Embed Size (px)
DESCRIPTION
Specification
Citation preview

Page 1 of 24
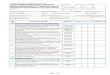
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
EQUIPMENT ID NUMBER(S) EQUIPMENT DESCRIPTION EQPT CODE SYSTEM ID. PLANT NO.
LAYOUT DRAWING NUMBER REV. NO. PURCHASE ORDER NUMBER EC / PMCC / MCC NO.
SCHEDULED INSPECTION DATE & TIME ACTUAL INSPECTION DATE & TIME QUANTITY INSP. MH's SPENT TRAVEL TIMESAUDI ARAMCO USE ONLY
SAUDI ARAMCO TIP NUMBER SAUDI ARAMCO ACTIVITY NUMBER WORK PERMIT REQUIRED?
SAUDI ARAMCO INSPECTION LEVEL CONTRACTOR INSPECTION LEVEL
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
A Test Pack Verification & Review* (*Thorough & detailed review of specs for each new system's first package)
A1
A2
A3
B SIS Sheet Data Verification (Safety Considerations & Limiting Factors in Pressure Test Calculations)
B1
B2
ITEM No.
NOTE: Use Pre-test Punch List Form, SATR-A-2007, for listing of specific deficiencies, indicating location and/or references
Test Package has been verified to be approved and to contain the detailed elements of SAEP-1160, Sect 8 as detailed in SAIC-A-2003. Use Attachments 1 & 2 of this checklist (quick reference).
SAES-A-004,Para. 5.6.1
Pressure Testing Procedure is approved. Test application meets SA reqmts as checked against Pressure Test Matrix - Attach. 3.
SAES-A-004,Para. 7.1.1
Construction & Special Process Control (per SAEP-1160 Database) has been documented as complete* (ready for Punch Listing). Welding, NDT, PWHT, BHT, PMI, Other Testing, is documented in pkg Procedure is followed regarding Test Pkg flow sequence.
SAEP-1160, Section 6
Weld Database
SIS Sheets contain full code pressure calculations for applicable piping sizes. Limiting Factor listed on SIS Sheet is supported by data
SAES-L-150,Para. 7.1
On SIS sheets, proposed hydrostatic strength test pressures for NEW plant piping systems are verified against the listed applicable limiting factors by determining the lesser of the following: A) Pressure rating of flanges (per ASME B16.5 or other) B) Pressure rating of any valves used in isolation (ASME B16.34) Note: (Valve pressure ratings for seat closure = tested at 110% when valves are used for isolation) C) Other system components (Internal Coating pressure rating) may result in test pressure reduction APCS 102 = 3,000, others 5,000psi SAES-L-150,
Para. 7.1Test Pressure=2t(0.9)(SMYS)/D where: t= nominal pipe wall thickness minus the specified mill tolerance* *mill tolerance =12.5% (seamless pipe) or .01" for welded plate SMYS= Specified minimum yield strength (psi). Use ASME B31.3 Appendix A Tables for specific material grade used (SIS sheet). Example: SMYS for API 5L Gr X-60 = 60 KSI or 60,000 psi D = Outside piping diameter (OD)* ... Per ASME B36.10 Tables *Note: For nominal piping sizes 14" (& above), actual O.D. = 14" For nominal pipe sizes 12" & below ... See ASME B36.10 Tables

Page 2 of 24
B3
On SIS sheets, proposed hydrostatic strength test pressures for EXISTING PLANT PIPING SYSTEMS (TIE-INS) is the test pressure shall be minimum required by the Code ASME B31.3. Actual min wall thickness of piping shall be verified (PROCEDURE) and used in such calculations. Thickness readings are current (30 days) & flange rating is considered when calculating test pressure (ASME B31.3)
SAES-L-150,Para. 7.1
Test Pressure=2t(0.9)(SMYS)/D where: t= ACTUAL PIPING WALL THICKNESS (MINIMUM MEASURED) SMYS= Specified minimum yield strength (psi). Use ASME B31.3 Appendix A Tables for specific material grade used (SIS sheet). Example: SMYS for API 5L Gr X-60 = 60 KSI or 60,000 psi D = Outside piping diameter (OD)* ... Per ASME B36.10 Tables *Note: For nominal piping sizes 14" (& above), actual O.D. = 14" For nominal pipe sizes 12" & below ... See ASME B36.10 Tables

Page 3 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
C Punchlisting Field Walkdown (Pressure Piping Systems):
SPEC CHECK SHALL BE UTILIZED BY SAUDI ARAMCO INSPECTORS FOR FIELD WALK-DOWNS
C1
C2
C3
C4
C5
C6
C7
C8
C9
C10
C11
C12
C13 Drains are provided immediately above check valves (vertical lines).
C14
C15 Spare taps of orifice flanges are plugged and seal welded.
C16
C17
C18
C19
C20
C21
ITEM No.
All joints (flange, threaded, welded or mechanical seals) are left exposed for visual leak detection during the strength test. A) External coating & priming of joints is allowed only if approved by Insp Dept Mgr & proponent Organization Representative. B) The pipe itself can be externally primed & coated to a final coat.
SAES-L-150,Para. 7.3
All permanent flange joints were inspected, gasket mat'l verified & properly torqued. (Review Flange joint report, SAIC-L-2014)
SAES-L-450,Para. 9.4
Drains shall be provided at all low points of the piping system. Note: Exceptions are submarine & buried* pipelines (*pump-outs)
SAES-L-150,Para. 6.2
Vents and drain valves, both temporary and permanent, conforms with the piping class or rating. ( Refer SAES-L-108)
SAES-L-105,Para. 5.9
Supports are installed. Additional temporary support may be installed as required.
SAES-L-150,Para. 6.3
Expansion joints and spring hangers or spring supports are provided with temporary restraints.
SAES-L-150,Para. 6.4
Arc strikes, gouges, and other indications of careless workmanship (such as surface porosity, uneven weld profiles, and undercut) shall be removed by grinding and inspected by magnetic particle or liquid penetrant method.
SAES-W-011,Para. 11.6
Temporary welded attachments to the pipe were ground off and inspected by magnetic particle or liquid penetrant method
SAES-W-011,Para. 11.7
All threaded joints and faying surfaces shall be seal welded by a continuous fillet weld (required weep holes shall be left unwelded).
SAES-W-011,Para. 11.15.1
Isolation valves are verified to have been body and seat tested prior to installation through verification of field test certificates.
SAES-L-108,Section 4.7
All in line valves that are not used as test isolation valves are in open position.
SAES-A-004,Para. 7.3.2
During filling, permanent vent & drain valves are in open position. Plugging is only AFTER WATER FILL & EFFICIENT AIR VENTING.
SAES-A-004,Para 8.1.1
SAES-A-004,Para. 7.4.2
Disc of check valve is removed, unless check valve has by-pass. Method for storage (plastic bag & tie) allows visual verification.
SAES-A-004,Para. 7.4.3
SAES-L-110,Para. 8.2
All threaded joints up to the first block valve of hydrocarbon pipeline are seal welded. Thread engagement has been verified & accepted.
SAES-L-110,Para. 8.2
Process instruments and equipment that may be damaged by the strength test pressure are disconnected.
SAES-A-004,Para. 7.2
The pressure testing manifold is separately pressure tested to at least 1.2 times the system test pressure but not less than the discharge pressure of the pump used for the pressure testing.
SAES-A-004,Para. 5.5.4
Buried pipeline are adequately bermed or covered to anchor the line during pressure test.
SAES-L-450 Appendix C
Pressure gages and pressure recorders are calibrated within one (1) month before the test. Check stickers at the time of the test.
SAES-A-004,Para. 7.1.5 (a)
Paddle or spectacle blinds shall be used to isolate test sections. Safety of test "implements" has been checked (SAIC-A-2009)
SAES-A-004,Para. 7.3.1

