfüllen. Am Rand einer PP- oder KP-Geometriesollte die freie Probenoberfläche leicht nach außengewölbt sein.
Zuerst wird die Probe auf die Mitte der unteren Plattegegeben. Je nach Konsistenz der Probe kann diesbeispielsweise mit einer Pipette (niedigviskose Flüssig-keiten) oder einem Spatel (höherviskose Flüssigkeitenoder strukturierte Proben) geschehen. Proben mit einerempfindlichen Struktur (z.B. Gele oder Emulsionen)sollten beim Einfüllen so wenig wie möglich geschertwerden, um die Schädigung der Struktur so gering wiemöglich zu halten.
Die optimale Probenmenge kann den Daten der Mess-geometrie in der HAAKE RheoWin Software entnommenwerden (Abb. 5). Es empfiehlt sich, die Geometrie zu-nächst leicht zu überfüllen, damit beim Schließen rund-herum ein wenig Probe aus dem Messspalt gedrucktwird und keine Luft im Messspalt verbleibt. Eine Unter-füllung der Messgeometrie ist unbedingt zu vermeiden!
Nach dem Schließen der Geometrie wird die Probe ge-trimmt, das bedeutet, dass der aus dem Messspalt aus-getretene Überschuss mit einem geeigneten Hilfsmittelentfernt wird. Da auf diesem Weg ein gerader Probenranderzeugt wird, empfiehlt es sich, zunächst eine sogenann-te Trimmposition oberhalb der Messposition anzufahren,die Probe zu trimmen und danach in die Messposition zufahren, wobei der leicht gewölbte Probenrand entsteht.
durch die thermische Ausdehnung der Messgeometriebeschädigt werden kann. Zum Beispiel kann der obereTeil der Messgeometrie mit einer kleinen konstantenNormalkraft auf die untere Hälfte gedrückt werden. Nach-dem die gesamte Messgeometrie die richtige Tempera-tur erreicht hat, kann der Nullpunkt für die folgendeMessung bei dieser Temperatur bestimmt werden.
WWWWWahl des geeigneten Messspaltesahl des geeigneten Messspaltesahl des geeigneten Messspaltesahl des geeigneten Messspaltesahl des geeigneten MessspaltesHinsichtlich des Messpaltes unterschieden sich PP- undKP- Geometrien grundsätzlich. Für jeden Kegel gibt esnur einen korrekten Messspalt, der nicht variiert werdendarf. Wird ein anderer Messspalt benötigt, muss auf einenKegel mit einem anderen Winkel ausgewichen werden.Bei den üblichen Winkeln zwischen 0,5° und 4° liegen dieMessspalte normalerweise zwischen ca. 25 μm and 140 μm.

3
Abb. 6: Abb. 6: Abb. 6: Abb. 6: Abb. 6: Die Trimmposition ist in der HAAKE RheoWin Software freieinstellbar. Empfehlung 1 - 5 % oberhalb des gewählten Mess-spaltes (in diesem Beispiel 100 μm).
Erfahrungsgemäß wird für die Trimmposition ein Spaltgewählt, der ca. 1– 5 % größer ist als der Messspalt.Diese Position wird nach dem Einfüllen der Probe manuelloder über die HAAKE RheoWin Software während eineslaufenden Messjobs angefahren. Für empfindliche Pro-ben sollte dabei die Liftgeschwindigkeit verringert werden,damit beim Anfahren der Trimm- und der Messpositiondie Probe so wenig wie möglich geschädigt wird.
Wenn die Trimmposition über die Liftfunktion in derHAAKE RheoWin Software (Abb. 6) angefahren wird, wirddie Messwelle des Rheometers mit dem Rotor blockiert,so dass eine eventuell vorhandene Struktur der Probenicht durch ein Verdrehen der Geometrie geschädigtwerden kann. Die überschüssige Probe kann mit z.B.einem Spatel oder einem speziellen Trimmwerkzeug [3]abgestreift werden. Die in Abb. 7 gezeigte untere Mess-platte ist auf den Durchmesser der oberen Messgeometrieabgestimmt und erleichtert das notwendige Trimmender Probe.
Abb. 8Abb. 8Abb. 8Abb. 8Abb. 8: a: Abstreifen der überschussigen Probe in der Trimmposi-tion mit einem Spatel; b: Abstreifen der überschüssigen Probevom Rand der oberen Messgeometrie.
AbbAbbAbbAbbAbb. 9:. 9:. 9:. 9:. 9: Spaltbefüllung nach dem Anfahren der Messposition.
a b
Zum Trimmen wird der Spatel seitlich an der unterenMessplatte und dem Rand des Rotors angesetzt undum die Messgeometrie geführt (Abb. 8a). Anschließendwird visuell überprüft, dass die überschüssige Probevollständig entfernt wurde. Speziell bei hochviskosenProben muss überprüft werden, ob beim Trimmen einTeil der überschüssigen Probe am Rand des Rotors ab-gestreift wurde. Dieses Material könnte im Verlauf derMessung nach unten laufen, die Trimmung der Probeverschlechtern und damit zu störenden Randeffektenführen. Daher empfiehlt es sich, besonders bei höher-viskosen Proben und kleinen Durchmessern der Geo-metrie zusätzlich den angeschrägten Rand der oberenMessgeometrie abzustreifen (Abb. 8b). Abschließendwird die Messposition angefahren, wobei sich die inAbb. 9 dargestellte ideale Spaltbefüllung mit einem un-beschädigten, leicht nach außen gewölbten Rand ergibt.
AbbAbbAbbAbbAbb. 7:. 7:. 7:. 7:. 7: Messplattenaufsatz TMP mit einem auf den Rotor abge-stimmten Durchmesser.
ZusammenfassungZusammenfassungZusammenfassungZusammenfassungZusammenfassungFür die Bestimmung verlässlicher rheologischer Mess-ergebnisse müssen das zu vermessende Material unddas Rheometer sorgfältig vorbereitet und gehandhabtwerden. Neben der Wahl der geeigneten Messgeometrieund der Bestimmung des Nullpunktes sind einige vomRheometer unabhängige Schritte für die Qualität derErgebnisse ausschlaggebend.
Die Art und Weise, wie die Probe in die Messgeometriegegeben und die Sorgfalt, mit der anschließend getrimmtwird, haben eine mindestens ebenso große Bedeutung.Besondere Sorgfalt ist bei kleinen Messgeometrien,kleinen Messspalten und hohen Viskositäten gefordert,da hier Randeffekte den größten Einfluss auf das Mess-ergebnis haben. Werden sehr kleine Messspalte ver-wendet, so kann die Qualität der Messergebnisse durcheine individuelle Ausrichtung der verwendeten Kompo-nenten verbessert werden.
