Embed Size (px)
Citation preview

Sensing Strategy to Detect Wrinkles in Components Pratap Pereira and Yuan F. Zheng, Senior Member, IEEE
Abstract-Wrinkling is a common phenomena in a range of manufacturing processes. The ability to sense the occurrence of wrinkles will be useful in deep-drawn sheet metal forming to make on-line closed-loop feedback control of the binder forces feasible. This would lead to higher productivity and better quality of deep-drawn components. The sensing of wrinkles as they occur in manufacturing applications is considered here. The sensors used are of a noncontact type, either a fiber optic displacement sensor or a laser range finder. The size constraint is particularly relevant for the on-line sensing application. The use of two displacement sensors to detect the wrinkle and estimate its peak amplitude is explained. The sensing strategy is experimentally verified.
I. INTRODUCTION HE quest to improve the quality of components from var- T ious manufacturing processes continues. In deep-drawn
metal forming one common failure mode is wrinkling failure. Wrinkling failure occurs when the compressive induced stess on the flange of the component exceeds the binder force. The problem of avoiding these wrinkles in manufactured components has been studied using different approaches. There has been recent work done to predict the areas that are wrinkle prone (Szacinski and Thomson [ 11, Ameziane-Hassani and Neale [2]) using a wrinkling limit curve (WLC) much like the forming diagrams that are used to predict necking failure. Neale [3] also used a theoretical analysis of wrinkle formation to try and get a wrinkling criterion that could be used in the design of dies. A finite element method that is extended to analyze and thus predict sheet metal wrinkling is presented by Ni and Jhita [4]. These are the various theoretical approaches to the problem. In the industrial environment these failures are corrected, conventionally by repeated adjustments and binder force variations.
Thiruvarudchelvan and Lewis [5] report the use of active blank holder force control proportional to the punch force. The logical extension of this nonfeedback approach is for complete feedback control that actively changes the binder forces as needed [6], [7]. For such an on-line system to be implemented there is a need for a suitable sensor that can detect the formation of wrinkles on the surface of the flange. The closed-loop control of die binder forces will revolutionize deep-drawn metal forming by allowing rapid setup of dies and consistent quality. The quality of the resultant components will be improved because a closed-loop control scheme is
Manuscript received July 15, 1992; revised October 13, 1993. This work was supported in part by the Office of Naval Research under Grant N-00014-
The authors are with the Department of Electrical Engineering, The Ohio
IEEE Log Number 9402063D.
90-J- 15 16.
State University, Columbus. OH 43210.
inherently immune to minor process disturbances [7]. These process disturbances cause process instabilities that result in flawed components.
The detection of wrinkles for closed-loop feedback control is of vital importance in the sheet metal forming industry. Unfortunately, until now automatic detection of wrinkles has not received much attention by researchers. Hardt and Fenn [7] used a cylindrical cup that touches the unsupported portion of the blank; the wrinkling on the blank allows light to be detected by a photosensor. The intensity of the detected light is proportional to the intensity of the wrinkling. This method thus gives a global measure of wrinkling of the component. Furthermore, while it was sufficient for their experiments, it cannot be easily extended to arbitrarily shaped components.
The development of a new wrinkle-sensing strategy is detailed in this paper. In the deep-drawn sheet metal forming process there is a size constraint for the sensors used. Further- more, the sensors should not in any way affect the process itself. For this reason the sensors used are of a noncontact type, either a fiber optic displacement sensor or a large range finder. TWO displacement sensors are used to estimate the peak amplitude of a sinusoidal wrinkle.
The structure of this paper is as follows. The sensing strategy using two displacement sensors is discussed in the next Section. Section I11 is devoted to the verification of the sensing strategy using the fiber optic displacement sensor and the laser range finder. Section IV is the conclusion.
11. SENSING STRATEGY
A . Problem
The detection of wrinkles on the flange area of a component can be done using a displacement sensor that is positioned to observe a relevant area of the flange. The particular position that is observed may or may not be deformed. If the displace- ment sensor sees a wrinkle, the exact spot on the wrinkle that is being measured is impossible to tell. Thus, the spot measurement may give the displacement of the peak or the valley. The problem is evident from Fig. 1. It is seen that a method of estimating the maximum or peak amplitude of the wrinkle is necessary. It is the maximum amplitude of the wrinkle that indicates the degree of severity of the wrinkling that has occurred.
