Embed Size (px)
Citation preview

7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 1/10
Rotomoldeo II
INTRODUCCIÓN El moldeo rotacional, también conocido como rotomoldeo, es un proceso de moldeo para creaciónde muchos tipos de objetos huecos en su mayoría, por lo general de plástico.
Un molde hueco caliente se llena con una carga de un material, que luego se hace girar lentamente (por lo general alrededor de dos ejes perpendiculares entre sí) haciendo que el materialablandado se disperse y se adhiera a las paredes del molde. A fin de mantener un grosor uniformeen toda la pieza, el molde sigue girando en todo momento durante la fase de calentamiento y paraevitar la deformación o bandeo también durante la fase de enfriamiento.El proceso fue aplicado a los plásticos en la década de 1940, pero en los primeros años era pocoutilizado porque era un proceso lento, restringido a un pequeño número de plásticos. Durante lasúltimas dos décadas, las mejoras en el control de procesos y desarrollos con polvos plásticos se hatraducido en un aumento significativo en el uso.
HISTORIA En 1855 R. Peters de Gran Bretaña documentó el primer uso de la rotación de dos ejes y calor.Este proceso de moldeo rotacional fue utilizado para crear proyectiles de artillería de metal y otrosrecipientes huecos. En 1905, en los Estados Unidos, FA Voelke utilizó este método para elmoldeado de objetos de cera. Esto llevó a SG de Baker’s y a GW Perks’s a hacer huevos dechocolate huecos en 1910. El moldeo rotacional también fue utilizado por RJ Powell para el moldeode yeso blanco en la década de 1920. Estos primeros métodos con distintos materialesdireccionaron los avances en la forma en que se utilizan hoy en día el moldeo rotacional con losplásticos.Los plásticos fueron introducidos en el proceso de moldeo rotacional en la década de 1950. Una delas primeras aplicaciones fue la fabricación de cabezas de muñecas. La maquinaria constaba deun horno con quemadores de gas y un motor eléctrico para el giro del molde. El molde estabahecho de níquel-cobre electro-formado, y el plástico utilizado era un plastisol. El método deenfriamiento consistía en colocar el molde en agua fría. Este proceso de moldeo rotacional llevó ala creación de juguetes de plástico. Como la demanda y la popularidad de este proceso seincrementaron, fue utilizado para crear otros productos tales como conos de carretera, boyasmarinas y apoyabrazos de coches. Esta popularidad llevó al desarrollo de las grandes máquinas.
Un nuevo sistema de calefacción también se creó, al pasar de los quemadores de gas directosoriginales al actual sistema indirecto de alta velocidad del aire caliente. En Europa, durante ladécada de 1960 fue desarrollado el proceso de Engel. Esto permitió la creación de grandesrecipientes huecos de polietileno de baja densidad. El método de enfriamiento consiste en apagar los quemadores, lo que permite que el plástico se endurezca sin dejar de mecerse en el molde.En 1976 fue creada, en Chicago, la Association of Rotational Moulders (ARM) como unaasociación comercial a nivel mundial. El objetivo principal de esta asociación es aumentar elconocimiento de la tecnología y el proceso del moldeo rotacional. En otras partes del mundotambién se han creado asociaciones de rotomoldeo.En la década de 1980, nuevos plásticos, como el policarbonato, el poliéster y el nylon, seintrodujeron en moldeo rotacional. Esto ha dado lugar a nuevos usos para este proceso, talescomo la creación de depósitos de combustible y molduras industriales. La investigación que se hahecho desde finales de la década de 1980 en la Universidad Queen de Belfast ha llevado al
desarrollo de un monitoreo más preciso y control de los procesos de refrigeración (basado en eldesarrollo del "Rotolog sistem":Sistema de diagnóstico que proporcionan un medio en tiempo realde seguimiento y control del proceso de moldeo mediante la medición de temperaturas en elinterior del molde).
EQUIPOS Y HERRAMIENTASLas máquinas de moldeo rotacional se hacen en una amplia gama de tamaños. Normalmenteconsisten en moldes, un horno, una cámara de enfriamiento y brazos del molde. Los brazos estánmontados sobre un eje de rotación, lo que proporciona una capa uniforme de plástico dentro decada molde.
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 2/10
Los moldes (o herramientas) están fabricados por lo general en chapa de acero soldado o aluminiofundido. El método de fabricación es a menudo impulsado por el tamaño y la complejidad de lapieza, las piezas más intrincadas probablemente son hechas por fundición. Los moldes de aluminioson generalmente mucho más gruesos que un molde equivalente de acero, ya que es un metalmás débil. Este espesor no afecta significativamente los tiempos de ciclo ya que la conductividadtérmica del aluminio es muchas veces mayor que el acero. Debido a la necesidad de desarrollar unmodelo antes, los moldes que se realizan por fundición tienden a tener costos adicionalesasociados con la fabricación de los modelos. Los moldes que se utilizan para piezas de menor complejidad (mediante operaciones mecánicas), son menos costosos. Algunos moldes combinanaluminio y acero. Esto permite espesores variables en las paredes del producto. Aunque esteproceso no es tan preciso como el moldeo por inyección, proporciona al diseñador más opciones.El uso de aluminio proporciona más capacidad calorífica, haciendo que el fundido se mantenga enestado líquido por un período más largo.
