Embed Size (px)
Citation preview

FINAL REPORT
SAVE PROJECT
FINANCED BY CO-FINANCED AND IMPLEMENTED BY IN COOPERATION WITH
SAVE Final Report
1
TABLE OF CONTENTS
SECTION ONE - EXECUTIVE SUMMARY ..................................................................................... 3
SECTION TWO - PROJECT IMPLEMENTATION PARTNERS ................................................. 4
SECTION THREE - PROJECT IMPLEMENTATION .................................................................... 5
3.1. Project Milestones ................................................................................................................ 6
3.2. Methodology ........................................................................................................................ 8
SECTION FOUR - ACHIEVEMENTS ............................................................................................... 9
4.1. Project Highlights ................................................................................................................ 9
4.2. Project Overall Achievement ............................................................................................. 10
4.3. Data Collection Methodologies .......................................................................................... 11
4.4. Energy Savings Summary .................................................................................................. 13
4.5. Water Savings Summary .................................................................................................... 15
4.6. Waste Reduction Summary ................................................................................................ 18
SECTION FIVE - COUNTRY BY COUNTRY FACTORIES ........................................................ 21
5.1. China .................................................................................................................................. 21
5.2. Cambodia ........................................................................................................................... 59
5.3. Bangladesh ......................................................................................................................... 71
5.4. Indonesia ............................................................................................................................ 81
SECTION SIX – LIST OF ALL MEASURES IMPLEMENTED .................................................. 86
COMPANY INDEX ........................................................................................................................... 108
SAVE Final Report
2
SECTION ONE
EXECUTIVE SUMMARY
The SAVE Project is a capacity building project with the primary objective to create more
environmentally-friendly production sites across the footwear, apparel, and accessory supply chain in
Asian countries. The project name, SAVE, is an acronym for Sustainable Action and Vision for a better
Environment, which demonstrates the intention to create sustainable action and not only changes
limited to the project duration of 3 years. The major outcome of the project, which is a more resource
efficient production, will continue to be sustained after the project ends.
SAVE is Public Private Partnership (PPP) project co-financed by DEG (KFW), a German developmental
organization, and PUMA, one of the world's leading Sports Brands. The project was overseen by PUMA
and H&M and implemented at 35 suppliers in cooperation with ASSIST, a leading NGO based in Asia. The
duration of the project was a period of 3 years, beginning in the first quarter of 2013 and lasting until
the first quarter of 2016. Focusing on production sites in Bangladesh, Cambodia, China, and Indonesia,
the project covered three primary environmental target areas: a) water efficiency b) waste reduction, c)
energy efficiency ultimately resulting also in a reduction of greenhouse gas emissions.
The project results can be summarized through the following indicators: a) Total savings of US$ 4 million
identified in the first year with an average payback period of 2.5 years. b) 62,000 MWh per annum of
energy saved, equivalent to 44,500 tons per annum of CO2 emissions, c) nearly 633,000 m³ per annum of
water saved, and d) approximately 660 tons per annum of waste reduced.
Based on the implementation experience of this project, most of the factories were interested in
implementing energy saving measures because these could lead to direct financial benefits and also
address the environmental impacts by reducing CO2 emissions. The majority of factories focused first on
short term measures that could be realized without larger capital investment. The table below
summarizes the measures that were most commonly implemented:
Table 1 - Top 5 implemented measures in terms of number of factories
Measure No. of factories
ENERGY - Detecting and repairing compressed air leakage 24
ENERGY - Replacing T8 lights with T5/ LED lights 18
ENERGY - Improving maintenance on motors 17
ENERGY - Upgrading to servo motor on sewing machines 12
WATER - Upgrading from traditional faucets to low flow faucets 17
SAVE Final Report
3
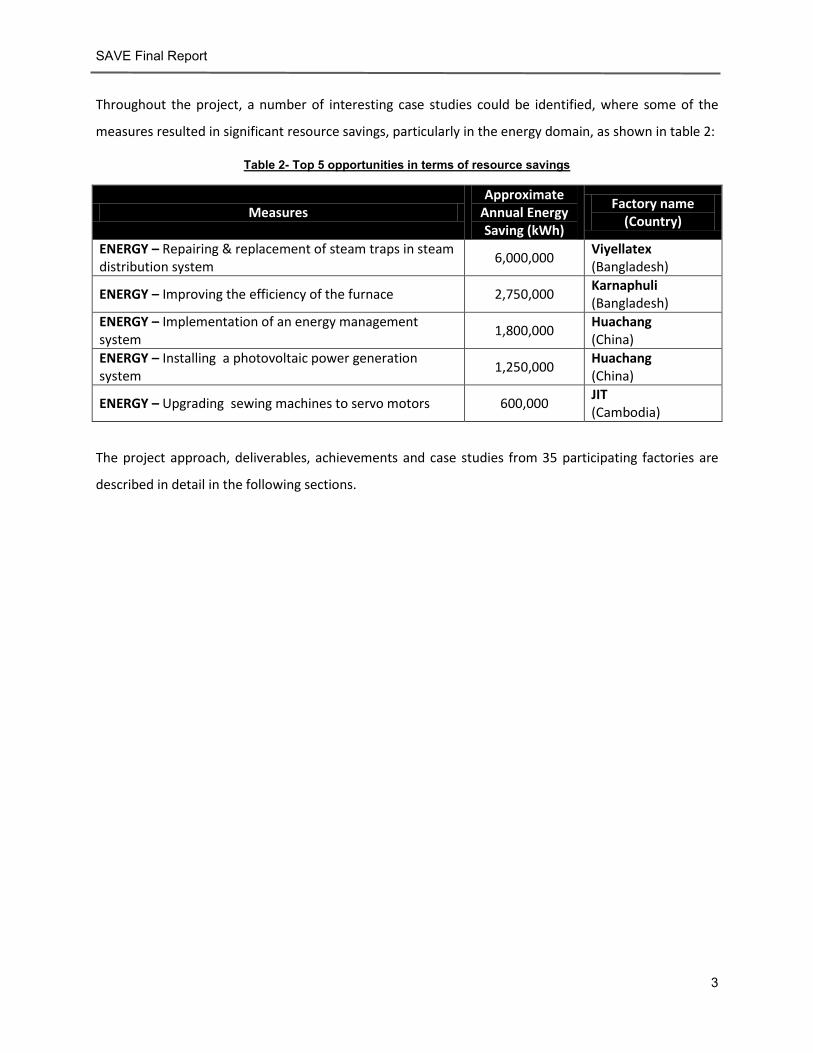
Throughout the project, a number of interesting case studies could be identified, where some of the
measures resulted in significant resource savings, particularly in the energy domain, as shown in table 2:
Table 2- Top 5 opportunities in terms of resource savings
Measures Approximate
Annual Energy Saving (kWh)
Factory name (Country)
ENERGY – Repairing & replacement of steam traps in steam distribution system
6,000,000 Viyellatex (Bangladesh)
ENERGY – Improving the efficiency of the furnace 2,750,000 Karnaphuli (Bangladesh)
ENERGY – Implementation of an energy management system
1,800,000 Huachang (China)
ENERGY – Installing a photovoltaic power generation system
1,250,000 Huachang (China)
ENERGY – Upgrading sewing machines to servo motors 600,000 JIT (Cambodia)
The project approach, deliverables, achievements and case studies from 35 participating factories are
described in detail in the following sections.
SAVE Final Report
4
SECTION TWO
PROJECT IMPLEMENTATION PARTNERS
DEG, a member of KfW Bankengruppe (KfW banking Group), finances
investments of private companies in developing and transition
countries. As one of Europe's largest development finance institutions,
it promotes private business structures to contribute to sustainable
economic growth and improved living conditions.
PUMA is one of the world’s leading Sports Brands, designing,
developing, selling and marketing footwear, apparel and accessories.
For over 65 years, PUMA has established a history of making fast
product designs for the fastest athletes on the planet. PUMA offers
performance and sportstyle products in categories such as Football,
Running, Training and Fitness, Golf, and Motorsports. It engages in
exciting collaborations with renowned design brands such as Alexander
McQueen and Mihara Yasuhiro to bring innovative and fast designs to
the sports world. The PUMA Group owns the brands PUMA, Cobra Golf
and Dobotex. The company distributes its products in more than 120
countries, employs more than 11,000 people worldwide, and is
headquartered in Herzogenaurach/Germany. For more information,
please visit http://www.puma.com
H&M is a global fashion brand offering collections that are wide-ranging
and varied for women, men, teenagers, and children. H&M’s business
concept is fashion and quality at the best price in a sustainable way.
H&M does not own factories but instead buys products from
independent suppliers that are close long-term partners of H&M. It
works to bring about long-term improvement for people and the
environment – in the supply chain, the garment lifecycle, and the
communities in which it is active. For more information, please visit
http://about.hm.com/en/About/sustainability.html

SAVE Final Report
5
ASSIST is a non-stock, non-profit international capacity building
organization with its headquarters in the Philippines. It aims to achieve
and witness meaningful change to and for our planet and the people
living on it. Since 2003, ASSIST has implemented over 50 projects funded
by multilateral donors such as the European Union, USAID, UNEP,
UNIDO, DEG, GIZ, etc. For more information, please visit
http://assistasia.org/
SAVE Final Report
6
SECTION THREE
PROJECT IMPLEMENTATION
3.1. Project Milestones
#1 Project Launch (Q2, Q3 2013)
An official project launch was held in each targeted country for all the suppliers’ top management. This
stakeholders' buy-in session was to share the project activities and understand the expectations of both
the project and the suppliers and by other stakeholders.
#2 Sustainability Guidelines (Q4 2013)
With the help of four international subject-matter experts, the four global sustainability guidelines –
focussing on the areas of resource efficiency, GHG reduction, waste and water management, and
renewable energy – were developed and used as a reference document throughout the project. The
guidelines were localized for each country as necessary.
#3 Training (Q3, Q4 2013)
Based on the Sustainability Guidelines, training was organized to educate the suppliers’ sustainability
team on how to conserve resources and enhance their environmental performance. The training had a
duration of 10 days and was attended by the suppliers’ sustainability team members and the
consultants from the SAVE project team. In addition, the local industry associations, institutions, etc.
also attended to ensure that the multiplier effect of knowledge transfer was achieved.
#4 On-site Assessments (Q4 2013, Q1 2014)
Local technical consultants conducted on-site assessments to understand and create a baseline for each
supplier’s existing practices, with respect to resource conservation and environmental performance. The
consultants then analyzed the data and information collected during the visits and benchmarked this
data against international and local standards and requirements. Via the on-site assessments, the
consultants provided a detailed analysis of all changes that could be made in order to improve the
environmental performance of the supplier. Each supplier issued a detailed report with these findings,
along with a description of the improvements, estimated cost, and typical payback time.
#5 Road Map (Q2 2014)
From the on-site assessment reports, the suppliers created a roadmap, based on the recommendations
available to the supplier, in order to reach the 25% reduction target set out in the PUMA sustainability
scorecard.
SAVE Final Report
7
#6 Management System (Q3 2014)
A sample framework of the process and procedure was distributed to suppliers so as to help them
develop their own internal management system. This documentation enabled suppliers to control the
project operation and ensured its success by the end of the project.
#7 Twelve Months Technical Assistance (Q3 2014 – Q3 2015)
Local technical consultants visited the suppliers on a monthly basis to implement recommendations
issued to them through the on-site assessments and feasibility studies. The consultants worked closely
with the suppliers’ project teams and ensured knowledge transfer took place through regular meetings
and implementation reviews. The consultants provided technical implementation advice, along with
recommendations for potential third party installers. Regional conferences were also arranged to
facilitate the exchange of relevant information and best practices. The purpose of this phase was to act
upon all short-to-medium-term recommendations.
#8 Final Progress Check (Q3 2015)
An individual progress check was organized every three months during implementation and at the end
of the technical assistance phase for suppliers to monitor progress and see if the necessary reduction
targets had been achieved.
#9 Corrective Actions (Q4 2015)
After the final progress check, the local technical consultants issued reports including corrective actions
resulting from any non-conformances within the road map.
#10 Best Practices Forum (Q4 2015)
A forum with all stakeholders was organized to share and exchange best practices and ideas on
measures implemented. This gave an insight into what had been achieved throughout the project and
what could be possible for the future.
#11 Case Study book (Q4 2015)
A collection of documented studies, including the most significant implemented opportunities and
project achievements, was collated from the suppliers. The main purpose of this book is to share the
savings achieved by the various factories. It also showcases the project’s achievements and will help
convince other suppliers to develop resource conservation in the future.
#12 E-learning system (Q1 2016)
Computer-Based Training is software that contains high-level information from the Sustainability
Guidelines. It also includes highlighted case studies, videos, and interactive maps, all demonstrating
practical solutions that can be implemented in factories.
SAVE Final Report
8
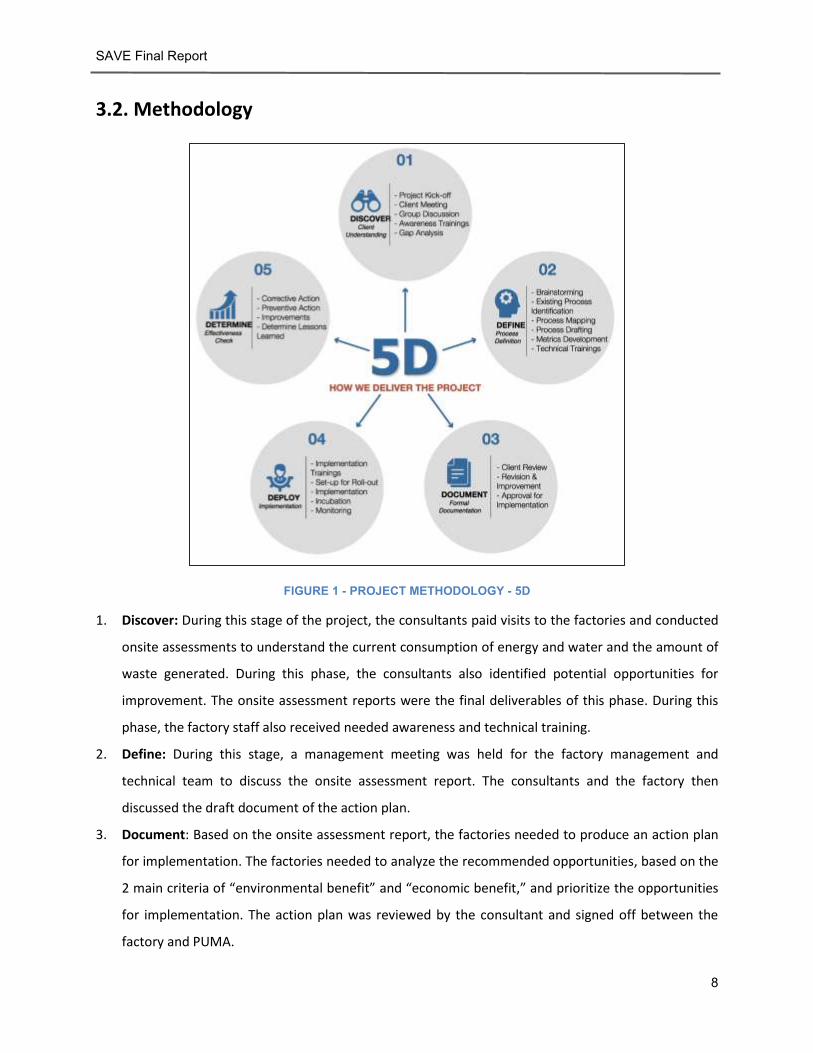
3.2. Methodology
FIGURE 1 - PROJECT METHODOLOGY - 5D
1. Discover: During this stage of the project, the consultants paid visits to the factories and conducted
onsite assessments to understand the current consumption of energy and water and the amount of
waste generated. During this phase, the consultants also identified potential opportunities for
improvement. The onsite assessment reports were the final deliverables of this phase. During this
phase, the factory staff also received needed awareness and technical training.
2. Define: During this stage, a management meeting was held for the factory management and
technical team to discuss the onsite assessment report. The consultants and the factory then
discussed the draft document of the action plan.
3. Document: Based on the onsite assessment report, the factories needed to produce an action plan
for implementation. The factories needed to analyze the recommended opportunities, based on the
2 main criteria of “environmental benefit” and “economic benefit,” and prioritize the opportunities
for implementation. The action plan was reviewed by the consultant and signed off between the
factory and PUMA.
SAVE Final Report
9
4. Deploy: All the opportunities identified in the action plan were implemented during the deployment
phase. The consultant paid monthly visits to the factories and provided guidance on how to
implement the action plan.
5. Determine: Implementation reviews were carried out by the consultants to check if the factories
were able to implement the action plan. Then, based on their research, a request for a new
corrective action plan from each factory was made.
SAVE Final Report
10
SECTION FOUR
ACHIEVEMENTS
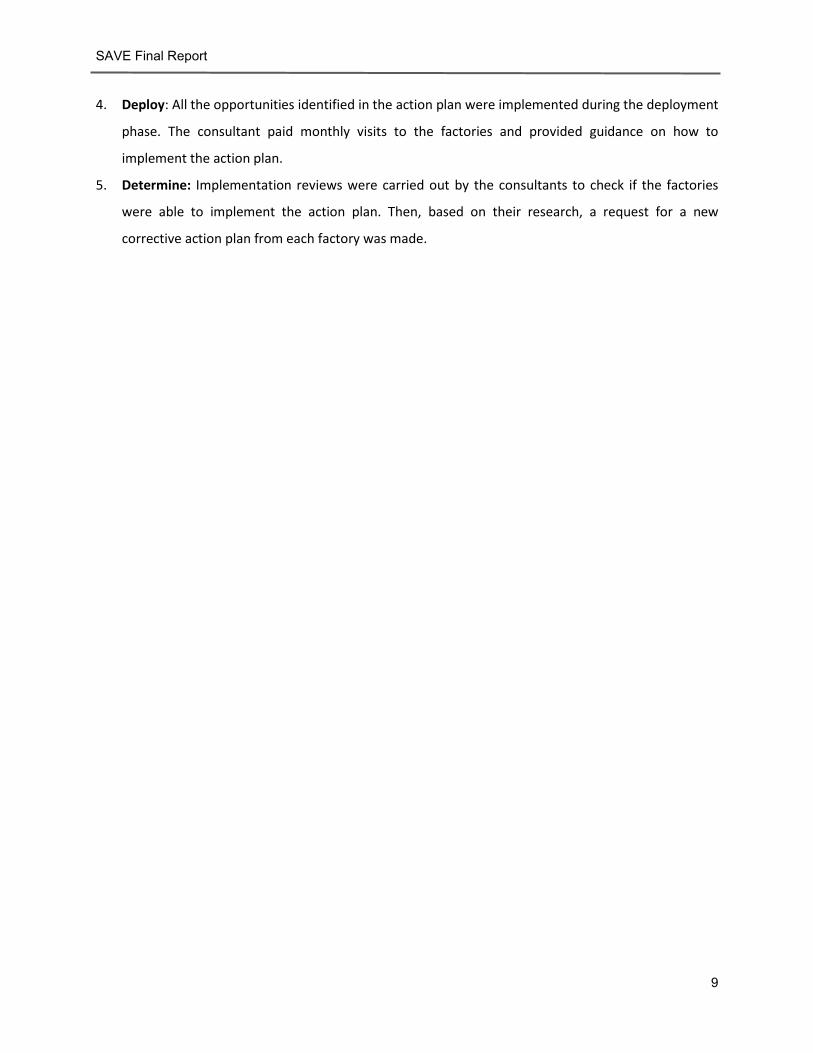
4.1. Project Highlights
FIGURE 2 - PROJECT HIGHLIGHTS
The image above illustrates the project key milestone and significant achievements made in each
milestone of the project. The first milestone of the project was to provide awareness and training to the
management and sustainability team in each factory. The management of each factory were invited for
the project buy-in session which provided basic needed awareness to the company management about
the business aspects of resource efficiency. About 500 participants from the 4 countries were trained
on different courses such as Energy, Water & Waste, and Resource Efficiency and Cleaner Production
(RECP). Based on initial pilot onsite assessments and international research references, the international
experts and the local consultant team developed 4 volumes of the Sustainability Guidelines, each on
Energy, Water, Waste and RECP.
The next step on the timeline was conducting onsite assessments in 48 factories in the 4 countries to
identify the opportunities or measures that are to be implemented. 35 of the 48 factories decided to
participate in the next phase of the project by submitting the action plans for implementation of the
measures/ opportunities recommended in the onsite assessment reports. Technical assistance by the
SAVE Final Report
11
local consultants was provided to factory over a period of 12 months to help them implement the
measures/opportunities planned in the action plan document.
In order to share the experience & challenges about implementation of the measures 24 knowledge
sharing forums were organized every quarter in the 4 countries. As part of sustaining the project
activities and also reach further factories beyond the ones who participated in SAVE, a booklet of
highlighted case studies was created covering a collection of the project achievements and significant
lessons learned from the factories. Following the booklet, an e-learning tool was also developed that can
be used as on demand learning tool for the industry. This e-tool kit provides learners with lively
highlighted case studies, demonstrating the practical solutions/measures implemented in the form of
pictures/videos.
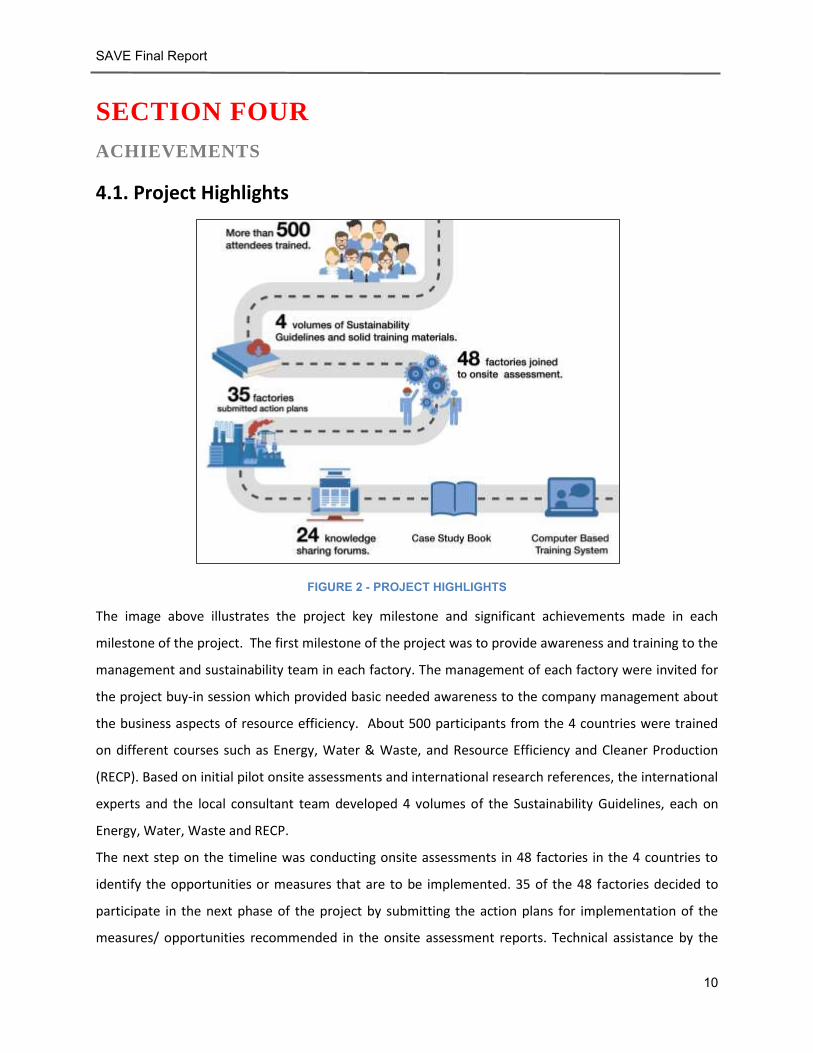
4.2. Project Overall Achievement
FIGURE 3 - PROJECT OVERALL ACHIEVEMENTS
Note: CO2 emission was measured in Kerring environmental reporting (2013)
1
The info-graphic above shows the overall achievement of the project in terms of actual saving made in
money (US$) and actual savings or reduction made in energy (kWh), CO2 (tons), water (m³) and waste
(tons). 48 factories from the 4 countries participated in the onsite assessment and the consultants
identified about 321 measures (from 48 factories) that could be implemented, 69 percent of the
identified measures were successfully implemented. The implemented measures led to a saving of
about 62 million kWh of energy, reduction of 44.5 thousand tons of CO2 emission, saving of about 633
1 Methodology Memo Kering Environmental Reporting 2013 (Bangladesh: 531.17 gCO2/ kWh; China:
871.99 gCO2/ kWh; Cambodia: 573.31 gCO2/ kWh; Indonesia: 573.31 gCO2/ kWh)
SAVE Final Report
12
thousand m³ of water, and reduction of 660 tons of waste, which totally can be converted into a
financial saving of US$ 4,000,000 per year.
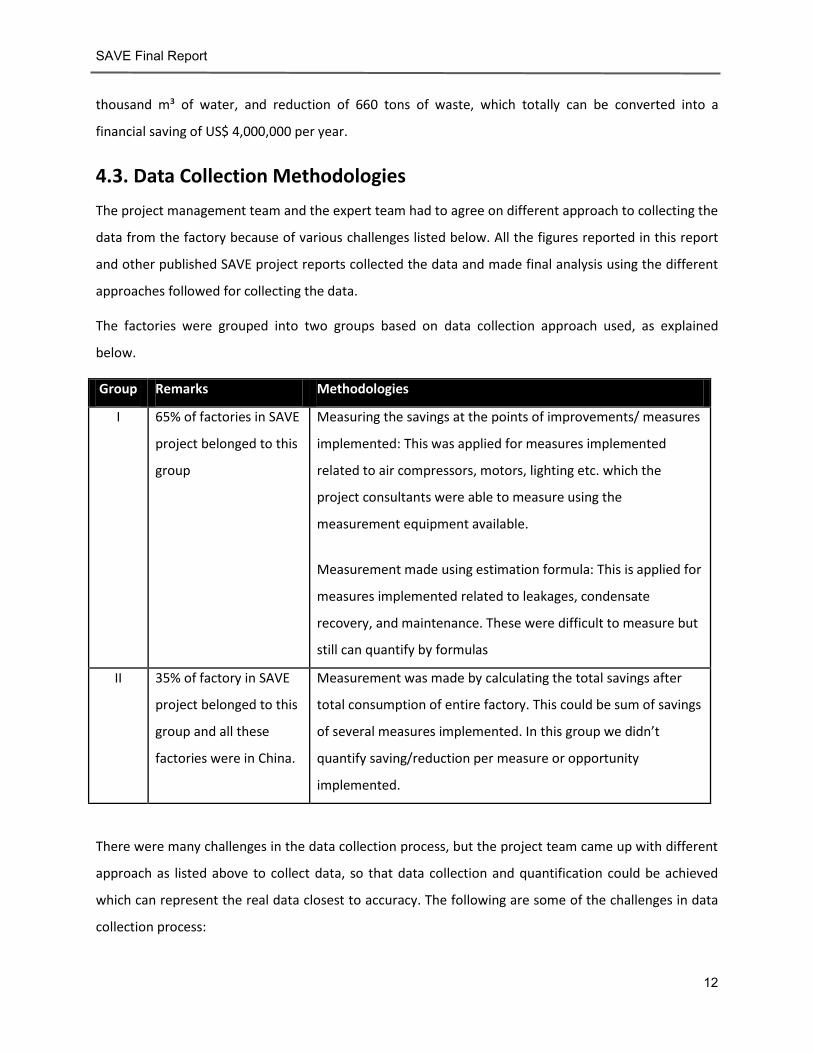
4.3. Data Collection Methodologies
The project management team and the expert team had to agree on different approach to collecting the
data from the factory because of various challenges listed below. All the figures reported in this report
and other published SAVE project reports collected the data and made final analysis using the different
approaches followed for collecting the data.
The factories were grouped into two groups based on data collection approach used, as explained
below.
Group Remarks Methodologies
I 65% of factories in SAVE
project belonged to this
group
Measuring the savings at the points of improvements/ measures
implemented: This was applied for measures implemented
related to air compressors, motors, lighting etc. which the
project consultants were able to measure using the
measurement equipment available.
Measurement made using estimation formula: This is applied for
measures implemented related to leakages, condensate
recovery, and maintenance. These were difficult to measure but
still can quantify by formulas
II 35% of factory in SAVE
project belonged to this
group and all these
factories were in China.
Measurement was made by calculating the total savings after
total consumption of entire factory. This could be sum of savings
of several measures implemented. In this group we didn’t
quantify saving/reduction per measure or opportunity
implemented.
There were many challenges in the data collection process, but the project team came up with different
approach as listed above to collect data, so that data collection and quantification could be achieved
which can represent the real data closest to accuracy. The following are some of the challenges in data
collection process:
SAVE Final Report
13
Lack of metering system: Some of the factories had only one main meter for the whole factory and
didn’t have individual sub-meters to track the improvements achieved in a particular section.
Change of project team members in the factory: There were also frequent change in the factory’s
sustainability team, and so they weren’t trained to collect the data.
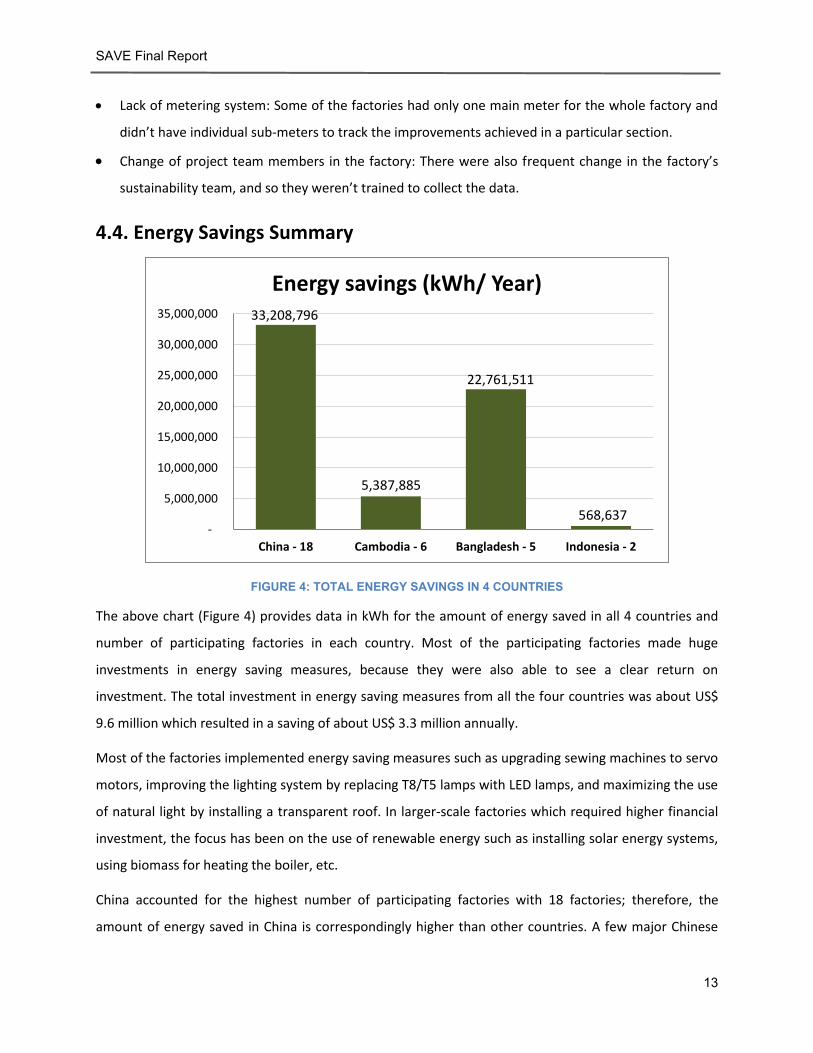
4.4. Energy Savings Summary
FIGURE 4: TOTAL ENERGY SAVINGS IN 4 COUNTRIES
The above chart (Figure 4) provides data in kWh for the amount of energy saved in all 4 countries and
number of participating factories in each country. Most of the participating factories made huge
investments in energy saving measures, because they were also able to see a clear return on
investment. The total investment in energy saving measures from all the four countries was about US$
9.6 million which resulted in a saving of about US$ 3.3 million annually.
Most of the factories implemented energy saving measures such as upgrading sewing machines to servo
motors, improving the lighting system by replacing T8/T5 lamps with LED lamps, and maximizing the use
of natural light by installing a transparent roof. In larger-scale factories which required higher financial
investment, the focus has been on the use of renewable energy such as installing solar energy systems,
using biomass for heating the boiler, etc.
China accounted for the highest number of participating factories with 18 factories; therefore, the
amount of energy saved in China is correspondingly higher than other countries. A few major Chinese
33,208,796
5,387,885
22,761,511
568,637 -
5,000,000
10,000,000
15,000,000
20,000,000
25,000,000
30,000,000
35,000,000
China - 18 Cambodia - 6 Bangladesh - 5 Indonesia - 2
Energy savings (kWh/ Year)
SAVE Final Report
14
mills have invested in the improvement of technical equipment, replacing a series of old machinery.
Efficiency has then been recognized through technical figures.
Bangladesh is another noticeable case with only 5 factories, but the figures were impressive. Most of the
factories carried out the proper maintenance on machinery and raised the awareness of environmental
protection among employees. In the past, most of the factories did not have much knowledge or
motivation concerning environmental performance improvement. The achievement in Bangladesh
proved that a few minor and simple changes might lead to significant savings.
Cambodia and Indonesia were also actively implementing changes in machinery. Most of the plants
upgraded sewing machines and improved their lighting system by installing transparent roof.
Additionally, 2 Cambodian factories have also invested in renewable energy by installing solar power
and using rice husk biomass boilers.
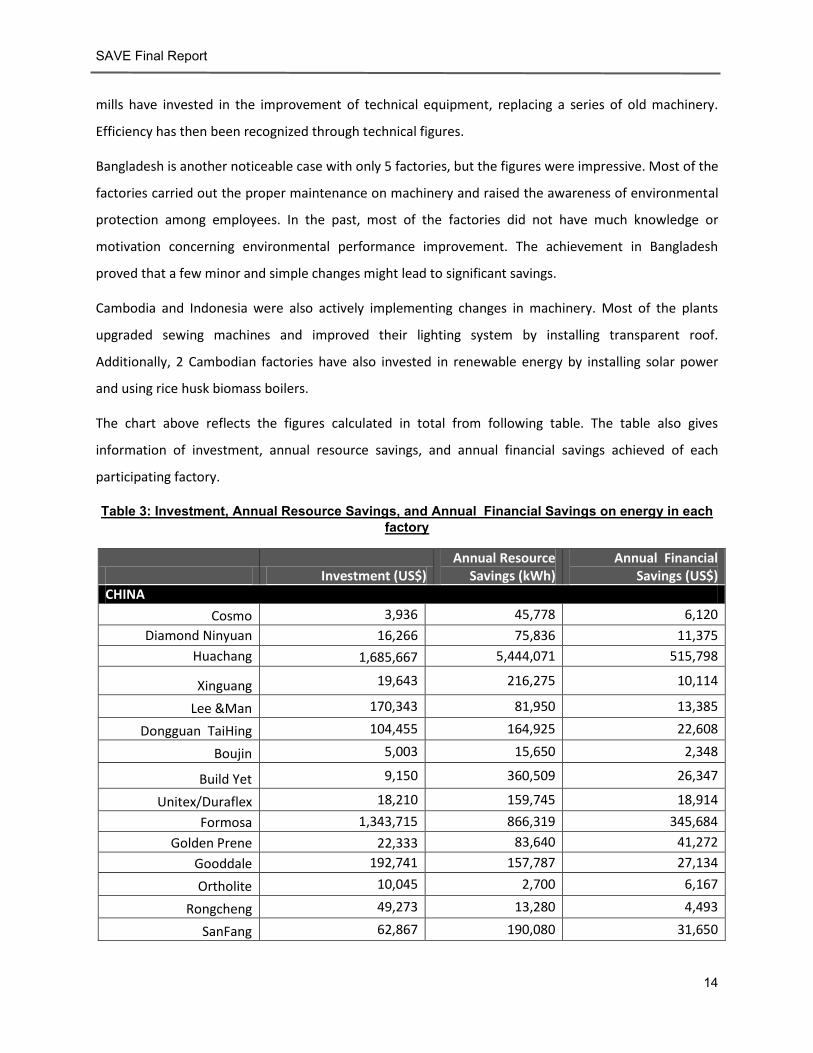
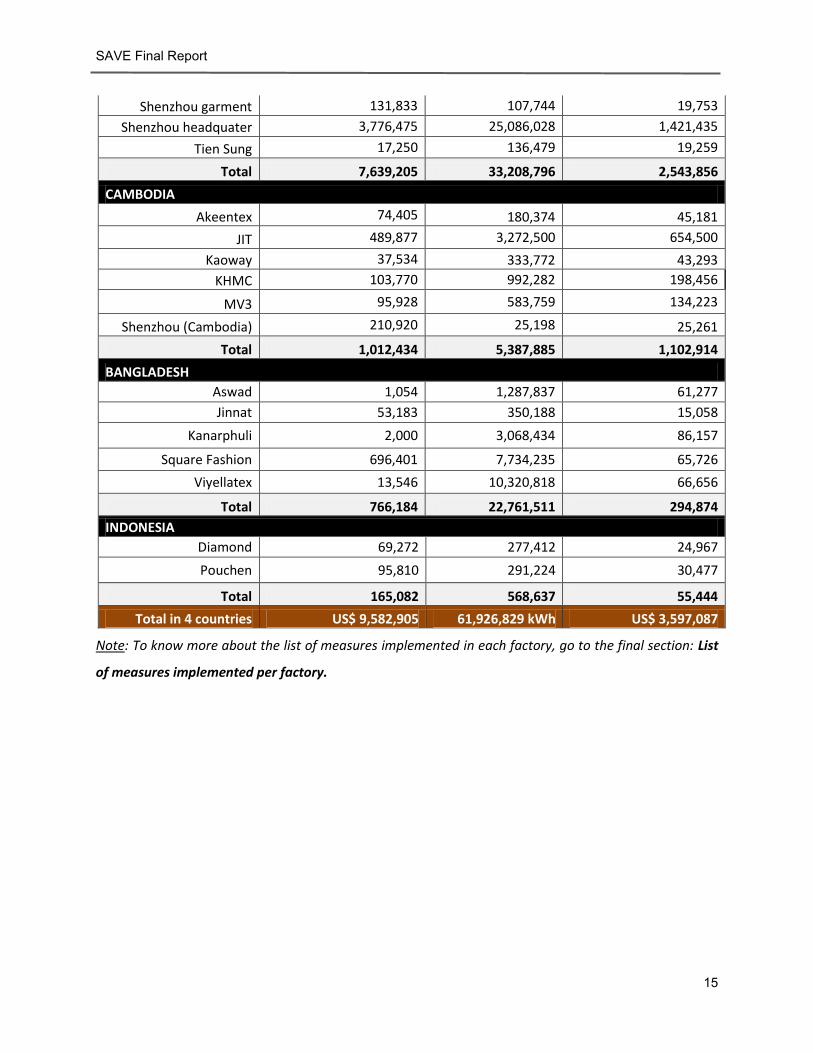
The chart above reflects the figures calculated in total from following table. The table also gives
information of investment, annual resource savings, and annual financial savings achieved of each
participating factory.
Table 3: Investment, Annual Resource Savings, and Annual Financial Savings on energy in each
factory
Investment (US$) Annual Resource
Savings (kWh) Annual Financial
Savings (US$)
CHINA
Cosmo 3,936 45,778 6,120
Diamond Ninyuan 16,266 75,836 11,375
Huachang 1,685,667 5,444,071 515,798
Xinguang 19,643 216,275 10,114
Lee &Man 170,343 81,950 13,385
Dongguan TaiHing 104,455 164,925 22,608
Boujin 5,003 15,650 2,348
Build Yet 9,150 360,509 26,347
Unitex/Duraflex 18,210 159,745 18,914
Formosa 1,343,715 866,319 345,684
Golden Prene 22,333 83,640 41,272
Gooddale 192,741 157,787 27,134
Ortholite 10,045 2,700 6,167
Rongcheng 49,273 13,280 4,493
SanFang 62,867 190,080 31,650
SAVE Final Report
15
Shenzhou garment 131,833 107,744 19,753
Shenzhou headquater 3,776,475 25,086,028 1,421,435
Tien Sung 17,250 136,479 19,259
Total 7,639,205 33,208,796 2,543,856
CAMBODIA
Akeentex 74,405 180,374 45,181
JIT 489,877 3,272,500 654,500
Kaoway 37,534 333,772 43,293
KHMC 103,770 992,282 198,456
MV3 95,928 583,759 134,223
Shenzhou (Cambodia) 210,920 25,198 25,261
Total 1,012,434 5,387,885 1,102,914
BANGLADESH
Aswad 1,054 1,287,837 61,277
Jinnat 53,183 350,188 15,058
Kanarphuli 2,000 3,068,434 86,157
Square Fashion 696,401 7,734,235 65,726
Viyellatex 13,546 10,320,818 66,656
Total 766,184 22,761,511 294,874
INDONESIA
Diamond 69,272 277,412 24,967
Pouchen 95,810 291,224 30,477
Total 165,082 568,637 55,444
Total in 4 countries US$ 9,582,905 61,926,829 kWh US$ 3,597,087
Note: To know more about the list of measures implemented in each factory, go to the final section: List
of measures implemented per factory.
SAVE Final Report
16
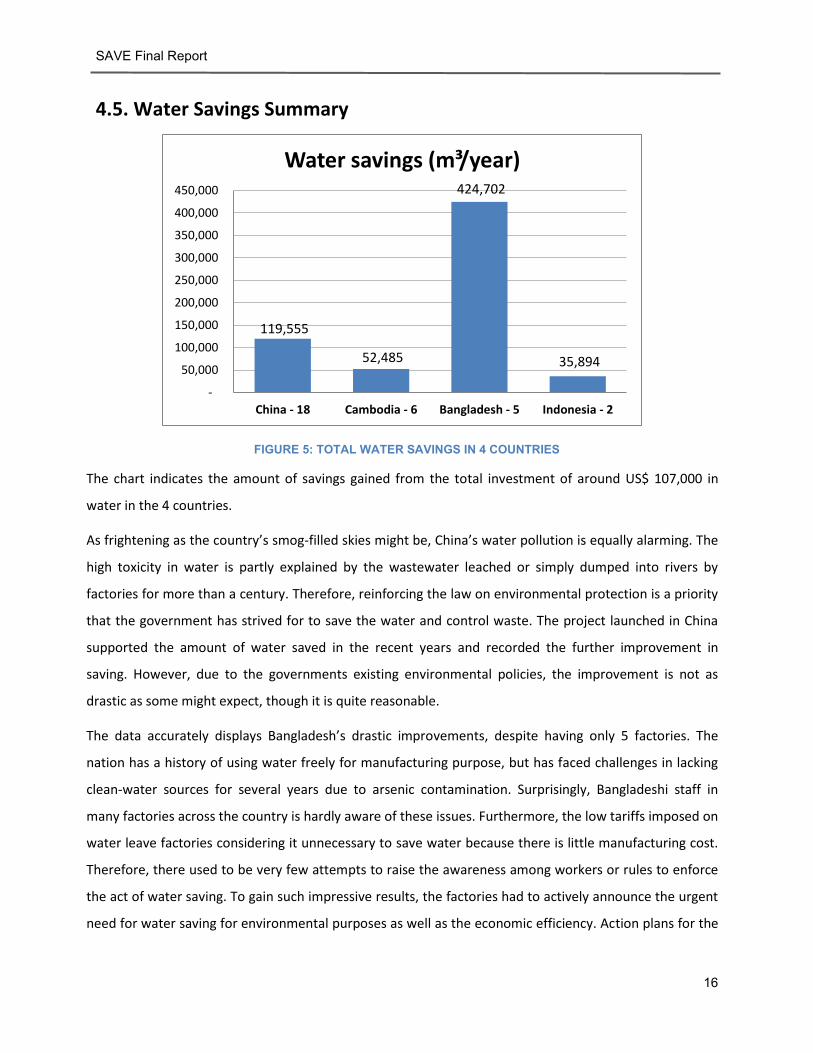
4.5. Water Savings Summary
FIGURE 5: TOTAL WATER SAVINGS IN 4 COUNTRIES
The chart indicates the amount of savings gained from the total investment of around US$ 107,000 in
water in the 4 countries.
As frightening as the country’s smog-filled skies might be, China’s water pollution is equally alarming. The
high toxicity in water is partly explained by the wastewater leached or simply dumped into rivers by
factories for more than a century. Therefore, reinforcing the law on environmental protection is a priority
that the government has strived for to save the water and control waste. The project launched in China
supported the amount of water saved in the recent years and recorded the further improvement in
saving. However, due to the governments existing environmental policies, the improvement is not as
drastic as some might expect, though it is quite reasonable.
The data accurately displays Bangladesh’s drastic improvements, despite having only 5 factories. The
nation has a history of using water freely for manufacturing purpose, but has faced challenges in lacking
clean-water sources for several years due to arsenic contamination. Surprisingly, Bangladeshi staff in
many factories across the country is hardly aware of these issues. Furthermore, the low tariffs imposed on
water leave factories considering it unnecessary to save water because there is little manufacturing cost.
Therefore, there used to be very few attempts to raise the awareness among workers or rules to enforce
the act of water saving. To gain such impressive results, the factories had to actively announce the urgent
need for water saving for environmental purposes as well as the economic efficiency. Action plans for the
119,555
52,485
424,702
35,894
-
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
China - 18 Cambodia - 6 Bangladesh - 5 Indonesia - 2
Water savings (m³/year)

