-
8/12/2019 Risk Assesment of Estonian Oil Fields
1/7
The 12 th International Conference ofInternational Association
for Computer Methods and Advances in Geomechanics (IACMAG)1-6
October, 2008Goa, India
Risk Assessment of Surface Miner for Estonian Oil Shale
MiningIndustry
S. Sabanov, J-R. PastarusDept. of Mining, Tallinn University of
Technology, Tallinn, Estonia
O. Nikitin, E. VliDept. of Development, AS Eesti Plevkivi, Jhvi,
Estonia
Keywords: high-selective mining, risk estimation
The paper deals with risk assessment of a high-selective
oil-shale mining technology using surface miner Wirtgen2500SM. This
study addresses risk associated with productivity and cutting
quality on example of Estonian oilshale deposit in areas with
complicated layering conditions. The risk assessment method allows
choosingrelevant technology with friendly environment and economic
value. For risk estimation the event tree is used. Theresults of
the risk assessment are of practical interest for different
purposes.
1 Introduction
About 98% of electric power and a large share of thermal power
were produced from Estonian oil shale. Miningsector faces
challenges to increase the output of mines and to minimize the
environmental impact of mining atthe same time. Continuous mining
and milling techniques for the hard rock industry are up to now
limited throughthe hardness of rock material. The application
limits for the future technique will be placed above the limits
ofbucket wheel excavating systems with a diggability of normal up
to 10 MPa of uniaxial compressive strength(UCS). This can be
expanded with special designed excavators for frozen hard coal or
soft limestone (Wilke at al.1993). Horizontal and vertical ripping
techniques are currently used for materials up to 50 MPa UCS,
sometimescombined with in-pit crushing systems.
Surface mining is carried out in open casts with maximum
overburden thickness of 30 m. Draglines with 90 mboom length and 15
m 3 bucket size are used for overburden removal. Hard overburden
consists of limestonelayers and is blasted before excavation. Oil
shale layers are blasted as well or broken by ripping
(semi-selectivemining). Disadvantage of ripping is excessive
crushing of oil shale by bulldozer crawlers. Excavated rock
istransported with 32-42 or 60 tonnes trucks (Belaz and Euclid) to
the processing or crushing plant depending onopencast.
Aim of the research and in-situ SM testing is to introduce
continuous mining technology on example of Estonianoil shale
deposit in areas with arduous layering conditions. The results of
in-situ testing can be used to improveexisting situation in mining
fields with complicated geological conditions and in densely
populated regions.
Continuous surface miners can find their natural applications in
projects where drilling and blasting is prohibitedor where
selective mining of mineral seams, partings and overburden is
required. Besides they offer furtheradvantages less mineral loss
and dilution, improved mineral recovery especially in areas
sensitive to blasting,less stress and strain on trucks due to
minimum impact of the excavated material, primary crushing and
fragmentation of mineral rock, reduced capacity requirements for
preparation plants.
The high-selective oil-shale mining technology introduces by
surface miner (SM) Wirtgen SM2500 and the first 9months of testing
results at Narva open-pit in Estonia. The technology allows to
decrease oil-shale loses from10-15% up to 5-7% on in-situ
conditions. Mining process of the surface miner has a lower
disturbing impact,which is topical in open casts and quarries
especially in densely populated areas. The low level of dust and
noiseemissions and also very low vibration are arguments to mine
oil shale with surface miner instead of drilling-blasting
operations. (Nikitin at al., 2007)
The most perspective advantage of SM is high-selective mining.
Surface miner can cut limestone and oil-shaleseams separately and
more exactly than rippers (2-7 cm) with deviations about one
centimeter. It is estimatedthat due to precise cutting enables
surface miner to increase the output of oil shale up to 1 tone per
square
1836
-
8/12/2019 Risk Assesment of Estonian Oil Fields
2/7
meter. It means, that oil-shale looses on the case of SM
technology can be decreased from conventional 12 up to5 percent
2 Risk analysis of surf ace miner Wirtgen 2500M techno logy
Continuous surface miner, which are designed to cut softer rock
materials like sandstone, clay, bauxite, hardcoal, phosphate,
gypsum and marl are operating between 10 MPa and 70 MPa compressive
strength. Nowadays,road cutting machines are working materials up
to 100-110 MPa compressive strength. The very recentdevelopments
show that there is a need for investigations to enlarge the
mentioned application limits.
The Wirtgen 2500SM design with a mid-located cutting drum
(diameter 1.4m, cutting width 2.5m) was expected tobe more
promising for hard rock (80-110 MPa) applications than the
front-end designs. Here, the whole weight ofthe machine (100 t) is
available for the penetration process and only a smaller torque
resulting from the cuttingprocess (cutting depth up to 0.6m) has to
be counterbalanced. Besides, the surface miner with middle
drumconcept moves during the winning process. Due to this great
moved mass, much more dynamic mass forces arepossible than during
the movement of the small mass of the cutting organ mounted on a
boom.