Page 4 of 24
C22A bleed valve readily accessible is provided in case immediate depressurization is required.
SAES-A-004,Para. 5.5.2

Page 5 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
C23
C24
C25 As Referenced
C26 As Referenced
REFERENCE DOCUMENTS:
Contractor / Third-Party Saudi Aramco
Name, Initials and Date:Work is Complete and Ready for Inspection:
Name, Initials and Date:T&I Witnessed QC Record Reviewed Work Verified
QC Inspector PID Representative
Name, Initials and Date:Performed Inspection Work / Rework May Proceed
Name, Initials and Date:T&I Witnessed QC Record Reviewed Work Verified
QC Supervisor Proponent and Others
Name, Sign and Date: Quality Record Approved: T&I Witnessed QC Record Reviewed Work Verified
*Person Responsible for Completion of Quality Work / Test Y = YES N = NO F = FAILED
ITEM No.
EVALUATE CLEANING (PROCEDURES) & PROPOSED LAY-UPS: For pipe up to 12-inch NPS - flushed clean of loose scale/debris or scraped prior to commencement of pressure testing per procedure Note 1: If flushing was done with valves in line, cavity cleanliness is highly suspect where no low point drains exist. Verify post-test removal of scale/debris/water in low points (Check valve cavities). Random verification involves Inspection of valve cavities. This is a standard comment or addition to the punchlist. Note 2: Internal Cleaning procedure for pipe size larger than 14 inch shall be submited for review and approval) See SATIP-L-108. Flushing Cert is available in the test package for review
SAES-A-004,Para. 7.1.2
All pressure containing components of pipeline, except instruments that may be damaged by the test pressure, were physically verified to be included in test using P&ID, ISOs (Pressure Test Diagram)
SAES-A-004,Para. 5.6.1
Line compliance with Isometrics: A) Correct Materials utilized grade/schedule (Bill of Mat'ls) B) Correct flange and fittings rating C) Construction tolerances per SAES-L-350, Sect. 9
PRE-TEST SPEC CHECK ATTACHMENT 4.
Use SAIC-A-2011 along with this checklist (inspection efficiency) whenever walkdown is done on the same day as press. testing
REMARKS:
1. SAES-A-004, General Requirements for Pressure Testing, (30 March, 2005) 2. SAES-L-105, Piping Material Specifications, (30 March, 2005) 3. SAES-L-108, Selection of Valves, (30 March, 2005) 4. SAES-L-110, Limitations on Pipe Joints and Components, (30 March, 2005) 5. SAES-L-150, Pressure Testing of Plant Piping and Pipelines, (30 September, 2003) 6. SAES-L-450, Construction of On-Land and Near-Shore Pipelines, (30 September, 2003) 7. SAES-W-011, Welding Requirements for On-Plot Piping, (30 March, 2005)
Construction Representative* PMT Representative
Name, Organization,Initials and Date:

Page 6 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 1 -- SAEP-1160 Section 8 (Test Pkg Minimum Content)
Attachment 2 -- NEMA TC 2 (Type EPC-40-PVC)

Page 7 of 24
Attachment 2 -- TEST PACKAGE FLOW CHART
Test Package (or Test System) No
Engineering Contractor QC
(NOTE: Use form SATR-A-2007)
Construction Contractor QC
Construction Contractor QC
SAPMT PID
Construction Contractor QC SAPMT PID
Construction Contractor QC SAPMT PID
Construction Contractor QC SAPMT PID Proponent
Construction Contractor QC SAPMT PID
Construction Contractor QC SAPMT
SAPMT PID Proponent
Test Pack Preparation
Pre-Test Punch Listing
Clear 'A' Items
S. Aramco Pre-Test
Punch
ListingProponent (By Request)
Clear S. Aramco 'A' Items
Flushing & Cleanliness Proponent
(By Request)
Pressure Testing
System Lay-Up Proponent
(By Request)
ReinstateSystem
Final Insp
(Contractor)
S. AramcoFinal Insp
for MCC

Page 8 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 3 -- Pressure Testing Matrix for On-Plot Piping (Incl. UG Utilities, FW & Plumbing)ON-PLOT NEW B31.1 & B31.3 CODE PRESSURE PIPING (SATIP-A-004 Series)
SYSTEM TEST CONSIDERATIONS & NOTES
Vacuum Piping Tested to 1.5 times the differential external pressure, but not less than 15 psig.
Coordinate with system Service tests and construction completion.
Weld-Plus-Ends
TEST PRESS &
DURATIONProcess Piping
As Calculated* 30 mins (min)
Piping Line Class List (Hydrotest Spec) lists all new process piping line classes (strength test required per code) with exceptions for Service Test and other tests as noted below. NDE in lieu of pressure test may be performed if requested & approved by SA Insp. Dept. Mgr. Process requests per Sect 5 of SAES-A-004, and at a minimum, 30 days ahead of testing.
*Note: Unless limited by flanges, valves or other component (exceptions below), hydrostatic strength test pressures for every section of new constructed line shall produce a hoop stress in pipe of 90% SMYS at test temperature. See Exceptions Below.
Lube & Seal Oil Systems
See Notes 30 mins (min)
*Lube & seal oil piping is pressure tested with its own fluid at 1.5 times design pressure or 100 psig, whichever is greater. Chemical cleaning precedes pressure testing. Joints shall be completely cleaned* (oil free) before testing. *Baby Powder works best to clean/dry joints
Note: Leaks are common, difficult to identify as "active" or "non-active". Perform preliminary tests to identify all leaks, especially at flanged and threaded joints. When evaluating leakage, utilize clean dry cloths to identify "active" leaks for repair. Oil residue found after wiping the joints (check low points carefully) is cause for clean and retest. Always wait a minimum of 30 mins after wiping joints before reevaluation.
Underground Process Piping
As Calculated See Notes
A) Test prior to backfilling (all joints exposed) & maintain test pressure for a minimum of 2 hrs B) If justifiable (safety) & line must be back-filled, a 24 hr recorded test (Chart Recorder) reqd.
Flare Lines (24" &
above)
See Notes 30
mins (min)
Flare lines 24-inch NPS & larger with a design pressure of 75 psig or lower may be strength tested pneumatically (75 psig is tested at 1.1 factor or 82 psig) per Para. 345.5 of ASME B31.3
Note: Test limits shall be downstream of isolation valves (beyond PZVs & locked valves for equipment). Portions of the test may be less than 24 inches from these valves to the flare header branch connection. Flare system Isolation Valves receive a pneumatic seat test at 5 psig in lieu of a high pressure seat hydrotest. Conduct this test on a weekend to minimize personnel exposure. Perform a stored energy calc when requested by Company. Test limits utilize blind flanges at removed isolation valve locations. Follow Pneumatic Testing SATIP.
See Notes 30
mins (min) Air & Inert Gas
(150 psig max)
SERVICE TEST & Soap Bubble Test
30 mins (min)
Perform a preliminary soap bubble test at 5-10 psig after construction is complete & threaded joints are checked for engagement (two full visible thread rule). Coordinate with Compressor and Receiver Service tests and final gasket installation.
LP Steam (60 psig
max)
SERVICE TEST 30 mins (min)
Soap Bubble Leak Test at 5-10 psig
Weld-Plus-Ends shall be subjected to a pneumatic pressure test of 5 to 10 psig in the annulus between the gasket and the seal weld. It shall be examined for leaks using a soap solution.
Existing Plant Piping Incl. Tie-Ins
As Calculated* 30 mins (min)
For revalidation purposes of existing plant piping, the test pressure shall be minimum required by the Code ASME B31.3. The actual wall thickness of the piping and flange rating shall be determined and taken into consideration when calculating the test pressure. In case of flanged tie-in connections, a flange tester is utilized to conduct hydrostatic testing of flange butt weld.
RETESTING
REQMTS
See Notes Systems that already passed a successful pressure test require RETEST IF subjected to new welding activities (Modifications, repair to pressure boundary) OR IF PWHT is reqd*.
Note: Seal welds of threaded connections & Attachment welds of non-pressure containing parts, such as wear pads DO NOT REQUIRE RETEST UNLESS THE LINE REQUIRES PWHT (Including attachment welds & seal welds to the pressure boundary).
REPAIR EXISTING
PIPING
See Notes Every existing plant piping & pipeline, after repairs or alterations have been made that affect the integrity of the pressure containing parts, shall successfully pass a hydrostatic test. The test pressure shall be in accordance with the requirements of the applicable code.
Note: SAEP-310 requirements apply as well for pressure testing after Repairs, Upgrades, Refurbishment, etc
Open-Ended Piping
EXEMPT, VISUAL EXAM
Drains, vents & piping downstream of pressure relieving devices that discharge directly to the atmosphere (max internal pressure 10 psig) are EXEMPT from testing. Drain holes installed, etc
Note: Test Package SIS Sheet shows design data & "EXEMPT" under required test pressure. Line(s) shall be visually examined.
Instrument Impulse Lines
As Calculated* 30 mins (min)
Whether piping or tubing, between the root isolation valve and the instrument isolation shall be pneumatically pressure tested (air or nitrogen) at 1.25 X design pressure of the piping system or process equipment to which it is connected. Test duration shall not be less than 30 minutes.
Note: Instrumentation that could be damaged due to the test shall be disconnected. When pneumatic test is not practical (pressure greater than 1000 psig, physical configuration, etc.) test with liquid or water. (Flush, test & dry clean using a quality of water not harmful to lines).
Internally FBE Coated Lines
As Calculated* 30 mins (min)
For internally Fusion Bonded Epoxy (FBE) coated piping system, the test pressure shall not exceed 5,000 psi for APCS 100, 101, 103 systems & 3,000 psi for APCS 102 System
Note: ALL Welding shall be completed (Design Issue), all internal coating and Holiday Testing PRIOR TO pressure testing.

