Embed Size (px)
Citation preview

Risk Assessment and Quality by Design (QbD) for Single Use Mfg. es g (Qb ) o S g e Use gFacilities
Applying risk assessment and QbD principles to design the ideal operation

IntroductionIntroduction• What is a facility design “process”
Wh t i id l bi f t i f ilit ?• What is your ideal biomanufacturing facility?
• What is Quality by Design (QbD) for mfg. facilities?
• Why a risk assessment leads to a Quality by design Facility
• Risk assessment of logistics flexibility vs product risk –
• Risk of logistics bottlenecks
• Risk of spills and product loss
• Risk of mfg. capacity loss
• Conclusions
2
BioMfg Facility Design ProcessBioMfg. Facility Design Process
Ideal facility theIdeal facility attributes, capabilities
the dream…
Risk Assessment of potential facility
The planning…potential facility
designs
“Quality by Design” Facility
The result !
3
Facility

What would your ideal Single Use (SU)What would your ideal Single Use (SU) biomanufacturing operation look like?
Robust and reproducible process
Maximize product quality
Operationally efficient process.
Maximum personal safetyMaximum personal safety.
Low capital cost and operating cost.
Fast start-up and changeover.
Adaptable for other uses/multi-products
4
p p

Why conduct a risk assessment for theWhy conduct a risk assessment for the design of your SU mfg. facility?• It can ensure and even increase product qualityIt can ensure and even increase product quality
• It can help avoid logistics bottlenecks
• It can increase facility production capacity RiskIt can increase facility production capacity
• It can save many millions of capital $
• It can save many millions of operating $
Risk Assessment leads to a better • It can save many millions of operating $
• It can avoid “rework” of the facility to fix problems
• It can help avoid project delays
Quality by Designresult
• It can help avoid project delays
• It can reduce overall project risk
• It f ilit t i FDA/EMA i ti
5
• It can facilitate passing FDA/EMA inspections

Key points of a SU facility risk assessmentKey points of a SU facility risk assessment• Mfg. technologies used
• Flexibility neededFlexibility needed
• (types of drugs, scale, expansion)
• Biosafety level
Logistics planning
Sizing of halls• Clinical or commercial production
• Mfg. capacity needs
• Process flow and people flow
Sizing of halls, gowning rooms, support areas, warehouse• Process flow and people flow
• Materials/capacity flow :
• Raw Materials (carry in, carry out)
warehouse
Functional adjacencies
• Wastes flow (carry out)
• Disposables flow (carry in, carry out)
Utiliti ( i )
j
Space relationships
6
• Utilities (some carry in)
• Cross contamination prevention

What is Quality by Design (QbD)?What is Quality by Design (QbD)?Historically:
• “QbD” is the approach to build quality into the mfg process• QbD is the approach to build quality into the mfg. process
• by studying the performance of the process to establish “process understanding”
• generate data, ranges for critical parameters: “design space” to run the process
• “QbD” practices are recommended by FDA and EMA:
• for “process understanding” and to establish the process “design space”p g p g p
• could reduce process validation burden
7

Extension of QbD Principles beyond “process”Extension of QbD Principles beyond process
• Extending the “QbD” concept to Equipment, Facilities, Operations and Regulatory:
Holistic view of Mfg. Quality:
• Equipment quality: use disposables to eliminate cross contamination
• Facility quality: remove operator to improve environment quality
• Operations quality: operations testing, excellence, training, and support
• Regulatory quality: improved and more robust regulatory package/submission
8

Consider this holistic view of QbD:Consider this holistic view of QbD:
Successful QP x QE x QF x QO x QR
Biomanufacturing =
Total Cost
QP = Process Quality (process understanding)
QE = Equipment Quality (produces and protects product)
QF = Facility Quality (flows, environment controls, space)
QO = Operations Quality (capacity, success rate, logistics)
QR = Regulatory Quality (validation package, robustness)
9
Total Cost = Capital and Operating Cost

How do we optimize the QE equipment quality?How do we optimize the QE equipment quality?
• Employ single use equipment wherever possible
• Eliminate cross contamination potential
• Fully scalable single-use bioreactor... the “engine”engine
• Fully scalable single use downstream processing
• Open technology platform uses best-in-class• Open technology platform uses best-in-class downstream unit operations
• Open platform process automation technology to control and monitor processes
But: single use technologies create l h ll
10
logistics challenges!
PG1

Slide 10
PG1 you might want to show the storngarm automation interface a little larger, since it is a key part of our differentiationpgalliher, 5/3/2011