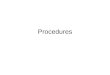
Modifications and development work for the tested SM focused
mainly on the corresponding cutting drums(number of cutting lines)
and specifications of the cutting tools, different loading
technologies (windrowing ordirect truck loading) also (Figure 1 a,
b).
(a)
(b)
Figure 1. Different loading technologies: windrowing (a) and
direct truck loading (b)
2.1 Rock Breakability Results
To be able to transfer the achieved results to other EU rock
mines, it is necessary to identify the SM and cuttingrock
parameters responsible for the breakability factor of a deposit.
The development of such a generalisedclassification system is
therefore an important objective of the project as well.
Applying statistical distribution according to Weibull, the
function of size distribution of oil-shale particles may beassumed
as follows:
W = 1 exp[( d/d0)m] (1)
where d0 = d 0.63 is diameter of screen opening to pass 63.2% of
broken oil shale; m is breakability factor.
The results from sieving analysis made for limestone and
oil-shale layers show that for Narva open pit test siteconditions
breakability factor m = 1.1. Hence, the share of oil shale passing
the 25 25-mm screen in the totalmine-run shale equals to
25 = d 25 = 1 [(25/ d0.63 )1.1 ] (2)
where, d0.63 = 20.0 + 2.16S for SM up-cutting direction (see
Figure ); S is cross-section of cut, cm2.
In 1968 E. Reinsalu had proposed an approximate relationship
between energy consumption by differentmethods of breaking and
average size of mined oil-shale particles, which was later
completed with the present
1837
-
8/12/2019 Risk Assesment of Estonian Oil Fields
3/7
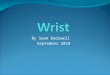
investigation data (Figure 2).
Concentratibility and trade oil shale grade depend on sizing
extracted oil shale, which, in its turn, is closely relatedto
energy consumption and the selected method of oil shale breaking.
Equation (3) and Figures 3 a, 3 bdemonstrates the correlation of
the distribution law parameters and specific energy consumption
with theparameters of oil-shale and limestone particles sizing. The
tested SM sizing parameters are inside the areas withnumber 7 and 8
( Figure 2 a).
(a) (b)
Figure 2. Effect of method of breakage on specific energy
consumption (A.) and the resulting average oil shaleand limestone
sizing (B.)
Where, 1 drilling in limestone; 2 drilling in oil shale; 3
cutting machine in limestone; 4 cutting machine in oilshale; 5
cutting of layer B with shearer loader UKR-1; 6 cutting with
shearer; 7 cutting with DKS (a mean formeasuring cuttability) in
limestone; 8 cutting with DKS in oil shale; 9 breaking with ripper
(surface mining);Wirtgen 2500SM sizing data (up-cutting direction):
cutting in oil-shale complex EF (0.43m); cutting inlimestone seams
A/B (0.18m) and C/D (0.25m); cutting in oil-shale complex CB
(0.36m).
3 Risk estimation of surface miner testing results
The Wirtgen 2500SM was delivered to AS Eesti Plevkivi at the end
of 2006. The testing of SM was beginning atNarva oil-shale open
cast. The SM testing was held from 01.01.2007 to 30.09.2007 and was
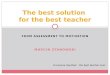
estimated by fourtesting phase (Figure 3). The machine was operated
in two or three-shift systems.
During the first testing phase (I) 145 total operating hours
from 200 available (9.4 m/min) and during the secondtesting phase
(II) 151 from 208 available shift-hours (9.0 m/min) the SM with
direct truck loading was tested. Butthe real cutting time was 35
and 41% from available shift-hours for the each period
correspondingly. During thethird testing phase (III), 4130 total
operating hours from 5416 available shift-hours the SM with about
26% ofwindrowing. For the fourth testing phase (IV) 111 total
operating hours from 112 available shift-hours the SMwindrowing
achieved 100%. The average cutting speed during the real cutting
time was 11.5 m/min. For thewhile period real cutting time is about
46%, where on average during the shift-time 33% SM operated on
oil-shalelayers and 13% on limestone (layers C/D and B/A). The
Figure 3 illustrates the shift-hours distribution graphics forthe
testing phases.