Mit dem empfohlenen Vorgehen können die Richtigkeitund die Reproduzierbarkeit von rheologischen Mess-ergebnissen deutlich verbessert werden. Speziell fürErgebnisse, die mit denen anderer Gruppen oder Firmenverglichen werden sollen, sind so ermittelte Messwertebesonders wertvoll.
Diese Befüllung ist die ideale Voraussetzung für rheolo-gischen Versuche, der an den Beispielen eines Prüfölsund einer viskoelatischen PDMS Probe zur Überprüfungdes Rheometers ausführlich in [4] und [5] beschrieben sind.
2
Mehr unter thermofisherthermofisherthermofisherthermofisherthermofisher.com/rheometers.com/rheometers.com/rheometers.com/rheometers.com/rheometers
Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.© 2017 Thermo Fisher Scientific Inc. Alle Rechte vorbehalten. Markennamen gehörenThermo Fisher Scientific bzw. nationalen Niederlassungen. V248 0517V248 0517V248 0517V248 0517V248 0517
ReferenzenReferenzenReferenzenReferenzenReferenzen[1] Thermo Fisher Scientific Applikationsbericht „Vorbereitung eines Rheometers für sehr empfindliche Messungen“ Klaus Oldörp (in Vorbereitung)[2] Thermo Fisher Scientific Produktinformation P029 „Übersicht parallele Platten- und Kegel & Platte-Mess- geometrien“, Cornelia Küchenmeister-Lehrheuer, Jint Nijman und Fabian Meyer[3] Thermo Fisher Scientific Produktinformation P003 „Trimming tool zum Entfernen von Probenüberschuss in einer Platte/Platte- bzw.Platte/Kegel-Messgeometrie“, Küchenmeister-Lehrheuer und Klaus Oldörp[4] Thermo Fisher Scientific Applikationsbericht V218 „Prüföle“, Klaus Oldörp[5] Thermo Fisher Scientific Applikatinsbericht V264 „Messung eines viskoelastischen Standards in Oszillation“, Klaus Oldörp
1
APPLIKATIONSBERICHT
Authoren*Authoren*Authoren*Authoren*Authoren*Fabian Meyer und Cornelia Küchenmeister-LehrheuerThermo Fisher Scientific, Karlsruhe, Germany
HAAKE RheoWin Software - Funktionen fürdie Qualitätskontrolle und Routinemessungen
Nr
Nr
Nr
Nr
Nr. V. V. V. V. V-2
23
-22
3-2
23
-22
3-2
23
EinleitungEinleitungEinleitungEinleitungEinleitungDie Rheologie wird in immer mehr Industriezweigen beider Produktentwicklung und in der Qualitätskontrolleeingesetzt. Der Trend geht dabei zur Entwicklung vonStandards oder allgemeingültigen Prüfvorschriften, wiesie bei anderen Messmethoden längst üblich sind.Standardisierte Messverfahren sind notwendig, umProdukteigenschaften zu optimieren und qualitative bzw.quantitative Unterschiede von Produkten bestimmenzu können.
Durch die Bestimmung wichtiger rheologischer Eigen-schaften können die Beziehungen zwischen der Strukturauf der einen Seite und den Herstellungs- bzw. Produkt-eigenschaften auf der anderen Seite ermittelt werden.Vorgegebene Qualitätsstandards können dadurcherfüllt und neue Produkte erfolgreich im Markt platziertwerden. Das gilt branchenübergreifend wie z.B. für dieKunststoffindustrie, bei Lacken und Farben, in derKosmetik und Waschmittelbranche, bei Lebensmitteln,Klebstoffen oder in der Bauchemie.
Rheologische Messungen liefern die für die Überprüfungund Weiterentwicklung notwendigen Informationen. Diesebeinhalten beispielsweise Auskunft über die Lagerstabi-lität, Verarbeitbarkeit oder Verlaufseigenschaften vonFlüssigkeiten und pastösen Proben. Aufgrund der Komple-xität vieler Materialien und den hohen Anforderungenist es aber nicht immer einfach, die für die jeweiligeAnwendung optimale Versuchsmethode zu entwickeln.Eine vielseitige Mess – und Auswertesoftware kann indiesem Zusammenhang sowohl Einsteigern als auchExperten in der Rheologie eine sinnvolle Unterstützungbieten. Mit der Thermo ScientificTM HAAKETM RheoWinTM
Software können Routine-Messprozeduren mit anschlie-ßender automatischer Auswertung inkl. Reportvorlagefür alle Thermo ScientificTM HAAKETM Rheometer erstelltwerden. Solche Messprozeduren können dann auch vonfachfremden Personen durchgeführt werden können.
Der folgende Artikel soll einen Überblick darüber geben,welche Möglichkeiten die HAAKE RheoWin Software bietet,um eine umfassende und aussagekräftige rheologischeCharakterisierung in der Qualitätskontrolle vornehmenzu können.
Allgemeiner Aufbau der SAllgemeiner Aufbau der SAllgemeiner Aufbau der SAllgemeiner Aufbau der SAllgemeiner Aufbau der SoftwareoftwareoftwareoftwareoftwareDie HAAKE RheoWin Software ist einfach und übersicht-lich in verschiedene Module strukturiert und steht perKnopfdruck in einer von13 Sprachen zur Verfügung:
••••• Der HAAKE RheoWin JobManager dient der Definition von Mess- und Auswerteroutinen -sogenannten Jobs- und deren Ausführung sowie der Steuerung und Kontrolle des Rheometers.••••• Mit dem HAAKE RheoWin DataManager können Mess- daten ausgewertet und aufbereitet werden. Graphiken und Tabellenlayouts lassen sich beliebig erstellen und können anschließen in die unterschiedlichsten Formate überführt werden.••••• Der HAAKE RheoWin Benutzermanager hilft bei der Er- stellung, Definition und Verwaltung von Benutzerrechten.