B. Measuring Technique A method that can be used to estimate the maximum wrinkle
amplitude using two displacement sensors is described in this section. Consider a sinusoidal wrinkle that is seen by two displacement sensors separated by a distance d as in Fig. 2.
001 8-9456/94$04.00 0 1994 IEEE

PEREIRA AND ZHENG: SENSING STRATEGY TO DETECT WRINKLES IN COMPONENTS 443
Sheet MeteJ Blank
Fig. 1. The sensing problem.
SrstMcPIBL.lllr
Fig. 2. Sensor placement.
x l ' xz I X'
Fig. 3. Estimation technique.
Since the wrinkle is sinusoidal, the two readings obtained from the displacement sensor will be some a1 and a2 as seen in Fig. 3 where
a1 = Asinx1 a2 = A sin 22.
The actual values of x1 and x2 will vary and cannot be predicted or accurately determined. Now consider the amplitude at the midpoint between x1 and 5 2 (say x') in Fig. 3. This amplitude can be estimated linearly as
a1 + a2 2
a, = -.
The slope at x' can be computed as a2 - a1 s, = ~ Ax
(3)
(4)
where Ax is the distance between the two readings a1 and a2 or ( 2 2 - 21). If we use angular units for the sinusoid, the
angular units and displacement units for the position on the flange are related by the expression
(5) wA0 = AX = d.
Here we have chosen this increment to be equal to d, the distance of separation between the two sensors. If we also set w to be an estimate of the spatial wrinkle frequency to be sensed, then
d A0 = -. W
Thus, the slope can be estimated as
The choice of w has certain implications that will be dealt with later.
Since the wrinkle is sinusoidal, the amplitude and slope at the point x' are given as
a, = A sin x' s, = Acosx'
From the above equations along with (3) and (7) we also get the required peak amplitude estimate as
(1 1) x' = arctan -.
This gives us the ability to estimate the peak amplitude of the wrinkle being seen by two displacement sensors placed d apart.
a, S C
C . Limitations of Technique
The choice of w implies that this technique always estimates the amplitude of the fundamental sinusoid that passes through the points seen by the two sensors. There are physical limits on the basis of which w can be chosen. For a given thickness of sheet t the smallest possible wavelength (A) of the wrinkle is assumed to be 41. This is the limiting physical case when the wrinkle is completely set, if in Fig. 2 the wrinkle is compressed fully in the horizontal direction. If w is chosen to correspond to the smallest wavelength, then the aliasing problem is avoided.
The use of the slope computation, which is essentially a numerical differentiation step, is accurate only when d << X/4, where X is the wavelength of the wrinkle. From the above discussion it is seen that a choice of d << t is what is required. This may pose implementation problems. If an w smaller than that specified is used along with a larger d, the system can be made to work, albeit with aliasing. The sensor will still have applications because in an on-line real-time sensing and control system, the wrinkling failure is never allowed to occur and is kept corrected. The final state of failure when the low-frequency wrinkles set into high-frequency wrinkles is avoided. However, in the case when d is larger than optimum, an altemative technique to determine the out-of- range condition with aliasing needs to be developed which will enable the controller to gracefully shut down. It is to be noted

444 IEEE TRANSACTIONS ON INSTRUMENTATION AND MEASUREMENT, VOL. 43, NO. 3, JUNE 1994
that in the application envisaged for this system, primarily in active real-time control of a press, wrinkles that occur can be corrected only if detected very early. Once the wrinkles are larger, the process has failed. In inspection applications multiple readings can be taken to check for a variety of possible wrinkling frequencies. The use of multiple readings in the on-line application is not possible since the sensors are installed in a fixed position. It is seen that for the differential step the error propagated by incorrect readings is minimized as d is increased. The choice of d is thus a compromise that suitably satisfies these criteria. The error criterion demands a larger d, while the differentiation and linear interpolation step requires a small d. In the experiments a d of t / 5 0 was used.
