Embed Size (px)
Citation preview

SAMPLING, SAMPLE PREPARATION AND ANALYTICAL PRACTICES 85
Introduction
Coal consists of particles of varied shapes and sizes eachhaving different physical characteristics, chemicalproperties and residual ash content. A correct andrepresentative sample requires that every particle in a lotbeing sampled is equally represented1. Coal samplingprotocols must provide material which when analysed willprovide results that are representative of the lot sampled. Arepresentative sample is collected by taking a definitivenumber increments, periodically throughout the entire coallot being sampled. The number and weight of incrementsrequired for a desired degree of precision depends on thevariability of the coal which increases with increasingimpurities. It is imperative that the minimum specifiedweight and the minimum specified number of incrementsare not reduced. There are International Standards forexecuting the job of representative sampling pertaining todifferent methods of sampling2. However, due to time,technical and other economic constraints strictimplementation of the procedures are difficult to practicefor routine monitoring. It is a known fact that about 80% ofthe total variances involved at the different stages of sample
collection, preparation and analysis come from errorsduring its collection. The important issue that is not alwaysconsidered is the effect of modified procedures on theprecision of the final result. This often leads to differentcontroversies between the seller and the customer that arecentered around the variability of coal, the number ofsamples collected from a lot, the number of incrementscomprising each sample, and the mass of sample relative tothe nominal top size3,4,5.
The sampling of coal can take place from eitherstationary lots or from moving streams. Laboratorymeasurements of parameters in coal are very wellestablished, but results can only be obtained twenty fourhours after samples are taken. A fast, accurate,instantaneous method of determining the elementalcomposition of coal is important to the coal industry forpricing, quality control, and reduction of sulphur dioxide(SO2) emissions. In this regard, other techniques of analysisthat are gaining prominence include x-ray fluorescence(XRF), (PGNAA) and (PFTNA). These are commerciallyavailable, on line analyser technologies that can also becoupled with a microwave moisture meter to monitormoisture.
MOODLEY, V. and MINNITT, R.C.A. Sampling, sample preparation and analytical practices for power station-type coals. Fourth World Conference onSampling & Blending, The Southern African Institute of Mining and Metallurgy, 2009.
Sampling, sample preparation and analytical practices forpower station-type coals
V. MOODLEY* and R.C.A. MINNITT†
*Primary Energy Division, Eskom†School of Mining Engineering, University of the Witwatersrand
Strict implementation of International Standards for representative sampling of coal is difficult forroutine monitoring, due to time, technical, and economic constraints. A large percentage of thetotal sampling variance arises from errors accumulated during the earliest stages of samplecollection. Modified procedures on the precision of the final result leads to controversies betweenthe sellers and customers for coal. Manual collection of coal samples violates the principle ofcorrect sampling, that all fragments must have an equiprobable chance of being in the sample. Inaddition, manual size reduction of large numbers of samples is time consuming and involveshuman errors. A coal quality management procedure in alignment with the relevant ISO standardsthat describes the sampling protocol has been implemented, and current sampling and laboratoryanalysis of coal from base load mines (mines situated at the mouth of the power station) are wellestablished. For import coal, sampling is performed during unloading by auto-mechanicalsampling (AMS). Due to logistical and safety issues associated with multiple suppliers, Eskomopted for the coal to be sampled at source on a pre-certification basis. Online analysers provide afast, accurate, real-time method of determining the total moisture and elemental composition ofcoal and is important to the coal industry for pricing, quality control, and reduction of SO2emissions. Elemental analyses include S, Si, Al, Fe, Ca, Na, Mg, Mn, Ti, K and Cl. Measurementof S is dictated by the control of SO2 emissions from coal-fired power plants. Elements such as Naand Cl have adverse effects on boilers, causing fouling and slagging. Available online elementalanalyser technologies include prompt gamma neutron activation analyses (PGNAA),recommended for major element determination, and pulsed fast and thermal neutron analysis(PFTNA), that is capable of measuring the major and minor chemical elements contained in coal.These systems utilize nuclear reactions to produce characteristic gamma rays that are used foridentifying various chemical elements. By acquiring the gamma rays in three different timewindows, there is a significant reduction of the background as compared with the spectra takenwith a radio isotopic source.
Paper 35:text 10/7/09 1:34 PM Page 85

FOURTH WORLD CONFERENCE ON SAMPLING & BLENDING86
Sampling coals from moving streams andstationary lots
Stopped beltThis method is recommended by international standards asa reference sampling method6. However, bias is introducedif the full range of particle sizes (large or small) is notrepresented in the sample. In order to eliminate such bias,an increment comprising the full width and thickness of thecoal stream is extracted from a stopped belt at a pointbearing a normal load. While the coal industry uses this asan ideal or reference method against which other methodsmay be checked, it is not practical as a standard samplingoperation.
Falling streamSample increments, taken by a mechanical cross-streamcutter from the whole cross-section of a continuouslymoving stream at a transfer point, must operate safely andbe capable of handling the resulting sample incrementwithout undue physical strain1. The method is generally notused for transfer systems with a capacity of approximately100 tons per hour or more. The cutter speed through thefalling stream should be constant and not exceed 0.6 m/s7.The cutter aperture should be at least 3 times the nominaltop size of the coal, with a minimum dimension of 30 mmand larger if necessary1,8. Any increments should never fillthe ladle completely, and the cross-stream cutter musttraverse the full cross section of the stream.
Moving beltSampling from a moving belt is not recommended, but maybe used to provide an indication of certain parameters of thecoal.
StockpilesBuilding or reclaiming stockpiles provides the idealopportunity to obtain representative samples. Regularextraction of increments using manual probes, augers orscoops, from the working face of the stockpile, from thebucket of a front-end loader, or from a single discrete loaddelivered to the stockpile before being pushed into the mainstockpile can provide the best available sample, but this isclearly not a correct or representative sample. The apertureof the probe/auger or scoop ought to be at least 3 times thenominal top size of the coal, with a minimum dimension of30 mm or larger, if necessary, to ensure that the incrementnever fills the scoop completely. Probes and augers mustnot to be used for coals that require size analysis. Owing tothe difficulty of insertion, a probe/auger ought only to beused for coals with a particle size of up to about 25 mm.Extraction of a full column of coal is considered to providea representative increment.
Static StockpilesSampling the outer surface of a stationary or staticstockpiles is not recommended since the basic principle thateach and every particle has the same probability of being inthe sample cannot be upheld6. Results obtained fromsampling static stockpiles are never correct norrepresentative and are merely indicative of the coal quality.Exposure, segregation and other causes mean that thesurface layer on a coal stockpile is generally different inquality from the interior. Segregation of large lumps of coalaround the toe and fringe of a stockpile occur during
handling and must be accounted for when estimates of theparticle size distribution results are made. In addition, thebetter air flows between the accumulated large lumps ofcoal accumulated around the bottom of the stockpile makethese coals susceptible to spontaneous combustion. A morerepresentative measure of particle sizes is obtained bycovering the surface of the stockpile with an imaginarysquare grid and extracting increments from randompositions within each square. Again, this is certainly not arepresentative or correct sample, but it provides the bestavailable data given the dimensionality of the lot.
