Embed Size (px)
Citation preview

Rhode Island Convention Center • Providence, Rhode Island
Upgrading Steam and Compressed Air Systems:Basic Steam and Trap Functions
Session: Upgrading Steam and Compressed Air Systems
Troy Patterson, Steam Fitters Union Local 100, Dallas, TXUtility Systems Solutions, Inc. (SDVOSB, 8(a), SDB)
Wednesday, August 10, 2016 10:30 am – 12:00 noon

Energy Exchange: Federal Sustainability for the Next Decade
• The session is designed for facility and energy managers at – Federal: military bases, VA hospitals, prisons, schools and– Institutional: universities, hospitals and other campus environments.
• The first half will cover: – Overview of properly operating steam distribution system– Basic use of steam traps to return condensate to the boiler – Suggested strategies for enhancing steam/compressed air performance
• The second half will cover: – Capabilities of various available steam trap monitoring systems– Steam line/valve insulation: CalSil, Aerogel, Fiberglass– The function and utility of steam system service agreements
2
Introduction: Session Objectives

Energy Exchange: Federal Sustainability for the Next Decade
• Generate Steam by adding Heat Energy to water.• Heat Energy is expressed in:
– British Thermal Units– Commonly called BTU’s.
• What’s that?– A BTU is the Heat Energy needed to raise – A pound of water (about a pint)– By 1Farenheit
• Boilers provide the vessel to burn fuel and generate steam
3
Basic steam building blocks

Energy Exchange: Federal Sustainability for the Next Decade
Generating Steam
The Heat Energy required to generate steam has two forms:
Latent Heat(changes waterinto steam)Sensible Heat(Can be sensedby thermometer)
Energy Exchange: Federal Sustainability for the Next Decade
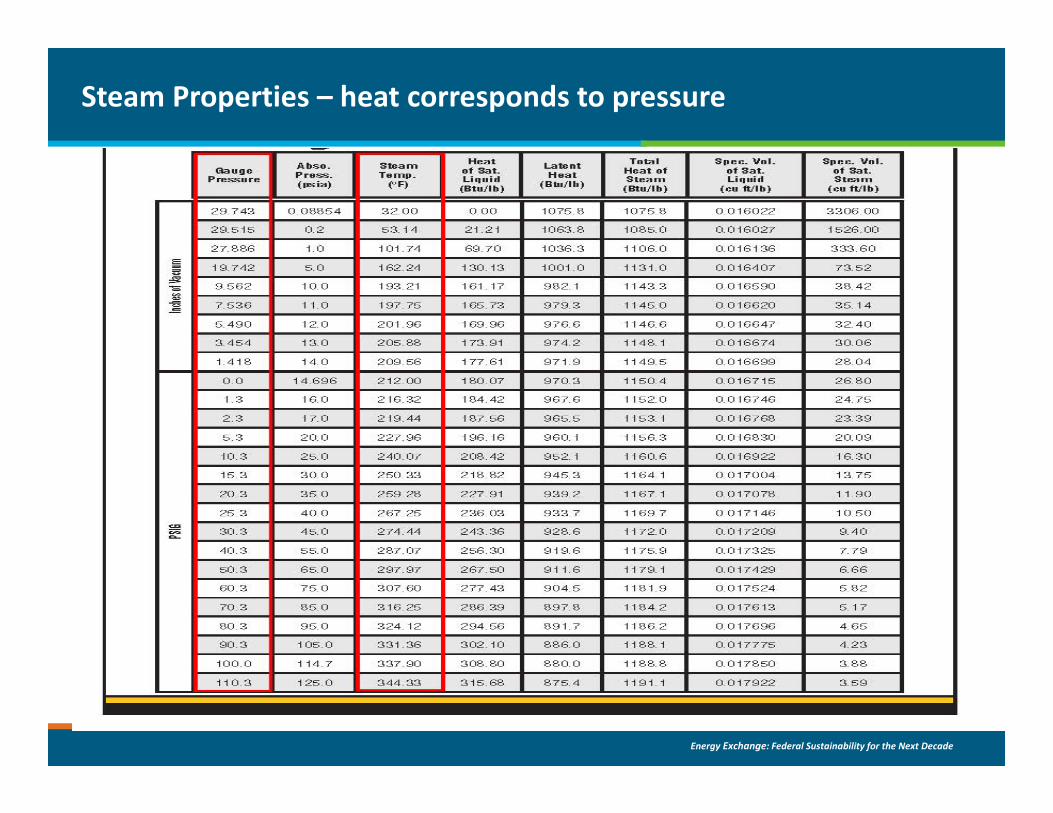
Steam Properties – heat corresponds to pressure
Steam Tables

