Embed Size (px)
Citation preview

Simultaneous Production of High Purity Benzene and US Grade Gasoline from FCC Gasoline
Madhukar Garg
President R&D Refining and Petchem
Reliance Industries Limited
Mumbai

DISCLAIMER
Any statement, opinion, prediction, comment, or observation made in this
presentation/publication are those of the presenter/author only and in no condition should
be construed necessarily representing the policy and intent of Reliance Industries Ltd.
(RIL).
The information presented herein are of the presenter/author’s own and in no way RIL
attracts any liability for any inconsistency or irregularity in terms of the accuracy
completeness, veracity, or truth of the content of the presentation/publication. In addition,
RIL shall not be liable for any copyright infringement and misrepresentation for the
presented content as the content is presumed in good faith to be a creation of
presenter’s/author’s own mind.
The scope of this presentation/publication is strictly for knowledge sharing purposes and
not necessarily to provide any advice or recommendation to the audience/readers. Any
endorsement, recommendation, suggestion, or advice made by the presenter/author shall
be in his personal capacity and not in professional capacity as an employee of RIL. Any
person acting on such endorsement, recommendation, suggestion, or advice will
himself/herself be responsible for any injury/damage.

Content
• Introduction
• RIL Journey
• Business Need
• New Regulatory Gasoline Specifications
• Options Studied
• Process Development
• Proof of Concept
• Pilot Plant Studies and Scale-Up
• Process Design & Engineering
• Development of Process Design Package
• Process Intensification
• Commissioning, Operation and Performance

Dhirubhai H. Ambani
Founder Chairman Reliance
Group
• 1966- Establishes Textile mill in Naroda
• 1977- Public share offering Raised money from public
offerings oversubscribed 7X
• 1982- Builds fiber/filament plant in Patalganga
• 1995- Builds Polyolefin plants at Hazira
• 1997- Builds multi-feed cracker at Hazira
• 1999- Builds Jamnagar refinery
• 2002- Acquired IPCL a state run company
• 2008- Builds JERP refinery at Jamnagar
• 2009- Begins KG D6 gas production
• 2013- Builds PBR/SBR plants at Hazira
• 2015- Builds PTA plant at Dahej
• 2015- Builds PET plant at Dahej
• 2016- JIO Launched PAN India
• 2017- J3 in progress
RIL Brief Introduction

RIL – LARGEST PRIVATE SECTOR
ENTERPRISE IN INDIAKey Financials FY 16-17
Revenue Net Profit Investments(2) Exports Net Profit CAGR (1)
Market Cap.
CAGR (1)
US$ 51
billion
US$ 4.8
billion
US$ 17.7
billion
US$ 22.8
billion (~8% of
India’s
exports)
26.7% 31.5%
INDIA’S FIRST PRIVATE SECTOR COMPANY TO FEATURE IN FORTUNE GLOBAL 500 LIST OF “WORLD’S LARGEST CORPORATIONS”;
CURRENTLY RANKING 203RD IN TERMS OF REVENUE AND 110TH IN TERMS OF PROFITS
Major Businesses
Refining &
Marketing
Petrochemicals Oil & Gas Digital
Services
Media &
Entertainment
Retail
Notes:
1. Since IPO(40 years)
2. 2016-17 data

RELIANCE INDUSTRIES - BUSINESSES
Refining & Marketing(R&M)
▪ Operates the world’s largest and most
complex refineries with crude processing
capacity of 1.24 million barrels per day
Petrochemicals
▪ Integrated petrochemical player -
in Top 10
rankings globally
▪ One of the world’s oldest and
largest polyester fiber and yarn
producer
Exploration & Production(E&P)
▪ Onshore and offshore exploration and
production in India
▪ Significant presence in US shale
business
Retail
▪ Largest retailer in India with over
$5 billion turnover
▪ Caters to over 3.5 million customers
every week
Digital Services (Jio)
▪ Providing world’s most
affordable data and voice
services to 138+ mn users
▪ Based on a world-class all-IP data
strong future proof network with
latest 4G LTE technology
Media & Entertainment (M&E)
▪ One of India’s leading M&E players, with a
strong presence across television content
production and distribution, theatrical
exhibition of films and media services
Corporate Social
Responsibility(CSR)
Top spenders in CSR (Rs. 674 Cr.) within country with main
focus on rural transformation,
healthcare, education and sports

