Embed Size (px)
DESCRIPTION
CN5222 notes, for reference only
Citation preview
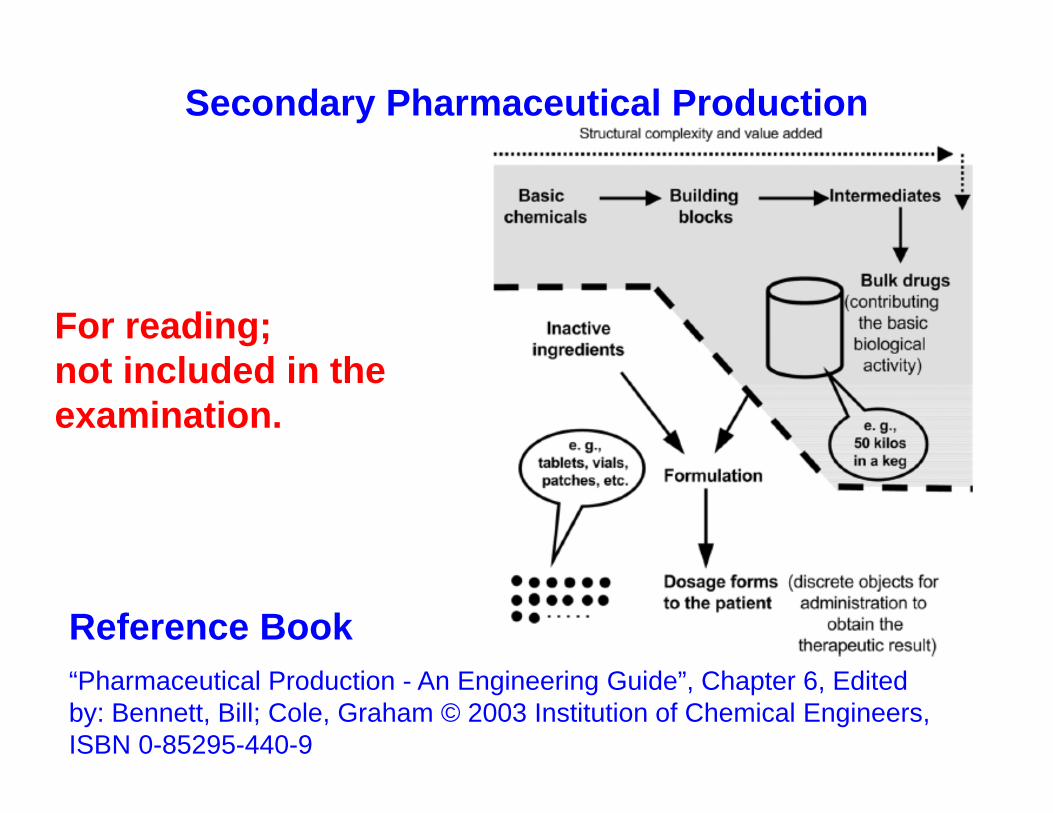
For reading; not included in the examination.
Secondary Pharmaceutical Production
Reference Book“Pharmaceutical Production - An Engineering Guide”, Chapter 6, Edited by: Bennett, Bill; Cole, Graham © 2003 Institution of Chemical Engineers, ISBN 0-85295-440-9
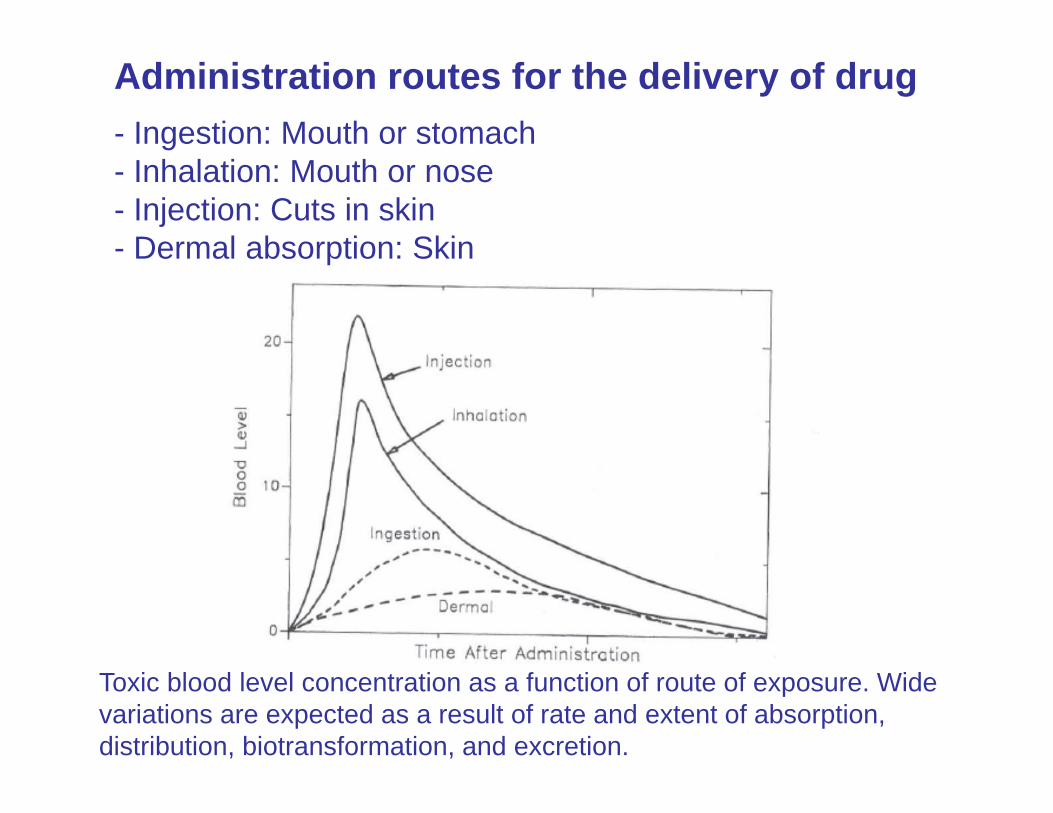
Administration routes for the delivery of drug - Ingestion: Mouth or stomach- Inhalation: Mouth or nose- Injection: Cuts in skin- Dermal absorption: Skin
Toxic blood level concentration as a function of route of exposure. Wide variations are expected as a result of rate and extent of absorption, distribution, biotransformation, and excretion.