SAVE Final Report
17
staff were widely carried out and the water system was upgraded by enhancing water faucets and fixing
water pipe leakages.
Table 4: Investment, Annual Resource Savings, and Annual Financial Savings on water in each
factory
Investment (US$) Annual Resource
Savings (m³) Annual Financial Savings
(US$)
CHINA
Cosmo 323 120 53
Diamond Ninyuan 3,667 4,031 1,612.40
Huachang 21,667 52,864.00 25,110.33
Xinguang 120 533 120.00
Lee &Man 3,633 4,417.00 1,840.50
Dongguan Taihing 16,900 1,730 2,516
Boujin 1,500 1,800 900.00
Build Yet 917 936.00 312.00
Unitex/Duraflex 635 864 784.83
Formosa 333 630 110.25
Golden Prene 655 14,857 2,600.00
Gooddale 23 2,700.00 1,237.50
Ortholite 379 2,500.00 833.33
Rongcheng 1,167 2,600.00 910.00
SanFang 358 10,000 4,166.67
Shenzhou garment 475 NA NA
Shenzhou headquater 833 2,151.60 1,972.33
Tien Sung 3,717 16,821 5,518
Total 57,302 119,555 50,597
CAMBODIA
Akeentex 300 3,719 744
JIT 28,792 14,400 16,562
Kaoway 800 2,765 282
KHMC Not quantified 3,808 7,554
MV3 600 27,264 4,090
Shenzhou (Cambodia) 2,280 530 1,175
Total 32,772 52,485 30,406
BANGLADESH
Aswad 385 1,596 45
Jinnat 10,508 19,532 642
Kanarphuli 2,570 12,751 5,363
Square Fashion 1,092 226,160 33,212

SAVE Final Report
18
Viyellatex 439 164,663 46,106
Total 14,994 424,702 85,368
INDONESIA
Diamond 50.0 NA NA
Pouchen 2,266.0 35,894 11,859
Total 2,316 35,894 11,859
Total in 4 countries US$ 107,384 632,636 m³ US$ 178,231
Note: To know more about the list of measures implemented in each factory, go to the final section: List
of measures implemented per factory.
4.6. Waste Reduction Summary
FIGURE 6: TOTAL WASTE REDUCTION IN 4 COUNTRIES
The above chart (Figure 6) provides data in tons for the amount of waste reduced in all 4 countries and
number of participating factories in each country
The remarkable achievement in Cambodia might be explained by the raising of awareness about waste
management among employees, which was believed to be the root cause of the waste generation
problem in Cambodia in the past. The factories have scheduled weekly training sessions for waste
segregation as well as improving the production process, which also brings more profits from the sale of
recycled waste to the third parties. Moreover, the improvement of the production line also helps optimize
workloads and waste mitigation.
234
391
24 10 -
50
100
150
200
250
300
350
400
450
China - 18 Cambodia - 6 Bangladesh - 5 Indonesia - 2
Waste reduction (Tons/Year)
SAVE Final Report
19
In contrast, the figure of China shows little improvement from the baseline where the project started. The
amount of waste saved from 18 factories in China is just one fourth of that from 6 factories in Cambodia.
This can be explained by the fact that the Chinese have already been practicing recycling for many years.
The factories actually have saved a lot of materials and cost from separating and recycling waste, such as
reusing the roll core of the sewing thread. The project, hence, supported the existing achievement from
the work of waste reduction in China.
One of the best practices in waste management was noticed in Indonesia in Pouchen factory, where they
have implemented a closed loop recycling system to manage domestic waste water generated from the
toilets, washroom, kitchen, canteen facilities and dormitories, which was treated in a waste water
treatment facility and then recycled to the open lake available within their premise which is the source of
clean water for the domestic purposes and industrial processing purpose.
One of the biggest challenges in waste reduction measures noticed in all the four countries was about
treating of the solid waste generated, the least the factory could do is only segregation of wastes and
store in a waste disposal area, where the local waste collecting agency will collect waste on a daily or
weekly basis. The factories were forced to sell the waste to these agencies who are politically strong and
there was no information on how this waste was treated. Some of the measures recommended for the
factories was mostly to avoid waste generation or recycle waste as much as possible.
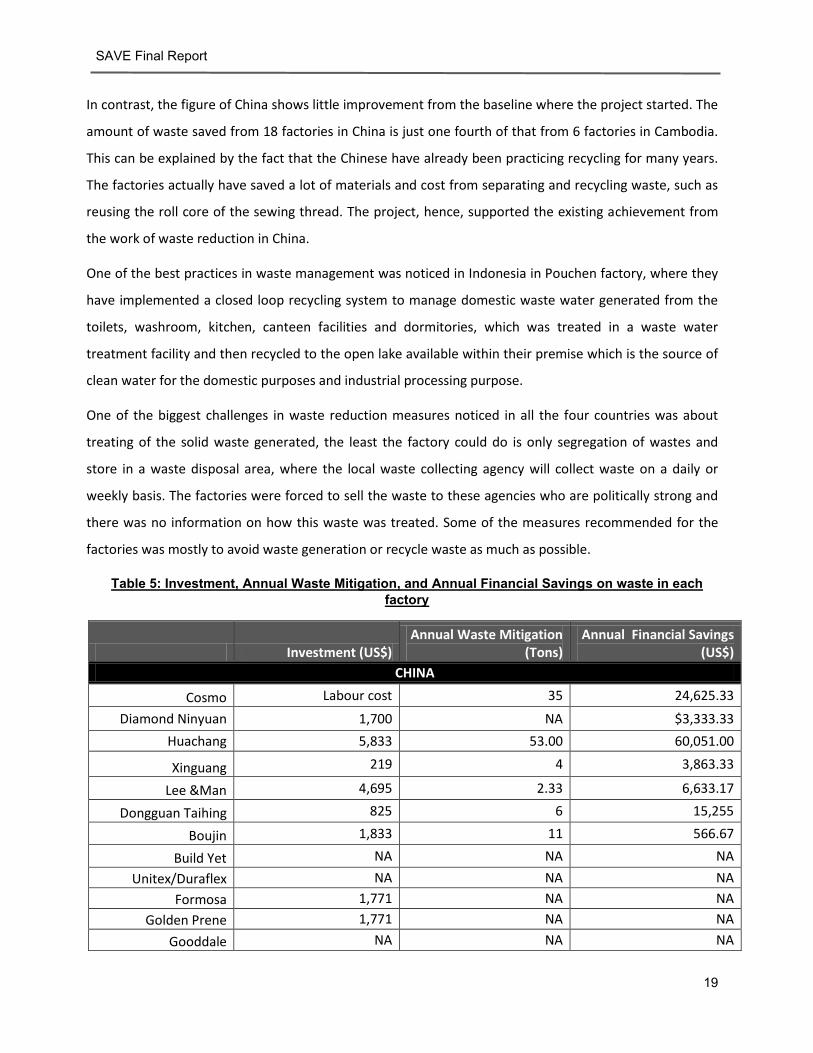
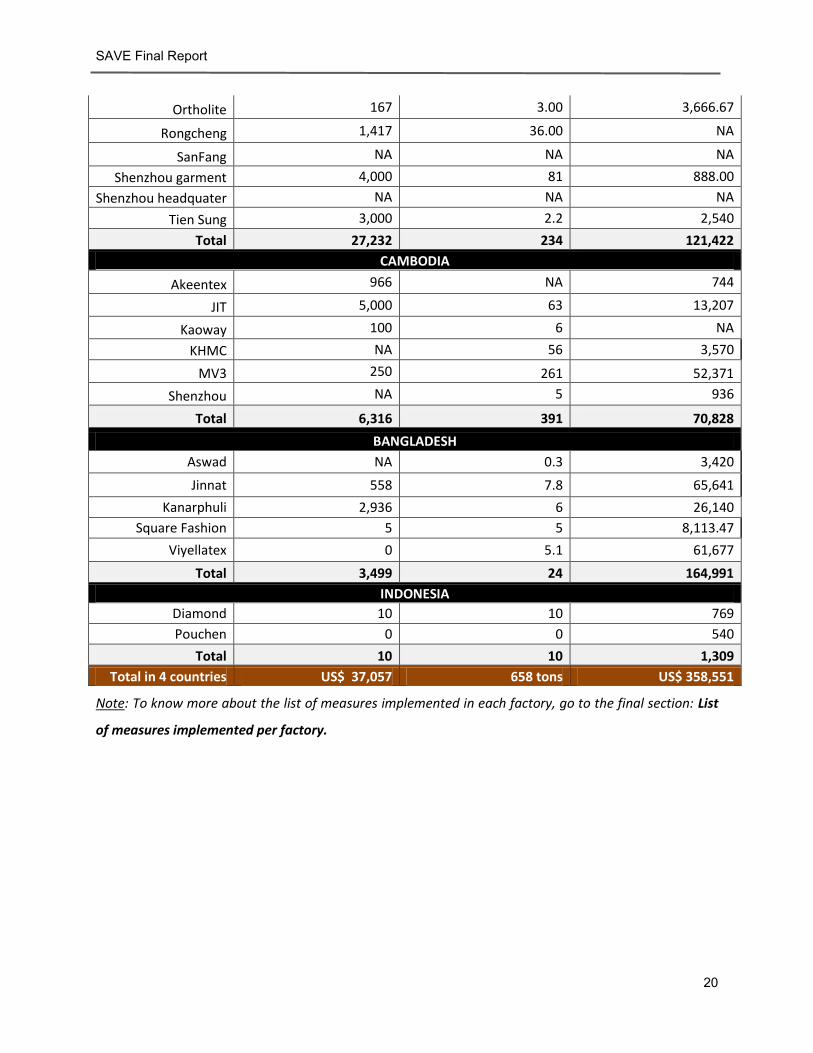
Table 5: Investment, Annual Waste Mitigation, and Annual Financial Savings on waste in each
factory
Investment (US$) Annual Waste Mitigation
(Tons) Annual Financial Savings
(US$)
CHINA
Cosmo Labour cost 35 24,625.33
Diamond Ninyuan 1,700 NA $3,333.33
Huachang 5,833 53.00 60,051.00
Xinguang 219 4 3,863.33
Lee &Man 4,695 2.33 6,633.17
Dongguan Taihing 825 6 15,255
Boujin 1,833 11 566.67
Build Yet NA NA NA
Unitex/Duraflex NA NA NA
Formosa 1,771 NA NA
Golden Prene 1,771 NA NA
Gooddale NA NA NA
SAVE Final Report
20
Ortholite 167 3.00 3,666.67
Rongcheng 1,417 36.00 NA
SanFang NA NA NA
Shenzhou garment 4,000 81 888.00
Shenzhou headquater NA NA NA
Tien Sung 3,000 2.2 2,540
Total 27,232 234 121,422
CAMBODIA
Akeentex 966 NA 744
JIT 5,000 63 13,207
Kaoway 100 6 NA
KHMC NA 56 3,570
MV3 250 261 52,371
Shenzhou NA 5 936
Total 6,316 391 70,828
BANGLADESH
Aswad NA 0.3 3,420
Jinnat 558 7.8 65,641
Kanarphuli 2,936 6 26,140
Square Fashion 5 5 8,113.47
Viyellatex 0 5.1 61,677
Total 3,499 24 164,991
INDONESIA
Diamond 10 10 769
Pouchen 0 0 540
Total 10 10 1,309
Total in 4 countries US$ 37,057 658 tons US$ 358,551
Note: To know more about the list of measures implemented in each factory, go to the final section: List
of measures implemented per factory.
SAVE Final Report
21
SECTION FIVE
Country–By–Country Factories
This section gives the outline and some significant practices of 31 factories in 4 countries.
5.1. China
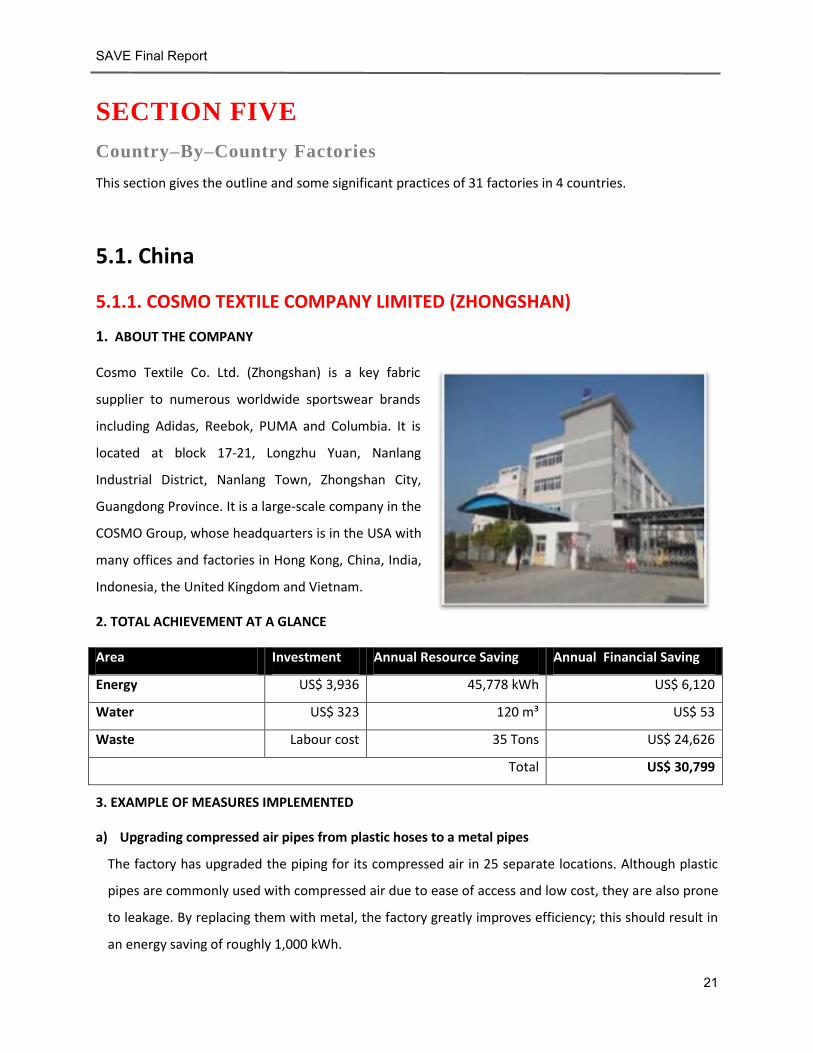
5.1.1. COSMO TEXTILE COMPANY LIMITED (ZHONGSHAN)
1. ABOUT THE COMPANY
Cosmo Textile Co. Ltd. (Zhongshan) is a key fabric
supplier to numerous worldwide sportswear brands
including Adidas, Reebok, PUMA and Columbia. It is
located at block 17-21, Longzhu Yuan, Nanlang
Industrial District, Nanlang Town, Zhongshan City,
Guangdong Province. It is a large-scale company in the
COSMO Group, whose headquarters is in the USA with
many offices and factories in Hong Kong, China, India,
Indonesia, the United Kingdom and Vietnam.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 3,936 45,778 kWh US$ 6,120
Water US$ 323 120 m³ US$ 53
Waste Labour cost 35 Tons US$ 24,626
Total US$ 30,799
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Upgrading compressed air pipes from plastic hoses to a metal pipes
The factory has upgraded the piping for its compressed air in 25 separate locations. Although plastic
pipes are commonly used with compressed air due to ease of access and low cost, they are also prone
to leakage. By replacing them with metal, the factory greatly improves efficiency; this should result in
an energy saving of roughly 1,000 kWh.
SAVE Final Report
22
Before – plastic pipe
After – metal pipe
b) Upgrading to high-efficient motors
The previous motors were wasting energy due to degradation caused by a lack of regular maintenance
and monitoring. The factory has replaced 5 obsolete motors with high-efficiency models and
introduced a periodic maintenance plan to ensure optimum efficiency is achieved. It is estimated that
this measure will reduce its energy consumption by around 3,000 kWh per year.
Before – old motor
After – new motor
c) Upgrading the rainwater harvesting system
Prior to the SAVE project, the company collected roughly 3-5 m³ of rainwater annually by using old
plastic buckets. This water was used for outdoor cleaning, watering plants, etc. In order to better utilize
rainfall as a source of water, the company built a new system that collects rain on the roof of the factory
and redirects it to a water tank. Thus far, it has collected a total of 15 m³ of water and the company’s
next goal is to collect over 20 m³. It plans to gradually continue increasing their target until able to reach
SAVE Final Report
23
a more competitive goal. Although the building of the water tank made use of discarded equipment, it is
estimated that the investment will be recovered for 6 years.
Before – rainwater container
After – rainwater sump
d) Recycling fabric packing bags
Initially, the factory used plastic film to pack finished goods, creating a significant amount of waste in
downstream factories when the goods were later unpacked. To combat this enormous consumption, the
factory implemented a practice which was already present and successful with another brand in the
factory. Instead of using plastic packaging, Cosmo replaced them with fabric packing bags made from
waste fabric which can later be collected from the downstream and reused. This new procedure has
allowed the factory to recycle 12,690 packing bags. This opportunity has saved the company US$ 13,423
annually.
Before – Plastic bags
After – recycle fabric bags
SAVE Final Report
24
5.1.2. NINGYUAN SHINEWAY SPORTS LTD
1. ABOUT THE COMPANY
The factory is located in Li Industrial Park, Ningyuan
County, Hunan Province. Yongzhou Hunan Shineway
Sports Goods Co., Ltd., Ningyuan Branch is a member
of the British Virgin Islands-based Diamond
International Group. Currently, the site has an
output of 1,500,000 pairs of shoes per year.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 16,266 75,836 kWh US$ 11,375
Water US$ 3,667 4,031 m³ US$ 1,613
Waste US$ 1,700 Not quantified US$ 3,333
Total US$ 16,321
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Proper maintenance on the exhaust fans and motors
Before the introduction of the SAVE project, pulley- and fan-belt-driven exhaust fan and motors were
running inefficiently due to an absence of regular maintenance and monitoring. The edges of the fan
blades were coated in residual oil and dirt which dramatically reduced blade performance and
therefore, the lifespan of the motor itself. To resolve this, the factory began regular maintenance,
focusing on the wear and tear of pulleys and other moving parts. By monitoring belt lifespan and holding
periodic inspections to detect issues early on, the company saves about 33,292 kWh per year.