Grabs and front end loadersAt mining operations without appropiate samplingtechnology, extracting increments from the grabs or front-end loaders may be the only solution to the problem ofsampling, but the sample can never be representative6. Theoperator of the grab or front-end loader is responsible forco-ordinating the extraction of the increments in anunbiased fashion. Manual probes, augers or scoops must beused to extract the samples as evenly spaced as possibleover the surface of the front-end loader bucket or the grab.Such handling of coal results in accumulation of lumps atthe bottom of large buckets. Dimensions of the coal lot canbe reduced by random selection of grabs or front-endloaders that are discharged on to a clean surface, flattenedand then sampled by either full depth or surface sampling.Sufficient grabs or front-end loaders of coal should beselected to ensure that the required number of incrementscan be obtained.
Barges, trucks, and railcarsSampling of coals in barges, trucks, and railcars duringloading or unloading is based on extracting increments froma number of evenly distributed points over the freshlyexposed surface6. Sampling the tops of fully loaded barges,trucks or railcars before these are unloaded is not permitted,due to possible segregation or weather influences duringtransportation. Sampling the top surface of coal in barges,trucks or railcars immediately after these are loaded ispermitted provided loading by layering of coals of differentqualities did not take place. Coals transported in bargesshould be sampled at several points on sequential layers asthe coal in the hold is exposed from time to time as thebarge is loaded or unloaded. Failing to access all of the coalin the hold, may seriously bias the sample (ISO 13909-1 to9:2001 (E) and ISO 1988:1975).
It is emphaised here that the different samplingprocedures for stockpiles, static stockpiles, grabs, barges,and trucks are unable to produce an equiprobabilisticsample, i.e., a sample where all particles of the primary lothave an equal chance of being included in the sample1, 6.
Mechanical sampling from moving streamsDetails of the criteria and conditions that make forrepresentative and correct sampling of moving streams ofmaterial have been investigated at length by Holmes and agroup of co-workers at the CSIRO, Australia9. Coal ismoved from the stockyard or unloading station on one ortwo parallel conveyor lines. Transport of coal in thismanner transforms the three dimensional lot into a onedimensioanl stram and provides conditions for correctincrement delimitation, provided the stream is the samethickness and the cutter cuts the whole of the stream6.Sample increments are automatically cut from the coalstream at the transfer point prior to reaching the weigh belt
Paper 35:text 10/7/09 1:34 PM Page 86
SAMPLING, SAMPLE PREPARATION AND ANALYTICAL PRACTICES 87
sensor. Increments are collected at a primary sampleposition consisting of buckets moving with uniform speedacross the falling coal stream1. The primary samples arecontinuously prepared by crushing and dividing at three orfour different stages. The final sample is dried and milled to212-μm for chemical analysis. Samples for coal sizedetermination are automatically supplied to the screens intandem with the primary sample position.
Sampling is systematic and is either time-based (requiredincrements taken at a pre-set time interval) or mass-based(required increments taken at a pre-set mass interval).Stratified random sampling extracts increments accordingto time or mass based on a random number (between zeroand the sampling interval in seconds, minutes or tonnes)generator.
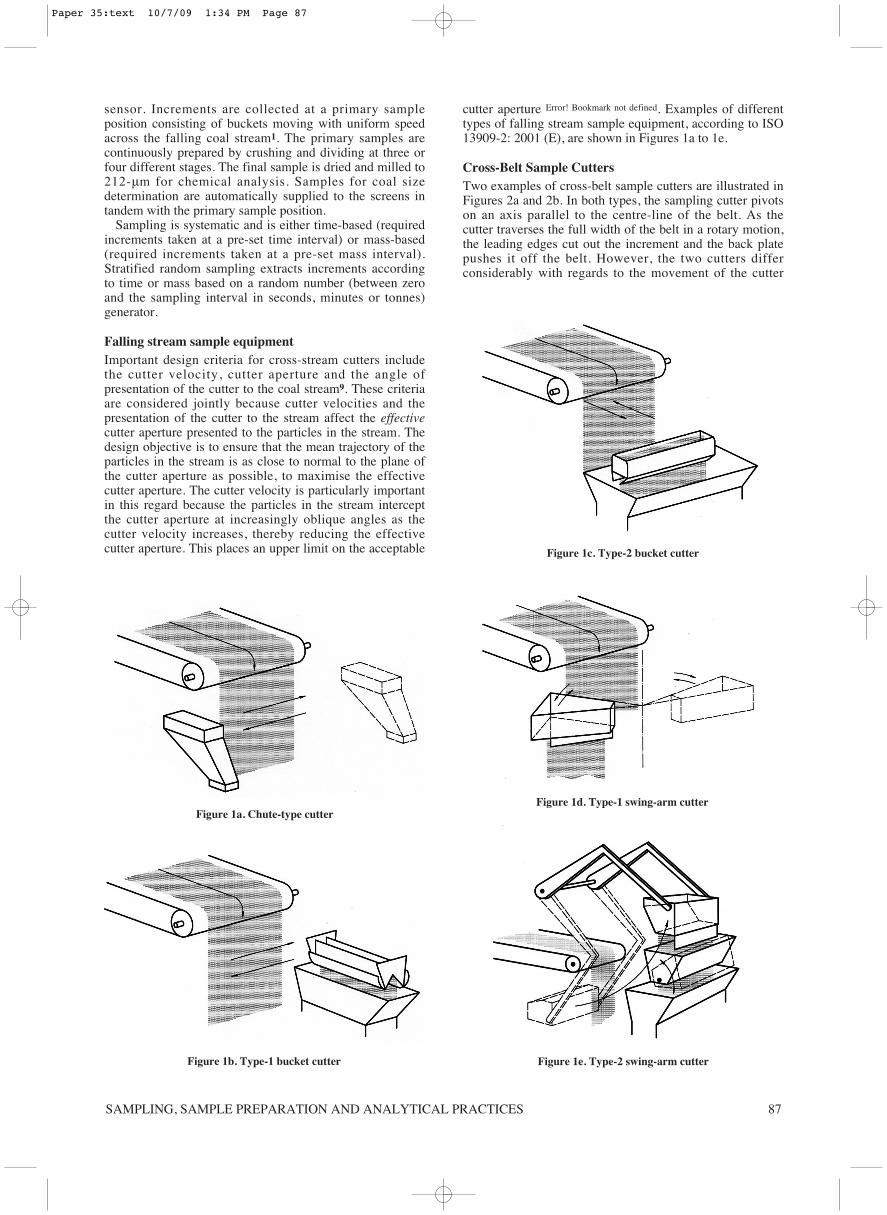
Falling stream sample equipmentImportant design criteria for cross-stream cutters includethe cutter velocity, cutter aperture and the angle ofpresentation of the cutter to the coal stream9. These criteriaare considered jointly because cutter velocities and thepresentation of the cutter to the stream affect the effectivecutter aperture presented to the particles in the stream. Thedesign objective is to ensure that the mean trajectory of theparticles in the stream is as close to normal to the plane ofthe cutter aperture as possible, to maximise the effectivecutter aperture. The cutter velocity is particularly importantin this regard because the particles in the stream interceptthe cutter aperture at increasingly oblique angles as thecutter velocity increases, thereby reducing the effectivecutter aperture. This places an upper limit on the acceptable
cutter aperture Error! Bookmark not defined. Examples of differenttypes of falling stream sample equipment, according to ISO13909-2: 2001 (E), are shown in Figures 1a to 1e.
