Section 5 - Production Chemistry
BP Exploration
Section 5 Production Chemistry
BP Exploration
Section 5 Production Chemistry
SECTION 5PRODUCTION CHEMISTRY
Prepared By:John Ray
Date:21/11/2002
Revision:1
Reviewed By:Carl Argo
Richard Chapman
Ian McCracken
CONTENTS
Page
15Production chemistry
15.1Summary
15.2Introduction
25.3Mineral Scale
25.3.1Description Of Scale
35.3.2Problems Caused By Scale
35.3.2.1Drilling And Completing Wells
45.3.2.2Water Injection Wells
45.3.2.3Reservoir Damage
45.3.2.4Water Production
45.3.2.5Production Operations
55.3.3Scale Prediction
55.3.4Laboratory Evaluation Of Scale Inhibitors
55.3.5Application Of Scale Inhibitors
75.3.6Scale Dissolvers
75.4Wax
75.4.1Description Of Wax
85.4.2Impact Of Wax On Flow Characteristics Of Crude Oil
95.4.3Questions To Be Answered
115.4.4Testing Philosophy
115.4.5Crude Oil Pretreatments
125.5Asphaltenes
125.5.1Description Of Asphaltenes
135.5.2Asphaltene Precipitation
145.5.3Determining The Risk Of Asphaltene Deposition
145.5.4Operational Variables Effecting Asphaltene Deposition
155.6Hydrates
155.6.1Description Of Gas Hydrates
165.6.2Gas Hydrates Problems
165.6.3Prevention Methods/Options
165.6.4Hydrate Predictions And Modelling
175.6.4.1Low Dose Hydrate Inhibitors
175.6.4.2Anti-Agglomerates
175.6.4.3Kinetic Inhibitors
185.7Emulsions
195.8Sulphate Reducing Bacteria
195.9Wettability And Relative Permeability Changes
195.10Completion Fluid Chemistry
205.11References
1 Production chemistry
1.1 Summary
This section describes the behaviour of production, injection or
treatment fluids through the life cycle of a production or
injection well. It explains the various production problems which
arise from interaction of production or injection fluids from
scale, wax, asphaltene, hydrates, hydrogen sulphide, water wetting
and emulsions. A description of each individual problem is detailed
and the chemistry which causes them along with predictive measures
and possible solutions.
Sufficient information is provided with references to other
documents to give a completion design engineer an understanding of
the basic principles of fluid behaviour and their implications on
future production of a well. This information includes where help
can be sought to ensure the completion design can accommodate the
systems and procedures which would be required to counter
anticipated problems.
1.2 Introduction
Downhole production chemistry concerns the behaviour of
produced, injected or treatment fluids through the life cycle of
the production or injection well. Understanding the interaction of
fluids with the reservoir matrix as well as changes in fluids
behaviour during the production or injection process is essential
to avoid production losses and maintain flow assurance.
Although the completion engineer might not be expected to be an
expert in production chemistry, it is important to understand the
basic principles of fluids behaviour and the potential consequences
of interactions and changes including:
Formation damage due to fluids/rock interactions causing
wettability changes, and fines migration.
Mixing of incompatible fluids causing scale and emulsions.
Precipitation of solids due to changes in pressure and
temperature.
Corrosivity and erosional corrosion caused by fluids acidity or
high rates.
In general, prevention or avoidance of production chemistry
related problems is the preferred strategy. Remedial treatments can
be expensive and can lead to further problems. Increasing use of
subsea facilities with reduced access increases the cost of
remedial work.
However, there are certain instances where a remedial strategy
might prove more cost effective such as the use of scale dissolvers
to manage a low calcium carbonate scaling risk in a platform
well.
In conjunction with other discipline specialists it is the
completions engineers role to:
Assess potential risks from available data including fluids
analysis.
Generate additional data further analysis and modelling.
Assess impact of risks on production and life cycle costs.
Determine optimum strategies/solutions to obviate or minimise
impact.
Document experience and share lessons learned.
Through the BP digital business systems there a several relevant
networks, websites and on-line documentation available to assist
the completions engineer. To minimise the size of this document and
to ensure ongoing access to regularly updated and expanding data
sources, the format provides merely an introduction and overview of
each production chemistry topic. At the end of each section there
are links to relevant websites and documents.
1.3 Mineral Scale
1.3.1 Description Of Scale
Figure 5.1 Examples Of Scale Deposits
Oilfield scale is generally thought of as the carbonates or
sulphates of the Alkaline Earth metals calcium, strontium and
barium. However, complex salts of iron such as the sulphides,
hydrous oxides and carbonates may also form solid deposits that
give similar problems. As production moves into hotter and higher
pressure environments, even common salt (halite) can deposit, often
in tonne quantities.
The deposition of mineral scales is dependent on a number of
variables including:
a) Degree of supersaturation (i.e., concentration above the
solubility limit) of scaling ions in the water.
b) Absolute temperature and the rate of temperature change.
c) Degree of agitation during formation of scale crystals.
d) Size and number of seed crystals.
e) Presence of impurities.
f) Change in pH of solution.
g) Changes in pressure.
h) Relative volumes of incompatible waters.