Pills
Secondary Pharmaceutical Production

Tablets

Tablets
Granulation
Granulation
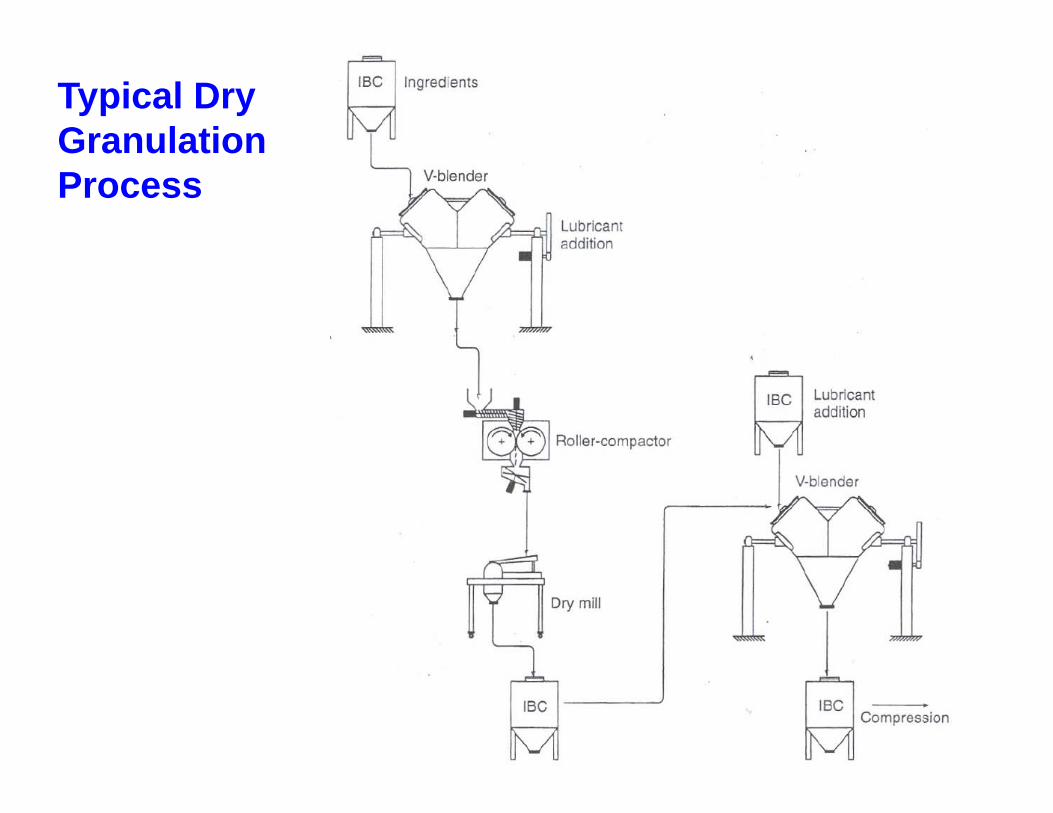
Typical Dry Granulation Process
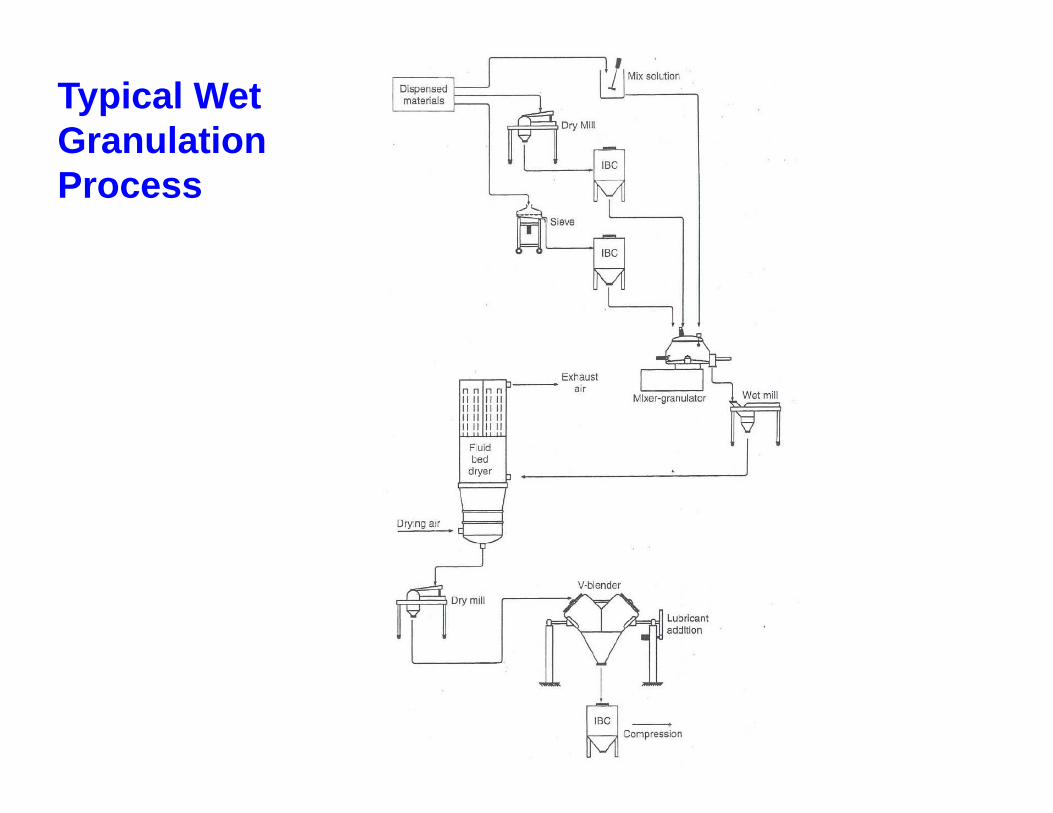
Typical Wet Granulation Process
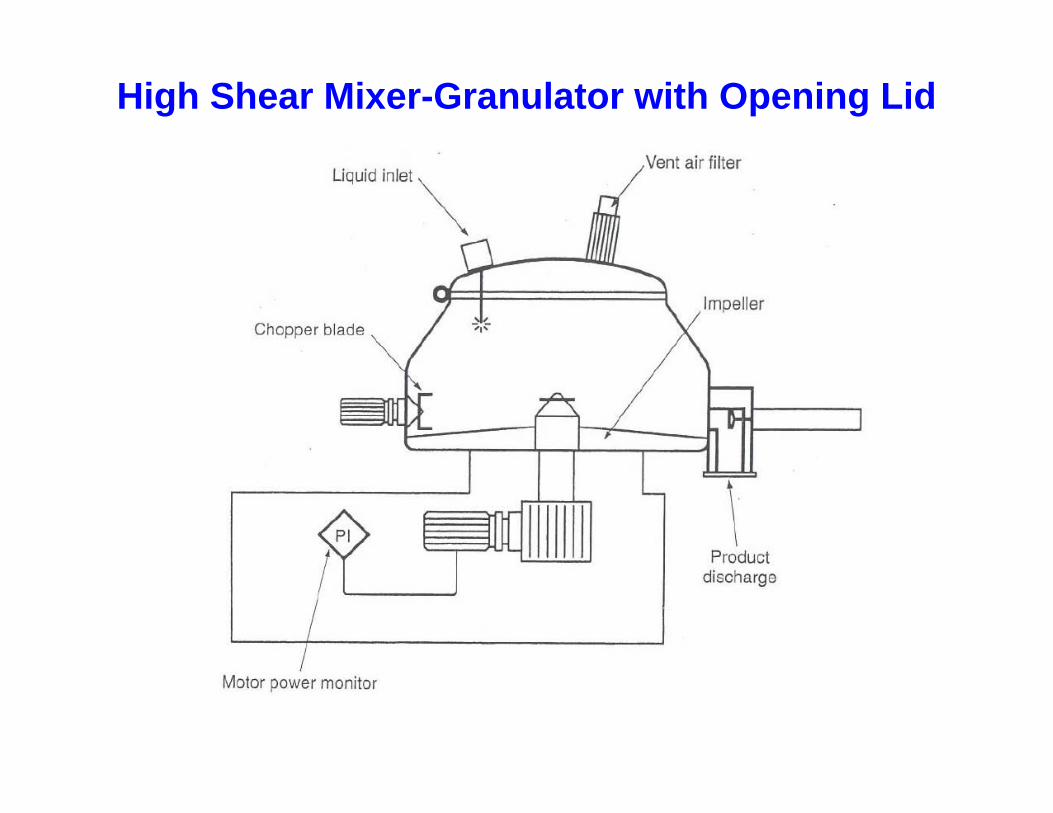