New Regulatory Gasoline Specification for Benzene in US - 0.62 Vol.-% max.
Effective from 2011.
Country UOM Max. Limit
US* Vol.-% 0.62
India** Vol.-% 1.0
Japan /
Europe**Vol.-% 1.0
South Korea Vol.-% 0.7
Ref :
https://www.environment.gov.au/system/files/resources/f83ff2dc-87a7-4cf9-ab24-6c25f2713f9e/files/international-feul-quality-
standards.pdf
Business Need
❖ Reliance Industries Limited (RIL) has two of the
largest FCC units in the world
▪ FCC gasoline from these units is major contributor
of benzene in the gasoline pool
❖ FCC Deisohexaniser side cut has the highest content
of Benzene to the tune of 11 to 19 %.
❖ Removal of benzene from this stream would enable
RIL to meet the above Benzene limit
❖ Upgrade the recovered benzene to meet product
quality standards.
Business Need

Options Studied
1. Enrich Benzene further by fractionating FCC-Deisohexanizer (DIH) Sidecut:
• Owing to co-boilers Benzene can be enriched up to 25 vol.% max.
• Significant loss due to down-gradation of Benzene rich stream
2. Hydrotreating followed by Isomerization of DIH Sidecut
• Proven Processes, can produce Zero Benzene in Gasoline pool
• High CAPEX option
• Additional OPEX
• Benzene Value Lost, Loss of Opportunity

3. Recovery of Benzene from Olefinic DIH Sidecutthrough Extractive Distillation
• Approached various Licensors for Technology
• All Major Licensors regretted
• Only 2 Licensors stated feasibility
• RIL was not convinced that Process Design and Solvent can provide
reliable and sustainable operation considering highly Olefininc &
Contaminants laden Feed
No Commercial Extractive Distillation (ED) Unit Existed at that time to
extract Benzene from Fluid Catalytic Cracking (FCC) Unit’s Olefinic stream
Options Studied

Process Design
& Engineering
Pilot Plant Studies & Scale-Up
Proof of Concept
• Chemistry
• Separation
Business Needs
Construction,
Commissioning
&
Operation
of the
Commercial Unit
Concept to Commercialization

❖ CSIR IIP Strengths:
• Fundamental understanding of Chemistry of various Solvents
• Proven Experience in Liquid-Liquid Extraction (LLE) and Extractive Distillation (ED)
Processes for National and International Clients
• State of the Art Laboratory and Pilot Plant Facilities
❖ RIL Strengths:
• Strong Technology Knowledge, Commissioning & Operating Experience of Large Scale
ED Units
• Strong Process Engineering Knowledge
• Strong Project Implementation Capabilities
• CSIR IIP & RIL worked passionately & seamlessly as ‘One-Team’ to combine their respective
strengths in Developing the Process to meet RIL Business Needs
• RIL-IIP Teamwork resulted in successful Development, Process Design, Engineering,
Construction, Commissioning & Operation of “First Commercial Unit in the World” to extract
Benzene from FCC’s highly Olefinic and Contaminants laden stream
Process Development

❖ Proof of Concept demonstration at lab scale
❖ Experimental studies and Scale-Up
❖ Process design optimization
❖ Development of Technology Information Package
(TIP)
❖ Preparation of Basic Design Engineering Package
❖ Plant erection and commissioning
Steps towards commercialization

Proof of Concept Study
❖ Study was carried out on actual Feedstock
1
Class type analysis GC, weight %
Mono Olefins 35.72
C6 Di-olefins 1.18
Paraffins (Nor + Iso) 31.54
Naphthenes 17.47
Benzene 14.09
2 Total Sulfur, ppm 108.1
3 Total oxygenates (EN-13132) , ppm 208
4 Total Nitrogen , ppm 6.65
5 Total Chlorides , ppm 0.1
6 Metals , ppb 40
7 Density kg/m3 , @ 20 o C 725
8 Research Octane Number (RON) 87.0
10
Distillation, ASTM, D86, % Vol. °C
Initial boiling point (IBP) 48.0
5% 67.2
10% 67.5
20% 67.6
30% 68.0
40% 68.3
50% 68.6
60% 69.3
70% 69.9
80% 70.9
90% 72.6
95% 74.6
Final boiling point (FBP) 91.8
Distillate (ml) 98.0
Losses (ml) 0.8
Residue (ml) 1.2