Darüber hinaus stehen die nachfolgenden optional erhält-lichen Softwaremodule für spezifische Anforderungen undAnwendungen zur Verfügung:
••••• Das CFR Part 11 Software Zubehör, um den Anforde- rungen der US Vorschrift FDA 21 CFR Part 11 gerecht zu werden••••• Zusätzliche Module für die Polymeranalyse: TTS (Time Temperature Superposition zur Erstellung von Master- kurven), Spektra (zur Erzeugung von Relaxations- spektren) und MWD (zur Berechnung der Molekular- gewichtsverteilung)••••• Softwaremodul für Grenzflächenrheologie••••• Softwaremodul für die Kombination mit einem FT-IR Spektrometer
*Basierend auf vorangegangener Version von Annette Fischer
1
Diese Elemente können einfach ausgewählt und komfor-tabel per „drag & drop“ zusammengeführt werden. DieMessungen und Auswertungen können vollautomatischin einem Jobablauf durchgeführt werden. Mittels einesmanuell bedienbaren Monitor-Modus können rheologischeVortests durchgeführt sowie Messspalteinstellungen unddie Temperierung außerhalb einer Mess- und Auswerte-routine umgesetzt werden. Die Software ist außerdemmulti-taskingfähig. Das bedeutet, dass ein gleichzeitigesMessen und Auswerten bzw. simultanes Messen mitmehreren Viskosimetern/Rheometern unter Verwendungeines Computers und einer Software möglich ist. Mess-ergebnisse können in HAAKE RheoWin unabhängigenFormaten (z.B. ASCII, MS-Excel oder PDF) exportiertund gespeichert werden. Auch die Anbindung an einLabordatenbanksystem (z.B. LIMS) ist möglich.
Ausgewählte Mess- und Auswerteelemente fürAusgewählte Mess- und Auswerteelemente fürAusgewählte Mess- und Auswerteelemente fürAusgewählte Mess- und Auswerteelemente fürAusgewählte Mess- und Auswerteelemente fürrheologische Charakterisierung in der Qualitäts-rheologische Charakterisierung in der Qualitäts-rheologische Charakterisierung in der Qualitäts-rheologische Charakterisierung in der Qualitäts-rheologische Charakterisierung in der Qualitäts-kontrolle und der Produktentwicklungkontrolle und der Produktentwicklungkontrolle und der Produktentwicklungkontrolle und der Produktentwicklungkontrolle und der ProduktentwicklungWichtige Produkteigenschaften für Verbraucher und Her-steller sind beispielsweise Lagerstabilität, Viskosität,Fließgrenze, Thixotropie oder das Aushärteverhalten. DieBestimmung dieser rheologischen Größen ermöglicht dieVerbesserung von Produkten bzw. eine optimierte undreproduzierbare Prüfung in der Qualitätskontrolle.
Wie verhält sich ein Produkt bei Scherbeanspruchung?Wie beeinflussen verschiedene Additive, Füllstoffe undPigmente die Eigenschaften von Materialien? Welchesund wie viel Thixotropie-Additiv muss einem Produktzugesetzt werden, um gute Verlaufseigenschaften zuerhalten und eine Tropfnasenbildung zu vermeiden?Welche Fließgrenzen sollten eingestellt werden, um einegute Lagerstabilität und Transportfähigkeit der Produktegewährleisten zu können? Wie schnell sollen sich Struk-
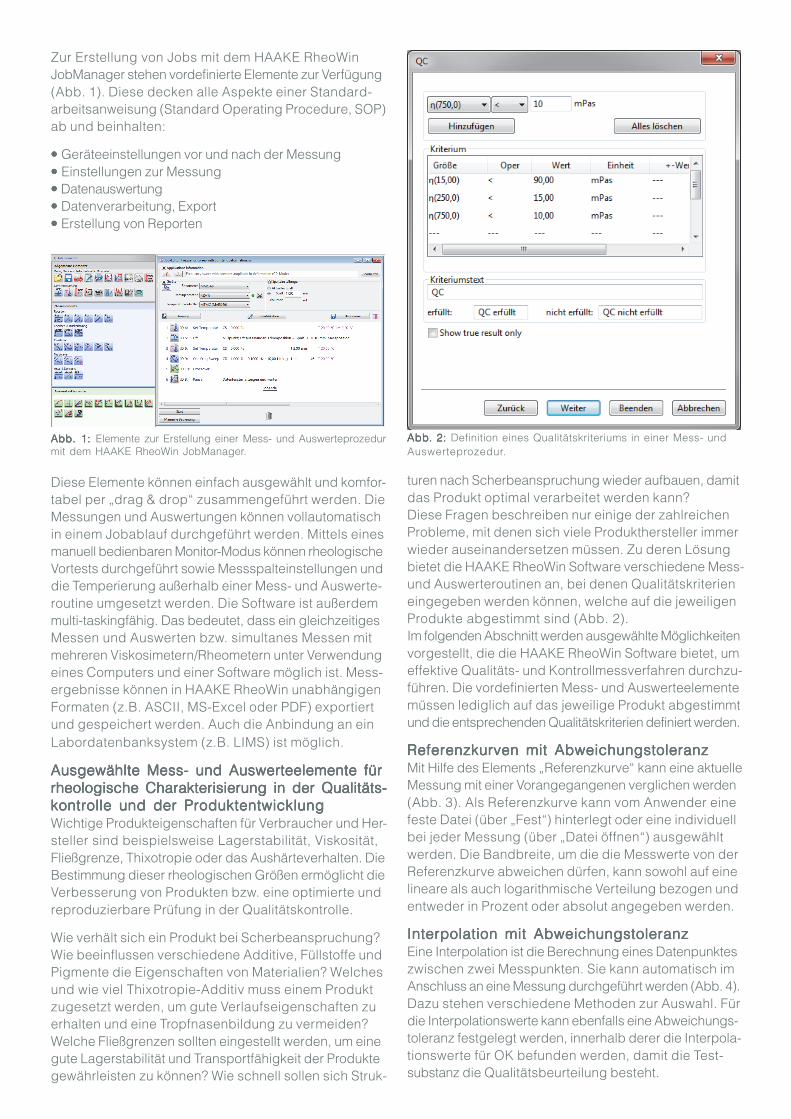
turen nach Scherbeanspruchung wieder aufbauen, damitdas Produkt optimal verarbeitet werden kann?Diese Fragen beschreiben nur einige der zahlreichenProbleme, mit denen sich viele Produkthersteller immerwieder auseinandersetzen müssen. Zu deren Lösungbietet die HAAKE RheoWin Software verschiedene Mess-und Auswerteroutinen an, bei denen Qualitätskriterieneingegeben werden können, welche auf die jeweiligenProdukte abgestimmt sind (Abb. 2).Im folgenden Abschnitt werden ausgewählte Möglichkeitenvorgestellt, die die HAAKE RheoWin Software bietet, umeffektive Qualitäts- und Kontrollmessverfahren durchzu-führen. Die vordefinierten Mess- und Auswerteelementemüssen lediglich auf das jeweilige Produkt abgestimmtund die entsprechenden Qualitätskriterien definiert werden.