High Shear Mixer-Granulator with Opening Lid
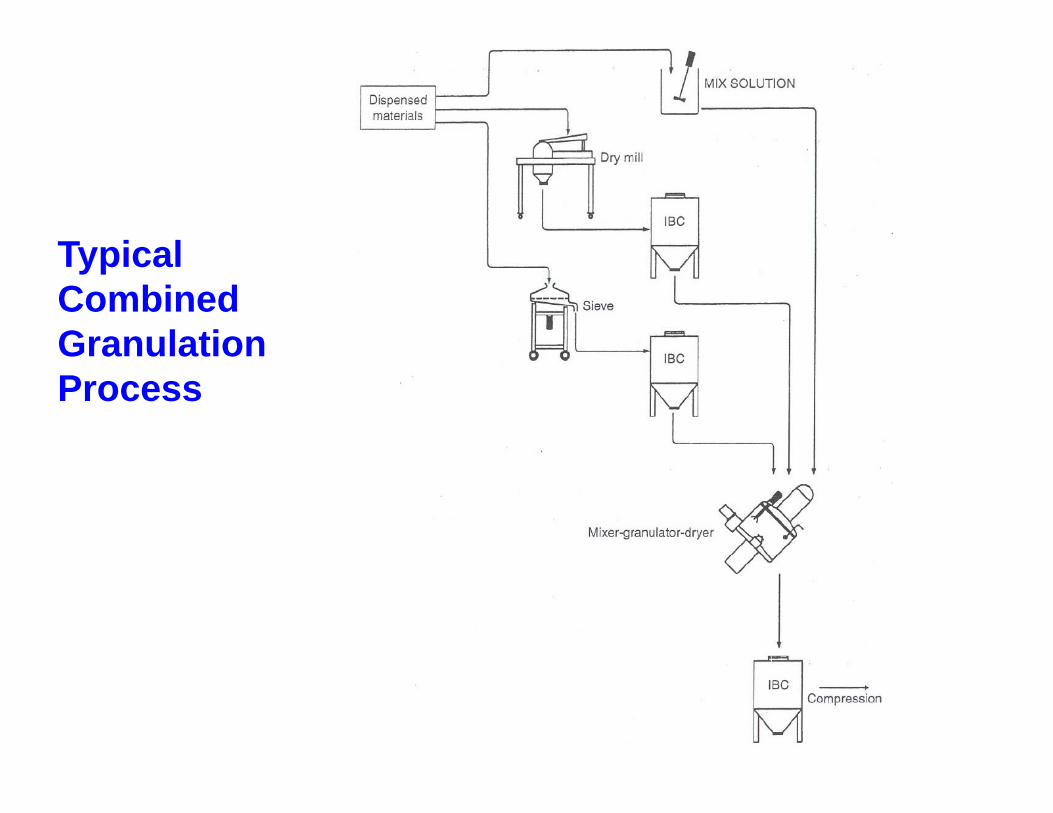
Typical Combined Granulation Process
This is a continuous process where the desired mechanism of particle growth is layering and simultaneous drying of the liquid feed on the surface of the smaller granules and nuclei particles.