Cross-Belt Sample CuttersTwo examples of cross-belt sample cutters are illustrated inFigures 2a and 2b. In both types, the sampling cutter pivotson an axis parallel to the centre-line of the belt. As thecutter traverses the full width of the belt in a rotary motion,the leading edges cut out the increment and the back platepushes it off the belt. However, the two cutters differconsiderably with regards to the movement of the cutter
Figure 1b. Type-1 bucket cutter
Figure 1a. Chute-type cutter
Figure 1e. Type-2 swing-arm cutter
Figure 1d. Type-1 swing-arm cutter
Figure 1c. Type-2 bucket cutter
Paper 35:text 10/7/09 1:34 PM Page 87
FOURTH WORLD CONFERENCE ON SAMPLING & BLENDING88
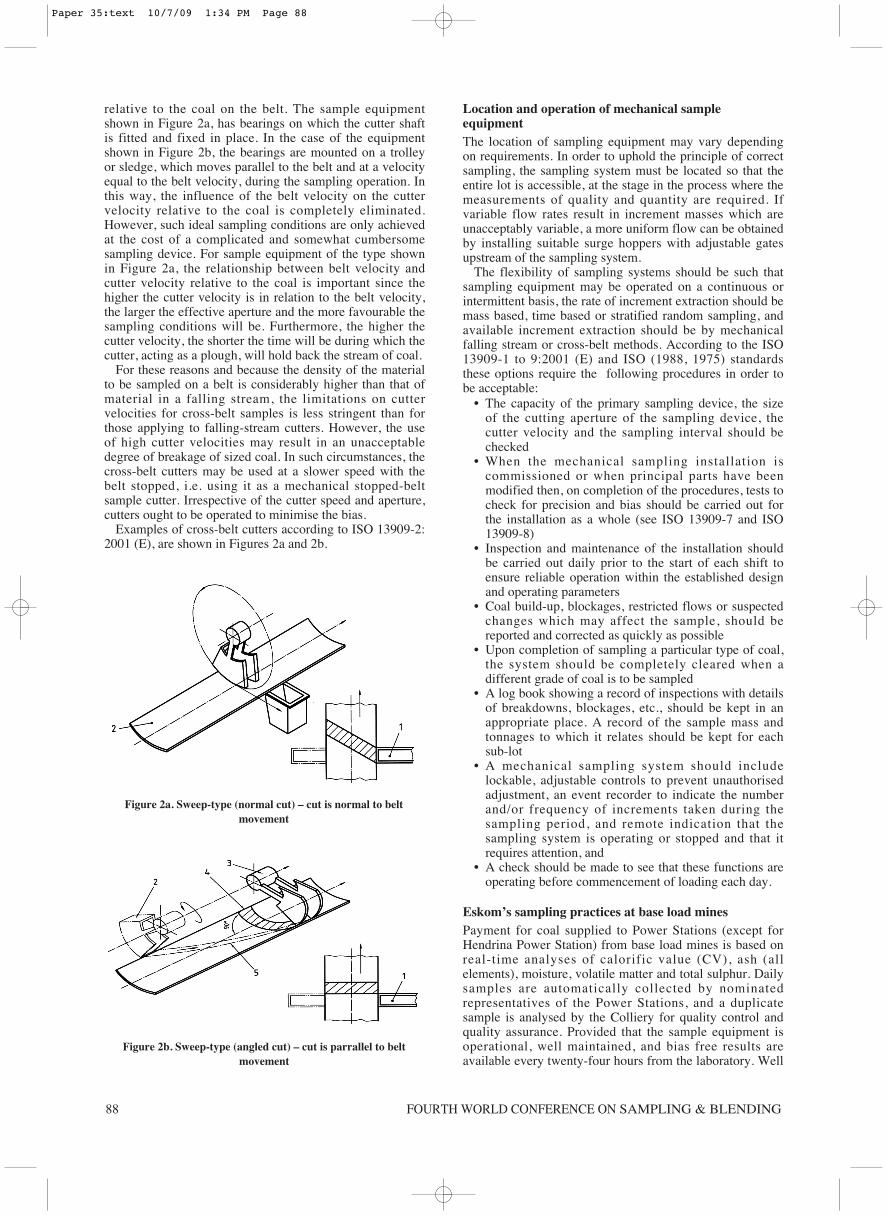
relative to the coal on the belt. The sample equipmentshown in Figure 2a, has bearings on which the cutter shaftis fitted and fixed in place. In the case of the equipmentshown in Figure 2b, the bearings are mounted on a trolleyor sledge, which moves parallel to the belt and at a velocityequal to the belt velocity, during the sampling operation. Inthis way, the influence of the belt velocity on the cuttervelocity relative to the coal is completely eliminated.However, such ideal sampling conditions are only achievedat the cost of a complicated and somewhat cumbersomesampling device. For sample equipment of the type shownin Figure 2a, the relationship between belt velocity andcutter velocity relative to the coal is important since thehigher the cutter velocity is in relation to the belt velocity,the larger the effective aperture and the more favourable thesampling conditions will be. Furthermore, the higher thecutter velocity, the shorter the time will be during which thecutter, acting as a plough, will hold back the stream of coal.
For these reasons and because the density of the materialto be sampled on a belt is considerably higher than that ofmaterial in a falling stream, the limitations on cuttervelocities for cross-belt samples is less stringent than forthose applying to falling-stream cutters. However, the useof high cutter velocities may result in an unacceptabledegree of breakage of sized coal. In such circumstances, thecross-belt cutters may be used at a slower speed with thebelt stopped, i.e. using it as a mechanical stopped-beltsample cutter. Irrespective of the cutter speed and aperture,cutters ought to be operated to minimise the bias.
Examples of cross-belt cutters according to ISO 13909-2:2001 (E), are shown in Figures 2a and 2b.
Location and operation of mechanical sampleequipmentThe location of sampling equipment may vary dependingon requirements. In order to uphold the principle of correctsampling, the sampling system must be located so that theentire lot is accessible, at the stage in the process where themeasurements of quality and quantity are required. Ifvariable flow rates result in increment masses which areunacceptably variable, a more uniform flow can be obtainedby installing suitable surge hoppers with adjustable gatesupstream of the sampling system.