Page 9 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 3 -- Pressure Testing Matrix for On-Plot Piping (Incl. UG Utilities, FW & Plumbing)ON-PLOT NEW B31.1 & B31.3 CODE PRESSURE PIPING (SATIP-A-004 Series)
Sampling Lines See Note Test as an integral part with the piping or equipment to which it is connected.
See Note
FIELD HYDROTESTING OF NEW VALVES (SAES-L-108, Section 4.7 & SATIP-L-108 & SAIC-L-2042)
Test Location See Note
See Note
Exception See Note
Exemption See Note Buttweld & socketweld end valves in NPS 2 inches and smaller are exempt
See Note
SPECIFIC TESTING REQUIREMENT SUMMARY (ALL SA APPLICATIONS PER SAES-L-150, Section 6)
Hydrostatic testing for existing vessels shall be conducted per SAES-D-008, Paragraph 10.1.
Pneumatic test as approved by Insp Dept Mgr (UG-100 of ASME SEC VIII D1, OR T-4 of ASME SEC VIII D2)
Vessel & Tank Trim
(Piping)
Test separately (separate package) as required. Exemptions include sight glasses & other instruments. Strength or Service test associated piping based on service
Note: ALL Code Piping construction (in-situ) that is not VENDOR supplied shall be tested. Utility = Service Test, Process = Strength Test
Skid-Mounted Piping (Vendor)
EXEMPT IF TESTED BY VENDOR per 01-SAMSS-010
(exceptions noted)
1. When testing with adjacent Lube oil system piping (no leaks = acceptance). 2. When code repairs are made to skid-mounted piping to correct misalignment, physical damage or any modifications in-situ, pressure test the affected spools.
Location shall be specified by proponent & PID approved. SAIC-A-2031 Sect. J
Field Testing of New Valves
All new valves designated for isolation service (as specified by the Proponent) shall be subjected to high pressure hydrostatic seat test prior to installation in line.
Low pressure pneumatic seat test at 5 psig shall be substituted for high pressure hydrostatic seat test for flare system valves. Identify & Segregate Early!!!
Procedure
(Checklist Item D4)
Test procedures, pressures, durations, & leakage acceptance criteria shall be equal to those that the valves were originally purchased to. All resilient (soft) seated isolation valves shall have zero leakage. See SAIC-L-2042
Note: Proponent specifies those Line Classes and valves subject to field hydrotesting. Valves received shall be carefully identified & given a unique ID number for installation into the correct Line Class based on visual verification of construction stamp. Valves shall be given a unique ID & corresponding test report document upon receipt, Valve ID shall be controlled, documents transferred into appropriate Test Pkg & Database (Piping System, Line Class, Line Number, Location) per SAEP-1160. Procedure identifies all critical aspects of Valve Testing incl Receipt Inspection (internal visual exam by qualified Inspector), pressure test, ambient lay-up (corrosion protection per mfg instructions & follow-up preservation reqmts) & segregation control to prevent "mixing valves". Controlled System for Valve Placement exists.
6.1 Plant Piping - Pressure testing of On-Plot Plant Piping shall be per SAES-L-150. See Section D of this Checklist.
6.2 Cross-Country Pipelines - Pressure testing of cross country pipelines shall be per SAES-L-150. See Section C of this Checklist.
6.3 Pressure Vessels - Hydrostatic testing for new vessels (shop or field fab) shall be conducted as follows:ASME Section VIII, D1 to SAMSS-004, Para 16.3.8.1. & ASME Section VIII, D2 to 32-SAMSS-004, Para 16.3.8.2
6.4 Heat Transfer Equipment - Hydrostatic tests for existing equipment shall be per SAES-D-008.
For pneumatic testing, refer to same as above for Vessels (UG-100 of ASME SEC VIII D1, OR T-4 of ASME SEC VIII D2) Boilers receiving Hydrostatic test (new, field fabricated boilers) shall be in accordance with 32-SAMSS-021.
Boiler pressure test After Repair or Alteration, refer to SAES-D-008 & National Board Insp Code, NB-23.
Boiler Hydrostatic test during T&Is shall be per test pressure as specified on boiler's safety instruction sheet.
Heater Tube (coil) Assy Hydrostatic test for new, field fabricated heater tube assembly shall be per 32-SAMSS-029.
Heat Exchanger Tube bundles removed from X-chgr (maintenance) get in-situ shell side test per SAES-D-108 prior to return to service
Fin Fan X-chgr is strength tested (as stamped) in-situ prior to final acceptance (new project), & whenever transported.
6.5 Tanks - For new, field fabricated tanks, & existing tanks, hydrostatic testing shall be per 32-SAMSS-006 for large, low pressure welded tanks; or 32-SAMSS-005 for atmospheric steel tank, as applicable.
6.6 Fire Protection Systems - Pressure test new & existing fire protection systems (SAES-B-017, GI-1781.001).
6.7 Refrigerant Piping Systems - Refrigerant piping serving building air conditioning systems shall be tested according to the requirements of SAES-K-001 and the Uniform Mechanical Code (UMC), Section 1520.
6.8 Potable Water Systems - Potable water piping inside buildings shall be tested per the reqmts of Uniform Plumbing Code (UPC). Exceptions to UPC requirements are listed in SAES-S-060. THERE ARE 3 MAJOR EXCEPTIONS FOR INSPECTION AWARENESS Potable water piping outside of buildings shall be tested per the requirements of SAES-S-040 (SAES-S-070, Section 18).
6.9 Utility Piping Systems - Utility systems, including irrigation piping & water distribution mains, shall be tested per SAES-S-070, Sect 18
6.10 Industrial Drainage and Sewers - Industrial drainage and sewers shall be tested per SAES-S-020 (SAES-070, Section 18).
6.11 Sanitary Sewers - Sanitary sewer systems within buildings shall be tested per reqmts of the Uniform Plumbing Code (UPC). Exceptions to UPC requirements are listed in SAES-S-060. THERE ARE 3 MAJOR EXCEPTIONS FOR INSPECTION AWARENESS Sanitary sewer lines outside of buildings shall be tested in accordance with SAES-S-070 Section 18.
6.12 Storm Water Drainage Systems - Test per SAES-S-030 (SAES-S-070, Section 18) Note: Only OWS portions are tested.
6.13 Miscellaneous Building Services Piping - Steam & condensate piping outside the jurisdiction of ASME B31.3, heating & cooling water piping, vacuum & compressed air system piping for building services shall be tested per ASME B31.9, Building Services Piping.
6.14 Gas Cylinders - Gas cylinders shall be tested per Saudi Aramco Bottled Gas Manual. (Application - New Labs, etc)