SAVE Final Report
25
b) Recycling wood waste
The initial factory production process used wooden frames, plates and printing screens which were
discarded, generating considerable amounts of waste. Making a conscious effort to reduce wooden
waste, the company now sells wooden frames to merchants for recycling. Additionally, all wooden
screen frames have been replaced with aluminium which is more durable and, consequentially,
reusable. Thus, the company has reduced annual waste by 3.5 tons.
Before
Wooden pad and discarded without recovery
After
Aluminum pad
5.1.3. HUACHANG/ KEY (FUJIAN) MICROFIBRE CO., LTD
1. ABOUT THE COMPANY
Key (Fujian) Microfiber Co.,
Ltd. is located in the Huinan
Industry Zone, Quanzhou,
Fujian Province. The
company prioritizes
innovation and has
introduced some of the
most advanced production
technologies and
equipment, including eight wet lines and five dry lines. Various specialist departments such as
Treatment, Trial Center, Development Center, Test Center, etc. work to high-quality products.
SAVE Final Report
26
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving
Annual Financial Saving
Energy US$ 1,685,667 5,444,071 kWh US$ 515,798
Water US$ 21,667 52,864 m³ US$ 25,110
Waste US$ 5,833 53 Tons US$ 60,051
Total US$ 600,959
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Installing photovoltaic power generation system
Key Fujian Microfiber (HuaChang) decided to expand its existing photovoltaic power generation system
due to the fact that China is on an imminent path towards renewable energy sources to guarantee
energy security. With an investment of more than RMB 10,000,000 (~US$ 1,666,667), the factory
installed rooftop photovoltaic power systems which generate 1,250,000 kWh of renewable energy. This
results in a reduction of 1,713.8 tons of CO2 emissions annually and a payback time of 6.5 years.
Solar PV power system
b) Improving barrel-washing area and water reuse process
The factory used to clean each individual barrel with freshwater, which was then discharged without any
further purpose or use. It has now been adjusted so that the area used to wash barrels is partially
closed. Thus, it is possible to recycle and reuse some of the water. Once the DMF (an organic compound)

SAVE Final Report
27
reaches a certain concentration in the recycled water, it will be pumped into a wastewater tank for
rectification. Additionally, the factory has implemented counter-current washing systems, where water
circulates through a series of connected washing tanks, moving in the opposite direction of the
workflow. Fresh water only enters the last washing tank, overflows to the next tank and continues until
it exits via the first tank. This method allows the workpiece to be washed in the least pure water first
and the cleanest water last. These improvements have decreased the significant amount of fresh water
use.
Bukets of countercurrent washing

SAVE Final Report
28
5.1.4. FOSHAN XINGUANG KNITTING CO., LTD
1. ABOUT THE COMPANY
Foshan Xinguang Knitting Co., Ltd. is located at 3
Xinfang Road, Xiqiao Technical Industry Park,
Baixi, Hegang, Xiqiao, Nanhai District, Foshan,
Guangdong Province. Founded in 1954, it was
later reconstructed from the state-owned
Foshan Pioneer Knitting Manufacturer in 1999. It
now covers an area of more than 20,000 m2 and
is equipped with more than 300 advanced
sewing machines, which were made in the
United States, Germany and Japan.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 19,643 216,275 kWh US$ 10,113.67
Water US$ 120 533 m³ US$ 120.00
Waste US$ 219 4 Tons US$ 3,863.33
Total US$ 14,097.00
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Transforming the traditional clutch motors into servo motors and installing new sewing
machines
The company upgraded the traditional clutch motors on all 90 items of its sewing machines to servo
motors. It also replaced broken machines with energy-efficient ones estimated to use 80% less energy.
These upgrades and replacements will cut energy use from 220-250 kWh on the traditional models to a
mere 50 kWh. The upgraded motors no longer run constantly, and only while operating.

SAVE Final Report
29
Before (Traditional Clutch Motor) After (Servo Motor/New Sewing Machine)
b) Dismantling exhaust fans and setting up ceiling fans
Prior to the SAVE project, the factory was relying on inefficient exhaust fans which were suffering due to
a lack of maintenance and monitoring. Since the implementation of the project, all 49 sets of exhaust
fans have been dismantled and replaced with windows and 201 ceiling fans. The ceiling fans ensure
ventilation but use 70 kWh as opposed to 750 kWh with the added benefit of being able to turn on and
off as needed. This will result in an estimated energy savings of 25%.
Before - Exhaust fan After - Ceiling Fan
c) Upgrading water taps to improve the water supply system
Initially, most of the factory’s water taps were inefficient and out-dated plugging models. The water
took longer to flow out and the valves were not durable and prone to leaking. By replacing taps with
newer models with water-saving elements such as new faucet heads, the water flows more efficiently
and no longer drips when turned off. This upgrade will save the company US$ 120 annually.
SAVE Final Report
30
Before After
5.1.5. LEE&MAN/ DONGGUAN JIA XIN HANDBAG CO., LTD
1. ABOUT THE COMPANY
Dongguan Jia Xin Handbag Company
(formerly known as Dongguan Shi Jie Liu
Wu Lee & Man Factory) was founded in
1988. It is located near the Liu Wu
Village committees, in Shijie Town,
Dongguan City, Guangdong Province. The
factory mainly engages in the production
of handbags. However, it also processes various decorative products and conducts research and
development manufacturing alongside its main operations. The factory’s products supply the European
and Asia-Pacific markets and can be found in brand-name stores as well as chain store businesses.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 170,343 81,950 kWh US$ 13,385
Water US$ 3,633 4,417 m³ US$ 1,841
Waste US$ 4,695 2.3 tons US$ 6,633
Total US$ 21,859
SAVE Final Report
31
3. EXAMPLE OF MEASURES IMPLEMENTED
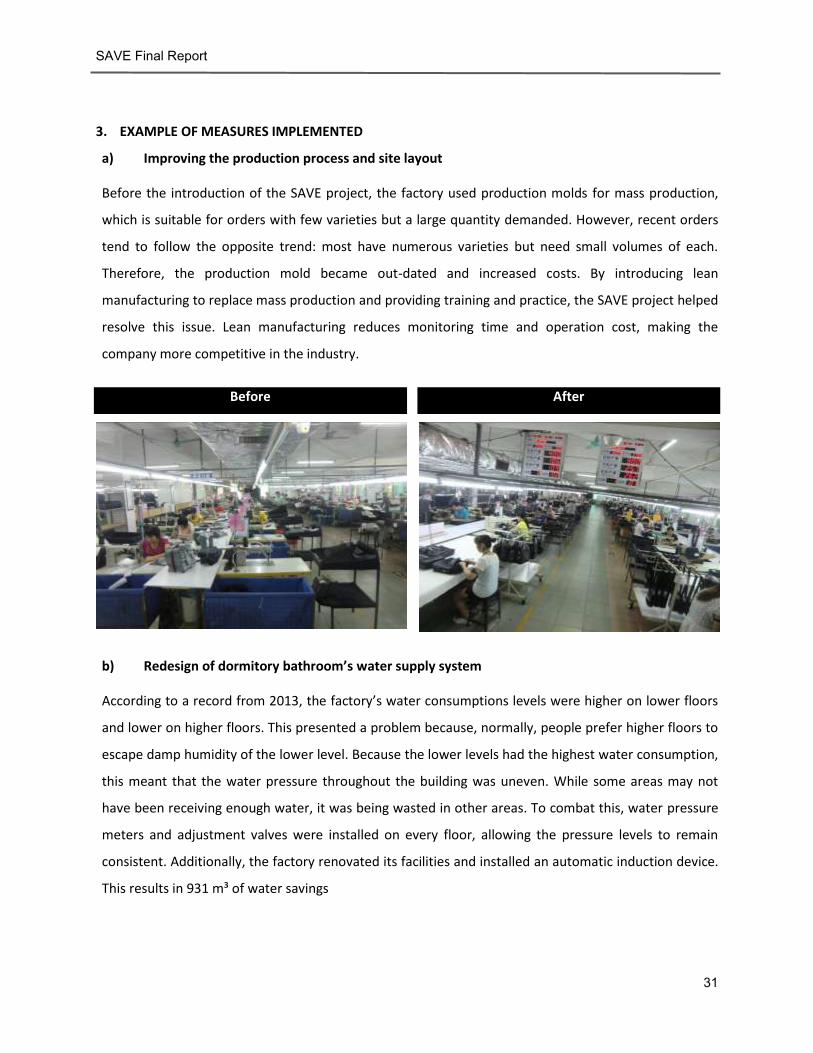
a) Improving the production process and site layout
Before the introduction of the SAVE project, the factory used production molds for mass production,
which is suitable for orders with few varieties but a large quantity demanded. However, recent orders
tend to follow the opposite trend: most have numerous varieties but need small volumes of each.
Therefore, the production mold became out-dated and increased costs. By introducing lean
manufacturing to replace mass production and providing training and practice, the SAVE project helped
resolve this issue. Lean manufacturing reduces monitoring time and operation cost, making the
company more competitive in the industry.
Before
After
b) Redesign of dormitory bathroom’s water supply system
According to a record from 2013, the factory’s water consumptions levels were higher on lower floors
and lower on higher floors. This presented a problem because, normally, people prefer higher floors to
escape damp humidity of the lower level. Because the lower levels had the highest water consumption,
this meant that the water pressure throughout the building was uneven. While some areas may not
have been receiving enough water, it was being wasted in other areas. To combat this, water pressure
meters and adjustment valves were installed on every floor, allowing the pressure levels to remain
consistent. Additionally, the factory renovated its facilities and installed an automatic induction device.
This results in 931 m³ of water savings

SAVE Final Report
32
Before
After
5.1.6. DONGGUAN TAIHING ZIPPER FACTORY CO., LTD
1. ABOUT THE COMPANY
Tai Hing Zipper Factory Co., Ltd.,
headquartered in Hong Kong, was
founded in 1976. The current factory was
built in 1993 and is situated in Qiao Li
district, Chang Ping Town, Dong Guan
City. It covers an area of more than
26,000m³. The company's existing
production equipment amounts to over
600 units and it currently employ more than 50 professional and technical personnel. The factory’s
design production capacity is currently 70,000,000 sets of zipper heads and zippers. The factory can also
produce 30,000,000 yards of zipper cloth.
SAVE Final Report
33
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 104,455 164,925 kWh US$ 22,608.17
Water US$ 16,900 1,730 m³ US$ 2,515.83
Waste US$ 825 6 Tons US$ 15,255.00
Total US$ 40,379.00
3. EXAMPLE OF MEASURES IMPLEMENTED
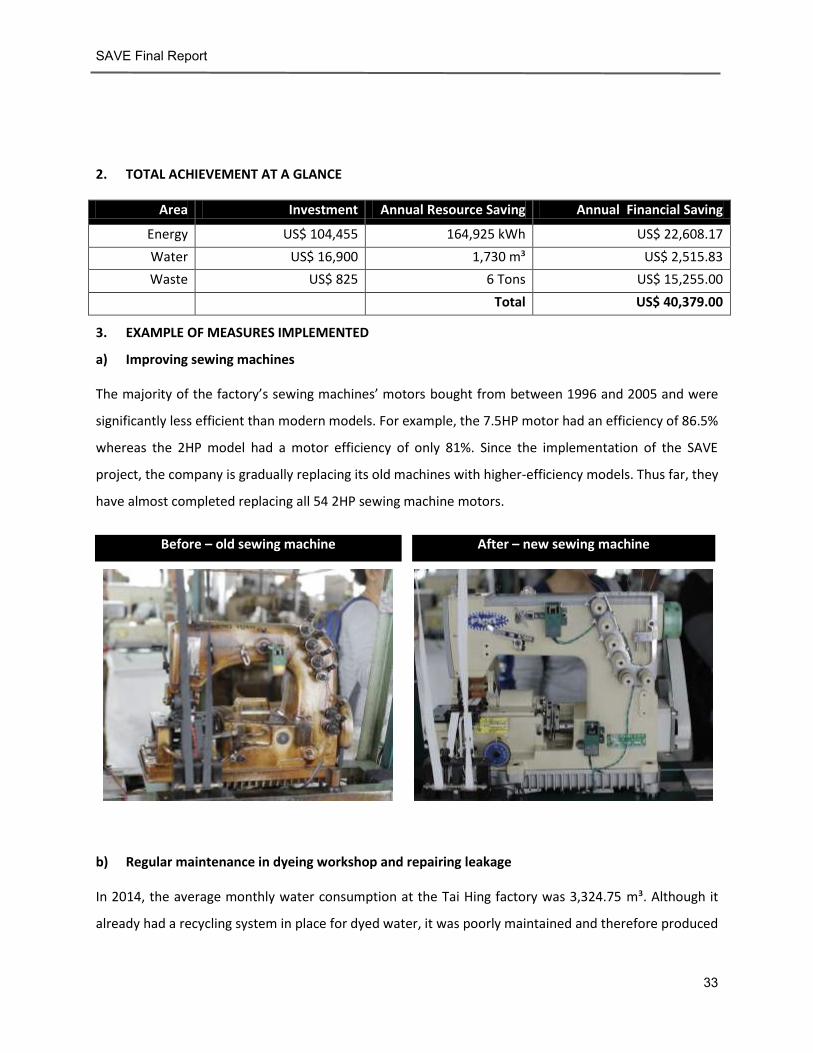
a) Improving sewing machines
The majority of the factory’s sewing machines’ motors bought from between 1996 and 2005 and were
significantly less efficient than modern models. For example, the 7.5HP motor had an efficiency of 86.5%
whereas the 2HP model had a motor efficiency of only 81%. Since the implementation of the SAVE
project, the company is gradually replacing its old machines with higher-efficiency models. Thus far, they
have almost completed replacing all 54 2HP sewing machine motors.
Before – old sewing machine
After – new sewing machine
b) Regular maintenance in dyeing workshop and repairing leakage
In 2014, the average monthly water consumption at the Tai Hing factory was 3,324.75 m³. Although it
already had a recycling system in place for dyed water, it was poorly maintained and therefore produced

SAVE Final Report
34
significantly less recycled water than expected. Now, the factory has switched to a new suction pump
and rearranged its pipeline system. Some PVC pipes were also replaced by PE for increased durability.
The reconstruction of the water recycling system in addition to the implementation of other water-
saving practices has led to a new average consumption of 490 m³ per year. This is a 22.3% reduction in
water use compared to the same period of the previous year.
5.1.7. BOU JIN (YANGZHOU) GARMENTS CO., LTD.
1. ABOUT THE COMPANY
Bou Jin (Yangzhou) Garments Co., Ltd., a subsidiary
company of PouChen group, designs and produces
apparel for the world’s leading sports brands. It
located at NO.1, Bao Yuen Road, Yue Yuen
Industrial Zone, Yangzhou City Development Area,
Jiangsu.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$)
Annual Resource Savings
Annual Financial Savings (US$)
Energy US$ 5,003 15650 kWh US$ 2,348
Water US$ 1,500 1800 m3 US$ 900
Waste US$ 1,833 11 Tons US$ 567
Total US$ 3,815
SAVE Final Report
35
3. EXAMPLE OF MEASURES IMPLEMENTED
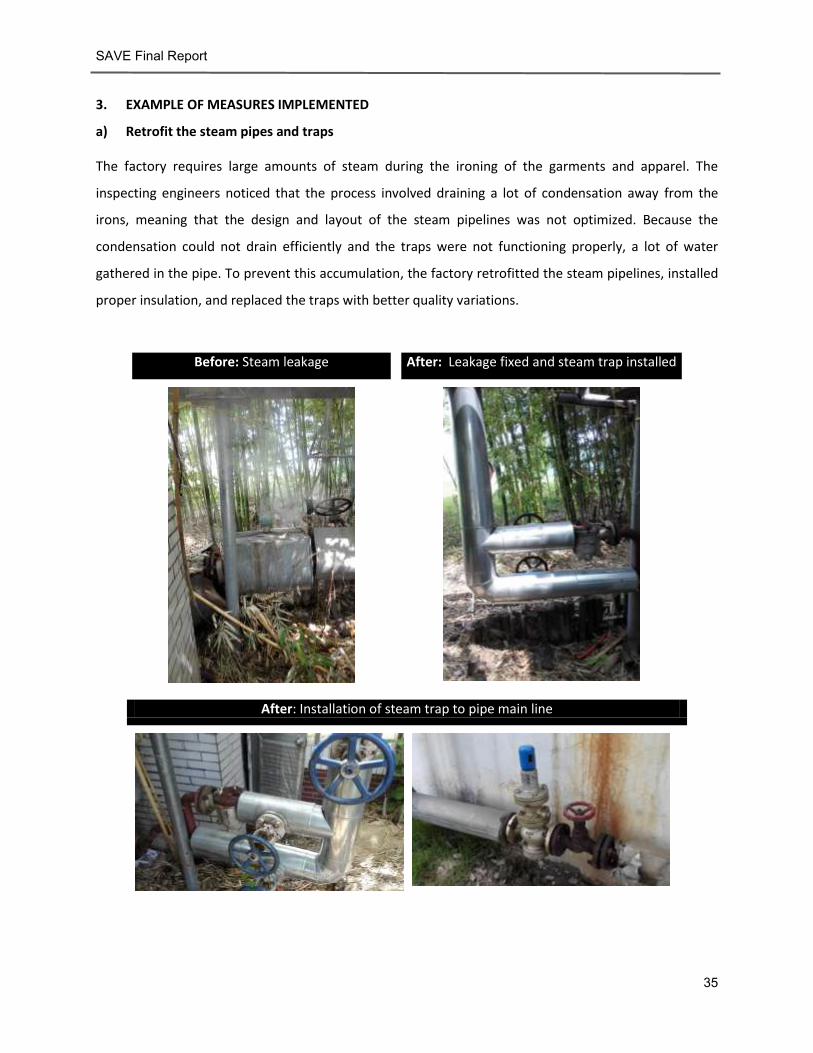
a) Retrofit the steam pipes and traps
The factory requires large amounts of steam during the ironing of the garments and apparel. The
inspecting engineers noticed that the process involved draining a lot of condensation away from the
irons, meaning that the design and layout of the steam pipelines was not optimized. Because the
condensation could not drain efficiently and the traps were not functioning properly, a lot of water
gathered in the pipe. To prevent this accumulation, the factory retrofitted the steam pipelines, installed
proper insulation, and replaced the traps with better quality variations.
Before: Steam leakage
After: Leakage fixed and steam trap installed
After: Installation of steam trap to pipe main line

SAVE Final Report
36
b) Improving energy-metering system based on GB17167-2006 standard
The factory has newly installed necessary electricity and water meters according to the guidelines from
Standardization Administration of China which published standard called “GB17167-2006 General
principle for equipping and managing of measuring instrument of energy in the organization of energy
using.” By implementing new policies, including keeping daily and/or weekly records of critical
equipment’s energy consumption, data can be regularly analyzed and abnormal situations can be
addressed immediately. This avoids electricity waste due to lack of awareness of problems or
inefficiencies. The factory also plans to include the energy consumption indicators in the appraisal of
staff, motivate employees to prioritize energy efficiency, and to compare the performance of different
models of machinery to provide data for future upgrades. These changes should result in an annual
savings of 8,500 kWh.
Metering installed in workshop
Smart metering steam installed in appliance field
SAVE Final Report
37
5.1.8. BUILD-YET SHOES CO., LTD.
1. ABOUT THE COMPANY
The factory is located at Dao Xian Industrial Park,
Yongzhou City, Hunan and has a workspace area of
39,600m2. Build-Yet Shoes Co., Ltd. Registered as a
business on 1st November 2006 and commenced the
operation in January 2007. Presently, there are over
1,600 employees working in the factory.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 9,150 360,509 kWh US$ 26,347
Water US$ 917 936.00 m³ US$ 312
Waste NA NA NA
Total US$ 26,659
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Improving air compressor boiler
Heat is a common byproduct of many types of machinery and processes, including air compressor. In
their previous procedures, the employees used wood to heat the boiler, which was inefficient and
polluted. It also involved higher workload. The company has since replaced three air compressors to
improve energy efficiency. This results in roughly 9.7% of the total energy saving, also saving labor and
wood costs.
SAVE Final Report
38
Before - old boiler After - heat recovery boilers
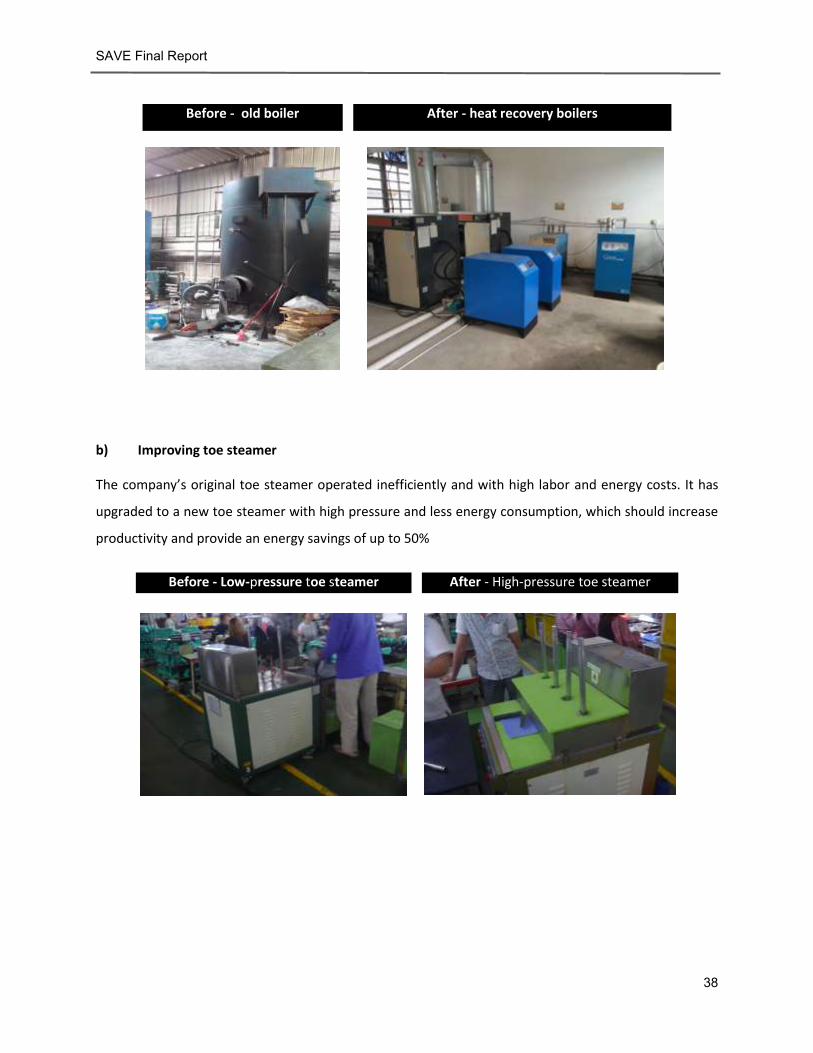
b) Improving toe steamer
The company’s original toe steamer operated inefficiently and with high labor and energy costs. It has
upgraded to a new toe steamer with high pressure and less energy consumption, which should increase
productivity and provide an energy savings of up to 50%
Before - Low-pressure toe steamer After - High-pressure toe steamer