Molde de chapa de acero inoxidable
Moldes de aluminio fundido
Instalación estándar y equipo para moldeo rotacionalComo se dijo, normalmente todos los sistemas de moldeo por rotación cuentan con un número depiezas, incluidos los moldes, horno, cámara de refrigeración y brazos del molde. Los moldes seutilizan para crear la pieza, y suelen ser de aluminio o de hierro o acero. La calidad y el acabadodel producto están directamente relacionados con la calidad del molde que se utiliza. El horno seutiliza para calentar el molde y fundir el plástico. La cámara de refrigeración es donde se coloca el
molde, cargado con resina, hasta que se enfríe. Los moldes giran sobre sus ejes dando una capauniforme de plástico dentro de los mismos.
TIPOS DE MÁQUINAS PARA MOLDEO ROTACIONALEn cuanto a sistemas de calentamiento las máquinas se dividen en las de flama abierta y las dehorno o llama cerrada. La principal diferencia está en la eficiencia del calentamiento del molde.
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 3/10
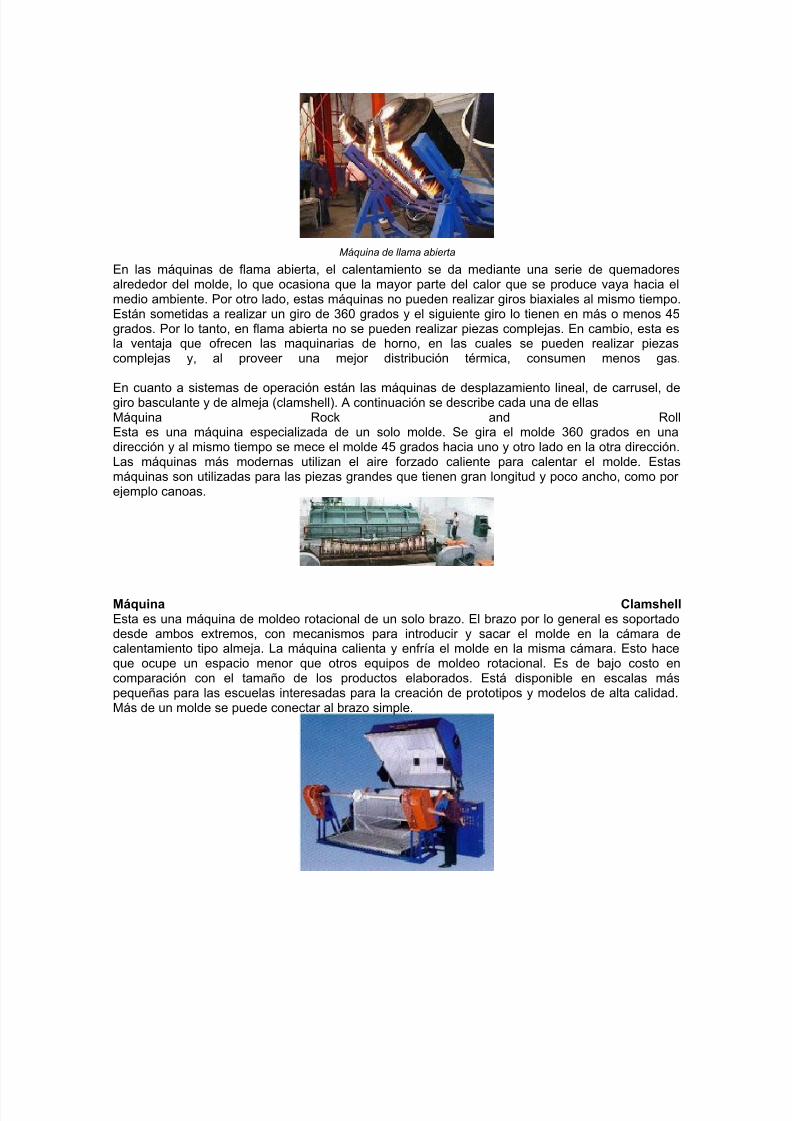
Máquina de llama abierta
En las máquinas de flama abierta, el calentamiento se da mediante una serie de quemadoresalrededor del molde, lo que ocasiona que la mayor parte del calor que se produce vaya hacia elmedio ambiente. Por otro lado, estas máquinas no pueden realizar giros biaxiales al mismo tiempo.Están sometidas a realizar un giro de 360 grados y el siguiente giro lo tienen en más o menos 45grados. Por lo tanto, en flama abierta no se pueden realizar piezas complejas. En cambio, esta esla ventaja que ofrecen las maquinarias de horno, en las cuales se pueden realizar piezascomplejas y, al proveer una mejor distribución térmica, consumen menos gas.