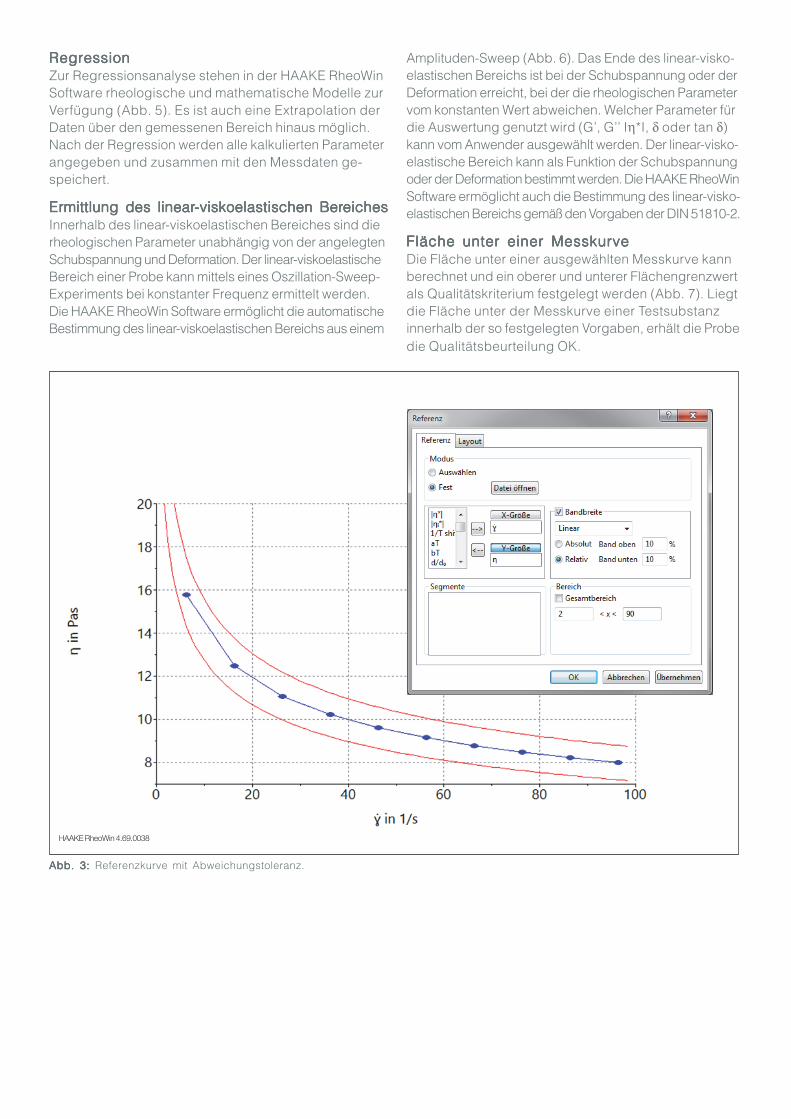
Referenzkurven mit AbweichungstoleranzReferenzkurven mit AbweichungstoleranzReferenzkurven mit AbweichungstoleranzReferenzkurven mit AbweichungstoleranzReferenzkurven mit AbweichungstoleranzMit Hilfe des Elements „Referenzkurve“ kann eine aktuelleMessung mit einer Vorangegangenen verglichen werden(Abb. 3). Als Referenzkurve kann vom Anwender einefeste Datei (über „Fest“) hinterlegt oder eine individuellbei jeder Messung (über „Datei öffnen“) ausgewähltwerden. Die Bandbreite, um die die Messwerte von derReferenzkurve abweichen dürfen, kann sowohl auf einelineare als auch logarithmische Verteilung bezogen undentweder in Prozent oder absolut angegeben werden.
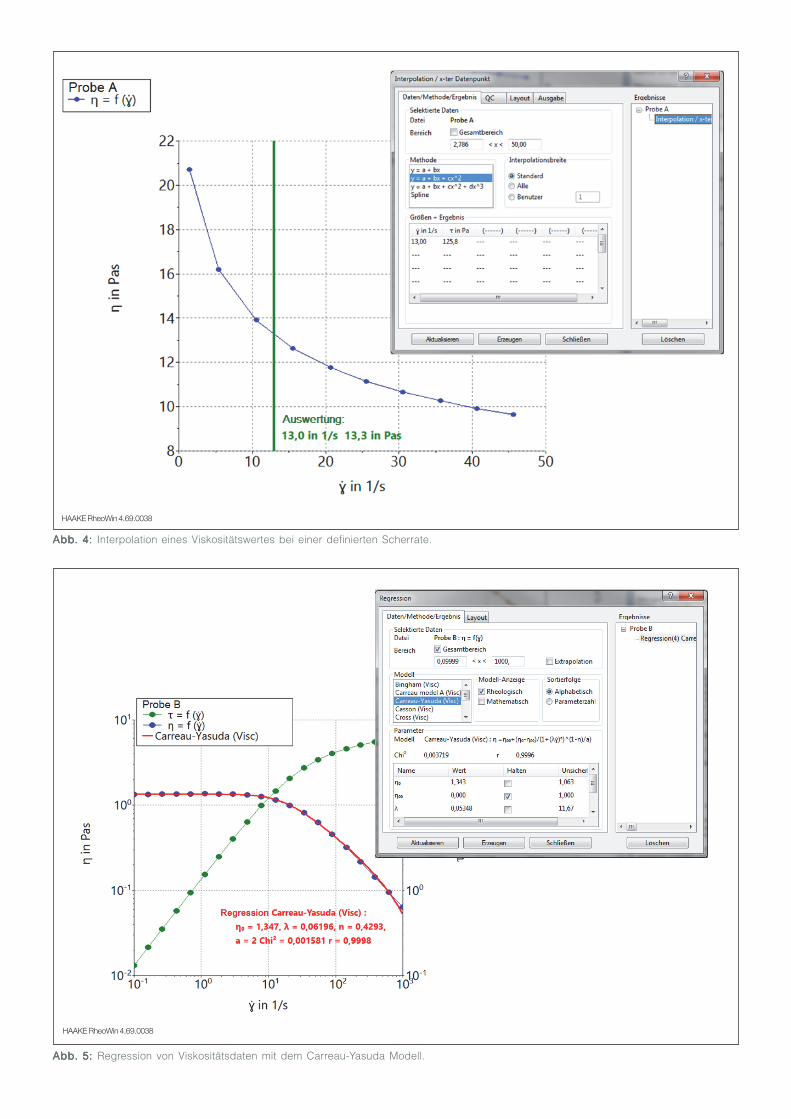
Interpolation mit AbweichungstoleranzInterpolation mit AbweichungstoleranzInterpolation mit AbweichungstoleranzInterpolation mit AbweichungstoleranzInterpolation mit AbweichungstoleranzEine Interpolation ist die Berechnung eines Datenpunkteszwischen zwei Messpunkten. Sie kann automatisch imAnschluss an eine Messung durchgeführt werden (Abb. 4).Dazu stehen verschiedene Methoden zur Auswahl. Fürdie Interpolationswerte kann ebenfalls eine Abweichungs-toleranz festgelegt werden, innerhalb derer die Interpola-tionswerte für OK befunden werden, damit die Test-substanz die Qualitätsbeurteilung besteht.