Common oilfield scales form in one of two ways. First, a change
in conditions such as temperature or pressure can promote carbonate
scale to precipitate from a formation water. Secondly, two
incompatible waters mixing (e.g. a formation water with sea water)
can promote sulphate scale.
Iron scales (sulphides when production is sour, hydrous oxides
when production is sweet) often reflect corrosion in the system,
with iron originating from the pipework or vessels in the system
itself. However, some formation brines naturally contain
significant levels of dissolved iron in the reduced ferrous state,
which can lead to problems under some circumstances.
1.3.2 Problems Caused By Scale
Scale does not restrict itself to any particular location in the
oilfield. However some areas are more difficult and costly to treat
than others. Problems include restrictions in pipeline diameter,
solids stabilization of emulsions, under deposit corrosion, etc.
Specific issues arising at each location are discussed below.
1.3.2.1 Drilling And Completing Wells
Scale can cause problems if the drilling mud and/or completion
brine is intrinsically incompatible with the formation water. For
example, allowing a seawater based mud to contact a formation water
rich in barium and strontium ions would be undesirable, as would
allowing a high-calcium brine to encounter a formation water rich
in bicarbonate.
Note:Many oil-based muds also contain significant quantities of
water and are not immune from causing scale problems.
Drilling the first well in a new prospect can be particularly
hazardous. There is no way of knowing accurately the chemistry of
the formation water that will be encountered and often a more dense
mud than is actually required will be used to reduce the chance of
kick backs. There is thus an increased risk of invasion and
formation damage due to scale subsequently resulting in very high
skin factors. In the extreme, productive zones could be entirely
blocked off. Obtaining representative water samples as soon as
possible are important to assess the consequences of drilling mud
filtrate invasion in future wells in the field. Refer to Sampling
Guidelines For Best Practices And Recommended Procedures at:
http://pwn.bpweb.bp.com/roadmap/sheets_htm/samplingguidelines.htm1.3.2.2
Water Injection Wells
Problems may arise at the commissioning stage of new injectors
if the injection water is intrinsically incompatible with the
formation water. For example, seawater injection into an aquifer
rich in strontium or barium ions could cause problems. Thankfully,
this is often only a temporary effect until the injection water has
flushed away the formation brine from around the near-wellbore
region. Initially, protection against scale may be desirable, for
instance by deploying a scale inhibitor for the first few days.
Such damage may be ignored if fracturing past the damaged zones is
practical.
1.3.2.3 Reservoir Damage
This is an aspect of scale precipitation which is only now being
seriously addressed by reservoir engineers. Scale formation in the
near wellbore region of a producer could have a beneficial effect
if it is restricted to the water producing zones, thereby reducing
water cuts. However, scale blocks in the oil producing zones could
kill a well. A better understanding of the reservoir/fluid
interactions such as ion exchange and mineral
dissolution/precipitation, and the movement and mixing of waters
within the reservoir are needed before any predictions are
possible.
The effect on oil production from scale precipitation in the
bulk reservoir will be small. However, the consequences of scaling
in the near-wellbore region could be significant.
1.3.2.4 Water Production
As soon as a production well begins to cut water, a risk of
carbonate scale formation occurs. The severity of the problem
obviously depends on the water chemistry but is aggravated by high
drawdowns when large pressure drops increase the risk of carbonate
scale in the formation, across perforations or at chokes.
When injection water breakthrough occurs in production wells
additional (and potentially much more serious) scale problems may
arise. Any mixing of incompatible brines can cause severe scaling
wherever it occurs (whether in the production wells or in the
reservoir). Experience suggests that problems are first observed in
the production tubing rather than in the near well region. Timely
remedial treatments to reduce downhole scale formation can then
also protect the near formation. 1.3.2.5 Production Operations
Once water is first produced, process equipment such as heat
exchangers, valves, pumps, filters and all associated pipework are
at risk. Solubility limits of mineral salts may be exceeded by
changing the temperature and pressure, or by mixing incompatible
waters. The latter possibility may arise from a process operation
(sand-washing, desalting, etc.) or because waters from different
wells are mixed in the production system. This last point is
particularly important; even if a well which has suffered sea water
breakthrough does not suffer damage, the water which that well
produces is unlikely to be compatible with 'pure' formation water
and mixing such waters in the production system is sooner, or
later, bound to cause problems. 1.3.3 Scale Prediction
Scale formation from oilfield brines takes place in a
multi-component, multiphase environment. To predict the formation
of scale in systems of this kind requires a sophisticated computer
model together with accurate kinetic and thermodynamic data.
The technical target for such a predictive model is to
assess:
How much scale will form as a result of a given operation
Where it will form
How damaging it will be
Satisfying the last criterion is rather difficult. Factors such
as fluid dynamics (which influence the transport of ions to and
from a surface) and crystal size and shape (which influence
transport in porous media) are undoubtedly important. Frequently,
detailed information is unknown and accurate prediction is
therefore often a compromise.
In addition to solid and aqueous phases, gases are also included
in ion pair models. Currently, all models are thermodynamic in
nature and are unable to accurately represent kinetics of the scale
precipitation process. The recommended BP model is ScaleChem,
although MultiScale is also a competent predictive tool. For
information on these models contact UTG production chemistry in the
Well Performance teams in Aberdeen or Sunbury.
