Embed Size (px)
Citation preview

IRAPUATO GTO.PLANT

Global presence and worldwide locationEmployees total: 21.038
GermanyAbensbergRenningenDüsseldorfLudwigsfeldeRhedeWolfsburg
MexicoAustriaHungarySlovakiaRomaniaPortugalSwitzerlandPolandUkrainaArgentinaBrazilSouth AfricaUnited Arab. EmiratesTunisiaIndia (in analyses)
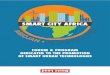
History1902 On 15 April Paul Kromberg and Ernst Schubert found the Kromberg & Schubert company in
Barmen (now Wuppertal). Manufacture of insulated electric wires.
1932 Development and manufacture of prefabricated cable harnesses for the automotive industry.
1932 Expansion and new sites
1959 Founding of the first site outside of Wuppertal – in Renningen near Stuttgart
1973 Founding of the first company abroad in Waterford, Ireland
1980 East London, South Africa Steinhausen / Zug, Switzerland
1984 Guimarães, Portugal
1987 Oberpullendorf, Austria Abensberg
1990 Rhede
1992 Köszeg, Hungary
1994 Düsseldorf
1996 Hannover
1997 Dubai, United Arab. Emirates Buenos Aires, Argentina Kolãrovo, Slovakia
1998 Brits, South Africa
1999 Wolfsburg
2000 Timişoara, Romania Itatiba and Curitiba, Brazil
2000 Heiniger & Cie. AG Köniz / Bern, Switzerland
2002 On 15 April Kromberg & Schubert has been in existence for 100 years.
2003 Swarzędz, Poland
2004 Uitenhage, South Africa Tamworth, England
2005 Irapuato, Mexico Mediaş, Romania Ludwgisfelde, Germany Sibiu, Romania
2006 Lutsk, Ukraine
2007 Extension Dubai
2008 Béja, Tunisia Tunis, Tunisia
2009 Oliveira, Brazil
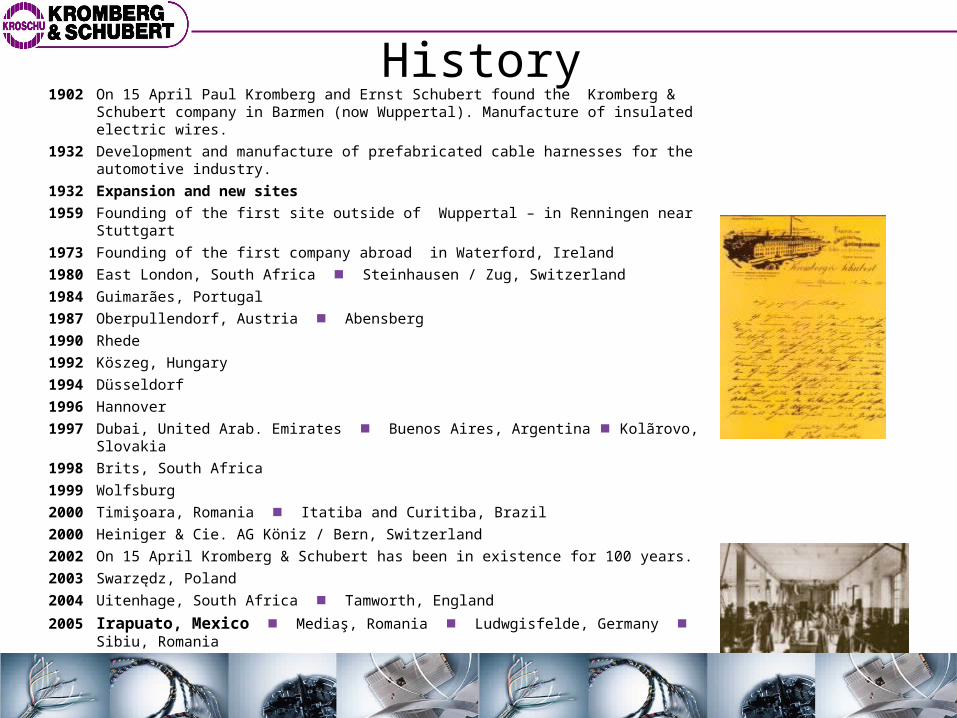
Development Industrialization Production
3D-Dibujo (Room Sites)CATIA E3D
Schematic (Diagrams)L-Cable
Nail Board DrawingCADDS
EmbassyCapital H
DATABASE
Harness
CAx – Chain Process – Development processCAx – Chain Process – Development process

conventionalcopper cable
Flexible Flat Cable(FFC)
Flexible PrintedCircuits (FPC)
Molded Interconnect Devices (3D-MID)
Polymer-/Glas-optical fibers
Competencies: New technologies
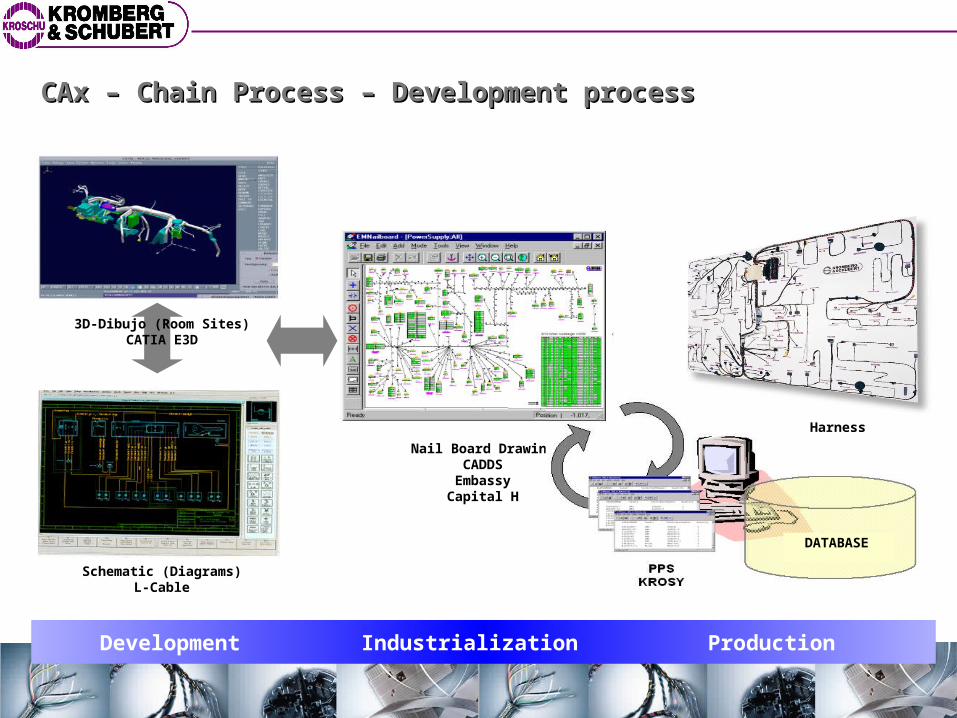
Quality ManagementCertification to ISO 9001 / VDA 6.1
Oberpullendorf
BritsUitenhage
Köszeg
Guimarães
Pilar
Dubai
Itatiba
TimişoaraMedias
Abensberg Düsseldorf LudwigsfeldeRenningenRhedeWolfsburg
Swarzędz/Poznan
QMS- DIN EN ISO 9001- ISO TS 16949
UMS
- DIN EN ISO 14001
Kolárovo
Lutsk
Irapuato
Béja
KSMX - Production Plant Irapuato
Total Area 35.000 m2
• Production 1.900 m2
• Logistics 600 m2
• Offices 520 m2
Total Employeesas per September 2011 356
• Directs 273• Indirect 46• Staff 37

Actual Lay out
Our Customers and their products
• W164 (AC harnesses for Class M)
• W166 (AC harnesses for Class M)
New platform
• PL4 (AC harnesses for X5 & X6)
• F25 (AC harnesses for X3)
Our Customers and their products

• KA/KK (AC harnesses for liberty)
• P3 (AC harnesses for Freightliner)
Our Customers and their products
• JC49 (AC harnesses for PT Cruiser)
• J61J (AC harnesses for Mazda)
Our Customers and their products
All platforms for CNH tractorsTS 12X12, 10S, NAR, NEF
Battery cables
Platform PQ35 (Bora)New Platform VW361 (New
Jetta)
Our Customers and their products
ABS sensor cables
Ford: P415, Raptor, P150 & P473
Battery cables and harnessesPlatform MBO/OMC
New Platform XBC/MBC-O
Our Customers and their products
ABS sensor cables
Nissan: L42A, L42C & N61G
GM: GMT355
Chrysler: D1/DH
Our Customers and their products