How do we optimize QF Facility Quality?How do we optimize QF Facility Quality?
• Environmental controls• Functional adjacencies• Logistics planning – carry in and carry out:• Materials/capacity flow :• Materials/capacity flow :
•Raw Materials (carry in, carry out)•Wastes flow (carry out)Di bl fl ( i t)
Logistics bottlenecks
•Disposables flow (carry in, carry out)•Utilities (some carry in)
• Product and capacity risk –p y• Cross contamination prevention • Loss of product during an excursion• Loss of production capacity during an excursion
11
• Loss of production capacity during an excursion

How do we optimize QO Operational QualityHow do we optimize QO Operational Quality
• Understand mfg. capacity needs
U d t d j t t• Understand project management
• Understand mfg. controls
• Understand GMP documentation
• Training and practice runs – practice makes perfect
• Working in partnership with smart customers
• sandbox, engineering runs
• Tox runs
• GMP runs
12

How to avoid conflicts in facility design –How to avoid conflicts in facility design logistics flexibility vs. product safety risk
Manufacturing in a closed system in an open CNC space:
• M t fl ibl l i ti i / t l i ti• Most flexible logistics – carry in/out logistics are very easy
• Highest product risk: high risk of catastrophic product loss in CNC suite
Manufacturing in a multiple clean room facility:
• Least flexible logistics: multiple clean rooms bottleneck carry in/out logistics
• Lowest product risk: multiple clean rooms segregate/protect product
13

Are flexibility and product risk mutually
Strategy 1Single-Use in Segregated
Are flexibility and product risk mutually exclusive?
Single Use in Segregated Clean Rooms• High quality, low risk• Logistical traffic jams
Spill compromises entire• Spill compromises entire clean room
Logistical Efficiency
1
14
Risk Reduction
PG2
Slide 14
PG2 yes, the "carry in/carry out" paradigm rules here. pgalliher, 5/3/2011

Are flexibility and product risk mutuallyStrategy 1Single-Use in Segregated Clean Rooms
Are flexibility and product risk mutually exclusive?
Rooms• High quality• Logistical traffic jams• Spill compromises entire clean
room2
Logistical Efficiency
Strategy 2SU Closed process in gray space• Highly efficientHighly efficient• High risk of product loss• Spill compromises entire
facility
1
15
Risk Reduction

Are flexibility and product risk mutually
Strategy 1Single-Use in Segregated
Are flexibility and product risk mutually exclusive?
1 3
Single Use in Segregated Clean Rooms• High quality• Logistical traffic jams
Logistical Efficiency
Strategy 2Closed process in gray space• Highly efficient• High risk of catastrophic• High risk of catastrophic
failure
Strategy 3Single-Use, single suite
2g , g
Micro Environments• High quality• Efficient flows• Spill compromises single
16
Risk Reduction • Spill compromises single module
PG5
PG6

Slide 16
PG5 maybe a second graphic of the effect of a spill in a multiple clean roon facility would be helpful.pgalliher, 5/3/2011
PG6 "product risk" vs "safety"pgalliher, 5/3/2011

Are safety and efficiency mutually exclusive?Are safety and efficiency mutually exclusive?
Strategy 1Single-Use in Segregated
1 3
Single Use in Segregated Clean Rooms• High quality• Logistical traffic jams
Logistical Efficiency
Strategy 2Single Use closed process in gray space• Highly efficientHighly efficient• High risk of catastrophic
failureStrategy 3
2 Single-Use, single suiteMicro Environments• Very low risk• Efficient flows
17
Product Risk Reduction
PG7
PG8

Slide 17
PG7 maybe a second graphic of the effect of a spill in a multiple clean roon facility would be helpful.pgalliher, 5/3/2011
PG8 "product risk" vs "safety"pgalliher, 5/3/2011