1.3.4 Laboratory Evaluation Of Scale Inhibitors
There are many techniques used to study scale deposition and
inhibition but few testing standards have been laid down within the
oil industry. Test methodologies and interpretation of results can
vary widely from company to company. However, there are some common
tests which are similar in approach, if not in detail, to evaluate
scale inhibitor performance in the laboratory prior to deployment
in the field. These are discussed on the web site at.
http://ut.bpweb.bp.com/RTPManual/homepage.htm 1.3.5 Application
Of Scale Inhibitors
Scale inhibitors should be used wherever a risk of scale damage
is predicted (or known to exist from past experience). For example,
inhibitors are often incorporated into drilling muds, completion
brines, and process water used for sandwashing or desalting. Scale
inhibitors have been used in injection water that is incompatible
with the formation brine present in the zones into which the water
is being injected. Continuous injection of scale inhibitors into
production systems is commonly practised, and batch of production
wells is now a routine operation. Refer to BP web site:
http://ut.bpweb.bp.com/scale/pred/squeeze.htmA good scale
inhibitor must be:
Efficient: i.e. it must be able to inhibit the scale in
question, irrespective of the mechanisms operating.
Stable: it must be sufficiently stable under the conditions
imposed.
Compatible: it must not interfere with the action of other
oilfield chemicals, nor be affected itself by them.
Compatibility in this sense is understood to include direct
chemical interaction and mechanistic antipathy.
Cost effective.
In order to optimise the field performance, a chemical must be
deployed correctly. For example, injection of a scale inhibitor
into a production header is wasted if it does not contact
incompatible waters before they mix in the production system. In
some cases it may be necessary to install continuous injection
facilities downhole to ensure proper deployment of scale
inhibitor.
After a well has suffers seawater breakthrough, scale formation
could occur in the near wellbore region, across perforations or in
the tubing. Whilst downhole injection of an inhibitor may protect
the tubing, squeeze treatments may be needed to ensure protection
of perforations and near-wellbore. In this technique production is
stopped and a concentrated solution of scale inhibitor is pumped
into the well and out into the formation. After a shut-in period of
usually 6-24 hours, production is resumed, and the scale inhibitor
leaches back into produced fluids, giving protection against scale
formation until the scale inhibitor is exhausted, when the well is
re-squeezed.
Following a squeeze, the concentration of scale inhibitor in
produced fluids falls off exponentially. Successful treatments have
as long a half-life as possible. There are many factors controlling
the rate of inhibitor returns and effectiveness of squeeze
treatments such as:
Adsorption/desorption behaviour of scale inhibitor on reservoir
rocks and minerals. Work from Heriot-Watt University suggests a
very steep rise in the adsorption isotherm at low inhibitor
concentrations is a prerequisite for good squeeze lives.
Precipitation of scale inhibitor in the reservoir. A
precipitation/resolution mechanism can increase the squeeze
lifetime over adsorption/desorption treatments. However, the
precipitation process must be carefully controlled in order to
avoid blocking pore throats and suffering irreversible loss of
chemical.
Entrapment of scale inhibitors in the formation for other
reasons, such as changes in relative permeabilities of fluid as a
result of actually applying the treatment;
Modification of inhibitor properties by the porous media.
Experience within the industry is increasing, and as new
chemicals are developed, an improvement in squeeze treatments can
be expected.
In more recent years focus has been on developing alternative
delivery systems for scale squeezing:
Oil soluble inhibitors are frequently used for pre-emptive
squeezing to address the risk of scaling during initial water
breakthrough or to treat water sensitive reservoirs.
Microparticle dispersions of solid scale inhibitor.
Emulsified scale inhibitor.
Encapsulated scale inhibitor where beads of inhibitor are placed
in the well sump.
Scale inhibitor encapsulated into gravel packs although these
provide a once only treatment
1.3.6 Scale Dissolvers
The dissolution of scale in a liquid is the reverse of the
crystallisation process by which the scale deposit was laid down.
Carbonate scales are most readily dissolved with mineral acids,
although in order to avoid corrosion and other forms of damage
organic acids such as acetic acid are often preferred.
CaCO3 + 2HCl --- >CaCl2 + CO2 + H2O
The sulphates (especially barium sulphate) are particularly hard
to remove once formed. They are largely insoluble in acid and
require chelants and/or mechanical removal (such as high pressure
water jetting).
Chelation or sequestration is the formation of soluble metal ion
complexes in the presence of substances which would normally give a
precipitate. The process of chelation is illustrated below:
Consider a system in which barium sulphate scale is present. In
water/brine the solubility of barium sulphate is in the range 5-50
mg/l. There are, therefore, some barium ions in solution:
BaSO4 --- > Ba2+ + SO42- (1)
Ba2++L--->BaL(2)
L = chelating agent
More detail on scale management is contained in Appendix 7 of
this completion design manual.
1.4 Wax
Although wax rarely impacts wells due to higher temperatures it
is important for well engineers to understand the mechanisms of wax
formation and deposition, the prediction of waxing tendency and
preventative and remedial options in order to contribute to the
development of a wax management strategy should it be required.
1.4.1 Description Of Wax
Waxes are a natural constituent of crude oils and condensates
consisting of mainly heavier (>C17) paraffinic hydrocarbons.