1838
-
8/12/2019 Risk Assesment of Estonian Oil Fields
4/7
Direct truck loading Direct truck loading
I testing phase
24%
36%
27%
13%
S er vi ce C ut ti ng Wai ti ng Ma ne uve rs
II testing phase
29%
41%
27%
3%
S er vi ce C ut ti ng Wai ti ng M an eu ve rs
Windrowing 26% Windrowing 100%
III testing phase
30%
46%
20%4%
S er vi c e C ut ti ng Wa it in g M an eu ve rs
IV testing phase
56%35%
1% 8%
S er vi c e C ut ti ng Wa it in g M an eu ve rs
Figure 3. The shift-hours distribution graphics for the while
testing period.
During the testing phase registered waiting is about 27%.
Obviously, the main reason is direct truck loadingmethod. Analysis
has shown that by direct truck loading method, truck-waiting
downtime decrease real cuttingtime by 1.0-1.5 hour per shift and
average cutting speed by 20-25%. The percent of waiting include
about 7% oftime looses for trucks exchanging, about 6% for SM upper
conveyor manoeuvres, then about 6% for spade-work(SM controlling
before and after the shift) and up to 10% time looses due to the
ground water problems.
y = 16,299e 0,0226x
R2
= 0,8288
0
20
40
60
80
0 20 40 60 80
Windrowing, %
P r o
d u c
t i v
i t y ,
%
Figure 4. Dependence of SM productivity on windrowing
percentages
As you can see from the graph (Figure 4), there is a great SM
productivity potential when windrowing percent isgrowing. The
additional LHD-machine operating and SM depreciation costs greater
oil-shale excavation rate iscoating. As a result the oil shale
operating cost can be reduced up to 10-15%.
Main aspects influencing the efficiency of the combine work
concern the duration of the processes. Cuttingdifferent layers,
track dumper loading (waiting), manoeuvres and maintenance
processes are the most importantfactors. Investigations have shown
that duration of the processes influence on productivity. The main
quantitativeapproach used in risk estimation is the event tree
method (Calow, P. 1998). This method was selected as the
1839
-
8/12/2019 Risk Assesment of Estonian Oil Fields
5/7
most appropriate one for the risk estimation of the SM. In the
first stage of the project time factor was taken intoconsideration.
For probability determination the empirical approach was used
(Williams at al. 2004). The eventtree indicating the probabilities
of the SM processes and spent time. It is possible to select
different variants andto determine the probability of one.
The event tree allows determining time deviations from average
value (Figure 5). Four different testing phases (I-IV) of the SM
were observed. For determination suitable variant greatest negative
numbers were chosen incomparison analysis with maximal possible
productivity received during the tests. Application of the fault
tree is
presented in Table 1. Selected variant of the tests give
different value of the probabilities and deviations from theaverage
value. For determination the higher productivity is necessary to
give attention on processes with positivevalue and improve it
quality (Figure 5).
0.06 0.957
- 0.530
-0.216
-0.110
-0.013
-0.244
-0.311
0.258
-0.308
-0.164
-0.141
0.6140.449
0.429
0.075
I
II
III
-0.10
- 0.01
-0.03
-0.02
0.02
0.21
-0.05
-0.06
- 0.11
-0.05
0.01
0.08
0.08
-0.11
Cutting
Manoeuvres
Waiting
Maintenance
Full circle
0.46
0.35
0.06
0.19
I
I
I
II
II
II
III
III
III
IV
IV
IV
Figure 5. Event tree of different processes
In case of excluding complicated geological condition higher
productivity can achieve owning to the windrowingmethod.
Table 1. Time deviations from the average value
Testing phases I II III IV
Maintenance -0.308 -0.164 -0.141 0.614
Cutting -0.216 -0.110 -0.013 -0.244
Waiting 0.449 0.429 0.075 -
Maneuvers 0.957 -0.530 -0.311 0.258
4 Risk evaluation
The thickest and harder limestone seam C/D (60-80 MPa) has
sufficient quality to produce aggregate for roadbuilding and
concrete. Separately extracted limestone (C/D and A'/B) can be left
directly in mine, which reduceshaul costs and increase run-out oil
shale heating value without additional processing.
The oil yield increase by 30%, up to 1 barrel per tone during
the oil shale retorting, because of better quality. Thesame
principle is valid for oil shale burning in power plants because of
less limestone containing in oil shale. Itsresults higher
efficiency of boilers, because up to 30% of energy is wasted for
limestone decompose during the
1840
-
8/12/2019 Risk Assesment of Estonian Oil Fields
6/7
burning process. Positive effect would result in lower carbon
dioxide and ash emissions (Adamson at. al 2006).
Another perspective of surface miner would apparent in places
with relative small overburden thickness (less than10 m) and near
the towns where the removal of hard overburden with SM should be
considered as well instead ofoverburden blasting. On these cases
the SM would cut considerably operating costs of stripping and
possibilitymine out reserves near the densely populated areas.
Another problem is the oil-shale bed geological characteristics.