AbbAbbAbbAbbAbb. . . . . 22222: : : : : Definition eines Qualitätskriteriums in einer Mess- undAuswerteprozedur.
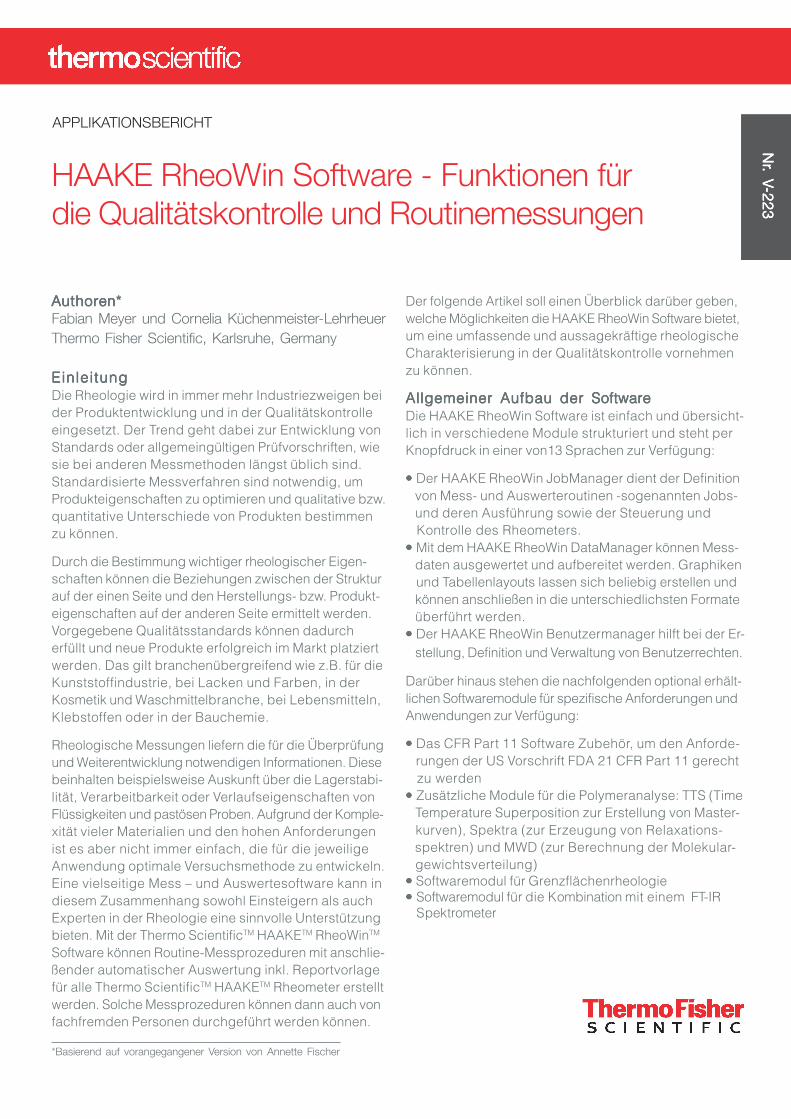
Zur Erstellung von Jobs mit dem HAAKE RheoWinJobManager stehen vordefinierte Elemente zur Verfügung(Abb. 1). Diese decken alle Aspekte einer Standard-arbeitsanweisung (Standard Operating Procedure, SOP)ab und beinhalten:
••••• Geräteeinstellungen vor und nach der Messung••••• Einstellungen zur Messung••••• Datenauswertung••••• Datenverarbeitung, Export••••• Erstellung von Reporten
Abb. 1: Abb. 1: Abb. 1: Abb. 1: Abb. 1: Elemente zur Erstellung einer Mess- und Auswerteprozedurmit dem HAAKE RheoWin JobManager.
2
RegressionRegressionRegressionRegressionRegressionZur Regressionsanalyse stehen in der HAAKE RheoWinSoftware rheologische und mathematische Modelle zurVerfügung (Abb. 5). Es ist auch eine Extrapolation derDaten über den gemessenen Bereich hinaus möglich.Nach der Regression werden alle kalkulierten Parameterangegeben und zusammen mit den Messdaten ge-speichert.
ErErErErErmittlung des linearmittlung des linearmittlung des linearmittlung des linearmittlung des linear-viskoelastischen Ber-viskoelastischen Ber-viskoelastischen Ber-viskoelastischen Ber-viskoelastischen BereicheseicheseicheseicheseichesInnerhalb des linear-viskoelastischen Bereiches sind dierheologischen Parameter unabhängig von der angelegtenSchubspannung und Deformation. Der linear-viskoelastischeBereich einer Probe kann mittels eines Oszillation-Sweep-Experiments bei konstanter Frequenz ermittelt werden.Die HAAKE RheoWin Software ermöglicht die automatischeBestimmung des linear-viskoelastischen Bereichs aus einem
HAAKE RheoWin 4.69.0038
Abb. 3: Abb. 3: Abb. 3: Abb. 3: Abb. 3: Referenzkurve mit Abweichungstoleranz.
Amplituden-Sweep (Abb. 6). Das Ende des linear-visko-elastischen Bereichs ist bei der Schubspannung oder derDeformation erreicht, bei der die rheologischen Parametervom konstanten Wert abweichen. Welcher Parameter fürdie Auswertung genutzt wird (G’, G’’ Iη*I, δ oder tan δ)kann vom Anwender ausgewählt werden. Der linear-visko-elastische Bereich kann als Funktion der Schubspannungoder der Deformation bestimmt werden. Die HAAKE RheoWinSoftware ermöglicht auch die Bestimmung des linear-visko-elastischen Bereichs gemäß den Vorgaben der DIN 51810-2.
