Embed Size (px)
Citation preview

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007
Sessione 3 Miscelazione e processabilità di polimeri


XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 1
- 139 -
FILATURA E STIRABILITA’ DI OMOPOLIMERI E DI MISCELE
L. Fambri1, D. Lorenzi1, L. Comperatore1, L. Bertamini2, G. Giacomelli2 1Università degli Studi di Trento, Dipartimento di Ingegneria Materiali e Tecnologie Industriali, via Mesiano 77, 38050, Trento, Italy; e-mail: [email protected] 2Aquafil SpA, via Linfano 7, 38062 Arco (TN)
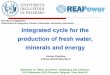
Introduzione Si presenta lo studio del processo di filatura di materiali modello utilizzando un estrusore da laboratorio, al fine di ottenere informazioni sulla filabilità e stirabilità, per poter prevedere i valori limite di stiro e di resistenza del filato, e di poter estendere i risultati a livello industriale per l’ottimizzazione del processo. In un precedente lavoro (1) era stata studiata la filatura di un poliestere alifatico biodegradabile consentendo di prevedere i valori massimi teorici di resistenza a rottura tramite estrapolazione dei risultati delle prove meccaniche in funzione dello stiro. In questo lavoro si è voluto studiare la filatura e stirabilità di omopolimeri commerciali e di una serie di miscele sperimentali. Sono stati utilizzati due omopolimeri poliammide PA6 - Aquafil; (Tg=65°C, Tf=225°C) e polibutilentereftalato PBT - CCP (Tg=22°C, Tf=240°C), e tre miscele sperimentali a base di PA6 in PP omopolimero con percentuali al 15, 20 e 25 % in peso di poliammide (2). L’estrusione è stata effettuata con un estrusore commerciale Estru 14 (Friulifiliere, Buia-UD) avente vite 13mm e monofiliera di diametro 1 mm, in un processo monostadio di estrusione-stiro avvolgendo le fibre su bobine con velocità di raccolta variabile da 7 a 40 m/min. Le prove di trazione sono state effettuate con dinamometro Instron mod. 4502 con velocità di spostamento della traversa di 10 mm/min registrando resistenza e deformazione a rottura εrott. Risultati e discussione Si definisce stiro di processo λPRO = A / Ses, come il rapporto tra la sezione della filiera (A) e quella del filamento estruso (Ses). Il rapporto di stiro meccanico λMEC= Ses / Sr è definito come il rapporto tra la sezione del filamento prima e dopo la prova tensile estruso (Ses). Si considera lo stiro totale λTOT = λPROxλMEC =A/Sr come prodotto dello stiro di processo e dello stiro tensile, λMEC=1+εrott (3), ovvero come rapporto tra la sezione della filiera e la sezione della fibra alla rottura (Sr). Si riportano i valori di sforzo a rottura o resistenza R in funzione di 1/λPRO e successivamente si rielaborano gli stessi valori normalizzati rispetto alla sezione a rottura (RN=R x Ses/Sr) in funzione 1/λTOT come in Figura 1. I valori di sforzo limite si calcolano estrapolando i valori di RN a stiro infinito (1 / λTOT =0), e risultano decrescere nell’ordine PBT > PA6 > miscele PA6/PP. Procedendo in maniera simile, dal grafico λTOT in funzione di 1/RN ed estrapolando a sforzo infinito (1/RN =0) è possibile ricavare lo stiro limite. La filatura industriale di fibre multibava (64-128 bave) ha prodotto fibre con caratteristiche meccaniche riassunte in Tabella I.
0.00 0.01 0.02 0.03 0.04 0.05 0.06
10
100
1000valori corretti a λTOT
SFOR
ZO A
ROT
TURA
[MPa
]1 / λ
PA6 PBT
Figura 1. Resistenza tensile di fibre di PA6 e di PBT: dati sperimentali in funzione di 1/λPRO e valori corretti in funzione di 1/λTOT.
Tabella I. Sforzo e stiro limite calcolati, e resistenza del filato industriale multibava.
Sforzo limite (MPa)
Resistenza multibava (MPa)
Stiro limite
PA6 987 + 70 624 +43 2725 PBT 1171+ 137 n.m. 631
PA6/PP 15 544 + 73 380 + 7 188 PA6/PP 20 422 + 78 402 + 13 243 PA6/PP 25 392 + 59 391 + 18 228
Risulta evidente nel caso delle miscele a matrice PP che la resistenza dei filati multibava prodotti industrialmente sia abbastanza prossima a quella limite calcolata, mentre nel caso di PA6 è stato evidenziato una resistenza a rottura pari a circa il 70% dello sforzo limite calcolato. Le differenze potrebbero essere imputabili ai diversi meccanismi di stiro e di rottura delle miscele eterogenee. Si conclude quindi che tale approccio sperimentale per la valutazione dello stiro limite e dello sforzo limite raggiungibile, può essere un interessante metodologia per la studio della filatura di nuovi sistemi polimerici, come ad esempio mescole e nanocaricati, attraverso prove di laboratorio preliminari al processo industriale. Riferimenti 1. L. Fambri, S. Bragagna, C. Migliaresi, Macromol. Symp. 234, 20 (2006) 2. L. Bertamini, M. Caldara, G. Giacomelli, L. M. Pontarin, L. Fambri, A. Casagranda, Chem. Fibers Intern., 1, 28, 2006 3. J. George Tomka, in Comprehensive Polymer Science vol. 2, C. Booth and C. Price Eds., Pergamon Press, Oxford 1989, cap.14, p. 506

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 2
- 140 -
EFFECT OF REACTIVE MELT MIXING ON THE MORPHOLOGY AND THERMAL BEHAVIOUR OF LLDPE/RUBBER BLENDS
M. Penco1, L. Sartore1, E. Passaglia2, F. Ciardelli2, G. Giordani3, S. Coiai3, L. Di Landro4
1 Dipartimento di Chimica e Fisica per l’Ingegneria e per i Materiali, Università degli Studi di Brescia,Via Valotti 9, 25133 Brescia, Italy; e-mail: [email protected] 2 CNR-ICCOM Sezione di Pisa c/o Dipartimento di Chimica e Chimica Industriale, Università di Pisa, Via Risorgimento 35, 56126 Pisa, Italy.
3 Dipartimento di Chimica e Chimica Industriale, Università degli Studi di Pisa, Via Risorgimento 35, 56126 Pisa, Italy. 4 Dipartimento di Ingegneria Aerospaziale, Politecnico di Milano, via La Masa 34, 20156 Milano, Italy.
Intoduction Linear low density polyethylene (LLDPE)/poly-butadiene (PB) and linear low density polyethylene (LLDPE)/poly(styrene-b-butadiene-b-styrene) (SBS) binary blends (LLDPE/PB, LLDPE/SBS) were prepared by melt mixing in presence of free radical initiator and, for comparison purpose, pure LLDPE was treated in the same conditions with comparable free radical initiator concentration. The effect of the reactive melt mixing on the morphology of the blends was studied by electron transmission microscopy (TEM) and the corresponding particles size distributions were compared. An influence of the crosslinking and grafting phenomena on the particles size distribution was observed. The influence of the reactive blending on thermal properties of these materials was investigated by differential scanning calorimeter (DSC), running measurements in dynamic and in isothermal conditions, and by dynamical mechanical thermal analysis (DMTA). In particular, the effect of the reactive mixing parameters on the amorphous phase mobility was investigated. The influence of the chemical modification on the crystallization behavior of the LLDPE was also studied by dynamic and isothermal DSC tests, and the isothermal thermograms analyzed on the light of Avrami equation. In the pure LLDPE a significant loss in the amount of crystalline phase was observed, and a lower primary composite rate constant (Z) was noticed, as well as differences on the exponent of the time (n). The presence of the elastomeric phase in the blends changes the effect of the chemical reactions on the crystalline phase content and on the crystallization process. In fact, in the blends no substantial variation of the crystallization degree was observed and higher crystallization rate resulted in comparison to the LLDPE treated with the same initiator concentration. Results LLDPE and the rubbers, PB and SBS respectively, were melt mixed with and without di-cumylperoxide (DCP) in a discontinuous mixer at 180 °C, at a mixing rate of 50 rpm, for 20 minutes [1]. In Table 1 the feed composition of the prepared materials are summarized.
Table 1. Composition of the mixing machine runs and the calorimetric data.
Sample LLDPE wt-%
Rubber wt-%
DCP mol-%
Tm °C
Xc wt-%
Tg LLDPE °C
Tg rubber °C
LLDPE 100 - - 122.1 40.8 -120 -
LLDPE-R1 100 - 0.01 122.0 35.7 -109 -
LLDPE-R2 100 - 0.1 121.4 33.2 -106 -
PB - 100 - - - - -80
LLDPE/PB 90 10 0 120.7 37.7 -117 -81
LLDPE/PB-Ra 90 10 0.01 121.5 39.7 -109 -76
SBS - 100 - - - - -86
LLDPE/SBS 90 10 - 121.3 38.5 -121 -84
LLDPE/SBS-Ra 90 10 0.01 121.1 40.8 -116 -74 The morphological analysis was performed by TEM and the particles distribution curves derived. All blends obtained by reactive mixing show finest particles. The particles size distribution curves of these samples are reported in Figure 1. It should be noticed that the major effect of the chemical modification is obtained in LLDPE/PB system. On the other hand, in the physical blends (without DCP) no significant differences are noticed on distribution curves if PB or SBS is used. These results suggest an increasing in compatibility between the two polymers when reactive blending is employed probably due to the LLDPE-rubber grafting. The reactive blending performed with the addition of a free radical initiators can produce crosslinking and grafting reactions and both these processes can change the Tgs of the polymers involved. The increment of the crosslinking degree gives rise to an increase of the Tg value and a decrease of the crystalline degree; on the other hand, it is known that the taking place of the grafting reactions during the reactive blending increases the compatibility approaching each other the Tgs of the components. In this contest, it is obviously difficult to discriminate the role of each process involved, however some important considerations can be done. It should be noticed from the Tgs of the samples prepared by physical blending, LLDPE/PB and LLDPE/SBS respectively, that some compatibility exists if PB is used. In fact, as reported in Table 1, the LLDPE Tg increases from -120 °C in the starting polymer to -117 °C in the blend, while no significant change was noticed for the PB phase Tg which value goes from -80 °C of the starting PB to -81°C. In the case of LLDPE/SBS blend, on the contrary, the glass transition of the LLDPE phase seems to be not effected by the melt mixing, in fact it goes from -120°C of the pure LLDPE to -121°C of the blend, and the Tg of

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 2
- 141 -
the SBS phase shifts from -86 °C to -84°C, in the direction opposite to the expected one.