Energy Exchange: Federal Sustainability for the Next Decade
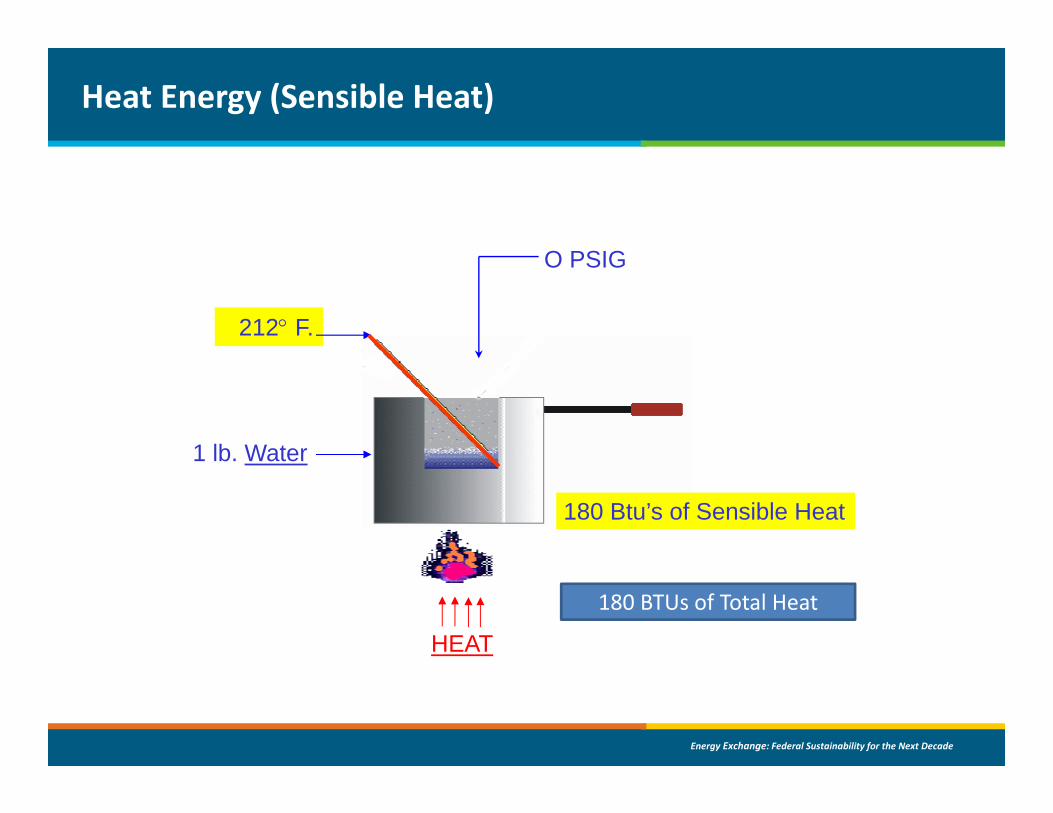
Heat Energy (Sensible Heat)
O PSIG
1 lb. Water
HEAT
32 F.
Energy Exchange: Federal Sustainability for the Next Decade
Heat Energy (Sensible Heat)
O PSIG
212 F.
1 lb. Water
HEAT
180 Btu’s of Sensible Heat
180 BTUs of Total Heat

Energy Exchange: Federal Sustainability for the Next Decade
Adding Heat Energy (Latent Heat)
O PSIG
212 F.
1 lb. Steam
HEAT
180 Btu’s of Sensible Heat
970.3 Btu’s of Latent Heat
1150.3 BTUs of Total Heat

Energy Exchange: Federal Sustainability for the Next Decade
15 PSIG
HEAT
250 F.
218 Btu’s of Sensible Heat
1 lb. Steam
945.3 Btu’s of Latent Heat
Adding Heat Energy (Latent Heat)
1163.3 BTUs of Total Heat

Energy Exchange: Federal Sustainability for the Next Decade
Gauge Pressure
Steam Temp. (F)
Sensible Heat (BTU/lb)
Latent Heat (BTU/lb)
Specific Volume of Sat. Steam (cu ft/lb)
0 212 180.07 970.3 26.80
15 250 218.82 945.3 13.75
Properties of Saturated Steam

Energy Exchange: Federal Sustainability for the Next Decade
Overview of a properly operating Steam System: 85% condensate returned
100 psig 337.9F
50.3 psig 297.97FPRV
Trap
Trap
Trap
TrapTrap
Vent
Condensate Steam Vapor
Trap
CoilHeat Exchanger
Drying Equipment
Process Equipment

Energy Exchange: Federal Sustainability for the Next Decade
The true production costs of steam
Note: Fuel is 45% of the cost.