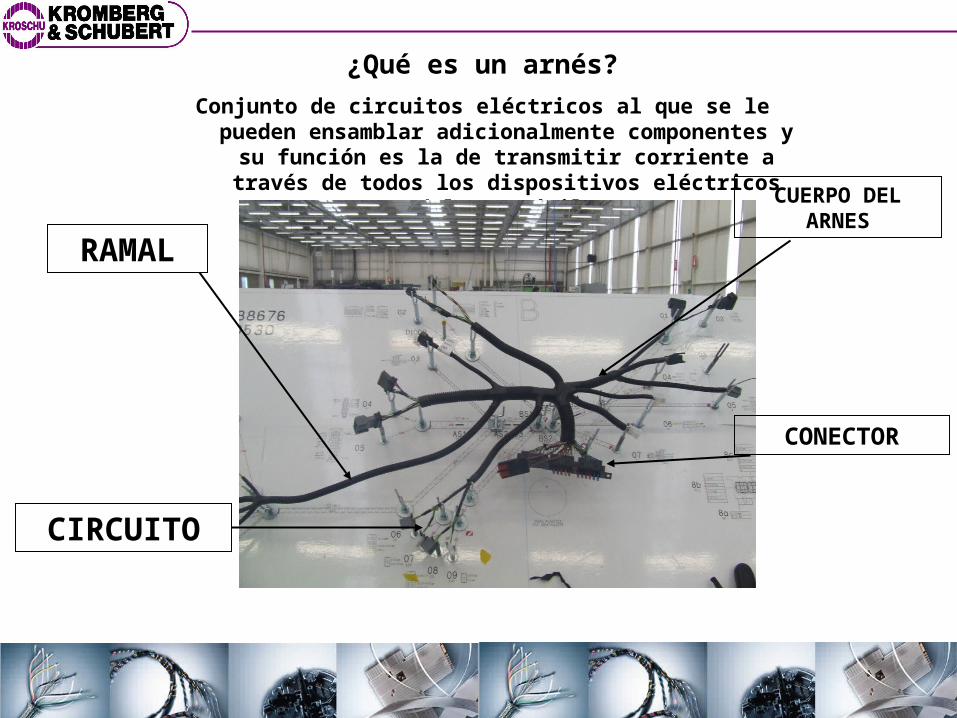
¿Qué es un arnés?
¿Qué es un arnés?
Conjunto de circuitos eléctricos al que se le pueden ensamblar adicionalmente componentes y su
función es la de transmitir corriente a través de todos los dispositivos eléctricos del automóvil.
CUERPO DEL ARNES
CONECTOR
CIRCUITO
RAMAL
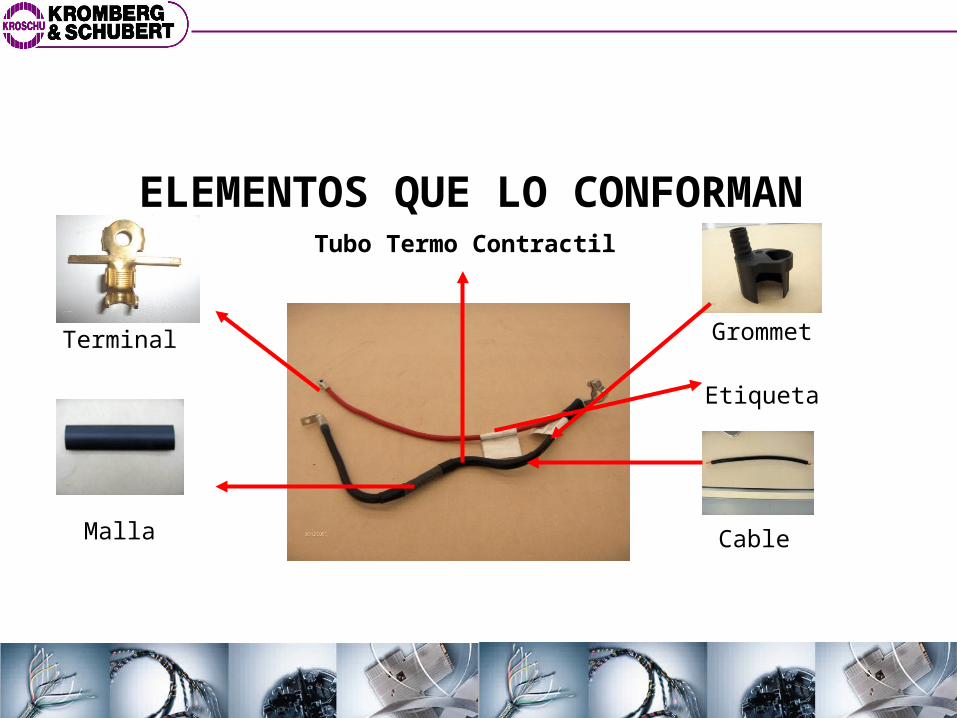
ELEMENTOS QUE LO CONFORMAN
Terminal
Tubo Termo Contractil
Malla
Etiqueta
Grommet
Cable
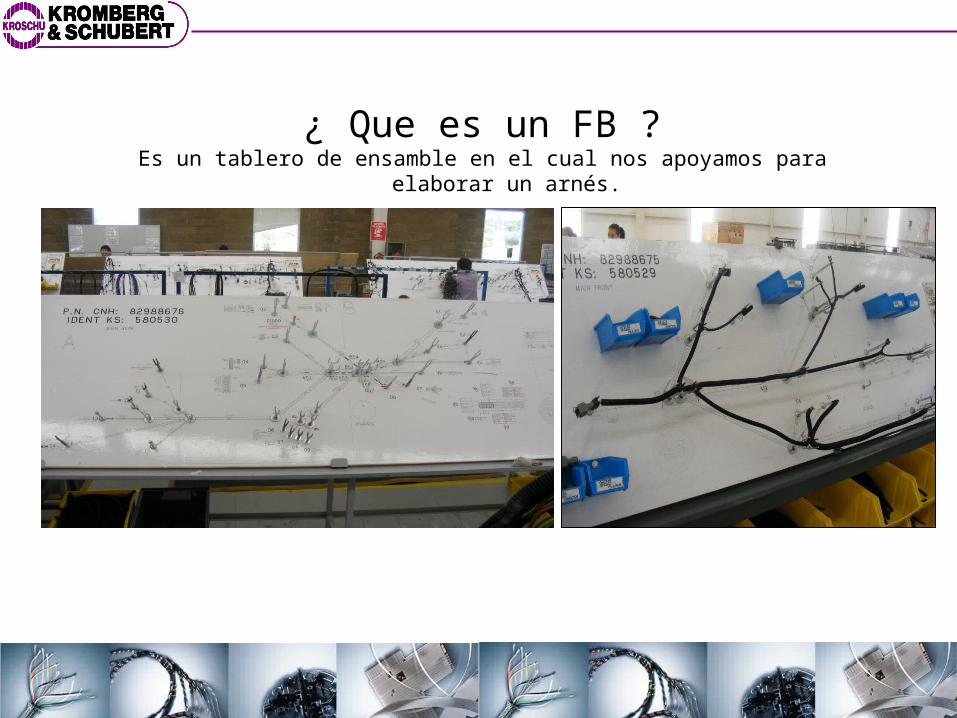
¿ Que es un FB ?Es un tablero de ensamble en el cual nos apoyamos para elaborar un