05
101520253035
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1particle size [µm]
numb
er of
partic
les(%
) LLDPE/PBLLDPE/PB-Ra
05
101520253035
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1particle size [µm]
numb
er of
partic
les(%
) LLDPE/PBLLDPE/PB-Ra
a)
05
1015202530
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1particle size [µm]
numb
er of
partic
les(%
) LLDPE/SBSLLDPE/SBS-Ra
05
1015202530
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1particle size [µm]
numb
er of
partic
les(%
) LLDPE/SBSLLDPE/SBS-Ra
b) Figure 1: Particles size distribution for blends LLDPE/PB-LLDPE/PB-Ra (a) and LLDPE/SBS-LLDPE/SBS-Ra (b) obtained with and without the addition of DCP. Both blends did not show significant variation of the melting point temperature respect to the starting LLDPE, nevertheless a decrement of crystalline degree has been observed and it was more evident in the case of LLDPE/PB (see Table 1). Regarding the reactive blending it produces an appreciable increment of the Tgs in both phases and the chemical process appears more efficient for LLDPE phase if PB rubber is employed: as shown in Table 1, there was an increment of 11°C for Tg LLDPE in LLDPE/PB-Ra and only 4°C in LLDPE/SBS-Ra. It should be underlined, that this difference could be due to a lower double bound content in SBS rubber than in PB, bringing to a lower grafting degree. As in the case of the physically mixed blend, LLDPE/PB-Ra and LLDPE/SBS-Ra did not show a significant variation of the melting point temperature and from the point of view of the crystalline phase content, a very modest decrement is observed only in LLDPE/PB-Ra blend. This result is in contrast with the effect of crosslinking expected and is probably due to the presence of grafted polymer. Even if the Avrami equation was developed for studying the crystallization process in pure polymers, various papers describe the use of this equation for studying the crystallization behaviors of polymer blends [2, 3]:
X=Wc/W0= 1 – exp(-Z⋅tn)
where X is the crystallized fraction at the time t, Wc and W0 are the weights of the crystalline phases at the time t and at very long time; Z is the rate of the crystallization process and n is a parameter related to the type of nucleation process and growth. Table 2. n and Z parameters for isothermal test at 110°C and the time calculated at X=0.5
I peak II peak Sample n Z
s-1 R2 t1/2
s n Z
s-1 R2 t ½
s
LLDPE/PB 1.66 0.0766 0.9998 3.8 2.51 6.5⋅10-6 0.9998 100.7 LLDPE/PB-Ra 1.68 0.0759 0.9997 3.7 1.98 6.1⋅10-4 0.9991 34.9
LLDPE/SBS 1.73 0.0631 1.0000 3.9 2.66 7.5⋅10-6 0.9993 73.6
LLDPE/SBS-Ra 1.63 0.0821 0.9998 3.7 2.23 1.1⋅10-4 0.9981 50.6 The isothermal tests of the blends prepared with and without the addition of DCP had two different crystallization peaks. The same behavior was not observed for LLDPE samples at the same temperature. The Avrami’s parameters of the blends evaluated at 110 °C are reported in Table 2. considering the slower crystallization process, in general, the reactive mixing increases the rate in remarkable mode, in fact, a Z increment of two decades has been observed. On the other hand, the fitting parameter n decreases from 2.51 to 1.98, for the samples LLDPE/PB and LLDPE/PB-Ra, and from 2.66 to 2.23 for the samples LLDPE/SBS and LLDPE/SBS-Ra, respectively. t1/2 values clearly show the rate increment of this step due to the reactive blending. DMTA was also employed to better understand the transition processes in crosslinked LLDPE and in the blends. In particular, the attention was pointed over α transition temperature (Tα) which is due to the molecular motes in the crystalline phase near the melting point. Conclusions The results obtained could be explained considering two different factors: a probably nucleation effect of the rubber particles, and an increment of LLDPE molecular mobility due to the grafting processes at the interface. The LLDPE crosslinking seems to have a minor effect. References [1] E. Passaglia, S. Coiai, G. Giordani, E. Taburoni, L. Fambri, V. Pagani, M. Penco, Macromol. Mater. Eng., vol. 289, 809 (2004) [2] J. Li, R.A. Shanks, Y. Long, Polymer, vol.42, 1941 (2001) [3] M. Razavi-Nouri, J.N. Hay, J. App. Polym. Sci., vol.104, 634 (2007)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 3
- 142 -
PROPRIETA’ SUPERFICIALI DI POLIMERI TERMOPLASTICI MODIFICATI CON ADDITIVI A SEGMENTO PERFLUOROPOLIETEREO
R. Valsecchi1, S. Turri1, C. Tonelli2, G. Meroni2, M. Metta2
1Politecnico di Milano, Dipartimento di Chimica, Materiali e Ingegneria Chimica “G. Natta”, Piazza L. da Vinci 32, 20133, Milano, Italy; e-mail: [email protected] 2Centro Ricerche e Sviluppo Solvay Solexis, Viale Lombardia 20, 20021, Bollate (MI), Italy
Introduzione Le proprietà superficiali dei polimeri termoplastici (idro ed oleorepellenza, coefficiente d’attrito, usura, ecc.) possono essere modificate mediante opportuni trattamenti chimico-fisici come il trattamento corona o quello al plasma, mediante l’applicazione di rivestimenti o per mezzo di additivi in grado di affiorare e conferire alla superficie le proprietà desiderate. In questo lavoro è stato affrontato lo studio dell’impiego di derivati perfluoropolieterei (PFPE) oligomerici e polimerici come modificanti e additivi di materiali polimerici di tipo termoplastico (PP e PET), nell’ambito dello studio delle problematiche legate alla miscelazione in estrusore (bivite corotante) di polimeri immiscibili. La spinta termodinamica alla segregazione superficiale dell’additivo, necessaria al conferimento delle proprietà intrinseche della catena PFPE, nasce, oltre che dalla mutua immiscibilità, dall’elevata mobilità del segmento PFPE e dalla sua tensione superficiale estremamente ridotta1. Materiali Le matrici utilizzate sono state del PP isotattico (Moplen HP500H, Basell Polyolefins) e del PET anidro (Arnite A04-900, DSM). Ad ogni mescola è stato aggiunto uno 0,1% in peso di Irganox B 225 (miscela di organofosfito e fenolo, da Ciba Specialties). Gli additivi PFPE utilizzati sono denominati FluorolinkTMA10, macromero semicristallino (Tm = 54,5°C) con terminali stearici, e PA100TM (una poliammide fluorurata ad elevato peso molecolare), entrambi forniti da Solvay Solexis, la cui formula chimica viene riportata in Figura 1.
C18H37HNOCCF2O(CF2CF2O)p(CF2O)qCF2CONHC18H37
[HN(CH2)6HNCOCF2O(CF2CF2O)p(CF2O)qCF2CO]n
Fig. 1. Struttura chimica degli additivi a segmento PFPE (p/q pari a 1,8 – 2) Preparazione delle mescole Le mescole sono state ottenute con estrusore bivite corotante (D = 25mm, L/D = 50), partendo da un masterbatch al 10% (in peso) successivamente diluito a concentrazione di interesse pratico (1 – 2%).
1 2 3 4 5 6 7 8 9 10 11 12 13
Fig. 2. Configurazione vite utilizzata per le mescole a matrice
polipropilenica. In Figura 2 viene riportato, a titolo esemplicativo, la configurazione vite utilizzata per le mescole a matrice
polipropilenica. La configurazione include elementi di convogliamento e quattro elementi di masticazione (zona 3, zone 6-7, zone 7-8 e zona 9). Una configurazione simile è stata adottata per le mescole a matrice PET. Il profilo di temperatura è stato di 170-195-170-210°C (testa) per le mescole a matrice PP e di 280-270-250°C (testa) per quelle a matrice PET, mentre la velocità di rotazione delle vite è stata di 600 rpm. L’additivo è stato caricato liquido in zona 5, a valle del primo blocco di masticazione. La distribuzione e la morfologia dell’additivo nel bulk delle matrici termoplastiche è stata studiata osservando al microscopio elettronico a scansione (SEM) superfici di frattura prima e dopo etching selettivo con solvente (acetato di butile e H-GaldenTM/etanolo rispettivamente per A10 e PA100). Misurazione di angolo di contatto statico (H2O, CH2I2 ed esadecano (C16)) hanno permesso sia di valutare le proprietà superficiali dei campioni in termini di idro ed oleorepellenza, sia di calcolare la tensione superficiale (componente dispersiva e polare) del substrato solido in esame (metodo della media geometrica di Owens, Wendt, Rabel and Kaelble2 (OWRK)). Possibili effetti cinetici legati all’affioramento dell’additivo sono stati indagati mediante processo di annealing termico. Risultati La Tabella I riassume i valori di angolo di contatto medi ricavati per i compound a matrice PP additivati A10 (1 e 2%). Tabella I: valori di angolo di contatto medi per i compound PP/A10
H2O (°) CH2I2 (°) C16 (°) PP 101,2 59,5 /
PP/A10 1% 108,3 65,8 10,6 PP/A10 2% 111,8 65,3 13,0
A10 117,5 84,9 69 La tensione superficiale, calcolata dai valori di angolo di contatto con H2O e CH2I2 (metodo di OWRK2), passa da 28,9mN/m per il PP t.q. a 25,4 e 26,1mN/m per i compound all’1 e al 2%, fino ad arrivare a 15,1mN/m per l’additivo puro. La componente polare della tensione superficiale risulta pressoché nulla per i diversi compound, suggerendo una orientazione verso il bulk dei gruppi ammidici dell’A10. L’angolo di contatto vs. C16, sensibile alla presenza di fase fluorurata in superficie e risultato immisurabilmente basso per il PP, aumenta in presenza di piccole % di additivo anche se si è ancora lontani dalle condizioni di oleorepellenza limite (A10 tal quale). Per favorire la cinetica di segregazione

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 3
- 143 -
superficiale dell’additivo e migliorare le proprietà di oleorepellenza è stato fatto un trattamento di annealing a 100°C in aria per tempi diversi (Figura 3). L’angolo di contatto vs.C16 subisce un discreto aumento e tende ad un valore di plateau raggiunte le 8 ore di trattamento. Per evitare che l’H2O presente in atmosfera possa ostacolare l’affioramento dell’additivo il processo di annealing è stato condotto anche in atmosfera inerte (8 ore in N2).
10.6
16.4
19.3 19.817.6
26.0 26.8
13.0
0
5
10
15
20
25
30
0 4 8 20Tempo (h)
Ango
lo di
contat
to vs.
C16 (
°)
1% 2%
Fig. 3. Effetto del tempo di annealing (in aria) sull’oleorepellenza per le mescole PP/A10 (1 e 2%).