These may be straight or branched chain or cyclic, and they affect
production in two ways.
Firstly they can have an adverse affect on the viscosity of the
oil. This has important implication to pipelines, either in-field
or export. They can impart non-Newtonian behaviour, i.e. that the
viscosity of the oil depends upon the shear rates applied to it, in
addition to the temperature. A good common example of this is
household non-drip paint. Here, under low shear the paint does not
flow (i.e. non-drip), but at high shear when applied by paintbrush,
the paint flows naturally to cover the surface. Such behaviour in
production operations normally manifests itself during shut-downs
or under turn-down operations. Following a shut-in, when flow
restarts, the initial shear rates may be very low. At low shear
rates the apparent viscosity may be high, in some cases so high
that the available pressure from the pumps is insufficient to start
flow. This is particularly a problem in subsea lines where the
shut-in fluid temperature is low, compounding the high
viscosity.
Secondly, wax crystals can be deposited from bulk. In a pipeline
system, this may reduce the internal dimensions, but the real
effect upon flow through the line is an increase in the surface
roughness of the pipewall. This causes an increase in the energy
needed to pump the fluids through the line. Thus, for a given
pumping pressure, the volume throughput would be less in lines
where wax deposition has taken place. Wax deposition has also been
noted in risers, manifolds, at wellheads and in separators in
addition to pipeline systems. It is common to operate a clean
pipeline policy, this prevents deposited wax from hardening with
time which makes it more difficult to remove, and minimises the
risk of large volumes of removed wax from upsetting downstream
facilities.
Each of these phenomena is discussed below.
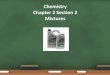
1.4.2 Impact Of Wax On Flow Characteristics Of Crude Oil
Most crudes are relatively fluid and easy to pump. However, this
may not be the case for waxy or heavy crude oils. Typical ranges in
the characteristics of crudes affecting pumpability are shown in
Figure 5.2. Fluids eventually reach the ambient conditions
surrounding wells or pipelines. Waxy crudes can show significant
variations in flow behaviour at a given ambient temperature
depending upon the conditions suffered in reaching the ambient
temperature. For instance, dynamic viscosity curves are appropriate
for normal flowing conditions, when a fluid cools under flowing
conditions, but do not describe the flow behaviour following a
shut-in when fluids have cooled statically.
During a prolonged shut-in, waxy fluids may form a gel if they
fall below their pour point. This gel has mechanical strength and
there must be available pressures from the wells or pumps to
overcome that strength and restart flow. It should be noted that
fluids can be and frequently are transported below their pour point
when they have been cooled under flowing conditions. These effects
become further complicated by the presence of gas. In a single
phase system, the presence of gas can be beneficial by reducing the
viscosity, the pour points and the gel strength. In a two phase
system, the oil properties have a lesser impact on pipeline
pressure drops than the effect of flow regime.
Therefore, it is important to understand not only the
characteristics of the oil, but also the operating conditions of
flow, temperature and pressure, and whether gas is present (i.e.
two-phase (gas/liquid) flow).
Figure 5.2 Variability Of Crude Oil Pumpability Data
1.4.3 Questions To Be Answered
In a real system, fluids, their flow rates and the environment
surrounding the pipeline may all affect pumpability problems. The
following, therefore, need to be addressed:
i) What are the flowing (steady-state) pressure, temperature and
flow characteristics?
Crude oil flowing temperatures fall along the length of the
line. Thus, its viscosity increases away from the pipeline inlet.
Figure 5.3 shows typical temperature profiles for different flow
rates and how the local environment affects the profile.
Figure 5.3 Typical Pipeline Temperature Profiles
The flow rates, pipeline or well diameter, and the ambient
conditions determine the viscosity of an oil. The viscosity, the
pipeline dimensions and the flowrate determine the pressure drop in
a pipeline or well. Figure 5.4 describes the pressure drop across a
pipeline at different flow rates for three different types of
crude. At high flow rates, the viscous crude behaves in a similar
manner to the fluid crude.
Turbulent flow imposes high shear stresses which cause shear
thinning and a reduction in the apparent viscosity. Thus, for high
pipeline throughputs, the flow regime determines the apparent
viscosity of the oils. During normal operation, most flowlines are
in turbulent flow. However, in the latter stages of field life, or
during shutdowns, the flowrates may drop, hence the applied shear
stresses are lower which enables temperature to dominate the
viscosity of the crudes. At very high viscosities, the viscosity
can become more important to the pressure drop than the
flowrates.
Figure 5.4 Pipeline Pressure Response
j) If a pipeline is shut-down and allowed to cool, can it be
restarted?
Wax crystals precipitated in a crude cooled statically can
interact and cause formation of a gel like structure. The
temperature at which this gel forms is the pour point. The gel has
mechanical strength and it exhibits a yield stress, i.e. until a
certain minimum pressure is applied there will be no flow at all.
Even if this minimum pressure is available, the flow rate for a
line filled with cold viscous oil may not be high enough to allow
hot incoming oil to warm the line up and achieve the normal
operating flow again.
k) How long does it take a pipeline to cool?