SAVE Final Report
39
5.1.9. Unitex Metal and Plastic Accessories Ltd. / Duraflex Hong Kong Ltd.
1. ABOUT THE COMPANY
Established in Taiwan in 1989, Unitex International
Button Accessories is a button and accessory
manufacturer in the Southeast China area, located
at Duraflex Hong Kong Ltd. 558 Jinxiu Blvd., Yao-
Zhaung Industrial Park, Jiashan County, Zhejiang
Province. Unitex produces a large variety of metal,
polyester, and urea buttons and is the exclusive
licensee for National Molding Corporation DURAFLEX buckles, plastic hardware, and precision molding
productions. Unitex has 201 – 500 employees in Chinese factories and 50 injection machines, all of which
currently produce 1 million metal buttons (equivalent to 150 tons plastic units) monthly.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 18,210 159,745 kWh US$ 18,914.33
Water US$ 635 864 m³ US$ 784.83
Waste NA NA NA
Total $19,699.17
3. EXAMPLE OF MEASURES IMPLEMENTED
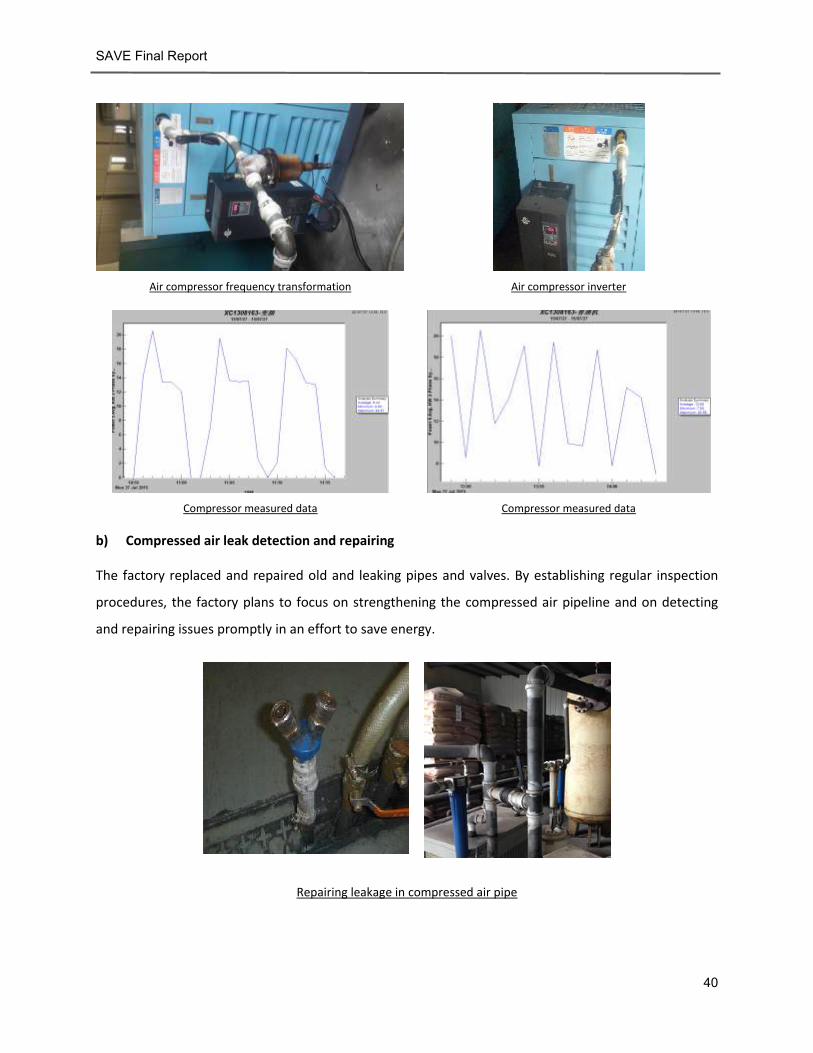
a) Air-Compressor frequency transformation
The factory’s air compressors were working very inefficiently, with an idling rate of roughly 50% and
which loaded and unloaded much more often than expected from an average machine. To resolve this,
frequency conversion transformers were installed in 4 air compressors and the operation frequency was
adjusted accordingly. This should limit unnecessary loading and unloading and improve efficiency. This
results in annual energy and financial savings of 72,544 kWh and US$ 51,631 respectively.
SAVE Final Report
40
Air compressor frequency transformation
Air compressor inverter
Compressor measured data
Compressor measured data
b) Compressed air leak detection and repairing
The factory replaced and repaired old and leaking pipes and valves. By establishing regular inspection
procedures, the factory plans to focus on strengthening the compressed air pipeline and on detecting
and repairing issues promptly in an effort to save energy.
Repairing leakage in compressed air pipe
SAVE Final Report
41
5.1.10. FORMOSA TAFFETA (ZHONGSHAN) CO., LTD.
1. ABOUT THE COMPANY
Formosa Taffeta (Zhong Shan) Co.,
Ltd. was established in December
of 1992 and is invested by
Formosa Taffeta Co., Ltd., a
subsidiary of the Formosa Plastic
Group. It located at 167 South
Shenwan Avenue, Shenwan Town,
Zhongshan City, Guangdong
Province. The factory is a major producer of both poly/nylon woven fabrics and umbrellas/parasols. Its
output of woven fabrics is 12,000,000 yards per month and it has a capacity for rib production (for
umbrellas/parasols) of 18,000,000 tons per month. This is accomplished by FTC (Zhong Shan)’s
workforce of 756 employees in a workspace area of 119,000 m2.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy 1,343,715 866,319 kWh 345,683.50
Water 333 630 m³ 110.25
Waste 1,771 NA NA
Total $345,793.75
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Upgrading dyeing machine
Most of the factory’s dyeing machines had been purchased prior to 1996 and had water-bath ratios
greater than 1:10. Even the new HISAKA heat dyeing machines (the Beam dyeing machine and the Liquid
flow dyeing machine) had high ratios between 1:8 and 1:10. The factory was barely managing a ratio of
around 1:8 during operation, just reaching the National Entry Criteria for Dyeing Industrial (revised in
2010) which is progressively abandoning the pre-treatment and hot-wind setting machines. Although
they have been used for over 15 years, they are outdated and inefficient. The guidelines are also moving
away from any dyeing machines with a water-bath ratio greater than 1:10. The factory is working to
replace their old and inefficient machinery. By purchasing two units of Gas-Liquid Dyeing Machines (Son-

SAVE Final Report
42
Tech) or Airflow Dyeing Machines, it can test the effectiveness and purchase more in the future. While
the water consumption of Gas-Liquid machines is higher than Airflow machines, the steam and
electricity consumption is much lower, in addition to a relatively simple operation process.
New dyeing machine
b) Upgrading old machine to energy-efficient model
In a response to a governmental policy aimed at lowering energy consumption and promoting
environmental conservation, FTC (Zhong Shan) disposed of 53 sets of machines and replaced new ones.
This amounts to annual savings of 853 kW. These eliminations have resulted in a total energy saving of
up to 2%. The old models had high energy consumption levels and low efficiency (88%). Additionally,
they required more maintenance due to a short lifespan. Contrastingly, the new replacements use save
energy, with a high efficiency (91%) and less maintenance.
Before – old motors

SAVE Final Report
43
After – new motors
5.1.11. DONG GUAN GOLDEN PRENE SPORTING GOODS LTD.
1. ABOUT THE COMPANY
Established in 1995, Dong Guan Golden Prene Sporting Goods Co., Ltd. Is located at Hua Nan Industrial
Zone, No.36 Jin-fu Rood, Liao Bu,
Dong Guan, Guangdong. The
company has a total investment
of nearly 70 million Yuan. The
factory is takes up a total area of
36,333 m2, which contains
collection, product development,
and design and production areas.
It is one of the various Taiwan-
funded luggage manufacturing enterprises and specializes mainly in the production of well-known
international sports brand backpacks, travel bags, trolley cases, golf bags, etc
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 22,333 83,640 kWh US$ 41,272
Water US$ 655 14,857 m³ US$ 2,600
Waste US$ 1,771 NA NA
Total US$ 43,872

SAVE Final Report
44
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Upgrading sewing machines to servo motors
In order to analyze their energy consumption rates, the factory selected two similar production lines to
undertake real-time power consumption testing. Following one month of tests, the traditional motor
sewing machine was observed to consume electricity, per unit time, at a rate of 0.117 kWh. The
servomotor sewing machines demonstrated a far more efficient rate of 0.026kWh, per unit time.
Employing the servo motors in all sewing machines would, therefore, result in a reduction in energy use
of 77%. Thus, throughout 2014, the factory upgraded 2,100 sewing machines with servo motors.
According to the previous test results and assuming the average running time of a sewing machine to be
11 hours per day, 276 days per year, the company estimates a total annual energy saving of 580,180
kWh
Before - Traditional machine
After - Servomotor machine
b) Repairing Water Pipe Leaks
The factory implemented three measures to determine water pipe leakages. By noticing the difference
between the actual amount of water collected and the meter reading of water expended, the company
realized that underground leaks were present. Professional leak-detection equipment was then used to
detect faulty pipes for replacement. This measure has led to an estimated 48,400 m³ of water being
saved per year.
SAVE Final Report
45
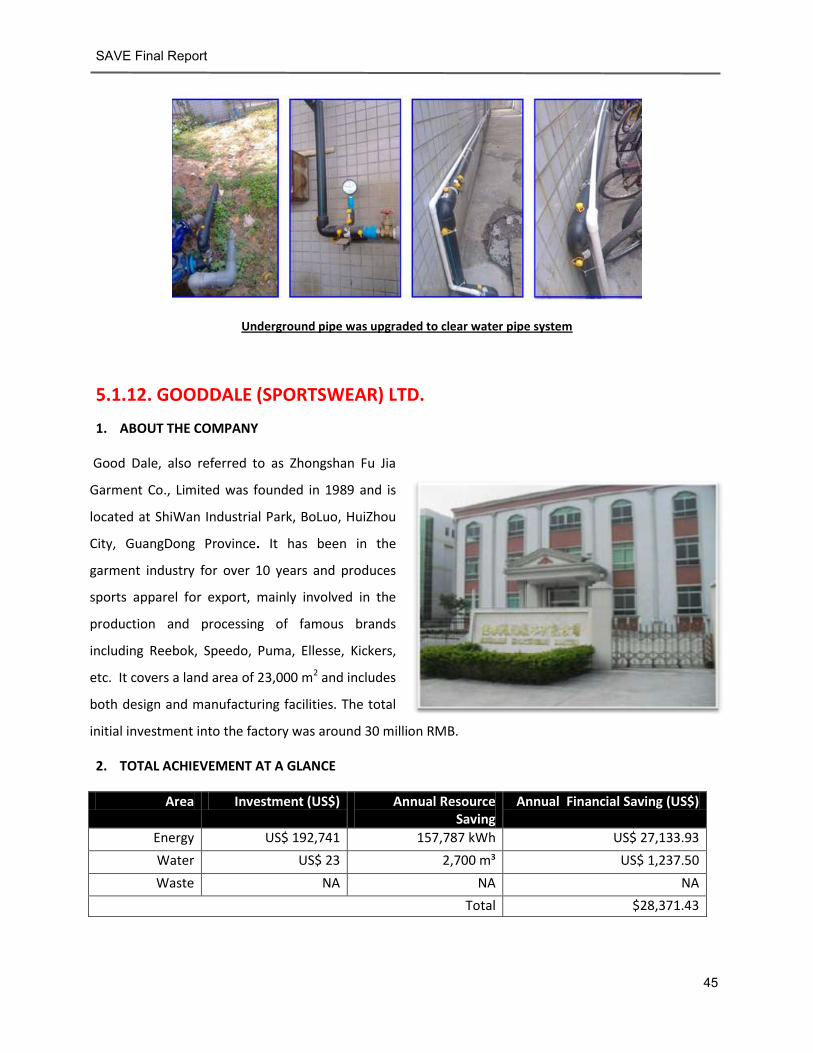
Underground pipe was upgraded to clear water pipe system
5.1.12. GOODDALE (SPORTSWEAR) LTD.
1. ABOUT THE COMPANY
Good Dale, also referred to as Zhongshan Fu Jia
Garment Co., Limited was founded in 1989 and is
located at ShiWan Industrial Park, BoLuo, HuiZhou
City, GuangDong Province. It has been in the
garment industry for over 10 years and produces
sports apparel for export, mainly involved in the
production and processing of famous brands
including Reebok, Speedo, Puma, Ellesse, Kickers,
etc. It covers a land area of 23,000 m2 and includes
both design and manufacturing facilities. The total
initial investment into the factory was around 30 million RMB.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving
Annual Financial Saving (US$)
Energy US$ 192,741 157,787 kWh US$ 27,133.93
Water US$ 23 2,700 m³ US$ 1,237.50
Waste NA NA NA
Total $28,371.43
SAVE Final Report
46
3. EXAMPLE OF MEASURES IMPLEMENTED
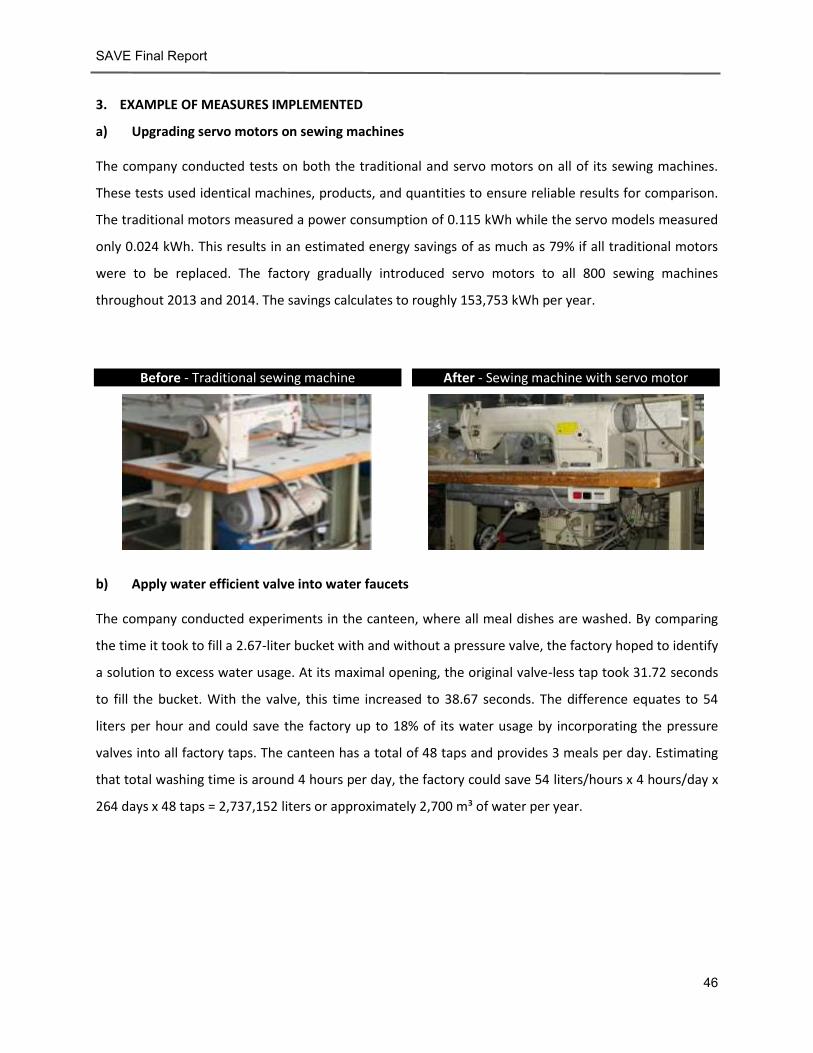
a) Upgrading servo motors on sewing machines
The company conducted tests on both the traditional and servo motors on all of its sewing machines.
These tests used identical machines, products, and quantities to ensure reliable results for comparison.
The traditional motors measured a power consumption of 0.115 kWh while the servo models measured
only 0.024 kWh. This results in an estimated energy savings of as much as 79% if all traditional motors
were to be replaced. The factory gradually introduced servo motors to all 800 sewing machines
throughout 2013 and 2014. The savings calculates to roughly 153,753 kWh per year.
Before - Traditional sewing machine
After - Sewing machine with servo motor
b) Apply water efficient valve into water faucets
The company conducted experiments in the canteen, where all meal dishes are washed. By comparing
the time it took to fill a 2.67-liter bucket with and without a pressure valve, the factory hoped to identify
a solution to excess water usage. At its maximal opening, the original valve-less tap took 31.72 seconds
to fill the bucket. With the valve, this time increased to 38.67 seconds. The difference equates to 54
liters per hour and could save the factory up to 18% of its water usage by incorporating the pressure
valves into all factory taps. The canteen has a total of 48 taps and provides 3 meals per day. Estimating
that total washing time is around 4 hours per day, the factory could save 54 liters/hours x 4 hours/day x
264 days x 48 taps = 2,737,152 liters or approximately 2,700 m³ of water per year.

SAVE Final Report
47
Before - Conventional water faucets
After - Water taps with pressure controlled valve
5.1.13. ORTHOLITE/ DONGGUAN ECO POLYMER CO., LTD.
1. ABOUT THE COMPANY
Located at Nanxing road, the 4th Industrial Area,
Qiaotou, Village, Houjie Town, Dongguan City,
Dongguan Eco-Polymer Co., Ltd. was registered as a
business on 1st November 2009 and began operation in
January 2007. With a workspace area of 20,500 m2, the
factory now employs almost 500 people.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving
Annual Financial Saving (US$)
Energy US$ 10,045 2,700 kWh US$ 6,167
Water US$ 379 2,500 m³ US$ 833
Waste US$ 167 3 Tons US$ 3,667
Total US$ 10,667
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Partial replacement of faucets in dormitory

SAVE Final Report
48
The factory previously only had iron faucets installed which leaked significant amounts of water. It has
not completed replacement of all faucets with plastic instead of iron, minimizing leakage and, therefore,
water still wasted. This alone has resulted in an annual savings of 6,000m³
Before After
The iron faucet leaks and water was wasted The faucet is made of plastic and does not leak
b) Insulating hot water pipes on dormitory roof
Prior to the introduction of the SAVE project, no insulation was present on the hot water pipes. Located
on the dormitory roof, cracks were present and the lack of insulation was causing a lot of heat to
escape, wasting energy. These pipes have since been insulated and the amount of energy used has been
drastically reduced as heat loss has been minimized.
Before After - Hot water pipe insulation
SAVE Final Report
49
5.1.14. RONG CHENG SPORTS LIMITED
1. ABOUT THE COMPANY
Rong Cheng Sports Ltd. was established in 2009 and is located at Su-Keng Village, Chang Ping Towan,
Dong Guan Country, Guangdong. It currently operates with 22 office staff members and 210 operating
employees. The production capacity of the factory is 10,000 balls per day, specializing in the
manufacturing of soccer balls.
Its production lines provide a
wide range of products
including hand-stitched,
thermal-bonded and machine-
stitched soccer balls, volleyballs,
handballs, American footballs
and futsal balls for promotional,
training, game and match purposes. The products have met IMS, FIFA Quality, and FIFA Quality Pro
standards.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 65,940 13280 kWh US$ 4,493
Water US$ 1,167 2600 m³ US$ 910
Waste US$ 1,417 36 Tons NA
Total $5,403
3. EXAMPLE OF MEASURES IMPLEMENTED
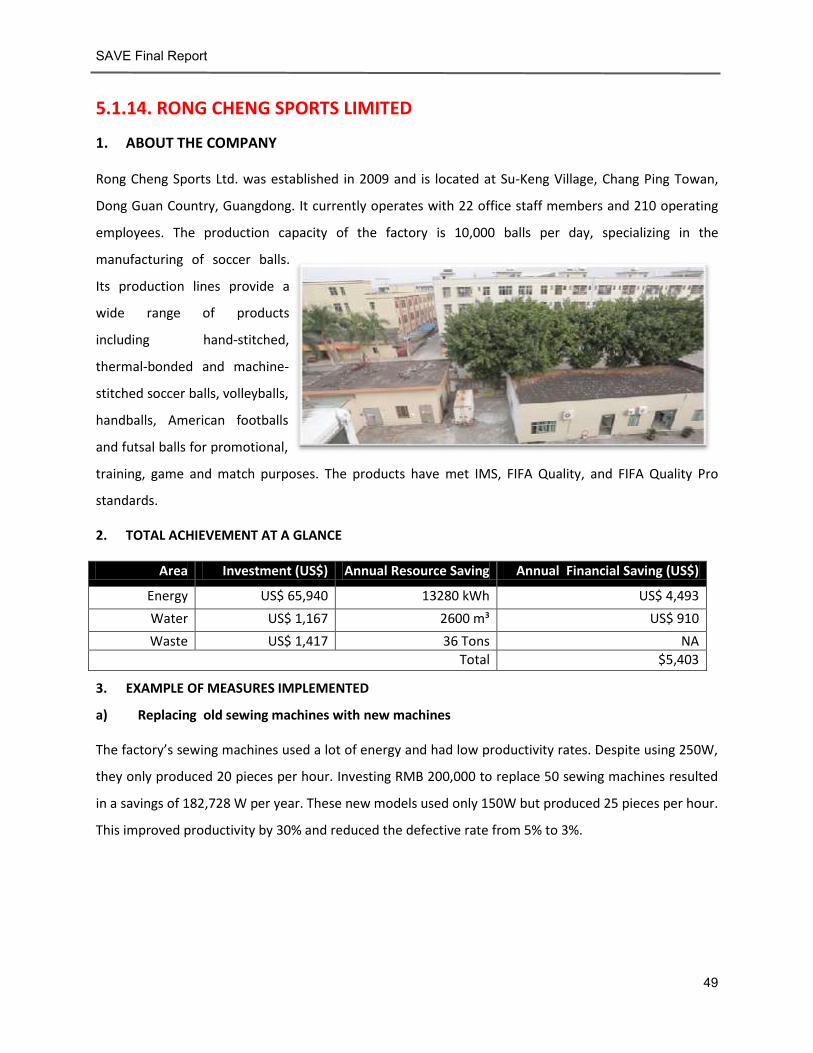
a) Replacing old sewing machines with new machines
The factory’s sewing machines used a lot of energy and had low productivity rates. Despite using 250W,
they only produced 20 pieces per hour. Investing RMB 200,000 to replace 50 sewing machines resulted
in a savings of 182,728 W per year. These new models used only 150W but produced 25 pieces per hour.
This improved productivity by 30% and reduced the defective rate from 5% to 3%.
SAVE Final Report
50
Before - old sewing machine (250W)
After - new sewing machine (150W)
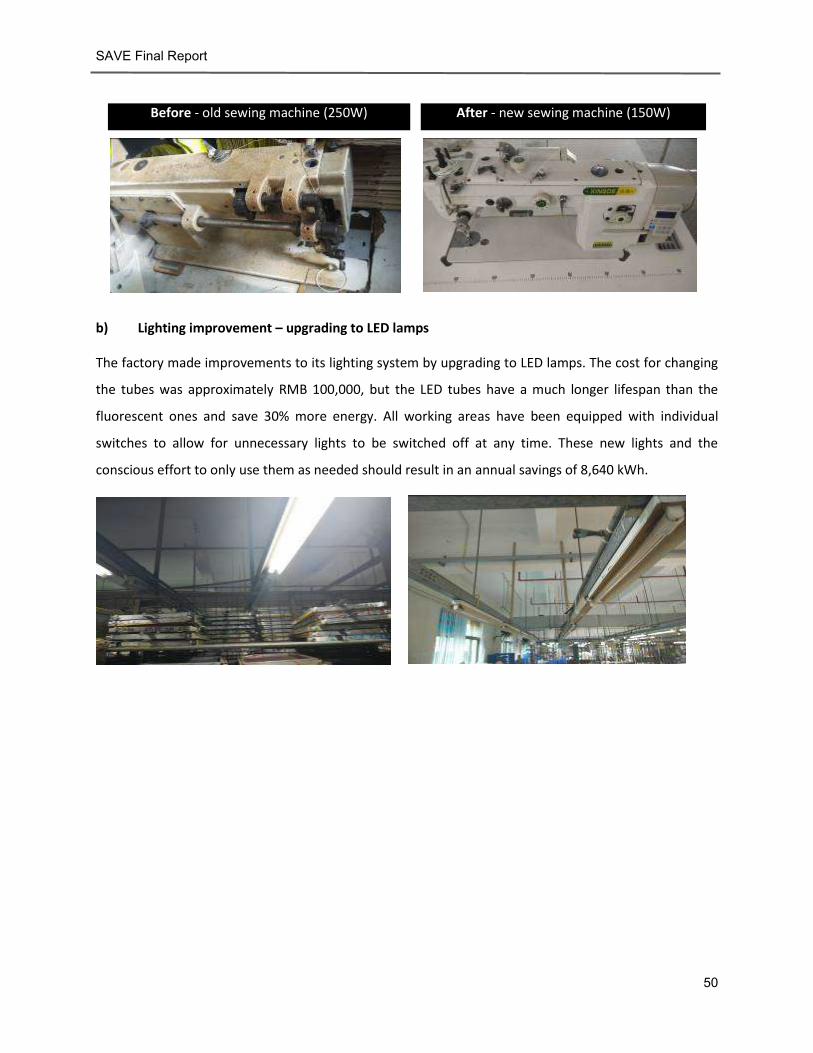
b) Lighting improvement – upgrading to LED lamps
The factory made improvements to its lighting system by upgrading to LED lamps. The cost for changing
the tubes was approximately RMB 100,000, but the LED tubes have a much longer lifespan than the
fluorescent ones and save 30% more energy. All working areas have been equipped with individual
switches to allow for unnecessary lights to be switched off at any time. These new lights and the
conscious effort to only use them as needed should result in an annual savings of 8,640 kWh.

SAVE Final Report
51
5.1.15. SAN FANG (CHINA)
1. ABOUT THE COMPANY
San Fang (China) is located at Huang
Jiang Yue Yuen Industrial Area,
Dongguan City, Guangdong
Province. It was founded in
February 1997 and belongs to the
Taiwan-based San Fang group,
which is the world's largest high-
grade artificial leather
manufacturing group. The factory
covers a total area of 112,589 m2 and has a construction area of 43,113 m2. This includes 5 production
workshops, 1 transfer warehouse, and an office building, all of which mainly produce advanced PU
artificial leather.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 62,867 190,080 kWh US$ 31,650
Water US$ 358 10,000 m³ US$ 4,167
Waste NA NA NA
Total $35,817
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Upgrading traditional faucets to water-saving faucets
The company compared the time it took to fill an 18.9-liter bucket from a traditional faucet and from a
water-saving faucet. In both tests, the faucet was turned open to its maximum setting. The traditional
faucet took only 1.183 minutes to fill the bucket, whereas the water-saving faucet took 12.3 minutes.
Therefore, the new faucet saves 15.98 liters per minute or 866 liters per hour, which is over 90% less
water consumption than a traditional faucet. The factory replaced 40 faucets and expects that each
faucet will be used for an hour per day, for 300 days per year. Thus, it can expect an annual water
savings of 866 liters/hour x 1 hour x 300 days x 40 faucets = 10,392,000 liters or roughly 10,000 m³. This
will also result in carbon dioxide savings of around 4 tons.

