-
8/6/2019 SCM@NPC
1/25
1
1. 0 Introduction to Supply Chain Management:
A supply chain is a network of facilities and distribution
options that performs the functions of
procurement of materials, transformation of these materials into
intermediate and finished products,
and the distribution of these finished products to customers.
Supply chains exist in both service and
manufacturing organizations, although the complexity of the
chain may vary greatly from industry to
industry and firm to firm.
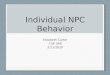
Below is an example of a very simple supply chain for a single
product, where raw material is
procured from vendors, transformed into finished goods in a
single step, and then transported to
distribution canters, and ultimately, customers. Realistic
supply chains have multiple end products
with shared components, facilities and capacities. The flow of
materials is not always along an
arbores cent network, various modes of transportation may be
considered, and the bill of materials
for the end items may be both deep and large.
Traditionally, marketing, distribution, planning, manufacturing,
and the purchasing organizations
along the supply chain operated independently. These
organizations have their own objectives and
these are often conflicting. Marketing's objective of high
customer service and maximum sales
dollars conflict with manufacturing and distribution goals. Many
manufacturing operations are
designed to maximize throughput and lower costs with little
consideration for the impact on
inventory levels and distribution capabilities. Purchasing
contracts are often negotiated with very
little information beyond historical buying patterns. The result
of these factors is that there is not a
single, integrated plan for the organization---there were as
many plans as businesses. Clearly, there is
a need for a mechanism through which these different functions
can be integrated together. Supply
chain management is a strategy through which such integration
can be achieved.
Supply chain management is typically viewed to lie between fully
vertically integrated firms, where
the entire material flow is owned by a single firm and those
where each channel member operates
independently. Therefore coordination between the various
players in the chain is key in its effective
management. Cooper and Ellram [1993] compare supply chain
management to a well-balanced and
well-practiced relay team. Such a team is more competitive when
each player knows how to be
-
8/6/2019 SCM@NPC
2/25
2
positioned for the hand-off. The relationships are the strongest
between players who directly pass the
baton, but the entire team needs to make a coordinated effort to
win the race.
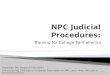
1.1 Elements of the Supply Chain:
A simple supply chain is made up of several elements that are
linked by the movement of products
along it. The supply chain starts and ends with the
customer.
Customer: The customer starts the chain of events when they
decide to purchase a product that hasbeen offered for sale by a
company. The customer contacts the sales department of the
company,
which enters the sales order for a specific quantity to be
delivered on a specific date. If the product
has to be manufactured, the sales order will include a
requirement that needs to be fulfilled by the
production facility.
Planning: The requirement triggered by the customers sales order
will be combined with otherorders. The planning department will
create a production plan to produce the products to fulfil
thecustomers orders. To manufacture the products the company will
then have to purchase the raw
materials needed.
Purchasing: The purchasing department receives a list of raw
materials and services required by theproduction department to
complete the customers orders. The purchasing department sends
purchase
orders to selected suppliers to deliver the necessary raw
materials to the manufacturing site on the
required date
Inventory: The raw materials are received from the suppliers,
checked for quality and accuracy andmoved into the warehouse. The
supplier will then send an invoice to the company for the items
they
delivered. The raw materials are stored until they are required
by the production department.
Production: Based on a production plan, the raw materials are
moved inventory to the productionarea. The finished products
ordered by the customer are manufactured using the raw
materials
purchased from suppliers. After the items have been completed
and tested, they are stored back in the
warehouse prior to delivery to the customer.
Transportation: When the finished product arrives in the
warehouse, the shipping departmentdetermines the most efficient
method to ship the products so that they are delivered on or before
the
date specified by the customer. When the goods are received by
the customer, the company will send
an invoice for the delivered products.
-
8/6/2019 SCM@NPC
3/25
3
TOYOTA COMPANYPROFILE
2.0 Introduction:
Ever since the company was founded in 1937, The TOYOTA MOTOR
CORPORATION and their
subsidiaries (TOYOTA), have continuously strived to contribute
to the sustainable
development of society and the earth through the manufacturing
and provision of high-quality andinnovative products and services.
Through these continuous efforts, they have established a
corporate
philosophy that has been passed down from generation to
generation throughout the company and
which has come to be known as the Guiding Principles at Toyota
(originally issued in 1992, revised
in 1997; the Guiding Principles. they have also put TOYOTAs
values and methods in written form,
in the Toyota Way (issued in 2001). Such values and methods must
be shared globally among us to
realize the Guiding Principles and they are seeking to pass
these on to future generations.
Through these efforts and by Passing down corporate philosophy
and values and methods, they are
steadfastly striving to realize the creation of a prosperous
society by making things.