En cuanto a sistemas de operación están las máquinas de desplazamiento lineal, de carrusel, degiro basculante y de almeja (clamshell). A continuación se describe cada una de ellasMáquina Rock and RollEsta es una máquina especializada de un solo molde. Se gira el molde 360 grados en unadirección y al mismo tiempo se mece el molde 45 grados hacia uno y otro lado en la otra dirección.Las máquinas más modernas utilizan el aire forzado caliente para calentar el molde. Estasmáquinas son utilizadas para las piezas grandes que tienen gran longitud y poco ancho, como por ejemplo canoas.
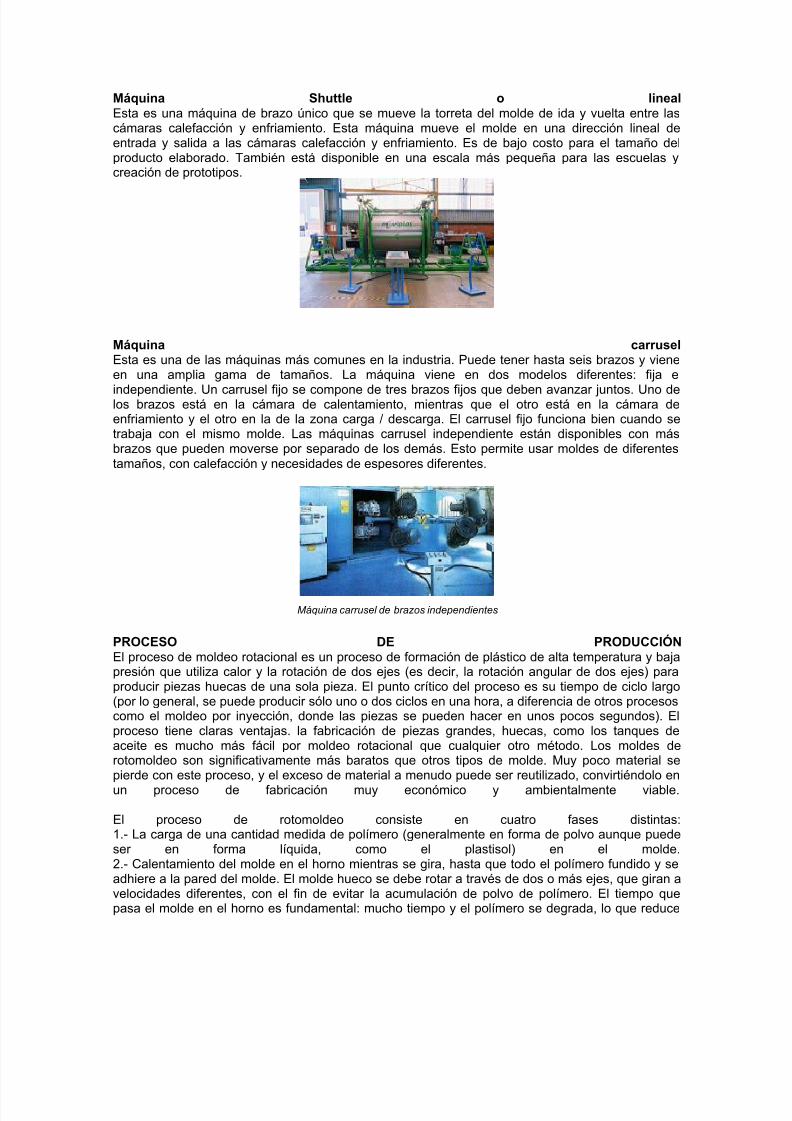
Máquina ClamshellEsta es una máquina de moldeo rotacional de un solo brazo. El brazo por lo general es soportadodesde ambos extremos, con mecanismos para introducir y sacar el molde en la cámara decalentamiento tipo almeja. La máquina calienta y enfría el molde en la misma cámara. Esto haceque ocupe un espacio menor que otros equipos de moldeo rotacional. Es de bajo costo encomparación con el tamaño de los productos elaborados. Está disponible en escalas máspequeñas para las escuelas interesadas para la creación de prototipos y modelos de alta calidad.Más de un molde se puede conectar al brazo simple.
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 4/10
Máquina Shuttle o linealEsta es una máquina de brazo único que se mueve la torreta del molde de ida y vuelta entre lascámaras calefacción y enfriamiento. Esta máquina mueve el molde en una dirección lineal deentrada y salida a las cámaras calefacción y enfriamiento. Es de bajo costo para el tamaño delproducto elaborado. También está disponible en una escala más pequeña para las escuelas ycreación de prototipos.
Máquina carruselEsta es una de las máquinas más comunes en la industria. Puede tener hasta seis brazos y vieneen una amplia gama de tamaños. La máquina viene en dos modelos diferentes: fija e
independiente. Un carrusel fijo se compone de tres brazos fijos que deben avanzar juntos. Uno delos brazos está en la cámara de calentamiento, mientras que el otro está en la cámara deenfriamiento y el otro en la de la zona carga / descarga. El carrusel fijo funciona bien cuando setrabaja con el mismo molde. Las máquinas carrusel independiente están disponibles con másbrazos que pueden moverse por separado de los demás. Esto permite usar moldes de diferentestamaños, con calefacción y necesidades de espesores diferentes.