Are flexibility and product risk mutuallyAre flexibility and product risk mutually exclusive?Logistics bottlenecks in multiple clean room
MEDIA BUFFERg p
facility:
LABSU.S.P.
U.S.P.
LOCKERS/GOWNING
EQUIP.PREP
C.I.P./
D.S.P.
D.S.P. WAREHOUSEOFFICES
C.I.P./S.I.P.
WASH
PLANT UTILITIES
CLEAN UTILITIES
18
UTILITIESUTILITIES
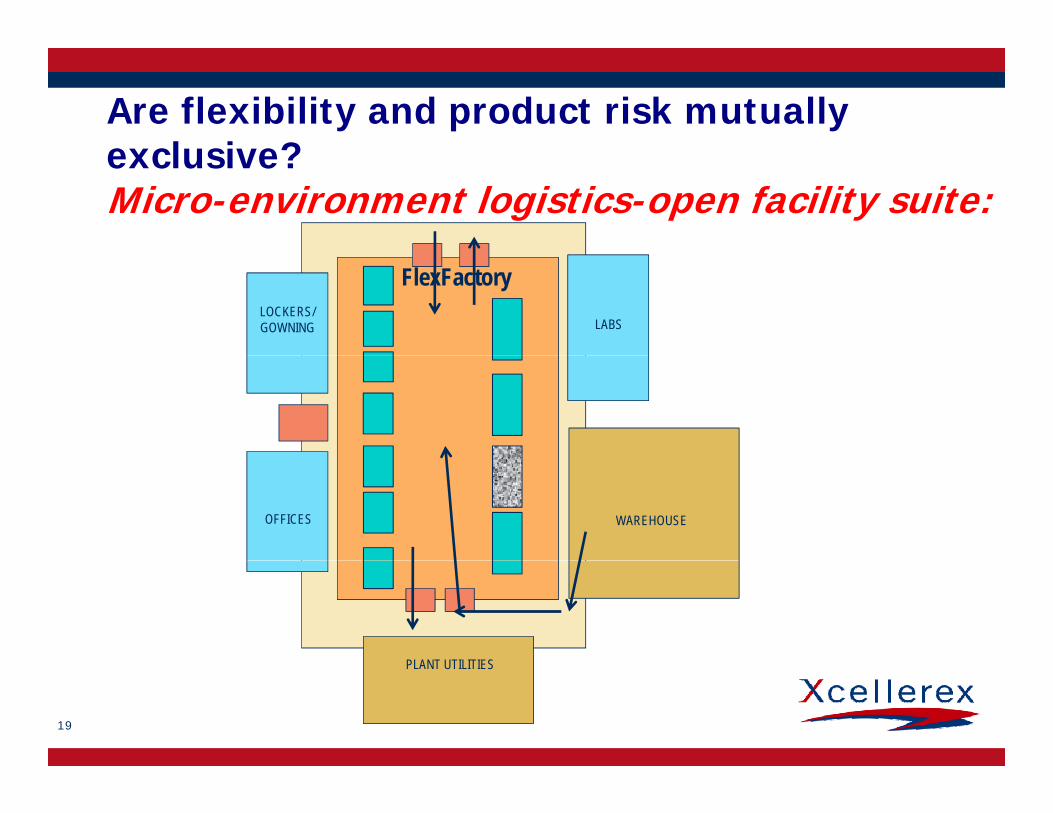
Are flexibility and product risk mutually exclusive?exclusive?Micro-environment logistics-open facility suite:
LOCKERS/GOWNING LABS
FlexFactory
OFFICES WAREHOUSE
PLANT UTILITIES
19
PLANT UTILITIES
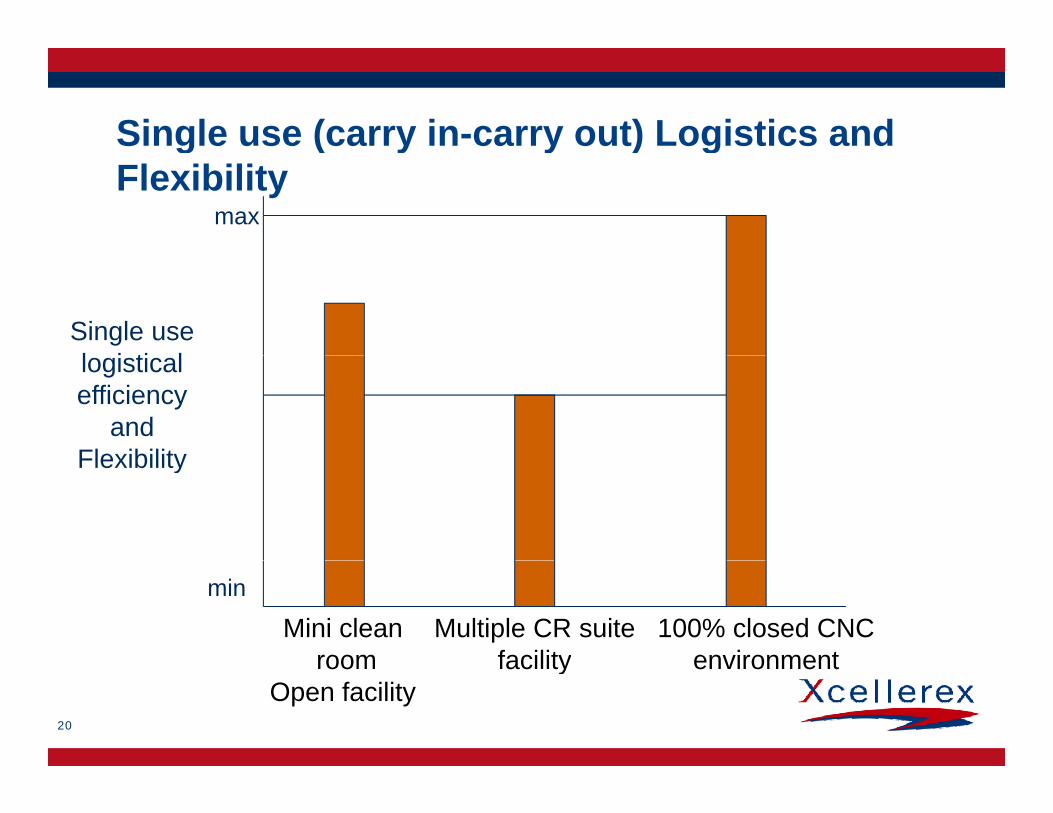
Single use (carry in-carry out) Logistics and
max
g ( y y ) gFlexibility
Single usel i ti llogistical efficiency
and FlexibilityFlexibility
100% closed CNC environment
Multiple CR suite facility
Mini cleanroom
min
20
environmentfacilityroomOpen facility