Estonian oil-shale bed consists from oil-shale and
limestone seams with different thickness and compressive
strength. Oil shale is relatively soft rock with UCS 15-40 MPa but
limestone is 40-80 MPa. There are also places near the karsts zones
with 100-120 MPa compressivestrength. During the cutting process
the loads in cutting tools vary greatly due to the differences in
rock physicaland mechanical parameters, which lead increased
loading of the cutting drum.
The applicants have recently encountered many situations where
manufacturers cutting drum/head designs couldbe significantly
improved upon, as they were not tailored to the actual geotechnical
conditions predominant at themine. However, without more
user-friendly tools, the opportunity to make such improvements in
practice has beenlimited. Improved designs have the potential to
increase cutting speed and efficiency, reduce pick
replacementcosts, reduce machine down time through gearbox failure
and pick changing, improve machine reliability byreducing excessive
vibration during cutting, improve loading efficiency and reduce
fine oil shale and dustproduction. Research program to develop
design of cutting tools/drums to minimise cutting tools consumption
andmachine down time on the basis of testing data will be develop.
New design of cutting drums will lead to improvedtool cutting
(pick) loading efficiency with less fine rock and dust production.
The result of this work will be takeninto account for the next SM
design.
Development of mining machinery and mining technology by the way
of selective mining will improveenvironmental situation in Europe
and Baltic Sea region. Effect can be achieved in decreasing CO 2
emission, ashand water pollution.
Selective mining enhances the quality of oil shale. Through the
cutting quality the mineral resource utilisation ismore effective
and environmental impact is lower. The disturbing impact of
drilling-blasting operations in quarriesand open casts next to
densely populated areas causes vibration, dust and noise emissions
which are argumentsto stop operations where blasting is used.
Surface miner high-selective technology has perspectives due
toreduced dust and noise, non-existent vibration and dust emission
levels also.
By extending the applicability of the surface miner/road cutting
technology from soft material into semi-hard andhard rocks with UCS
of up to 110-120 MPa, an economically and environmentally
acceptable alternative to drillingand blasting could be available.
By taking into account the rock-mechanical and mine planning
aspects of the testapplication, an evaluation of the overall
economical feasibility and the transfer of the results to other
hard rockmines can be ensured.
5 Conclusions
Event tree allow determining suitable variant of different
processes for continuous surface miner. Fordetermination suitable
variant greatest negative numbers were chosen in comparison
analysis with maximalpossible productivity received during the
tests. Surface miner higher productivity in testing phase (IV)
wasachieved on account of 100 % windrowing method. The high cutting
performance can be explainable absence ofwaiting time. This
information allows finding adequate decision to improve quality of
the processes and avoidnegative influence.
Results obtained by this project can be using in different
industrial sectors. The main applications will be found inthe
surface mining and road construction sectors. New usage could be in
zones where rock soils will transformedinto zones with agricultural
capacities.
There is a couple of direct and indirect effects which reduce
oil shale cost prise on 20% due to less minerallosses, loading
method (windrowing) can optimize fuel consumption when
high-selective mining technology withsurface miner is applied. The
result of this work will be taken into account for the next surface
miner design.
6 Acknowledgements
The research was supported by the Estonian Science Foundation
(Grant ETF 6558).
7 References
Adamson, A., Jostov, M., Kattel, T. 2006. Perspectives for the
Mining of Oil Shale and Limestone with Surface Miner inEstonia.
Proc. ISCSM Aachen 2006.
1841
-
8/12/2019 Risk Assesment of Estonian Oil Fields
7/7
Calow, P. 1998. Handbook of Environmental Risk Assessment and
Management. Oxford, Blackwell Science,
Nikitin, O.; Vli, E. ; Sabanov, S.; Pastarus, J.-R. 2007. The
surface miner sustainable technology introduction for
oil-shalemining in Estonia. In: Environment. Technology. Resources:
Proc. 6th International Scientific and Practical
Conference,Rezekne, Latvia, 20-22 June, 2007. (Toim.) Noviks, G.;
Morozov, V.; Tepfers, R.; Leal, W.; Chrzan, T.. Rezekne, Latvia:
RAIzdevnieciba, 55 - 61.
Williams, D. J., Loch, R. J., Vacher, C. 2004. Risk assessment
applied to tunnel erosion of mine spoils // Proc. of the
11thTailings and Mine Waste Conference. 1013 October 2004, Vail,
Colorado, USA. P. 6370.
Wilke, F.L., Spachtholz, F.X. 1993. Operational Conditions for
Continuous Mining Systems in Hard Rock Open Pit Mines. BriteEuRam
II project BE 6044 of the European Commission,
www.tu-berlin.de.
1842