Page 10 of 24
6.15 Valves - Valves shall be tested in accordance with SAES-L-108, Section 4.7
6.16 Non Metallic Piping - Such as RTR, Thermoplastic, PVC/UPVC & CPVC shall be tested per SAES-S-070, Section 18.

Page 11 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 4 - SPEC CHECK INSTRUCTIONS1) Test Package Review Tool & Special Process Clearance Verification BEFORE Hydrotest.a. Use Spec-Check along with SAIC-A-2003 (Checklist for Hydrotest Package Review) & this checklist. b. Check test package Bill of materials against piping line class requirements (See sample Spec Check)
extent specified and correct NDT methods. Check NDT reports and compare RT field markings to the test reports.d. Check RT reports closely for repairs (repair shots, penalties) & field verify the markings exist on the correct joint.Note: If discrepancies exist, simply review the film and follow NDT checklists for RT (Clear direction exists here).e. Shop/Field Weld NDT requirements vary and need to closely checked for omission of work. (10% shop, 100% fld)f. Check PWHT reports against material spec requirements (service, thickness, etc). Verify visually PWHT was doneg. Check BHT reports against spec requirements (sweet & sour services). Verify roundness of Brinnell indentation. h. PMI OK markings exist on those joints PMI examined. Verify markings to correct joint. i. Check color codings of materials to assure correctly specified material was used in piping systems.2) Check field installations (Pre-Hydro Walkdown, Surveillances) for following special processes: a. Gasket Installation – HOLD POINT FOR CONTRACTOR - Visual before installation, Color code TableCRITICAL: COLOR CODES EXIST FOR ALL GASKETS (TABLE COVERS ALL GASKETS IN ALL LINE CLASSES)b. Bolting Installation & Torque (Bolts, Nuts, Lubricants, Friction Factors, See Torque Tables)c. Valve Installations (Check Valves installed against SAES-L-105 Spec Table Attached)d. Piping specs and piping schedules cab be includede. Check Spectacle plates, blinds, spacers, Jack screws, etc for SPECIFIC SASD DRAWING conformance. f. Check miscellaneous material elements (Class & pressure ratings for weld bosses, fittings) & Limitations (L-110)g. Check WPS and any special instructions needed per welding (invaluable tool for Control)3) Perform FOCUSED ASSESSMENTS with both CHECKLISTS & SPEC-CHECK 4) Perform Focused Assessments with Spec-Check alone on all specified Materials5) Perform Focused Assessments with Spec-Check alone on Special Construction Processes. 6) Perform Post-Hydro Checks “in the field” (Reinstatement, FEIL, Pre-Commissioning, Commissioning)a. During Reinstatement, Use Spec-Check along with SAIC-A-2010 (Checklist for Hydrotest Reinstatement) toensure correct installation (Bolting, valves, etc)b. During FEIL walkdowns, use Spec-Check during accumulation of Field Exception Items List (FEIL)c. During Final walkdowns, use Spec-Check one last time (Pre-Commissioning, Commissioning)7) Add notes for: WPS Review/Compilation after Review of Line Class Tables, Valve Spec codes, flanges, special walk down notes, supports, etc by using a numerical code and hand written notes on back!SPEC-CHECK can be modified for any item. Ensure the best quality on your project! Check all specs
Test Package Review Notes 1. Check status sheet for signoffs. 2. Check Index against contents 3. Pressure Test Data Sheet• Check drawing numbers against actual enclosed• Check excluded equipment & especially if there are any P&ID notes• Check pressure test value proposed to assure limiting factor is correct (usually a flange)4. Do a Weld Tracker NDT report review (detailed) • Compare completed Special Process reports (RT, MT, PT, PWHT, BHT, PMI, etc)• Compare against list of outstanding NDT (Backlog of Penalty & Repairs)5. Review P&IDs and isometrics against spec check for line class required materials (drawings often are in error)Note: Make note on cover in Punch list Accepted by PID “Field verify against Spec/B.O.M” This is especially critical for Sour Service & Special Service lines.Note: Ensure orifice flange reports are included & any NDT specified6. Check hydrotest diagram• Manifold arrangement sketches must show all elements, & manifold construction/insp must be per SAIC-A-2009Caution: Ensure test pressures do not exceed manifold element ratings (Valves are next size up for systems tested)Example 1: Class 300 # systems(1125 psi) would utilize a Class 600 Isolation valves in test manifolds at minimum.
Reason: You are testing against the valve seat (closed position) & this is rated for 1.1 times test pressure, not 1.5.See Next Page for Spec Awareness (Basis for Spec Check on Projects)
c. Check NDT requirements in SPEC-CHECK against NDT enclosed in given test packages. Check for correct NDT looking for omission of
Example 2: A manifold with 800# gate valves will not be used in testing 600# systems (2250 psig)