Are flexibility and product risk mutually
MEDIA BUFFER Spill/excursion
Are flexibility and product risk mutually exclusive?Capacity loss due to spills:
LABSU S PU S PLOCKERS/GOWNING
EQUIP.
pevent compromises 50% of line
p y p
LABSU.S.P.
U.S.P.
GOWNING PREP
C.I.P./S.I.P.
50% of line capacity
D.S.P.
D.S.P. WAREHOUSEOFFICES WASH
PLANT UTILITIES
CLEAN UTILITIES
21

Are flexibility and product risk mutually l iexclusive?
Capacity loss due to spills:
LOCKERS/GOWNING LABS
FlexFactory Spill/excursion event
icompromises 13% of line capacity
OFFICES WAREHOUSE
p y
22
PLANT UTILITIES

% product risk due to spill/excursion
highMicro-environments - safety in numbers
Operators in clean room
Operators NOT i l
Riskin clean room
low
100% closed CNC Multiple suite Mini clean
23
environmentp
facilityroomfacility

Achieving “safe efficiency”Achieving safe efficiency
• Upstream/downstream in shared spaceshared space
• CEMs provide clean environment for unit ops.p
• Operator removed from clean-room
• Eliminates multiple clean-rooms
• Cost space and logistics• Cost, space and logistics improvements
• Efficiency gains
24
PG3
Slide 24
PG3 labor reduction, gowing reduction, containment of spills (limited to one unit op)pgalliher, 5/3/2011
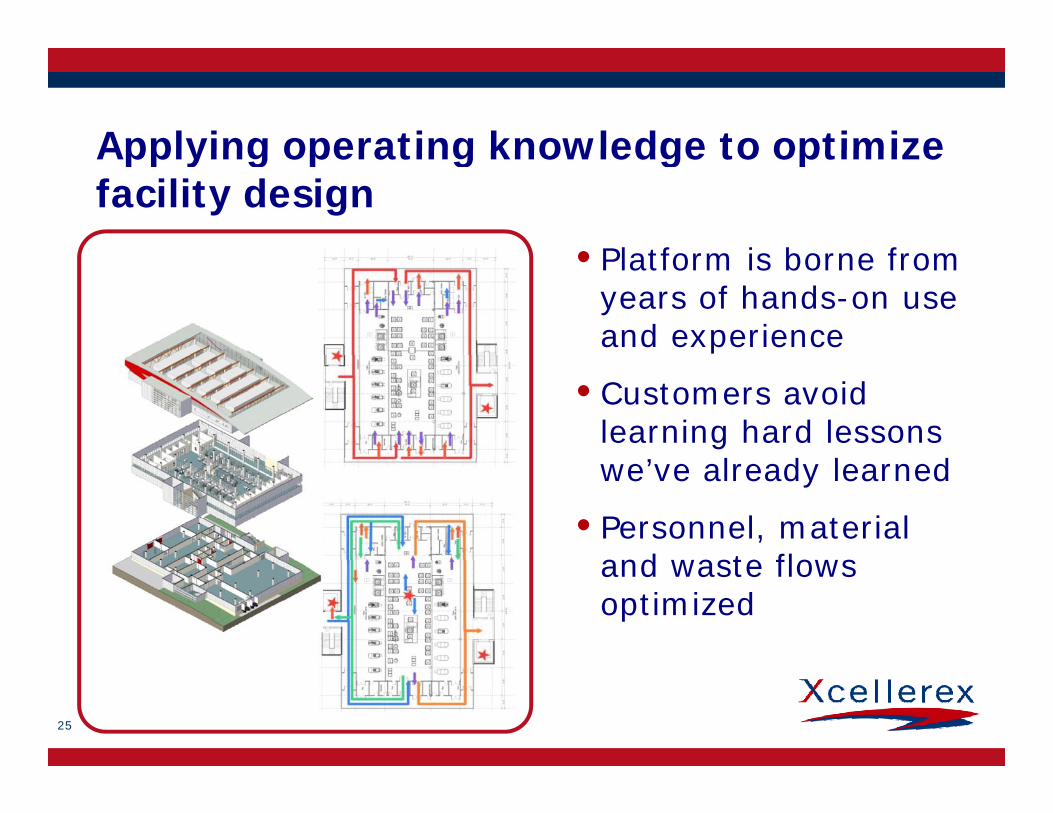
Applying operating knowledge to optimizeApplying operating knowledge to optimize facility design
• Platform is borne from • Platform is borne from years of hands-on use and experience
• Customers avoid learning hard lessons
’ l d l dwe’ve already learned
• Personnel, material and waste flows and waste flows optimized
25

Other strategies to enhance manage riskOther strategies to enhance manage risk and reduce cost
•BridgeSourcing
•SOP development and Training•SOP development and Training
•TransPlantTransPlant
•CMO partnerships
•Multi-Product manufacturing
26
PG4

Slide 26
PG4 why do we need "CMO partnerships" if you have "bridgesourcing"?
Maybe "bridgeSourcing" needs explanation?