- Liquid is the only feed source.
- Air temperatures are high to achieve the required drying rates.
- High density, free flowing granules are produced from solution and slurry feeds.
- Operational conditions again control granule growth. Granules are produced in the mean size range of 1000 microns to 2000 microns.
Spray Drying Granulation

A fluid bed granulation process:
- Powder is fed continuously into the granulating chamber and fluidized with warm air.
- The moistening of the powder is achieved by a top or bottom nozzle spray arrangement.
- The air distribution plate has directional gill perforations that control particulate flow and gives the necessary residence time of product in the granulator.
- Granule growth is controlled by the moistening rate, use of binder, fluidizing air temperature and granulation time.
- It is possible to produce granules with a means size from small (300 microns) to large (1500 microns).
- Both batch and continuous systems are available.
Fluid Bed Granulation
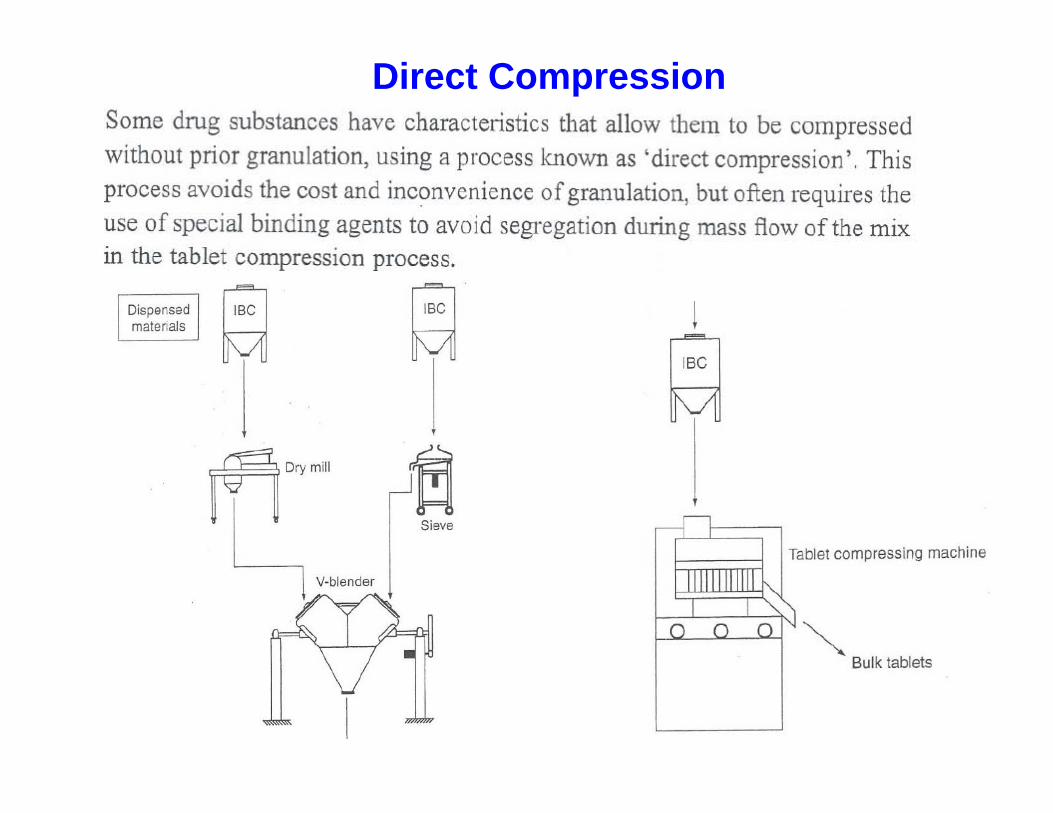
Direct Compression
Tablet Compression
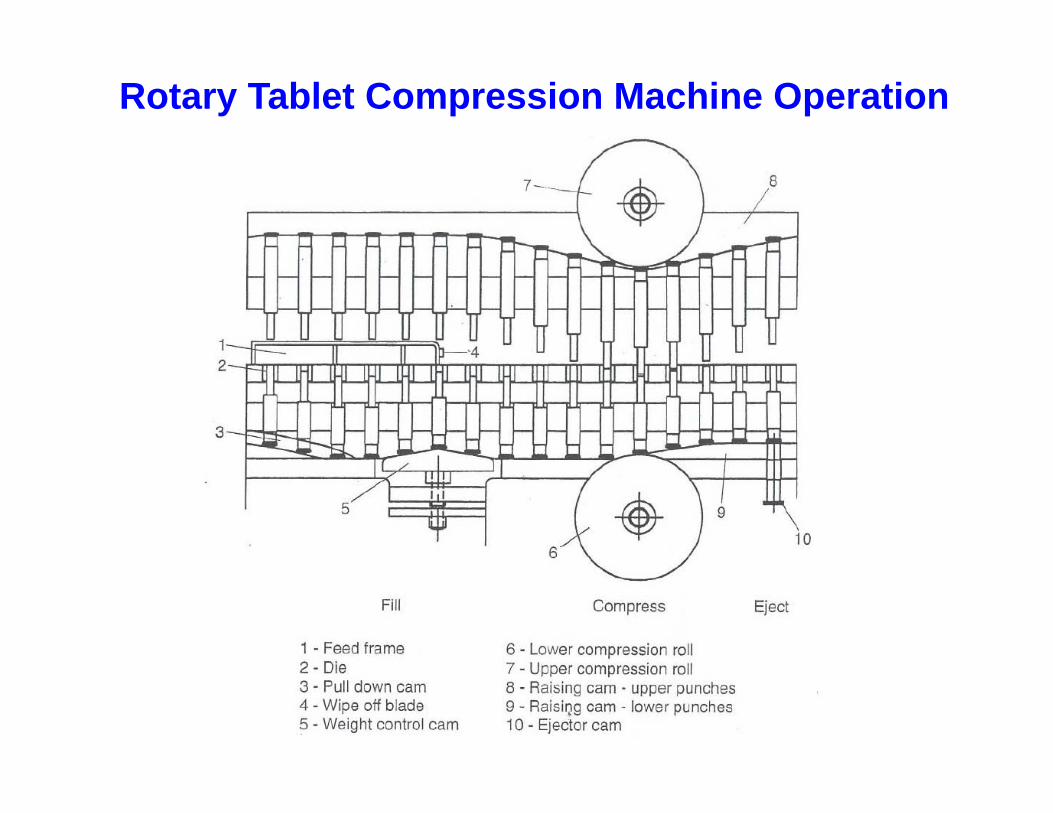
Rotary Tablet Compression Machine Operation
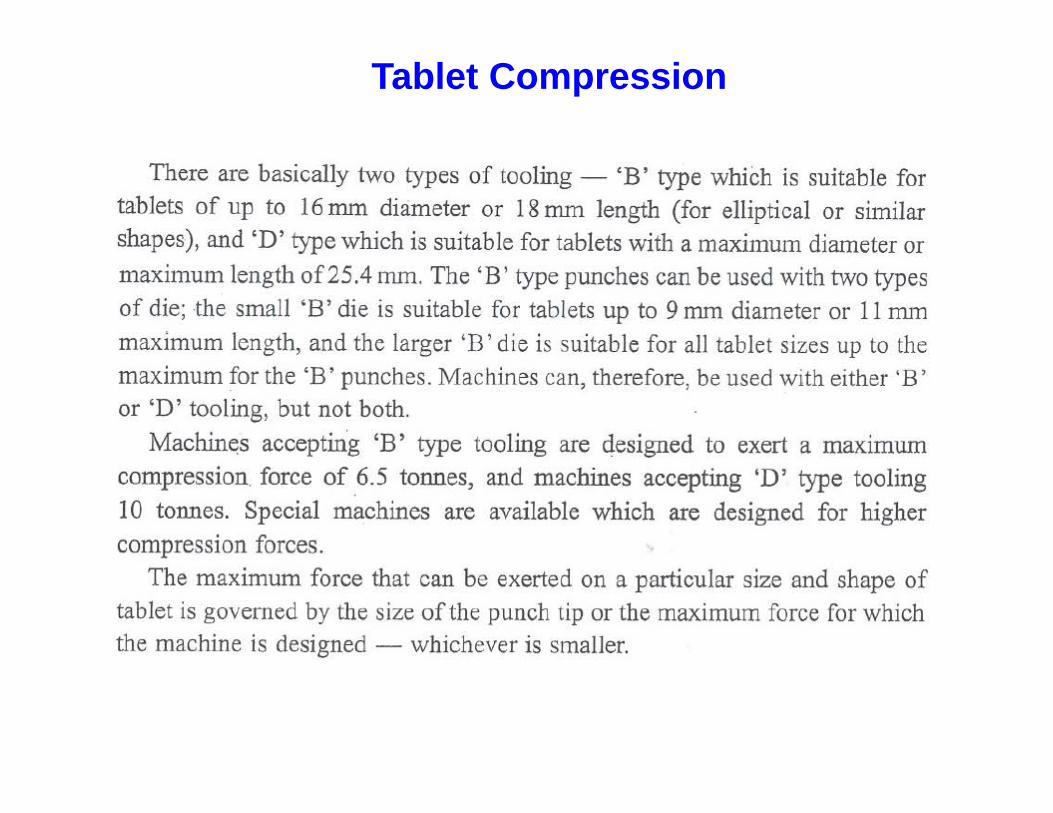
Tablet Compression

Tablet Shape
- In the tablet-pressing process, it is important that all ingredients be fairly dry, powdered or granular, somewhat uniform in particle size, and freely flowing. Mixed particle sized powders can segregate due to operational vibrations, which can result in tablets with poor drug or active pharmaceutical ingredient (API) content uniformity. Content uniformity ensures that an equivalent API dose is delivered with each tablet.- Some APIs may be tabulated as pure substances, but this is rarely the case; most formulations include excipients. Normally, an inactive ingredient (excipient) termed a binder is added to help hold the tablet together and give it strength. A wide variety of binders may be used, some common ones including lactose powder, dibasic calcium phosphate, sucrose, corn (maize) starch, and microcrystalline and other forms of modified cellulose.- Often, an ingredient is also needed to act as a disintegrant that hydrates readily in water to aid tablet dispersion once swallowed, releasing the API for absorption. Some binders, such as starch and cellulose, are also excellent disintegrants.- Small amounts of lubricants are usually added, as well. The most common of these is magnesium stearate; however, other commonly used tablet lubricants include stearic acid (stearin), hydrogenated oil, and sodium stearyl fumarate. These help the tablets, once pressed, to be more easily ejected from the die.
Tablet Formulations

Tablet Coating
- Many tablets today are coated after being pressed.
- Although sugar-coating was popular in the past, the process has many drawbacks.
- Modern tablet coatings are polymer and polysaccharide based, with plasticizers and pigments included.
- Tablet coatings must be stable and strong enough to survive the handling of the tablet, must not make tablets stick together during the coating process, and must follow the fine contours of embossed characters or logos on tablets.