Page 12 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 4 - SPEC CHECK INSTRUCTIONSSPEC AWARENESS
PID’s ATTENTION TO SPECS & SPEC-Check(Piping Line Class Specs, WPS, NDT Specs, PWHT, PMI, etc) on Projects:Initial Review of SPECS1. Carefully recheck Contractor Piping Specs (Line Class Summary & Tables) as early as possible during or justafter Design is complete (as soon as they are issued and available).2. This is done by checking Contractor’s specs against Line Class Material requirements listed in SAES-L-105. Give special attention to critical systems & systems above 300#.3. Average large projects can have as many as 50 different piping specs & details can be very hard to pick up in the
4. Time taken for early review only takes an experienced plant inspector 2 days of review. Findings (often human error) can be critical. Help prevent unplanned shutdowns on your projects & find substandard material specs before they are installed or before they enter service. 5. Carefully check Contractor Special Process SPECS (WPS, NDT, PWHT, etc) as early as possible (as soon as they are issued and available).6. This is done by checking Contractor’s Special Process Specs against code and SA requirements (SAES-W-011,
7. Ensure that notes are included in these SPECS that require increased NDT based on “field welding” and other code considerations.8. Clear violations such as our “weekly highlight example” (such as specs and drawings that use 3000# fittings on a 900# system instead of required 6000# fittings) must be itemized & brought to SAPMT attention early. See attached Sample Weekly Highlight. 9. After all SPECS submitted by Contractor are accepted ... “CREATE” your custom SPEC-CHECK (sample
Commentary: This is a valuable review and exercise for all inspectors. Have all inspectors trained in this task for self-reliance during future projects. This teaches critical lessons in Materials*, specification requirements* and substandard installation identification*. *FACT: MOST INSPECTORS ARE WEAK REGARDING KNOWLEDGE OF SPECIFICATIONS & ARE UNAWARE OF MANY CRITICAL REQUIREMENTS! SPEC CHECK PUTS THESE DOWN ON PAPER (BY SYSTEM)
Test Package Review & Pre-Hydro Walkdow
1. Follow-up (after initial specification review/approval) can also include checking ISO drawings and bill of materials against approved specs before Pre-Hydro Walkdown2. USE YOUR CUSTOM “SPEC-CHECK” on every new plant project as the perfect walk down and test package review tool. Important Note: Never assume drawings or test packages are correct. Never assume NDE % & PWHT, PMI, etc performed/not performed by contractor is correct.
A thorough test package review system is a page by page review that takes only 15 minutes per package & checks every page and every weld & all materials for completeness/correctness. Omission of Special Process work by Contractor is widespread & frequent, most often unintentional and simply due to a lack of AWARENESS.
Surveillance & Focused Assessment
Incorrect valve installation is very common with valves placed in the wrong service (swapped, mislocated, mismark)3. Create a custom SPEC-CHECK for focused assessments on small diameter piping (UT purposes). Past projects have seen as many as 20% of all piping segments installed of the wrong schedule of piping (J-80, RT Refinery). I visit projects and find numerous substandard installations very often (human error, again). On your project, order/request/perform/get Contractor to do random checks of small diameter piping segments (2” & below). I do it myself with a 2-man crew with me, piping schedules in hand on all my projects & run at about a 2% reject rate. 4. Create a custom SPEC-CHECK for focused assessments on PWHT & BHT. Past projects have seen poor practice with failure to follow 12-step BHT procedure per NACE RP-0472 App A. 5. Turn your project surveillance into an effective and efficient Inspection asset that is valuable to Projects.
field. Pipelines have fewer specs and are easier to manage. THIS INCLUDES THE MAZE OF GASKETS!!!
Sect 17 for NDT & 13 for PWHT). SAES-W-012 is similar to SAES-W-011 in this respect
attached with instructions).
Inspectors must be taught a systematic review method for test packs with focus on Specs.
1. Use SPEC-CHECK on routine surveillance. 2. Create a custom SPEC-CHECK for focused assessments on Valves.

Page 13 of 24
SHARE SPEC CHECK WITH YOUR CONTRACTOR FOR QUALITY

Page 14 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
C Punchlisting Field Walkdown (Pressure Piping Systems):
SPEC CHECK SHALL BE UTILIZED BY SAUDI ARAMCO INSPECTORS FOR FIELD WALK-DOWNS
C1
C2
C3
C4
C5
C6
C7
C8
C9
C10
C11
C12
C13 Drains are provided immediately above check valves (vertical lines).
C14
C15 Spare taps of orifice flanges are plugged and seal welded.
C16
C17
C18
C19
C20
C21
ITEM No.
All joints (flange, threaded, welded or mechanical seals) are left exposed for visual leak detection during the strength test. A) External coating & priming of joints is allowed only if approved by Insp Dept Mgr & proponent Organization Representative. B) The pipe itself can be externally primed & coated to a final coat.
SAES-L-150,Para. 7.3
All permanent flange joints were inspected, gasket mat'l verified & properly torqued. (Review Flange joint report, SAIC-L-2014)
SAES-L-450,Para. 9.4
Drains shall be provided at all low points of the piping system. Note: Exceptions are submarine & buried* pipelines (*pump-outs)
SAES-L-150,Para. 6.2
Vents and drain valves, both temporary and permanent, conforms with the piping class or rating. ( Refer SAES-L-108)
SAES-L-105,Para. 5.9
Supports are installed. Additional temporary support may be installed as required.
SAES-L-150,Para. 6.3
Expansion joints and spring hangers or spring supports are provided with temporary restraints.
SAES-L-150,Para. 6.4
Arc strikes, gouges, and other indications of careless workmanship (such as surface porosity, uneven weld profiles, and undercut) shall be removed by grinding and inspected by magnetic particle or liquid penetrant method.
SAES-W-011,Para. 11.6
Temporary welded attachments to the pipe were ground off and inspected by magnetic particle or liquid penetrant method
SAES-W-011,Para. 11.7
All threaded joints and faying surfaces shall be seal welded by a continuous fillet weld (required weep holes shall be left unwelded).
SAES-W-011,Para. 11.15.1
Isolation valves are verified to have been body and seat tested prior to installation through verification of field test certificates.
SAES-L-108,Section 4.7
All in line valves that are not used as test isolation valves are in open position.
SAES-A-004,Para. 7.3.2
During filling, permanent vent & drain valves are in open position. Plugging is only AFTER WATER FILL & EFFICIENT AIR VENTING.
SAES-A-004,Para 8.1.1
SAES-A-004,Para. 7.4.2
Disc of check valve is removed, unless check valve has by-pass. Method for storage (plastic bag & tie) allows visual verification.
SAES-A-004,Para. 7.4.3
SAES-L-110,Para. 8.2
All threaded joints up to the first block valve of hydrocarbon pipeline are seal welded. Thread engagement has been verified & accepted.
SAES-L-110,Para. 8.2
Process instruments and equipment that may be damaged by the strength test pressure are disconnected.
SAES-A-004,Para. 7.2
The pressure testing manifold is separately pressure tested to at least 1.2 times the system test pressure but not less than the discharge pressure of the pump used for the pressure testing.
SAES-A-004,Para. 5.5.4
Buried pipeline are adequately bermed or covered to anchor the line during pressure test.
SAES-L-450 Appendix C
Pressure gages and pressure recorders are calibrated within one (1) month before the test. Check stickers at the time of the test.
SAES-A-004,Para. 7.1.5 (a)
Paddle or spectacle blinds shall be used to isolate test sections. Safety of test "implements" has been checked (SAIC-A-2009)
SAES-A-004,Para. 7.3.1

Page 15 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATEITEM No.
C22
C23
C24
C25 As Referenced
C26 As Referenced
REFERENCE DOCUMENTS:
Contractor / Third-Party Saudi Aramco
Name, Initials and Date:Work is Complete and Ready for Inspection:
Name, Initials and Date:T&I Witnessed QC Record Reviewed Work Verified
QC Inspector PID Representative
Name, Initials and Date:Performed Inspection Work / Rework May Proceed
Name, Initials and Date:T&I Witnessed QC Record Reviewed Work Verified
QC Supervisor Proponent and Others
Name, Sign and Date: Quality Record Approved: T&I Witnessed QC Record Reviewed Work Verified
*Person Responsible for Completion of Quality Work / Test Y = YES N = NO F = FAILED
A bleed valve readily accessible is provided in case immediate depressurization is required.
SAES-A-004,Para. 5.5.2
EVALUATE CLEANING (PROCEDURES) & PROPOSED LAY-UPS: For pipe up to 12-inch NPS - flushed clean of loose scale/debris or scraped prior to commencement of pressure testing per procedure Note 1: If flushing was done with valves in line, cavity cleanliness is highly suspect where no low point drains exist. Verify post-test removal of scale/debris/water in low points (Check valve cavities). Random verification involves Inspection of valve cavities. This is a standard comment or addition to the punchlist. Note 2: Internal Cleaning procedure for pipe size larger than 14 inch shall be submited for review and approval) See SATIP-L-108. Flushing Cert is available in the test package for review
SAES-A-004,Para. 7.1.2
All pressure containing components of pipeline, except instruments that may be damaged by the test pressure, were physically verified to be included in test using P&ID, ISOs (Pressure Test Diagram)
SAES-A-004,Para. 5.6.1
Line compliance with Isometrics: A) Correct Materials utilized grade/schedule (Bill of Mat'ls) B) Correct flange and fittings rating C) Construction tolerances per SAES-L-350, Sect. 9
PRE-TEST SPEC CHECK ATTACHMENT 4.
Use SAIC-A-2011 along with this checklist (inspection efficiency) whenever walkdown is done on the same day as press. testing
REMARKS:
1. SAES-A-004, General Requirements for Pressure Testing, (30 March, 2005) 2. SAES-L-105, Piping Material Specifications, (30 March, 2005) 3. SAES-L-108, Selection of Valves, (30 March, 2005) 4. SAES-L-110, Limitations on Pipe Joints and Components, (30 March, 2005) 5. SAES-L-150, Pressure Testing of Plant Piping and Pipelines, (30 September, 2003) 6. SAES-L-450, Construction of On-Land and Near-Shore Pipelines, (30 September, 2003) 7. SAES-W-011, Welding Requirements for On-Plot Piping, (30 March, 2005)
Construction Representative* PMT Representative
Name, Organization,Initials and Date:

Page 16 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 1 -- SAEP-1160 Section 8 (Test Pkg Minimum Content)

Page 17 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 2 -- NEMA TC 2 (Type EPC-40-PVC)
Attachment 2 -- TEST PACKAGE FLOW CHART
Test Package (or Test System) No
Engineering Contractor QC
(NOTE: Use form SATR-A-2007)
Construction Contractor QC
Construction Contractor QC
SAPMT PID
Construction Contractor QC SAPMT PID
Construction Contractor QC SAPMT PID
Construction Contractor QC SAPMT PID Proponent
Construction Contractor QC SAPMT PID
Test Pack Preparation
Pre-Test Punch Listing
Clear 'A' Items
S. Aramco Pre-Test
Punch
ListingProponent (By Request)
Clear S. Aramco 'A' Items
Flushing & Cleanliness Proponent
(By Request)
Pressure Testing
System Lay-Up Proponent
(By Request)
ReinstateSystem
Final Insp
(Contractor)

Page 18 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Construction Contractor QC SAPMT
SAPMT PID Proponent
ReinstateSystem
Final Insp
(Contractor)
S. AramcoFinal Insp
for MCC

Page 19 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 3 - Pressure Testing Matrix for On-Plot Piping (Incl. UG Utilities, FW & Plumbing)ON-PLOT NEW B31.1 & B31.3 CODE PRESSURE PIPING (SATIP-A-004 Series)
SYSTEM TEST CONSIDERATIONS & NOTES
Vacuum Piping Tested to 1.5 times the differential external pressure, but not less than 15 psig.
Coordinate with system Service tests and construction completion.
Weld-Plus-Ends
See Notes
See Notes
TEST PRESS &
DURATIONProcess Piping
As Calculated* 30 mins (min)
Piping Line Class List (Hydrotest Spec) lists all new process piping line classes (strength test required per code) with exceptions for Service Test and other tests as noted below. NDE in lieu of pressure test may be performed if requested & approved by SA Insp. Dept. Mgr. Process requests per Sect 5 of SAES-A-004, and at a minimum, 30 days ahead of testing.
*Note: Unless limited by flanges, valves or other component (exceptions below), hydrostatic strength test pressures for every section of new constructed line shall produce a hoop stress in pipe of 90% SMYS at test temperature. See Exceptions Below.
Lube & Seal Oil Systems
See Notes 30 mins (min)
*Lube & seal oil piping is pressure tested with its own fluid at 1.5 times design pressure or 100 psig, whichever is greater. Chemical cleaning precedes pressure testing. Joints shall be completely cleaned* (oil free) before testing. *Baby Powder works best to clean/dry joints
Note: Leaks are common, difficult to identify as "active" or "non-active". Perform preliminary tests to identify all leaks, especially at flanged and threaded joints. When evaluating leakage, utilize clean dry cloths to identify "active" leaks for repair. Oil residue found after wiping the joints (check low points carefully) is cause for clean and retest. Always wait a minimum of 30 mins after wiping joints before reevaluation.
Underground Process Piping
As Calculated See Notes
A) Test prior to backfilling (all joints exposed) & maintain test pressure for a minimum of 2 hrs B) If justifiable (safety) & line must be back-filled, a 24 hr recorded test (Chart Recorder) reqd.
Flare Lines (24" &
above)
See Notes 30
mins (min)
Flare lines 24-inch NPS & larger with a design pressure of 75 psig or lower may be strength tested pneumatically (75 psig is tested at 1.1 factor or 82 psig) per Para. 345.5 of ASME B31.3
Note: Test limits shall be downstream of isolation valves (beyond PZVs & locked valves for equipment). Portions of the test may be less than 24 inches from these valves to the flare header branch connection. Flare system Isolation Valves receive a pneumatic seat test at 5 psig in lieu of a high pressure seat hydrotest. Conduct this test on a weekend to minimize personnel exposure. Perform a stored energy calc when requested by Company. Test limits utilize blind flanges at removed isolation valve locations. Follow Pneumatic Testing SATIP.
See Notes 30
mins (min) Air & Inert Gas
(150 psig max)
SERVICE TEST & Soap Bubble Test
30 mins (min)
Perform a preliminary soap bubble test at 5-10 psig after construction is complete & threaded joints are checked for engagement (two full visible thread rule). Coordinate with Compressor and Receiver Service tests and final gasket installation.
LP Steam (60 psig
max)
SERVICE TEST 30 mins (min)
Soap Bubble Leak Test at 5-10 psig
Weld-Plus-Ends shall be subjected to a pneumatic pressure test of 5 to 10 psig in the annulus between the gasket and the seal weld. It shall be examined for leaks using a soap solution.
Existing Plant Piping Incl. Tie-Ins
As Calculated* 30 mins (min)
For revalidation purposes of existing plant piping, the test pressure shall be minimum required by the Code ASME B31.3. The actual wall thickness of the piping and flange rating shall be determined and taken into consideration when calculating the test pressure. In case of flanged tie-in connections, a flange tester is utilized to conduct hydrostatic testing of flange butt weld.
RETESTING
REQMTS
Systems that already passed a successful pressure test require RETEST IF subjected to new welding activities (Modifications, repair to pressure boundary) OR IF PWHT is reqd*.
Note: Seal welds of threaded connections & Attachment welds of non-pressure containing parts, such as wear pads DO NOT REQUIRE RETEST UNLESS THE LINE REQUIRES PWHT (Including attachment welds & seal welds to the pressure boundary).
REPAIR EXISTING
PIPING
Every existing plant piping & pipeline, after repairs or alterations have been made that affect the integrity of the pressure containing parts, shall successfully pass a hydrostatic test. The test pressure shall be in accordance with the requirements of the applicable code.
Note: SAEP-310 requirements apply as well for pressure testing after Repairs, Upgrades, Refurbishment, etc
Open-Ended Piping
EXEMPT, VISUAL EXAM
Drains, vents & piping downstream of pressure relieving devices that discharge directly to the atmosphere (max internal pressure 10 psig) are EXEMPT from testing. Drain holes installed, etc
Note: Test Package SIS Sheet shows design data & "EXEMPT" under required test pressure. Line(s) shall be visually examined.
Instrument Impulse Lines
As Calculated* 30 mins (min)
Whether piping or tubing, between the root isolation valve and the instrument isolation shall be pneumatically pressure tested (air or nitrogen) at 1.25 X design pressure of the piping system or process equipment to which it is connected. Test duration shall not be less than 30 minutes.
Note: Instrumentation that could be damaged due to the test shall be disconnected. When pneumatic test is not practical (pressure greater than 1000 psig, physical configuration, etc.) test with liquid or water. (Flush, test & dry clean using a quality of water not harmful to lines).
Internally FBE Coated Lines
As Calculated* 30 mins (min)
For internally Fusion Bonded Epoxy (FBE) coated piping system, the test pressure shall not exceed 5,000 psi for APCS 100, 101, 103 systems & 3,000 psi for APCS 102 System