SAVE Final Report
52
Before – conventional faucet
After – low flow faucet
b) Replacing T5 by LED lamps
The factory replaced its inefficient T5 bulbs with LED lamps. Investing RMB 85 per bulb, it spent around
US$ 13,740 to replace 200 lights. This will quickly be offset by a total yearly savings of around US$
30,630. The new bulbs will save an estimated 26.4 kWh and, assuming that the lights will operate for 24
hours each day, this equates to a total savings of 633 kWh daily or 189,900 kWh yearly (assuming a 300-
day working year). This reduces energy expenditure by 42.8% and saves a total of 121.5 tons of carbon
dioxide emissions annually.
Before - T5 lamp
After - LED lamps in office area
After - Replaced by LED lamp
After - LED lamps replaced in office area
SAVE Final Report
53
5.1.16. NINGBO SHENZHOU GARMENT CO., LTD.
1. ABOUT THE COMPANY
Ningbo Shenzhou Garment Co., Ltd. (No. 3
Factory) is located at No. 26, Section 2
Fengyang Road. It was established in 1999
and is dedicated to producing products for
Puma. The total number of current, full-time
employees is 2,400, who work in a
workspace area of 23,497 m2. The average
yield is around 1,200,000 items per month. The factory operations run through the following production
processes: cutting-sewing-ironing-inspection-output.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 144,433 156,128 kWh US$ 28,462
Water US$ 475 NA NA
Waste US$ 4,000 81 Tons US$ 888
Total US$ 20,641

SAVE Final Report
54
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Convert Traditional Clutch Motor into Servo Motor
The factory initially used clutch motors for all of its sewing machines, which inefficiently required 380V.
These were heavy, slow to start, relatively immobile, and required employees to thread the trimming by
hand. The motors were running continuously even when the machine was not in use. If operated for 8
hours per day, using 0.37 kWh per hours, each machine consumed 1.035 kWh each day (assuming an
average load rate of 35%). By switching to 220V servo motors, the factory can greatly increase its
efficiency. These are light, easy to move, start faster, and include automatic thread trimming. The motor
stops in accordance with the equipment, meaning it is not left running when the machine is not in use. If
operated for the same working day, the electricity consumption reduces to 0.518 kWh per day. This cut
electricity use in half.
Before - Clutch Motor After - Servo Motor
b) Installation of LED Lamps
The factory was expending large quantities of energy on their lighting system, which primarily used
fluorescent lamps. These were inefficient (using 0.028 kWh), generated a lot of heat, and created more
maintenance work due to a shorter lifespan. The fluorescent bulbs also had a low Color Rendition Index.
To minimize this huge waste of energy, the company replaced its lighting with LED lamps. These current
lights are significantly more efficient, running on 0.016 kWh, with a longer lifetime and, therefore, lower
maintenance. They also have a high Color Rendition Index.
SAVE Final Report
55
Before – Fluorescent Lamp After – LED lamp
5.1.17. NINGBO SHENZHOU HEARTQUATER CO., LTD.
1. ABOUT THE COMPANY
Ningbo ShenZhou Headquarter Co., Ltd. was established in 2002 and is located at No. 18 Yongjiang
Road, Ningbo, Zhejiang. The company
departments consist of Administration,
Production Management, Finance, Quality
Controlling and Developing, Knitting, Dyeing
and Finishing, Sewing and Cutting, and
Comprehensive. The group is principally
engaged in the manufacture of high-end
knitwear on an OEM basis and represents
the largest vertically integrated knitwear
manufacturer in China. Currently, there are
over 50,000 employees working in the factory which yields an average of about 265 tons per day.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 3,776,475 25,086,028 kWh US$ 1,421,435
Water US$ 833 2,151 m³ US$ 1,972
Waste NA NA NA
Total $1,423,407
SAVE Final Report
56
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Drain water heat recovery system
Prior to the introduction of the SAVE project, hot water was wasted simply running down the drain. The
factory installed a Drain Water Heat Recovery System which recovers heat from the water that would
otherwise be lost. It works best with simultaneous flows, such as shower, where there is a demand for
hot water at the same time as hot water is draining. The recovered heat can, for example, be used to
preheat cold water headed towards the hot water tank or for other purposes permitted by codes and
regulations. Incorporating this system will result in a savings of approximately 190-200 tons of steam
annually.
b) Improving lighting system to LED lamps
The factory initially used mercury lamps, which were energy inefficient and high maintenance. They
consumed 0.4 kWh and had relatively short lifespans. To improve energy consumption, the mercury
lamps were replaced with LED lights. These new lights consume a mere 0.15 kWh and have long
lifespans, meaning high efficiency with low maintenance. Overall, the incorporation of the new LED
lamps saves the factory 62.5% of its energy consumption.
Before - Mercury Lamp (400W) After- LED Lamp (150W)
SAVE Final Report
57
5.1.18. HEYUAN TIEN SUNG SPORTING GOODS CO., LTD.
1. ABOUT THE COMPANY
Heyuan Tien Sung Sporting Goods Co., Ltd.,
established in 2007, is located at Block A-B, No.
63, Xingye Central Avenue, Hi-Tech
Development Zone, Heyuan City, Guangdong
Province. The company mainly produces
products for world-famous brands including
Puma, Adidas, and Polo sports suits. It has 16
production lines, which are dedicated to Puma
production alone. Its workflow process runs
through Materials, Storage, Cutting,
Supermarket, Heat Transferring, Sewing, Quality Inspection, Packaging, Finished Goods and, finally,
Transportation.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 18,659 136,479 kWh US$ 21,813
Water US$ 3,717 16,821 m³ US$ 5,518
Waste US$ 3,000 2.2 Tons US$ 2,540
Total US$ 29,871
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Using smaller air-conditioning unit
In an effort to save resources and energy, the company had previously implemented a centralized
ventilation and air conditioning system in its offices. This Central Air Conditioning System (CACS) served
multiple spaces from one base location, making the whole system easily controllable. However, the
SAVE project put forward a plan to replace the CACS and further enhances energy savings. By applying a
decentralized air conditioning system, each office can now control its own conditioner, except for

SAVE Final Report
58
depending on a general unit. Because the working hours among different offices vary, the amount of
energy save from empty offices is supported by technical statistics as significant.
Before
After
b) Installation of aluminum piping in the dormitory.
The dormitory initially used old tin pipes, which caused significant amounts of heat loss. To minimize this
issue, the company installed aluminium piping in the dormitory area to replace the tin pipes. The
aluminium has higher heat efficiency and because the dormitory has switched to aluminium, the
company now has an annual saving of 1,320 tons of steam.
Before
After

SAVE Final Report
59
5.2. Cambodia
5.2.1. AKEENTEX PTE., LTD.
1. ABOUT THE COMPANY
The company is located at Building G, Soun
Ouksahakam Vattanac, St. Chom Chao,
Phum Domnak Thom, Sangkat Stoeung
Mean Chey, Khan Mean Chey, Phnom
Penh. A Malaysian-invested company,
Akeentex began producing and exporting
garments in mid-2004, focusing on
sportswear under a 100% OEM basis.
Currently, there are 1,600 full-time employees in factories covering 10,000 m2 in total. Akeentex
produces up to 400,000 pieces per month.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 74,405 180,374 kWh US$ 45,181
Water US$ 300 3,719 m³ US$ 744
Waste US$ Not quantified US$ 744
Total US$ 46,669
3. EXAMPLE OF MEASURES IMPLEMENTED
c) Improving lighting system
To minimize the use of electric lamps, the factory has installed a transparent roof. Additionally, a
significant number of its energy-costly T8 lamps (46W per unit) have been replaced with 1686 LED bulbs
(18W per unit). This will result in an Annual Resource Savings of 21,280 kWh.
SAVE Final Report
60
Transparent roof at warehouse
LED lamps in production area
d) Replacing old boiler to new boiler
The company replaced its outdated boiler and re-insulated the steam pipes. By establishing a steam pipe
leakage prevention policy and implementing a regular maintenance schedule, it hopes to ensure that all
steam pipes have regular upkeep and re-insulation as soon as it is needed. This alone results in an
annual savings of 326 tons of steam
Before - old boiler
After - new boiler
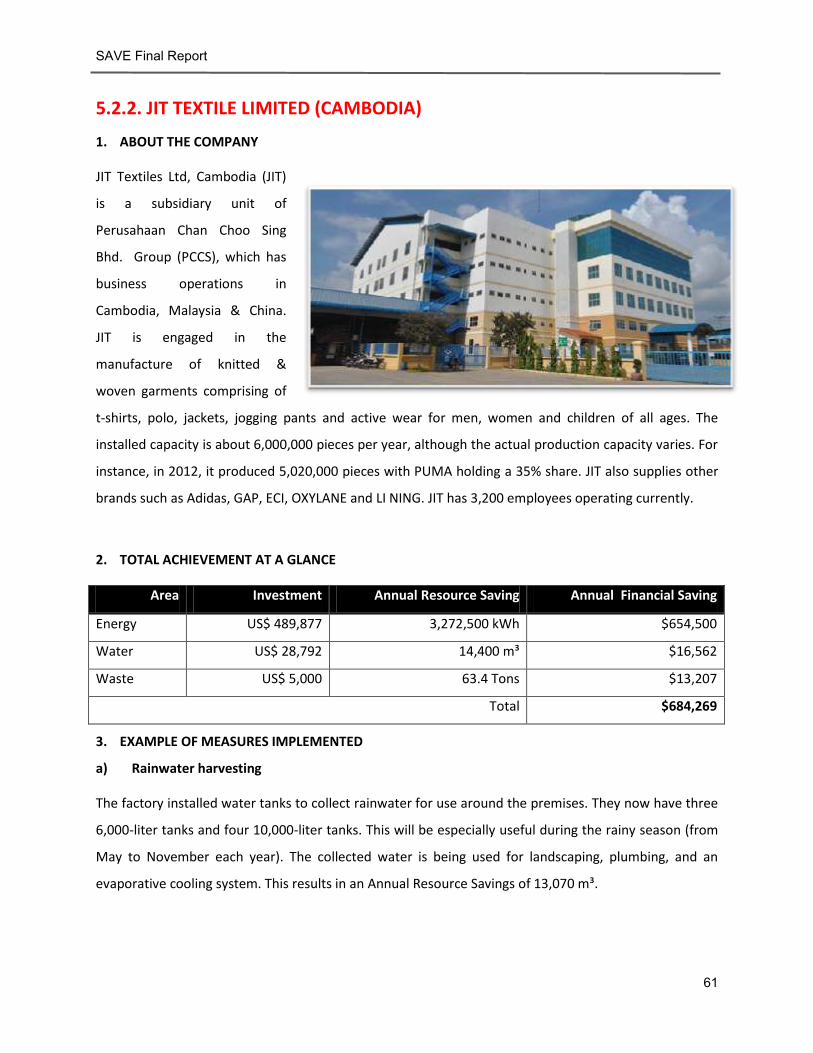
SAVE Final Report
61
5.2.2. JIT TEXTILE LIMITED (CAMBODIA)
1. ABOUT THE COMPANY
JIT Textiles Ltd, Cambodia (JIT)
is a subsidiary unit of
Perusahaan Chan Choo Sing
Bhd. Group (PCCS), which has
business operations in
Cambodia, Malaysia & China.
JIT is engaged in the
manufacture of knitted &
woven garments comprising of
t-shirts, polo, jackets, jogging pants and active wear for men, women and children of all ages. The
installed capacity is about 6,000,000 pieces per year, although the actual production capacity varies. For
instance, in 2012, it produced 5,020,000 pieces with PUMA holding a 35% share. JIT also supplies other
brands such as Adidas, GAP, ECI, OXYLANE and LI NING. JIT has 3,200 employees operating currently.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 489,877 3,272,500 kWh $654,500
Water US$ 28,792 14,400 m³ $16,562
Waste US$ 5,000 63.4 Tons $13,207
Total $684,269
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Rainwater harvesting
The factory installed water tanks to collect rainwater for use around the premises. They now have three
6,000-liter tanks and four 10,000-liter tanks. This will be especially useful during the rainy season (from
May to November each year). The collected water is being used for landscaping, plumbing, and an
evaporative cooling system. This results in an Annual Resource Savings of 13,070 m³.

SAVE Final Report
62
Rainwater collection containers
b) Installing servo motors on sewing machines
The factory initially only used clutch motors for their sewing machines, which are very energy inefficient.
By replacing these with servo motors, the company saves around 30-40% of its energy consumption.
Between 2010 and September 2015, 2,744 motors had been replaced with the energy efficient models.
This saves 519,247 kWh each year.
Before – clutch motors
After – servo motor
SAVE Final Report
63
5.2.3. KAOWAY SPORTS LTD
1. ABOUT THE COMPANY
Kaoway Sports Ltd., a
company involved in the
footwear industry, was
established in 2011 in the
Cambodia Manhattan Special
Economic Zone, around 163
kilometers east of Phnom
Penh. The factory’s capacity
in 2015 was about 1,800,000
pairs per year and the company has plans to increase the capacity to around 3 million pairs per year in
2016. Beside PUMA, it also supplies to other brand players like ASICS and HEAD. Currently, there are
around 1,700 employees.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 37,534 333,772 kWh US$ 43,293
Water US$ 800 2,765 m³ US$ 282
Waste US$ 100 6 tons not quantified
Total $17,908.40
3. EXAMPLE OF MEASURES IMPLEMENTED
a. Installing transparent roof for day lighting
The factory built 24 transparent roof lines in the production area to minimize use of electric lighting
during the day. However, this will create more heat in the building so insulation has all been installed
under the roof. The SAVE project experts have recommended that the company also establish an air
guidance sheet to guide cool air towards the people working at the floor level. This will reduce energy
consumption by 34,206 kWh annually.

SAVE Final Report
64
Transparent roof in production area
b. Detecting and repairing the leakage of compressed air
The Kaoway factory has a major problem with leakage of compressed air. The amount of air leakage was
discovered to be almost 2 m³ per minute. The company worked to detect and repair all areas of air
leakage, sealing leaks off immediately with foam, tape, etc. By drastically reducing the capacity of air
lost, the factory can expect to see an Annual Resource Savings of 31,985 kWh.
SAVE Final Report
65
5.2.4. BEAUTIFUL SPRING FOOTWEAR (KHMC) CO., LTD.
1. ABOUT THE COMPANY
Beautiful Spring Footwear Co.,
Ltd. (KHMC), located at No. 22,
St. Tnung Roleung, Leaybo
Commune, Tram Kok District,
Takeo Province, was
established in 2014. It is a
subsidiary unit of HUEY CHUEN
SHOES GROUP, which has business operations in Taiwan, China, Cambodia, and Vietnam. KHMC is
engaged in the manufacturing of athletic and sports shoes. The currently installed capacity is about
300,000 pairs per month, although the actual production capacity varies. For instance, in 2014, it
produced only 713,927 pairs with 100% supply to PUMA. KHMC has around 3000 employees.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 103,770 992,282 kWh US$ 198,456
Water Not quantified 3,808 m³ US$ 7,554
Waste US$ 3,902 55.7 tons US$ 3,570
Total US$ 79,444
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Replace 4100 T8 to LED tubes in production area
The factory upgraded almost all of the lamps in the production area to LED tubes. By replacing the
existing 4100 T8, the lights are now more energy efficient and also lower maintenance due to a longer
lifespan. Additionally, each lamp has an individual switch, allowing for more precise control of lighting
and minimizing the use of unnecessary lights. This should result in an Annual Resource Savings of
321,400 kWh.
SAVE Final Report
66
b) Waste recycling - converting empty container to useful products
The company has taken a new initiative in finding ways to reuse empty drums. Prior to the introduction
of the SAVE project, empty drums of various sizes were all disposed of as hazardous waste, which was
also costly for the company. To combat this, it has implemented a new take-back policy to motivate
factory management to cooperate with local suppliers on taking back empty drums and other recycling
options. For instance, Beautiful Spring has turned decided to repurpose its non-hazardous drums into
waste collection bins and other useful tools. This new policy, downscale recycling, reusing paper, and a
rewards program have been successful in encouraging environmental consciousness and savings for the
factory
Before
After
SAVE Final Report
67
5.2.5. M&V3 INTERNATIONAL MANUFACTURING
1. ABOUT THE COMPANY
M&V3, an international manufacturing
factory established in 1994, is located at
#No.1623, National Road No.2, Prektalong
Village, Chak Angre Kraum Commune,
Meanchey District, Phnom Penh. The
factory produces sweater products in all
sizes. The installed production capacity is
about 5,000,000 pieces per year. The
actual production volume varies depending on the size of orders from buyers. For instance, in 2013, it
produced 4,500,000 pieces with H&M holding 40% share. It also supplies other brands, including M&S
and Next. M&V3 has 3,165 workers operating 8 hours per day for sewing and 24 hours per day for auto-
knitting process; the factory runs for 6 working days each week.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 95,928 583,759 kWh US$ 134,223
Water US$ 600 27,264 m³ US$ 4,090
Waste US$ 250.00 261 tons US$ 52,371
Total $132,215
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Maximize the load of the DG set and install capacitor banks in all building to maximize the power
factor
During inspections of the factory, it was observed the Diesel Generator’s set running load was not
maximized based on the given data. One liter of diesel was meant to produce at least 3.8 kWh, but
because the load was not properly controlled, it only produced 3.2 kWh. Experts also realized that the
power factor in each building was as low as between 0.2 and 0.6, even though it should have been as
high as possible: between 0.85 and 1. To resolve these issues, the factory installed 6 capacity banks at 6
main electrical boxes (in each building) in an effort to maximize the load up to the current 80%. This has
resulted in a significan resource savings of 244,587 kWh per year.

SAVE Final Report
68
Capacity Bank Installation in each building
b) Insulate the steam pipe and recover condensate
The existing insulation material along 50 meters worth of pipe had been damaged and 20 meters of pipe
connecting the furnace to the boiler’s body had no insulation at all. By properly insulating the pipes, the
company reduced energy expenditure and wastage. Additionally, the steam condensate was not all
captured and was being partially recycled in the wrong place (the water treatment system). This
condensate is now recovered for use, particularly as boiler feed water (BFW). Currently, BFW
temperature is 45°C, but if increased to 80°C, it could improve boiler efficiency by 5%.
Meter system installation to monitor the consumption of energy and resources

SAVE Final Report
69
5.2.6. SHENZHOU (CAMBODIA) CO., LTD
1. ABOUT THE COMPANY
Shenzhou (Cambodia) Co., Ltd.
(“Shenzhou Cambodia”), is a Cambodian
subsidiary of Shenzhou International
Group Holdings Limited (“Shenzhou
International” or the “Group”, stock
code: 2313). It is located at Building E &
F, Vattanac Industrial Park, Sangkat
Steung Mean Chey, Khan Mean Chey,
Phnom Penh. Shenzhou Cambodia commenced production in September 2005. It now has over 2,000
employees and is capable of producing 700,000 pieces of garments per month. The company mainly
serves North American customers. Apart from Puma, other key customers of Shenzhou include ADIDAS
and NIKE.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 210,920 25,198 kWh US$ 25,261
Water US$ 2,280 530 m³ US$ 1,175
Waste NA 5 Tons US$ 936
Total $27,372
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Replace the firewood to rice husk boiler
Currently, wood is still a common energy source for garment industries located in Cambodia. However,
the country has seen increasing pressure on forest resources due to rising demand coupled with
unregulated harvesting of wood for fuel. By the end of 2014, Shenzhou (Cambodia) became the first
Cambodian factory in the garment industry to replace firewood with 2 TPH rice-husk-based boilers with
expected lifespans of 8 years. The factory signed a 5-year contract to purchase steam for 30 US$/ton, so
the service provider purchased the boiler. However, the company still invested 100,000 US$ into the
boiler construction and installation. The switch to this technology has saved 766 tons of CO2 emissions.

SAVE Final Report
70
It is also estimated that the company will save US$ 31,000 and that productivity will increase by an
additional 31,000 pieces ironed per year.
Before – steam generator
After – biomass operation
b) Optimizing waste mitigation
To minimize waste, Shenzhou Cambodia initiated a plan to use reusable fabric bags as an alternative to
the plastic kind which has become a significant environmental problem. The factory has successfully
applied this idea for multi-purpose storage in numerous of its processes, including Cutting, Sewing, and
Printing. With this in place, the factory prevents 1.2 tons of plastic waste generation annually with a
payback time of 10 months.

SAVE Final Report
71
5.3. Bangladesh
5.3.1. ASWAD COMPOSITE MILLS
1. ABOUT THE COMPANY
Located in Gazipur City, Aswad Composite Mills has a
total of 25,000 employees across all of its factories. It
produces clothes for Western retailers including Wal-
Mart Stores Inc., Loblaw Cos., the Canadian owner of
the Joe Fresh label, and Hudson's Bay Co., according to
several online shipping databases.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 1,054 1,287,837 kWh US$ 61,277
Water US$ 385 1,596 m³ US$ 45
Waste NA 0.27 Tons US$ 3,420
Total US$ 64,742
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Repair and replace steam traps in ironing section
It became apparent that low-grade steam was not being returned to the boiler. The boiler water flow
meter showed that approximately 7 tons of steam is produced daily; however, the 60 sets of irons only
consume a maximum of 3 tons. Thus, the remaining steam is wasted through the condensate pipers,
indicating that the steam traps in the ironing department are not fully functional. It was also noted that
steam was venting into the atmosphere in various places. To resolve these issues, the company replaced
all 65 steam traps (60 sets of irons plus 5 in distribution) throughout the factory with float and
thermostatic steam traps. By repairing and replacing the steam traps, approximately 50% of heat energy
can be saved. This equates to a resource savings of 875,234 kWh per year.
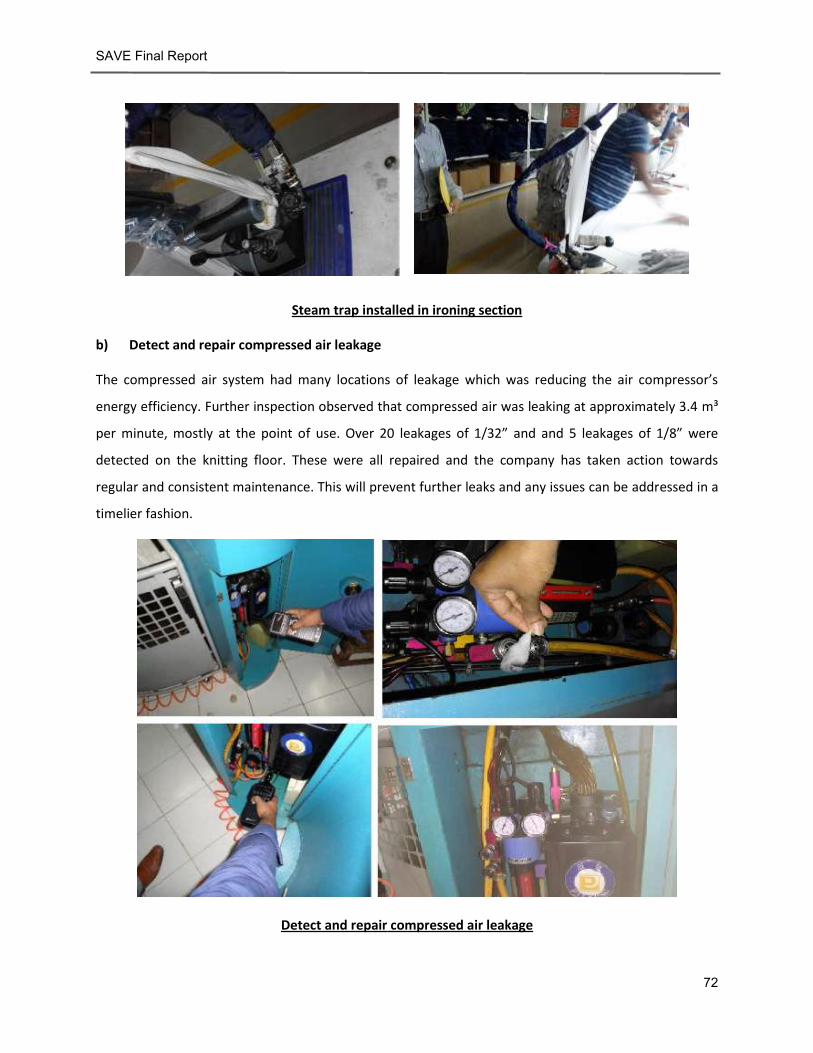
SAVE Final Report
72
Steam trap installed in ironing section
b) Detect and repair compressed air leakage
The compressed air system had many locations of leakage which was reducing the air compressor’s
energy efficiency. Further inspection observed that compressed air was leaking at approximately 3.4 m³
per minute, mostly at the point of use. Over 20 leakages of 1/32” and and 5 leakages of 1/8” were
detected on the knitting floor. These were all repaired and the company has taken action towards
regular and consistent maintenance. This will prevent further leaks and any issues can be addressed in a
timelier fashion.
Detect and repair compressed air leakage
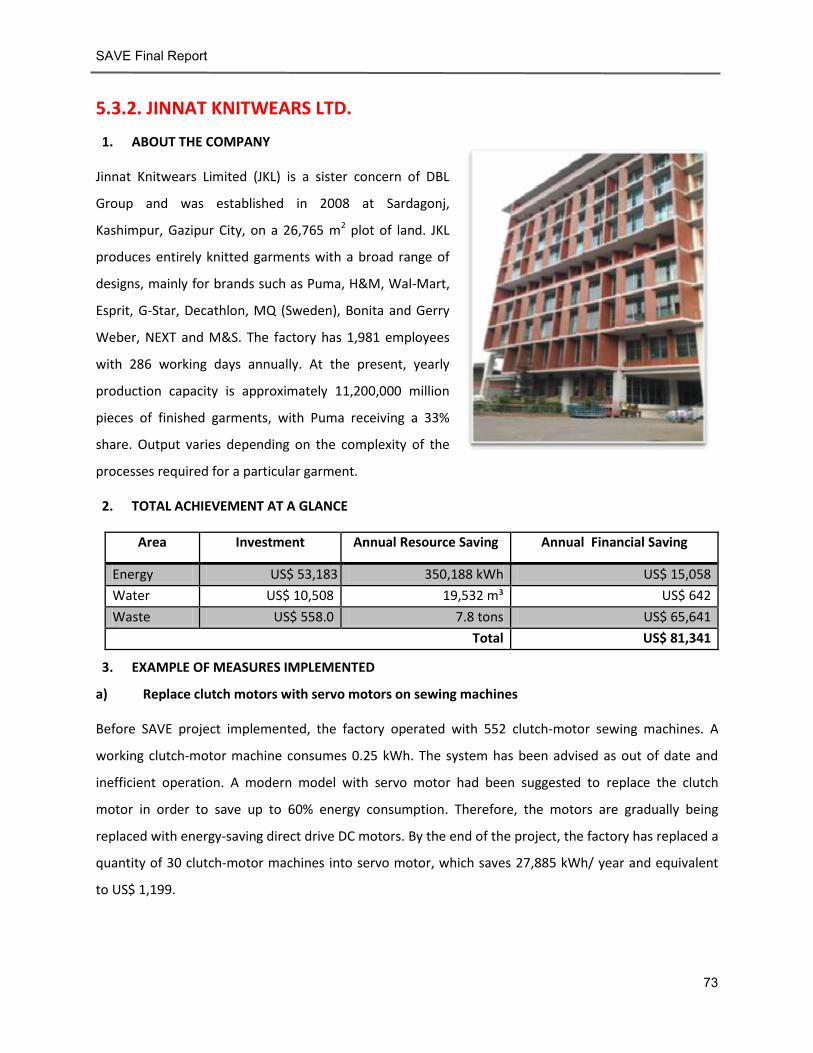
SAVE Final Report
73
5.3.2. JINNAT KNITWEARS LTD.
1. ABOUT THE COMPANY
Jinnat Knitwears Limited (JKL) is a sister concern of DBL
Group and was established in 2008 at Sardagonj,
Kashimpur, Gazipur City, on a 26,765 m2 plot of land. JKL
produces entirely knitted garments with a broad range of
designs, mainly for brands such as Puma, H&M, Wal-Mart,
Esprit, G-Star, Decathlon, MQ (Sweden), Bonita and Gerry
Weber, NEXT and M&S. The factory has 1,981 employees
with 286 working days annually. At the present, yearly
production capacity is approximately 11,200,000 million
pieces of finished garments, with Puma receiving a 33%
share. Output varies depending on the complexity of the
processes required for a particular garment.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 53,183 350,188 kWh US$ 15,058
Water US$ 10,508 19,532 m³ US$ 642
Waste US$ 558.0 7.8 tons US$ 65,641
Total US$ 81,341
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Replace clutch motors with servo motors on sewing machines
Before SAVE project implemented, the factory operated with 552 clutch-motor sewing machines. A
working clutch-motor machine consumes 0.25 kWh. The system has been advised as out of date and
inefficient operation. A modern model with servo motor had been suggested to replace the clutch
motor in order to save up to 60% energy consumption. Therefore, the motors are gradually being
replaced with energy-saving direct drive DC motors. By the end of the project, the factory has replaced a
quantity of 30 clutch-motor machines into servo motor, which saves 27,885 kWh/ year and equivalent
to US$ 1,199.