Energy Exchange: Federal Sustainability for the Next Decade
What is Condensate?
• As steam condenses, a film of water is formed on the inside of the pipe
• Condensate is the by‐product of heat transfer in a steam system.
• It is steam that has cooled and changed its state back into water.
• This can be due to desirable heat transfer from the steam to a component– For example, a heating coil, a sterilizer, or a radiator
OR• Due to undesirable heat losses in the steam distribution system
– For example, uninsulated pipe that draws BTU’s from the boiler without benefit– Note: uninsulated pipe draws eight times the BTUs from the boiler (that’s right, 8)
• The condensate flows to the bottom of the piping by gravity.
Energy Exchange: Federal Sustainability for the Next Decade
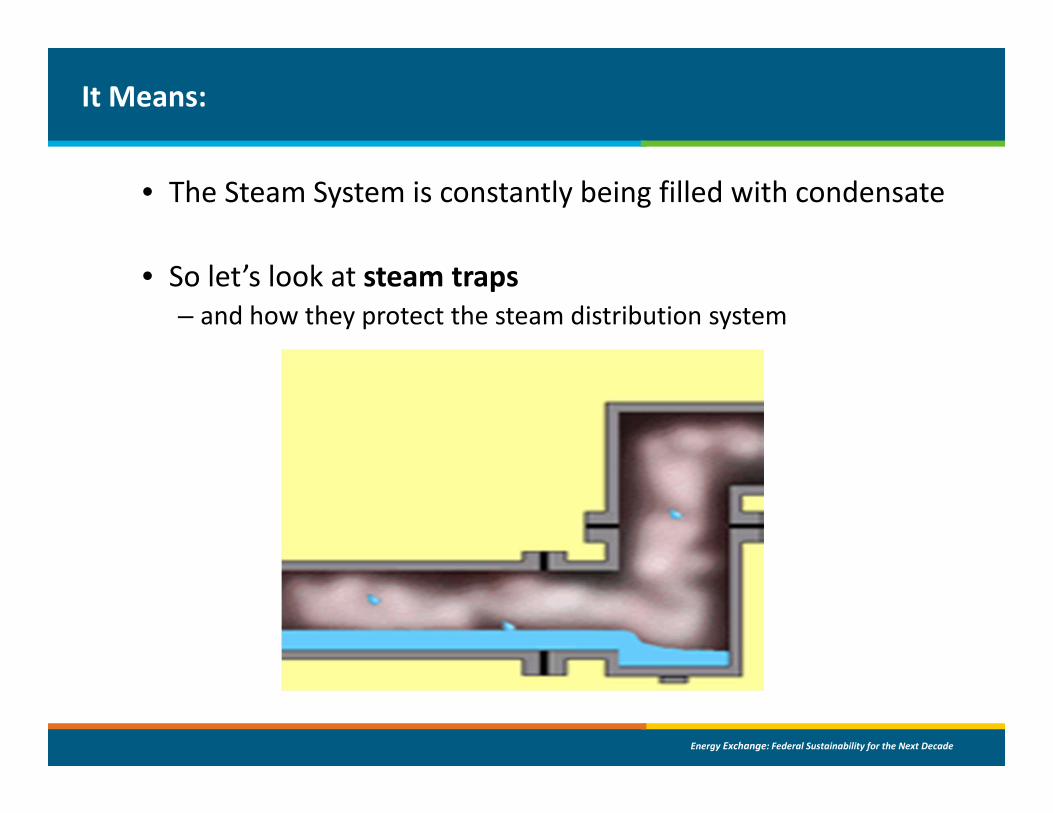
It Means:
• The Steam System is constantly being filled with condensate
• So let’s look at steam traps – and how they protect the steam distribution system
Energy Exchange: Federal Sustainability for the Next Decade
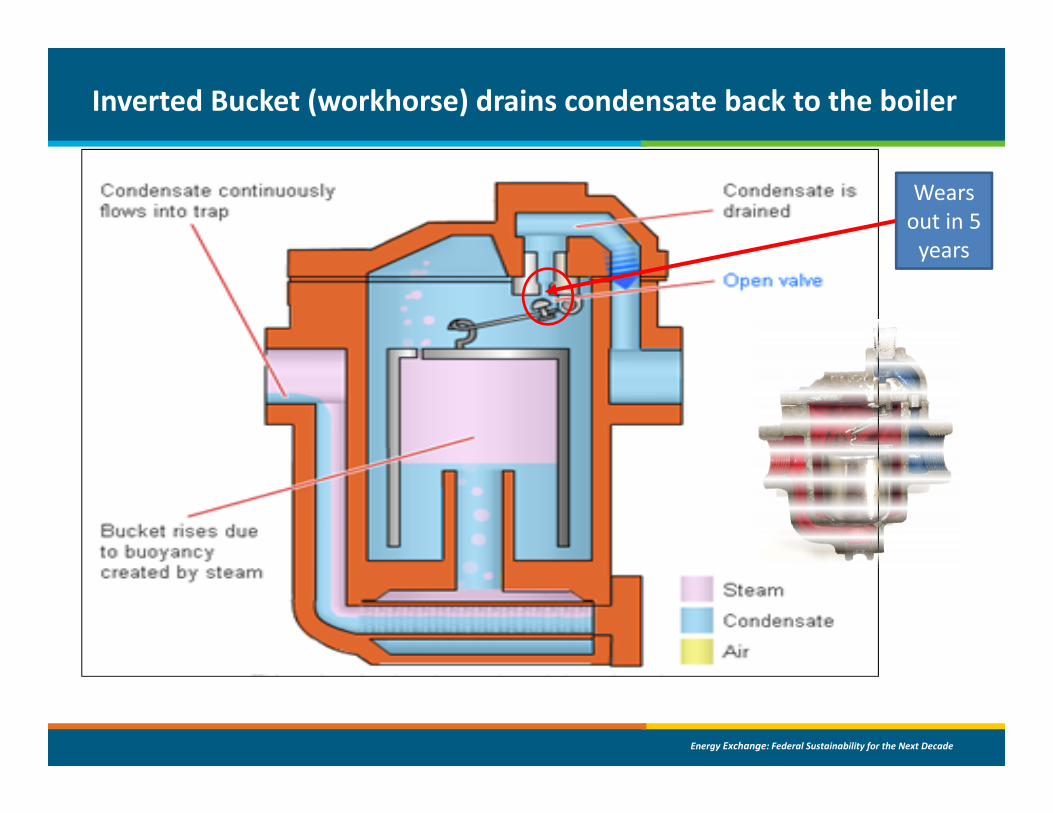
Inverted Bucket (workhorse) drains condensate back to the boiler
Wears out in 5 years