Dopo tale trattamento è stato osservato, nel caso del compound all’1%, un valore di angolo di contatto vs. C16 di 31,8°. Questo valore sale a 34,2° nel caso del corrispondente compound a matrice poliestere, più polare. Sembra in ogni caso che la segregazione superficiale dell’additivo sia termodinamicamente ostacolata dalla presenza dei terminali stearici dell’additivo stesso che aumentano la miscibilità – compatibilità tra l’A10 e la matrice polimerica, soprattutto a basse concentrazioni. L’impiego di un additivo polimerico (PA100), necessario per minimizzare le perdite per evaporazione – degradazione durante le fasi di compounding (soprattutto nel caso del PET), ha portato peraltro ad una notevole diminuzione della bagnabilità superficiale con C16 con valori di angolo di contatto medi rispettivamente di 39,6 e di 57,1° per i
compound all’1 e al 2% (in assenza di trattamento termico). Questa marcata tendenza all’affioramento potrebbe essere giustificata dalla maggiore differenza di parametro di solubilità tra PET e PA100 (∆δ = 8,8 MPa0,5) rispetto a quella tra PET e A10 (∆δ = 5,2 MPa0,5)1,3. Le micrografie SEM dei masterbatch (10% di additivo) hanno mostrato, in ogni caso, la presenza di particelle a morfologia sferica (1µm < D < 5µm) distribuite omogeneamente e attribuibili all’additivo PFPE. Conclusioni Gli additivi a segmento PFPE impiegati in questo lavoro possono facilmente essere utilizzati in un convenzionale processo di estrusione con matrici termoplastiche quali PP e PET. L’additivo oligomerico A10 si è rivelato più idoneo al conferimento delle proprietà di idro e oleorepellenza nel caso della matrice poliestere PET (più polare e quindi meno compatibile). L’impiego di un additivo di natura polimerica (PA100) ha favorito ulteriormente la segregazione superficiale dell’additivo stesso, portando ad un conseguente generale miglioramento delle proprietà superficiali. I compound al 10% hanno mostrato una ben definita struttura polifasica, caratterizzata dalla presenza di particelle a morfologia sferica, attribuibili all’additivo PFPE. Riferimenti 1. G. Marchionni, G. Ajroldi, G. Pezzin, in Comprehensive Polymer Science, 2nd Supplement, S. L. Aggarwal, S. Russo, Eds., Pergamon Press, Oxford, chapter 9, 347 (1996). 2. D. H. Kaelble, Journal of Adhesion, 2, 66 (1970). 3. A. F. M. Barton, Handbook of Solubility Parameters and other Cohesion Properties, CRC Press, Boca Raton, 308 (1983)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 4
- 144 -
INFLUENCE OF PROCESS PARAMETERS AND CLAYS’ ORGANIC MODIFIERS ON THE STRUCTURE-PROPERTIES RELATIONSHIPS OF PA6,6/CLAY
NANOCOMPOSITES
M. Modesti, S. Besco, A. Lorenzetti Università di Padova, Dipartimento di Processi Chimici dell’Ingegneria, via Marzolo 9, 35131 Padova, Italy; e-mail: [email protected] Introduction One property common to all polyamides is that they absorb water from the environment, both from the air and from liquid water. Absorbed water in polyamide has a large influence on many properties: decrease of Tg, modulus and yield stress, while both elongation at break and toughness increase [1]. With the addition of rigid fillers the decrease of the modulus under the influence of water can be compensated. The addition of nanometric particles may influence the properties of moisture-conditioned nanocomposites in two ways: reducing the water uptake speed (due to the enhanced barrier properties), and increasing the modulus of the plasticized nanocomposites. Despite the importance of the influence of moisture effects in practical applications, only a few papers containing data for mechanical properties of moisture-conditioned nanocomposites have been published [2]. In this work the effects of the processing conditions and clay’s surfactants on moisture adsorption, structure and properties of PA6,6 nanocomposites obtained by melt-blending are discussed. In particular diffusion kinetics have been determined from moisture absorption/release experiments. Experimental The polymer used to produce melt-blended nanocomposites is an injection-moulding PA6,6, Vydyne 21 SPC (Solutia, USA). Two montmorillonite-based organically modified layered silicates (OMLS) with different hydrophobic characters and a natural clay were used. Cloisite 30B (C30B, from SCP, USA) is modified with hydroxyethyl tallow quaternary ammonium salts, Dellite 72T (D72T, from Laviosa, ITALY) contains aliphatic tallow quaternary ammonium salts while Dellite HPS (DHPS, from Laviosa, ITALY) is an highly purified natural montmorillonite The organic surfactants acts increasing the layer distance and improving the interaction between the polymer and the ammonium salt . Considering the real inorganic content of each OMLS (measured with TGA tests) all the composites were prepared by mixing 5 wt.% (4 wt.% for the PA6,6/DHPS composite) of organically modified silicate with PA6,6 in a Collin ZK25T co-rotating twin-screw extruder. For every formulation during compounding two different melt-temperatures (260 and 300°C) and screw speeds (50 and 100 rpm) were used in order to understand the effects of melt viscosity (mixing stresses), mechanical
mixing and mean residence times on the intercalation/exfoliation of the fillers. Dumbbell shaped samples according to ISO 527 standards were then produced using an injection-moulding working at an average temperature of 290°C (with a mould temperature of 40°C). Results Considering the results of morphological analyses (WAXD) the processing conditions (temperatures, residence times) slightly affect the structure of the dispersed particles: the best results in terms of intercalation/exfoliation have been obtained with the PA6,6/OMLS (C30B and D72T) composites, probably because of the higher original d-spacing of the pristine OMLS due to an higher content of surfacting agent (as detected with TGA). Because of polymer’s melt low viscosity the key parameters that have been identified are the clay spacing and surfactant structure rather than shear stresses induced by mechanical mixing. TEM and SEM micrographs confirm XRD results and in particular for the composites produced with organically-modified clays a remarkable degree of exfoliation has been observed. By the way a nanometric dispersion of the clay in the polymer matrix affects the crystallization processes lowering the degree of crystallinity and influencing the formation of preferential crystalline structures. Dealing with the properties of amorphous domains DMA tests show that polymer’s glass transition temperature remains substantially unvaried although the clay, that theoretically resides in this phase, should act partially limiting the mobility of polymer chains. The improved thermal stability in air of PA/OMLS composites confirms the effectiveness of well exfoliated/intercalated structures. It has been found that the two different OMLS (C30B and D72T) mixed with polymer in different processing conditions lead approximately to the same results in terms of stiffness increase while DHPS gives a slightly lower modulus improvements. This is in agreement with the results for the thermal and morphological analyses and diffusion kinetics measurements and is probably the result of the poor intercalation/exfoliation of the DHPS particles. Otherwise the addition of silicate filler generally reduces the ductility especially in the dried samples. When the samples are moisture conditioned, the modulus of PA6,6 and polymer/OMLS composites is significantly reduced. The reduction of the modulus in the presence of water is common to all polyamides to a certain degree,

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 4
- 145 -
and it is caused by the plasticizing action of water molecules in polyamide [3]. All polyamides form hydrogen bonds between the amide groups, and water can bind in between these hydrogen-bonding groups [1] This increases the mobility of the polymer chains due to weaker interactions, causing a reduction of the glass transition temperature (as detected with DMA). The reduced water absorption speed, combined with the influence of moisture on the Tg and modulus has important implications for the use of PA6,6 nanocomposites. Conclusions The water adsorption behaviour of polymer/OMLS is influenced by the structure of the filler, as expected: composites containing organically modified clays absorb water at a slower rate than the unfilled PA6,6 samples. Independently from processing conditions (melt temperature, mixing speed) the modulus of the OMLS-based composites (PA6,6/C30B and PA6,6/D72T) increases with respect to the one of pure polymer: in particular for dried samples it become twice if compared with the one evaluated for the unfilled resin: the principal drawback is a reduction of ductility especially in the dried samples. The stiffness of moisture-conditioned nanocomposites shows a reduction as it happens for the unfilled polymer:
with an average moisture content of 4.5 wt.% the modulus of polymer/OMLS composites is equal to the modulus of the dry unfilled polymer. In this way one of the main drawbacks of polyamides (the large decrease of the modulus in wet conditions) can be compensated by the addition of a small quantity of silicate. Morphological analyses (WAXD, SEM, TEM) confirm that and a remarkable degree of exfoliation has been observed for polymer/OMLS composites while only a slight intercalation is observed for PA6,6/natural clay samples. Further demonstrations of the nanometric dispersion of the filler for the polymer/OMLS composites are given by the results of thermal analyses: TGA shows an improvement of the stability to thermal-oxidative phenomena while from DSC tests denote a clear influence of the particles on the crystallization processes and on the formation of preferential crystalline structures. References 1. M.I. Kohan, Nylon plastics handbook, Munich, Carl Hanser (1995) 2. D.P.N. Vlasveld, J. Groenewold, H.E.N. Bersee, S.J. Picken, Polymer, 46, 12567 (2005) 3. L.C.E. Struik, Polymer, 28(9), 1521 (1987)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 5
- 146 -
REALIZZAZIONE, CARATTERIZZAZIONE ED OTTIMIZZAZIONE DI PROCESSO DI MATERIALI COMPOSITI PER USO AERONAUTICO TRAMITE TECNOLOGIE
OUT OF AUTOCLAVE
R. Petrucci1, L. Torre1, S. Laurenzi2 J. M. Kenny1 1 Università di Perugia. Dipartimento di Ingegneria Civile ed Ambientale, Loc. Pentima Bassa, 21 - 05100 –Terni, Italy; e-mail: [email protected] – [email protected]
2 Centro Sviluppo Materiali (CSM), Via di Castel Romano, 100 – 00128 – Roma, Italy Introduzione Nel Resin Transfer Moulding (RTM) una sequenza di rinforzi asciutti, sono alloggiati all’interno di uno stampo, quindi una resina catalizzata è forzata a fluire nella cavità dello stampo stesso, applicando una pressione esterna generalmente bassa (69 ÷ 690 kPa) [1], spingendo via l’aria presente al suo interno, la quale esce attraverso degli sfiati. Dopo che la resina ha polimerizzato, il componente viene estratto dalle cavità e, molto spesso, può essere direttamente posto in opera, senza subire trattamenti di rifinitura. Il processo di infusione può essere agevolato praticando il vuoto all’interno delle cavità. Ciò consente di abbassare le pressioni di iniezione, utilizzare strumenti leggeri e poco costosi ed ottenere pezzi privi di difetti. Questa variante della tecnologia in oggetto è nota come Vacuum Assisted Resin Transfer Moulding (VARTM). Lo scopo di questa ricerca è stato mettere a punto i parametri di processo relativi al VARTM, realizzando infine dei pannelli, successivamente sottoposti a prove meccaniche. Ciò è servito a verificare che questa tecnologia potesse essere applicata alla produzione di componenti aeronautici, con prestazioni paragonabili a quelli prodotti mediante la laminazione in Autoclave. Tale tecnologia, largamente impiegata per la produzione di componenti ad elevate prestazioni, è infatti poco flessibile, ed ha una bassa produttività e costi elevati. Al contrario il VARTM è una tecnica molto più economica ed una produttività legata quasi esclusivamente ai tempi di indurimento della resina impiegata. È stato fatto uno studio sull’invecchiamento della resina, ed il suo effetto sulle proprietà meccaniche, inoltre la cinetica di cura è stata modellata al fine di determinare le condizioni ottimali di processo E’ stata scelta una resina epossidica (Cycom 977-20 RTM, prodotta dalla Cytec). Per quanto riguarda preforma di fibre di carbonio, è stata caratterizzata la permeabilità e la pressione capillare, per una singola percentuale in volume di fibra stessa (54%). Infine il composito, che è stato prodotto con suddetti materiali, è stato caratterizzato meccanicamente a trazione, flessione e taglio. Risultati La resina è stata caratterizzata termicamente, allo scopo di sviluppare un modello sulla cinetica di cura. Conoscere come evolve la polimerizzazione nel tempo, a differenti temperature isoterme, consente di impostare i parametri di processo (temperature e gradiente di pressione), di modo che possa essere completata l’infusione, nella fase di processo VARTM, prima che la resina inizi a gelificare. Questo renderebbe tale fluido troppo viscoso ed incapace di
fluire e bagnare omogeneamente i rinforzi. Tale studio inoltre consente di capire dopo quanto tempo, dall’inizio della fase di cura, ad una data temperatura, è possibile estrarre il pezzo ed iniziare la fase di post-cura in forno. Il modello scelto è dato dall’ equazione (1), nella quale i termine k è dato invece dalla (2):
( )nmkdtd
ααα
−= 12 (1)
−=RTEAk a
ii exp (2)
0
0.2
0.4
0.6
0.8
1
0 100 200 300 400 500 600
Modell o - T=145 °CAlfa - T=145°C Alfa -T=135° C Modell o - T=135°C
Tempo (min)
ValoreParametro 1,03n0.26m12,7ln A2
66,64 KJ/MoleEa2
Figura1:Confronto tra dati sperimentali e modello. In figura 1 si può vedere come il modello approssimi molto bene i dati sperimentali. Il suddetto modello è stato sviluppato utilizzando solo prove isoterme in quanto la cura dinamica non corrispondeva alle condizioni reali del processo di VARTM. Successivamente la resina è stata caratterizzata meccanicamente, mediante test di trazione a rottura e flessione su tre punti. I campioni di suddetto materiale sono stati curati alla temperatura di 125°C per 15 ore e post curati a 150°C per 4 ore. I risultati ottenuti in suddetti test sono riportati nella prima riga delle tabelle 1 e 2. Per quanto riguarda il comportamento del materiale, sottoposto a cicli d’invecchiamento accelerato, come proprietà di riferimento sono state prese ancora quelle meccaniche. I cicli d’esposizione, sono stati i seguenti:
♦ 8 ore di irradiazione con lampade UVB-313 (0.8 W/m2) alla temperatura di 60 ± 3°C; ♦ 4 ore di condensa alla temperatura di 50 ± 3°C; ♦ Densità di flusso radiante: 0.8 W/m2

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 O 5
- 147 -
Ogni lato del provino ha subito suddetto ciclo per una settimana, per cui ogni ciclo è durato due settimane. I risultati ottenuti sono riportati nelle tabelle 2 e 3. Tabella 1: Risultati test a trazione sulla resina per vari cicli di invecchiamento.