The flexibility of sampling systems should be such thatsampling equipment may be operated on a continuous orintermittent basis, the rate of increment extraction should bemass based, time based or stratified random sampling, andavailable increment extraction should be by mechanicalfalling stream or cross-belt methods. According to the ISO13909-1 to 9:2001 (E) and ISO (1988, 1975) standardsthese options require the following procedures in order tobe acceptable:
• The capacity of the primary sampling device, the sizeof the cutting aperture of the sampling device, thecutter velocity and the sampling interval should bechecked
• When the mechanical sampling installation iscommissioned or when principal parts have beenmodified then, on completion of the procedures, tests tocheck for precision and bias should be carried out forthe installation as a whole (see ISO 13909-7 and ISO13909-8)
• Inspection and maintenance of the installation shouldbe carried out daily prior to the start of each shift toensure reliable operation within the established designand operating parameters
• Coal build-up, blockages, restricted flows or suspectedchanges which may affect the sample, should bereported and corrected as quickly as possible
• Upon completion of sampling a particular type of coal,the system should be completely cleared when adifferent grade of coal is to be sampled
• A log book showing a record of inspections with detailsof breakdowns, blockages, etc., should be kept in anappropriate place. A record of the sample mass andtonnages to which it relates should be kept for eachsub-lot
• A mechanical sampling system should includelockable, adjustable controls to prevent unauthorisedadjustment, an event recorder to indicate the numberand/or frequency of increments taken during thesampling period, and remote indication that thesampling system is operating or stopped and that itrequires attention, and
• A check should be made to see that these functions areoperating before commencement of loading each day.
Eskom’s sampling practices at base load minesPayment for coal supplied to Power Stations (except forHendrina Power Station) from base load mines is based onreal-time analyses of calorific value (CV), ash (allelements), moisture, volatile matter and total sulphur. Dailysamples are automatically collected by nominatedrepresentatives of the Power Stations, and a duplicatesample is analysed by the Colliery for quality control andquality assurance. Provided that the sample equipment isoperational, well maintained, and bias free results areavailable every twenty-four hours from the laboratory. Well
Figure 2b. Sweep-type (angled cut) – cut is parrallel to beltmovement
Figure 2a. Sweep-type (normal cut) – cut is normal to beltmovement
Paper 35:text 10/7/09 1:34 PM Page 88

SAMPLING, SAMPLE PREPARATION AND ANALYTICAL PRACTICES 89
established ISO method are applied, but analytical resultsmay be subject to a dispute resolution procedure; as per thecoal supply agreement, and a third party may be required toanalyse the coal. Payment for the coal to Hendrina PowerStation is based on the results of a sample stream elementalanalyser.
For lower tonnages where flow rates do not exceed twothousand tons per hour, two stage sampling systems areused. Coal increments from the primary sample position aredelivered via a belt feeder to a crusher where the nominaltop size is reduced and a final reduction to the correctsample size is made. This final sample is held in a dust andmoisture tight container, transported to the laboratory andanalysed.
For higher tonnages, a three stage sampling system,which involves primary and secondary sample positionsbefore crushing, is used. The two stage sub sampling, priorto crushing, reduces the amount of fines and associated coalhandling problems at the sampling stations. A primarysample is extracted in accordance with the consignmentstandards, while a secondary sample event selectsincrements at a 6:1 ratio to provide the minimum incrementmass. Coal from the secondary sample position is crushedand fed to a tertiary sample position where final division ofthe sample is accomplished.
Online analysersCurrently coal management within Eskom, is based on themanagement of the coal supply agreement. However,principles that guide coal selection are dependent on theboiler requirements, economics, and emissions. Ideally, thecost of the coal should be minimal, the plant should operateat least-cost performance, and the plant performance shouldbe maintained within environmental emission limits.
On-line analyses provide automatic, continuous, rapidand relatively accurate process data in real time. On lineanalysers enable feed forward control to be applied in thepower plant to adjust feed rate, blends or other criticalcontrollable parameters. Online analyses apply a wide rangeof technologies including nuclear, microwave, ultrasonicand optical to deliver an appropriate online solution. Theinstruments can be integrated into the plant control systemand incorporate the latest web based control technology forremote administration and diagnosis.
History of online analysersThree types of online coal analysers were developed in theUnited States, Australia and Europe during the late 1970sand early 1980s. They included online moisture metersemploying microwave technology, online ash gauges using
gamma ray attenuation technology (collectively known aseither dual gamma gauges, dual energy transmission(DUET), or low energy transmission (LET) gauges), orelemental analysers used for ash, sulphur, and sometimesash constituent analyses. These analysers relied on promptgamma neutron activation analysis (PGNAA) for elementalanalysis, and they analysed sample streams rather than thefull process flow. When PGNAA is combined with amoisture meter, as is generally the case, moisture, calorificvalue and sulphur can also be determined.
It should be noted that even with the use and applicationof on-line elemental analysers, that samples are collectedfrom the mechanical sample equipment on a daily basis forthe calibration of the on-line elemental analysers, and forthe determination of abrasive index, size grading andhardgrove index performed in the laboratory.
On-line analysers provide a fast, accurate,instantantaneous method of determining the elementalcomposition of coal for pricing, quality control, andreduction of SO2 emissions. Elemental analyses includesulphur, silicon, aluminum, iron, calcium, sodium,magnesium, manganese, titanium potassium and chlorine.Some of the elements such as C, O, H, and S can be used inan algorithm for the determination of the calorific value ofcoal. Other elements such as Si, Ca, Al, Fe can be used forthe elemental ash composition. Measurement of S isdictated by the control of SO2 emissions from coal-firedpower plants. Elements such as Na and Cl have harmfuleffects on boilers, causing fouling and slagging. Laboratorymeasurements of these parameters in coal are very wellestablished, but results can only be obtained twenty fourhours after samples are taken.
Commercially available online analysersOn-line analysis technologies commercially available in thecoal industry include:
• Ash Monitors: Dual gamma ash meters are widely usedfor the determination of ash percentages in coal.
• Elemental Analysers: Online bulk analysers delivermeasurements of the elemental composition of bulkmaterials from either the conveyor belt or inside avessel. The technique is relatively suitable for hostile,high temperature and high pressure environments.Neutron gamma analysers are used for simultaneousmulti element analysis, independent of materialsegregation and changes in loading.
• Moisture Analyser: The low frequency microwavemoisture analyser offers continuous, highly accurateon-belt analysis of bulk materials.
• Ultrasonic Pulverised Coal (UltraPF) Mass Flow
Figure 3. Cross belt analyser Figure 4. Sample stream analyser
Paper 35:text 10/7/09 1:34 PM Page 89

FOURTH WORLD CONFERENCE ON SAMPLING & BLENDING90
Analyser: The UltraPF analyser technology accuratelymonitors coal and gas flow rates in burner feed pipes tohelp operators balance the coal to air ratio at burners inpulverised coal (PF) combustion systems and, bymonitoring the mass flow rates of coal and gas in thepipes feeding the burners. Ultrasonic technologyprovides simultaneous, real time information on PFdensity, along with PF and gas mass flow rates.Designed as a mobile unit, it is easily transportable toallow diagnostic testing of coal flow from all millsfeeding a boiler. For online control purposes, systemscan be operated continuously on each mill. A centralanalysis unit is located near the mill which includes acomputer that provides an operator interface for controland calibration purposes. Information is transmittedfrom here to the boiler unit control room .