In a subsea pipeline exposed to the seawater, cooling of the
fluids in the line would be much more rapid than in a buried
landline. Thus, the thermal capacity of the surrounding environment
must be considered. Figure 5.5 shows the fluid temperature with
respect to the surrounding soil for a buried line for 50 and 300
hours following a shutdown as a function of distance along the
line.
Shutdown problems can therefore be avoided if flow can be
restarted with the available pumping pressure within a specified
period of time.
Figure 5.5 Cooling In A Typical Buried Marine Pipeline
1.4.4 Testing Philosophy
There are a number of tests available to measure the wax content
of a crude oil. Since it is not possible to define wax without
reference to the conditions by which wax is separated, the wax
content is an empirical value. For instance, wax material that is
precipitated at 0C is likely to have a different composition than
any material separating at 20C. BP defines the wax content of a
crude as the weight of material precipitated when a solution of
asphalt free crude is dissolved in dichloromethane and cooled to
-32C.
The wax appearance temperature is that below which wax crystals
form. In practice this means the temperature above which either a
sample of crude or a wall in which it is in contact must be
maintained in order to avoid wax deposition.
1.4.5 Crude Oil Pretreatments
The rheological (flow) properties of a crude oil depend to a
large extent on the nature of the wax it contains. The nature of
the wax, in turn, depends upon the temperature changes and the
shear stresses that the sample suffered during the time that wax
was precipitating from the crude. It is vital to ensure that the
temperature and shear histories of a sample are well known before
any measurements are made. Thus, BP uses four standard
pre-treatments which cover a full range of the likely rheological
behaviour that a sample could exhibit from highly viscous to
minimum viscosity states. By measuring fluid properties (pour
point, yield stress and dynamic viscosities) after samples have
been subjected to these pretreatments, likely field behaviour
during normal conditions and those following shutdowns, etc, can be
identified. More details on wax management can be found in Appendix
7 of this completion design manual.
1.5 Asphaltenes
1.5.1 Description Of Asphaltenes
The term asphaltenes describes a group of compounds naturally
present in crude oils whose chemical structures are complex and
difficult to analyse. They are not fully understood and several
theories exist to describe their chemistry and behaviour.
Generally, they form part of the high molecular weight fraction of
a crude oil that, along with maltenes constitute asphalt. The
asphaltene fraction of a crude oil is usually defined as the heavy
polar aromatic fraction that is soluble in hot aromatic solvents
such as toluene, but insoluble in normal alkanes such as
n-heptane.
Pressure changes are the main initiating factor in asphaltene
precipitation and for cases showing a problem, it is likely to be
most acute in the vicinity of the bubble point
There is a close relation between asphaltenes and the higher
molecular weight resins and polycyclic aromatic hydrocarbons that
exist in crudes. During geological timescales, heavy polycyclic
aromatics oxidise to form neutral resins. Resins are described as
the material that is soluble in the n-alkanes that precipitate
asphaltenes, but are absorbed by surface-active materials such as
Fuller's earth. Asphaltenes probably arise from further oxidation
of resins. They contain a broad distribution of polarities and
molecular weights and the material precipitated will vary with the
solvent used. Therefore asphaltenes are classified according to the
precipitant and no single molecular structure is appropriate. For
instance, the standard IP test for the asphaltene content of a
crude oil determines the n-heptane insolubles. Lower molecular
weight solvents such as propane will precipitate larger amounts of
material since the precipitate also contains some resin material.
The resultant molecular weight of the precipitated material
therefore can vary enormously from thousands to millions, depending
upon the solvent. Analysis of n-pentane precipitated asphaltenes
might typically show 80-85% by weight carbon of which 50-60% is
aromatic, 7-10% hydrogen, and up to 10% sulphur, 3% nitrogen and 5%
oxygen, plus traces of heavy metals such as vanadium and nickel.
The nature of precipitated asphaltenes also varies between
different crudes.
Figure 5.6 is an attempt at illustrating a typical asphaltine
structure.
Figure 5.6 Hypothetical Structures For Asphaltenes Derived From
Oils Produced In Different Parts Of The World
In crude oils the asphaltenes are not normally present in true
solution. They have a very strong tendency to associate with
themselves and resins and form aggregates. One theory suggests that
asphaltenes are present in a micellar state in which there is a
central core consisting of very high molecular weight asphaltenes
with many condensed aromatic rings. This is surrounded by a region
of sheets of lower molecular weight asphaltenes and resins strongly
bound by electrostatic forces. As the distance from the central
core increases, the number of condensed aromatic rings falls and
there is a gradual transition to less polarity and less
aromaticity. The result is an onion-like structure with layers of
resins surrounding further layers of resin-like asphaltenes
surrounding a central asphaltene core.
Others suggest that asphaltenes do not exist as cumbersome
aggregates, but as single asphaltene molecules stabilised in
solution by resins through hydrogen bonding.
1.5.2 Asphaltene PrecipitationAsphaltenes are only a problem
when they are precipitated. Asphaltene deposits have been observed
in production tubing, restricting flow and causing production
declines. Tubing deposits can cause severe problems for wireline
operations. They have also been seen in production equipment, such
as separators, where asphaltenes have collected after having been
precipitated further upstream. Asphaltene deposition in the
reservoir has been reported causing permeability reductions or
changes to wettability, resulting in lower recoveries. Downhole
safety valve problems have been attributed to asphaltenes in BP's
Ula field and other asphaltene problems have been encountered Clyde
and in the Middle East in Kuwait.