Proof of Concept Study
❖Initially Liquid‐Liquid Extraction was carried out with conventional solvents
❖Product yield and purity did not meet required specifications
❖Following which Extractive Distillation (ED) was carried out using Sulfolane
❖Runs could not proceed beyond 125°C – 130°C
❖Sulfolane started degrading above 125°C
❖Column choked due to polymerization
❖Thermal & oxidative stability of the solvents were carried out in presence of the actual FCC heart cut feedstock

Mixture of Solvents with Feed (FCC Gasoline C6 Heart Cut)
Solvent SulfolaneSulfolane + 3-Me -sulfolane
(92:8 w/w)NMP + Water(98 :2 w/w)
NFM + Water(97:3 w/w)
DMF + Water(97:3 w/w)
Observation for colour and deposits of feed solvent mixture
ObservationsBlack
after 126°CBlack
after 128°CNot black (180°C)
Not black(180 °C)
Not black (150 °C)
Thermal stability of Solvents

Experimental Studies

Experimental Studies
❖ Series of ED runs were carried out at different
operating conditions
❖ Solvent composition
❖ Reboiler temperature
❖ Solvent to feed ratio
❖ A basic simulation model was developed to compare
with the experimental results
▪ Interaction parameters were fine tuned to match the
experimental results

Comparison of ED Lab Data with Simulation
ComponentsRaffinate
(Solvent Free)
Extract
(Solvent Free)
Lab. Simu. Lab. Simu.
Mass
%
Mass
%Mass
%
Mass
%
Mono Olefins 41.20 41.19 0.40 0.33
C6 Di-Olefins 0.42 0.39 1.43 1.60
Paraffins (N+I) 38.07 38.11 0.24 0.32
Naphthenes 20.29 20.31 0.01 0.08
Benzene 0.02 0.01 97.92 97.67
Total 100.00 100.00 100.00 100.00
Sulfur (ppm) 3.1 628.6
Lab. Simu.
EDC Reboiler
Temperature
°C
160.0 159.6
Conclusive Findings
▪ Benzene impurity in Raffinate
< 0.2 wt. % in all runs
▪ Benzene purity in Extract > 97
wt. % in all runs
▪ Solvent system remained
stable even up to
temperatures of 180°C

Process Design and Engineering

• RIL-IIP Team Developed Technology information Package based on extensive Pilot
Plant and Simulation Studies at CSIR – IIP Dehradun facilities
❖ Simplified Process Flow Diagram
❖ Heat and Mass Balance
❖ Preliminary Data Sheets for Critical Equipment
• RIL-IIP Team worked together to integrate their technical know-how & Operating
Experience to engineer a highly intensive Process Design, while being robust to
provide Reliable & Sustainable Plant Operation.
• RIL-IIP Team worked very closely with Detail Engineering Contractor throughout
the Engineering Phase to Evaluate & Integrate design features to achieve above
design objectives.
Process Design Package Development