- Coatings can also facilitate printing on tablets, if required.
- Coatings are necessary for tablets that have an unpleasant taste, and a smoother finish makes large tablets easier to swallow.
- Tablet coatings are also useful to extend the shelf-life of components that are sensitive to moisture or oxidation. Opaque materials like titanium dioxide can protect light-sensitive actives from photodegradation.
- Special coatings (for example with pearlescent effects) can enhance brand recognition.
Tablet Coating
- If the active ingredient of a tablet is sensitive to acid, or is irritant to the stomach lining, an enteric coating can be used, which is resistant to stomach acid and dissolves in the high pH of the intestines. - Enteric coatings are also used for medicines that can be negatively affected by taking a long time to reach the small intestine where they are absorbed. - Coatings are often chosen to control the rate of dissolution of the drug in the gastro-intestinal tract. Some drugs will be absorbed better at different points in the digestive system. - If the highest percentage of absorption of a drug takes place in the stomach, a coating that dissolves quickly and easily in acid will be selected. - If the rate of absorption is best in the large intestine or colon, then a coating that is acid resistant and dissolves slowly would be used to ensure it reached that point before dispersing. - The area of the gastro-intestinal tract with the best absorption for any particular drug is usually determined by clinical trials. - Coating can be performed broadly by two ways a) enteric coating, b) sugar coating
Tablet Coating
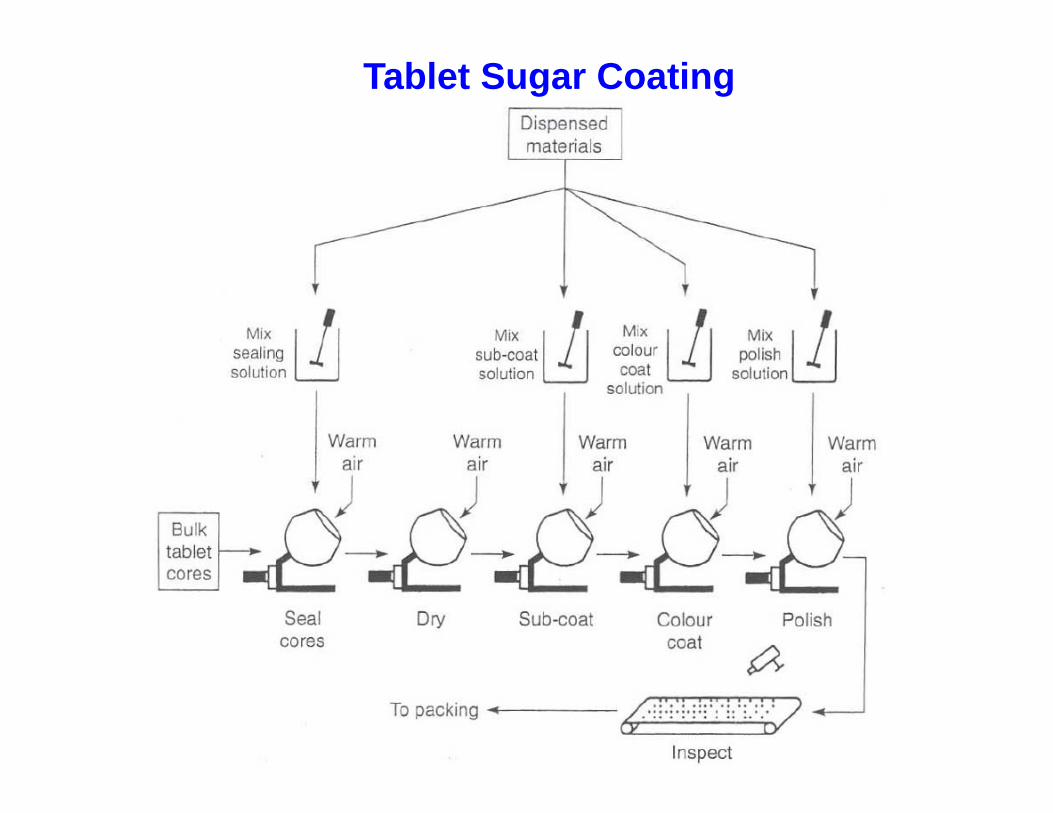
Tablet Sugar Coating
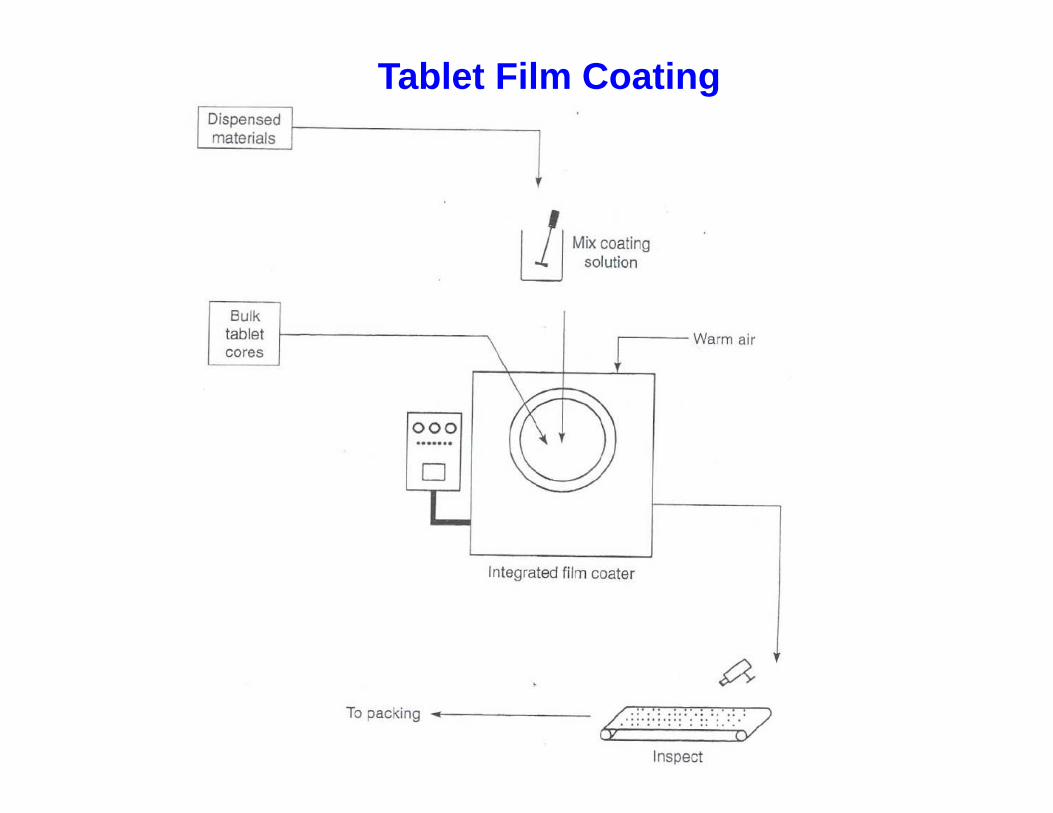
Tablet Film Coating
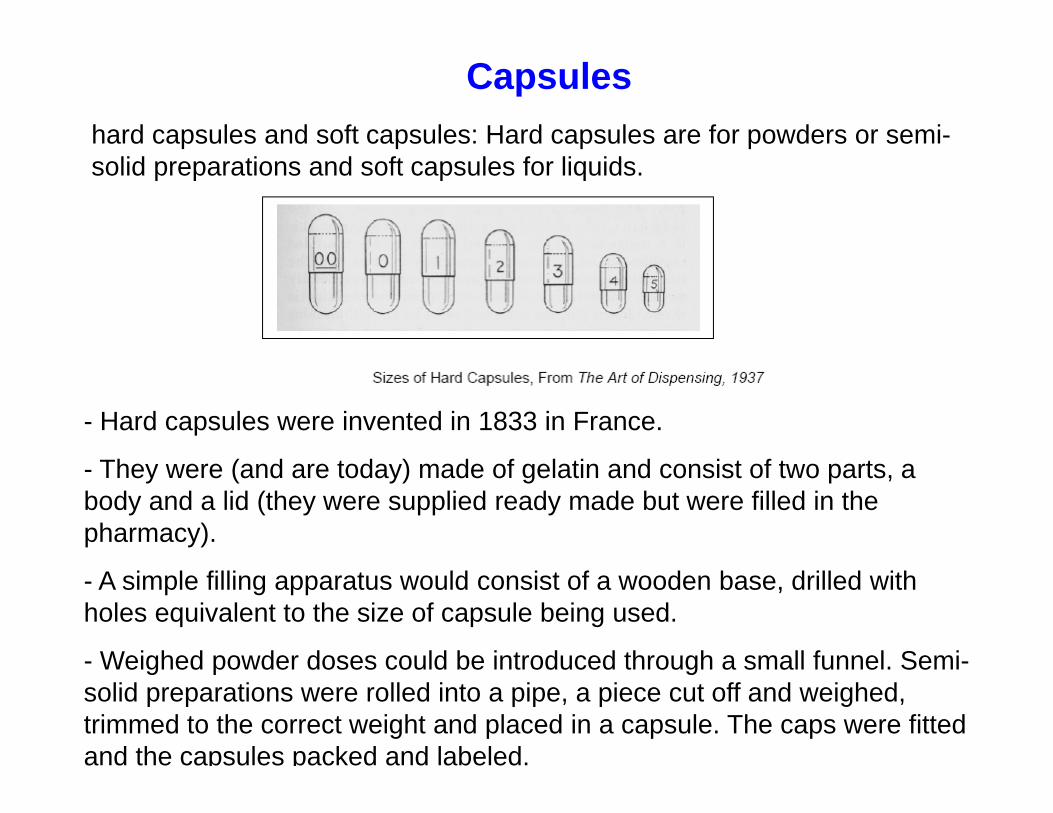
- Hard capsules were invented in 1833 in France.
- They were (and are today) made of gelatin and consist of two parts, a body and a lid (they were supplied ready made but were filled in the pharmacy).
- A simple filling apparatus would consist of a wooden base, drilled with holes equivalent to the size of capsule being used.
- Weighed powder doses could be introduced through a small funnel. Semi-solid preparations were rolled into a pipe, a piece cut off and weighed, trimmed to the correct weight and placed in a capsule. The caps were fitted and the capsules packed and labeled.
Capsuleshard capsules and soft capsules: Hard capsules are for powders or semi-solid preparations and soft capsules for liquids.