SAVE Final Report
74
New sewing machines operated
b) Adopt LEAN manufacturing production
The factory currently manufactures excess product with every order in an effort to safely ensure the
requested quantity is met. Beside of 109,660 pieces of surplus amounts per year (2% of total
production), there is an amount of 126,623 pieces/ year rejected purchaser (2.2% of total production).
The rejected products are sold at a reduced price of US$ 1/each. To reduce the materials wasted, the
SAVE project introduced LEAN production throughout the factory’s operation, which appropriately
reduces a minimum of 10% of total excess production. At the moment, the factory has adopted 13 tools
in total of 25 LEAN tools. The adoption of advanced production technique had resulted a resource
savings of 6.8 tons per year (saving US$ 63,796/year).
Kanban box as part of LEAN Process tools
Loading point as a tool of LEAN process

SAVE Final Report
75
Production Information as part of LEAN process
5.3.3. KARNAPHULI SHOES INDUSTRIES LTD.
1. ABOUT THE COMPANY
Karnaphuli Shoes Industries Ltd.
is located at Kepz, Anowara,
Chittagong. This factory is a 100
% export-oriented Korean-based
Company and part of the
Youngone Corporation, which is
one of the largest shoe
manufacturers in Bangladesh.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 2,000 3,068,434 kWh US$ 86,157
Water US$ 2,570 12,751 m³ US$ 5,363
Waste US$ 2,936 6 Tons US$ 26,140
Total US$ 117,660
SAVE Final Report
76
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Increase the number of dies in cutting process to reduce the electricity consumption.
For the cutting section of the manufacturing process, each cutting machine had only one die to cut
leather at a time; therefore, the time spent on each panel of leather was a significant amount. The
proposed solution is to increase the number of die per cutting machine. The improvement will not only
save energy, but also reduce the amount of scrap leather. A simple calculation can be used in this case in
order to understand of the efficiency of the proposed method. If there were 5 dies in each cutting
machine, one cutting would give 5 items which means the electricity consumption would be reduced by
a fifth. The factory has, thus far, identified almost 17 cutting machines which can be converted into
double die. One cutting machine has been made accordingly and the factory will continue to make
progress to improve this area. In term of saving amount, the method has helped to save 10,200 kWh per
year, equivalent to US$ 1,047.
The number of dices per cycle increased
The number of dices in cutting process increased
b) Switch off unnecessary lights during day time
The factory had appeared to be lack of awareness in saving energy by switching off unnecessary lights
during the daylight in various areas. Assuming there is 10 working hours per day, the energy
consumption for lighting only was 200,592 kWh per year, which makes up 5.2% of the total power
consumption for the entire factory. In reality, lighting system consumed approximately 301,392 kWh per
year, accounting for 7.82% of the total energy consumed for power generation. Most of these areas
already have plenty of natural daylight and slight need for artificial lighting. While natural daylight

SAVE Final Report
77
cannot supply enough light for a full 10-hour day, sunlight can be used for 5.5 hours per day (from 10 am
to 4 pm excluding 30 minutes for lunch). To ensure a conscious effort towards switching off unneeded
lights, the company will perform internal checks and detection. Approximately there are 50% lighting
usage which has been reduced till the end of project. As a result, an annual saving amount of 16,800
kWh which is equivalent to US$ 1,724 has been recorded.
Lamps are turned off when unnecessary
5.3.4. SQUARE FASHIONS LTD.
1. ABOUT THE COMPANY
Square Fashions Limited, located at Zamirdia
,Habir Bari, Valuka, Mymensingh, is a sister
company of the SQUARE Group of Industries,
which has been operating in the textile industry
since 1997. It is a one-stop service destination
for international buyers. The production
capacity of its garments units is 105,000 pieces
per day and the capacity of its fabrics units is 39.5 tons of fabric each day. From 2001, Square Fashions
Limited has expanded to include 1,201,906 ft2 of production area and 9,000 employees.
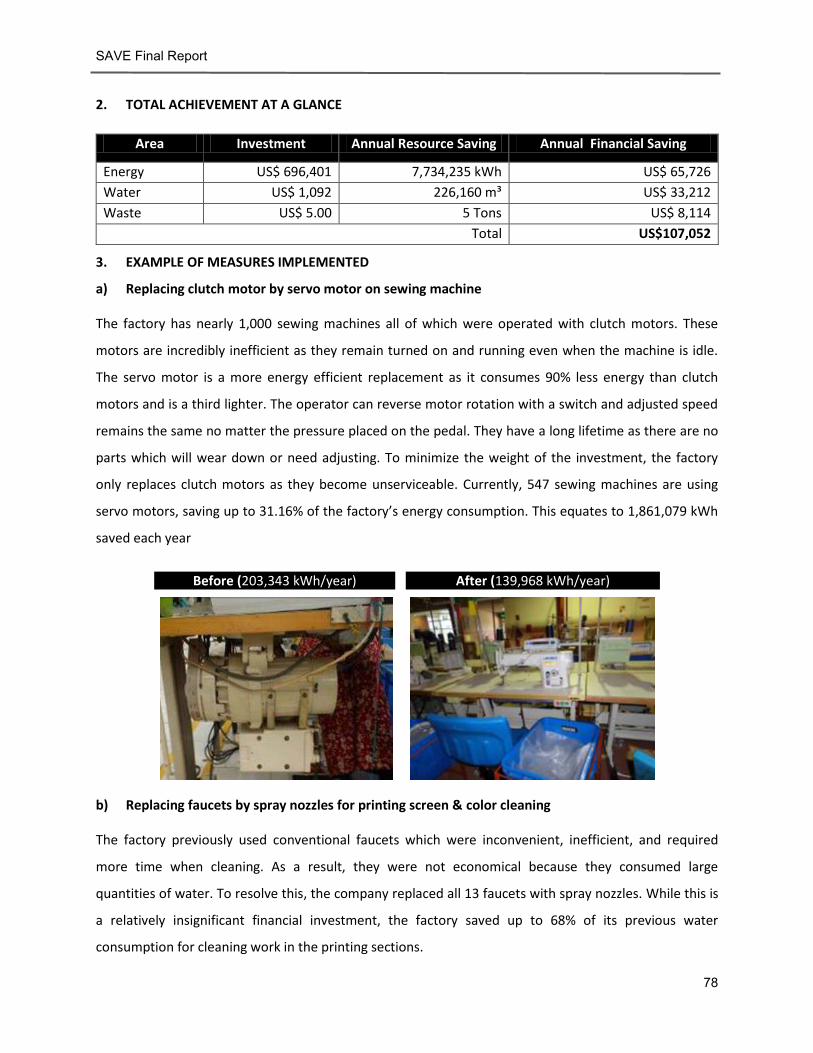
SAVE Final Report
78
2. TOTAL ACHIEVEMENT AT A GLANCE
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Replacing clutch motor by servo motor on sewing machine
The factory has nearly 1,000 sewing machines all of which were operated with clutch motors. These
motors are incredibly inefficient as they remain turned on and running even when the machine is idle.
The servo motor is a more energy efficient replacement as it consumes 90% less energy than clutch
motors and is a third lighter. The operator can reverse motor rotation with a switch and adjusted speed
remains the same no matter the pressure placed on the pedal. They have a long lifetime as there are no
parts which will wear down or need adjusting. To minimize the weight of the investment, the factory
only replaces clutch motors as they become unserviceable. Currently, 547 sewing machines are using
servo motors, saving up to 31.16% of the factory’s energy consumption. This equates to 1,861,079 kWh
saved each year
Before (203,343 kWh/year)
After (139,968 kWh/year)
b) Replacing faucets by spray nozzles for printing screen & color cleaning
The factory previously used conventional faucets which were inconvenient, inefficient, and required
more time when cleaning. As a result, they were not economical because they consumed large
quantities of water. To resolve this, the company replaced all 13 faucets with spray nozzles. While this is
a relatively insignificant financial investment, the factory saved up to 68% of its previous water
consumption for cleaning work in the printing sections.
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 696,401 7,734,235 kWh US$ 65,726
Water US$ 1,092 226,160 m³ US$ 33,212
Waste US$ 5.00 5 Tons US$ 8,114
Total US$107,052
SAVE Final Report
79
Before (7,807 m³/year)
After (2,496 m³/year)
5.3.5. VIYELLATEX LTD
1. ABOUT THE COMPANY
VIYELLATEX Ltd. (VTL), located at 297,
Khairtul, Gazipura, Tongi, Gazipur-1712, is
the composite knit apparel and textile
manufacturing business unit of VIYELLATEX
group. It started its journey in 1996 and is
comprised of Design and Product
Development, Sample, Knitting, Dyeing,
Washing, Cutting, Sewing, and Finishing
sections. Knitting capacity is 27 metric tons
per month and Textile capacity is 30 metric tons per month. Garments have 74 lines, a production
capacity of 1,800,000 pieces per month, and a washing capacity of 24,000 pcs per day.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 13,546 10,320,818 kWh US$ 66,656
Water US$ 439 164,663 m³ US$ 46,106
Waste Labour cost 5.12 Tons US$ 61,677
Total US$ 174,439
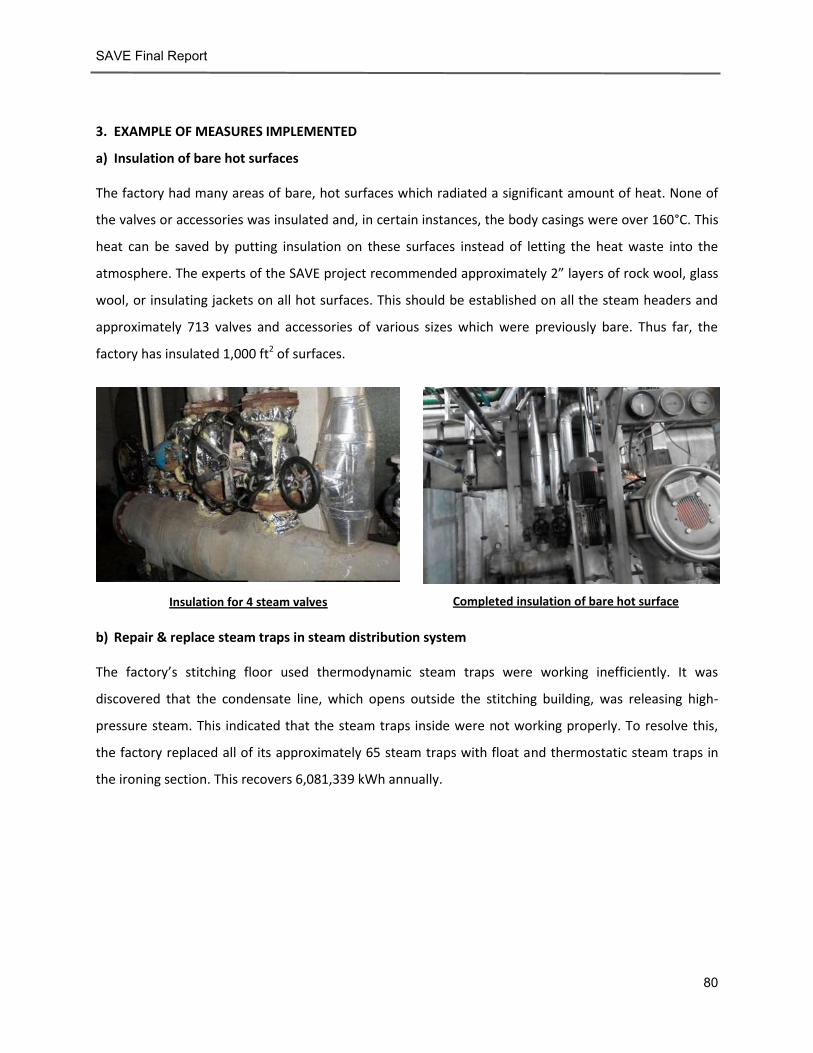
SAVE Final Report
80
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Insulation of bare hot surfaces
The factory had many areas of bare, hot surfaces which radiated a significant amount of heat. None of
the valves or accessories was insulated and, in certain instances, the body casings were over 160°C. This
heat can be saved by putting insulation on these surfaces instead of letting the heat waste into the
atmosphere. The experts of the SAVE project recommended approximately 2” layers of rock wool, glass
wool, or insulating jackets on all hot surfaces. This should be established on all the steam headers and
approximately 713 valves and accessories of various sizes which were previously bare. Thus far, the
factory has insulated 1,000 ft2 of surfaces.
Insulation for 4 steam valves Completed insulation of bare hot surface
b) Repair & replace steam traps in steam distribution system
The factory’s stitching floor used thermodynamic steam traps were working inefficiently. It was
discovered that the condensate line, which opens outside the stitching building, was releasing high-
pressure steam. This indicated that the steam traps inside were not working properly. To resolve this,
the factory replaced all of its approximately 65 steam traps with float and thermostatic steam traps in
the ironing section. This recovers 6,081,339 kWh annually.
SAVE Final Report
81
5.4. Indonesia
5.4.1. PT. HORN MING INDONESIA
1. ABOUT THE COMPANY
PT. Horn Ming Indonesia (Diamond) is a Taiwan-invested footwear manufacturer established in 1988
that offers low-end, mid-range and high-end casual, sports, and dress shoes. It is located at Jl. Raya
Serang KM 18,8, Cikupa-Tangerang
Banten 15710, about 1.5 hours from
the capital city Jakarta. It produces
Puma shoes with a capacity of 220,000
– 250,000 pairs per month and exports
all output to Europe, the US, and other
countries in Asia. The European market
accounts for a larger share of 50%. The
total number of current full-time
equivalent employees is around 1,900, working on an area of 25,179 m2.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment Annual Resource Saving Annual Financial Saving
Energy US$ 69,272 277,412 kWh US$ 24,967
Water US$ 50 NA NA
Waste US$ 10 10 tons US$ 769
Total US$ 25,736.00
SAVE Final Report
82
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Replacing T8 Lamps by LED lamps
Initially, the factory only used inefficient T8 lamps in its buildings, which use large amounts of energy
and have relatively short lifespans. Since the introduction of the SAVE project, Diamond has replaced
30% of its existing T8 lamps in the office and production line with LED lamps. These require less power
and also less maintenance due to a longer lifetime. In the first phase, 392 T8 lamps were replaced;
however, after the rearrangement of the production line (see below), this number of LED lamps was
decreased to 350. The remaining T8 lamps will be replaced gradually as they become unserviceable.
Thus far, the replacement has resulted in a 0.71% electricity savings when compared to the baseline.
b) Upgrading production line by applying Cut-to-box
Previously, the production line was divided into three sections: cutting, sewing, and assembling. This
demonstrates “un-paced” lines where each operator works at their own pace, then passes their
workpieces to the next station, usually by hand. Storage space or “buffer” is provided in between each
pair of workstations in order to temporarily hold work-in-progress items. It sometimes occurs that a
workstation is not able to deliver an item to the next station before the next station finishes processing
its last item. To account for the differences in working speed, the buffer is supposed to help avoid
production interruption. This type of production line contributes to producing waste that adds no value
to the final products although consumers still pay more to account for it.
The Cut-to-Box rearrangement of a production line has since been incorporated into factory processes.
Currently, the line has been rearranged into a lean system (or the PACE system), which is more efficient
and integrated. Instead of working in stations scattered throughout different sections of the factory, the
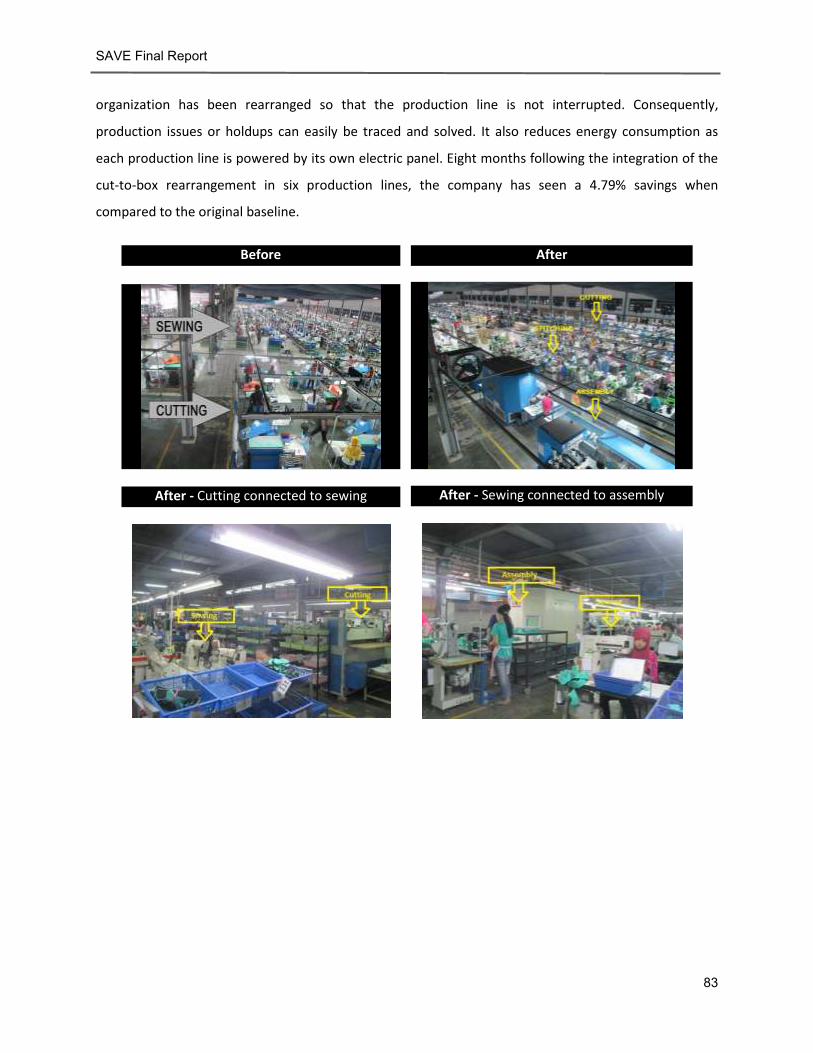
SAVE Final Report
83
organization has been rearranged so that the production line is not interrupted. Consequently,
production issues or holdups can easily be traced and solved. It also reduces energy consumption as
each production line is powered by its own electric panel. Eight months following the integration of the
cut-to-box rearrangement in six production lines, the company has seen a 4.79% savings when
compared to the original baseline.
Before After
After - Cutting connected to sewing After - Sewing connected to assembly
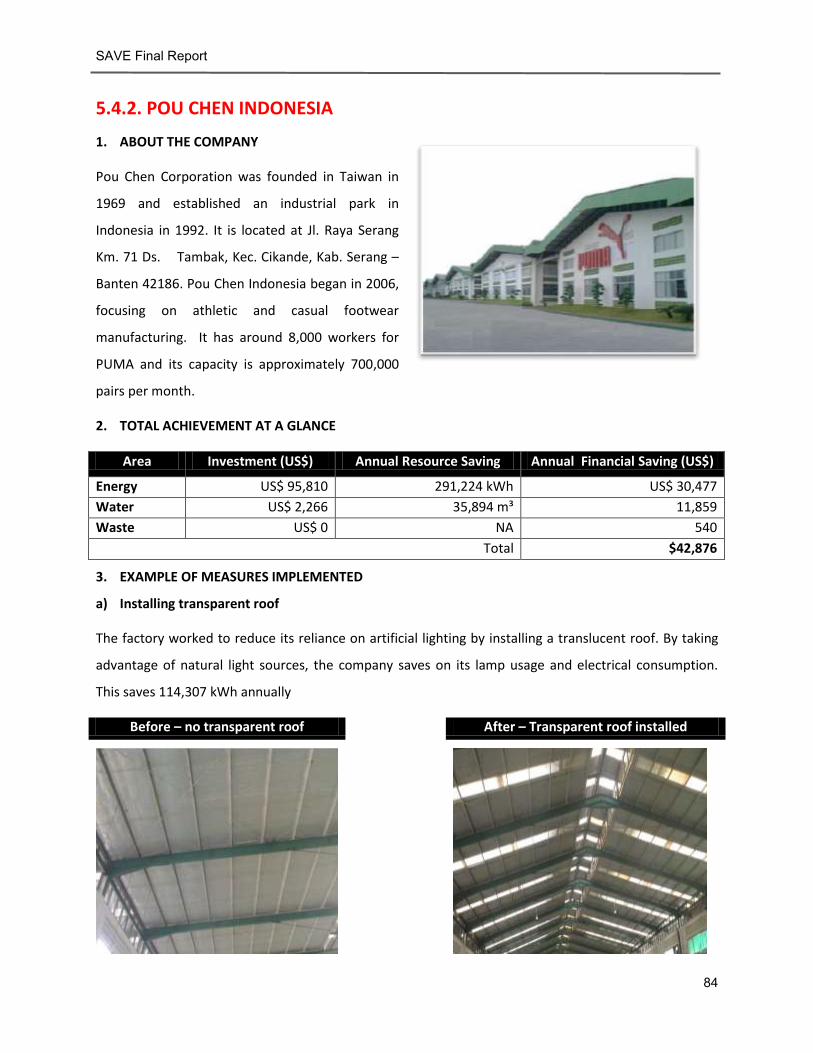
SAVE Final Report
84
5.4.2. POU CHEN INDONESIA
1. ABOUT THE COMPANY
Pou Chen Corporation was founded in Taiwan in
1969 and established an industrial park in
Indonesia in 1992. It is located at Jl. Raya Serang
Km. 71 Ds. Tambak, Kec. Cikande, Kab. Serang –
Banten 42186. Pou Chen Indonesia began in 2006,
focusing on athletic and casual footwear
manufacturing. It has around 8,000 workers for
PUMA and its capacity is approximately 700,000
pairs per month.
2. TOTAL ACHIEVEMENT AT A GLANCE
Area Investment (US$) Annual Resource Saving Annual Financial Saving (US$)
Energy US$ 95,810 291,224 kWh US$ 30,477
Water US$ 2,266 35,894 m³ 11,859
Waste US$ 0 NA 540
Total $42,876
3. EXAMPLE OF MEASURES IMPLEMENTED
a) Installing transparent roof
The factory worked to reduce its reliance on artificial lighting by installing a translucent roof. By taking
advantage of natural light sources, the company saves on its lamp usage and electrical consumption.
This saves 114,307 kWh annually
Before – no transparent roof After – Transparent roof installed
SAVE Final Report
85
b) Deskripsi Dust Collector Modification
Pou Chen has implemented an efficient dust collector and installed a reduced power motor. This
reduces the factory’s energy consumption and saves approximately 104,328 kWh annually. Financially,
this should save US$ 10,954.
Before After

SAVE Final Report
86
SECTION SIX
List of all measures implemented per factory
The following tables provide listing of all implementations of all participated factories in 4
countries.
Investment (US$) Annual Financial Savings (US$)
Annual Resource Savings
Energy (kWh) Water (m³)
Waste (Ton)
CHINA
COSMO
ENERGY
Reconstruct double layer hollow glass window (change to sun protection film) 1,028
720
5,400
Change T8 lamps to LED lamps 1,295
817
6,000
Change to new air conditioners 1,250
3,750
28,125
Temperature control in the film workshop 163
319
2,395
Upgrading compressed air pipes from plastic hoses to a metal pipes 200
514
3,858
WATER
Upgrading rainwater harvesting 216
9 20
Cleaning of the filler in circulating tower for cooling-water machine
Investment on human resource
44
100
WASTE
Recycling fabric packing bags Labor cost 13,423 12.7
Standard sample retention Labor cost
2,267 reduce by 30%
Increase the reuse of paper core tube Labor cost
8,936 23
NINGYUAN SHINEWAY
ENERGY
Continue to change the production mode from assembly line to unit line 8,833
562
3,744
Improvement of measurement system and the evaluation of energy consumption quota 667
690
4,600
Detection and repair of compressed air leakage 667
2,574
17,160
Strengthen the oven insulation 1,000 2,088 13,920
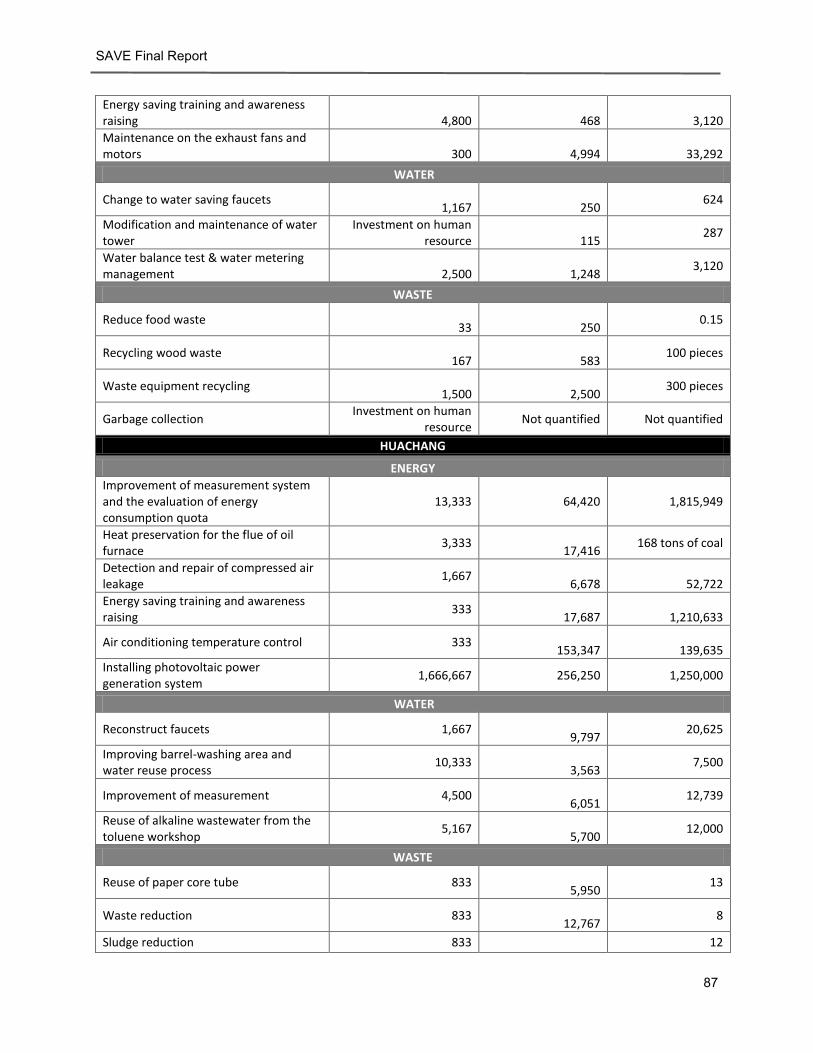
SAVE Final Report
87
Energy saving training and awareness raising 4,800
468
3,120
Maintenance on the exhaust fans and motors 300
4,994
33,292
WATER
Change to water saving faucets 1,167
250
624
Modification and maintenance of water tower
Investment on human resource
115
287
Water balance test & water metering management 2,500
1,248
3,120
WASTE
Reduce food waste 33
250
0.15
Recycling wood waste 167
583
100 pieces
Waste equipment recycling 1,500
2,500
300 pieces
Garbage collection Investment on human
resource Not quantified Not quantified
HUACHANG
ENERGY
Improvement of measurement system and the evaluation of energy consumption quota
13,333 64,420 1,815,949
Heat preservation for the flue of oil furnace
3,333
17,416 168 tons of coal
Detection and repair of compressed air leakage
1,667
6,678
52,722
Energy saving training and awareness raising
333
17,687
1,210,633
Air conditioning temperature control 333
153,347
139,635
Installing photovoltaic power generation system
1,666,667 256,250 1,250,000
WATER
Reconstruct faucets 1,667
9,797 20,625
Improving barrel-washing area and water reuse process
10,333
3,563 7,500
Improvement of measurement 4,500
6,051 12,739
Reuse of alkaline wastewater from the toluene workshop
5,167
5,700 12,000
WASTE
Reuse of paper core tube 833
5,950 13
Waste reduction 833
12,767 8
Sludge reduction 833 12