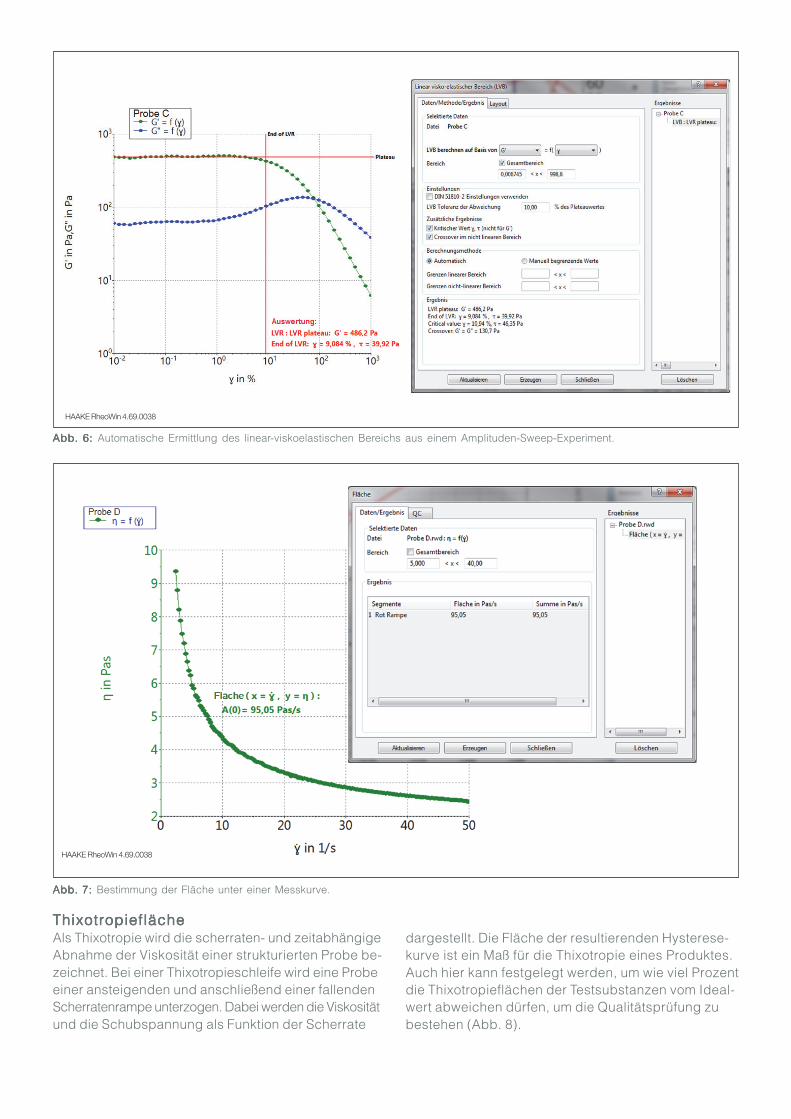
Fläche unter einer MesskurveFläche unter einer MesskurveFläche unter einer MesskurveFläche unter einer MesskurveFläche unter einer MesskurveDie Fläche unter einer ausgewählten Messkurve kannberechnet und ein oberer und unterer Flächengrenzwertals Qualitätskriterium festgelegt werden (Abb. 7). Liegtdie Fläche unter der Messkurve einer Testsubstanzinnerhalb der so festgelegten Vorgaben, erhält die Probedie Qualitätsbeurteilung OK.
3
AbbAbbAbbAbbAbb. . . . . 44444: : : : : Interpolation eines Viskositätswertes bei einer definierten Scherrate.
HAAKE RheoWin 4.69.0038
HAAKE RheoWin 4.69.0038
AbbAbbAbbAbbAbb. . . . . 55555: : : : : Regression von Viskositätsdaten mit dem Carreau-Yasuda Modell.
4
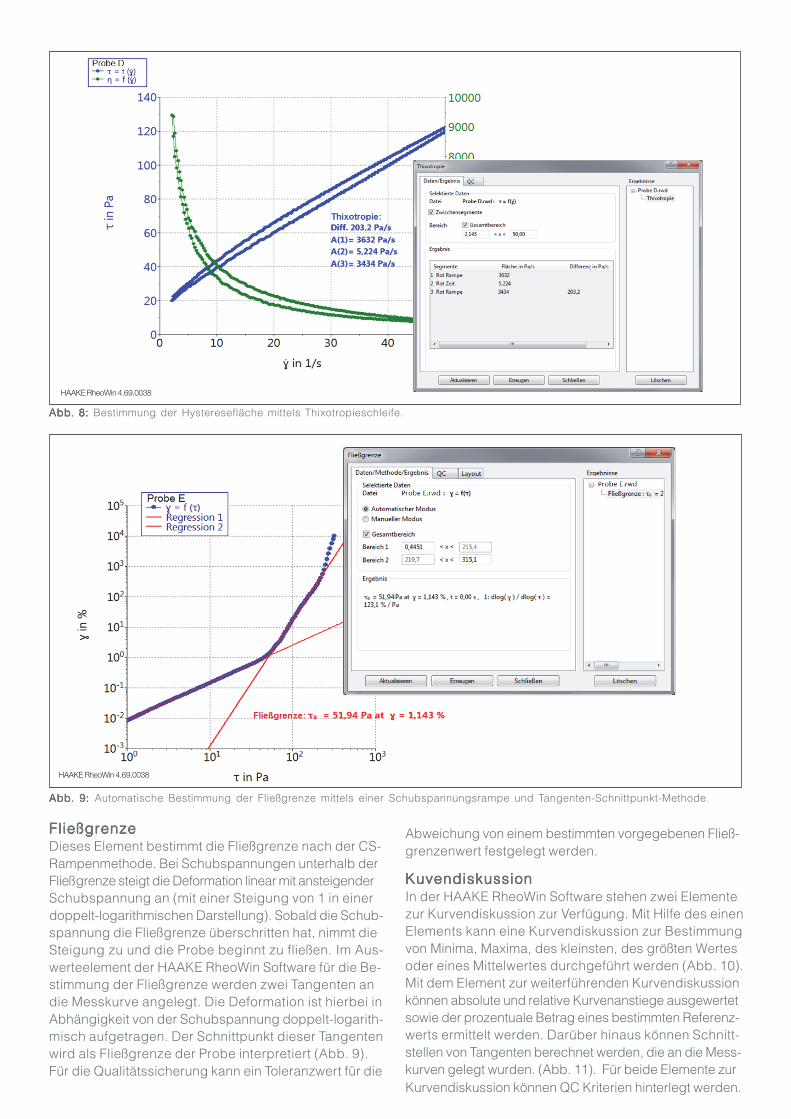
ThixotropieflächeThixotropieflächeThixotropieflächeThixotropieflächeThixotropieflächeAls Thixotropie wird die scherraten- und zeitabhängigeAbnahme der Viskosität einer strukturierten Probe be-zeichnet. Bei einer Thixotropieschleife wird eine Probeeiner ansteigenden und anschließend einer fallendenScherratenrampe unterzogen. Dabei werden die Viskositätund die Schubspannung als Funktion der Scherrate
HAAKE RheoWin 4.69.0038
AbbAbbAbbAbbAbb. . . . . 66666: : : : : Automatische Ermittlung des linear-viskoelastischen Bereichs aus einem Amplituden-Sweep-Experiment.