arnés.
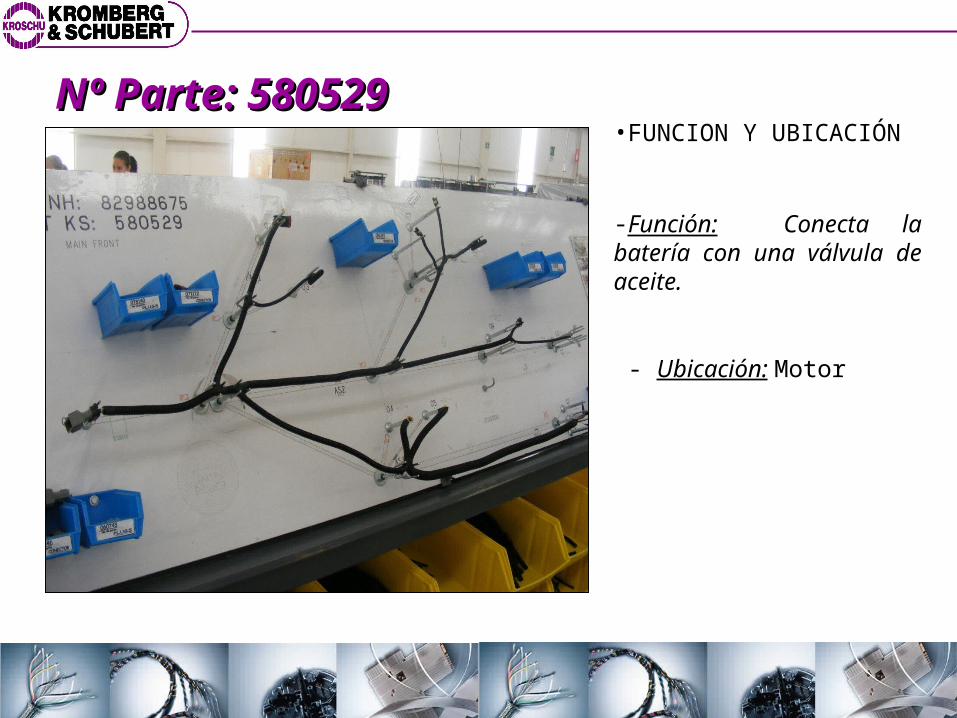
Nº Parte: 580529Nº Parte: 580529•FUNCION Y UBICACIÓN
-Función: Conecta la batería con una válvula de aceite.
- Ubicación: Motor
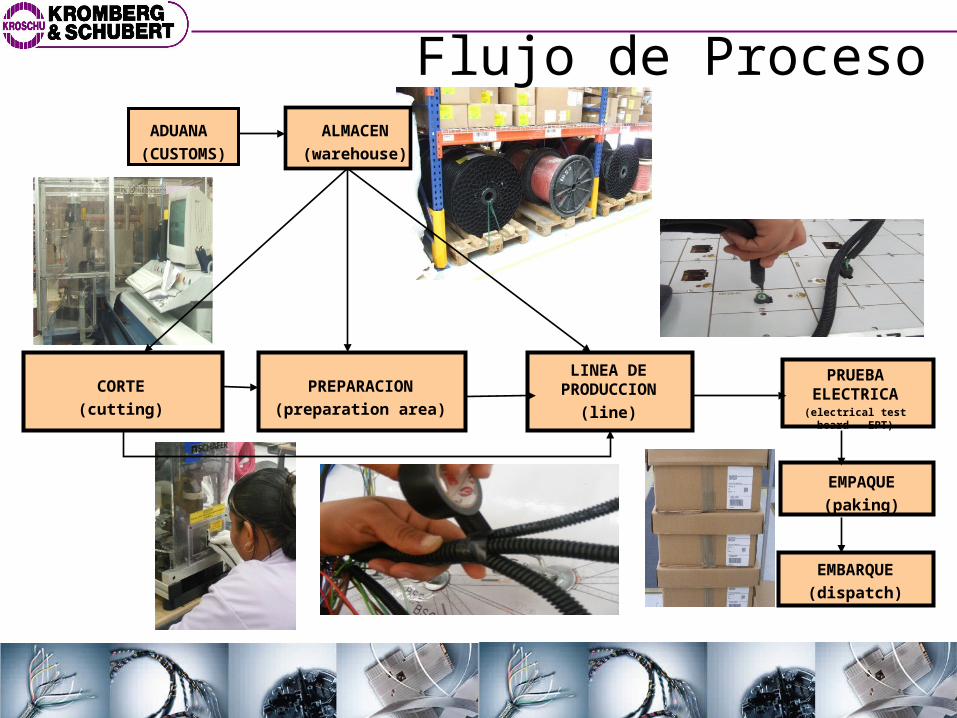
PRUEBA ELECTRICA
(electrical test board - EPT)
Flujo de ProcesoADUANA
(CUSTOMS)ALMACEN
(warehouse)
CORTE(cutting)
PREPARACION(preparation area)
LINEA DE PRODUCCION
(line)
EMPAQUE(paking)
EMBARQUE(dispatch)
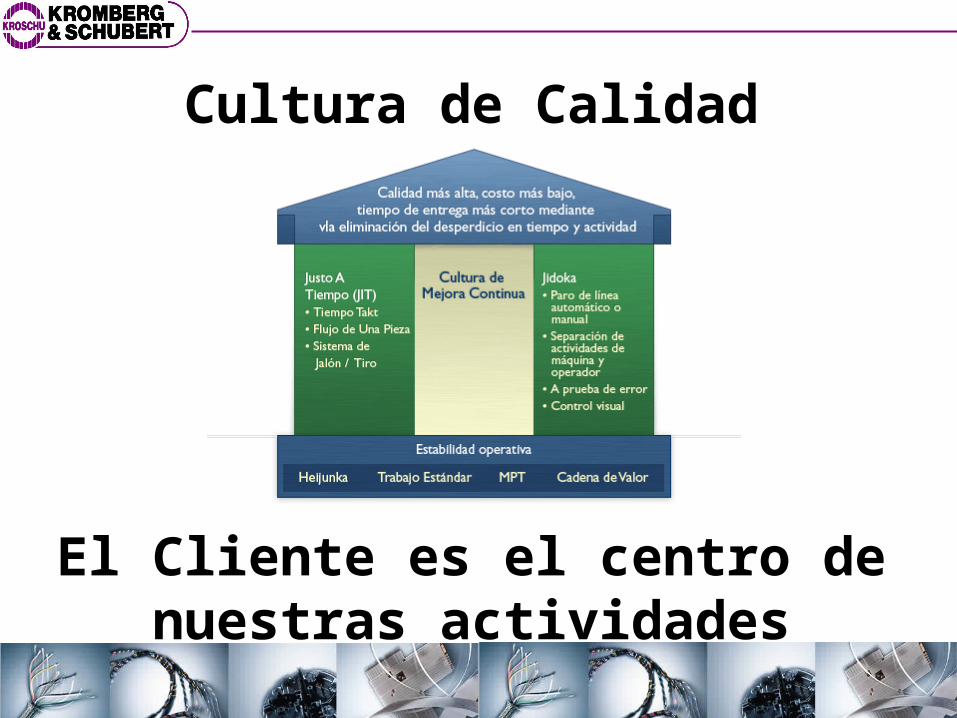
Cultura de Calidad
El Cliente es el centro de nuestras actividades