Technology analysis of on-line elementalanalysers
X-ray fluorescence online elemental coal analyserThe x-ray fluorescence (XRF) process control technologyand its prototype was first developed in collaboration byDetroit Edison, Process Control Inc. (PCI) and the ElectricPower Research Institute (EPRI). The XRF online analysermonitors ash, sulphur, calorific and a complete proximateanalysis. It can be coupled with a microwave moisturemeter to monitor moisture.
An x-ray tube is used to bombard the sample withincident radiation in the 3 to 20 KeV range. A silicondetector is used to measure the resulting fluorescentradiation. The electronics are sealed in a NEMA 4enclosure with a thin window over the x-ray path tomaintain a sealed environment. This eliminates the cesiumsource. In the past, detector technology limited theapplication of XRF technology. Sulphur was measuredusing low energy x-rays to excite sulphur (alpha) x-rays(2.31 keV) and detect low energy photons with a Ne/X gasfilled proportional detector. The resolution was poor andthe counters unreliable. Silicon photo iodide (Si PIN)detectors, which are electrically cooled, are now employed.
The coal is crushed to 95 mm passing or smaller, toprovide a uniform surface to present to the analyser.Therange of variability about the mean for variables analysedusing XRF Coal Analysers and the standard laboratoryanalyses are shown in Table I.
The XRF Coal Analyser offers 95% of the features of aPGNAA analyser for significantly less money. The installedcosts are less than one-half of the PGNAA system alone.The system requires no radioactive source, which increasesreliability and safety with no special shielding.
X-rays have very limited penetration capability. The
measuring of the elemental composition of coal by x-rayfluorescence would primarily be a ‘surface measurementtechnology’, unable to penetrate the entire sample volumethereby representatively analysing the full stream of coal.XRF cannot match the precision of PGNAA but iseconomically viable for selected applications. The limitingnominal top size of the coal, conveyor bed depth andprecision of the XRF on-line elemental analyser makes itunsuitable for plant control purposes required by Eskom.
Prompt gamma neutron activation analyser (PGNAA)Prompt gamma neutron activation analysis (PGNAA) iscapable of on-line analysis of coal to determine the majorelements (Si, Al, Ca, Mg, Fe and Ti) as well as the sulphurcontent. PGNAA penetrates the entire sample volumethereby representatively analysing the full stream of coal.
At a nuclear level the PGNAA technology is based on theabsorption of thermal neutrons by the nucleus of anelement, whose nucleus becomes unstable and is re-stabilised by emission of a gamma ray (Figure 5). Eachelement has a different absorptive capacity for neutrons andemits a unique gamma ray signature as it returns to a stablestate. The element must absorb a neutron (have a highthermal neutron cross-section), and must emit a gamma raywithin the energy window being analysed to be ‘seen’ bythe detector. The concentration of the element in the samplebe high enough that neutrons are absorbed and emitted inorder to be detected (this is a function of the amount ofmaterial being analysed and the percentage of the elementin that sample). In coal the elements of interest are S, Si, Al,Fe, Ca, Ti and K and, if the percentage in coal is highenough, Na. These elements make up the major ash oxidesand by summing the ash oxides the percentage of ash in thecoal can be determined.
On-line coal analysis by PGNAA uses Californium-252as the neutron source (thermal energies of 2.4 MeV) and asodium iodide detector to measure gamma rays emmittedby thermal reactions. It is capable of measuring the majorelements in coal, S, Si, Al, Fe, Ca, Ti and K and, if thepercentage in coal is high enough, Na. The density ismeasured and is used for bed depth correction. Smaller beddepths result in reduced gamma ray signal from the coal.The analyser calibration is independent of the coal seam.
Depending on application and measurement time,correlation accuracies achievable for PGNAA analysis ofcoal are:
± 0.1 weight % for sulfur± 0.5 weight % for ash± 150 Btu/lb (+ 0.349 MJ/kg) for heating value .(Online Analysis of Heating Value, EPRI, Palo Alto, CA:
1999. TE-113817.)
Table IVariables analysed using XRF Coal Analyser’s and the standard laboratory analyses
Elements XRF coal analyser’s Results from laboratory tests%Sulphur ± 0.06% for sulphur (over a range from 0.68 to 1.23% ± 0.23% for sulphur (over a range from 0.90 to 4.89%)
on a dry coal basis)%Ash ± 0.30% for ash (coal ash was in a narrow range) ± 0.69% for ash (over a range of 5 - 65% ash)% Moisture ± 0.80% for moisture (for a 15-25% range) %CV ± 150 Btu/lb% for CV %Fe ± 0.30% for iron (range of 0.5 - 6.5% iron11
(Source: Online Analysis of Heating Value, EPRI, Palo Alto, CA: 1999. TE-113817.)
Paper 35:text 10/7/09 1:34 PM Page 90
SAMPLING, SAMPLE PREPARATION AND ANALYTICAL PRACTICES 91
Pulsed fast and thermal neutron analyser (PFTNA)
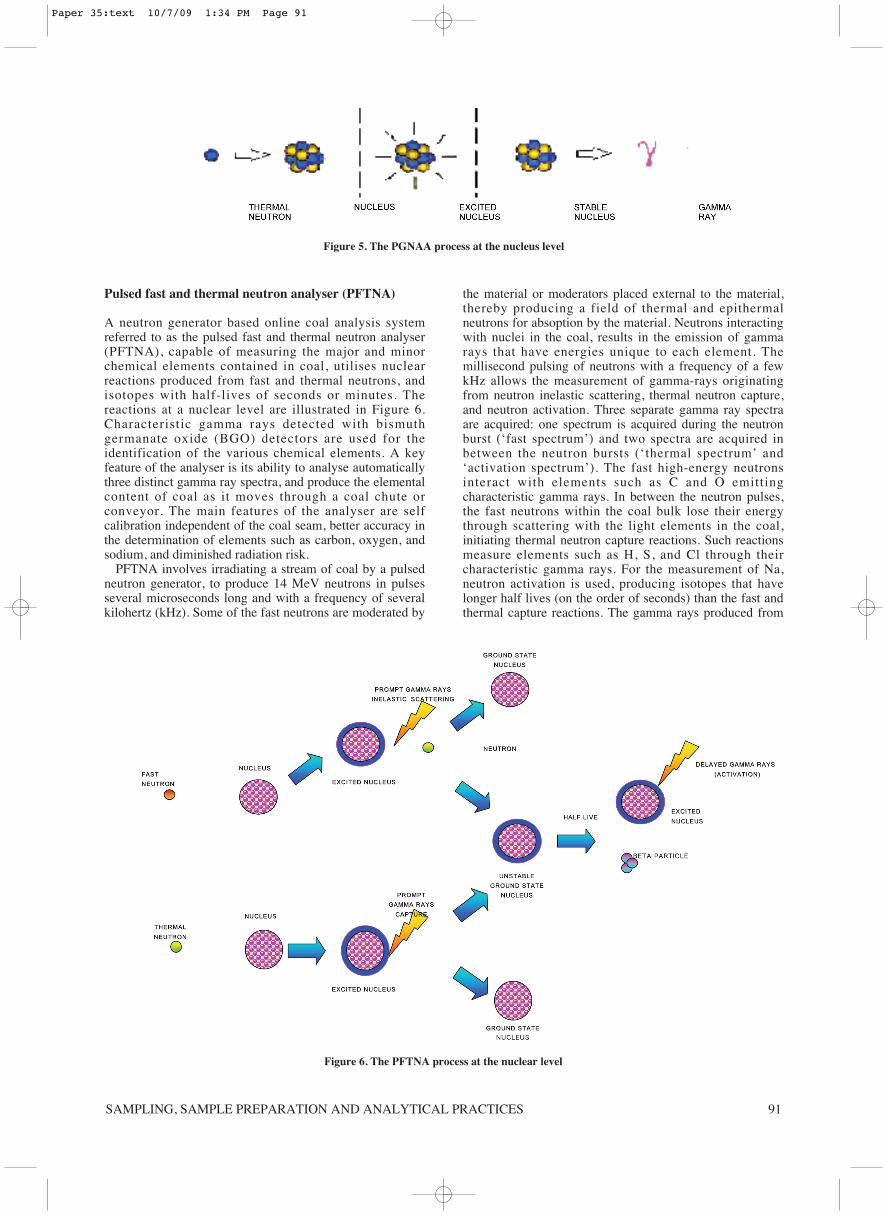
A neutron generator based online coal analysis systemreferred to as the pulsed fast and thermal neutron analyser(PFTNA), capable of measuring the major and minorchemical elements contained in coal, utilises nuclearreactions produced from fast and thermal neutrons, andisotopes with half-lives of seconds or minutes. Thereactions at a nuclear level are illustrated in Figure 6.Characteristic gamma rays detected with bismuthgermanate oxide (BGO) detectors are used for theidentification of the various chemical elements. A keyfeature of the analyser is its ability to analyse automaticallythree distinct gamma ray spectra, and produce the elementalcontent of coal as it moves through a coal chute orconveyor. The main features of the analyser are selfcalibration independent of the coal seam, better accuracy inthe determination of elements such as carbon, oxygen, andsodium, and diminished radiation risk.