AbbAbbAbbAbbAbb. . . . . 77777: : : : : Bestimmung der Fläche unter einer Messkurve.
dargestellt. Die Fläche der resultierenden Hysterese-kurve ist ein Maß für die Thixotropie eines Produktes.Auch hier kann festgelegt werden, um wie viel Prozentdie Thixotropieflächen der Testsubstanzen vom Ideal-wert abweichen dürfen, um die Qualitätsprüfung zubestehen (Abb. 8).
HAAKE RheoWin 4.69.0038
5
FließgrenzeFließgrenzeFließgrenzeFließgrenzeFließgrenzeDieses Element bestimmt die Fließgrenze nach der CS-Rampenmethode. Bei Schubspannungen unterhalb derFließgrenze steigt die Deformation linear mit ansteigenderSchubspannung an (mit einer Steigung von 1 in einerdoppelt-logarithmischen Darstellung). Sobald die Schub-spannung die Fließgrenze überschritten hat, nimmt dieSteigung zu und die Probe beginnt zu fließen. Im Aus-werteelement der HAAKE RheoWin Software für die Be-stimmung der Fließgrenze werden zwei Tangenten andie Messkurve angelegt. Die Deformation ist hierbei inAbhängigkeit von der Schubspannung doppelt-logarith-misch aufgetragen. Der Schnittpunkt dieser Tangentenwird als Fließgrenze der Probe interpretiert (Abb. 9).Für die Qualitätssicherung kann ein Toleranzwert für die
AbbAbbAbbAbbAbb. . . . . 88888: : : : : Bestimmung der Hysteresefläche mittels Thixotropieschleife.
Abweichung von einem bestimmten vorgegebenen Fließ-grenzenwert festgelegt werden.
KuvendiskussionKuvendiskussionKuvendiskussionKuvendiskussionKuvendiskussionIn der HAAKE RheoWin Software stehen zwei Elementezur Kurvendiskussion zur Verfügung. Mit Hilfe des einenElements kann eine Kurvendiskussion zur Bestimmungvon Minima, Maxima, des kleinsten, des größten Wertesoder eines Mittelwertes durchgeführt werden (Abb. 10).Mit dem Element zur weiterführenden Kurvendiskussionkönnen absolute und relative Kurvenanstiege ausgewertetsowie der prozentuale Betrag eines bestimmten Referenz-werts ermittelt werden. Darüber hinaus können Schnitt-stellen von Tangenten berechnet werden, die an die Mess-kurven gelegt wurden. (Abb. 11). Für beide Elemente zurKurvendiskussion können QC Kriterien hinterlegt werden.
AbbAbbAbbAbbAbb. . . . . 99999: : : : : Automatische Bestimmung der Fließgrenze mittels einer Schubspannungsrampe und Tangenten-Schnittpunkt-Methode.
HAAKE RheoWin 4.69.0038
HAAKE RheoWin 4.69.0038

6
Fig. Fig. Fig. Fig. Fig. 1010101010: : : : : Bestimmung des größten Werts für die Schubspannung mit dem Element zur Kurvendiskussion.
AbbAbbAbbAbbAbb. . . . . 1111111111: : : : : Weiterführende Kurvendiskussion für G‘ und G‘‘ Daten aus einem Aushärtungsexperiment.
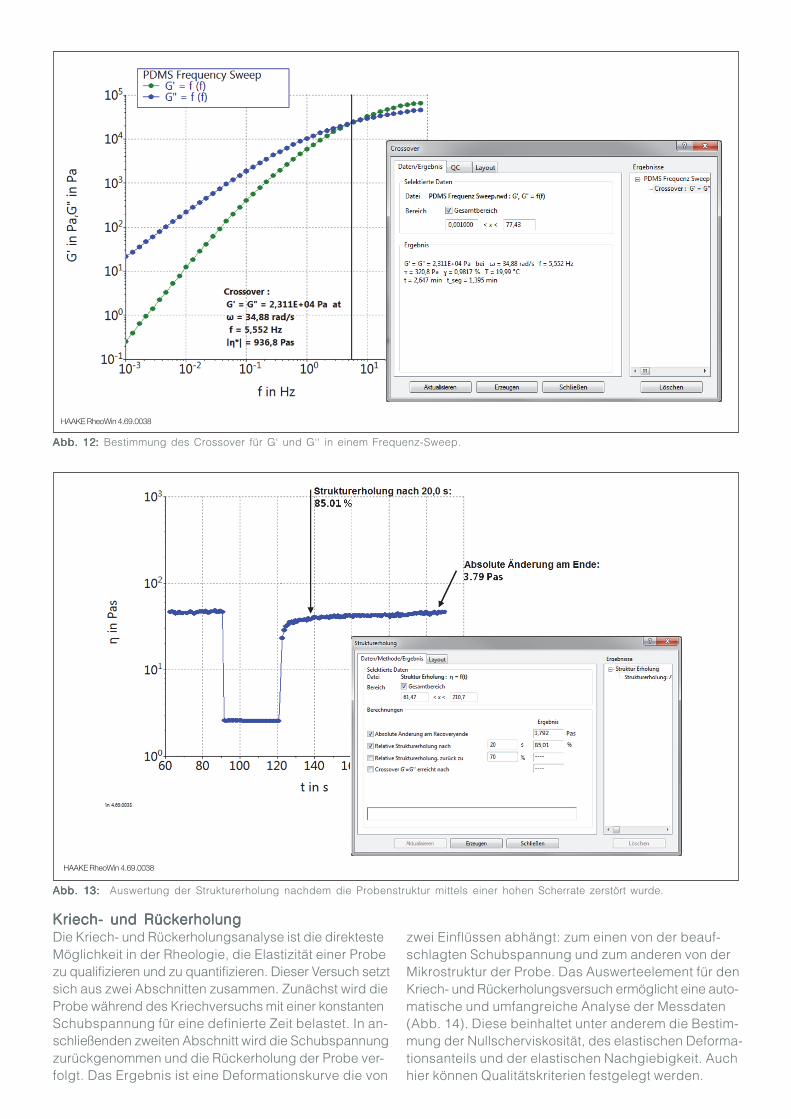
Kreuzungspunkt („Crossover“)Kreuzungspunkt („Crossover“)Kreuzungspunkt („Crossover“)Kreuzungspunkt („Crossover“)Kreuzungspunkt („Crossover“)Bei der Crossover-Bestimmung wird der Kreuzungspunktdes Speichermoduls G’ und des Verlustmoduls G’’ aus einerOszillationsmessung bestimmt. Diese umfasst Amplituden-und Frequenz-Sweep-Experimente sowie zeit- und temperatur-abhängige Messungen (Abb. 12). Auch hier kann ein Sollwertmit Toleranzabweichung vorgegeben werden, den dasProdukt erreichen muss, um den erwünschten Qualitäts-standard zu erfüllen (Abb. 12).