D. Error Analysis In using displacement sensors to estimate the maximum
amplitude of the wrinkle being formed, there typically will be errors that occur due to the technique used as well as constraints on the detection system. Particularly the use of a numerical differentiation term in the technique can be seen as a problem area, as these are notoriously sensitive to noise. In order that the effect of erroneous readings in displacement be estimated it is necessary to analyze the error.
As seen in Section 11-B, assume that the two readings obtained are a1 and u2. Assume that these sensors produce an output that has a normally distributed random error component that has a maximum value that is equal to the resolution of the sensor. This choice can be justified by seeing this error as the maximum that the sensor will be off in any given reading. Thus, the actual displacement readings seen by the sensor will be
U: = a1 + A
ah = a2 + A.
(12)
and
(13)
The maximum amplitude is estimated as given in (10) also given below.
The per unit error is estimated as
A = J m (14)
and
- d A - - 2a, da, + 2s, ds , A 2 ( 4 + S Z ) .
From (3) and (7) we also get the errors as
dal + da2 2
da, =
If the maximum error in either a1 or a2 is E , then the maximum values of da, and ds , are
da, = &E 2.5
ds , = f-. d
Therefore, the maximum absolute per unit error in the esti- mated amplitude of the wrinkle is
dA a& + - d - -
A ( a z + s : ) ’
Using the results in (8) and (9) in (20) we get
2E dA t sin z’ + - cos z’ - d
A A (21) - E m a x = -
This expression gives us the dependence of the error on the position on the sinusoid 2’. Thus, the error in the estimate of the maximum amplitude varies depending on the position on the wrinkle that the sensor is measuring. This makes it possible to associate a measure of confidence with every estimate.
E. Sensing Algorithm
A better method of estimating the maximum amplitude of the wrinkle is to average the readings of the two sensors when the difference between them is below a certain threshold and to use the estimator when the difference is above this threshold. This threshold can be computed given the specifications of the die and the thickness of the sheet. This reasoning is also intuitive because if the sinusoidal wrinkling is not very large, the error in direct measurement is small and the estimator need not be used. This modified sensing strategy can be algorithmically represented:
1) Measure the displacement output of the two sensors a1 and a2.
2) If the difference la1 - a21 < TJ where $ is the threshold, then the maximum amplitude is estimated as (a l+a2) /2 .
3 ) If Step 2 is not satisfied, then use the estimated value as given in (3), (7), and (10). The estimator will give an answer that is closest to the actual.
This algorithm can be easily implemented in the controller used to process the sensor readings into an amplitude estimate. The choice of $, the threshold, is determined by the maximum expected size of the wrinkle. A reasonable rule of thumb would be to use 10% of the maximum expected size. Further experiments on an actual press will be needed to confirm this, though in the laboratory experiments it worked well.
111. SENSORS AND EXPERIMENTS
A. Displacement Sensors
The use of two displacement sensors to accurately estimate the maximum amplitude of the wrinkle has been explained. The main criterion for selecting a suitable displacement sensor to be used in this application will obviously be the feasibility to retrofit a press with the sensor in the case of the on-line application (Fig. 2) . Thus, a sensor that makes the minimum demands as far as modifications necessary to install it on a sheet metal forming press is required. The use of a fiber optic displacement sensor is suggested. This sensor meets almost all the requirements that this application needs [8]. The laser range finder is an alternative displacement sensor that has a

PEREIRA AND ZHENG: SENSING STRATEGY TO DETECT WRINKLES IN COMPONENTS
Fig. 4. Layout of displacement sensor.
TABLE I SPECIFICATIONS OF A FIBER OFTIC SENSOR
Sensitivity 0.18 pcIn/mV Range 5 mm Resolution 0.25 pm
TABLE I1 SPECIFICATIONS OF A LASER DISPLACEMENT SENSOR
Probe Standoff Module Probe Size Resolution Linear Range Distance LB-70 1 x 2 10e - 6 80 100 LB-72 1 x 1 2e - 6 20 40 Nore; All dimensions in millimeters.
larger range but requires a larger tradeoff distance. The laser range finder by virtue of its larger size is not very suitable for the on-line application. Both these sensing technologies can be applied along with the given sensing strategy.
displacement sensor that is used in this application can be classified as an extrinsic-type reflective displacement sensor. This type of sensor is also often referred to as an amplitude-type fiber optic lever sensor in the literature.