Calidad es un concepto con muchas definiciones!!
•0 produccion de defectos…
•Hacer las cosas bien la primera vez…
•Desarrollar, Diseñar, manufacturar y mantener un producto que sea economico, el mas util y siempre satisfactorio para el consumidor.
•La Calidad es un estado dinámico asociado a productos, servicios, gente, procesos y medio ambiente que cumple o supera las expectativas.
•La calidad abarca todos los aspectos de una empresa y es realmente una experiencia emocional para el cliente. Los clientes quieren sentirse bien sobre sus compras, sentir que han logrado el mejor valor. Ellos quieren sentir que su dinero fue bien gastado y quieren sentirse orgullosos de asociarse con una empresa que tiene una imagen de alta calidad. En todos los casos la realidad es que: La calidad es responsabilidad de todos los asociados y areas de la compañía.
Y esto se logra mediante.........
Sistemas de Calidad que incorporen la prevención como forma de vida y que, sirvan para anticipar los errores antes de que estos se produzcan.
Un Sistema de Calidad se centra en garantizar que lo que ofrece una organización para cumplir con las especificaciones y compromisos establecidas previamente por la empresa y el cliente.
Un Sistema de Calidad con base en TS 16949:
Esta basado en procesosSe enfoca en los requerimientos del clientePone especial énfasis en Satisfacción del
clienteNos lleva a una mejora continuaMejora las eficiencias operacionales
Nosotros estamos certificados en TS16949!
APQP(Advanced Product Quality Planning)
Definicion:
„Metodo estructurado para definir y ejecutar las acciones necesarias para asegurar que un producto satisfaga al cliente“.
* FASES
• Fase 1: Plantación y Definición- DEFINICION.
• Fase 2: Desarrollo de Concepto- CONCEPTO GROSO MODO.
• Fase 3: Propuesta Desarrollo Producción- CONCEPTO PRECISO.
• Fase 4: Prototipo- PROTOTIPO.
• Fase 5: Piloto- PRESERIE.
• Fase 6: Producción en serie- SERIE.
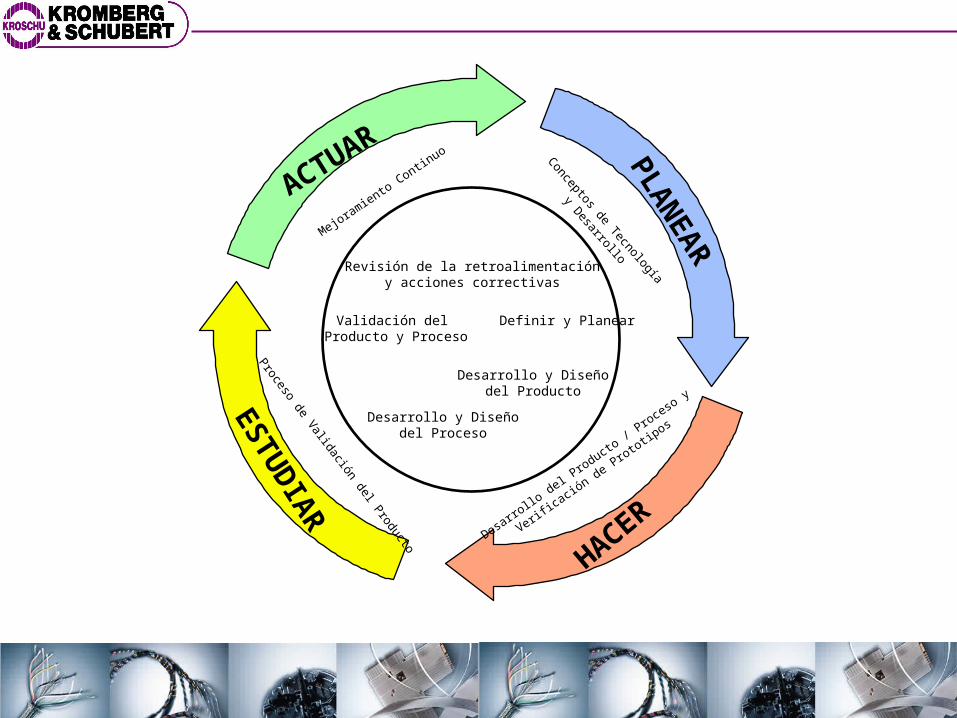
ACTUAR P
LANEA
R
PLANEAR
ESTUDIAR
HACER
Revisión de la retroalimentacióny acciones correctivas
Validación del Producto y Proceso
Definir y Planear
Desarrollo y Diseñodel Proceso
Desarrollo y Diseñodel Producto
Mejoramiento Continuo Conceptos de Tecnología
y Desarrollo
Proceso de Validación del ProductoDesarrollo del Producto / Proceso y
Verificación de Prototipos
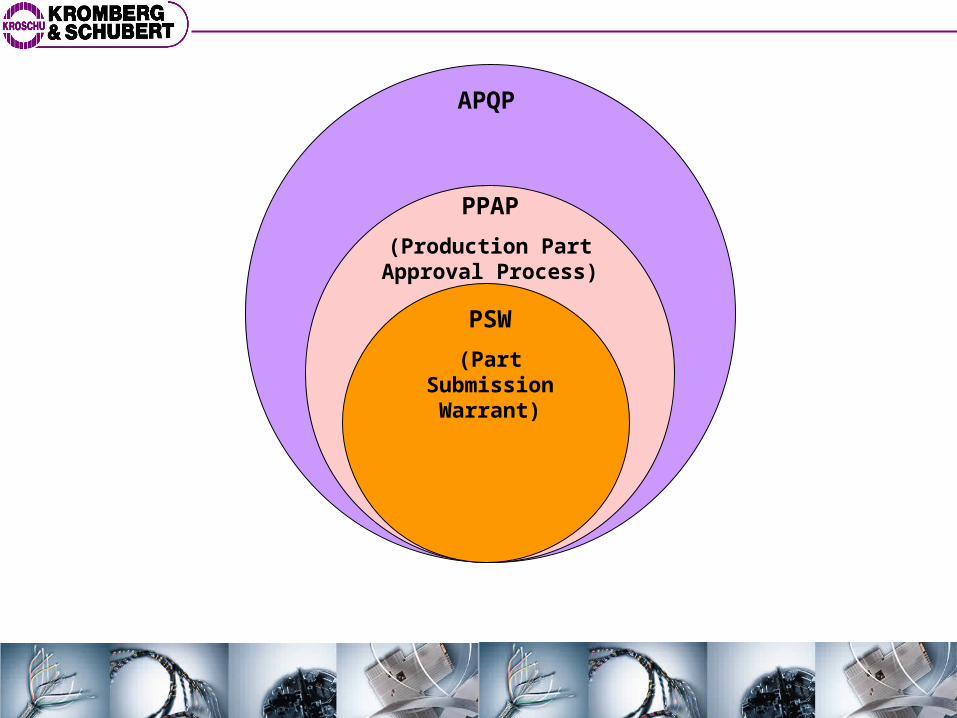
APQP
PPAP
(Production Part Approval Process)
PSW
(Part Submission Warrant)
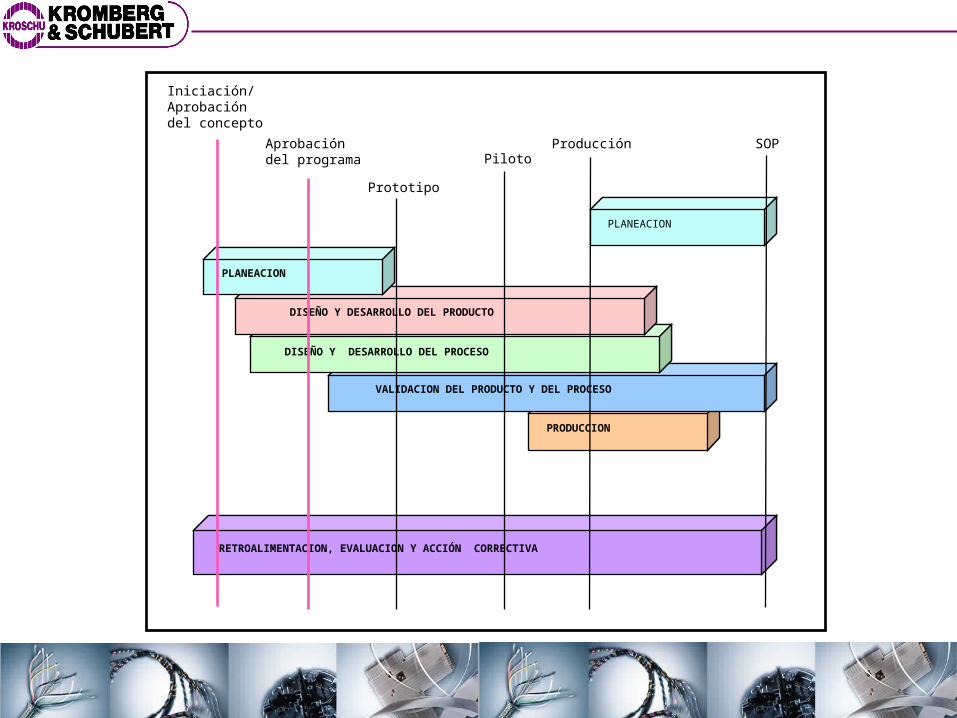
PRODUCCION
PLANEACION
VALIDACION DEL PRODUCTO Y DEL PROCESO
DISEÑO Y DESARROLLO DEL PROCESO
DISEÑO Y DESARROLLO DEL PRODUCTO
PLANEACION
RETROALIMENTACION, EVALUACION Y ACCIÓN CORRECTIVA
Iniciación/Aprobacióndel concepto
Aprobacióndel programa
Prototipo
PilotoProducción SOP
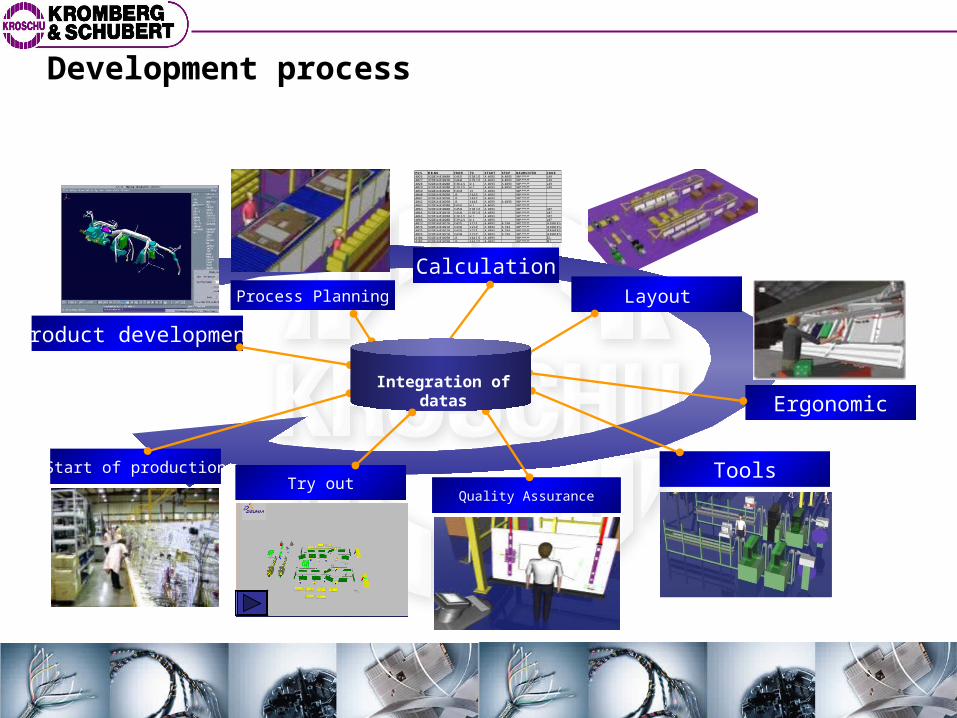
Development process
Start of productionTry out
Quality Assurance
Product development
Process Planning
Calculation Layout
Ergonomic
Tools
Integration of datas
POS MB-NO FROM TO START STOP BAUMUSTER CODE4026 922014 010480 X46/1 E38.1/1 A 4693 A 4893 90*.***-** L494027 922014 010470 X46/4 E39.1/1 A 4693 A 4893 90*.***-** L494028 922014 010200 E38.2/1 W1 A 4693 A 4893 90*.***-** L494029 922014 010200 E39.2/1 W1 A 4693 A 4893 90*.***-** L494039 922014 010290 E43/3 J3 A 4693 90*.***-**4040 922014 010290 J3 S42/1 A 4693 90*.***-**4041 922014 010290 J3 S43/1 A 4693 90*.***-**4042 922014 010290 J3 X44/1 A 4693 A 4893 90*.***-**4043 922014 010200 E43/1 W1 A 4693 90*.***-**4063 922014 010480 X45/3 E38.1/1 A 4893 90*.***-** L074064 922014 010470 X45/4 E39.1/1 A 4893 90*.***-** L074065 922014 010200 E38.2/1 W1 A 4893 90*.***-** L074066 922014 010200 E39.2/1 W1 A 4893 90*.***-** L074073 922014 010210 X43/1 X21/1 A 4893 A 194 90*.***-** (ER0/ER5/ER6/ER7)+E774074 922014 010210 X43/2 X21/2 A 4893 A 194 90*.***-** (ER0/ER5/ER6/ER7)+E774075 922014 010210 X43/3 X22/1 A 4893 A 194 90*.***-** (ER0/ER5/ER6/ER7)+E774076 922014 010210 X43/4 X22/2 A 4893 A 194 90*.***-** (ER0/ER5/ER6/ER7)+E774104 922014 010290 J3 X44.1/1 A 4893 90*.***-** ILL4105 922014 010290 J3 X44.2/1 A 4893 90*.***-** IRL
Herramientas importantes:
-Sistema de calidad (R&R, Control Plan)
-MSA (Measurement System Analysis)
-FMEA (Failure Method Effects Analysis)
-SPC (Statistical Process Control)
-PPAP