Test Modulo di Young (GPa)
Resistenza a rottura (MPa)
Deformazione a rottura No Cicli 3,26±0,06 65,4±6,5 0,036±0,003 Ciclo I 3,20±0,08 70,8±9,6 0,035±0,006 Ciclo II 3,15±0,12 48,2±6,3 0,023±0,005 Ciclo III 2,98±0,21 36,8±8,2 0,018±0,002 Ciclo IV 3,05±0,08 33,1±8, 9 0,014±0,003
Tabella 2: Risultati test a flessione sulla resina per vari cicli di invecchiamento.
Test Modulo di Young (GPa)
Resistenza a rottura (MPa)
Deformazione a rottura No Cicli 3,06±0,13 152,0±10,8 0,120±0,022 Ciclo I 3,18±0,07 134±20,5 0,089±0,017 Ciclo II 3,43±0,06 163±6,1 0,071±0,011 Ciclo III 3,25±0,14 142±8,7 0,068±0,012 Ciclo IV 3,20±0,07 135±13,5 0,036±0,007 Il modulo di Young risente in maniera lieve dei cicli di condizionamento, così come lo sforzo massimo a flessione. Nel caso della trazione, tale sforzo diminuisce dal secondo ciclo in poi, mentre la deformazione a rottura sembra diminuire con costanza durante l’invecchiamento. Ciò è sintomo di un irrigidimento e, soprattutto, di un consistente infragilimento strutturale della resina in questione. Per quanto riguarda il rinforzo fibroso, è stato sviluppato uno studio della relativa permeabilità, per una percentuale in volume pari al 54%. Sono stati eseguiti, per tale scopo, test di infusione con un liquido sacrificale (miscela glicerina-acqua), avente viscosità pari a 70 ± 2 (mPa*s). Permeabilità e pressione capillare sono state calcolate utilizzando la legge di Darcy (3):
=dxdPkv
η (3)
dove k è la suddetta pressione, dp/dx rappresenta il gradiente di pressione relativo alla fase d’infusione, ed η è la viscosità del fluido. Per la permeabilità è stato trovato un valore di 133,77 Darcy2 (1Darcy=9,87·10-13
m2), mentre per la pressione capillare 1,22 bar.
Malgrado la permeabilità insatura del rinforzo sia molto bassa, la relativa pressione capillare è elevata. Ciò agevola moltissimo la fase di infusione, che può essere completamente sviluppata in pochi minuti, anche impostando gradienti di pressione relativamente bassi. Dai dati ricavati nelle fasi precedenti sono stati impostati i parametri di processo per la realizzazione dei laminati. La temperatura, cui è stata portata la resina durante l’infusione, è stata pari a 90 °C, quella di cura è stata pari a 135°C, quella di post cura 150°C. Il gradiente di pressione è invece stato di 2,38 bar (1,6 bar in iniezione e (1-0,78) bar quella il “grado di vuoto” nelle cavità). Tabella 3: Risultati test meccanici su composito.
Test Modulo (GPa)
Resistenza (MPa)
Deformazione a rottura Trazione 63,49±2,54 401,5±38,4 0,017±0,003 Flessione 26,45±1,71 447,2±26,6 - Taglio - 39,0±2,2 -
Il composito prodotto ha mostrato una buona qualità ed omogeneità, evidenziate dalle elevate proprietà meccaniche, misurate con test di trazione, flessione su tre punti e taglio (SBS). I risultati ottenuti sono riportati in tabella 3. Conclusioni In questo lavoro è stato condotto uno studio sui singoli materiali, che costituiscono il materiale composito in oggetto, grazie al quale è stato possibile impostare i valori ottimali per i parametri di processo, legato alla produzione del suddetto materiale. Le prove meccaniche eseguite sul laminato hanno ne evidenziato delle eccellenti proprietà di resistenza e rigidezza. Questo risultato testimonia l’adeguatezza del processo di VARTM per la produzione di componenti dotati di elevata performance, destinati all’utilizzo nel settore aeronautico. Tale processo ha inoltre il vantaggio di essere più produttivo e molto più economico dell’Autoclave Moulding. Riferimenti 1. P. K. Mallick, Fiber-Reinforced Composites, 403, (1985). 2. S. Amico, C. Lekakou, “An experimental study of the permeability and capillary pressure in resin-transfer moulding”, Composites Science and Technology 61, 1945 – 1959, (2001).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 1/19
- 148 -
VALORIZZAZIONE DI COMPOUND A MATRICE PET POST-CONSUMO
M. Aglietto1*, S. Savi1, I. Della Maggiore1, M. B. Coltelli2 1Dipartimento di Chimica e Chimica Industriale, Università di Pisa, via Risorgimento 35, 56126, Pisa, Italy, [email protected] 2Centro Italiano Packaging e Dipartimento di Chimica e Chimica Industriale, Università di Pisa, via Risorgimento 35, 56126, Pisa, Italy
Introduzione Il poli(etilentereftalato) (PET) è uno dei polimeri più utilizzati negli imballaggi alimentari ed è attualmente disponibile come materiale post-consumo in scaglie. Esso può essere riciclato meccanicamente per ottenere fibre o lastre per estrusione o per produrre nuovi compositi, compound o miscele. La miscelazione del PET, anche post-consumo, con poliolefine può portare a materiali aventi interessanti proprietà antiurto. Tale risultato è ottenibile impiegando un processo di compatibilizzazione reattiva che prevede l’utilizzo di una poliolefina recante gruppi reattivi verso i gruppi terminali del PET. Durante la miscelazione o estrusione si forma nella regione interfacciale della miscela un copolimero poliolefina-PET che determina una stabilizzazione delle proprietà morfologiche nonché il miglioramento dell’adesione tra le fasi necessario per la modulazione delle proprietà. Negli ultimi anni nuovi metodi di compatibilizzazione mediante miscelazione reattiva a basso costo e ridotto impatto ambientale sono stati studiati allo scopo di trovare applicazione nel campo della miscelazione del PET post-consumo con polietilene. L’interesse per la produzione di materiali antiurto a base di PET vergine o post-consumo è testimoniata anche da alcune precedenti pubblicazioni1-2. Uno dei compatibilizzati commerciali più utilizzato è il terpolimero etilene-etil acrilato-glicidil metacrilato contenente glicidil metacrilato in percentuali in peso variabili tra l’1 e il 12% in peso. Le funzionalità epossidiche reagiscono rapidamente con i carbossili e meno rapidamente con gli idrossili terminali del PET. Il vantaggio dell’utilizzo di questo terpolimero risiede nella possibilità di avere un’elevata percentuale di gruppi reattivi. Le poliolefine funzionalizzate con anidride maleica (PO-g-MAH) hanno mostrato buoni effetti compatibilizzanti in miscele di PET post-consumo e polietilene2.
O
O
O
HO COOH
O
OOH
O COOH
PO- g -MAH
PETPO-g -P ET
Una recente review sul riciclo del PET3 evidenzia numerosi studi sulla possibilità di utilizzare il PET post-consumo nello stampaggio ad iniezione. La variabile più importante da controllare è il grado di cristallizzazione del PET durante il processo. Spesso l’uso di nucleanti nel
PET permette di controllarne le proprietà termiche, anche se i meccanismi attraverso i quali questo si verifica e la relazione con la struttura delle macromolecole che si generano durante i processi di miscelazione o estrusione è ancora oscuro. Risultati I nostri studi di miscelazione reattiva hanno evidenziato interessanti proprietà per due miscele, costituite una da PET post-consumo e polietilene a bassissima densità (ULDPE) funzionalizzato all’1,5% in peso, con composizione 90/10 in peso, e l’altra costituita da PET post-consumo, ULDPE funzionalizzato all’1,5% in peso e terpolimero etilene-etil acrilato-glicidil metacrilato (contenente l’8% di glicidil metacrilato), in composizione 80/15/5 in peso. Tali miscele presentano proprietà antiurto, desumibili dal valore di Izod (tabella1), molto significative per le applicazioni mirate e valori di fluidità, valutata mediante prove di Melt Flow Rate (MFR), adeguati per lo stampaggio ad iniezione. Tabella I: Melt Flow Rate e Izod Impact Strength delle miscele 90/10 e 80/15/5
Miscela MFR (g/10 min) Izod (J/m) Izod* (J/m) 90/10 33 87 86 80/15/5 11,7 844 552
*Izod misurato dopo trattamento termico per 10 minuti a 120°C. Per quanto riguarda la miscela 90/10 essa contiene un nucleante (carbonato di sodio) allo 0.5% in peso. Tale prodotto è stato aggiunto per permettere la cristallizzazione del PET in fase di stampaggio dei provini per la valutazione dell’Izod come valutazione della resistenza all’urto. Tale fenomeno è alla base della stabilità delle proprietà Izod prima e dopo trattamento termico. Infatti, grazie alla presenza del nucleante, il trattamento termico non produce una aumento della percentuale di cristallinità del PET nella miscela e quindi non si verifica un infragilimento del materiale. Nella miscela 80/15/5 una parziale stabilità termica è stata ottenuta introducendo una piccola percentuale di terpolimero. Infatti era stato osservato in precedenza, preparando una miscela 80/20 in peso PET/terpolimero, che i valori di Izod rimanevano stabili anche dopo trattamento termico. Tuttavia l’alto costo di questo compatibilizzante lo rende non utilizzabile da solo in elevate percentuali nel campo delle miscele da polimeri post-consumo. Inoltre avvengono reazioni di reticolazione secondarie che determinano un

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 1/19
- 149 -
notevole incremento della viscosità allo stato fuso della miscela 80/20 in peso PET/terpolimero, che quindi risulta inapplicabile per lo stampaggio a iniezione. Le buone proprietà meccaniche sono in accordo con le proprietà morfologiche studiate mediante microscopia elettronica a scansione (SEM). Tale analisi mostra un’elevata adesione tra le fasi che attesta un buon livello di compatibilizzazione tra i vari polimeri. La miscela 90/10 è stata utilizzata per lo stampaggio ad iniezione dei componenti di un aspirapolvere del quale sono stati prodotti anche alcuni prototipi mentre con la miscela 80/15/5 sono state condotte prove di stampaggio per la produzione di caschi per motociclismo. Inoltre è in fase di studio l’applicazione della miscela 90/10 nella produzione di carrelli della spesa. Conclusioni Lo studio sulla miscelazione reattiva, di miscele a matrice PET post-consumo come matrice continua e
polietilene a bassissima densità come fase dispersa, ha permesso di ottenere due interessanti formulazioni (90/10 e 80/15/5) aventi interesse applicativo, in quanto forniscono un buon compromesso tra proprietà meccaniche, stabilità termica e costo. In particolare lo studio delle condizioni di stampaggio di questi nuovi materiali ha permesso la realizzazione, mediante stampaggio ad iniezione, dei diversi componenti utilizzati per la produzione di vari manufatti. 1. N. Torres, J. J. Robin, B. Boutevin, J. Applied Polymer Science , 79, 1816 (2001) 2. M. Aglietto, M.-B. Coltelli, S. Savi, F. Lochiatto, F. Ciardelli, M. Giani, J. of Mat. Cycles and Waste Manag., 6, 13-19 (2004) 3. F. Awaja, D. Pavel, European Polymer Journal, 41, 1453–1477 (2005)

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 2/19
- 150 -
ASSESSMENT OF THE THERMAL BEAHIOUR OF NEW HALS-NOR COMPOUNDS IN POLYOLEFIN BLENDS
F. Cicogna1, F. Ciardelli1, M. Giordano2, C. Autiero2 1CNR-INFM-POLYLAB e Dipartimento di Chimica e Chimica Industriale, Università degli Studi di Pisa, Via Risorgimento, 35, 56100 Pisa, e-mail [email protected];
2Università degli Studi di Pisa, Dipartimento di Fisica “E. Fermi”, Via Buonarroti, 2, 56100 Pisa.