To identify whether asphaltene precipitation is likely and where
it may occur, the precipitation process itself must be
understood.
The physical state of the asphaltene molecules or micelles in
crude oil is determined by the stabilising nature of the resins. In
the stable well-dispersed state, the asphaltenes are referred to as
being peptized by resins and maltenes. Any operations that causes
the stabilising layers to be removed can result in the unpeptized
asphaltene molecules or micelle flocculating and forming a deposit.
The stabilising effect of resins can be illustrated by the nature
of the asphaltene precipitate formed when n-alkanes are added to a
crude oil. Lighter alkanes can only remove some of the lighter
outer resins which more closely resemble alkanes in structure.
Longer alkane chain lengths are able to remove more of the
peptizing resins, resulting in a precipitate with a lower molecular
weight. Higher alkanes produce a precipitate containing a lower
percentage of resins and consequently less precipitate.
The nature of the crude oil itself also has an effect. An
aromatic oil will be a good solvent for the peptised asphaltenes
while a paraffinic crude will be a poor solvent. The risk of
asphaltene deposition is therefore a result of not only the amount
of asphaltene and resin material in the oil, the but also of the
solvency power of the oil for its asphaltenes. Crudes that are
aromatic in nature and have a high resin content will be less
liable to asphaltene deposition.
Asphaltene deposits can appear hard and coal-like, or more
sticky and tar-like. The nature of the deposits is determined by
the crude oil and the conditions under which precipitation
occurred. For instance, if all stabilising resins are stripped away
and asphaltenes precipitate, they will be composed of the high
molecular weight, highly condensed core species. These pack closely
together leading to a very hard deposit. If asphaltenes are
precipitated by lighter n-alkanes, fewer of the peptising resins
may be removed. The resultant deposit may be a very viscous sticky
fluid that can contain entrained oil.
1.5.3 Determining The Risk Of Asphaltene Deposition
In order to establish the risk of asphaltene precipitation
during oilfield operations, the crude oil must be characterised for
its asphaltene content and its solvency for its asphaltenes, and
then the effect of the external conditions determined. Typical
assays include asphaltene and resin contents and their respective
molecular weights. The solvency of a crude for its asphaltenes can
be determined via either a flow through cell apparatus or using a
laboratory titration technique. The main stages of assessing the
risk of asphaltene deposition in a well are:
Sampling.
Determination of asphaltene and resin content.
Determination of the molecular weight of the asphaltene and
resins.
Determination of flocculation onset.
Modelling.
Each of these is discussed in detail in Appendix 7 of this
completion design manual.
1.5.4 Operational Variables Effecting Asphaltene Deposition
Once on production there are several variables which can impact
the onset of asphaltene deposition in a well, including
temperature, pressure, gas lift, acid stimulations, miscible gas
injection, electric fields and commingling different crudes. The
mechanism and impact of these are discussed in detail in Appendix 7
of this completion design manual.
1.6 Hydrates
1.6.1 Description Of Gas Hydrates
Hydrocarbon gas and liquid water can combine to form crystalline
solids which resemble wet snow or ice under conditions of high
pressure and low temperature. Joule Thomson cooling effects due to
pressure drops are a key cause of hydrate formation in wells and
process systems particularly during shut-down or start-up
operations. These solids are called Gas Hydrates or more correctly
Natural Gas Hydrates (NGH). The crystal structure is composed of
cages of hydrogen bonded water molecules which surround 'guest'
hydrocarbon gas molecules such as methane, ethane and propane.
Gas Hydrates are unusual in that they behave as solutions of
gases in crystalline solids rather than as chemical compounds. No
strong chemical bonds are formed between the hydrocarbon and the
water molecules. The ratio water molecules to gas molecules can lie
within the range 5.7 to 19. For methane hydrate (5.7 ratio), 15
wt.% of the hydrate is methane gas. NGH exists in two crystal
structures; type I (small cavity) and type II (large cavity). The
two structures are composed of different ratios of 12-, 14- and
16-faced water cages.
It should be noted that it is not necessary for a free gas phase
to be present as long as the hydrate formers are present in the
system.
Figure 5.7shows hydrate snow being removed from a condensate
flowline (photo courtesy of Deepstar).
Figure 5.7 Picture Of A Gas Hydrate
Refer to the Well Gas Hydrate Handbook for Completions, Well
Testing and Intervention on the web site at:
http://ut.bpweb.bp.com/GasHydrates/download/Gas Hydrates for
Completions Well Testing and Interventions.doc1.6.2 Gas Hydrates
Problems
Gas hydrate formation has been a major concern in oil and gas
production systems ever since Hammerschmidt identified pipeline
hydrates in the 1930s. Hydrates can form blockages in oil and gas
pipelines and production facilities.
Preventing gas hydrates forming in pipelines and facilities
costs the oil and gas industry millions of dollars each year.