1.1 Appoint overall project leader at start appoint overall project at start appoint overall project manager Hand over project to production plant (for large projects) GL manager (for large projects) GL (for large projects) GL (for large projects) GPL
1.2 Appoint project leader pre-development GL Appoint project leader product appoint project leader industrialisation (IE/PR) appoint project leader industrialisation (IE/PR) Hand over project to production plant PL
development GL GL GL
Formulate product idea Concept alternatives Concept selection All specifications available FE Check specification documents FE Checking IE
(Customer, functional spec) FE determineFE (Matrix) FE Analyse requirement for development (or at start all specifications and manufacture available)Create FAW FE at start prepare FAW FEChange management FE
Analyse requirements for product Legal customer requirements development and manufacture(specification) FE checked and incorporated GPL/PL
Status of technology regarded Feasibility GPL/PL at start Feasibility check (functional spec, at start feasibility check (customer spec, 4.1internal departments external projects) by departments VT, external projects) by departments VT, 4.2 external sales/marketing Approval GL Capacity check IE
Approval GL
Create project plan (mile stone planning) GPL/PL Update project plan GPL/PL Update project plan Update project plan Update project plan GPL/PL and finalise
or create at start GPL/PL or at start prepare GPL/PL
Request process chart/contract check confirmed VTVendor pre-selection FE Vendor selection EK Vendor selection EK Audit vendors EK considering preferred vendors Capacity check vendor capacity check vendor Capacity check vendorDetermine quality- and special Q-experience from previous projects FE Specify quality- and special criteria Q- and special criteria updateand approve FE
criteria, coordinate with customer FE or update FE or at start specify Q- and special criteria Optimise and specify test equipment QS and optimise Define process parameters FE Optimise and specify process parameters IE Test equipment adequacy QS
Create production routing plan Production routing plan Production routing plan update/create Production routing plan update QS and update and update
PL-Plan QS test criteria identify with results from QS update/create at start at start QS Manufacture and obtain first samples and EMPB QS test equipment QS Approval customer (validation, field testing) QS
Investment planning PL
Environmental planning QS Check and concretise environmental planning QS Environmental plan prepare or update QS
Legal Customer Regulations and standardsOwn
Create design FMEA with regard to Continue design FMEA FE Design FMEA continue FE Design FMEA update and finish FE FE
Create production concept IE Production concept update or prepare Production concept update or prepare Production concept IE Optimise production processand parameters IE
(Sites, areas, equipment, personnel at start IE at start IE Note PFU-specificationsfrom base data)
Decision - GL Approval GL Approval GL Approval GL Test run and optimisation
Line plan, operating equipment, AA and VA Check ergonomical aspects of equipmentMaintenance planning Production inspectionPrototypes created and verified Document distribution Optimisation
if approved, proceed to Note MFU – and PFU-specifications Product audit Gateway II Product testing Agree on process with customer
Personnel trainingCustomer care (complaints handling) QS
Responsible
Management GL Start process-FMEA IE Process FMEA continue or begin at start Process FMEA continue or begin at start Process FMEA update IE incl.updates, design and process-FMEAProject management PL IE IEQuality QSProduct development FE Logistics LO Logistics LOIndustrial Engineering IE Production PR Concepts for order processing, time frames continueProduction plant KS.. Stock holding, investments, customs clearance continueLogistics LO Packaging continue OptimisationPurchasing EK
Sales VT Logistical manufacturing planning LO update optimiseOverall project man. GPL
IT concept for interfacing IT concretise Test and implementation IT-concept IT update and approval optimise
- to KROKUS (PPS-System)- to customer/vendor- development tools
Project start with product development
Project start with product- and process dvelopment
Project start without product development
Definition Rough concept Detailed concept Prototypes Pre-serial Serial Further development
GW I GW II GW III
GW IV
GW V GW VI GW VII
1
2
3
4
5
6
7
8
9
12
14
13
15
K
V
P
START
1
START 3START
3
3
3
2
1
10
3
2
3
2
3
11
7
2
2
3
3
Q-requirements
Prepared by
Martin Widmaier, VE
Approved
Ballas / Widmaier
Last change
05.07.2004
Edition
06.2004
05.07.2004
2 3
2 3
11
2
2
DispositivosPoka Yoke