Energy Exchange: Federal Sustainability for the Next Decade
Float and Thermostatic Trap – heat exchangers

Energy Exchange: Federal Sustainability for the Next Decade
Thermodynamic ‐ Disc

Energy Exchange: Federal Sustainability for the Next Decade
Thermostatic Traps : Bellows and Bimetallic

Energy Exchange: Federal Sustainability for the Next Decade
Unremoved condensate can cause destructive water hammer

Energy Exchange: Federal Sustainability for the Next Decade
Effects of Water Hammer
• A slug of water travels at 90 mph down the pipe – and sounds like clanging metal when it hits and changes direction
• This slug of water “hit” can erode fittings – by “hammering” away at metal surfaces over time.
• It can destroy anything that causes the slug to change direction– Pipe fittings, valves, tees ‐ even traps

Energy Exchange: Federal Sustainability for the Next Decade
So test Traps by temperature . . .
• A trap is blocked (plugged) or failed closed
• If the temperature is significantly lower and the trap is “in service” the low temp may indicates an undersized or Flooded trap
• Not so clear if the trap is failed open and wasting steam (“blow‐thru”)
Temperature can be extremely useful when trying to determine if:

Energy Exchange: Federal Sustainability for the Next Decade
Can test Temperature of Traps using Thermography
In some cases testing by thermography can help to provide a correct diagnosis.