Máquina carrusel de brazos independientes
PROCESO DE PRODUCCIÓNEl proceso de moldeo rotacional es un proceso de formación de plástico de alta temperatura y bajapresión que utiliza calor y la rotación de dos ejes (es decir, la rotación angular de dos ejes) paraproducir piezas huecas de una sola pieza. El punto crítico del proceso es su tiempo de ciclo largo(por lo general, se puede producir sólo uno o dos ciclos en una hora, a diferencia de otros procesoscomo el moldeo por inyección, donde las piezas se pueden hacer en unos pocos segundos). Elproceso tiene claras ventajas. la fabricación de piezas grandes, huecas, como los tanques deaceite es mucho más fácil por moldeo rotacional que cualquier otro método. Los moldes derotomoldeo son significativamente más baratos que otros tipos de molde. Muy poco material sepierde con este proceso, y el exceso de material a menudo puede ser reutilizado, convirtiéndolo en
un proceso de fabricación muy económico y ambientalmente viable.
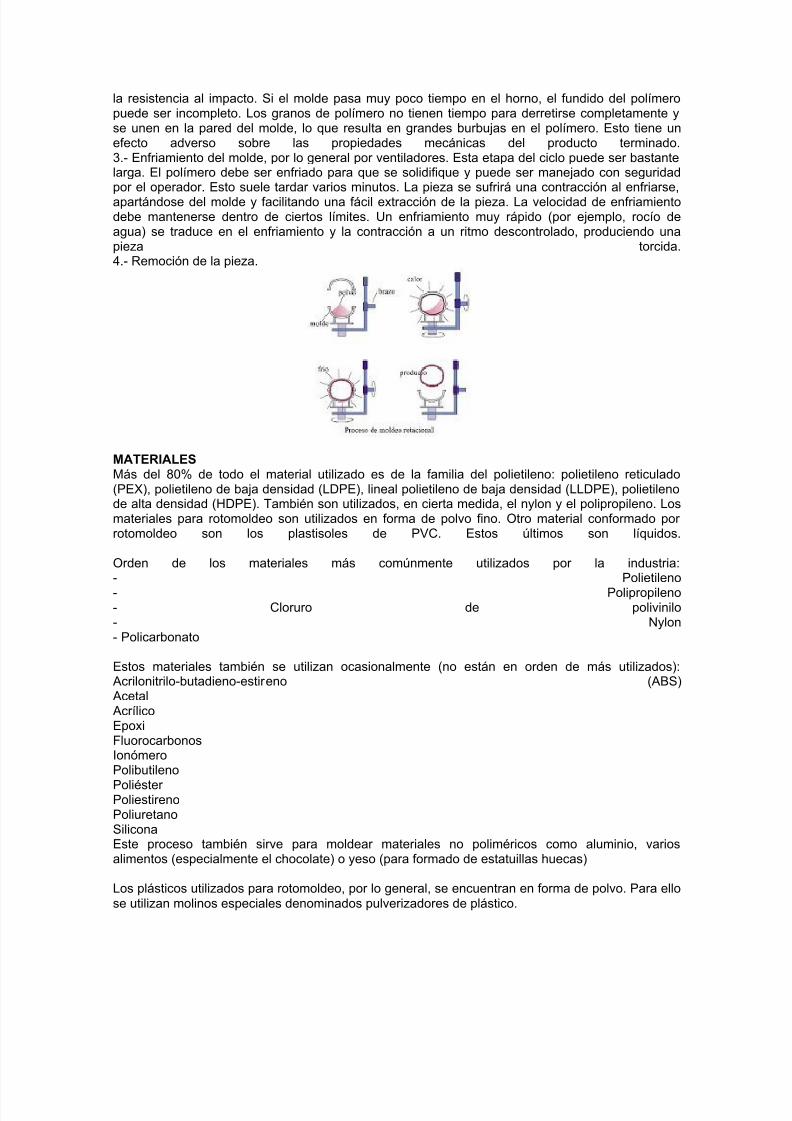
El proceso de rotomoldeo consiste en cuatro fases distintas:1.- La carga de una cantidad medida de polímero (generalmente en forma de polvo aunque puedeser en forma líquida, como el plastisol) en el molde.2.- Calentamiento del molde en el horno mientras se gira, hasta que todo el polímero fundido y seadhiere a la pared del molde. El molde hueco se debe rotar a través de dos o más ejes, que giran avelocidades diferentes, con el fin de evitar la acumulación de polvo de polímero. El tiempo quepasa el molde en el horno es fundamental: mucho tiempo y el polímero se degrada, lo que reduce
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 5/10
la resistencia al impacto. Si el molde pasa muy poco tiempo en el horno, el fundido del polímeropuede ser incompleto. Los granos de polímero no tienen tiempo para derretirse completamente yse unen en la pared del molde, lo que resulta en grandes burbujas en el polímero. Esto tiene unefecto adverso sobre las propiedades mecánicas del producto terminado.3.- Enfriamiento del molde, por lo general por ventiladores. Esta etapa del ciclo puede ser bastantelarga. El polímero debe ser enfriado para que se solidifique y puede ser manejado con seguridadpor el operador. Esto suele tardar varios minutos. La pieza se sufrirá una contracción al enfriarse,apartándose del molde y facilitando una fácil extracción de la pieza. La velocidad de enfriamientodebe mantenerse dentro de ciertos límites. Un enfriamiento muy rápido (por ejemplo, rocío deagua) se traduce en el enfriamiento y la contracción a un ritmo descontrolado, produciendo unapieza torcida.4.- Remoción de la pieza.