PFTNA involves irradiating a stream of coal by a pulsedneutron generator, to produce 14 MeV neutrons in pulsesseveral microseconds long and with a frequency of severalkilohertz (kHz). Some of the fast neutrons are moderated by
the material or moderators placed external to the material,thereby producing a field of thermal and epithermalneutrons for absoption by the material. Neutrons interactingwith nuclei in the coal, results in the emission of gammarays that have energies unique to each element. Themillisecond pulsing of neutrons with a frequency of a fewkHz allows the measurement of gamma-rays originatingfrom neutron inelastic scattering, thermal neutron capture,and neutron activation. Three separate gamma ray spectraare acquired: one spectrum is acquired during the neutronburst (‘fast spectrum’) and two spectra are acquired inbetween the neutron bursts (‘thermal spectrum’ and‘activation spectrum’). The fast high-energy neutronsinteract with elements such as C and O emittingcharacteristic gamma rays. In between the neutron pulses,the fast neutrons within the coal bulk lose their energythrough scattering with the light elements in the coal,initiating thermal neutron capture reactions. Such reactionsmeasure elements such as H, S, and Cl through theircharacteristic gamma rays. For the measurement of Na,neutron activation is used, producing isotopes that havelonger half lives (on the order of seconds) than the fast andthermal capture reactions. The gamma rays produced from
Figure 5. The PGNAA process at the nucleus level
Figure 6. The PFTNA process at the nuclear level
Paper 35:text 10/7/09 1:34 PM Page 91

FOURTH WORLD CONFERENCE ON SAMPLING & BLENDING92
each category of nuclear reactions (fast neutron inelasticscattering, thermal neutron capture and neutron activationreactions) are acquired and stored in different spectra. Byacquiring the gamma rays in three different time windows,there is a significant reduction of the background ascompared with the spectra taken with a radioisotopicsource.
A key feature of the analyser is its ability to analyse threedistinct gamma-ray spectra, automatically and produce theelemental content of coal as it moves through a coalconveyor. The main features of the analyser are calibration,independent of the coal seam, better accuracy in thedetermination of elements such as carbon, oxygen, andsodium, and diminished radiation risk.
A laboratory investigation into the PFTNA technology,looked at 25 bituminous and sub-bituminous coal samplesfrom various U.S. and Canadian coal seams. The resultsobtained showed weight percentage absolute errors of 2%for oxygen (range 5-40%), 0.18% for sulphur (range 0.2 -4.0%) and 0.6% for carbon (range 42 - 88%). Note thatthese are much greater ranges than will normally be seen ona daily basis and that the error levels could be decreased ifelemental ranges were smaller.
(On-Line Analysis of Heating Value, EPRI, Palo Alto,CA: 1999. TE-113817.)
Cross belt online analysers and sample stream onlineanalysersOnline stream analysers collect a primary sample of coal,discharged directly into the feed hopper on the analyser.The feed rate of coal through the analyser and thesecondary sample position, is controlled by a variable speedbelt that discharges the coal via a chute into the crusher.Crushed coal is discharged onto a secondary feeder belt andinto a two way secondary sample device which allowssamples to be collected from the belt into containers forlaboratory analysis. The advantage of the sample streamanalyser is that it has an optimal and constant cross-sectionfor neutrons and gamma rays.
The cross belt elemental analysers are used for processcontrol and sample stream elemental analysers for qualitycontrol. The cross belt elemental analysers are not theanalytical equivalent, in terms of accuracy, of the samplestream elemental analysers, but they do carry manyadvantages such as little or no sampling requirement, lowercost and quicker installation and probably greater uptime.Field performance has shown these devices to be ofadequate accuracy for many applications. Intelligently usedand maintained, they offer the utility a cost-effectivesolution to many process challenges.
Cross belt analysers analyses a variable belt loading andcross-section profile of coal on the conveyor belt. Theadvantages of the cross belt online analysers are several andinclude:
• No sampling system is required to feed the analyser.This also means that there are no connecting conveyors,no need to allow for vertical clearance requirementsand no allocation of additional floor or ground area toaccommodate the analyser. Furthermore, the successfuluse of the analyser isn’t dependent upon an ancillarysystem. However, there is one significant drawback tothe lack of a sampling system; namely, that it is moredifficult to obtain the physical samples recommendedto do an optimal job of in-field calibration
• Installed cost of a cross-belt analyser, inclusive ofmoisture meter, costs less than the sample streamanalysers
• With no additional supporting structure requiredinstallation time is dramatically less
• The analyser can be located where it is needed, notwhere there is a place for a sample system. There areno constraints on particle size, whereas the sample-stream analysers are usually limited to 3-4 inch topsize
• With their simple design, analysers are much easier torelocate if the mine conveyors have be moved, and
• The ease of maintenance means, although there aretunnel belt liners in cross-belt analysers, whichoccasionally needs replacement, there are no levelsensors, belt drives, or input hopper parts that can wearand become subject to intermittent failure andreplacement.