TOYOTA has long-demonstrated its dedication to contributing to
sustainable development. As
their business operations have become increasingly global, they
need to reconfirm their corporate
philosophy and have issued an explanatory paper in January 2005
entitled Contribution towards
Sustainable Development. This paper interprets the Guiding
Principles from the stand point of
how TOYOTA can work toward sustainable development in its
interactions with its stakeholders.
They believe that by implementing the Guiding Principles in
operation, TOYOTA will successfully
fulfill its expected contribution towards sustainable
development. Therefore, as stated in the Guiding
Principles and explanatory paper, we must comply with local,
national and international laws and
regulations, including the spirit thereof, and act with
humility, honesty and integrity. Compared to
when the Code of Conduct for Toyota Employees was first issued
in 1998, TOYOTAs presence
in society has greatly increased and also new laws and
regulations have been established, such
as for the protection of personal data. With this background in
mind, we have revised the existing
code of conduct and created the Toyota Code of Conduct in order
to communicate the fundamental
approach necessary to inspire continued confidence in TOYOTA, to
respect and comply with the
laws, and to maintain our honesty and integrity. I would
particularly like to ask each one of you, as a
person working for TOYOTA, to be aware that you are an essential
contributor to the success of
TOYOTA. In this era of global competition, borderless trade, and
diversification, TOYOTA wishes to
conduct business in an open and fair way. TOYOTA aims to become
the most valued, respected
and trusted company in the world by its customers and society.
Accomplishing this
goal requires that each one of us is aware of TOYOTAs respected
reputation and
standing in the community, the gratitude their owe to customers
and society, and the necessary respect
-
8/6/2019 SCM@NPC
4/25
4
of laws and regulations. Therefore, they must each act in a
steadfast, sure-footed, and thorough way,
and in accordance with common sense and good judgment. I expect
and ask you to carefully read this
Toyota Code of Conduct and to implement the spirit within March,
2006.
After the Second World War, the distribution of World economic
power was totally rearranged.
Before the war, Europe and the USA ruled the world market. The
management of Western
companies was based on the "Scientific Management" by Frederick
Winslow Taylor (1856-1915)
and on "Modern Sociology" by Max Weber (1864-1920). This
intellectual basis
characterizes the begin of industrialization, led to mass
production and to tremendous
productivity increases. Yet after the war, new players appeared
on the playground, whose work was
based on a philosophy, on methods and rules unknown before.
Whilst Western managers turned to
short-term thinking to satisfy shareholders and to endless
restructuring, the new actors concentrated
on continual improvement in the quality of products, uniformity
of processes and qualification of
employees. Toyota is one of these new players, which despite the
fierce competition due
to excess production capacity in the automobile industry of
around 25 %outperforms Western
competition in every aspect, in technological innovation, in
customer satisfaction, in continuous
growth and in profit. In 2004 Toyota passed Ford to become he
second largest automobile
producer. Before long, Toyota will overtake General Motors
becoming the biggest car
company in the world probably having no less than 15% of the
world market. Toyota will prevail.
Most others will have the choice between shrinking or sinking.
This paper tries to shed light on the
root causes of the Toyota Phenomenon, which for some reason
oranother Western companies find so
hard to understand and much less on how to apply, despite their
struggle for its survival.
2.1 COMPANYS MISSION STATEMENT:
To be the most respected and successful enterprise, delighting
customers with a wide range of
products and solutions in the automobile industry with the best
people and the best technology.
In a nutshell the companys objective is to have:Action
Commitment Teamwork for becoming #1 in
the world.
2.2 Guiding Principles at Toyota:
Honour the language and spirit of the law of every nation and
undertake open and faircorporate activities to be a good corporate
citizen of the world.
Respect the culture and customs of every nation and contribute
to economic and socialdevelopment through corporate activities in
the communities.
-
8/6/2019 SCM@NPC
5/25
5
Dedicate ourselves to providing clean and safe products and to
enhancing the quality of lifeeverywhere through all our
activities.
Create and develop advanced technologies and provide outstanding
products and servicesthatfulfil the needs of customers
worldwide.
Foster a corporate culture that enhances individual creativity
and teamwork value, whileHonouring mutual trust and respect between
labour and management.
Honouring mutual trust and respect between labour and
management. Pursue growth in harmony with the global community
through innovative management. The Toyota Way includes a set of
tools that are designed to support people continuously
improving and continuously developing. For example, one-piece
flow is a very
demanding process that quickly surfaces problems that demand
fast solutions, or else
production will stop. This suits Toyotas employee development
goals perfectly because it
gives people the sense of urgency needed to confront business
problems. The view of
management at Toyota is that they build people, not just
cars.