MATERIALESMás del 80% de todo el material utilizado es de la familia del polietileno: polietileno reticulado(PEX), polietileno de baja densidad (LDPE), lineal polietileno de baja densidad (LLDPE), polietilenode alta densidad (HDPE). También son utilizados, en cierta medida, el nylon y el polipropileno. Losmateriales para rotomoldeo son utilizados en forma de polvo fino. Otro material conformado por rotomoldeo son los plastisoles de PVC. Estos últimos son líquidos.
Orden de los materiales más comúnmente utilizados por la industria:- Polietileno
- Polipropileno- Cloruro de polivinilo- Nylon- Policarbonato
Estos materiales también se utilizan ocasionalmente (no están en orden de más utilizados): Acrilonitrilo-butadieno-estireno (ABS) Acetal AcrílicoEpoxiFluorocarbonosIonómeroPolibutileno
Poliéster PoliestirenoPoliuretanoSiliconaEste proceso también sirve para moldear materiales no poliméricos como aluminio, variosalimentos (especialmente el chocolate) o yeso (para formado de estatuillas huecas)
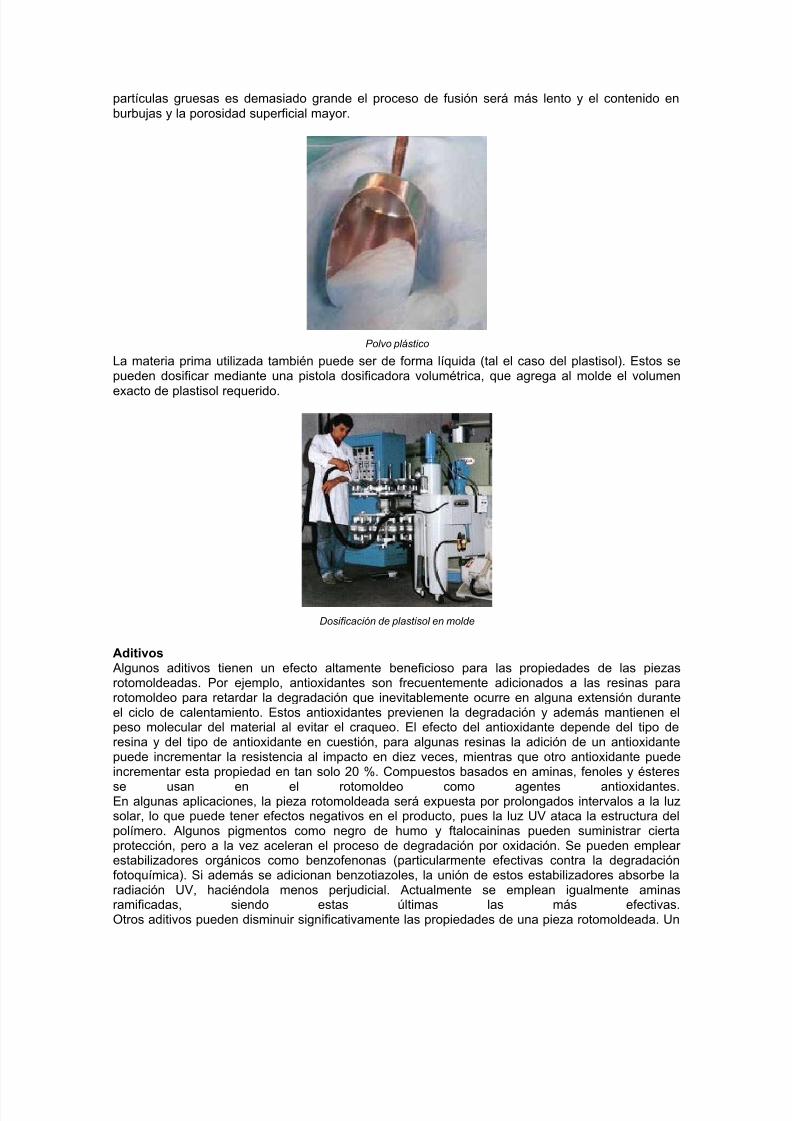
Los plásticos utilizados para rotomoldeo, por lo general, se encuentran en forma de polvo. Para ellose utilizan molinos especiales denominados pulverizadores de plástico.