Page 20 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Sampling Lines See Note Test as an integral part with the piping or equipment to which it is connected.
See Note
FIELD HYDROTESTING OF NEW VALVES (SAES-L-108, Section 4.7 & SATIP-L-108 & SAIC-L-2042)
Test Location See Note
See Note
Exception See Note
Exemption See Note Buttweld & socketweld end valves in NPS 2 inches and smaller are exempt
See Note
SPECIFIC TESTING REQUIREMENT SUMMARY (ALL SA APPLICATIONS PER SAES-L-150, Section 6)
Hydrostatic testing for existing vessels shall be conducted per SAES-D-008, Paragraph 10.1.
Pneumatic test as approved by Insp Dept Mgr (UG-100 of ASME SEC VIII D1, OR T-4 of ASME SEC VIII D2)
Note: ALL Welding shall be completed (Design Issue), all internal coating and Holiday Testing PRIOR TO pressure testing.
Vessel & Tank Trim
(Piping)
Test separately (separate package) as required. Exemptions include sight glasses & other instruments. Strength or Service test associated piping based on service
Note: ALL Code Piping construction (in-situ) that is not VENDOR supplied shall be tested. Utility = Service Test, Process = Strength Test
Skid-Mounted Piping (Vendor)
EXEMPT IF TESTED BY VENDOR per 01-SAMSS-010
(exceptions noted)
1. When testing with adjacent Lube oil system piping (no leaks = acceptance). 2. When code repairs are made to skid-mounted piping to correct misalignment, physical damage or any modifications in-situ, pressure test the affected spools.
Location shall be specified by proponent & PID approved. SAIC-A-2031 Sect. J
Field Testing of New Valves
All new valves designated for isolation service (as specified by the Proponent) shall be subjected to high pressure hydrostatic seat test prior to installation in line.
Low pressure pneumatic seat test at 5 psig shall be substituted for high pressure hydrostatic seat test for flare system valves. Identify & Segregate Early!!!
Procedure
(Checklist Item D4)
Test procedures, pressures, durations, & leakage acceptance criteria shall be equal to those that the valves were originally purchased to. All resilient (soft) seated isolation valves shall have zero leakage. See SAIC-L-2042
Note: Proponent specifies those Line Classes and valves subject to field hydrotesting. Valves received shall be carefully identified & given a unique ID number for installation into the correct Line Class based on visual verification of construction stamp. Valves shall be given a unique ID & corresponding test report document upon receipt, Valve ID shall be controlled, documents transferred into appropriate Test Pkg & Database (Piping System, Line Class, Line Number, Location) per SAEP-1160. Procedure identifies all critical aspects of Valve Testing incl Receipt Inspection (internal visual exam by qualified Inspector), pressure test, ambient lay-up (corrosion protection per mfg instructions & follow-up preservation reqmts) & segregation control to prevent "mixing valves". Controlled System for Valve Placement exists.
6.1 Plant Piping - Pressure testing of On-Plot Plant Piping shall be per SAES-L-150. See Section D of this Checklist.
6.2 Cross-Country Pipelines - Pressure testing of cross country pipelines shall be per SAES-L-150. See Section C of this Checklist.
6.3 Pressure Vessels - Hydrostatic testing for new vessels (shop or field fab) shall be conducted as follows:ASME Section VIII, D1 to SAMSS-004, Para 16.3.8.1. & ASME Section VIII, D2 to 32-SAMSS-004, Para 16.3.8.2
6.4 Heat Transfer Equipment - Hydrostatic tests for existing equipment shall be per SAES-D-008.
For pneumatic testing, refer to same as above for Vessels (UG-100 of ASME SEC VIII D1, OR T-4 of ASME SEC VIII D2) Boilers receiving Hydrostatic test (new, field fabricated boilers) shall be in accordance with 32-SAMSS-021.
Boiler pressure test After Repair or Alteration, refer to SAES-D-008 & National Board Insp Code, NB-23.
Boiler Hydrostatic test during T&Is shall be per test pressure as specified on boiler's safety instruction sheet.
Heater Tube (coil) Assy Hydrostatic test for new, field fabricated heater tube assembly shall be per 32-SAMSS-029.
Heat Exchanger Tube bundles removed from X-chgr (maintenance) get in-situ shell side test per SAES-D-108 prior to return to service
Fin Fan X-chgr is strength tested (as stamped) in-situ prior to final acceptance (new project), & whenever transported.
6.5 Tanks - For new, field fabricated tanks, & existing tanks, hydrostatic testing shall be per 32-SAMSS-006 for large, low pressure welded tanks; or 32-SAMSS-005 for atmospheric steel tank, as applicable.
6.6 Fire Protection Systems - Pressure test new & existing fire protection systems (SAES-B-017, GI-1781.001).
6.7 Refrigerant Piping Systems - Refrigerant piping serving building air conditioning systems shall be tested according to the requirements of SAES-K-001 and the Uniform Mechanical Code (UMC), Section 1520.
6.8 Potable Water Systems - Potable water piping inside buildings shall be tested per the reqmts of Uniform Plumbing Code (UPC). Exceptions to UPC requirements are listed in SAES-S-060. THERE ARE 3 MAJOR EXCEPTIONS FOR INSPECTION AWARENESS Potable water piping outside of buildings shall be tested per the requirements of SAES-S-040 (SAES-S-070, Section 18).
6.9 Utility Piping Systems - Utility systems, including irrigation piping & water distribution mains, shall be tested per SAES-S-070, Sect 18
6.10 Industrial Drainage and Sewers - Industrial drainage and sewers shall be tested per SAES-S-020 (SAES-070, Section 18).
6.11 Sanitary Sewers - Sanitary sewer systems within buildings shall be tested per reqmts of the Uniform Plumbing Code (UPC). Exceptions to UPC requirements are listed in SAES-S-060. THERE ARE 3 MAJOR EXCEPTIONS FOR INSPECTION AWARENESS Sanitary sewer lines outside of buildings shall be tested in accordance with SAES-S-070 Section 18.
6.12 Storm Water Drainage Systems - Test per SAES-S-030 (SAES-S-070, Section 18) Note: Only OWS portions are tested.
6.13 Miscellaneous Building Services Piping - Steam & condensate piping outside the jurisdiction of ASME B31.3, heating & cooling water piping, vacuum & compressed air system piping for building services shall be tested per ASME B31.9, Building Services Piping.
6.14 Gas Cylinders - Gas cylinders shall be tested per Saudi Aramco Bottled Gas Manual. (Application - New Labs, etc)

Page 21 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
6.15 Valves - Valves shall be tested in accordance with SAES-L-108, Section 4.7
6.16 Non Metallic Piping - Such as RTR, Thermoplastic, PVC/UPVC & CPVC shall be tested per SAES-S-070, Section 18.