The sensor consists of a bifurcated multimode optical fiber bundle whose common end is placed near a reflective surface. The input fiber is illuminated by a light source. Any motion of the reflector surface modulates the intensity of the light that is seen by the receiving fiber. The variation of receiving light intensity is a measure of the displacement between the sensor and the reflector surface [9]. The physical layout of this sensor can be seen in Fig. 4. These kinds of lever sensors have demonstrated their measurement abilities comparable to other intensity-type sensors; their simplicity, ease of implementa- tion, and small size make them suitable for several applications that have dimensional constraints.
Typical specifications of fiber optic displacement sensors are given in Table I [ 101. They are very sensitive but have a limited total range. The surface reflectivity conditions tend to level shift the entire signal, making it possible to get accurate results once it is calibrated for a given surface. The standoff distances required are also much smaller than for laser displacement sensors.
2) Laser Range Finder: The laser range finders are dis- placement sensors that use a triangulation method. They have a greater range but have a larger size and greater required standoff distance, thus making them more suitable for off-line inspection applications.
Typical specifications of a laser range finder are given in Table I1 [ I l l .
1) Fiber Optic Displacement Sensors: The
445
Fig. 5. The experimental setup.
Displacement Sensor S.mp* mica
Pclfamssca I
and Display
Fig. 6. Block diagram of experimental setup.
B . Verification of the Sensing Strategy
1 ) Using Laser Range Finder: The first task in the exper- imentation stage was to prove that the sensing strategy does indeed work. For this purpose it was necessary to digitize near sinusoidal surface wrinkles and apply the estimator to see whether the peak amplitude was correctly obtained.
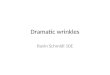
A laser displacement sensor LB-70 from Keyance Corpo- ration [ I l l was mounted on the end effector of a PUMA Unimation 560 Robot (Fig. 5) . The robot was controlled from a PC that also had the A/D converter card used to interface to the sensor Software was written to control the robot and read the sensors during a scan operation. The block diagram of the experimental setup is given in Fig. 6. A near-sinusoidal test shape was obtained by using a gently curved sheet that was attached to a plane surface. The robot that served as a scanner was commanded to move parallel to the plane surface. The robot is not a precision measurement device; the resolution needed was obtained by using the slowest speed and taking measurements at fixed time slices. The measurement scan is started after the motion begins when the speed was stabilized, practically by using the middle 100" of the 320' movement limit of the joint. The nonlinearity problems were avoided by only using the waist joint of the robot to perform the scan. Thus, neither the absolute positional accuracy nor the repeatibility of the robot was an issue in this experiment. It is, however, dependent on the speed tracking of the joint controller being good. The digitized surface is shown in Fig. 7.

446 IEEE TRANSACTIONS ON INSTRUMENTATION AND MEASUREMENT, VOL. 43, NO. 3, JUNE 1994
a
smpla 0.04” qat
Fig. 7. Actual digitized surface.
s.mpla 0.04” qat
Fig. 8. Estimated peak amplitude at each pair of samples.
The estimator was used to determine the peak amplitude for every set of adjacent measurements. The peak amplitude thus estimated is shown in Fig. 8.
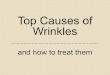
To get a better idea as to the effectiveness of the estimation technique in Fig. 9, both the actual surface and the estimated peak amplitude are plotted simultaneously.