7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 6/10
Molino pulverizador de plástico
Discos de pulverizado
El polvo plástico es pesado para dosificar la cantidad exacta de material dentro del molde. Lacantidad de material a utilizar dependerá del espesor de pared que se desea obtener. El agregadodel material en polvo en general se realiza en forma manual
Agregado de material en el molde
El tamaño de partículas para rotomoldeo puede variar entre 150 y 500 micrómetros.El tamaño y la distribución de tamaños de partícula juegan un papel fundamental sobre el flujo delpolvo en el molde durante la etapa de calentamiento. Las partículas más finas se moverán confacilidad entre las gruesas y serán las primeras en fundir en contacto con el molde caliente. Estaspartículas producen varios efectos deseables como son producir texturas finas con un mínimo deporosidad (mejor acabado superficial) y reducir los tiempos de ciclo. Sin embargo, hay al menosdos limitaciones prácticas por las que el tamaño de partícula no debe ser excesivamente fino. Por una parte, para conseguir partículas muy finas la excesiva cizalla y temperatura desarrollada por los equipos de molienda puede conducir a una pérdida de la resistencia de las partículas y a ladegradación parcial de las mismas. Por otra parte, mover partículas muy finas por el interior delmolde puede conducir a la aparición de altas cargas estáticas y a la aglomeración de las partículas.Esto provocaría una fusión y un espesor de pared poco uniformes. En contraste, si la proporción de
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 7/10
partículas gruesas es demasiado grande el proceso de fusión será más lento y el contenido enburbujas y la porosidad superficial mayor.
Polvo plástico
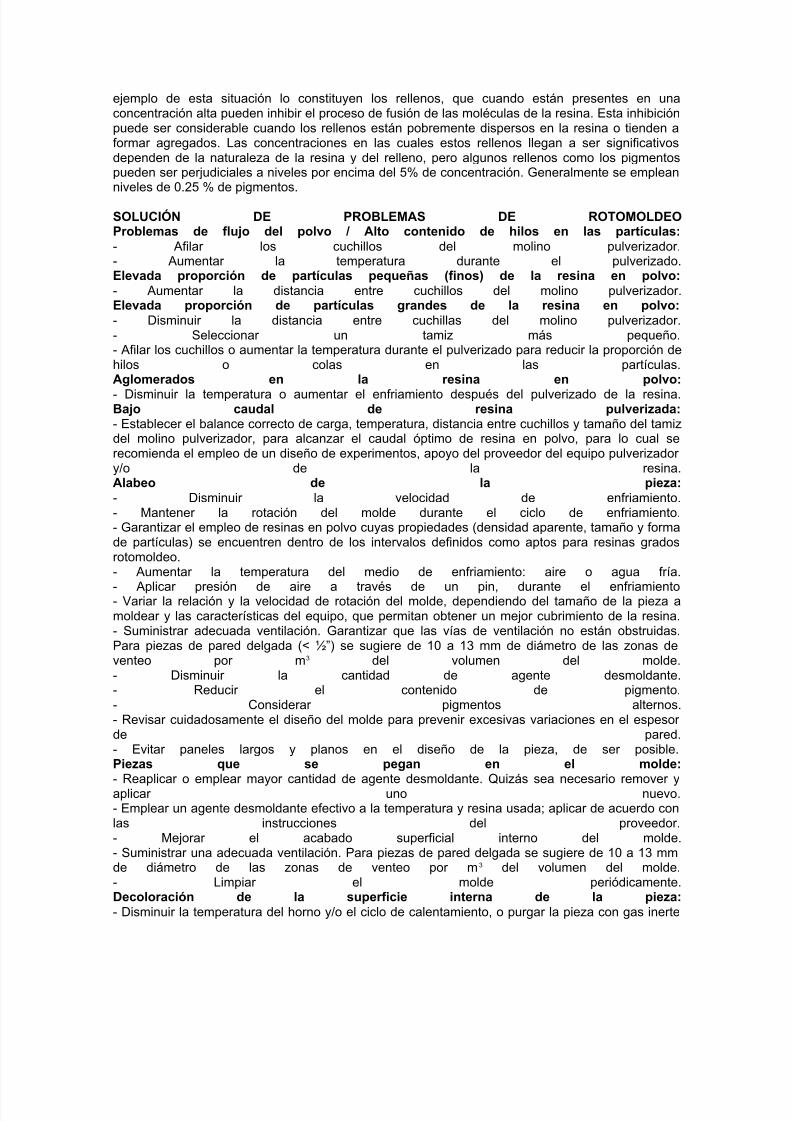
La materia prima utilizada también puede ser de forma líquida (tal el caso del plastisol). Estos sepueden dosificar mediante una pistola dosificadora volumétrica, que agrega al molde el volumen
exacto de plastisol requerido.