Page 22 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
Attachment 4 - SPEC CHECK INSTRUCTIONS1) Test Package Review Tool & Special Process Clearance Verification BEFORE Hydrotest.a. Use Spec-Check along with SAIC-A-2003 (Checklist for Hydrotest Package Review) & this checklist. b. Check test package Bill of materials against piping line class requirements (See sample Spec Check)
extent specified and correct NDT methods. Check NDT reports and compare RT field markings to the test reports.d. Check RT reports closely for repairs (repair shots, penalties) & field verify the markings exist on the correct joint.Note: If discrepancies exist, simply review the film and follow NDT checklists for RT (Clear direction exists here).e. Shop/Field Weld NDT requirements vary and need to closely checked for omission of work. (10% shop, 100% fld)f. Check PWHT reports against material spec requirements (service, thickness, etc). Verify visually PWHT was doneg. Check BHT reports against spec requirements (sweet & sour services). Verify roundness of Brinnell indentation. h. PMI OK markings exist on those joints PMI examined. Verify markings to correct joint. i. Check color codings of materials to assure correctly specified material was used in piping systems.2) Check field installations (Pre-Hydro Walkdown, Surveillances) for following special processes: a. Gasket Installation – HOLD POINT FOR CONTRACTOR - Visual before installation, Color code TableCRITICAL: COLOR CODES EXIST FOR ALL GASKETS (TABLE COVERS ALL GASKETS IN ALL LINE CLASSES)b. Bolting Installation & Torque (Bolts, Nuts, Lubricants, Friction Factors, See Torque Tables)c. Valve Installations (Check Valves installed against SAES-L-105 Spec Table Attached)d. Piping specs and piping schedules cab be includede. Check Spectacle plates, blinds, spacers, Jack screws, etc for SPECIFIC SASD DRAWING conformance. f. Check miscellaneous material elements (Class & pressure ratings for weld bosses, fittings) & Limitations (L-110)g. Check WPS and any special instructions needed per welding (invaluable tool for Control)3) Perform FOCUSED ASSESSMENTS with both CHECKLISTS & SPEC-CHECK 4) Perform Focused Assessments with Spec-Check alone on all specified Materials5) Perform Focused Assessments with Spec-Check alone on Special Construction Processes. 6) Perform Post-Hydro Checks “in the field” (Reinstatement, FEIL, Pre-Commissioning, Commissioning)a. During Reinstatement, Use Spec-Check along with SAIC-A-2010 (Checklist for Hydrotest Reinstatement) toensure correct installation (Bolting, valves, etc)b. During FEIL walkdowns, use Spec-Check during accumulation of Field Exception Items List (FEIL)c. During Final walkdowns, use Spec-Check one last time (Pre-Commissioning, Commissioning)7) Add notes for: WPS Review/Compilation after Review of Line Class Tables, Valve Spec codes, flanges, special walk down notes, supports, etc by using a numerical code and hand written notes on back!SPEC-CHECK can be modified for any item. Ensure the best quality on your project! Check all specs
Test Package Review Notes 1. Check status sheet for signoffs. 2. Check Index against contents 3. Pressure Test Data Sheet• Check drawing numbers against actual enclosed• Check excluded equipment & especially if there are any P&ID notes• Check pressure test value proposed to assure limiting factor is correct (usually a flange)4. Do a Weld Tracker NDT report review (detailed) • Compare completed Special Process reports (RT, MT, PT, PWHT, BHT, PMI, etc)• Compare against list of outstanding NDT (Backlog of Penalty & Repairs)5. Review P&IDs and isometrics against spec check for line class required materials (drawings often are in error)Note: Make note on cover in Punch list Accepted by PID “Field verify against Spec/B.O.M” This is especially critical for Sour Service & Special Service lines.Note: Ensure orifice flange reports are included & any NDT specified6. Check hydrotest diagram• Manifold arrangement sketches must show all elements, & manifold construction/insp must be per SAIC-A-2009Caution: Ensure test pressures do not exceed manifold element ratings (Valves are next size up for systems tested)Example 1: Class 300 # systems(1125 psi) would utilize a Class 600 Isolation valves in test manifolds at minimum.
Reason: You are testing against the valve seat (closed position) & this is rated for 1.1 times test pressure, not 1.5.
c. Check NDT requirements in SPEC-CHECK against NDT enclosed in given test packages. Check for correct NDT looking for omission of
Example 2: A manifold with 800# gate valves will not be used in testing 600# systems (2250 psig)

Page 23 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
See Next Page for Spec Awareness (Basis for Spec Check on Projects)
SPEC AWARENESSPID’s ATTENTION TO SPECS & SPEC-Check(Piping Line Class Specs, WPS, NDT Specs, PWHT, PMI, etc) on Projects:Initial Review of SPECS1. Carefully recheck Contractor Piping Specs (Line Class Summary & Tables) as early as possible during or justafter Design is complete (as soon as they are issued and available).2. This is done by checking Contractor’s specs against Line Class Material requirements listed in SAES-L-105. Give special attention to critical systems & systems above 300#.3. Average large projects can have as many as 50 different piping specs & details can be very hard to pick up in the
4. Time taken for early review only takes an experienced plant inspector 2 days of review. Findings (often human error) can be critical. Help prevent unplanned shutdowns on your projects & find substandard material specs before they are installed or before they enter service. 5. Carefully check Contractor Special Process SPECS (WPS, NDT, PWHT, etc) as early as possible (as soon as they are issued and available).6. This is done by checking Contractor’s Special Process Specs against code and SA requirements (SAES-W-011,
7. Ensure that notes are included in these SPECS that require increased NDT based on “field welding” and other code considerations.8. Clear violations such as our “weekly highlight example” (such as specs and drawings that use 3000# fittings on a 900# system instead of required 6000# fittings) must be itemized & brought to SAPMT attention early. See attached Sample Weekly Highlight. 9. After all SPECS submitted by Contractor are accepted ... “CREATE” your custom SPEC-CHECK (sample
Commentary: This is a valuable review and exercise for all inspectors. Have all inspectors trained in this task for self-reliance during future projects. This teaches critical lessons in Materials*, specification requirements* and substandard installation identification*. *FACT: MOST INSPECTORS ARE WEAK REGARDING KNOWLEDGE OF SPECIFICATIONS & ARE UNAWARE OF MANY CRITICAL REQUIREMENTS! SPEC CHECK PUTS THESE DOWN ON PAPER (BY SYSTEM)
Test Package Review & Pre-Hydro Walkdow
1. Follow-up (after initial specification review/approval) can also include checking ISO drawings and bill of materials against approved specs before Pre-Hydro Walkdown2. USE YOUR CUSTOM “SPEC-CHECK” on every new plant project as the perfect walk down and test package review tool. Important Note: Never assume drawings or test packages are correct. Never assume NDE % & PWHT, PMI, etc performed/not performed by contractor is correct.
A thorough test package review system is a page by page review that takes only 15 minutes per package & checks every page and every weld & all materials for completeness/correctness. Omission of Special Process work by Contractor is widespread & frequent, most often unintentional and simply due to a lack of AWARENESS.
Surveillance & Focused Assessment
Incorrect valve installation is very common with valves placed in the wrong service (swapped, mislocated, mismark)3. Create a custom SPEC-CHECK for focused assessments on small diameter piping (UT purposes). Past projects have seen as many as 20% of all piping segments installed of the wrong schedule of piping (J-80, RT Refinery). I visit projects and find numerous substandard installations very often (human error, again). On your project, order/request/perform/get Contractor to do random checks of small diameter piping segments (2” & below). I do it myself with a 2-man crew with me, piping schedules in hand on all my projects & run at about a 2% reject rate. 4. Create a custom SPEC-CHECK for focused assessments on PWHT & BHT. Past projects have seen poor practice with failure to follow 12-step BHT procedure per NACE RP-0472 App A. 5. Turn your project surveillance into an effective and efficient Inspection asset that is valuable to Projects.
field. Pipelines have fewer specs and are easier to manage. THIS INCLUDES THE MAZE OF GASKETS!!!
Sect 17 for NDT & 13 for PWHT). SAES-W-012 is similar to SAES-W-011 in this respect
attached with instructions).
Inspectors must be taught a systematic review method for test packs with focus on Specs.
1. Use SPEC-CHECK on routine surveillance. 2. Create a custom SPEC-CHECK for focused assessments on Valves.

Page 24 of 24
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff - December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 1-Dec-06 Piping-
SHARE SPEC CHECK WITH YOUR CONTRACTOR FOR QUALITY