1.6.3 Prevention Methods/Options
The present technical solutions available to prevent hydrate
formation include; lowering the system pressure, methanol or
mono-ethylene glycol solvents as thermodynamic inhibitors,
tri-ethylene glycol contactors to dehydrate gas, and pipeline
insulation/heating to keep the system warm and, hence outside the
hydrate forming region. In recent years new low dose hydrate
inhibitors have been receiving considerable industry attention.
Replacement of the traditional thermodynamic inhibitors, methanol
and glycol, is highly desirable from both commercial and Health and
Safety considerations. The operating costs for these solvent-based
inhibitor treatments are expensive, and the off-shore facilities
for these treatments can be complex and logistically intensive.
From a safety perspective, it is becoming increasingly unacceptable
to store large inventories of solvent on offshore platforms. BP
Exploration has been working for several years to develop a robust
and cost effective low dose inhibitor technology which can be
commercially deployed in its oil and gas production operations.
1.6.4 Hydrate Predictions And Modelling
To determine the conditions of temperature and pressure under
which hydrates can form from a hydrocarbon stream with water, the
best approach is to conduct careful experimental measurements on
the appropriate fluid mixture. In practice, however, this is not
always convenient and methods for predicting hydrate behaviour
using thermodynamic models are particularly valuable.
In BP the 'Multiflash' software (Infochem Computer Services
Ltd.) is used to carry out hydrate predictions in addition to other
models, and relate the results to a variety of operational
circumstances where hydrates may be a concern. Applications
include; subsea flowlines, multiphase export lines, gas processing
facilities, and drilling muds. Fluids treated have spanned dry
gases, through condensates, to heavy oils.
The information required for a model prediction is a
compositional model for the hydrocarbon stream together with
details of water cut (only if very small) and salinity. Hydrate
suppression using methanol or glycol can also be treated, allowing
estimates to be made of dosing rates required to achieve specified
operating conditions.
An important aspect of the modelling studies is the comparison
of results with experimental data that have been obtained for
fluids with similar compositions. This has provided a useful means
of quality assuring the predictions, and to this end, a database of
such experimental data has been assembled.
It should be noted that the predictions of all models of this
kind are of hydrate dissociation, which represents a 'worst case'
situation. The results are normally presented in terms of a hydrate
curve, such as that shown below in Figure 5.8. Conditions of
temperature and pressure to the right and below the curve
correspond to regions where hydrates cannot form. To the left and
above the curve are conditions where hydrates can form, and are
increasingly likely to do so within a given time period, at points
further away from the curve.
Figure 5.8 Hydrate Formation Curves
1.6.4.1 Low Dose Hydrate Inhibitors
Low dose hydrate inhibitors (LDHIs) can be classified into two
categories: anti-agglomerates (AA) and kinetic inhibitors
(KI):1.6.4.2 Anti-Agglomerates
Anti-Agglomerates (AA) also known variously as hydrate
dispersants, hydrate slurry additives and hydrate growth inhibitor
(HGI). AAs work by suspending hydrate crystals in the oil or
condensate phase, thus dispersing hydrates and preventing
agglomerations into solid plugs. Some AAs, such as Baker Petrolites
RE-4136, are surfactants which attach to hydrate particles and
disperse them as they form. Other AAs, such as IFPs Emulfip, are
emulsifiers. Emulsifying AAs function by forming a tight
water-in-oil emulsion which limits hydrate crystal size by
separating the water and ultimately the hydrates into small
droplets.
AA inhibitors will be operationally more complex due to having
to deal with transport of a slurry. There will also be issues about
decomposing the hydrate slurry at the receiving facility and
achieving good water/oil separation. The current AA products (Shell
chemistries) are based on quaternary ammonium chemistry and have
some toxicity issues.1.6.4.3 Kinetic Inhibitors
KIs disrupt hydrate nucleation and/or microscopic hydrate
crystal growth. This interference retards hydrate growth kinetics
and consequently the hydrate induction time. The goal is to prevent
significant hydrate growth beyond the residence time of the
produced fluids. The induction time is the time between entering
into hydrate-forming conditions and the onset of hydrate
formation.
LDHIs are still a new technology in offshore oil and gas
production. In certain situations, applications of KI and AA
technology can be significantly lower cost than traditional control
methods such as methanol or glycol treatments. This is because LDHI
dosage levels can be 50-100 times lower than the dosage levels of
thermodynamic inhibitors. These low KI and AA dosage levels
translate into lower pumping, storage and transportation Capex and
Opex costs. LDHIs can also provide an alternative technical
solution, e.g. in situations where sufficient volumes of methanol
cannot be injected due to umbilical or injection limitations
(Troika - GoM). LHDIs can also offer desirable improvements in
off-shore HSE, for example by removing, or greatly reducing, the
inventory of flammable methanol/glycol solvents.
The BP web site below is to the gas hydrates website which
contains additional information and useful references:
http://ut.bpweb.bp.com/GasHydrates/1.7 Emulsions
Emulsions can reduce production due to their high viscosities
and may cause formation damage both in production and injection
wells. An emulsion is a stable dispersion of two immiscible liquids
(e.g. oil/water), in which one phase (dispersed phase) exists as
fine droplets suspended in the other phase (continuous phase). The
water in-oil emulsion is more common and problematic than the
oil-in-water emulsions.