Dosificación de plastisol en molde
Aditivos Algunos aditivos tienen un efecto altamente beneficioso para las propiedades de las piezasrotomoldeadas. Por ejemplo, antioxidantes son frecuentemente adicionados a las resinas pararotomoldeo para retardar la degradación que inevitablemente ocurre en alguna extensión duranteel ciclo de calentamiento. Estos antioxidantes previenen la degradación y además mantienen elpeso molecular del material al evitar el craqueo. El efecto del antioxidante depende del tipo deresina y del tipo de antioxidante en cuestión, para algunas resinas la adición de un antioxidantepuede incrementar la resistencia al impacto en diez veces, mientras que otro antioxidante puedeincrementar esta propiedad en tan solo 20 %. Compuestos basados en aminas, fenoles y ésteres
se usan en el rotomoldeo como agentes antioxidantes.En algunas aplicaciones, la pieza rotomoldeada será expuesta por prolongados intervalos a la luzsolar, lo que puede tener efectos negativos en el producto, pues la luz UV ataca la estructura delpolímero. Algunos pigmentos como negro de humo y ftalocaininas pueden suministrar ciertaprotección, pero a la vez aceleran el proceso de degradación por oxidación. Se pueden emplear estabilizadores orgánicos como benzofenonas (particularmente efectivas contra la degradaciónfotoquímica). Si además se adicionan benzotiazoles, la unión de estos estabilizadores absorbe laradiación UV, haciéndola menos perjudicial. Actualmente se emplean igualmente aminasramificadas, siendo estas últimas las más efectivas.Otros aditivos pueden disminuir significativamente las propiedades de una pieza rotomoldeada. Un
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 8/10
ejemplo de esta situación lo constituyen los rellenos, que cuando están presentes en unaconcentración alta pueden inhibir el proceso de fusión de las moléculas de la resina. Esta inhibiciónpuede ser considerable cuando los rellenos están pobremente dispersos en la resina o tienden aformar agregados. Las concentraciones en las cuales estos rellenos llegan a ser significativosdependen de la naturaleza de la resina y del relleno, pero algunos rellenos como los pigmentospueden ser perjudiciales a niveles por encima del 5% de concentración. Generalmente se empleanniveles de 0.25 % de pigmentos.
SOLUCIÓN DE PROBLEMAS DE ROTOMOLDEOProblemas de flujo del polvo / Alto contenido de hilos en las partículas:- Afilar los cuchillos del molino pulverizador.- Aumentar la temperatura durante el pulverizado.Elevada proporción de partículas pequeñas (finos) de la resina en polvo:- Aumentar la distancia entre cuchillos del molino pulverizador.Elevada proporción de partículas grandes de la resina en polvo:- Disminuir la distancia entre cuchillas del molino pulverizador.- Seleccionar un tamiz más pequeño.- Afilar los cuchillos o aumentar la temperatura durante el pulverizado para reducir la proporción dehilos o colas en las partículas.Aglomerados en la resina en polvo:
- Disminuir la temperatura o aumentar el enfriamiento después del pulverizado de la resina.Bajo caudal de resina pulverizada:- Establecer el balance correcto de carga, temperatura, distancia entre cuchillos y tamaño del tamizdel molino pulverizador, para alcanzar el caudal óptimo de resina en polvo, para lo cual serecomienda el empleo de un diseño de experimentos, apoyo del proveedor del equipo pulverizador y/o de la resina.Alabeo de la pieza:- Disminuir la velocidad de enfriamiento.- Mantener la rotación del molde durante el ciclo de enfriamiento.- Garantizar el empleo de resinas en polvo cuyas propiedades (densidad aparente, tamaño y formade partículas) se encuentren dentro de los intervalos definidos como aptos para resinas gradosrotomoldeo.- Aumentar la temperatura del medio de enfriamiento: aire o agua fría.
- Aplicar presión de aire a través de un pin, durante el enfriamiento- Variar la relación y la velocidad de rotación del molde, dependiendo del tamaño de la pieza amoldear y las características del equipo, que permitan obtener un mejor cubrimiento de la resina.- Suministrar adecuada ventilación. Garantizar que las vías de ventilación no están obstruidas.Para piezas de pared delgada (< ½”) se sugiere de 10 a 13 mm de diámetro de las zonas deventeo por m3 del volumen del molde.- Disminuir la cantidad de agente desmoldante.- Reducir el contenido de pigmento.- Considerar pigmentos alternos.- Revisar cuidadosamente el diseño del molde para prevenir excesivas variaciones en el espesor de pared.- Evitar paneles largos y planos en el diseño de la pieza, de ser posible.Piezas que se pegan en el molde:- Reaplicar o emplear mayor cantidad de agente desmoldante. Quizás sea necesario remover yaplicar uno nuevo.- Emplear un agente desmoldante efectivo a la temperatura y resina usada; aplicar de acuerdo conlas instrucciones del proveedor.- Mejorar el acabado superficial interno del molde.- Suministrar una adecuada ventilación. Para piezas de pared delgada se sugiere de 10 a 13 mmde diámetro de las zonas de venteo por m 3 del volumen del molde.- Limpiar el molde periódicamente.Decoloración de la superficie interna de la pieza:- Disminuir la temperatura del horno y/o el ciclo de calentamiento, o purgar la pieza con gas inerte
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 9/10
(N2).- Emplear resina que contenga el tipo y la cantidad adecuada de antioxidante.Rebaba en la pieza moldeada en la línea de partición del molde:- Suministrar una adecuada ventilación y garantizar que las vías de ventilación no están obstruidas.- Ajustar la presión de cierre del molde periódicamente.- Limpiar los bordes del molde para prevenir fuga y/o acumulación, y aplicar nuevamente agentedesmoldante.- Reducir la presión interna del aire dentro del molde, en caso de ser usada.Llenado incompleto en pasajes estrechos del molde (powder bridging):- Modificar el molde incrementando la relación ancho / profundidad a lo largo de la apertura delmolde. Diseñar las esquinas del molde con radios más generosos. Evitar arcos con anchos 4 vecesmenor al espesor de pared.- Verificar las propiedades de flujo del polvo y asegurar el empleo de resinas con aceptabledensidad aparente. La densidad típica de los polvos para rotomoldeo es de 0,35 a 0,4 g/m 3.Agujeros (vacíos) en la pieza, alrededor de los insertos:- Corregir la colocación de los insertos y de las áreas de alivio que permitan el escape fuera delmolde de los gases atrapados.Partes subcuradas (fundido incompleto), con burbujas pequeñas en la pared de la pieza y/oapariencia particulada dentro de la pieza:- Aumentar la temperatura del horno o el ciclo de calentamiento.