Dispositivos de ensamble

Impresión de etiqueta de Arnés
Codigo de barras
Se genera la etiqueta de caja del arnés
Informacion de un arnés que ya paso por los distintos check points
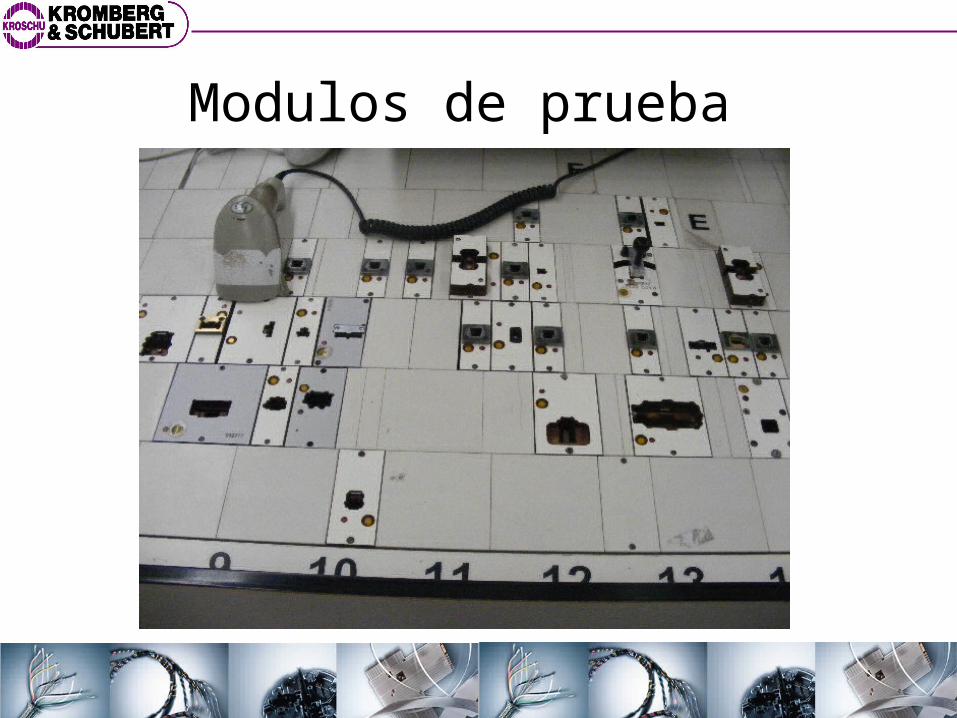
Modulos de prueba
Mejoramiento Continuo
•Establecer un ambiente de trabajo que haga valer y apoye el orgullo, seguridad y calidad en el trabajo
•Eliminar desperdicios
•Establecer una cultura de disciplina y alto desempeño.
•Mantenernos competitivos

•Ayuda a los empleados a adquirir autodisciplina.•Destaca los muchos tipos de desperdicios en el lugar de trabajo. •La eliminación del desperdicio intensifica el proceso de las 5 S. •Señala anormalidades, tales como productos defectuosos y excedentes de inventario. •Permite que se identifique visualmente y, por tanto, que se solucionen los problemas relacionados con escasez de materiales, líneas desbalanceadas, averías en las máquinas y demoras en las entregas. •Hace visibles los problemas de calidad. •Mejora la eficiencia en el trabajo y reduce los costos de operación. •Reduce los accidentes industriales mediante la eliminación de pisos aceitosos y resbalosos, ambientes sucios, ropa inadecuada y operaciones inseguras. Etc.
Mejora la confiabilidad de las operaciones
Talleres de 5S

43
Antes Después
Talleres de 5S

44
Antes Después
Talleres de 5S

Antes Después
Talleres de 5S

Antes Después
Talleres de 5S

Area:
Fecha de Inicio: 30/08/2010 Fecha Fin: 23/09/2010Operacion: Transporte
Retrabajo
Mejora Sugerida: Inventario
Movimiento Seguridad
Indicador Ponderacion
Resultados Esperados: Espacio Disponible para nuevos Proyectos
Cambio de Lay out DVC para ahorrar 200M2 de espacio aprovechando equipo de KSP
Espacio disponible en planta 0 Metros cuadradosHerramienta utilizada para analisis: N/A
REPORTE KAIZENMEJ ORA DE PROCESO
ANTES DESPUES
Sobreproduccion
Scrap
Ensamble de arnes DVC
DVC Enfoque de la Mejora:
Espera
Se utilizan los elevadores de circuitos y se mejora acomodo de circuitos aprovechando para dejar espacio disponible.
Espacio desperdiciado por RACK PAGODAS de circuitos.
X X
XX
X
Talleres de Manufactura Esbelta

Area:
Fecha de Inicio: 18/05/2010 Fecha Fin: 02/06/2010Operacion: Transporte
Retrabajo
Mejora Sugerida: Inventario
Movimiento Seguridad
Indicador Ponderacion
Se elimina insertor de grommet de la posicion 5, la eficiencia de los dias 31/052010-03/06/2010 es de 93.34% . Y la linea de ensamble se encuentra balanceada ver grafica del 561056.
Hay Insertor de grommet en la posicion 5 , la linea se encuentra desbalanceada en la posicion 5 para el numero de parte 561056, la eficiencia del mes de abril fue del 90.3%.
Bosch P150 Enfoque de la Mejora:
Espera
REPORTE KAIZENMEJ ORA DE PROCESO
ANTES DESPUES
Sobreproduccion
Scrap
Ensamble de arnes P150
Eliminar un insertor el cual cuesta $4500 euros, que se puede utilizar para ortros proyectos.
Resultados Esperados: Elimiar insertor de grommet sin reducir la capacidad de piezas por hora en los numeros de parte 561056 y 561057
Eliminar insertor de grommet de la linea de P150 y mejorar el flujo
Productividad y costos de equipo $euros / %productividadHerramienta utilizada para analisis: N/A
0
5
10
15
20
25
30
35
40
1 2 3 4 5 6 7 8
TAKT TIME PROCESO TIEMPO CICLO PLANEADO0
5
10
15
20
25
30
1 2 3 4 5 6 7 8
TAKT TIME PROCESO TIEMPO CICLO PLANEADO
Talleres de Manufactura Esbelta
Capacitaciòn y Entrenamiento
• El valor agregado via conocimiento es la forma de agregar valor a los productos.
•En la industria de alto riesgo, el concepto de calidad total se convierte en el de la fiabilidad. Pero el hombre, falible por naturaleza, aparece como el eslabón más frágil de estos sistemas complejos.
•La gente expande continuamente su aptitud de lograr metas, la aspiración colectiva queda en libertad y aprende a aprender en conjunto.
•Ya no basta una persona que aprenda para toda la organización. El aprendizaje debe ser en todos los niveles.