StrukturerholungStrukturerholungStrukturerholungStrukturerholungStrukturerholungDas Strukturerholungselement gibt Auskunft darüber, wieschnell und wie gut sich ein Produkt erholt, dessen Struktu-ren durch Scherung zerstört wurden. Ein Strukturerholungs-test besteht aus drei Abschnitten. Im ersten Abschnittwird die Viskosität oder die komplexe Viskosität der intak-
ten Struktur als Referenz gemessen. Im zweiten Abschnittwird die Struktur der Probe mittels einer hohen Scherrategezielt zerstört. Im dritten Abschnitt wird die beaufschlagteSchubspannung oder Scherrate auf den Wert aus demersten Abschnitt reduziert und der Wiederaufbau der Struk-tur verfolgt. Im HAAKE RheoWin Software Element zurAuswertung des Strukturaufbaus werden die Daten ausdem ersten und dem dritten Abschnitt verglichen (Abb. 13).Es können die absolute Änderung zwischen dem erstenund dem Ende des dritten Abschnitts ermittelt werden,die relative Strukturänderung nach einer bestimmten Zeitoder aber die Zeit berechnet werden, bis eine relativeStrukturerholung erreicht wurde. Darüber hinaus kann dieZeit bis zum Erreichen des Crossovers von G‘ und G‘‘ inder Erholungsphase ausgewertet werden (die Probe wirdwieder dominant elastisch).
HAAKE RheoWin 4.69.0038
HAAKE RheoWin 4.69.0038
7
AbbAbbAbbAbbAbb. . . . . 1212121212: : : : : Bestimmung des Crossover für G‘ und G‘‘ in einem Frequenz-Sweep.
HAAKE RheoWin 4.69.0038
Kriech- und RückerholungKriech- und RückerholungKriech- und RückerholungKriech- und RückerholungKriech- und RückerholungDie Kriech- und Rückerholungsanalyse ist die direktesteMöglichkeit in der Rheologie, die Elastizität einer Probezu qualifizieren und zu quantifizieren. Dieser Versuch setztsich aus zwei Abschnitten zusammen. Zunächst wird dieProbe während des Kriechversuchs mit einer konstantenSchubspannung für eine definierte Zeit belastet. In an-schließenden zweiten Abschnitt wird die Schubspannungzurückgenommen und die Rückerholung der Probe ver-folgt. Das Ergebnis ist eine Deformationskurve die von
zwei Einflüssen abhängt: zum einen von der beauf-schlagten Schubspannung und zum anderen von derMikrostruktur der Probe. Das Auswerteelement für denKriech- und Rückerholungsversuch ermöglicht eine auto-matische und umfangreiche Analyse der Messdaten(Abb. 14). Diese beinhaltet unter anderem die Bestim-mung der Nullscherviskosität, des elastischen Deforma-tionsanteils und der elastischen Nachgiebigkeit. Auchhier können Qualitätskriterien festgelegt werden.
HAAKE RheoWin 4.69.0038
Abb. 13: Abb. 13: Abb. 13: Abb. 13: Abb. 13: Auswertung der Strukturerholung nachdem die Probenstruktur mittels einer hohen Scherrate zerstört wurde.

2
Mehr unter thermofisherthermofisherthermofisherthermofisherthermofisher.com/rheometers.com/rheometers.com/rheometers.com/rheometers.com/rheometers
Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.Nur für Forschungszwecke verwenden. Nicht für Verwendung in diagnostischen Verfahren.© 2017 Thermo Fisher Scientific Inc. Alle Rechte vorbehalten. Markennamen gehörenThermo Fisher Scientific bzw. nationalen Niederlassungen. V223 0517V223 0517V223 0517V223 0517V223 0517
ZusammenfassungZusammenfassungZusammenfassungZusammenfassungZusammenfassungDie HAAKE RheoWin Software ermöglicht eine umfas-sende Untersuchung von Produkteigenschaften und dierheologische Charakterisierung von flüssigen, pastösenund festen Proben. Der Anwender kann schnell undeinfach geeignete Messprozeduren für verschiedeneApplikationen und Produkte erstellen. Es stehen zahl-reiche Auswerteroutinen zur Verfügung, die mittels indi-vidueller QC Kriterien erweitert werden können. Damitwird eine komfortable Nutzung standardisierte Metho-den in der Qualitätskontrolle sichergestellt.
Abb. 14: Abb. 14: Abb. 14: Abb. 14: Abb. 14: Analyse eines Kriech- und Rückerholungsversuchs.
HAAKE RheoWin 4.69.0038
2
Individuelle ServiceleistungenIm Hinblick auf kundenorientierten Service haben wir uns Ziele wie kurze Antwortzeiten, individueller Leistungsumfangund kundenspezifische Systemlösungen gesetzt. Um den vielfältigen Anforderungen schnell und flexibel gerecht zuwerden, bieten wir umfangreiche Dienstleistungen.
Applikationslaboratorien und -beratungKompetenz und Offenheit für Neues steht für die Qualität der Arbeit in hervorragend ausgestatteten Applikationslabors.Hier werden Kundenproben vermessen, Applikationen optimiert und innovative Anwendungen entwickelt.
Schulungen, Seminare und WebinareWir bieten unseren Kunden aus aller Welt ein umfangreiches Seminar- und Schulungsprogramm von Grundlagen der Rheologie bis hin zu Fortgeschrittenen- und Fachseminaren. Diese werden weltweit durchgeführt und individuell abgestimmt für Kunden vor Ort.
Mehr Informationen finden Sie unter:
www.thermofisher.com/MARSwww.thermofisher.com/rheometerswww.thermofisher.com/mc-seminarswww.thermofisher.com/ mc-webinars
![Rheologie diaporama 2013 cor [Mode de compatibilité] · RHEOLOGIE Description des déformations et des écoulements de la matière VISQUEUX VISCO ELASTIQUE ELASTIQUE Loi de Newton](https://img.pdfslide.net/doc/110x75/5b9e417309d3f2d7748c2e88/rheologie-diaporama-2013-cor-mode-de-compatibilite-rheologie-description.jpg)