Introduction The class of hindered ammines (HALS), and especially that of their stable ethers (NOR), are well-know additives to increase the light and the thermal stability of polyolefins. The nitroxyl ethers have found extensive application also in the greenhouse when pesticide are used: sulfur and halogen containing compounds used for agrochemical application produce acidic derivatives which can react with the basic piperidine group of HALS, thus inhibiting their radical scavenging route. The nytroxylethers provide UV, thermal and chemical resistances and have found wide application also as flame retardants, flame retardant synergists or replacing peroxides in producing rheology control during polypropylene processing.1 The stabilization mechanism of HALS is not yet well established, but, it seems that a key role is played by the formation of the nitroxyl radical thought the transient formation of nitroxylether able to undergo to thermal cleavage of the N-O-R bond. With the aim of a better understanding of the role of NOR as thermal stabilizers of polyolefins, the synthesis of the new HALS-NOR 1, 2 and 3 with different solubility in the polyolefin matrix were carried out. At the same time the thermal stability of mixture between these nitroxylethers and a polyolefin was investigated by TGA in order to simulate the effective thermal stabilization ability of these compounds.
N
R'
OR
1: R=CH3, R'= OH2: R= Et2CH, R'=OH3: R= Et2CH, R'=H
Since the formation of the nitroxyl radical is a postulated route for the stabilization effects of these compounds, the electron paramagnetic resonance spectroscopy (EPR) was used in order to intercept the radical formed by thermal decomposition and its concentration evolution when increasing temperature. Results and Discussion 1 was prepared by the reaction of HO-TEMPO and methyl radicals which are produced in situ by the reaction of dimethylsulfoxide with hydroxyl radicals.2 The synthesis of 3 was carried out by the reaction of the Grignard reagent of 3-bromopentane with TEMPO. 2 was obtained by reacting HO-TEMPO with the free radical obtained by the in-situ reaction of 3-iodopentano with tris(trimethylsilyl)silane. The compounds were characterized by 1H-NMR, FT-IR and CI-MS. All the thermal analysis were performed onto the pure samples and onto a blend obtained by mixing 1%wt of NOR with
a random copolymer of ethylene and 1-octene (38%wt). The EPR analysis were carried out by heating the mixtures of the polyolefin with 1, 2 or 3 respectively from room temperature up to 500K; the area of the nitroxyl radical signal was registered at each temperature and related to the total spin numbers of the sample.
Figure1: Spin number vs. temperature of 2 (1wt%) mixed with Engage The spin number reported as a function of temperature present in the Figure 1 shows that at the beginning of the experiment free radical attributable to the nitroxyl derivatives are present. In the case of 2, the signal is constant up to 450 K; then, by rising the temperature the signal starts to increase and, at 486 K, it reaches the maximum value. Behind this temperature the signal decreases drastically. This behaviour was preliminary interpreted in terms of the equilibrium between the bonded and the free TEMPO radicals (Scheme 1). At low temperature this equilibrium is shifted towards the bonded form but it can be moved to right by rising the temperature.3 The nitroxyl radicals thus formed can react with any radical species and can act as stabilizers for the polyolefin matrix. Obviously the energy of the NCO bond depends on the relative stability of the radicals which derive from the homolytic bond cleavage. The control of the stabilization effect can be achieved by cleavage of a dormant alkoxylamine that reversibly produces radicals by changing the structure of NOR species Scheme 1
N
O
CH CH2CH2
N
O
CH CH2CH2 References 1 R. Pfaendner, C.R. Chimie, 9, 1338, (2006). 2 M. K. Eberhardt, R. Colina, J. Org. Chem., 53,1071, (1988). 3 A. Studer, Chem. Soc. Rev., 33, 267, (2004).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 3/19
- 151 -
NON-LINEAR CRYSTAL GROWTH RATES IN POLY(BUTYLENE TEREPHTHALATE)/POLY(ε-CAPROLACTONE) BLENDS
M. L. Di Lorenzo1, M. C. Righetti2
1 Istituto di Chimica e Tecnologia dei Polimeri (CNR) – c/o Comprensorio Olivetti – Via Campi Flegrei, 34 – 80078 Pozzuoli (NA) – Italy; e-mail: [email protected] 2 Istituto per i Processi Chimico-Fisici (CNR) – Area della Ricerca – Via G. Moruzzi, 1 – 56124 Pisa – Italy
Introduction Miscibility of PBT and PCL is strongly affected by molecular mass of the components, as proper choice of the polymers to be mixed can allow to prepare miscible or phase-separated PBT/PCL blends [1]. PBT/PCL blends with a mass ratio of the components equal to 80/20 are miscible when oligomeric PCL is mixed with PBT, whereas two conjugated amorphous phases are present in the blends containing PCL with a molar mass of 10,000 or higher. Although true miscibility can be established only for the blends containing oligomeric PCL, the PBT/PCL blends are compatible, independently of molecular mass, and display enhanced properties compared to plain PBT [1]. The addition of PCL also influences the crystallization kinetics of PBT, with an extent that also depends on molecular mass [2]. A remarkable decrease of the equilibrium melting point is observed in the miscible blend with oligomeric PCL, whereas lower, but still sizeable, reductions are quantified in the blends containing high molar mass poly(ε-caprolactone). The crystallization rate of PBT/PCL blends depends on molecular mass and state of dispersion of the components, as in the blends containing oligomeric PCL an increase in the crystallization rate of PBT is observed. Conversely, the kinetics of phase transition results slower in the phase-separated blends with high molar mass PCL [2]. Depending on molecular mass the components, linear or non-linear crystal growth rates can be observed in PBT/PCL blends. This contribution details self-deceleration process in PBT/PCL 80/20 blends containing oligomeric PCL of molar mass 1,250. Results The time variation of the radius of PBT spherulites in PBT/PCL 80/20 blends containing PCL of molar mass equal to 1,250 is illustrated in Figure 1. Non-linear crystal growth rates are observed in the whole analyzed range of crystallization temperatures (Tc), as the spherulite radius initially increases linearly with time, then, with the progress of the phase transition, the growth rate decreases. During the phase transition, the PCL molecules are rejected outside the growth front. A gradual variation of local composition occurs, with the creation of a composition profile. The spatially inhomogeneous increase of PCL concentration in the melt induces self-deceleration of the phase transition, until a limit composition that prevents further crystallization is achieved in the melt [3]. This process is very relevant at high Tc, when the phase transition rate approaches zero before the occurring of spherulite impingement, leaving
a large part of the crystallizable PBT chains still in the melt phase.
0 10 20 300
5
10
15
20
Radiu
s (µm
)
Time (min)
Tc=196°C Tc=198°C Tc=200°C Tc=202°C Tc=204°C
Figure 1. Temporal evolution of the spherulite radius at the indicated temperatures in the PBT/PCL1,250 80/20 blend. The amount of the crystal fraction (wc) developed during isothermal crystallization at the various temperatures was measured by calorimetry. As the phase transition is mostly incomplete at Tc, a decrease of the temperature after isothermal crystallization allows to complete the crystallization process. The values of the crystal fraction developed during isothermal crystallization and the subsequent cooling at a rate of 20°C/min are compared in Figure 2 with the final crystallinity attained during the final heating.
185 190 195 2000.0
0.1
0.2
0.3
wc
Tc (°C)
Isothermal Cooling Heating
Figure 2. Temperature dependence of the crystal fraction (wc) of the PBT/PCL blends developed upon isothermal crystallization, and the subsequent cooling and heating cycles.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 3/19
- 152 -
The large decrease of crystallinity with the increase of Tc is accompanied by a high extent of crystal development during the cooling that follows the isothermal crystallization. However, the amount of crystals formed during the two-stage (isothermal and non-isothermal) phase transition also shows some dependence on the temperature at which isothermal crystallization is performed, as the final attained crystallinity decreases from wc = 0.35 to wc = 0.26 when Tc is raised from 186 to 202°C. This decrease is to be ascribed to the varied composition of the melt phase, as it evolves during the isothermal phase transition, due to the continue diffusion of the PCL molecules away from the growth front. The changed melt composition of the PBT/PCL1,250 blend can be estimated from the analysis of the glass transition behavior after completion of the crystallization process. The DSC thermograms obtained during the heating scan after crystallization (isothermal followed by non-isothermal), enlarged in the temperature range of the glass transition, are exhibited in Figure 3.
-40 -20 0
0.54
0.63
0.72
Tc=186°C
Tc=202°C
Φ (W
/g)
Temperature (°C)
Tc=186°C Tc=190°C Tc=194°C Tc=198°C Tc=202°C
Figure 3. Heat-flow rate curves of the PBT/PCL1,250 80/20 blend, as measured upon heating after isothermal crystallization at the indicated temperatures and subsequent cooling. When isothermal crystallization is conducted at Tc = 186°C, one single glass transition, centered around -30°C can be detected form the DSC curve. With the increase of Tc, the glass transition of the blend becomes progressively broader, with the appearance of two distinct relaxation processes when crystallization is performed at high temperatures, as highlighted in Figure 3.