- Emplear una resina en polvo más fina (menor tamaño de partículas).- Aumentar la transferencia de calor con moldes de pared más delgada o fabricar el molde con unmaterial con mayor coeficiente de transferencia de calor.Burbujas en la línea de partición:- Ventilar el molde a presión atmosférica.- Ajustar la presión de cierre del molde periódicamente.- Limpiar los bordes del molde para prevenir fuga y/o acumulación, y aplicar nuevamente agentedesmoldante.Pobre rigidez de la pieza:- Añadir más material a la carga inicial.- Emplear una resina de mayor densidad.- Aumentar la temperatura del horno o el ciclo de calentamiento.- Revisar y modificar el diseño del molde, de ser necesario.
- Aumentar la transferencia de calor con moldes de pared más delgada o material de mayor coeficiente de transferencia de calor.Largos ciclos del horno:- Emplear una resina en polvo más fina (menor tamaño de partículas).- Aumentar la temperatura del horno.- Aumentar la transferencia de calor con moldes de pared más delgada o fabricar el molde con unmaterial con mayor coeficiente de transferencia de calor.Marcas y agregados de color en el material mezclado en físico (dry blend):- Romper los agregados del pigmento antes de la mezcla. Emplear un mezclador de altaintensidad. Si no se puede alcanzar el balance de color deseado, emplear un material fundidocoloreado.- Sólo emplear polvos - resina, pigmento - secos (libres de humedad).Espesor no uniforme de la pieza:- Garantizar el empleo de resinas en polvo cuyas propiedades (densidad aparente, tamaño y formade partículas) se encuentren dentro de los intervalos definidos como aptos para resinas gradosrotomoldeo.- Variar la relación y la velocidad de rotación del molde para obtener mejor cubrimiento de la resina.- Revisar cuidadosamente el diseño del molde para prevenir excesivas variaciones en el espesor de pared.Pobre resistencia al impacto:- Emplear una resina de menor densidad o menor índice de fluidez.- Aumentar la velocidad de enfriamiento para mantener baja la densidad de la resina.- Revisar y modificar el diseño del molde, de ser necesario, eliminando esquinas agudas y pasajes
7/29/2019 Rotomoldeo II
http://slidepdf.com/reader/full/rotomoldeo-ii 10/10
estrechos.- Disminuir la temperatura del horno o el ciclo de calentamiento, o purgar la pieza con gas inerte(nitrógeno), si el deterioro en las propiedades es una consecuencia de la degradación de la resinadebido a altas temperaturas.- Aumentar la temperatura y/o tiempo de calentamiento para que ocurra la fusión completa de laresina (un alto grado de subcurado puede causar una pérdida significativa de la resistencia alimpacto por la alta generación de burbujas).- Seleccionar pigmentos que no afecten la resistencia al impacto.- Emplear compuestos precoloreados (pigmento incorporado a la resina mediante mezclado enfundido).- Aumentar la transferencia de calor con el uso de moldes de pared más delgada o fabricar elmolde con un material de mayor coeficiente de transferencia de calor.Fallas de la pieza a largo plazo:- Disminuir la temperatura del horno o el ciclo de calentamiento.- Emplear resina estabilizada anti-UV, con aditivos y/o pigmentos que protejan a la resina de ladegradación por luz UV.- Emplear negro de humo de tamaño de partícula fino, bien disperso, para mejor protección.- Emplear grados de PE resistentes al ESCR (Environmetal Stress Crack Resistence). Noalmacenar un agente promotor del ESCR en un contenedor moldeado con resina poco resistente aESCR por largos períodos o a elevadas temperaturas.
- Modificar el diseño de áreas que contiene insertos. Examinar la pieza para verificar el diseño y lospuntos concentradores de esfuerzos.- Chequear el tipo de antioxidante y el nivel empleado.- Reducir el nivel de agente desmoldante, si se emplea.- Usar pigmentos que se mezclen bien con la base polimérica. Emplear compuestos precoloreados(pigmento incorporado a la resina mediante mezclado en fundido).
PRODUCTOS Los productos que se pueden fabricar utilizando moldeo rotacional incluyen tanques dealmacenamiento, depósitos y contenedores de basura, piezas de aviones, piezas de muñecas,conos de carretera, balones, cascos, botes de remos y cascos de kayak, sillas y sillones. Lostoboganes y otras áreas de juegos para niños también son en general moldeados por rotomoldeo.
Artículos obtenidos por rotomoldeo