From Fig. 9 it is seen that the results of the theoretical analysis are confirmed. The intuitive result that the estimator should be most accurate when the sensors are seeing the actual peak of the sinsuoidally modeled wrinkle is shown to be true. The accuracy drops off as the curve turns nonsinusoidal. The excursions in the estimator output occur, as expected after the error analysis, due to the sensitivity of the numerical differ- entiation step to noise. The maximum error in the estimated peak amplitude is rather high, being about 30%. It would be more useful to use a series of readings in time as the process progresses to estimate the amplitude more accurately. The technique does, however, produce a rather robust Boolean result as to the presence of the wrinkle. This is in itself not a trivial task.
ex- periment was repeated using an MTI-1000 photonic sensor made by MTI Instrument Division [ lo] . The sensor consists
2 ) Using the Fiber Optic Displacement Sensor: The
0 20 40 60 80 100 120 140 160 180 -15
S.mplCs 0.04” .pat
Fig 9 Actual surface and peak estimate
0
Fig. 10. Sample component to be measured by sensor.
of the fiber optic probe and a stand-alone instrumentation system. The sensor has an analog output that is connected to the A/D converter on the PC. The probe was mounted on the end effector of a PUMA 560 robot (Fig. 5). Samples were obtained that were at different stages. of wrinkling failure (Fig. 10). The wrinkles can be clearly seen on top of the components in the flange area. The samples used were 2- mm-thick sheet metal. Since it was not possible to actually take on-line measurements, the samples that had wrinkles were scanned. The resulting data files were analyzed using MATLAB. The only difference between the photonic sensor and the laser displacement sensor was that the photonic sensor had a nonlinear output characteristic. The data files were linearized and the peak amplitude of the wrinkle estimated.
Fig. 1 1 shows an actual segment of the sample wrinkled flange. The readings obtained as well as the estimated peak amplitude can be seen. In computing the estimated amplitude, since the samples are spaced 0.04 mm apart and the wave- length is quite large, the sensor separation for the numerical differentiation step was chosen to be 5 samples or 0.2 mm ( d ) . The wrinkle in this sample was just beginning to be formed and was not prominent.
In Fig. 12 a sample at a later stage of wrinkling was used. The sensor separation distance d used was once again 0.2 mm. The estimates in these cases can be seen to have an error that corresponds to the location on the sinusoidal wrinkle

PEREIRA AND ZHENG: SENSING STRATEGY TO DETECT WRINKLES IN COMPONENTS
~
447
5 10 15 U) 25 30 35
Samples 0.Wlam .pp1
Fig. 11. Wrinkled surface and estimator output-Initial.
‘ h ’
1.6
S.mpla 0.W” .pm
Fig. 12. Wrinkled surface and estimator output-Later
being seen. The ability of the sensing strategy over a simple displacement sensor to return a wrinkle presentlabsent signal can be clearly seen.
The accuracy of the estimate as seen in Section I1 is dependent on the position on the sinusoid that is observed. Since it is possible to compute this position, it is possible to get an estimate of the peak amplitude and also know the level to which it is accurate. Thus, the sensor can provide two signals that can make it effective in actual use. One will be the actual amplitude signal and the other a confidence level associated with the amplitude estimate.
The experiments using the photonic sensor were done using rather small size components where the wrinkling was not significant. In reality it will not be of much interest to apply such a sensing method for small trivial components. The sensing strategy will be applied typically in the case of larger dies as in the automobile industry.
In doing these experiments the other restriction was that we were limited to using just the one probe that we had. The scanning system was necessary to get the pair of readings required to apply the sensing strategy. This was far from ideal as the readings were obtained with respect to the robot arm and were sensitive to the vibrations in the robot arm.
C. Inference The experiments that were conducted showed that the sens-
ing strategy is a feasible one. The estimated peak amplitude is not very accurate, but the technique has the ability to associate with every estimate a confidence measure. In a metal-forming process, however, getting an accurate present/absent signal for the surface wrinkles is at least as important as an estimate of the peak amplitude. The experiments show that the developed approach retums a wrinkle present/absent signal even when the wrinkle is just beginning to be formed. This proves that the approach is very suitable for the real-time control application. For global inspection of manufactured parts the fusion of multiple readings in time may need to be investigated if one wants a more accurate estimate.
IV. CONCLUSION
The essential aim of this research was to identify a suit- able sensor that could be used to measure the quality of a component. The detection of wrinkling, which is a common mode of failure in a variety of manufacturing processes, was considered. A sensing strategy was developed to use a pair of displacement sensors and get an estimate of the maximum amplitude of the wrinkle. The applications of such a system are in inspection and real-time feedback control.