Energy Exchange: Federal Sustainability for the Next Decade
• FEMP recommends dual testing methodologies– Using sound (ultrasonic) and temperature– Or using conductivity and temperature
• This dual testing of traps – Gives the most reliable findings– Particularly on failed open (blow‐thru) traps
• The blow‐thru failure condition– Is hard to detect with temperature alone– Wastes energy and money– Can cause internal pipe damage – When entrained water cuts pipe
Good Damaged
23
Test traps by both sound and temperature for Blow‐Thru failures

Energy Exchange: Federal Sustainability for the Next Decade
Trapped Air Reduces Equipment Efficiencies
• During the heat transfer cycle, the steam is being drawn to the inner walls of the piping.
• This heat transfer process will draw the non‐condensable gases to the inner wall also.
• The gases do not drain away and instead form a thin film on the inner pipe surface.
• This layer of non‐condensable gas impedes heat transfer, lowering the equipment efficiency.

Energy Exchange: Federal Sustainability for the Next Decade
• Condensate return analysis– Look for 85 % condensate and – 15% make up feed water
• Annual steam trap testing– A typical hospital trap field is 400 traps– The projected trap failure rate is 20% (5 year MTBF)– A typical trap survey will take about a month– At an average cost of $25,000 for 400 traps (hospital)– With 2 weeks on site field testing + 2 weeks offsite analyzing– Yielding prospective savings of $100,000 depending on steam cost.
• Use steam trap monitors coupled with a Service Agreement– Monitors can be acoustic or temp (details in second half)– Repair failed traps in 20 days to collapse the “trap failure‐to‐fix” time
25
Strategies for enhancing steam system performance

Energy Exchange: Federal Sustainability for the Next Decade
Unremoved Air and Condensate from the Steam Causes:
Steam pipes can corrode internally when plugged traps back upSubcooled Condensate + CO2
(CO2 + H2O = H2CO3)
Carbonic Acid

Energy Exchange: Federal Sustainability for the Next Decade
• Compressed Air Systems are a very expensive “Fourth Utility”– Resulting in significant wasted energy and high dollar costs
• Compressed Air Systems are highly inefficient, often from line losses, like steam– Only 10‐20% of the compressor’s electric input reaches the point of end‐use.
• So here are Ten Ways to Reduce Compressed Air Costs:
27
“Best Practices” to reduce compressed air costs
1. DETECT AND REPAIR LEAKS. Reduce compressed air system leaks to 10 percent from the common 20 to 30 percent often found. Use a leak survey to find and fix them.
2. ELIMINATE INAPPROPRIATE AND UNNECESSARY USES. Consider more cost effective ways to accomplish the same tasks.
3. MINIMIZE PRESSURE DROP. Systems are frequently operated at higher pressures than necessary to compensate for unnecessary pressure drops, which waste energy and money.
4. REDUCE SYSTEM PRESSURE. Reduce the full load discharge pressure of 100 – 110 psigor higher when machinery and tools need only 80 to 90 psig or lower.
5. SIZE AND CONTROL COMPRESSORS TO MATCH LOADS. Use controls to operate groups of compressors as an integrated whole, rather than in modulation, a common practice.

Energy Exchange: Federal Sustainability for the Next Decade
6. USE EFFICIENT PART‐LOAD CONTROLS. Another efficient approach uses variable displacement control or variable capacity control.
7. OPTIMIZE DISTRIBUTION SYSTEM OPERATION. Appropriate sizing and layout aswell as replacing worn out or inadequately sized hoses and couplings, will ensureproper air supply, good tool performance and optimal production.
8. USE OUTSIDE AIR INTAKE WHEN OUTSIDE AIR IS COOLER THAN INSIDE AIR. Cooler air is denser and provides more mass for each compression cycle with noadditional power use.
9. IMPROVE ROUTINE MAINTENANCE. For basic maintenance, inspect and cleaninlet filters, drain traps, maintain lubricant levels, condition belts, maintainoperating temperature, inspect air line filters and check water cooling systems.
10. RECOVER WASTE HEAT. Properly designed heat recovery can recover 50 to 90percent of the waste heat and use it to heat air or water.
28
“Best Practices” to reduce compressed air costs

Energy Exchange: Federal Sustainability for the Next Decade
This portion of Track 10, Session 5 covered:• Overview of properly operating steam distribution system
– Look for 85% condensate return as the industry standard• Basic use of steam traps to return condensate
– Inverted bucket and F&T traps are the work horses• Strategies for enhancing steam and compressed air system performance
– Replace blow thru and cold traps through annual testing.
Questions?
Contact Info:Troy PattersonSteam Fitters Local Union 100, Dallas TXUtility Systems Solutions, Inc. (US2)817‐905‐[email protected]
29
Conclusion





