PROCEDIMIENTO DE CAPACITACION Y CERTIFICACION DE PERSONAL
DIRECTO
La finalidad de este procedimiento es mantener el nivel de conocimiento y habilidad del personaldirecto, así como mantener la calidad del trabajo que realiza en los niveles requeridos por nuestros clientes.
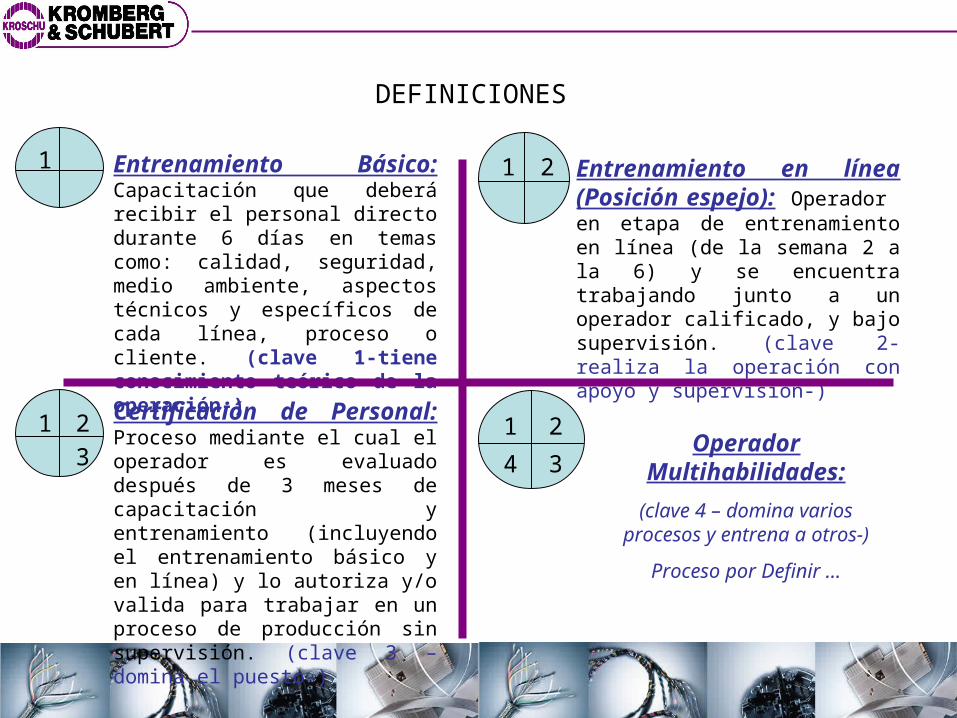
DEFINICIONES
Entrenamiento Básico: Capacitación que deberá recibir el personal directo durante 6 días en temas como: calidad, seguridad, medio ambiente, aspectos técnicos y específicos de cada línea, proceso o cliente. (clave 1-tiene conocimiento teórico de la operación-)
Entrenamiento en línea (Posición espejo): Operador en etapa de entrenamiento en línea (de la semana 2 a la 6) y se encuentra trabajando junto a un operador calificado, y bajo supervisión. (clave 2- realiza la operación con apoyo y supervisión-)
Certificación de Personal: Proceso mediante el cual el operador es evaluado después de 3 meses de capacitación y entrenamiento (incluyendo el entrenamiento básico y en línea) y lo autoriza y/o valida para trabajar en un proceso de producción sin supervisión. (clave 3 – domina el puesto-)
Operador Multihabilidades:
(clave 4 – domina varios procesos y entrena a otros-)
Proceso por Definir …
1 1 2
1 2
31 2
34
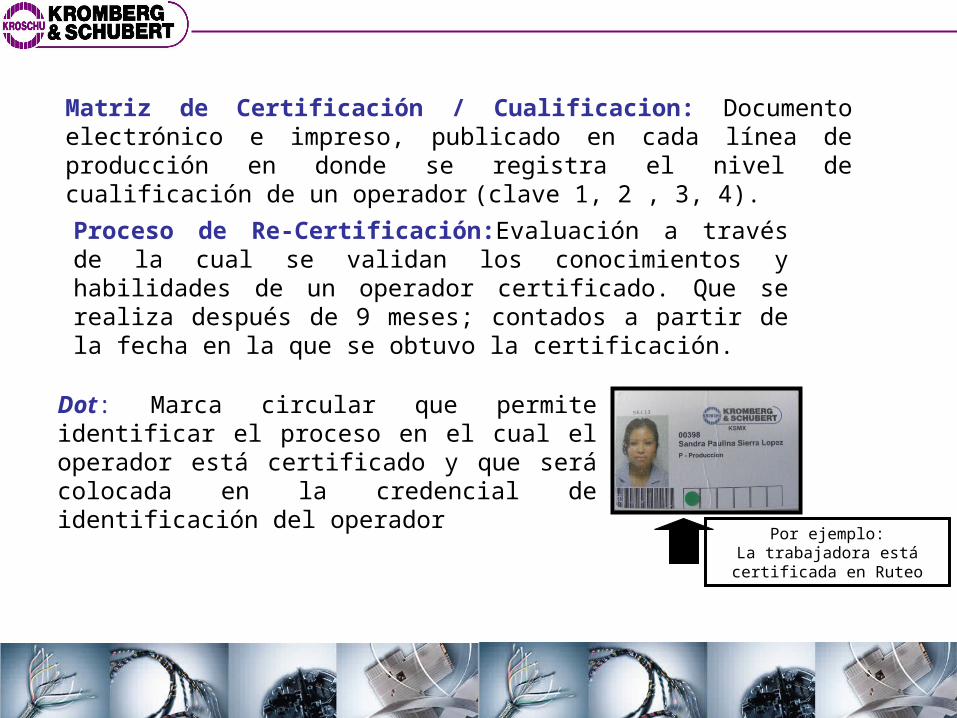
Matriz de Certificación / Cualificacion: Documento electrónico e impreso, publicado en cada línea de producción en donde se registra el nivel de cualificación de un operador (clave 1, 2 , 3, 4).
Proceso de Re-Certificación:Evaluación a través de la cual se validan los conocimientos y habilidades de un operador certificado. Que se realiza después de 9 meses; contados a partir de la fecha en la que se obtuvo la certificación.
Dot: Marca circular que permite identificar el proceso en el cual el operador está certificado y que será colocada en la credencial de identificación del operador
Por ejemplo:La trabajadora está certificada en Ruteo
Entrenamiento Básico (Inducción)

Certificación de Personal

¡¡ Formación para tu crecimiento !!
Cursos de actualización

El idioma es un instrumento de desarrollo y un arma de lucha.
AlemánAlemán
InglésInglés

Gimnasia Laboral
Controles Visuales

ConformeConforme
El corte de los filamentos debe ser recto
El corte del forro debe ser recto
CORTE DE CABLE
•Verificar dimension correcta.
•Corte Correcto.
•Dimension del desforre.
•No filamentos trozados o marcados.
Filamentos cortados
El corte de los filamentos no es recto
El forro no tiene el corte recto
No ConformeNo Conforme
Aspectos Críticos de Calidad
del Proceso

WIRE
That condition is released as well with visual aids
3.-GENERAL REQUIEREMENTS
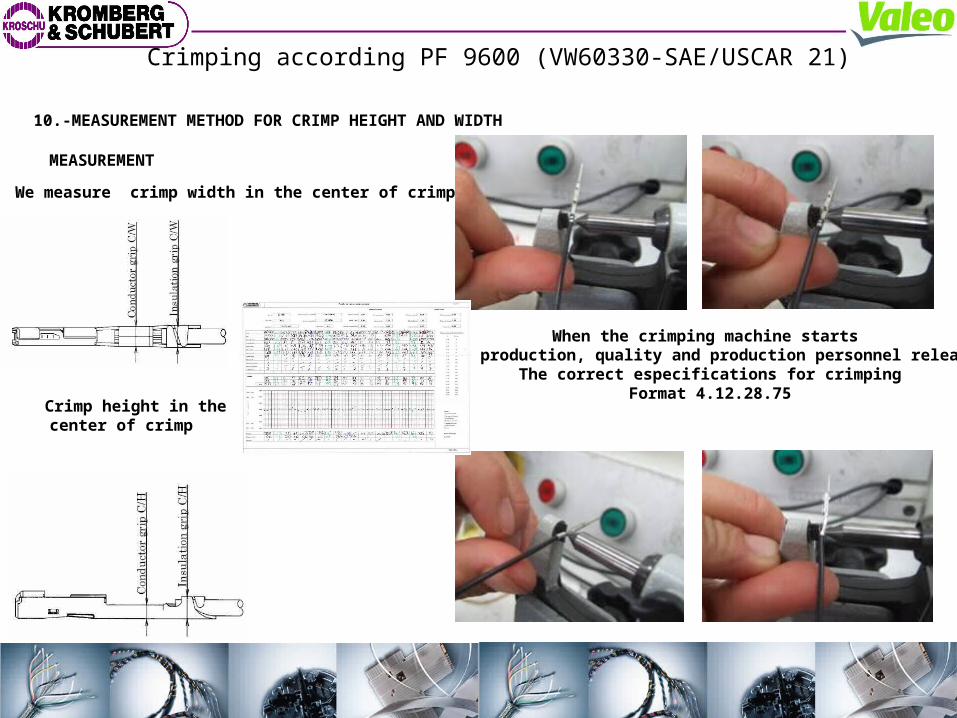
10.-MEASUREMENT METHOD FOR CRIMP HEIGHT AND WIDTH
We measure crimp width in the center of crimp
MEASUREMENT
Crimp height in the center of crimp
When the crimping machine starts The production, quality and production personnel release
The correct especifications for crimpingFormat 4.12.28.75
Crimping according PF 9600 (VW60330-SAE/USCAR 21)
Crimping according PF 9600 (VW60330-SAE/USCAR 21)
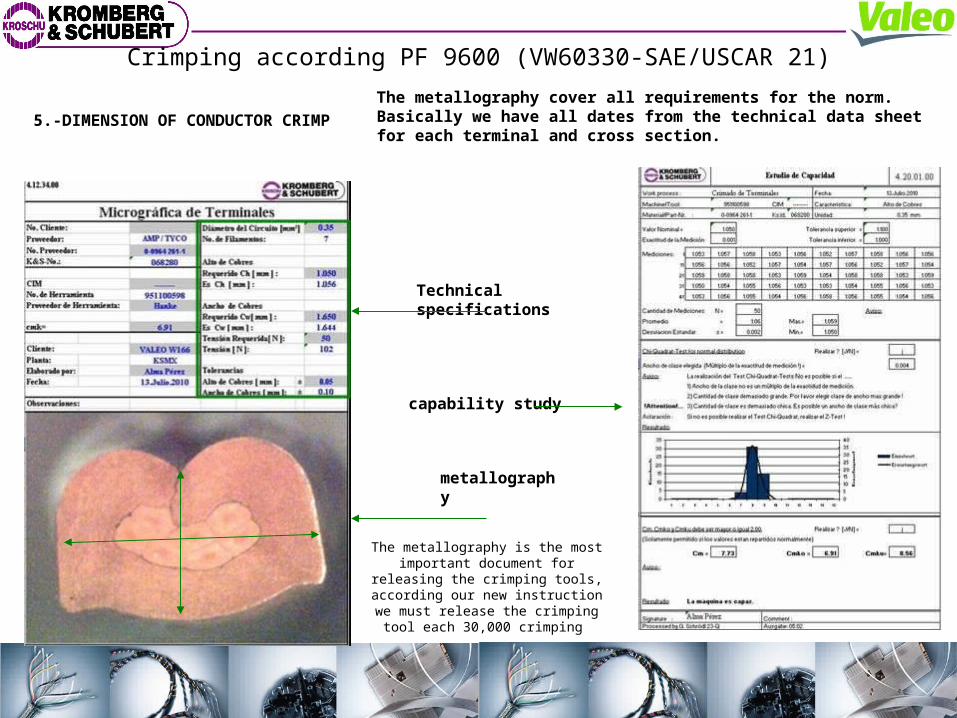
5.-DIMENSION OF CONDUCTOR CRIMP
The metallography cover all requirements for the norm.Basically we have all dates from the technical data sheet for each terminal and cross section.
Technical specifications
metallography
capability study
The metallography is the most important document for releasing the crimping tools,
according our new instruction we must release the crimping tool each 30,000
crimping