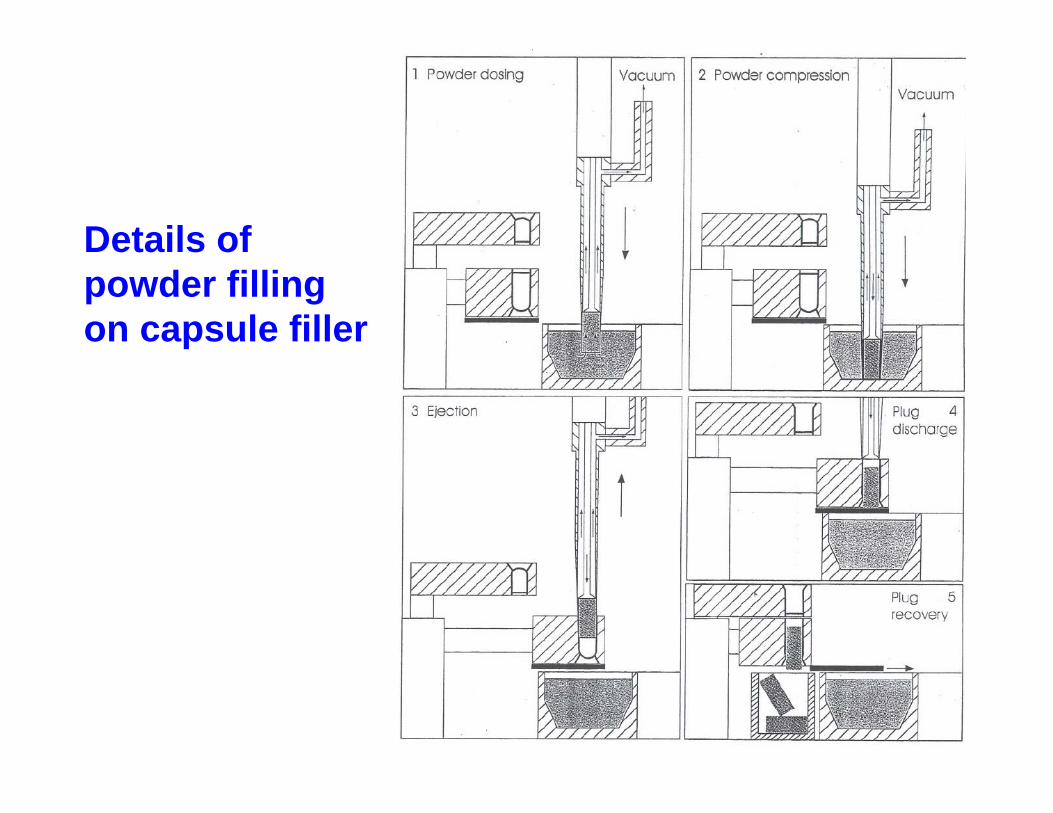
Details of powder filling on capsule filler
Soft capsules could be made in the pharmacy. The apparatus was called a dipper and consisted of metal moulds of various sizes which were set into a base. The dipper was inverted and dipped into a melted glycerin/gelatin mixture, placed on its base and, when cool, the capsules were removed. The capsules could then be filled with a measured amount of liquid via a syringe then closed with a blob of the molten glycerin/gelatin mixture applied with a glass rod, or sealed by careful application of a heated rod.
Soft Capsules
Pellets and other extrudates
Spheronization
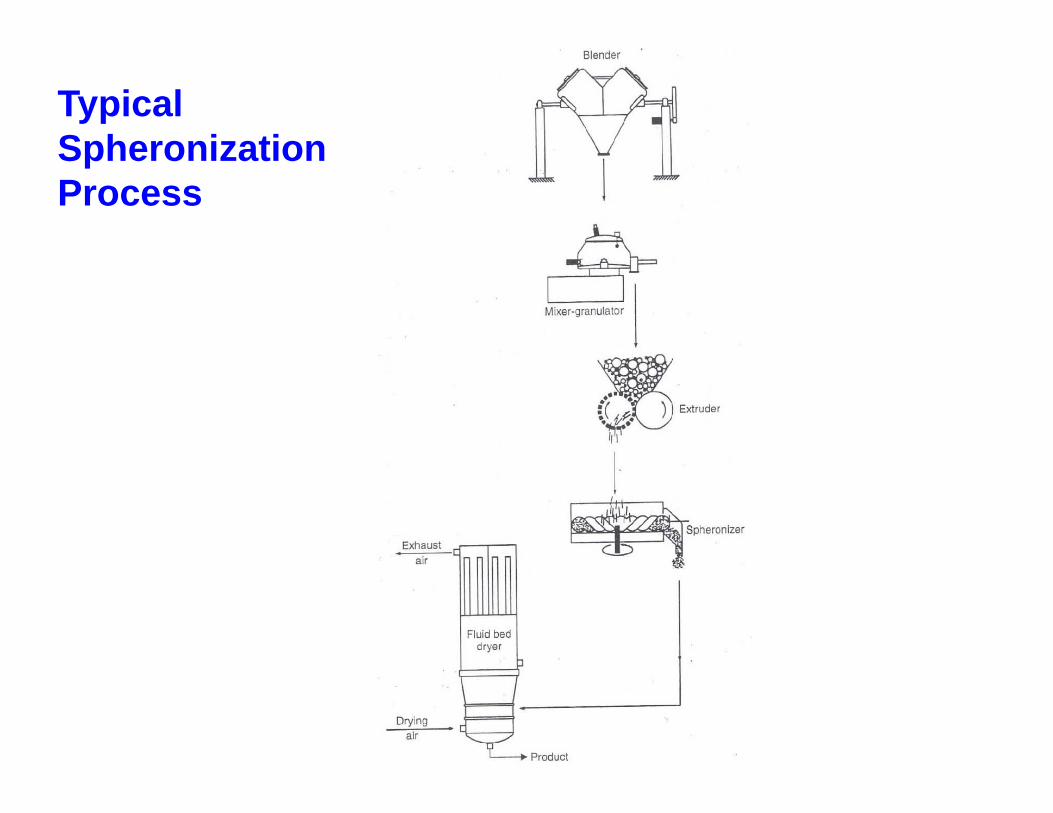
Typical Spheronization Process
Syrup, elixirs and suspensions
Syrup, elixirs and suspensions
Emulsion
Creams
Ointments

Pastes and Gels
Suppositories
Oral, Nasal, Aural Drops and Sprays
Injections






![Secondary Pharmaceutical Patents: A Global Perspective · Secondary Pharmaceutical Patents: A Global Perspective Kenneth C. Shadlen (LSE) [Bhaven N. Sampat (Columbia)] WHO-WIPO-WTO](https://img.pdfslide.net/doc/110x75/5ea3393d0f1a3a0d1948b29f/secondary-pharmaceutical-patents-a-global-perspective-secondary-pharmaceutical.jpg)






