2.3Toyota Production System (TPS):
First, of course, it taught the modern car industry how to make
cars properly. Few had heard of the
Toyota Production System (TPS) until three academics in the car
industry study programme run by
Massachusetts Institute of Technology (MIT) wrote a book in 1991
called The Machine that
Changed the World. It described the principles and practices
behind the just-in-time
manufacturing system developed at Toyota by Taiichi Ohno. He in
turn had drawn inspiration from
W. Edwards Deming, an influential statistician and
quality-control expert who had played a big part
in developing the rapid-manufacturing processes used by America
during the Second World War. At
the core of TPS is elimination of waste and absolute
concentration on consistent high quality by a
process of continuous improvement (kaizen). The catchy just-in
time aspect of bringing parts
together just as they are needed on the line is only the
clearest manifestation of the relentless drive to
eliminate mud waste) from the manufacturing process. The world's
motor Industry, and many other
branches of manufacturing, rushed to embrace and adopt the
principles of TPS. Toyotas successstarts with its brilliant
production engineering, which puts quality control in the hands of
the line
workers who have the power to stop the line or summon help the
moment something goes wrong.
Walk into a Toyota factory in Japan or America, Derby in Britain
or Valentines in France and you
will see the same visual displays telling you everything that is
going on. You will also hear the same
jingles at the various work stations telling you a model is
being changed, an operation have been
completed or a brief halt called. Everything is minutely
synchronized; the work goes at the same
-
8/6/2019 SCM@NPC
6/25
-
8/6/2019 SCM@NPC
7/25
7
-
8/6/2019 SCM@NPC
8/25
-
8/6/2019 SCM@NPC
9/25
9
3.0 JUST INTIME:
Just in time is a strategy for inventory management in which raw
materials and components are
delivered from the vendor or supplier immediately before they
are needed in the manufacturing
process. The just in time technique is used to increase
efficiency and decrease waste
by receiving goods only as they are needed in the production
process, thereby reducing inventory
costs. For this method to be successful proper demand
forecasting of the producer is necessary
3.1 Introduction
Just in Time (JIT) is a production and inventory control system
in which materials are purchased and
units are produced only as needed to meet actual customer
demand.
When Companies use Just in Time (JIT) manufacturing and
inventory control system, they purchase
materials and produce units only as needed to meet actual
customers demand. In just in time
manufacturing system inventories are reduced to the minimum and
in some cases is zero. JIT
approach can be used in both manufacturing and merchandising
companies. It has the most profound
effects, however, on the operations of manufacturing companies
which maintain three class of
inventories-raw material, Work in process, and finished
goods.
Traditionally, manufacturing companies have maintained large
amounts of all three types of
inventories to act as buffers so that operations can proceed
smoothly even if there are unanticipated
disruptions. Raw materials inventories provide insurance in case
suppliers are late with
deliveries. Work in process inventories are maintained in case a
work station is unable to operate due
to a breakdown or other reason. Finished goods inventories are
maintained to accommodate
unanticipated fluctuations in demand. While these inventories
provide buffers against unforeseen
events, they have a cost. In addition to the money tied up in
the inventories, expert argue that the
presence of inventories encourages inefficient and sloppy work,
results in too many defects, and
dramatically increase the amount of time required to complete a
product.
3.2 Just-In-Time Concept:
Under ideal conditions a company operating at JIT manufacturing
system would purchase only
enough materials each day to meet that days needs. Moreover, the
company would have no goods
still in process at the end of the day, and all goods completed
during the day would have been
shipped immediately to customers. As this sequence suggests,
"just-in-time" means that raw
materials are received just in time to go into production,
manufacturing parts are completed just in
-
8/6/2019 SCM@NPC
10/25
10
time to be assembled into products, and products are completed
just in time to be shipped
to customers.
Although few companies have been able to reach this ideal, many
companies have been able to
reduce inventories only to a fraction of their previous level.
The result has been a substantial
reduction in ordering and warehousing costs, and much more
efficient and effective operations. In a
just in time environment, the flow of goods is controlled by a
pull approach. The pullapproach can
be explained as follows. At the final assembly stage a signal is
sent to the preceding work station as
to the exact amount of parts and materials that would be needed
over the next few hours to assemble
products to fill customer orders, and only that amount of
materials and parts is provided. The same
signal is sent back to each preceding workstation so a smooth
flow of parts and materials is
maintained with no appreciable inventory buildup at any point.
Thus all workstations respond to the
pull exerted by the final assembly stage, which in turn respond
to customer orders. As one worker
explained, "Under just in time system you don't produce
anything, anywhere, for anybody unlessthey ask for it somewhere
downstream. Inventories are evil that we are taught to avoid".