The broad transition region suggests microheterogeneity, in that a large number of phases of different composition exist, as a result of diffusion of PCL during crystallization. The distribution of compositions is such that two broad glass transition processes can be detected between those of the plain polymers when the blend is crystallized at high temperature. Conclusions The spherulite growth rate of PBT in PBT/PCL blends containing oligomeric PCL is non-linear in the whole analyzed temperature range. Non-linear advance of the spherulite growth front is caused by a varied composition of the melt phase in contact with the growing crystal, due to diffusion of mobile PCL chains away from the spherulite surface. Depending on crystallization conditions, at room temperature the PBT/PCL1,250 blend may present a single amorphous phase or an amorphous multiphase behavior when the transition is broadened over that commonly observed in the single-phase system, in addition to the crystalline PBT phase. The variation of morphology affects the progress of PBT crystallization, resulting in additional self-deceleration of both the crystal growth rate and the final attained crystallinity. A competition between crystallization and demixing exists, and the interplay between the two processes is expected to dominate the evolution of morphology in the blend. References 1. M.L. Di Lorenzo, P. La Pietra, M.E. Errico, M.C. Righetti, M. Angiuli, Polym Eng Sci 47, 323-329 (2007) 2. M.C. Righetti, M.L. Di Lorenzo, M. Angiuli, E. Tombari, P. La Pietra, Eur Polym J, submitted 3. M.L. Di Lorenzo, Progr Polym Sci, 28, 663 (2003) Acknowledgements ICTP-CNR author wishes to thank Ministero dell’Istruzione dell'Università e della Ricerca (MIUR), D.D. 9-10-02, prot. n. 1105/2002, for providing financial support.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 4/19
- 153 -
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1m-LLDPE mass fraction
m-LL
DPE C
rysta
llinity
(mas
s frac
tion)
0,00
0,10
0,20
0,30
0,40
0,50
0,60
PP C
rysta
llinity
(mas
s frac
tion)
m/PP/m (m-LLDPE Crystallinity) PP/m/PP " "m/PP/m (PP Crystallinity) PP/m/PP " "
COEXTRUSION OF METALLOCENE LLDPE/ PP THREE LAYERS CAST FILMS
L. Di Maio, S. Montesano, A. Di Giacomo, L. Incarnato.
Department of Chemical and Food Engineering, University of Salerno, Via Ponte Don Melillo, I-84084 Fisciano (SA), Italy; e-mail: [email protected] Introduction Polyolefins are widely used for the production of films for several applications, such as packaging and food packaging. The success of these materials is related to their satisfactory properties, quite low cost and very good processability with particular regard to the industrial manufacturing technologies which are represented by the cast extrusion or film blowing. Recently, the development of metallocene catalysts has made available new polyolefinic resins which have disclosed new perspectives for research and applications. One of the fields mostly concerned is the flexible packaging production with particular regard to cast and blown film extrusion processes. In particular, metallocene PE’s show better performances in terms of sealing ability, drawability and surface properties such as haze and gloss. Despite of their promising properties, the use of pure metallocene resins for film production is still a challenging operation due to their lower processability respect to the traditional polyolefines. The co-extrusion technique is of relevant interest for the manufacturing of specialised films. Indeed, the possibility of combining resins with different functional characteristics in multilayer structures results to be very attractive in the field of packaging. It is in fact possible to design the film structure by taking into account all the functions required in a packaging solution, such as barrier and mechanical properties, weldability, printability etc. Moreover, the use of metallocenic PE’s within a multilayer polyolefinic structure has the advantage of an higher recyclability of the film respect to multilayers of different polymers. In this work, the investigations have been extended to the production of three layers structures of m-LLDPE (metallocene linear low density polyethylene) and PP (polypropylene) which were combined in symmetric three layers cast films. Two kind of three layers films were produced by varying the position of PP (and of the m-LLDPE) layer. Namely, the films were produced as “m-LLDPE/PP/m-LLDPE or “mPPm” and “PP/m-LLDPE/PP” or “PPmPP” structures. The aim of the study was the assessment of film properties as a function of both layers thicknesses of each material and of the different film layout. Results The materials used in the coextrusion process were selected on the basis of a previous work results [1]. In particular, a metallocene linear low density polyethylene (m-LLDPE), commercialised as “Luflexen 18TFA” produced by Basell (with melt flow index of 3.8 [g/10
min]), and a polypropylene (PP), produced by Montell (Moplen SSF), with melt flow index of 4.9 [g/10 min]. The films were manufactured by making use of a laboratory coextrusion cast film line. All the films were produced using constant processing parameters (total output mass flow rate, temperature and take off speed) thus achieving a constant film thickness of approximately 85 µm. Symmetric three layers films (mPPm and PPmPP) were prepared with different ratios of m-LLDPE/PP according to table I. Table I: Coextruded structures. Numbering refers to m-LLDPE to PP mass rate ratio.
Sample code m-LLDPE/ PP (mass flow rate ratio)
m-LLDPE 100/0 mPPm-I PPmPP-I 80/20
mPPm-II PPmPP-II 65/35 mPPm-III PPmPP-III 50/50 mPPm-IV PPmPP-IV 35/65 mPPm-V PPmPP-V 20/80
PP 0/100 The morphology of the samples was investigated by means of thermal, and X-ray measurements. The thermal analysis has shown, for all the coextruded structures studied (mPPm and PPmPP), an increase in crystallinity for the material located at the inner layer (fig.1). This behaviour can be due to the different cooling velocity realized into the three layers. Moreover, as shown in the diffractograms of fig. 2, chancing the relative position of the two polymers in the coextruded structures, a different morphology can be observed.
fig. 1: mLLDPE and PP crystallinity.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 4/19
- 154 -
0
5
10
15
20
25
30
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1m-LLDPE mass fraction
O 2 Pe
rmea
bility
[cm2
*cm/
m2*d
*bar] PP/m/PP
m/PP/mseries model
0
100
200
300
400
500
600
700
0 10 20 30 40 50 60 70 80 90 100% m-LLDPE
E (M
Pa)
m/PP/m
PP/m/PP
fig. 2: X-ray diffractogram from PP, mLLDPE, PPmPP-III and mPPm-III films.
In order to verify the effect of layer composition and position on the performance of coextruded films permeability and mechanical tensile properties were carried out. In fig. 3 is shown the tensile elastic modulus of films as a function of m-LLDPE content. The comparison of the two symmetric structures shows that the system m/PP/m has higher rigidity comparated to the PP/m/PP system, at any composition. This fact can be explained by taking into account the higher crystalllinity of m/PP/m system. As far as barrier properties are concerned, the O2 permeability measurements seem to be not affected by the different lay out of multilayers films as it is possible to observe from fig. 4. Moreover the experimental data for both systems are pretty well fitted by the analytical simple series model [2] shown in fig. 4 (dot line). The model indeed considers only the system composition, without tanking in account the relative position of layers in the coextruded films as found in eq. 1.
(Eq. 1) LLDPEm
LLDPEm
PP
PP
PPP −
−
+=φφ1
Where φ is the volume fraction of each component and P is the respective permeability.
fig. 3: PP, mLLDPE and multilayer films elastic modulus.
fig. 4: PP, mLLDPE and multilayer films O2 permeability. Conclusions In this work metallocene linear low density polyethylene (m-LLDPE)/polypropylene (PP) three layer films were produced by a cast coextrusion process. The results can be summarised as follow: - the thermal and x-ray analyses evidenced a difference in crystalline degree between the PP/m/PP and m/PP/m films and a probable different morphology;
- mechanical characterization of films evidenced an increase in the rigidity both increasing the polypropylene content and locating the PP in the inner layer of the coextruded structures;
- oxygen permeability results does not show any difference between the two systems analyzed.
The results of the present work point out that the optimization of the examined coextruded structures could be achieved by locating the PP layer in the middle. This could allow to obtain higher mechanical properties, due to the higher rigidity of the mPPm samples. At the same time the external layer of m-LLDPE will bring the better surface properties such as weldability or printability typical of metallocenic resins. References 1. M. Panico, L. Di Maio, V. Nicolais, L. Incarnato, Polym. Eng. Sci., 46, 874-871 (2006). 2. JB. Faisant, A. Aıt-Kadi, M. Bousmina, L. Deschenes, Polymer, 39, 533 (1998).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 5/19
- 155 -
COMPORTAMENTO REOLOGICO E MORFOLOGICO DI MISCELE PP/COC
L. Incarnato, G.M. Russo, R. Gargano, L. Di Maio Università degli Studi di Salerno, Dipartimento di Ingegneria Chimica e Alimentare, Via Ponte don Melillo,
84084, Fisciano, Salerno, Italy; e-mail: [email protected] Introduzione Nell’ambito dei copolimeri, un crescente interesse scientifico ed industriale è rivolto ai copolimeri delle cicloolefine (COC), una nuova classe di macromolecole in cui una ciclo-olefina è incorporata nella catena polimerica [1]. La presenza di strutture cicliche ostacola la mobilità della catena polimerica che viene così ad assumere una rigidità adatta per applicazioni quali “engineering materials”. Le unità etileniche in catena consentono di modulare tale rigidità e di ottenere materiali ad altissime prestazioni. Le proprietà dei materiali a base di COC dipendono dalla loro struttura morfologica, influenzata in larga misura dalla microstruttura e dalla stereoregolarità della catena. Una particolare famiglia di COC è rappresentata da Topas®, copolimero sviluppato tramite il processo di copolimerizzazione di norbornene con etilene, con l’utilizzo di catalizzatori metallocenici. Esso presenta interessanti proprietà quali eccellente trasparenza, alte temperature di transizione vetrosa (modulabile in base alla quantità di comonomero ciclico), bassa permeabilità all’acqua, elevata barriera verso i gas, resistenza chimica, facile saldabilità, buone proprietà meccaniche e bassa costante dielettrica. Il presente lavoro riguarda la preparazione e la caratterizzazione di miscele a base di polipropilene (PP) contenenti un copolimero COC (Topas 6013F-04, Safta S.p.A.). Sono state preparate miscele PP/COC a diversa composizione (10, 20 e 30% di Topas) utilizzando un estrusore monovite (Brabender DCE 330, L/D=20) con una velocità di estrusione di 40 rpm e temperature di processo pari a 240°C. Su tutti i sistemi sono state eseguite prove reologiche, morfologiche e termiche allo scopo di stabilire la correlazione esistente tra il comportamento reologico e le variazioni strutturali delle miscele. Risultati Le curve di flusso dei diversi campioni sono riportate in Figura 1.
10
100
1000
10000
100000
0.1 10 1000 [1/s]
Eta [
Pa*s
]
TopasPPPP+20%
Figura1. Curve di flusso di PP, Topas e della miscela al 20% di Topas.
E’ interessante osservare che il comportamento viscoso dei diversi campioni cambia completamente se si passa da bassi ad elevati valori di velocità di deformazione. In particolare, per bassi valori di shear rate, la viscosità diminuisce considerevolmente passando dal PP puro alla cicloolefina pura, mentre aumenta con la % di COC per elevate velocità di deformazione. Il diverso andamento delle curve di flusso può in parte essere attribuito ai diversi valori di MWD (distribuzione dei pesi molecolari) dei materiali puri. Il COC, che risulta avere un indice di polidispersità molto più basso del PP, presenta infatti un comportamento Newtoniano esteso su un intervallo di frequenze maggiore rispetto agli altri campioni, che invece esibiscono un andamento shear thinning a più basse velocità di deformazione. In Figura 2 si evidenzia l’effetto della composizione sulla viscosità delle miscele PP/COC.