Emulsions are formed by mixing/agitation (i.e. by turbulence in
the formation, at restrictions or in pumps). They are stabilised by
surfactants (particularly cationic surfactants), asphaltenes or
finely divided solids (e.g. wax and clays). Emulsions are
characterised by droplet size distribution and stability. Smaller
droplets give tighter or more stable emulsions. This is usually
determined as water break-out versus time or measured by voltage
resistance across an immersed electrode.
Emulsions can be broken by demulsifiers (eg, anionic
surfactants), by dissolving the finely divided solids and by
heat
Water-in-oil emulsions can hold up to 70% water and have
viscosities that are orders of magnitude greater than the oil
viscosity. This creates severe production problems, such as poor
inflow, high pressure drops, slow rod fall and overloaded ESP
motors. Continuous downhole emulsion formation can sometimes be
prevented by better completion practices (i.e., more perforations),
but usually requires continuous chemical injection below the tubing
shoe or pump intake to break or invert the emulsion.
Injecting brines or acid into a formation with highly
surface-active crudes (asphaltic or paraffinic) can produce severe
emulsion blockage which is very difficult to treat. Including the
proper combination of anionic or nonionic surfactants in treating
fluids and using a spearhead of a suitable aromatic solvent can
prevent such problems. The compatibility studies, specified in API
RP 42, should be conducted on all completion stimulation and
injection fluids to evaluate the emulsion risks.
1.8 Sulphate Reducing Bacteria
Sulphate reducing bacteria (SRB) are micro-organisms found in
surface water that convert sulphates to H2S. They can create
serious problems in any anaerobic (oxygen free) conditions, such as
those downhole, and particularly with seawater injection. SRB can
sour reservoirs, cause severe corrosion and plug injection wells.
Souring sweet reservoirs may require replacement of tubulars and
surface equipment not meeting NACE MR01-75 specifications for sour
service where catastrophic failure as a result of sulphide stress
cracking can occur. SRB are also cathode depolarizers (by accepting
hydrogen ion) and, therefore increase corrosion rates. They also
produce slimes and ferrous sulphides (a black solid) which may plug
injectors.
Microscopic counts or cultural techniques are the most reliable
methods for determining bacterial activity. API RP 38 provides
methods for determining bacteria counts and evaluating
biocides.
Bacterial control is achieved by regular biocide treatment of
injection waters and specific treatment of drilling and workover
fluids.
1.9 Wettability And Relative Permeability Changes
Changing the reservoir wettability from mainly water-wet to
oil-wet can significantly reduce oil production rates and
waterflood sweep efficiency, particularly for low permeability
formations. Naturally water-wet rock (sandstone, carbonates, clays)
can become oil-wet by adsorption of surfactants or precipitation of
organic scales. Cationic surfactants (corrosion inhibitors) may
cause sandstones to become oil-wet, and anionic surfactants (scale
inhibitors) may alter the wettability of carbonate reservoirs.
Injecting oil into a gas zone reduces the relative permeability
to gas (decreases gas saturation) and, thus, should be avoided.
Similarly, increasing the water saturation in a tight rock can
reduce oil relative permeability and cause a water block. Hence,
liquid emulsions and foams are often used to fracture tight
reservoirs, instead of water-based fluids.
Solvents can be used to restore wettability, and mutual solvents
are used in acids to minimise relative permeability damage in tight
rocks.
1.10 Completion Fluid Chemistry
The major cause of downhole chemical problems is the injection
of completion fluids that are incompatible with the reservoir or
formation fluids. Scale precipitation due to seawater injection,
wettability alteration due to cationic surfactants, clay damage due
to salinity changes, or emulsion formation are just a few examples.
Acids require special considerations since the large fluctuations
in pH can dissolve or precipitate many components, such as iron
compounds or asphaltenes. Completion fluids must also be compatible
with the wellbore components to prevent corrosion of the metals or
deterioration of the seals.
Simple compatibility tests are adequate to identify many of
these problems. Mixing completion fluids with reservoir fluids in a
standard high-pressure mud cell at reservoir temperatures is an
established technique.
Refer to section 2.
1.11 References
BP Production Chemistry Website
http://pwn.bpweb.bp.com//guide_test/default_prodchem.htmSampling
Guidelineshttp://pwn.bpweb.bp.com/roadmap/sheets_htm/samplingguidelines.htmBP
Recommended Test Procedures
http://ut.bpweb.bp.com/RTPManual/homepage.htmSqueeze
Treatments
http://ut.bpweb.bp.com/scale/pred/squeeze.htm
Scale Powerpoint Presentation
http://pwn.bpweb.bp.com/network/assetnews/2000/AugSep00/downholescale.ppt
Hydrates
http://ut.bpweb.bp.com/GasHydrates/
Specifications For Sour ServiceNACE MR01-75
Fluid Compatibility Study (Emulsions)
API RP 42
Determining Bacteria Counts And Evaluating Biocides
API RP 38
_1077545497.ppt
DENSITY: 800-1160kgm-345 - 10 APIWAX CONTENT0 - 50%wtPOUR
POINT-20 - 50CVISCOSITY10 - 100,000 mPas (cP) @ 20CYIELD STRESS0 -
Well above Pipeline Values
FIGURE 1
VARIABILITY OF CRUDE OIL PUMPABILITY DATA
_1061362090.doc