The pull approach described above can be contrasted to the push
approach used in conventional
manufacturing system. In conventional system, when a workstation
completes its work, the partially
completed goods are pushed forward to the next work station
regardless of whether that workstation
is ready to receive them. The result is an unintentional
stockpiling of partially completed goods that
may not be completed for days or even weeks. This ties up funds
and also results in operating
inefficiencies. For one thing, it becomes very difficult to keep
track of where every thing is when so
much is scattered all over the factory floor.
Another characteristics ofconventional manufacturing system is
emphasizes on "keeping every one
busy" as an end on itself. This inevitably leads to excess
inventories particularly work in
process inventories. In Just in time manufacturing, the
traditional emphasize of keeping everyone
busy is abandoned in favor of producing only what customers
actually want. Even if that means some
workers are idle.
3.3Advantages ofJust in Time Manufacturing System:
The main benefits of just in time manufacturing system are the
following:
Funds that were tied up in inventories can be used elsewhere.
Areas previously used, to store inventories can be used for other
more productive uses. Throughput time is reduced, resulting in
greater potential output and quicker response to customers.
-
8/6/2019 SCM@NPC
11/25
11
Defect rates are reduced, resulting in less waste and greater
customer satisfaction. Reduced levels of in-process inventories,
purchased goods, and finished goods. Reduced space requirements.
Increased product quality and reduced scrap and rework. Reduced
manufacturing lead times. Greater flexibility in changing the
production mix. Smoother production flow with fewer disruptions.
Worker participation in problem solving. Pressure to build good
relationships with vendors. Increased productivity levels and
utilization of equipment Reduction in the need for certain indirect
labour.
As a result of advantages such as those cited above, more
companies are embracing just in time
manufacturing system each year. Most companies find, however,
that simply reducing inventories isnot enough. To remain
competitive in an ever changing and ever competitive business
environment,
must strive for continuous improvement.
3.4Disadvantages ofJust in Time Manufacturing System:
Implementing thorough JIT procedures can involve a major
overhaul of your business systems - it
may be difficult and expensive to introduce. JIT manufacturing
also opens businesses to a number
of risks, notably those associated with your supply chain. With
no stocks to fall back on, a minor
disruption in supplies to your business from just one supplier
could force production to cease at very
short notice.
Culture Differences The organizational cultures vary from firm
to firm. There are some culturesthat tie to JIT success but it is
difficult for an organization to change its cultures within a short
time.
Loss of individual autonomy. This is mainly due to the shorter
cycle time which adds pressures andstress on the workers.
Loss of team autonomy. This is the result of decreasing buffer
inventories which lead to a lowerflexibility of the workers to
solve problem individually
Loss of method autonomy. It means the workers must act some way
when problems occur, this doesnot allow them to have their own
method to solve a problem.
Employee skill JIT requires workers to be multi-skilled and
flexible to change. Resistance to change JIT involves a change
throughout the whole organization, but human nature
resists to changes. The most common resistances are emotional
resistance and rational resistance.
Emotional resistance are those psychological feeling which
hinder performance such as anxiety.
-
8/6/2019 SCM@NPC
12/25
12
Rational resistance is the deficient of the needed information
for the workers to perform the job well.
JIT success is varied from industry to industry. Some industries
are benefit more from JIT whileothers do no
3.5 List of Companies that use just in time (JIT):
Toyota Motor Company General Motors Ford Motor Company
Manufacturing Magic Hawthorne Management Consulting Strategy
Manufacturing Inc.
3.6 Principles of jit
JIT Elimination of Waste:
The core principle objective of Just in Time (JIT) is to improve
process efficiency by eliminating
waste. Toyota's Fuji Cho defines waste as "anything other than
the minimum amount of equipment,materials, parts, and workers,
which are absolutely essential to production"
The seven common types of waste identified by JIT include:
Processing waste. Waste due to idling time of machinery. Waste
due to product defects. Waste of motion or faulty working
techniques. Waste related to transportation. Waste from
overproduction. Inventory waste.