However, with all the advantages it should be noted thatthere are also some limitations associated with the Cross-belt On-Line Analysers that include:
• Accuracy of the cross-belt analyser is diminishedrelative to that of the sample-stream analyser owing tothe variable and non-optimal physics of the coal on theconveyor and the need to subtract the varying effects ofmaterial in the belt itself
• Obtaining physical samples to calibrate and compare tothe analyser is a challenge. Because of the size of thestandards required, the use of reference blocks is alsomore difficult, particularly in wide belt applications,and
• The steel cable used in the manufacture of conveyorbelts means that the high and varying iron content inthe belt is not recommended with the use of the cross-belt analyser.
Choosing an analyserThe choice of analyser is amongst dual gamma ash (andmoisture) gauges, cross belt sample stream elementalanalysers, and sample stream elemental analysers. Criteriaof greatest importance in choosing between dual gammaash gauges and PGNAA elemental coal analysers include:
• Parameters of interest: If there is no need to measuresulphur on-line, a dual-gamma ash gauge may beadequate for the task
• Accuracy requirement: As the accuracy requirementsbecome more stringent, the preference can shift fromdual-gamma ash gauge to cross-belt elemental andultimately, for the best accuracy possible, a sample-stream elemental analyser
• Coal complexity and coal quality variability: Inmultiple seam applications and in cases where the ironfraction in the ash is highly variable (more than 4%swings in Fe2O3), a dual gamma ash gauge is unlikelyto perform acceptably d12.
Selecting appropriate technologyIn choosing between the sample-stream analyser and thecross-belt analyser, the requirements of the analyses mustbe good for purpose, and related to the application of theresults. For example, the greater the requirement foraccuracy, the more favourable is the choice of the samplestream analyser. Although it is related to the qualityrequirement, sample stream analysers are more appropriatefor load out situations where quality is paramount. Furtherupstream, where control decisions can be less exact, a crossbelt analyser is often more appropriate. As a rule of thumb,it’s cross belt for process control, and sample stream forquality control.
Proximity to, or existence of, a sampling system will also
Paper 35:text 10/7/09 1:34 PM Page 92

SAMPLING, SAMPLE PREPARATION AND ANALYTICAL PRACTICES 93
determine the appropriatemness of the technology. Thesample stream analyser is an appropriate technology if acomplimentary sampling system is already available; whereno proximal sample position is available, a cross beltanalyser becomes relatively more attractive.
The relative permanence of the installation may be animportant consideration. If it is known that the initiallocation of the analyser may be short-lived (e.g., two years)due to life of mine considerations, or planned changes inthe coal handling scheme, the ease of relocation of a crossbelt analyser might tip the scale in its favour.
Even though a sample-stream analyser might be moreaccurate and provide a shorter payback period to the buyer,there may be considerations that limit the available budget,and in terms of costs, the cross belt analyser may be apreferred option.
In choosing between the PGNAA and PFTNAtechnologies, the choice will usually include the objectiveof the installation, as well as pricing, quality control, andreduction of emissions (usually SO2). If the major elements(S, Si, Al, Fe, Ca, Ti and K), as well as ash, volatile matterand calorific value are important then a PGNAA instrumentmay be sufficient. If the online coal analyser should becapable of measuring the major and minor chemicalelements (Na, Cl, C, O) then PFTNA is the more suitableoption; Na, Cl and C can be measured by PGNAA only iftheir concentration in coal is quite high.
The source of neutrons for irradiating the material willdepend on the range of energies of neutrons for analyticalpurposes. The gamma rays produced from a wide energyrange opens up many reaction channels such as fast neutroninelastic scattering, thermal neutron capture, and neutronactivation reactions, allowing for a wider range of elementsto be determined at lower concentrations with highersensitivity. The lifetime of the source together withcompactness, portability and the ability to turn off or safelystore the source when not in use, must be considered. Theradiation hazards are much less severe for neutrongenerators. Unlike a 252Cf source, neutron generators do notproduce neutrons until they are energised. This greatlyreduces the shielding requirements of the source, because itonly needs to be shielded when in operation. Personnel canbe protected by simply placing them a sufficient distanceaway. When the neutron generator tube needs replacement,a new one can be shipped by a common carrier withoutspecial shielding requirements. When the (d-T) generator isnot used, the only radiation hazard is from the tritium betadecay that is completely stopped by the rugged stainlesssteel cylinder in which the (d-T) neutron generator tube ishoused. Even though the output of both (d-T) and 252Cfneutron sources decay with time, the 252Cf is a radioisotopicsource that decays with a definite half life (about 2½ years)whether it is used or not.
Only two detector categories namely, inorganicscintallators, (NaI(Tl) and BGO are popular), andgermanium semi conductor detectors are presently availablefor the detection of gamma ray energies of several hundredkeV. The choice of detectors is a trade-off betweencounting efficiency and energy resolution. Scintillatordetectors have a greater efficiency, larger photo fractionand lower cost of and are preferred if a measurement of theintensity rather than accurate energy determination is theprime objective. The light yield should be proportional tothe deposited energy over a wide range as possible. Theenergy resolution of scintillators is relatively poor.Background radiation levels dictates limits of detectability.Detectors operated in pulse mode, collect an individualquantum of energy detected as a distinct pulse, increasingsensitivity.
Analyser LocationThe analyser should be located as close as possible to thepoint where the coal composition has its highest value. Twoprimary factors tend to govern the choice of location. If thecoal is sorted, the analyser should be located close to, butobviously upstream of, the sorting point. A coal complexconsisting of numerous coal flow paths may need more thanone analyser with the preferred sites determined by thegreatest variability in coal quality. In a blendingapplication, the analyser is preferred immediatelydownstream of the point at which all the coal streams cometogether. Unfortunately, the ideal process location is oftenunavailable because of the second key factor namely,physical or environmental constraints.
Such constraints may include factors such as the lack of asampling system (to either feed the analyser or to be able toobtain occasional physical samples for analyser comparisonpurposes), lack of headroom or horizontal space limitations,inconvenience of running utilities, and inadequateprotection from the elements. As a result, the choice of ananalyser location is often compromised.
In choosing the right vendor for such technologies it isimportant to consider aspects such as commitments toperformance, reliability, ability to deliver total systemsolutions, equipment and installation safety, and continuousimprovement and innovation.