For real-time control, the sensor should also be able to meet the constraints to be used within a deep-drawn sheet metal forming press. The fiber optic displacement sensor was found to be an excellent choice and met all required criteria that were specified. It is seen to be a feasible sensing strategy that can be applied to the feedback control of blank holder force and inspection applications.
For inspection applications the laser range finder is more suited since it has greater range and the ability to take good spot measurements.
Experimental results have proved that the proposed method is feasible and effective for wrinkle detection. It is especially suitable as a sensor in real-time active feedback control of binder forces in the sheet-forming process. As the sheet- forming industry strives to produce components with high quality and efficiency in many sectors, especially automotive, the method proposed in this paper will have a significant role in the industry.
REFERENCES
A. M. Szacinski and P. F. Thomson, “Investigation of the existence of a wrinkling-limit curve in plastically-deforming metal sheet,” J . Materials Processing Techno!., vol. 25, pp. 125-127, Mar. 1991. H. Ameziane-Hassani and K. W. Neale, “On the analysis of sheet metal wrinkling,” Inr. J . Mech. Sci., vol. 33, no. 9, pp. 13-30, 1991. K. W. Neale, “Numerical analysis of sheet metal wrinkling,” in Proc. 3rd Int. Conf Numerical Methods in Industrial Forming Processes (NUMIFORM), June 1989, pp. 501-505. C. M. Ni and R. Jhita, “Numerical technique for predicting wrinkling in practical sheet metal forming processes,” in Proc. Winter Annu. Meeting Amer. Soc. Mechan. Eng., 1990, pp. 139-153. S. Thiruvarudchelvan and W. G. Lewis, “Deep drawing with blank holder force approximately proportional to punch force,” J . Eng. Ind. 7kans. ASME, vol. 112, no. 3, pp, 278-285, 1990. C. Lee and D. E. Hardt, “Closed-loop control of sheet metal stability during stamping,” presented at the 14th NAMRC, vol. 1, May 1986.

448 IEEE TRANSACTIONS ON INSTRUMENTATION AND MEASUREMENT, VOL. 43, NO. 3, JUNE 1994
[71 D. E. Hardt and R. C. Fenn, “Real-time control of sheet stability during forming,” in Proc. Winter Annu. Meeting Amer. Soc. Mech. Eng., Nov. 1990, pp. 349-372.
[8] S. M. Juds, Photoelectric Sensors and Controls: Selection and Applica- tions.
[91 D. A. Krohn, Fiber Optic Sensors: Fundamentals and Applications. Research Triangle Park, NC: Instrument Society of America, 1988.
[IO] MTI Instrument Division, “MTI-2000 fotonic sensor probe module specifications,” Latham, NY 121 10.
[ 1 1 I Keyence Corporation, “LB-70LB-72 laser displacement sensor specifi- cations,” Fair Lawn, NJ 07410.
New York: Marcel Dekker, 1988.
currently a Professor. multisensor integration geometric design.
Yuan F. Zheng (S’82-M’85-SM’90) received an undergraduate degree from Tsinghua University, Beijing, China, and the M.S. and Ph.D. degrees in electrical engineering from The Ohio State University, Columbus, OH, in 1980 and 1984, respectively.
From 1984 to 1989 he was with the Department of Electrical and Computer Engineering at Clemson University, Clemson, SC. Since 1989 he has been with the Department of Electrical Engineering at The Ohio State University, Columbus, where he is
His recent research interests are in robotic systems, I, noncontact surface measurement, and computer-aided
Pratap Pereira received the B.E. degree in elec- trical engineering from Anna University, Madras, India, in 1990, and the M.S. degree in electrical engineering from The Ohio State University in 1992 where he is currently a candidate for the Ph.D. degree.
His research interests are in process control in- strumentation, sensors, and industrial automation.
Dr. Zheng was awarded the Presidential Young Investigator Award by National Science Foundation in 1987 for his contributions to research.
the