-
8/6/2019 SCM@NPC
13/25
13
JIT elimination of waste deploys tools such as total quality
management, continuous quality
improvement, focused factory, reducing setup times, flexible
resources, group technology layout, and
pull production system to eliminate waste.
a) Quality at the Source (Jidoka):Jidoka or ensuring quality at
the source ranks amongst the major JIT principles. This principle
entails
identification and correction of problems at the manufacturing
stage itself, as soon as it occurs.JIT
provides for Jidoka through automation that caters to the
automatic working of the assembly line and
complete shut down upon detection of error. The production line
resumes only after rectification of
the error.Jidoka makes inspection and quality control a part of
the production process rather than a
separate activity, and places the responsibility for quality on
everyone in the company rather than the
quality team alone.
b) Simplification:The third of the major JIT principles is
simplification or using minimum resources to attain process
efficiency. The JIT principle holds that excess of any kind
masks problems such as low quality raw
materials, unreliable vendors, defects in machinery, and the
like. Removing the excess makes
problems apparent. JIT systems strive to attain zero work in
process inventory buffers and zero
ending finished goods inventory to ensure smooth process flow,
elimination of storage space, and
cost savings. JIT promotes a demand driven pull system where the
process starts when the
customer places an order that triggers the production, which in
turn triggers a call for resources. Eachstage in the production
process manufactures only what is required for the next stage.
Kanbans or
instructions, usually by cards, provide each worker with
specific instructions on what to do and what
to use.
c) Cellular Manufacturing System:Group technology or Cellular
manufacturing is another major JIT principle. The Cellular
manufacturing system advocates that segmented and product
focused manufacturing is much simpler
than a linear process oriented manufacturing. JIT institutes
strategic capacity management techniques
such as multiple small machines instead of a large bulky machine
that requires constant production
for profitability and others towards this end.
d) Respect for People:Among the major JIT principles is respect
for people at all levels, be it employees, customers,
suppliers or management. Success of JIT depends on
identification of what the customer needs and
fulfilling the request in the best possible manner.
-
8/6/2019 SCM@NPC
14/25
14
Success of JIT depends on
clear and effective communication among all the stakeholders
employees empowered to make decisions and cross-trained to handle
many machinery to ensure
smooth flow of the product
suppliers understanding and fulfilling demand for specific
components at the right time The management that respects people
and works towards such people related critical success factors
succeeds in reaping the benefits of JIT.
3.7 Reasons for using JIT
a) JIT Improves Organizational EfficiencyJIT improves
organizational efficiency in five major ways:
The Just in Time method entails sourcing the required raw
material or item for processing ondemand, and scheduling the work
based on order or demand for the product. This synchronization
of
supply with production, and production with demand improves the
flow of goods and reduces theneed for storage facilities.
JITs focus on eliminating waste from the production process lead
to redesign of the workspace toensure a smooth flow of goods or
processes, eliminating redundant tasks and minimizing
transportation of the product across the workspace.
The traditional manufacturing process call for batch
manufacturing or manufacturing of aparticular component or model in
a lot before moving on to another batch or lot. JIT makes it
possible to manufacture even single pieces or components without
any delays.
JITs system of Kanbans or specific instructions for each worker
eliminates all scope for mistakes inthe work floor.
The relentless effort to eliminate waste and achieve
zero-defects improves productivity, cuts downmanufacturing time,
and improves product quality
b)JITReduce CostsAmong the major benefits of JIT system is the
elimination of raw material, inventory and product
storage costs.
The traditional notion is to consider raw materials or inventory
of finished goods as an asset. The JITmethod turns this concept
upside down and considers stock as waste or dead investment
incurring
opportunity costs.
The JIT system sources raw materials close to the manufacturing
time, and ships out the product tothe customer immediately without
storage, leading to substantial savings resultant from not
storing
raw materials or stocking up finished goods. Deploying funds
tied up in raw materials and
inventories to generate additional revenue do wonders to the
finances of the organization.
-
8/6/2019 SCM@NPC
15/25
15
JITs thrust on elimination of waste from the production process
and improving product qualityreduces damaged goods and saves on
Human Resources costs considerably.
c) JIT Improves Supplier RelationshipsThe success of JIT depends
on the ability of the supplier to produce raw materials on demand.
The
benefits of JIT extend to improved relationship with the
suppliers on many counts:
JIT develops a system of effective communication with the
supplier, specifying the exact productrequired in exact quantity
and the specific time of delivery. This eliminates all scope of
misunderstandings or miscommunication.
The success of JIT requires reliable suppliers and organizations
takes the initiative to upgradesupplier competencies and establish
a long-term relationship with the supplier to ensure
compatibility and standardized products
The exact nature of order and the long-term proactive
relationship with suppliers eliminate the needfor inspection of
received goods.
d)JITAllows Customization and Increase Customer SatisfactionJust
in Time Inventory adjusts production to demand, making possible
fulfilment of custom orders
without any extra effort or extra time, and leading to increased
customer satisfaction.
e) JITDevelops Human ResourcesImplementation of JIT requires
workforce flexibility and a highly skilled and committed
workforce.