what about engineering runs, regulatory support, PD, etc? see attached FF services deckpgalliher, 5/3/2011

The End-ResultThe End ResultGains from optimizing from a blank slat
FlexibilitySpeed yp
Less Risk EconomicsLess RiskHigher quality
Economics
27

The Xcellerex Solution
• Disposables
The Xcellerex SolutionFlexFactory Biomanufacturing Platform
• Disposables minimize cross contamination
• O t • Operators removed from clean room
A i f • Automation of quality assurance
• Minimal product Less Risk risk due to spillsLess Risk
Higher quality
28

The Xcellerex Solution
• Open suite
The Xcellerex SolutionFlexFactory Biomanufacturing Platform
Open suite, easiest logistics
• Compact clean room Flexibilityclean room architecture
• Modular
y
• Portable
• Multiple product manufacturingmanufacturing
• Ability to TransPlant™ to customer
29
customer
The Xcellerex SolutionThe Xcellerex SolutionFlexFactory Biomanufacturing Platform
Speed
• Faster carry in-carry out logisics
• Faster product pchangeovers
• Rapid expansion of mfg capacityg p y
• 6-18 months vs. 3-5 years for new capacityp y
30
The Xcellerex Solution
f d
The Xcellerex SolutionFlexFactory Biomanufacturing Platform
• Better mfg. and logistics labor efficiency
L l f • Less loss of production capacity due to excursion
• Lower capital cost (50%-75%)
L ti Economics• Lower operating costs (20%)
• Higher assettili ti
Economics
31
utilization

XDR Bioreactor/XDM Mixer installations >350 WWXDR Bioreactor/XDM Mixer installations >350 WW
32

FlexFactory ProjectsGermany
Denmark
y j
Netherlands
Switzerland
KoreaXcellerex
St. Louis
JapanRussiaPolandTexas
Australia
LOI or signed contracts
33
Pending
Xcellerex Strategic Rationale – QbD g QFlexFactory®
Dramatic improvements in mfg. quality, product protection
and SU logistics flexibility can be achieved with a fresh,
holistic comprehensive QbD approach to biomanufacturing
Equipment QbD
Facility QbD
Regulatory QbD
Services/Training QbD
34





