Los Mandamientos de Kroschu
Si algo esta defectuoso, si algo no te queda claro, si algo no funciona, si tienes dudas
LLAMA A TU SUPERVISOR O AL LIDER DE EQUIPO Y PREGUNTA !!!
Analisis y soluciòn de Problemas

En KSMX usamos QRQC de Linea. Este QRQC tiene como objetivo principal el no permitir que la línea se desvié del Standard (standard de produccion, standard de calidad, etc).
QRQC (Quick Response Quality Control) Control de Calidad de Respuesta Rapida
Una Cultura de Calidad
Mejora respuesta y eficiencia en la solución de problemas
Lugar Real..
Pieza Real..
Realidad..
En el momento en el que se detecta un problema en Linea, se convoca el equipo de , (Calidad, produccion, ingenieria, operadores, las areas necesarias) Normalmente el tiempo estimado para cerrar un problema de QRQC es de 24 horas.
Si el problema es mas complejo y necesita tiempo extra o un analisis extra, entonces este problema se escala a FBT.
QRQC
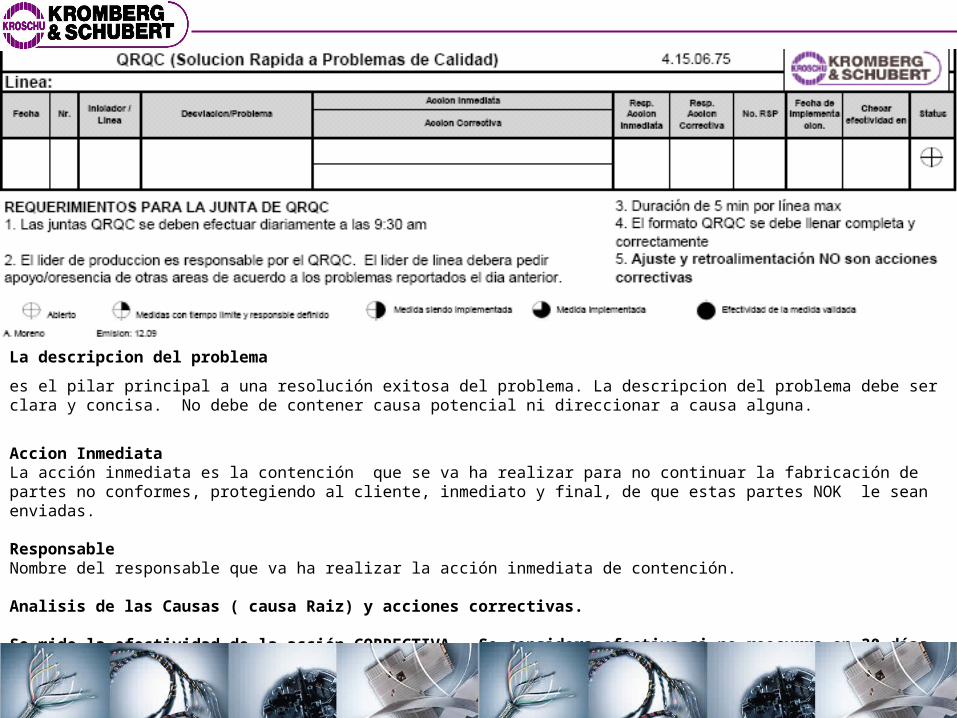
La descripcion del problema
es el pilar principal a una resolución exitosa del problema. La descripcion del problema debe ser clara y concisa. No debe de contener causa potencial ni direccionar a causa alguna.
Accion InmediataLa acción inmediata es la contención que se va ha realizar para no continuar la fabricación de partes no conformes, protegiendo al cliente, inmediato y final, de que estas partes NOK le sean enviadas.
ResponsableNombre del responsable que va ha realizar la acción inmediata de contención.
Analisis de las Causas ( causa Raiz) y acciones correctivas.
Se mide la efectividad de la acción CORRECTIVA. Se considera efectiva si no reocurre en 30 días.

Elaboro: Mirtna AlmaguerElaboro: Mirtna Almaguer
QRQCEL PUNTO MAS IMPORTANTE PARA LLEVAR A CABO EL BUEN MANEJO DE ESTA HERRAMIENTA ES EL TRABAJO EN EQUIPO Y SABER QUE TODAS LAS PERSONASQUE LABORAMOS EN KROMBERG AND SCHUBERT MEXICO SOMOS RESPONSABLESDE LA CALIDAD DE NUESTRO TRABAJO ASI COMO DE NUESTRO PRODUCTO

Podemos concluir
que en este llamado
"Milenio de la Mente",
la única manera de ser competitivos
y mantener un balance en nuestras
vidas es no trabajar más,
sino trabajar mejor….!
Podemos concluir
que en este llamado
"Milenio de la Mente",
la única manera de ser competitivos
y mantener un balance en nuestras
vidas es no trabajar más,
sino trabajar mejor….!
Tenemos Filosofías de todas las corrientes utilizando en KROMBERG ya que como se pudo apreciar son herramientas aplicables a todo giro y de éxito si se siguen con disciplina y compromiso.
Veremos un poco mas de la relación con los Filósofos de la historia.
•MANUFACTURA ESBELTA
Edward Deming
•JUSTO A TIEMPO
Taiichi Ohno
•CONTROLES ESTADISTICOS
Kaoru Ishikawa y Eduward Deming
•TRABAJO EN EQUIPO
William Ouchi
•ENFOQUE EN EL CLIENTE
Philip Crosby
•RR, MSA,FMEA,SPC,PPAP
Shingeo Shingo
Espero que con esta presentación los halla convencido del beneficio que trae
el uso de esta Filosofías. Que si ven esta presentación con ojos de
inversionistas potenciales los halla convencido de invertir con nosotros…
¨KROMBERG Y SCHUBERT¨
Gracias por su tiempo!
Susana Espino Ríos
AL 10507588