0
40
80
120
160
0 20 40 60 80 100% COC
η [Pa
*s]
Figura 2. Viscosità in funzione della percentuale di Topas. I valori di viscosità sono valutati in corrispondenza di γ=1500 s-1. Si osserva che, per elevati valori di velocità di deformazione, le viscosità delle miscele PP/COC risultano intermedie tra quelle dei componenti puri. Tale andamento è tipico delle miscele polimeriche incompatibili le cui proprietà chimico-fisiche sono comprese tra quelle dei singoli componenti. In particolare si può notare che la miscela al 20% di COC presenta un minimo nei valori di viscosità complessa, indicativo di una morfologia avente una fase dispersa anisotropa. E’ noto infatti che il comportamento reologico di una miscela incompatibile risente fortemente della morfologia del sistema [2]. In generale, in assenza di un campo di moto applicato, la tipica morfologia delle miscele incompatibili è quella in cui la fase dispersa si presenta sottoforma di particelle sferiche isolate che permettono di minimizzare l’energia interfacciale e l’area di contatto [3]. In presenza di un campo di moto, la deformazione della fase dispersa dipende dal tipo di flusso applicato (elongazionale o di taglio) e dal rapporto tra le viscosità delle due fasi,

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 5/19
- 156 -
definito dal parametro k secondo la seguente espressione:
m
dkηη= 1)
dove ηd e ηm sono rispettivamente le viscosità della fase dispersa e della matrice. Il valore di k rappresenta un indice del livello e del tipo di dispersione della fase discreta nella matrice polimerica. In Figura 3 è riportato l’andamento di k in funzione della velocità di deformazione per il sistema in esame.
0
1
2
3
4
0 1000 2000 3000 4000 5000 6000Shear rate [1/s]
Eta (
COC)
/Eta
(PP)
Figura 3. Andamento del rapporto di viscosità k in funzione della velocità di deformazione. Tale diagramma consente di evidenziare molto chiaramente che i valori di k dipendono dal campo di flusso in quanto, essendo i polimeri fluidi non-Newtoniani, le loro viscosità sono funzione della velocità di deformazione. In particolare, per il sistema analizzato si osserva una forte dipendenza del valore di k dalla velocità di deformazione, chiara indicazione che l’intensità del flusso di taglio determina significative variazioni morfologiche della miscela polimerica. Ciò è confermato dalle micrografie SEM, riportate, nelle Figure 4 (a-b), per il sistema PP+20%Topas a diverse velocità di deformazione.
a) b)
Figura 4. Micrografie SEM di PP+20% Topas: a) shear rate=50s-1, k=1; b) shear rate=950s-1, k=2. Confrontando le immagini si può osservare che all’aumentare della velocità di deformazione i valori di k aumentano e la miscela passa da una morfologia fibrillare ad una sferoidale. Tale cambiamento morfologico può essere attribuito all’aumento del rapporto di viscosità con la velocità di deformazione che si traduce in una minore deformazione della fase dispersa. Inoltre le immagini SEM mostrano chiaramente l’intrinseca incompatibilità dei due componenti la miscela, come precedentemente evidenziato dall’andamento della viscosità in funzione della composizione (Fig.3).
L’incompatibilità tra i due polimeri in esame è stata confermata anche dalle proprietà termiche delle diverse miscele, riportate in Tabella 1. Tabella 1. Temperature di fusione, di cristallizzazione e gradi di cristallinità (Tm, Tc, Xc) delle miscele a diverso contenuto di Topas. I valori di Tm e Xc sono riferiti al secondo riscaldamento.
campione Tm (°C) Tc(°C) Xc PP 166 108 37
PP+10% 166 108 35 PP+20% 163 112 41 PP+30% 164 112 44
Tutte le miscele risultano caratterizzate da temperature di fusione (Tm) che non variano con la composizione e restano praticamente simili a quella del PP puro. Inoltre, analizzando i valori di cristallinità e delle temperature di cristallizzazione (Tc), si può osservare che le miscele al 20 e al 30% di COC esibiscono un aumento di cristallinità rispetto alla matrice polipropilenica, accompagnato da un incremento della temperatura di cristallizzazione. Tale comportamento suggerisce l’azione nucleante della fase dispersa, probabilmente legata alla presenza di domini rigidi della cicloolefina. Conclusioni Nel presente lavoro sono state preparate miscele PP/Topas a diversa composizione di ciclo-olefina (10, 20 e 30%). Sui diversi sistemi sono state eseguite prove reologiche, morfologiche e termiche allo scopo di stabilire la correlazione esistente tra il comportamento reologico e le variazioni strutturali delle miscele. La morfologia della miscela polimerica è determinata sia dalle proprietà chimico-fisico delle due fasi sia dalle condizioni di flusso applicato. Le analisi reologiche in flusso di taglio hanno evidenziato una forte dipendenza del rapporto di viscosità dei componenti dalla velocità di deformazione imposta. Ciò ha implicato significative variazioni morfologiche della miscela al variare dell’intensità del flusso di taglio. In particolare, all’aumentare della velocità di deformazione il rapporto di viscosità aumenta e la miscela passa da una morfologia fibrillare ad una sferoidale. L’intrinseca incompatibilità delle due fasi osservata dalle immagini SEM è stata confermata dalle analisi termiche dalle quali è risultato che la temperatura di fusione non varia con la composizione. Inoltre, i valori di cristallinità e delle temperature di cristallizzazione indicano l’azione nucleante della fase dispersa Topas nei confronti della matrice polipropilenica, probabilmente legata alla presenza di domini rigidi della cicloolefina. Riferimenti 1. J.Y. Shin et al. Pure Appl. Chem.77, pag.801 (2005). 2. C.D. Han, “Multiphase Flow in PolymerProcessing”, Academic Press: New York (1988). 3. L.A. Utracki, “Two-Phase Polymer Systems”, Oxford Univ. Press: New York (1991).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 6/19
- 157 -
FILM MONOSTRATO PER IMBALLAGGIO ALIMENTARE OTTENUTI DA MISCELE DI POLIETILENI CON ETILENE-co-NORBORNENE O ETILENE-co-4-
METIL-1-PENTENE
R. Rossetti 1, S. Taglialatela Scafati 1, L. Boragno 2, M. Castellano 3, G. Costa 2, S. Limbo 4, R. Mendichi 1, L. Piergiovanni 4, M. C. Sacchi 1, P. Stagnaro 2, A Turturro 3
1 Istituto per lo Studio delle Macromolecole (CNR), Via E. Bassini 15, Milano, e-mail: [email protected] 2 Istituto per lo Studio delle Macromolecole (CNR), Via De Marini 6, Genova
3 Dipartimento di Chimica e Chimica Industriale, Università di Genova, Via Dodecaneso 31, Genova 4 DISTAM, Università degli Studi di Milano, Via Celoria 2, Milano
Introduzione I trasferimenti di O2, CO2 e H2O, nonché la trasmissione di radiazioni luminose attraverso la confezione, influenzano in modo determinante la qualità e la conservazione del prodotto alimentare. Per soddisfare le esigenze di protezione dei prodotti confezionati è quindi opportuno disporre di materiali con prestazioni modulate sulla base delle specificità degli alimenti e del mercato cui essi sono destinati. La miscelazione di più polimeri è uno dei metodi più utilizzati per ottenere materiali con proprietà mirate e prestazioni migliorate rispetto ai componenti di partenza (1, 2). L’obiettivo generale del nostro lavoro è stato quello di mettere a punto film monostrato, a base di miscele poliolefiniche, con proprietà confrontabili a quelle dei film multistrato, attualmente in uso. L’utilizzo di miscele dovrebbe consentire la modulabilità delle proprietà del film insieme ad un suo più semplice ed economico riciclo a fine vita. Materiali e Metodologie Miscela base. La modulazione delle proprietà ottiche e diffusionali dei film è stata studiata a partire dalle proprietà di una miscela base di riferimento di Polietileni, utilizzata nel settore dell'imballaggio alimentare. La miscela base (E60/L40) è stata preparata in estrusore bivite utilizzando un LLDPE da catalisi metallocenica (Exact 0203) ed un LDPE (Lacqtene 1008) da sintesi ad alta pressione in rapporto 60/40 in peso. Copolimeri PE-co-N. E' stato utilizzato un copolimero commerciale PE-co-N Topas 8007S Ticona (COC) contenente una quantità di cicloolefina pari al 33% in moli. Tale copolimero è totalmente amorfo con una densità pari a 1.020 g/cm3. Copolimeri PE-co-4MP. Sono stati utilizzati copolimeri PE-co-4MP sia commerciali (TPX MX002, MX004 e MX845 della società Mitsui) sia sperimentali, sintetizzati nei laboratori ISMAC, con contenuto di 4-metil-1-pentene variabile. Compounding Miscela Base/Copolimero. La miscela base E60/L40 è stata addizionata con diverse quantità di PE-co-N o PE-co-4MP mediante un estrusore monovite accoppiato ad un miscelatore statico Gimac Tutte le miscele sono state additivate con uno scivolante, Erucammide.
Filmatura delle miscele polimeriche. Ogni miscela preparata è stata utilizzata per produrre film flessibili con spessori compresi tra 70 e 80 Wm utilizzando un impianto da laboratorio costituito da un estrusore monovite (Brabender 19/25/D) dotato di testa piana ed 'unità di stiro e raccolta film Analisi calorimetrica. I granuli delle miscele sono stati analizzati mediante analisi termica con un calorimetro Mettler-Toledo DSC 821. Analisi morfologica. La morfologia dei granuli e dei film è stata determinata osservando la loro superficie di frattura a freddo mediante un microscopio elettronico a scansione Leica Stereoscan 440. Proprietà ottiche film. L’opacità e lo spettro di trasmissione UV-Visibile dei film sono stati determinati mediante uno spettrofotometro Perkin Elmer Lambda 650 con sfera integratrice da 150 mm. L’opacità è stata misurata secondo le specifiche riportate nella norma ASTM D1003. La trasparenza è stata valutata secondo la norma ASTM D 1746 realizzando misurazioni a 550 nm con lo stesso strumento privato della sfera. Proprietà diffusionali film. Le proprietà diffusionali dei film, intese come permeabilità all’ossigeno (PO2) e all’anidride carbonica (PCO2), sono state determinate utilizzando, nel primo caso, un permeabilimetro isostatico Lyssy OPT 5000, nel secondo caso un permeabilimetro quasi isostatico Lyssy GPM 500 collegato ad un gas cromatografo mod. GC320. Risultati e Discussione Le temperature di fusione e cristallizzazione Tm e Tc della fase cristallina non variano sostanzialmente con il tenore di PE-co-N nella miscela. Quindi il copolimero PE-co-N non è miscibile con i costituenti la matrice. Ciò va attribuito alla presenza delle unità norborneniche (≈33%) che non riescono ad instaurare interazioni significative con le unità etileniche. L'analisi SEM condotta sui granuli mostra che PE-co-N si disperde nella matrice sotto forma di domini più o meno allungati, con diametri variabili da circa 100 a 300 nm; la morfologia del film si mantiene analoga a quella del rispettivo granulo. In questo caso, però, si osserva una certa coalescenza dei domini. L’aggiunta di quantità crescenti di PE-co-N alla miscela base determina un progressivo aumento dell’opacità (Figura 1) ed una analoga diminuzione della trasparenza fino a raggiungere

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 6/19
- 158 -
02468
10121416
Mix Base 5% COC 10% COC 15% COC 20% COC
Opaci
tà (%
)
0
100000
200000
300000
400000
500000
600000
Mix Base 5% COC 10% COC 15% COC 20% COC
KP (c
m3*µm
/m2*
d*ba
r)valori dell’80% in presenza del 20% di PE-co-N. Tali variazioni sono da ritenersi accettabili se si considera il fatto che la miscela polimerica analizzata è costituita da componenti tra loro immiscibili.