The advantages of Just in Time Inventory extend to the companys
Human Resources in the
following ways:
Investment in training to develop existing skill and broaden
skill sets More effective usage of employees with multiple skills
Increased motivation through job rotation Better productivity
-
8/6/2019 SCM@NPC
16/25
16
4.1 World Class Manufacturing:
Many firms have tried to install the Toyota Production system
TPS. They set up the Kanban system,
which is a tool for managing the flow and production of
materials in a Toyota-style pull
production system. They plug in the andon, which is a visual
control device in a production
area that alerts workers to defects, equipment abnormalities or
other problems using signals such as
lights, audible alarms, etc. Finally, with all these devices the
workplace looks like Toyota plant. Yet
over time the workplace reverts to operating like it did before.
And this is exactly what many
Western organizations have experienced. With the set up of TPS,
the real work of implementing TPS
has just begun. In the Toyota Way, its the people who bring the
system to life by working,
communicating, resolving issues and growing together. The Toyota
Way encourages, supports and in
fact demands employee involvement. The Toyota Way is much more
than a set of improvement and
efficiency techniques. Its a culture depending on worker
attitude to reduce inventory, identify
hidden problems and to fix them with a sense of urgency, purpose
and team work. The Toyota
Production System can be copied, the Toyota Way cannot. It has
to be built, maintained and refined
over decades. The roots of the Toyota Way go back to1926, when
Sakichi Toyoda (1867 1930), a
brilliant engineer, later referred to as Japans Kingof
Inventors, founded Toyoda Automatic Loom
Works. His work ethics was significantly influenced by the book
of Samuel Smiles, Self- Help,
first published in England in 1859. The book grew out of the
devotion, to help young man in
difficult economic circumstances byimproving themselves. The
book chronicles inventors whose
natural drive and inquisitiveness ledto great inventions that
changed the course of humanity. When
looking for instance at the success and impact of James Watt,
Smiles concluded, that both were not
the result of natural endowment but rather trough hard work,
perseverance and discipline.
These few words summarize the spirit, which Sakichi Toyoda
handed over to his son Kiichiro
Toyoda (1894-1952), the founder of Toyota Motor Company, his son
Shoichiro Toyoda, Honorary
Chairman and director of Toyota Motor Corp., and on to his
nephew Eiji Toyoda (*1913),
President of Toyota from 1967 to 1994. Spend some time with
Toyota people and after a time you
realize there is something different about them. The rest of the
car industry raves about engines,
gearboxes, acceleration, fuel economy, handling, ride quality
and sexy design. Toyota's people talk
about The Toyota Way and about customers. In truth, when it is
written down the Toyota creedreads much like any corporate mission
statement. But it seems to have been absorbed by Japanese,
European and American employees alike. Mr. Cho thinks that
something of the unique Toyota
culture comes from the fact that the company grew up in one
place, Toyota City, 30minutes drive
from Nagoya in central Japan, where the company has four
assembly plants surrounded by
the factories of suppliers.
-
8/6/2019 SCM@NPC
17/25
17
In this provincial, originally rural setting, Toyota workers in
the early days would often have
small plots of land that they tended after their shift. Mr.Cho,
who made his career in the company by
being a pupil of Mr. Ohno and becoming a master of production
control, thinks that the fact that
Toyota managers and their suppliers see each other every day
makes for a sort of hothouse
culture rather like Silicon Valley in its early days. Jim Press
is boss of Toyotas sales in North
America. He left Ford in frustration 35 years ago, because he
did not think it handled customer
relations properly and he suspected that the upstart Japanese
company making its way in the
American market might do better. He was right. Toyota shares a
production plant in California with
GM. Identical cars come off the line, some badged as GM, the
rest atlas: after five years,
according to one study by Boston Consulting Group, the trade- in
value of the Toyota was much
higher than that of the American model, thanks to the greater
confidence people had in the Toyota
dealer and service network. Mr. Press talks with a quiet, almost
religious, fervour about Toyota,
without mentioning cars as such. The Toyota culture is inside
all of us. Toyota is a customer's
company, he says. Mrs. Jones is our customer; she is my boss.
Everything is done to make Mrs.
Jones's life better. We all work for Mrs. Jones. But not even
the combination of its world leading
manufacturing, rapid product development and obsessional
devotion to customer satisfaction is
enough to explain Toyotas enduring success. There is one more
ingredient that adds zest to all these.
Tetsuo Agata doubles as general manager of Toyota's Honsha plant
in Toyota City and as the
company's overall manufacturing guru. The magic of Toyota's
winning culture was summed up
for him by an American friend who observed that Toyota people
always put themselves outside
the comfort zone: whenever they hit one target, they set
another, more demanding one. That
relentless pursuit of excellence certainly explains much of what
has been happening to the company
in recent years, at home and abroad.