ConclusionSignificant value added is evident as a result of theinstallation of process control analysers. These include anumber of benefits including the reduction of forcedoutages at the plant by controlling the ash fusiontemperature of the coal, thereby the availability of thePower Station improves. The use of the analyser for preciseblending control is an important innovation in that minuteby minute data from the analyser allows the plant to supplymore consistent coal blends to the units and allows the plantto maximise the ash softening temperature of the blend,while reducing the need for more expensive, high fusioncoals. When the analyser is used as a tool to control coalquality, for more reliable coal blends, it enables the PowerStation to effectively burn coals from a variety of sources.The online analyser allows the plant to closely monitor thequality of the coal being delivered to the plant by their coalsuppliers and the consistency of the delivered coal can bemonitored. The online analyser also allows for quickeridentification and correction of equipment problems in theplant. In the past, plant operational problems were oftenblamed on coal quality, which was not known in real time.It would take at least a day for coal sample analysis resultsto come back from the laboratory. Now, when operatingproblems occur, it can be immediately determined whetheror not there is a coal quality issue. If not, the plant canquickly move on to identify the true source of the problemand fix it. There is less potential for lost generation becauseboth quality and equipment problems are identified andaddressed sooner. (Hunter Coal Gen Paper, Snider, K.Evans, M., Woodward, R. C., PacifiCorp, Thermo ElectronCorporation, Using An On-line Elemental Analyser ForImproved Boiler Efficiency, (2001))
The results of laboratory analyses are well establishedand conducted according to ISO standards, however, resultsmay not be available for many hours after the testing. Otherdisadvantages of off-line testing are that the samples takenmay not be representative of the process flow, tests may berelatively expensive and are labour intensive. Online XRFanalysers can perform elemental analysis (includes ash
Paper 35:text 10/7/09 1:34 PM Page 93
SAMPLING, SAMPLE PREPARATION AND ANALYTICAL PRACTICES 94
content, S, and calorific value – complete proximateanalysis), PGNAA analysers produces a more completeelemental analysis (includes ash content, caloriphic valueand major elements in coal, sulphur, silicon, aluminum,iron, calcium, titanium and potassium and, if the percentagein coal is high enough, sodium) and PFTNA analysersprovide most complete elemental analysis (includes ashcontent, caloriphic value and major elementals - sulphur,silicon, aluminum, iron, calcium, titanium and potassiumand better accuracy in the determination of elements suchas carbon, oxygen, and sodium contained in coal). XRF isless expensive than PGNAA, does not use a radioactivesource, and, although, it provides less information thanPGNAA, it provides sufficient information to calculateheating value to reasonable accuracies. The disadvantagesof the XRF technology, are: it is less precise than PGNAA,it does not provide full elemental analysis, it is limited tocoal sizes less than 10 mm and, therefore, the coal must becrushed, and it measures surface composition, which maybe a problem if there is significant vertical segregation ofthe coal flow. PFTNA comparable in cost to PGNAA,offers some operating advantages along with the ability tomeasure Na directly and to improve the accuracy of themeasurement of C and O11. Moisture content measurementis routinely measured with proven commercialinstrumentation. Measurement of moisture content will berequired with either ash measurement or elemental analysisin order to calculate heating value. Microwave attenuationand phase shift represent the dominant technology. On-lineanalysers will require careful calibration. For mosttechnologies, the samples used for calibration need to berepresentative of the range of coals that are to be measuredonline. Most of the ash determination and elementaldetermination systems rely on the use of radioactivesources. In such cases, safety is paramount and allmanufacturers have carefully designed features to reduceradiation levels to acceptable levels. Due to the decay in thesource, the life of the source (typically, in the order of a fewyears, should be considered in evaluating the life cycle costof a particular system.
References1. GY, P.M. Sampling of particulate maetrials – Theory
and practice, 2nd Edition, Elsevier, Amsterdam.1979. 430 p.
2. ISO International Standard. 2002. Hard coal and coke– Manual sampling. ISO TC 27/sc 4 N 347. ISO/CD18283. 70 p.
3. International Standard, ISO 1988: 1975 (E).
4. International Standard, ISO 18283 (E).
5. International Standard, ISO 13909 Part 1 to 8:2001(E).
6. PITARD, F.F. Pierre Gy’s Sampling Theory andSampling Practice, Heterogeneity, SamplingCorrectness, and Statistical Process Control. CRCPress, New York. 1993. 488 p.
7. ROBINSON, G.K., SINNOTT, M., and CLEARY,P.W. Do Cross-Belt Sample Cutters Really Need ToTravel At 1.5 Times Belt Speed?, World Conferenceon Sampling and Blending 3, ISBN 978-85-61155-00-1, Eds. J. Felipe and J. C. Koppe, 2007. pp. 112–125,Porto Alegre, Brazil, 23-25th October.
8. CLEARY, P.W. and ROBINSON, G.K. Evaluation ofcross-stream sample cutters using three-dimensionaldiscrete element modelling. Chemical EngineeringScience, vol. 63, 2008. pp. 2980–2993.
9. HOLMES, R. Sampling Bulk Commodities. A videoproduced as part of Australian Mineral IndustriesResearch Assocoiation Project P313: Investigation ofsample cutter operations. CSIRO Division of MineralProcess Engineering. CSIRO MCMXC. 2004.
10. SNIDER, K. EVANS, M. and WOODWARD, R.C.PacifiCorp, Thermo Electron Corporation, Using AnOn-line Elemental Analyser For Improved BoilerEfficiency, 2001.
11. BELBOT, M.D., VOURVOPOULOS, G., WOMBLE,P.C. and Paschal, J. Elemental On-line coal analysisUsing Pulsed neutron, 2000.
12. On-Line Analysis of Heating Value, EPRI, Palo Alto,CA: 1999. TE-113817.
Viloshnee Moodley Chief advisor, Coal Quality and Quantity Assurance, Eskom Primary Energy Division
2000-2004 Eskom Enterprises – Technology Services International: Senior Technician:Duties included supervising the water laboratory and then the coal & X-ray laboratory, training,safety, quality (implementing and ensuring accreditation procedures are in place), project management(unit charge management), testing, investigating and researching services in advanced analyticaltechniques, customer liaison. Gained experience in analysing alloying elements in metals, coal (XRF)and minerals and asbestos analyses (XRD).SANAS approved signatory with delegated signing authority.Registered with the South African Council for Natural Scientific Professions.2004- present Generation Primary Energy Coal: Coal Quality and Quantity Auditor:Coal quality auditor
Manage the structuring, coordination and implementation of all technical aspects of coal quality and quantity managementrelated matters associated with the respective coal contracts.Assist in defining the quality and quantity measurement procedures for coal contracts.Audit adherence to quality and quantity management procedures.Develop and inspect sampling processes.Participate in ISO standards committees
Paper 35:text 10/7/09 1:34 PM Page 94







![[PPT]X-Ray Analytical Methods - EPS Homepageeps Intro.ppt · Web viewX-Ray Analytical Methods ... and specimen preparation techniques Basic error analysis for X-Ray diffraction data](https://img.pdfslide.net/doc/110x75/5af733317f8b9a92719149e6/pptx-ray-analytical-methods-eps-intropptweb-viewx-ray-analytical-methods-.jpg)





![Chapter 2 Sample preparation, and others1 Chapter 2 Sample preparation, and others [Summary of sample preparation method] Sample preparation is highly important to perform analytical](https://img.pdfslide.net/doc/110x75/5e9216dec3c2053e873640d8/chapter-2-sample-preparation-and-1-chapter-2-sample-preparation-and-others-summary.jpg)