Figura 1. Opacità dei film vs contenuto di PE-co-N. Molte reazioni degradative delle matrici polimeriche e degli alimenti contenuti sono causate dall’esposizione alle radiazioni ultraviolette che, essendo caratterizzate da una energia maggiore rispetto alle radiazioni visibili, inducono la rottura di legami e la conseguente formazione di specie radicaliche altamente reattive. E’ stato pertanto valutato lo spettro di trasmissione UV dei film ottenuti.. All’aumentare della concentrazione di PE-co-N si è osservato una riduzione progressiva della trasmissione nella regione UV. L’aggiunta di PE-co-N alla miscela base consente una modulazione delle proprietà diffusionali. Infatti i nostri risultati indicano che la permeabilità all’ossigeno e all’anidride carbonica diminuiscono progressivamente con l’aumentare del tenore di COC (vedi Figura 2 per O2). La variazione maggiore, che vede, per l’ossigeno, il passaggio da valori di 5·105 a valori di poco superiori a 2·105 cm3 µm/m2 24h bar si è osservata con l’aggiunta di soltanto il 5% di PE-co-N. Allo stesso modo, la costante di permeabilità all’anidride carbonica si è ridotta di circa 1/3 passando da valori di circa 3·106 a circa 1.2·105 cm3 µm/m2 24h bar.
Figura 2 Permeabilità O2 vs contenuto PE-co-N
I copolimeri PE-co-4MP, con comonomero ramificato, sono stati specificamente progettati al fine di diminuire l'effetto barriera del film. I risultati preliminari ottenuti, almeno per i copolimeri sperimentali, sembrano confermare questa importante aspettativa. Purtroppo, va sottolineato che nel caso dei copolimeri commerciali TPX è stata evidenziata una sostanziale immiscibilità con la miscela base (E60/L40) e soprattutto l'analisi NMR ha dimostrato inequivocabilmente che non si tratta di copolimeri, ma piuttosto di miscele PE/4-metil-1-pentene. Conclusioni Dai risultati finora ottenuti si può dedurre la seguente conclusione. Utilizzando copolimeri in cui il comonomero sia o una cicloolefina o una molecola ramificata è possibile modulare in modo significativo le proprietà diffusionali ed ottiche dei film flessibili per imballaggio alimentare. Questi primi risultati saranno ulteriormente approfonditi, al fine di ottenere miscele per film adeguati alle specifiche esigenze del prodotto alimentare da conservare, con particolare riguardo ai prodotti freschi, al fine di aumentarne la shelf-life. Riferimenti [1] O Kwon, , D.A. Zumbrunnen, Production of Barrier
Films by Chaotic Mixing of Plastics, Polym. Eng. Sci., 43, 1443-1459 (2003)
[2] L. Poulsen, I. Zebger, M. Klinger, M. Eldrup, P. Sommer-Larsen, P.R. Ogilby, Oxygen Diffusion in Copolymers of Ethylene and Norbornene, Macromolecules, 36, 7189-7198 (2003).

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 7/19
- 159 -
CMC/EVA BLENDS COMPATIBILIZED WITH TRANSESTERIFICATION
L. Sartore1, A. Sassi1, M. Penco1, L. Di Landro2 1 Dipartimento di Chimica e Fisica per l’Ingegneria e i Materiali, Via Valotti 9 - 25123 Brescia, Italy –
e-mail: [email protected] 2 Dipartimento di Ingegneria Aerospaziale, Politecnico di Milano, Via La Masa 34, 20156 Milano, Italy
Introduction Environmentally degradable polymers and polymer systems are important for modern technology as ecologically safe materials. Polymer materials enter various areas of our everyday life and therefore polymer wastes present one of the problems facing industrially advanced nations. Considering this problem, all polymer materials that undergo biodegradation become preferable. Blends of starch or cellulose derivatives and certain synthetic polymers hold the lead among some new materials that have been used successfully. A synthetic polymer present in these materials is often needed to impart necessary physical properties to the blends. Blending starch or cellulose with non-biodegradable commodity polymer can reduce the total amount of plastic wastes, but often it couldn’t be an ultimate solution to the environmental problem caused by the disposal of plastic wastes. Many of the candidates for biodegradable polymers, however, have some limitations in their mechanical properties or manufacturing or costs. CMC is a natural organic polymer that is non-toxic and biodegradable. It is a polysaccharide which is widely used in many industrial sectors including food, textiles, paper, adhesives, paints, pharmaceutics, cosmetics and mineral processing. These properties make it ideal for industrial applications and one of the most promising materials for biodegradable plastics. However, CMC has some limitations such as poor mechanical properties and processability for practical applications. Polymer blending is one of the easiest and most cost efficient ways to produce new material with the desired properties from each component. However, a great number of polymer blends are thermodynamically immiscible in makeup because of the low entropy of mixing. Therefore, many researchers express considerable interest in compatibilization and in reactive compatibilization of immiscible polymers. Reactive compatibilization is used to overcome agglomeration problems and the weak adhesion between phases by creating chemical bonds across the interface[1]. The polyester family has the possibility to create chemical reactions because of its ester bonds and because the transesterification is the major reaction in polyesters. Researches about the exchange reaction of polymer blends commonly concentrate on polyester blends whose constituent ester bonds exist in their backbones. On the contrary, there are a few polymer investigations whose reactive groups exist in branching
chain, such as EVA. EVA, is a modification of polyethylene (PE) with vinylacetate as comonomer which reduces the crystallinity of PE. Thus, it has many characteristic of thermoplastic elastomers, which depends on percentage of vinyl acetate content. EVA provide good mechanical properties, excellent ozone resistance, good weather resistance and relatively lower material cost. Results In the present paper we study the possibility to prepare biodegradable polymer by melt reaction of CMC and EVA in the presence of a transesterification agent in Brabender mixer. Preliminary investigations were curried out preparing CMC/EVA having different composition. EVA with different vinyl acetate content as well as different transesterification agent were also considered. Table 1: mechanical properties of CMC / EVA blends
material E (MPa) σy (MPa) σf (MPa) ε (%) EVA 2,39 - >1,6 >950 CMC35%-EVA 6,24 1,58 1,56 650 CMC35%-EVA+ Transesterif. ag 6,18 1,81 >1,80 >950 CMC50%-EVA- Transesterif. ag. 15 2,4 1,63 380 CMC70%-EVA- Transesterif. ag. 75,06 - 2,84 9 Differential scanning calorimetry (DSC), mechanical properties, as well as morphology of CMC/EVA blends were investigated. Besides, the Brabender torque-time graph provides information on the effectiveness of the mixing or compounding, rheological behaviour, thermal and shear stability and the effect of different additives on the processing behavior. The stabilization torque reached at the completion of melt mixing are used to assess the processability in the blend. The stabilization torque is an indicator for viscosity of the final blend. Rheological behaviour and biodegradability investigation are in progress. Reference 1. M.M.Coleman, J. Graf, P.C. Painter, Specific Interaction and the Miscibility of Polymer Blends, Technomic: Lancaster, 1991.

XVIII Convegno Italiano di Scienza e Tecnologia delle Macromolecole, Catania 16-20 settembre 2007 S3 P 67/19
- 160 -
PBT-BASED THERMOPLASTIC ELASTOMERS WITH FUNCTIONALIZED EPDM
Q. Shi1, C.-L. Cai1, J.-H. Yin1, P. Stagnaro2, G. Costa2, A. Turturro3 1 Changchun Institute of Applied Chemistry, CIAC-CAS Changchun 130022, China
2 Istituto per lo Studio delle Macromolecole, ISMAC-CNR Via de Marini 6, 16149 Genova, Italy e-mail: [email protected]
3 Università di Genova, Dipartimento di Chimica e Chimica Industriale, Via Dodecaneso 31, 16142, Genova, Italy
Introduction Poly(butylene terephthalate), PBT, is an important engineering polymer because of its excellent tensile properties, abrasion and chemical resistance, electrical insulation. PBT has very high unnotched Izod impact strength; however, notched specimens fail in a brittle manner as their resistance is high to crack initiation but low to crack propagation. Several routes have been explored for toughening of PBT; the use of functionalized elastomers seems to be an effective approach.1 However, toughness results improved only if the rubber phase is finely and evenly dispersed in the PBT matrix. In order to obtain the desired morphology reactive compatibilization can be used. Furthermore, to improve the rubber performance and stabilize the morphology dynamic curing, which lead to thermoplastic dynamic vulcanizates (TDV) with interpenetrating co-continuous polymer phase (IPN), can be performed. In the present work PBT-based blends with an elastomeric character and IPN morphology were prepared by reactive melt blending. The effects of type and amount of different compatibilizers grafted onto the rubber phase, and of dynamic curing on the final properties of toughened PBT were analyzed. The mechanism of the reactions occurring at the interface was also investigated.
Results Two sets of grafted EPDM rubber containing various amounts of epoxide, glycidyl methacrylate (GMA), or isocyanate, allyl(3-isocyanate-4-tolyl) carbamate2 (TAI), functions were prepared in the melt by using an internal mixer. EPDM-g-GMA or EPDM-g-TAI premixed with NBR were then used as impact modifiers for PBT. The final PBT-based blends were thoroughly characterized (DSC, FT-IR, tensile testing, DMTA, SEM) to investigate the effect of grafting degree, blend composition and dynamic curing. As shown in Fig. 1, the modified EPDM in presence of NBR plays a crucial role on the mechanical properties of thermoplastic elastomeric blends composed of PBT (50 wt%), grafted EPDM compatibilizer (30 wt%) and NBR elastomer (20 wt%). Peroxide-assisted dynamic curing of the rubber phase did not improve significantly the mechanical response, even if, the resultant structure is of IPN type (Fig. 2). Two types of reactions took place during melt blending: i) compatibilization reactions which involve epoxide or isocyanate functions and both hydroxyl and carboxyl PBT end groups; ii) crosslinking of the dispersed rubber phase.
Figure 1. Stress-strain behaviour of PBT-TDVs with different isocyanate concentration.
Figure 2. SEM micrograph of a cryofractured and etched sample of PBT/EPDM-g-GMA5/NBR (50/30/20). Conclusions The mechanical properties of PBT/NBR blends can be improved when GMA or TAI functionalized EPDM are used. The compatibilizing effect of EPDM-g-GMA is slightly better than that of EPDM-g-TAI with comparable grafting degree. Acknowledgements: This work was carried out within the Scientific Cooperation Agreement 2005-2007 between CNR and Chinese Academy of Sciences (CAS) and partially supported by MIUR Legge 449/97. References 1. N. Papke, J. Karger-Kocsis, Polymer, 42, 1109 (2001) 2. Y. Ding, Z. Xin, Y. Gao, J. Yin, G. Costa, J. Polym. Sci. Part B: Polym. Phys., 41, 387 (2003)
0 2 4 6 8 10 12 14 160
1
2
3
4
5
6
7
8
EPDM/PBT (50/50) EPDM/NBR/PBT (30/20/50) EPDM-g-TAI1/NBR/PBT(30/20/50) EPDM-g-TAI5/NBR/PBT(30/20/50)str
ess (
MPa)
strain (%)