4.2 Methods Used In Controlling Waste:
The purpose of TPS is to minimize time spent on non-value adding
activities by positioning the
materials and tools as close as possible to the point of
assembly. The major types of non-value
adding waste in business or production process are
overproduction, waiting or time on hand,
unnecessary transport or conveyance, over processing or
incorrect processing, excess inventory,
unnecessary movement, defects and unused employee creativity.
The driving force behind the
Japanese system of production is eliminating waste, thereby
maximizing process efficiency andthe
returns on resources. A wide number of principles and practices
can be employed to achieve this
-
8/6/2019 SCM@NPC
18/25
18
goal. As Shingo once noted, people instinctively know to
eliminate waste once it is
identified as such, so the task of reducing waste often centres
first around identifying
unnecessary uses of human, capital, or physical resources. After
waste is targeted, new processes or
practices can be devised to deal with it.
Just-In-Time (Jit):
Just-in-time (JIT) production or so-called lean manufacturing.
The pioneers of these methods were
Taiichi Ohno, a former Toyota executive, and Shigeo Shingo, an
eminent engineer and consultant. In
his 1989 book the Study of the Toyota Production System from an
Industrial Engineering
Perspective, Shingo identified these basic features of TPS:
1. It achieves cost reductions by eliminating waste, be it staff
time, materials, or other
resources.
2. It reduces the likelihood of overproduction by maintaining
low inventories ("nonstock") and keeps
labour costs low by using minimal manpower.
3. It reduces production cycle time drastically with innovations
like the Single-Minute Exchange
of Die (SMED) system, which cuts downtime and enables small-lot
Production.
4. It emphasizes that product orders should guide production
decisions and processes, a Practice
known as order-based production.
Process Improvement:
An important aspect of eliminating waste is designing efficiency
into production processes and
methods. For example, in the Toyota system heavy emphasis was
placed on lowering the time and
complexity required to change a die in a manufacturing process.
A time-consuming die-changing
process is wasteful in two ways. First, while it is happening
production is often at a standstill,
increasing cycle times and all the costs associated with longer
cycle times. (However, it is important
to note that idle time for individual machines in a system is
not always viewed as wasteful under the
TPS philosophy.) Second, workers' time and effort are spent on
activities that arent directly related to
production (i.e., no value is being added by changing a die). As
a result of such concerns, the push at
Toyota was to reduce significantly the time it took to change
dies.
VALUE ADDED:
TPS and similar Japanese manufacturing techniques distinguish
between activities that add value to a
product and those that are logistical but add no value. The
primary even the sole value-added activity
in manufacturing is the production process itself, where
materials are being transformed into
-
8/6/2019 SCM@NPC
19/25
19
progressively functional work pieces. Most other activities,
such as transporting materials, inspecting
finished work, and most of all, idle time and delays, add no
value and must be minimized. When
processes are examined for potential improvements and cost
cutting, reducing non-value-added
activities is often the highest priority. Conversely, processes
that add the most value, even if they are
expensive, will usually not be compromised to achieve lower
costs at the expense of quality.
Quality by Design:
Another feature thought to be defining in Japanese manufacturing
is a marked attention to quality
throughout the production process. Specifically, under the
influence of such luminaries as W.Edwards
Deming and Joseph M. Juran, Japanese manufacturers have sought
to achieve quality by designing it
into the production process rather than simply trying to catch
all the errors at the end. As noted, poka-
yokes can serve this function either by halting/correcting a
faulty process or by alerting a worker to a
problem as it occurs. While plenty of traditional, defect-
monitoring sorts of quality controls are still
used, philosophies such as TPS hold that the results of quality
inspections should be used to
informand improvethe manufacturing process, not just to describe
it. This means the feedback
from a quality inspection is expected to be immediate and,
often, to result in some change in the
process so that the likelihood of similar problems in the future
is reduced.
Order-Based Production:
A natural and necessary extension of the non-stock goal is that
manufacturers need specific customer
information to drive their production decisions. Obtaining this
information necessitates effective
market research/forecasting and communication with customers. As
much as possible, production
under the Japanese system is guided by actual orders, rather
than anticipated demand based on less
reliable information such as past sales. The order-based system
is said to provide production pull"
from the actual market, as opposed to "push that stems only from
the manufacturer's
conjecture.
Transportation:
The Toyota Production System also recognizes waste in the excess
movement of items or
materials. In general, the more transportation required, the
less efficient the process, since
moving goods back and forth is normally not a value-adding
procedure. Transport waste is
usually addressed by changing the layout of a factory, its
geographic location relative to its
customers, and so forth. While sometimes transportation problems
can be mitigated
throughautomation, the ideal under the Japanese system is to
minimize it altogether. Cell and flexible
-
8/6/2019 SCM@NPC
20/25
20
Manufacturing layouts are one approach to controlling transport
waste.