SAVE Final Report
88
8,000
Performance evaluation for the release Paper
3,333
33,333 20
XINGUANG
ENERGY
Modification of steam pipe and steam trap
375
528
3,167
Energy saving training and awareness raising
219
1,051
6,304
Transforming the traditional clutch motors to servo motors and installing new sewing machines
7,450
2,105
12,632
Avoid idle lighting 7,473
2,080
12,480
Dismantling exhaust fans and setting up ceiling fan
4,125 4,350 26,100
WATER
Upgrading water taps to improve the water supply system
120
120 253
Water balance test & the improvement of measuring management and assessment
investment on human resource
Not quantified Not quantified
WASTE
Complete waste measurement system Investment on human
resource Not quantified Not quantified
Replace the PE bags by cloth bags Investment on human
resource Not quantified Not quantified
Reduce paper waste 219
3,863 Not quantified
LEE&MAN
ENERGY
Improving the Production Process and Site Layout
150,444
6,045
35,545
Change of servo motor 6,838
202
1,189
Avoid idle lighting 12
500
2,940
Exhaust fan & motor maintenance Investment on human
resource Not quantified Not quantified
Air conditioner maintenance 6,917
22
130
Energy saving training and awareness raising
133 Not quantified Not quantified
Detection and repair of compressed air leakage
Investment on human resource
Not quantified Not quantified
Change to LED lamps 6,000
6,889
40,508
WATER
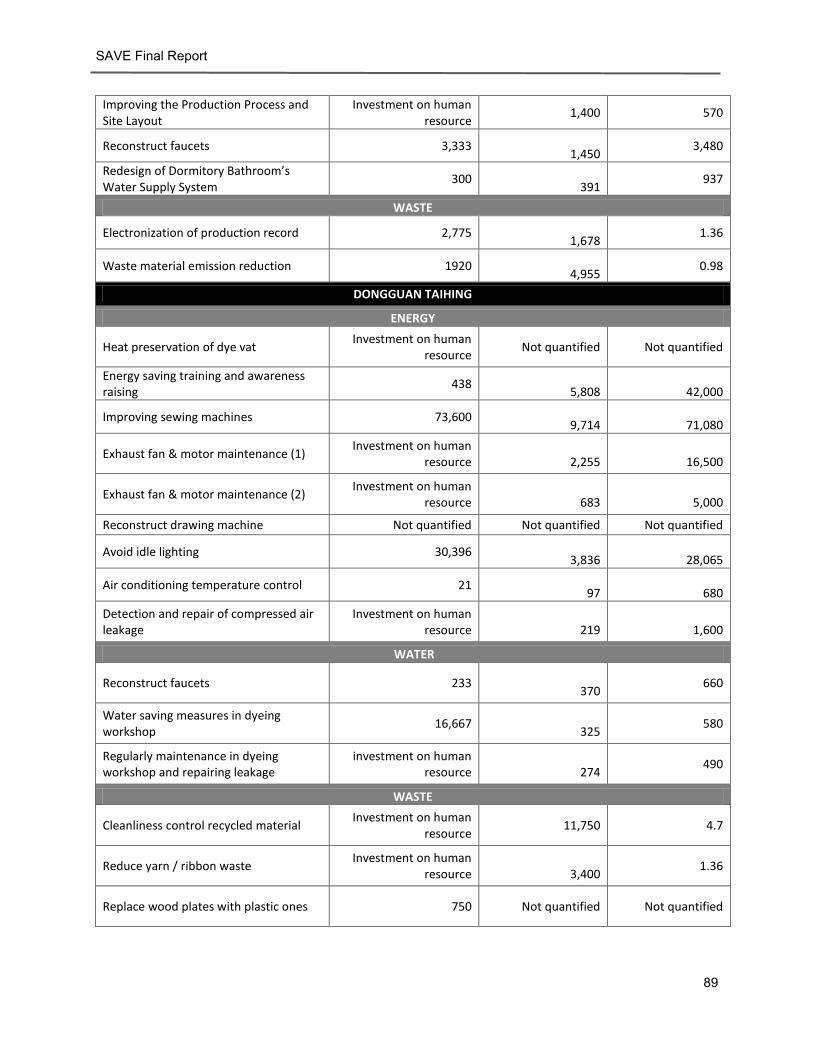
SAVE Final Report
89
Improving the Production Process and Site Layout
Investment on human resource
1,400 570
Reconstruct faucets 3,333
1,450 3,480
Redesign of Dormitory Bathroom’s Water Supply System
300
391 937
WASTE
Electronization of production record 2,775
1,678 1.36
Waste material emission reduction 1920
4,955 0.98
DONGGUAN TAIHING
ENERGY
Heat preservation of dye vat Investment on human
resource Not quantified Not quantified
Energy saving training and awareness raising
438
5,808
42,000
Improving sewing machines 73,600
9,714
71,080
Exhaust fan & motor maintenance (1) Investment on human
resource
2,255
16,500
Exhaust fan & motor maintenance (2) Investment on human
resource
683
5,000
Reconstruct drawing machine Not quantified Not quantified Not quantified
Avoid idle lighting 30,396
3,836
28,065
Air conditioning temperature control 21
97
680
Detection and repair of compressed air leakage
Investment on human resource
219
1,600
WATER
Reconstruct faucets 233
370 660
Water saving measures in dyeing workshop
16,667
325 580
Regularly maintenance in dyeing workshop and repairing leakage
investment on human resource
274
490
WASTE
Cleanliness control recycled material Investment on human
resource 11,750 4.7
Reduce yarn / ribbon waste Investment on human
resource
3,400 1.36
Replace wood plates with plastic ones 750 Not quantified Not quantified
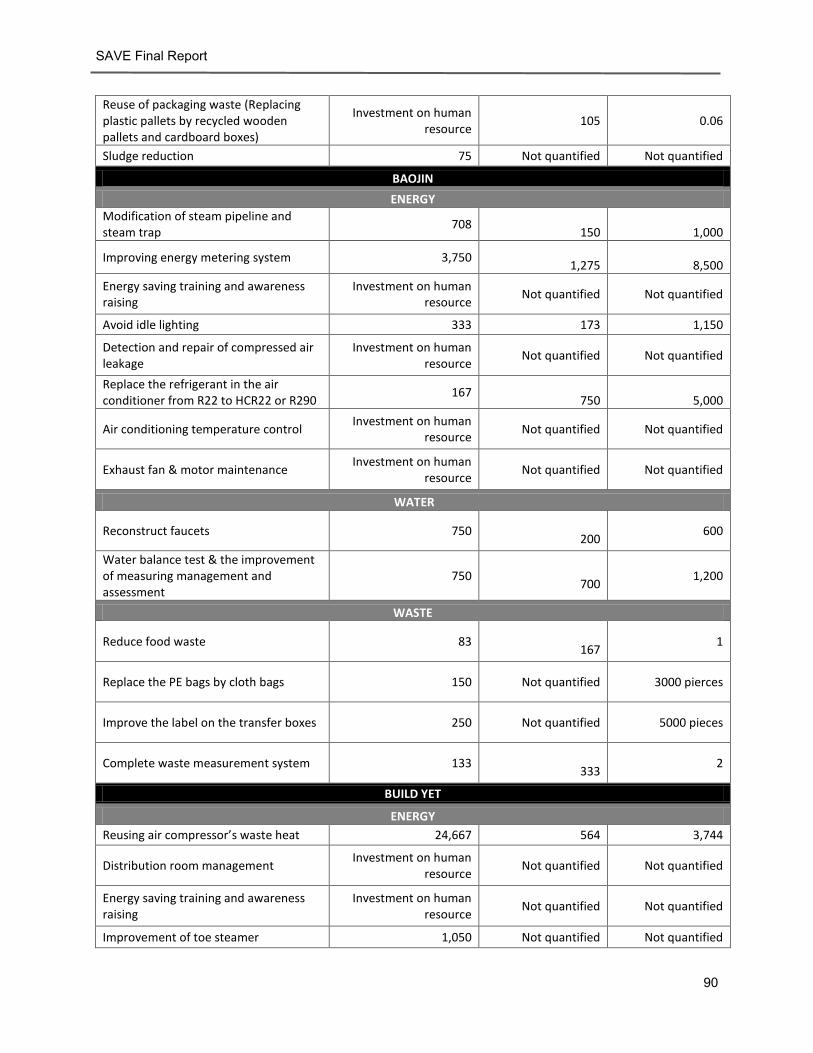
SAVE Final Report
90
Reuse of packaging waste (Replacing plastic pallets by recycled wooden pallets and cardboard boxes)
Investment on human resource
105 0.06
Sludge reduction 75 Not quantified Not quantified
BAOJIN
ENERGY
Modification of steam pipeline and steam trap
708
150
1,000
Improving energy metering system 3,750
1,275
8,500
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Avoid idle lighting 333 173 1,150
Detection and repair of compressed air leakage
Investment on human resource
Not quantified Not quantified
Replace the refrigerant in the air conditioner from R22 to HCR22 or R290
167
750
5,000
Air conditioning temperature control Investment on human
resource Not quantified Not quantified
Exhaust fan & motor maintenance Investment on human
resource Not quantified Not quantified
WATER
Reconstruct faucets 750
200 600
Water balance test & the improvement of measuring management and assessment
750
700 1,200
WASTE
Reduce food waste 83
167 1
Replace the PE bags by cloth bags 150 Not quantified 3000 pierces
Improve the label on the transfer boxes 250 Not quantified 5000 pieces
Complete waste measurement system 133
333 2
BUILD YET
ENERGY
Reusing air compressor’s waste heat 24,667 564 3,744
Distribution room management Investment on human
resource Not quantified Not quantified
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Improvement of toe steamer 1,050 Not quantified Not quantified
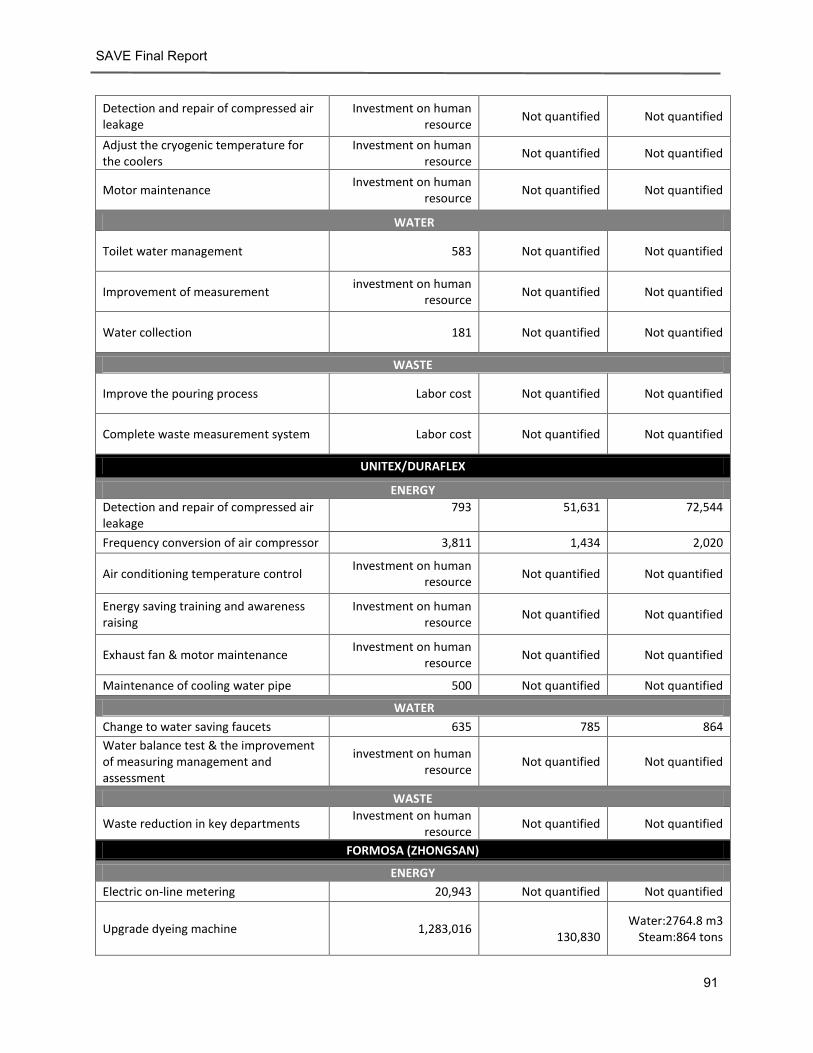
SAVE Final Report
91
Detection and repair of compressed air leakage
Investment on human resource
Not quantified Not quantified
Adjust the cryogenic temperature for the coolers
Investment on human resource
Not quantified Not quantified
Motor maintenance Investment on human
resource Not quantified Not quantified
WATER
Toilet water management 583 Not quantified Not quantified
Improvement of measurement investment on human
resource Not quantified Not quantified
Water collection 181 Not quantified Not quantified
WASTE
Improve the pouring process Labor cost Not quantified Not quantified
Complete waste measurement system Labor cost Not quantified Not quantified
UNITEX/DURAFLEX
ENERGY
Detection and repair of compressed air leakage
793 51,631 72,544
Frequency conversion of air compressor 3,811 1,434 2,020
Air conditioning temperature control Investment on human
resource Not quantified Not quantified
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Exhaust fan & motor maintenance Investment on human
resource Not quantified Not quantified
Maintenance of cooling water pipe 500 Not quantified Not quantified
WATER
Change to water saving faucets 635 785 864
Water balance test & the improvement of measuring management and assessment
investment on human resource
Not quantified Not quantified
WASTE
Waste reduction in key departments Investment on human
resource Not quantified Not quantified
FORMOSA (ZHONGSAN)
ENERGY
Electric on-line metering 20,943 Not quantified Not quantified
Upgrade dyeing machine 1,283,016
130,830 Water:2764.8 m3
Steam:864 tons

SAVE Final Report
92
Detection and repair of compressed air leakage
347 1,142 9,135
Heat preservation of steam pipe valve Investment on human
resource Not quantified Not quantified
Upgrading old machine to energy-efficient model
31,284 11,171 96,000
Detection and maintenance of centrifugal air compressor
553 Not quantified Not quantified
Change to LED lamps 7,254 12,617 108,000
Avoid wasteful use of compressed air 317 Not quantified Not quantified
WATER
Toilet water management 33 110 630
Circulating water treatment investment on human
resource Not quantified Not quantified
WASTE
Improve utilization efficiency of steam, reduce emissions of cinder
546 Not quantified Not quantified
Sludge reduction 1,000 Not quantified Not quantified
Replace plastic film with cloth film for the material transfer vehicle
225 Not quantified Not quantified
GOLDEN PRENE
ENERGY
Improvement of measurement system and the evaluation of energy consumption quota
5,033 Not quantified Not quantified
Servo motor upgraded on sewing machines
236,930 82,477 580,180
Change T5 lamps to LED lamps Not quantified Not quantified Not quantified
Avoid idle lighting Investment on human
resource Not quantified Not quantified
Detection and repair of compressed air leakage
Investment on human resource
Not quantified Not quantified
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Exhaust fan & motor maintenance 926 Not quantified Not quantified
Air conditioning temperature control 139 Not quantified Not quantified
Improving air cooling environment for air compressor
2,167 Not quantified Not quantified
WATER
Change to water saving faucets investment
on human resource Not quantified Not quantified
Water quota system investment
on human resource Not quantified Not quantified
Water saving for urines in men's room
10,667 Not quantified Not quantified
Repairing water pipe leaks 11,667 40,000 48,400
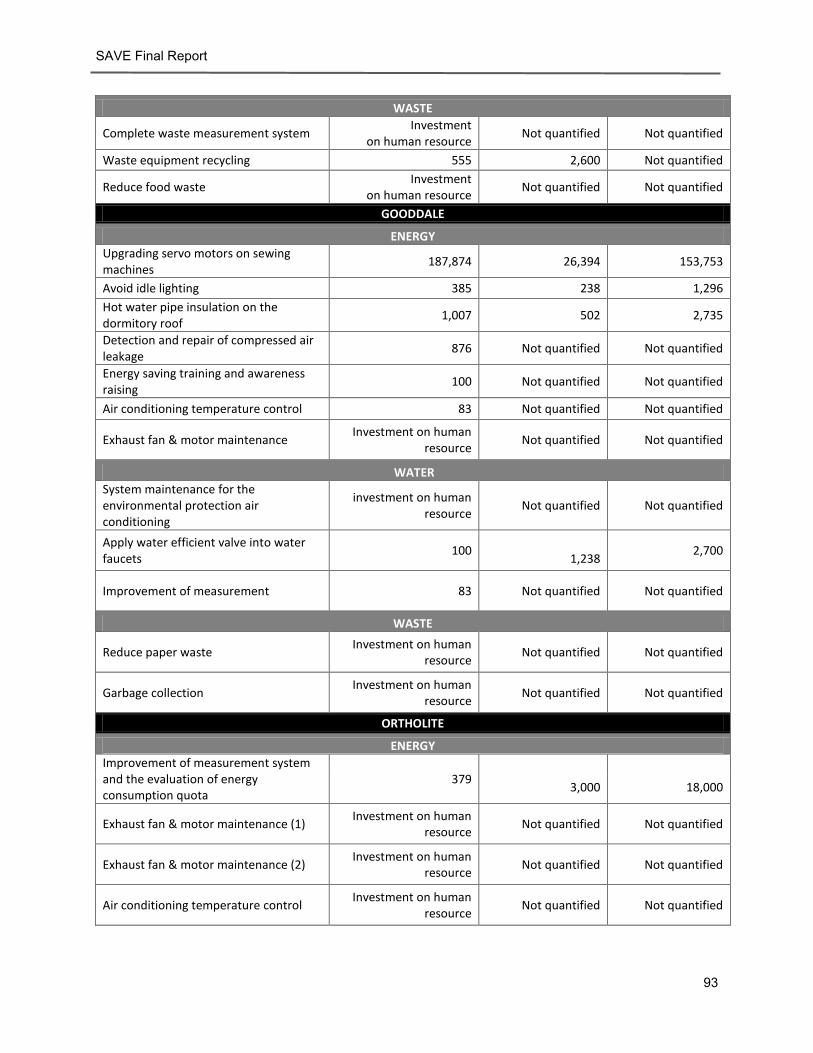
SAVE Final Report
93
WASTE
Complete waste measurement system Investment
on human resource Not quantified Not quantified
Waste equipment recycling 555 2,600 Not quantified
Reduce food waste Investment
on human resource Not quantified Not quantified
GOODDALE
ENERGY
Upgrading servo motors on sewing machines
187,874 26,394 153,753
Avoid idle lighting 385 238 1,296
Hot water pipe insulation on the dormitory roof
1,007 502 2,735
Detection and repair of compressed air leakage
876 Not quantified Not quantified
Energy saving training and awareness raising
100 Not quantified Not quantified
Air conditioning temperature control 83 Not quantified Not quantified
Exhaust fan & motor maintenance Investment on human
resource Not quantified Not quantified
WATER
System maintenance for the environmental protection air conditioning
investment on human resource
Not quantified Not quantified
Apply water efficient valve into water faucets
100
1,238 2,700
Improvement of measurement 83 Not quantified Not quantified
WASTE
Reduce paper waste Investment on human
resource Not quantified Not quantified
Garbage collection Investment on human
resource Not quantified Not quantified
ORTHOLITE
ENERGY
Improvement of measurement system and the evaluation of energy consumption quota
379
3,000
18,000
Exhaust fan & motor maintenance (1) Investment on human
resource Not quantified Not quantified
Exhaust fan & motor maintenance (2) Investment on human
resource Not quantified Not quantified
Air conditioning temperature control Investment on human
resource Not quantified Not quantified

SAVE Final Report
94
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Change T8 lamps to LED lamps Not quantified Not quantified Not quantified
Hot water pipe insulation on the dormitory roof
500 Not quantified Not quantified
WATER
Partial replacement of faucet in dormitory
379 6,000 3,000
Insulating hot water pipes on dormitory roof
7,099 5,213 20,244
Improvement of measurement investment on human
resource Not quantified Not quantified
WASTE
Use larger package Investment on human
resource Not quantified Not quantified
Reduce food waste Investment on human
resource Not quantified Not quantified
Garbage collection 167 200 Not quantified
RONGCHENG
ENERGY
Detection and repair of compressed air leakage
Investment on human resource
Not quantified Not quantified
Adjust air pressure of air compressors Investment on human
resource Not quantified Not quantified
Installation smaller air compressor to reduced idling time
Not quantified 444 2,665
Reduce unnecessary lighting on the production line
Investment on human resource
800
4,800
Avoid idle lighting 38 693 4,160
Replacement of sewing Machine 41,667 3,000 18,728
Hot water pipe insulation on the dormitory roof
6,333 Not quantified Not quantified
Improving maintenance on Exhaust fan & motor
917 Not quantified Not quantified
Air conditioning temperature control Investment on human
resource Not quantified Not quantified
Lighting improvement 16,667 1,384 8,640
Energy saving training and awareness raising
318 Not quantified Not quantified
WATER
Reconstruct faucets 83 Not quantified Not quantified
Change to water saving toilet 250 25 30
WASTE
Reduce food waste Investment on human
resource Not quantified 36
Replace wood plates with plastic ones 1,417 Not quantified Not quantified
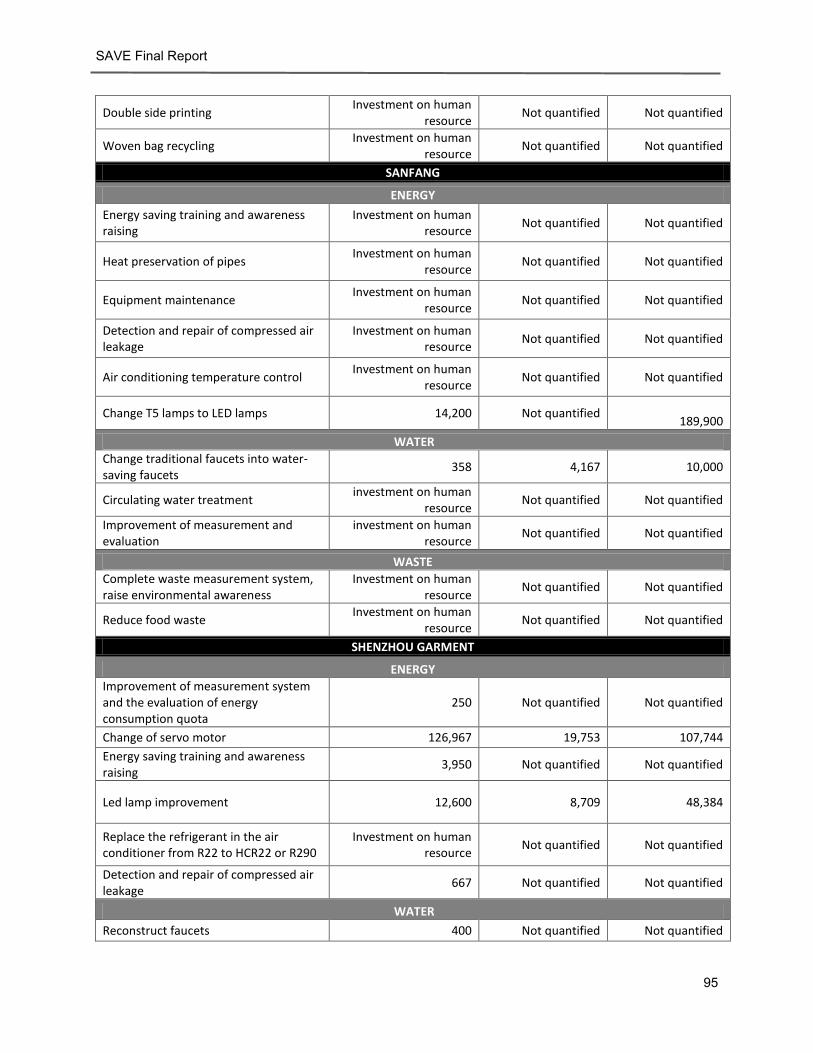
SAVE Final Report
95
Double side printing Investment on human
resource Not quantified Not quantified
Woven bag recycling Investment on human
resource Not quantified Not quantified
SANFANG
ENERGY
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Heat preservation of pipes Investment on human
resource Not quantified Not quantified
Equipment maintenance Investment on human
resource Not quantified Not quantified
Detection and repair of compressed air leakage
Investment on human resource
Not quantified Not quantified
Air conditioning temperature control Investment on human
resource Not quantified Not quantified
Change T5 lamps to LED lamps 14,200 Not quantified
189,900
WATER
Change traditional faucets into water-saving faucets
358 4,167 10,000
Circulating water treatment investment on human
resource Not quantified Not quantified
Improvement of measurement and evaluation
investment on human resource
Not quantified Not quantified
WASTE
Complete waste measurement system, raise environmental awareness
Investment on human resource
Not quantified Not quantified
Reduce food waste Investment on human
resource Not quantified Not quantified
SHENZHOU GARMENT
ENERGY
Improvement of measurement system and the evaluation of energy consumption quota
250 Not quantified Not quantified
Change of servo motor 126,967 19,753 107,744
Energy saving training and awareness raising
3,950 Not quantified Not quantified
Led lamp improvement 12,600 8,709 48,384
Replace the refrigerant in the air conditioner from R22 to HCR22 or R290
Investment on human resource
Not quantified Not quantified
Detection and repair of compressed air leakage
667 Not quantified Not quantified
WATER
Reconstruct faucets 400 Not quantified Not quantified
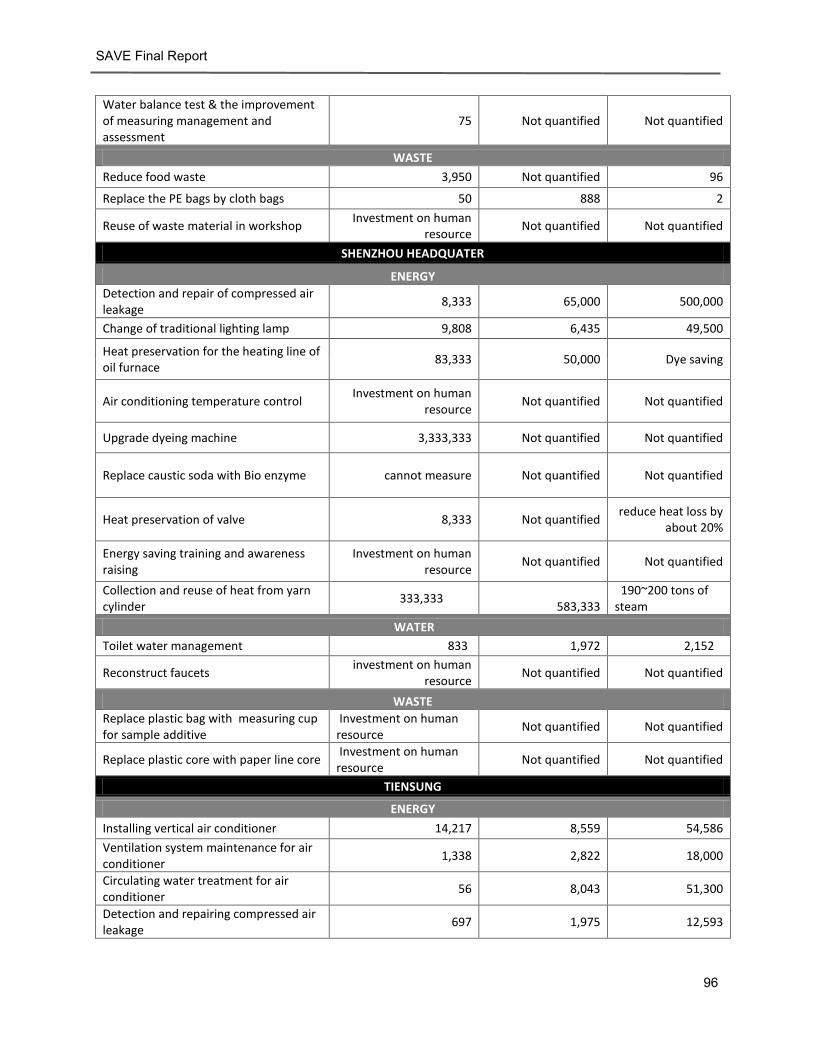
SAVE Final Report
96
Water balance test & the improvement of measuring management and assessment
75 Not quantified Not quantified
WASTE
Reduce food waste 3,950 Not quantified 96
Replace the PE bags by cloth bags 50 888 2
Reuse of waste material in workshop Investment on human
resource Not quantified Not quantified
SHENZHOU HEADQUATER
ENERGY
Detection and repair of compressed air leakage
8,333 65,000 500,000
Change of traditional lighting lamp 9,808 6,435 49,500
Heat preservation for the heating line of oil furnace
83,333 50,000 Dye saving
Air conditioning temperature control Investment on human
resource Not quantified Not quantified
Upgrade dyeing machine 3,333,333 Not quantified Not quantified
Replace caustic soda with Bio enzyme cannot measure Not quantified Not quantified
Heat preservation of valve 8,333 Not quantified reduce heat loss by
about 20%
Energy saving training and awareness raising
Investment on human resource
Not quantified Not quantified
Collection and reuse of heat from yarn cylinder
333,333
583,333 190~200 tons of steam
WATER
Toilet water management 833 1,972 2,152
Reconstruct faucets investment on human
resource Not quantified Not quantified
WASTE
Replace plastic bag with measuring cup for sample additive
Investment on human resource
Not quantified Not quantified
Replace plastic core with paper line core Investment on human resource
Not quantified Not quantified
TIENSUNG
ENERGY
Installing vertical air conditioner 14,217 8,559 54,586
Ventilation system maintenance for air conditioner
1,338 2,822 18,000
Circulating water treatment for air conditioner
56 8,043 51,300
Detection and repairing compressed air leakage
697 1,975 12,593
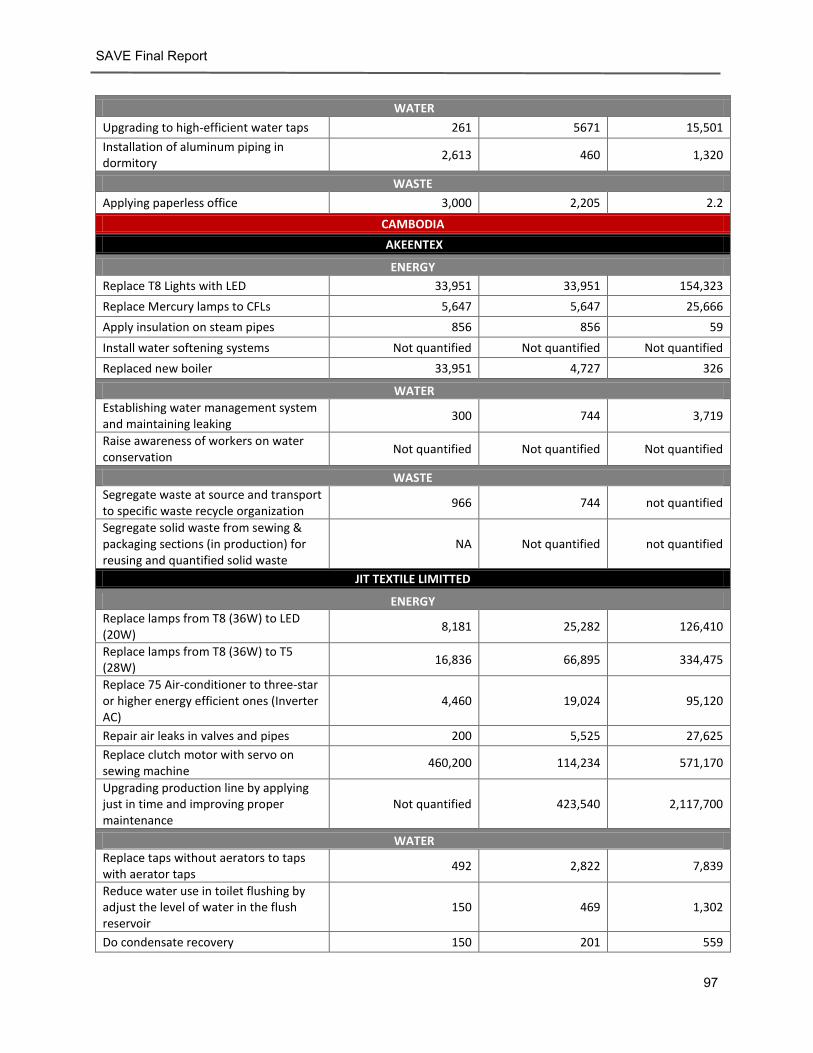
SAVE Final Report
97
WATER
Upgrading to high-efficient water taps 261 5671 15,501
Installation of aluminum piping in dormitory
2,613 460 1,320
WASTE
Applying paperless office 3,000 2,205 2.2
CAMBODIA
AKEENTEX
ENERGY
Replace T8 Lights with LED 33,951 33,951 154,323
Replace Mercury lamps to CFLs 5,647 5,647 25,666
Apply insulation on steam pipes 856 856 59
Install water softening systems Not quantified Not quantified Not quantified
Replaced new boiler 33,951 4,727 326
WATER
Establishing water management system and maintaining leaking
300 744 3,719
Raise awareness of workers on water conservation
Not quantified Not quantified Not quantified
WASTE
Segregate waste at source and transport to specific waste recycle organization
966 744 not quantified
Segregate solid waste from sewing & packaging sections (in production) for reusing and quantified solid waste
NA Not quantified not quantified
JIT TEXTILE LIMITTED
ENERGY
Replace lamps from T8 (36W) to LED (20W)
8,181 25,282 126,410
Replace lamps from T8 (36W) to T5 (28W)
16,836 66,895 334,475
Replace 75 Air-conditioner to three-star or higher energy efficient ones (Inverter AC)
4,460 19,024 95,120
Repair air leaks in valves and pipes 200 5,525 27,625
Replace clutch motor with servo on sewing machine
460,200 114,234 571,170
Upgrading production line by applying just in time and improving proper maintenance
Not quantified 423,540 2,117,700
WATER
Replace taps without aerators to taps with aerator taps
492 2,822 7,839
Reduce water use in toilet flushing by adjust the level of water in the flush reservoir
150 469 1,302
Do condensate recovery 150 201 559
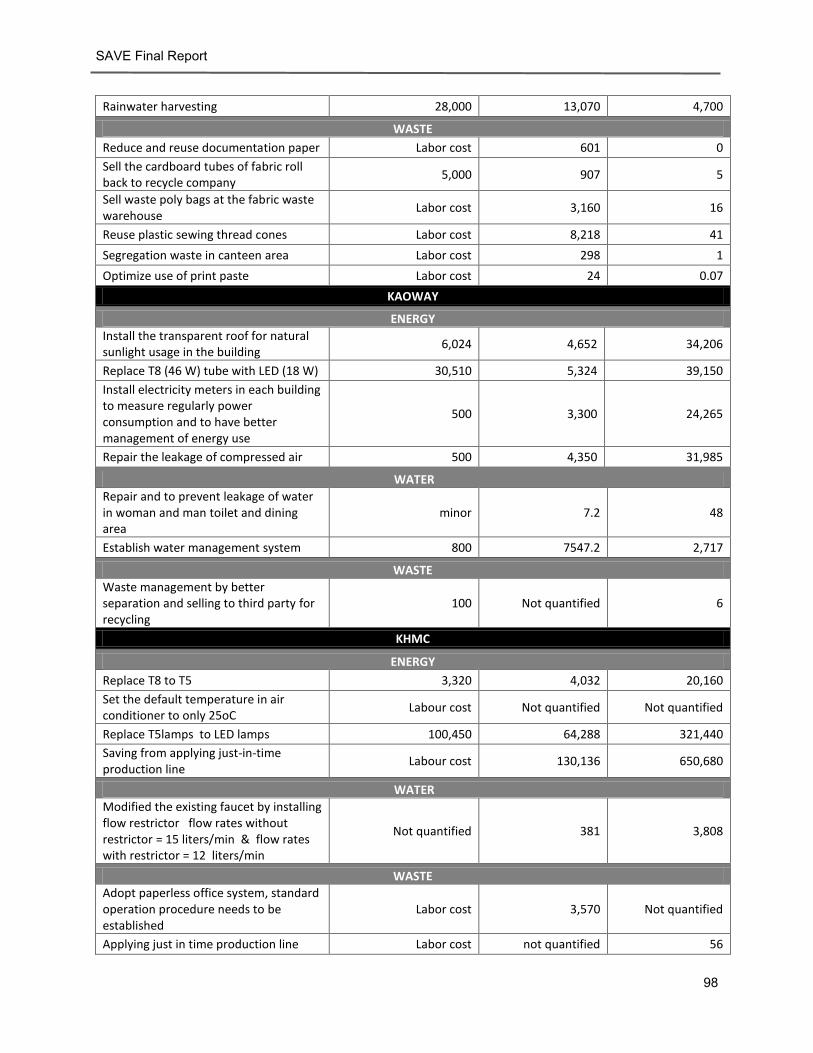
SAVE Final Report
98
Rainwater harvesting 28,000 13,070 4,700
WASTE
Reduce and reuse documentation paper Labor cost 601 0
Sell the cardboard tubes of fabric roll back to recycle company
5,000 907 5
Sell waste poly bags at the fabric waste warehouse
Labor cost 3,160 16
Reuse plastic sewing thread cones Labor cost 8,218 41
Segregation waste in canteen area Labor cost 298 1
Optimize use of print paste Labor cost 24 0.07
KAOWAY
ENERGY
Install the transparent roof for natural sunlight usage in the building
6,024 4,652 34,206
Replace T8 (46 W) tube with LED (18 W) 30,510 5,324 39,150
Install electricity meters in each building to measure regularly power consumption and to have better management of energy use
500 3,300 24,265
Repair the leakage of compressed air 500 4,350 31,985
WATER
Repair and to prevent leakage of water in woman and man toilet and dining area
minor 7.2 48
Establish water management system 800 7547.2 2,717
WASTE
Waste management by better separation and selling to third party for recycling
100 Not quantified 6
KHMC
ENERGY
Replace T8 to T5 3,320 4,032 20,160
Set the default temperature in air conditioner to only 25oC
Labour cost Not quantified Not quantified
Replace T5lamps to LED lamps 100,450 64,288 321,440
Saving from applying just-in-time production line
Labour cost 130,136 650,680
WATER
Modified the existing faucet by installing flow restrictor flow rates without restrictor = 15 liters/min & flow rates with restrictor = 12 liters/min
Not quantified 381 3,808
WASTE
Adopt paperless office system, standard operation procedure needs to be established
Labor cost 3,570 Not quantified
Applying just in time production line Labor cost not quantified 56
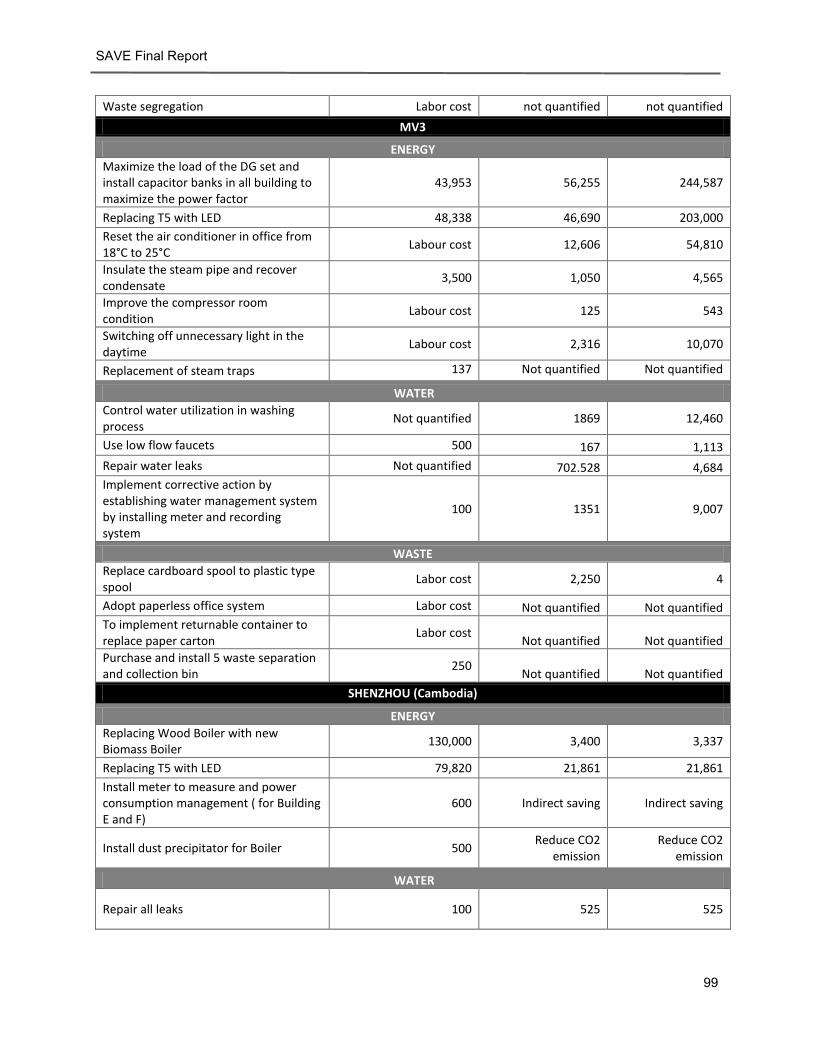
SAVE Final Report
99
Waste segregation Labor cost not quantified not quantified
MV3
ENERGY
Maximize the load of the DG set and install capacitor banks in all building to maximize the power factor
43,953 56,255 244,587
Replacing T5 with LED 48,338 46,690 203,000
Reset the air conditioner in office from 18°C to 25°C
Labour cost 12,606 54,810
Insulate the steam pipe and recover condensate
3,500 1,050 4,565
Improve the compressor room condition
Labour cost 125 543
Switching off unnecessary light in the daytime
Labour cost 2,316 10,070
Replacement of steam traps 137 Not quantified Not quantified
WATER
Control water utilization in washing process
Not quantified 1869 12,460
Use low flow faucets 500 167 1,113
Repair water leaks Not quantified 702.528 4,684
Implement corrective action by establishing water management system by installing meter and recording system
100 1351 9,007
WASTE
Replace cardboard spool to plastic type spool
Labor cost 2,250 4
Adopt paperless office system Labor cost Not quantified Not quantified
To implement returnable container to replace paper carton
Labor cost Not quantified Not quantified
Purchase and install 5 waste separation and collection bin
250 Not quantified Not quantified
SHENZHOU (Cambodia)
ENERGY
Replacing Wood Boiler with new Biomass Boiler
130,000 3,400 3,337
Replacing T5 with LED 79,820 21,861 21,861
Install meter to measure and power consumption management ( for Building E and F)
600 Indirect saving Indirect saving
Install dust precipitator for Boiler 500 Reduce CO2
emission Reduce CO2
emission
WATER
Repair all leaks 100 525 525
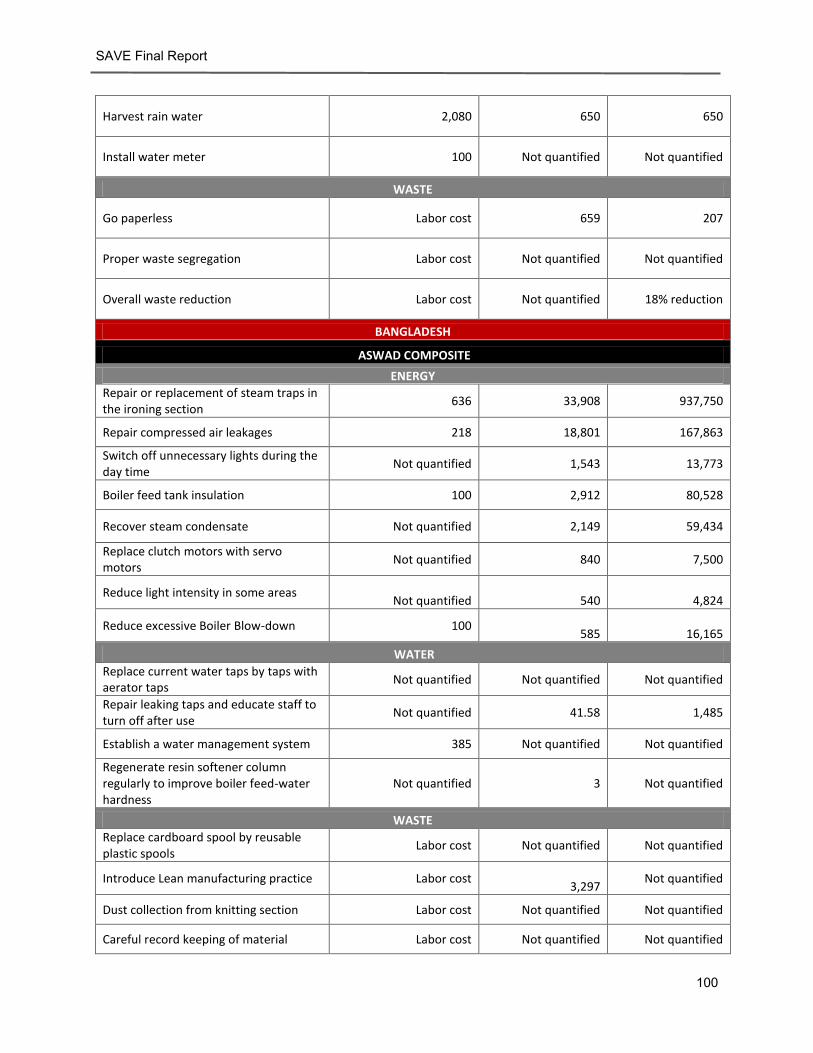
SAVE Final Report
100
Harvest rain water 2,080 650 650
Install water meter 100 Not quantified Not quantified
WASTE
Go paperless Labor cost 659 207
Proper waste segregation Labor cost Not quantified Not quantified
Overall waste reduction Labor cost Not quantified 18% reduction
BANGLADESH
ASWAD COMPOSITE
ENERGY
Repair or replacement of steam traps in the ironing section
636 33,908 937,750
Repair compressed air leakages 218 18,801 167,863
Switch off unnecessary lights during the day time
Not quantified 1,543 13,773
Boiler feed tank insulation 100 2,912 80,528
Recover steam condensate Not quantified 2,149 59,434
Replace clutch motors with servo motors
Not quantified 840 7,500
Reduce light intensity in some areas
Not quantified
540
4,824
Reduce excessive Boiler Blow-down 100
585
16,165
WATER
Replace current water taps by taps with aerator taps
Not quantified Not quantified Not quantified
Repair leaking taps and educate staff to turn off after use
Not quantified 41.58 1,485
Establish a water management system 385 Not quantified Not quantified
Regenerate resin softener column regularly to improve boiler feed-water hardness
Not quantified 3 Not quantified
WASTE
Replace cardboard spool by reusable plastic spools
Labor cost Not quantified Not quantified
Introduce Lean manufacturing practice Labor cost
3,297 Not quantified
Dust collection from knitting section Labor cost Not quantified Not quantified
Careful record keeping of material Labor cost Not quantified Not quantified