Market-Driven Pricing
In contrast to the traditional practice of setting prices by
marking up some percentage over the cost of
manufacturing, the Japanese system attempts to identify the
market-determined price fora good and
then engineer the manufacturing process to produce at this price
profitably. Under this principle,
increases in costs are not passed on to the consumer in the form
of higher prices. As a corollary, the
only way for a firm to increase profitability is by lowering
costs; lower costs may also allow the
company to be profitable yet deliver products at the low end of
the pricing spectrum, a practice central
to the rise of the Japanese auto manufacturers in the U.S.
market.
Worker Flexibility:
Maximizing returns on human capital is another goal of Japanese
manufacturing practices.
Driven by the theory that human time is more valuable than
machine time, the Japanese system
attempts to optimize labour efficiency by deploying workers in
different ways as order-based
production requirements fluctuate. The main two dimensions of
this flexibility are skills and
Scheduling.
Lean Principles:
Precisely define value by specific product.
Identify the value stream for each product.
Make the value flow without interruptions.
Let the customer pull value from the producer.
Pursue perfection.
-
8/6/2019 SCM@NPC
21/25
21
4.3 Principles Adopted By Toyota To Achieve Their Goals:
Toyotas business practices differ from those of Western
automobile manufacturers in anumber of aspects:
Operations are strictly governed by a sustainable business
policy, which is passed on fromone generation to the other and not
by short-term decision making or by the
Attitudes of changing management teams and variable customer
tastes.
Growth comes from the inside out and not through mergers and
acquisitions, in other words,growth through continual improvement
of products and services and not through continued
restructuring.
Production is controlled by customer demand (pull system) not by
production capacity(push system).
Qualified employees are attracted with the possibility to
participate in the companysstriving to meet and exceed customer
expectations with products of unparalleled qualityand
not with compensation schemes. Toyota employees work for a
winner. Who wants to work
for an employer, whose products have to be forced onto the
customers with discounts
and incentives? Who wants to work for a looser?
No unions are admitted which force both management and employees
to defend their owninterests and by so doing distract from the
shared responsibility to satisfy customers.
For more than 50 years, Toyota experienced an extraordinary
history of continuousgrowth without major layoffs
Base your management decisions on a long-term philosophy, even
at the expense of Short-term financial goals.
Create continuous process flow to bring problems to the
surface.
Build a culture of stopping to fix problems, to get the quality
right the first time.
Standardised tasks are the foundation for continuous improvement
and employee
-
8/6/2019 SCM@NPC
22/25
22
Empowerment.
Use visual control so no problems are hidden.
Use only a reliable, thoroughly tested technology that serves
your people and Processes.
Grow leaders who thoroughly understand the work, live the
philosophy, and teach it to others.
Develop exceptional people and teams who follow your companys
philosophy.
Respect your extended network of partners and suppliers by
challenging them and helpingthem improve.
Go and see for yourself to thoroughly understand the situation
(genchi genbutsu)
Make decisions slowly by consensus, thoroughly considering all
options; implement decisionsrapidly.
-
8/6/2019 SCM@NPC
23/25
23
5. Conclusion:
As one of the leading automobile manufacturers in the world,
Toyota ranks within the top three
worldwide. Due to their unique business model, they are now
having a market share of 14% in the
first four months of this year. That is an astonishing 2.3% jump
from the previous year. According to
Autodata.com, the Toyota City based automaker ranks fourth in
United States sales. We have
determined that their business model is an Integrated Low Cost?
Differentiated Strategy. It
involves finding the lowest operational cost along with a unique
niche or strategy that separates them
from the competition. Toyotas new statement? Moving Forward?
Reflects theirplans and
expectations for the future. This includes the known and the
unknown factors that a business must
face. In 2000, Toyota launched a new cost effective strategy
called CCC21 (Construction of Cost
Competitiveness for the 21st century), forLow Cost operational
expenses. With this aspect Toyota
plans to advance such initiatives globally, based on its policy
of purchasing the worlds best
parts at the lowest cost with the shortest lead times.
-
8/6/2019 SCM@NPC
24/25
24
6. References
www.toyota.co.uk
http://www.enotes.com/biz-encyclopedia/japanese-manufacturing-
techniques eliminating-waste
http://www.strategosinc.com/just_in_time.htm
http://en.wikipedia.org/wiki/The_Toyota_Way
-
8/6/2019 SCM@NPC
25/25