SAVE Final Report
101
consumption versus waste generation
JINNAT
ENERGY
Reduce light intensity in some areas 6,856
3,197
74,360
Switch off unnecessary lights during day time
NA 2,435 56,620
Repair compressed air leakages 625 2,609 60,673
Replace T8 light with T5 light 10,625 1,804 41,950
Replace clutch motors with servo motors
35,000 1,775 41,270
Recover the steam condensate 77 3,239 75,315
WATER
Repair leaking taps and educate staff to turn off after use
15 119 4,247
Replace water taps without aerators by taps with aerators
1,260 279 9,967
Replace single flush cisterns with dual flush
2,964 29 1,030
Begin Rain Water Harvesting 5,961 184 6,586
Do regeneration of water softener resin column only when required
Not quantified 31 1,097
WASTE
Adopt paperless office system 558
1,845 1
Segregate the wastes at source of generation
Labor cost Not quantified Not quantified
Introduce Lean manufacturing practice Labor cost
63,796 7
KARNAPHULI
ENERGY
Switch off unnecessary lights during day time
Labour cost 6,495 55,509
Repair compressed air leakages Labour cost 5,957 50,914
Control the efficiency of the furnace 2,000 48,900 2,750,000
Increase the number of dies in cutting process to reduce the electricity consumption.
Labour cost 1,790 15,300
Carry out proper load balancing in power distribution system
Labour cost 20,762 177,451
Education and Awareness In energy. Labour cost 2,253 19,259
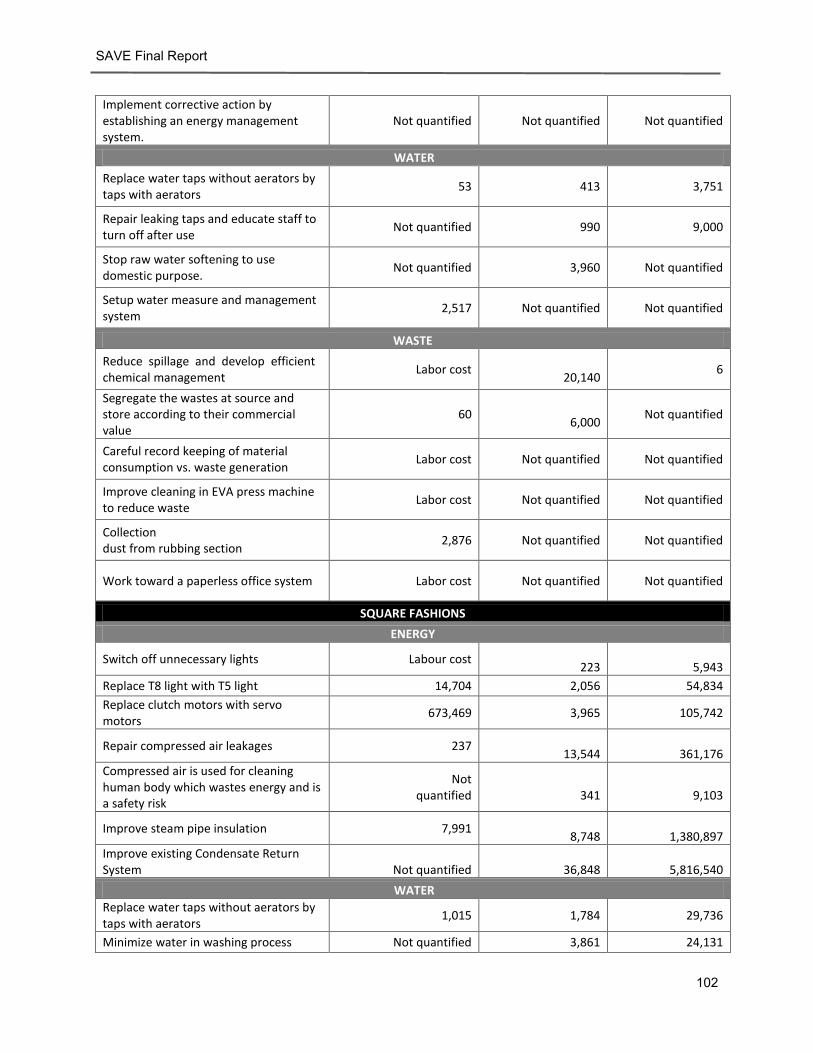
SAVE Final Report
102
Implement corrective action by establishing an energy management system.
Not quantified Not quantified Not quantified
WATER
Replace water taps without aerators by taps with aerators
53 413 3,751
Repair leaking taps and educate staff to turn off after use
Not quantified 990 9,000
Stop raw water softening to use domestic purpose.
Not quantified 3,960 Not quantified
Setup water measure and management system
2,517 Not quantified Not quantified
WASTE
Reduce spillage and develop efficient chemical management
Labor cost
20,140 6
Segregate the wastes at source and store according to their commercial value
60
6,000 Not quantified
Careful record keeping of material consumption vs. waste generation
Labor cost Not quantified Not quantified
Improve cleaning in EVA press machine to reduce waste
Labor cost Not quantified Not quantified
Collection dust from rubbing section
2,876 Not quantified Not quantified
Work toward a paperless office system Labor cost Not quantified Not quantified
SQUARE FASHIONS
ENERGY
Switch off unnecessary lights Labour cost
223
5,943
Replace T8 light with T5 light 14,704 2,056 54,834
Replace clutch motors with servo motors
673,469 3,965 105,742
Repair compressed air leakages 237
13,544
361,176
Compressed air is used for cleaning human body which wastes energy and is a safety risk
Not quantified
341
9,103
Improve steam pipe insulation 7,991
8,748
1,380,897
Improve existing Condensate Return System
Not quantified
36,848
5,816,540
WATER
Replace water taps without aerators by taps with aerators
1,015 1,784 29,736
Minimize water in washing process Not quantified 3,861 24,131

SAVE Final Report
103
Use Trigger Nozzles instead of open high pressure taps to clean printing skin
77 850 5,311
Water saving from Energy Opportunity 1.8
Not quantified 26,717 166,982
WASTE
Eliminate use of edible oil plastic containers
Labor cost 8,100 3
Install a salt recovery system to reduce use of fresh Glauber’s salt
Labor cost Not quantified Not quantified
Work toward a paperless office system Labor cost
13 2
Improve Lean Manufacturing practice Labor cost Not quantified Not quantified
VIYELLATEX
ENERGY
Switch off unnecessary lights during day time
Not quantified 1,371 29,852
Repair of compressed air leaks 1,200 1,669 83,437
Recover and reuse of steam condensate 1,700 18,614 2,938,314
Increase the efficiency of boilers 900 5,356 845,427
Insulation of bare hot surfaces 6,326 1,120 342,448
Repair & replace steam traps in steam distribution system
3,420 38,526 6,081,339
Take immediate corrective action required for MDB of generator-2
Not quantified Not quantified Not quantified
WATER
Repair water leaks and educate staff to turn off after use
Not quantified 18,967 67,738
Replace water taps without aerators by taps with aerators
219 1,048 3,742
Use trigger nozzles instead of hose for floor washing or bucket cleaning
270 346 1,235
Replace single flush toilets with dual flush
Not quantified 27 95
Establish a water management system Not quantified Not quantified Not quantified
Water saving from Energy Opportunity 1.3 & 1.6
Not quantified 25,985 92,802
WASTE
Adopt paperless office system Not quantified
1,126 1
Segregate the wastes at source of generation
Not quantified
5,400 Not quantified
Introduce Lean manufacturing practice Not quantified
55,152 5
INDONESIA
PT HORN MING DIAMOND
ENERGY
Replace T8 Lights to LED at both production and office area
4,307 935 10,393
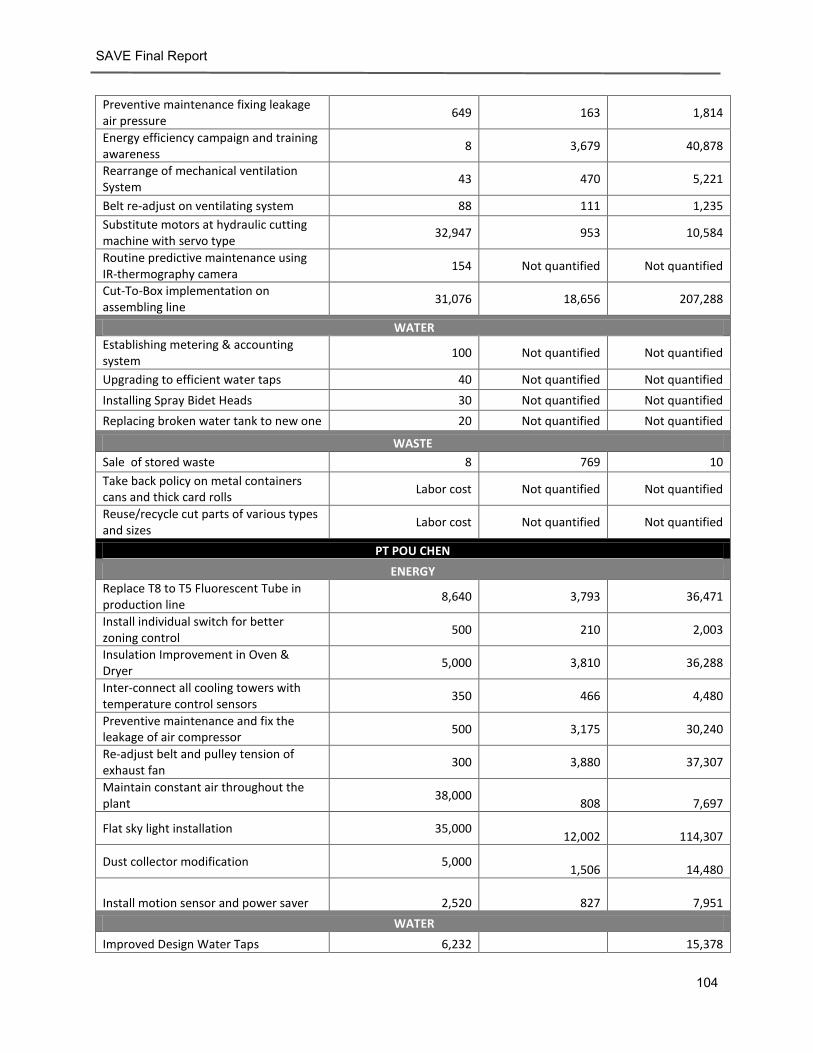
SAVE Final Report
104
Preventive maintenance fixing leakage air pressure
649 163 1,814
Energy efficiency campaign and training awareness
8 3,679 40,878
Rearrange of mechanical ventilation System
43 470 5,221
Belt re-adjust on ventilating system 88 111 1,235
Substitute motors at hydraulic cutting machine with servo type
32,947 953 10,584
Routine predictive maintenance using IR-thermography camera
154 Not quantified Not quantified
Cut-To-Box implementation on assembling line
31,076 18,656 207,288
WATER
Establishing metering & accounting system
100 Not quantified Not quantified
Upgrading to efficient water taps 40 Not quantified Not quantified
Installing Spray Bidet Heads 30 Not quantified Not quantified
Replacing broken water tank to new one 20 Not quantified Not quantified
WASTE
Sale of stored waste 8 769 10
Take back policy on metal containers cans and thick card rolls
Labor cost Not quantified Not quantified
Reuse/recycle cut parts of various types and sizes
Labor cost Not quantified Not quantified
PT POU CHEN
ENERGY
Replace T8 to T5 Fluorescent Tube in production line
8,640 3,793 36,471
Install individual switch for better zoning control
500 210 2,003
Insulation Improvement in Oven & Dryer
5,000 3,810 36,288
Inter-connect all cooling towers with temperature control sensors
350 466 4,480
Preventive maintenance and fix the leakage of air compressor
500 3,175 30,240
Re-adjust belt and pulley tension of exhaust fan
300 3,880 37,307
Maintain constant air throughout the plant
38,000
808
7,697
Flat sky light installation 35,000
12,002
114,307
Dust collector modification 5,000
1,506
14,480
Install motion sensor and power saver 2,520
827
7,951
WATER
Improved Design Water Taps 6,232 15,378
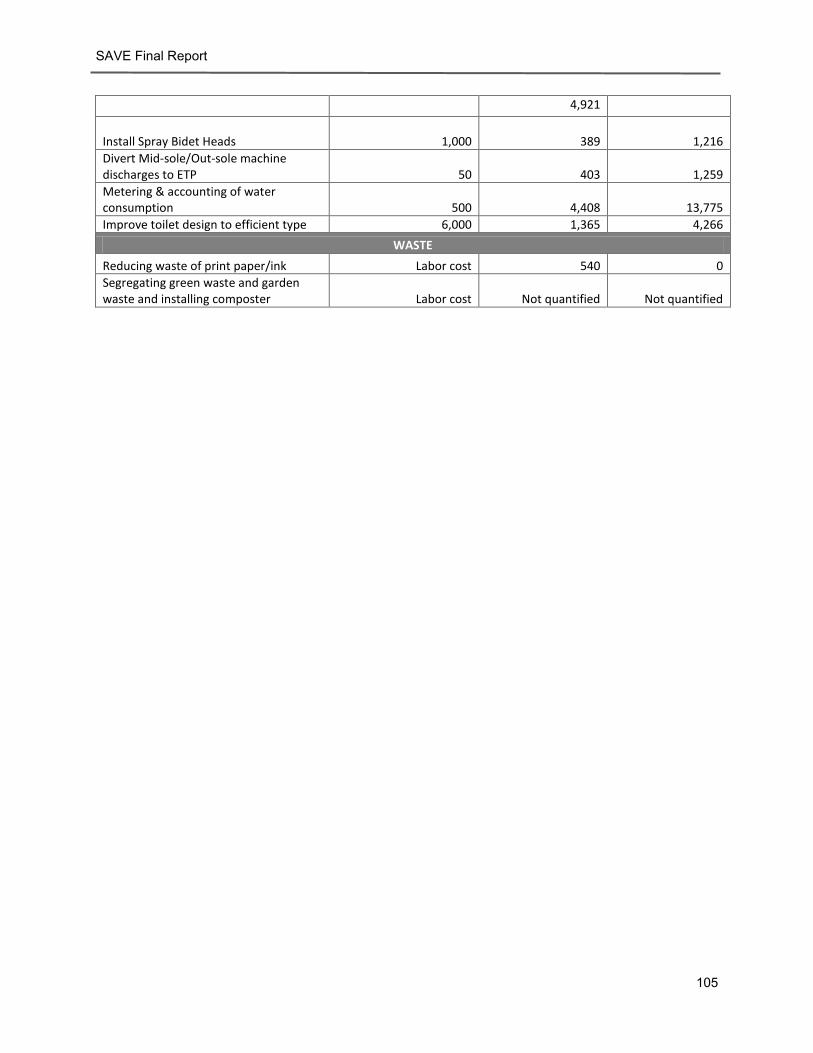
SAVE Final Report
105
4,921
Install Spray Bidet Heads 1,000
389 1,216
Divert Mid-sole/Out-sole machine discharges to ETP 50
403 1,259
Metering & accounting of water consumption 500 4,408 13,775
Improve toilet design to efficient type 6,000 1,365 4,266
WASTE
Reducing waste of print paper/ink Labor cost 540 0
Segregating green waste and garden waste and installing composter Labor cost Not quantified Not quantified

SAVE Final Report
106
COMPANY INDEX
A
AKEENTEX PTE., LTD ......................................................... 59
ASWAD COMPOSITE MILLS .............................................. 71
B
BEAUTIFUL SPRING FOOTWEAR CO., LTD. ....................... 65
BOU JIN (YANGZHOU) GARMENTS CO., LTD.................... 34
BUILD-YET SHOES CO., LTD. ............................................. 37
C
COSMO TEXTILE COMPANY LIMITED ............................... 21
D
DONG GUAN GOLDEN PRENE SPORTING GOODS LTD. ... 43
DONGGUAN TAIHING ZIPPER FACTORY CO., LTD ............ 32
F
FORMOSA TAFFETA (ZHONGSHAN) CO., LTD. ................. 41
FOSHAN XINGUANG KNITTING CO., LTD ......................... 28
G
GOOD DALE (SPORTSWEAR) LTD. .................................... 45
H
HEYUAN TIEN SUNG SPORTING GOODS CO., LTD............ 57
HUACHANG/ KEY (FUJIAN) MICROFIBRE CO., LTD .......... 25
J
JINNAT KNITWARES LTD. ................................................. 73
JIT TEXTILE LIMITED (CAMBODIA).................................... 61
K
KAOWAY SPORTS LTD ...................................................... 63
KARNAPHULI SHOES INDUSTRIES LTD ............................. 75
L
LEE&MAN/ DONGGUAN JIA XIN HANDBAG CO., LTD ..... 30
M
M&V3 INTERNATIONAL MANUFACTURING .................... 67
N
NINGBO SHENZHOU HEARTQUATER CO., LTD. ............... 55
NINGBO SHENZHOU KNITTING CO., LTD. ........................ 53
NINGYUAN SHINEWAY SPORTS LTD ................................ 24
O
ORTHOLITE/ DONGGUAN ECO POLYMER CO., LTD......... 47
P
POU CHEN INDONESIA..................................................... 84
PT. HORN MING INDONESIA ........................................... 81
R
RONG CHENG SPORTS LIMITED ....................................... 49
S
SAN FANG (CHINA) .......................................................... 51
SHENZHOU (CAMBODIA) CO., LTD .................................. 69
SQUARE FASHIONS LTD .................................................... 77
SAVE Final Report
107
U
UNITEX METAL AND PLASTIC ACCESSORIES LTD. ............ 39
V
VIYELLATEX LTD ............................................................... 79