Process Flow Diagram (PFD)
Process Flow Diagram
EDC – Extractive Distillation Column
SRC – Solvent Recovery Column
EDWS – ED Water Stripper
SRCWS –SRC Water Stripper
BRU – Benzene Recovery Unit
Process Vapour
Generator
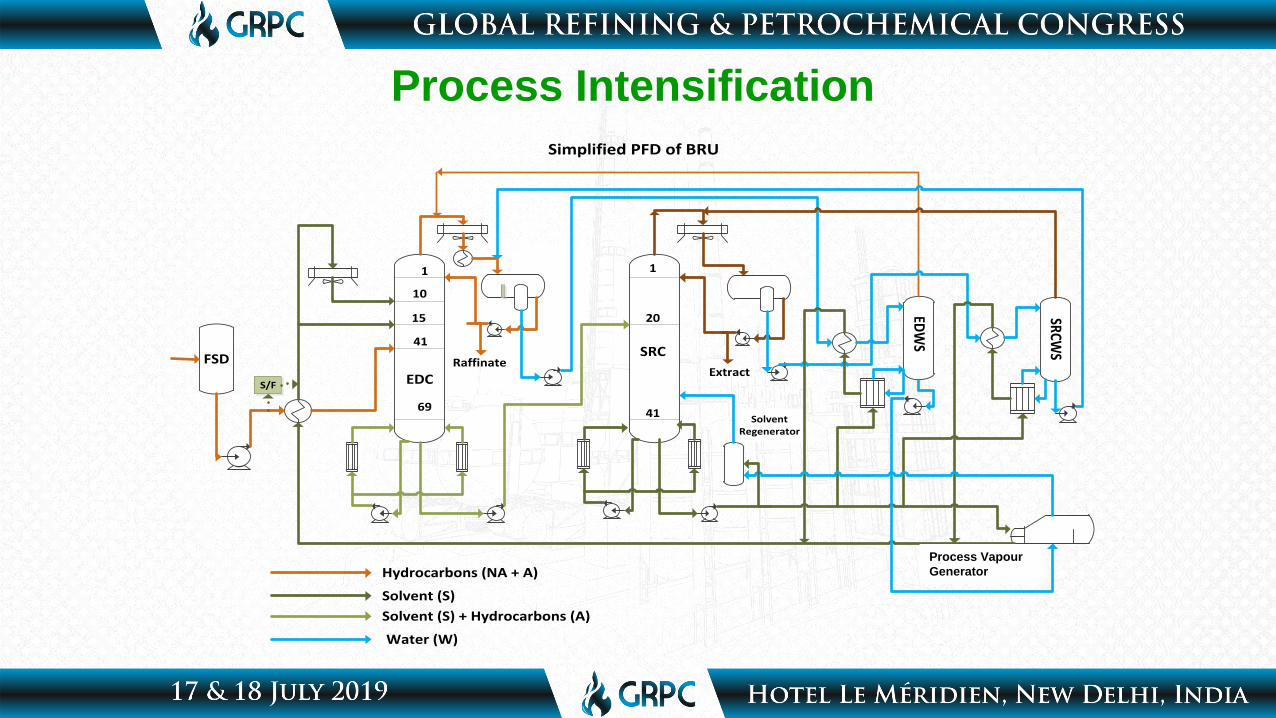
Process Intensification
FSD
1
10
15
69
1
20
41
EDC
SRC
Steam Generator
EDW
S
SRCWS
RaffinateExtract
Hydrocarbons (NA + A)
Solvent (S)
Solvent (S) + Hydrocarbons (A)
Water (W)
Solvent Regenerator
Simplified PFD of BRU
41
S/F
Process Vapour
Generator

Challenges Measures / Ideas Incorporated
Reduce Hydrocarbon Content in Water –Stripping Steam
Separate EDC & SRC Water Stripper are provided
Reduction of MP Steam Consumption in EDC
Hot Solvent Feed entry provision to EDC is provided
Aromatics Recovery Improvement Multiple Feed Tray Locations are provided to maximize Aromatics RecoveryEDC overhead trim cooler is provided down stream of fin fan condenser to reduce reflux temperature & minimize hydrocarbon loss
Optimize Performance & Energy Consumption by Optimizing Circulating Solvent Flow Rate
Solvent to Feed Ratio Controller is Provided to Optimize between Performance and Energy
Performance Improvements and Energy Optimization

Grand Composite CurveComposite Curves
Heat Integration using Pinch Analysis

❖ Designed with an out-of-the box process configuration which
minimizes solvent loss, utility requirements, and maximizes
yield & purity of products.
❖ The process does not require any prior hydrogenation step
(Naphtha SHU) to saturate di-olefins which makes it simple,
energy efficient, and low cost.
❖ Highly thermal stable solvent system
❖ All the major columns (EDC & SRC) of the unit run at a
positive pressure (no requirement of vacuum)-No air ingress
❖ Recovery of benzene is very high i.e. more than 98%
❖ This process provides a high recovery of de-aromatized
gasoline fraction, with almost nil benzene and minimal loss of
octane value
Salient features of Technology

Patents Worldwide
Country Date of Grant Patent Number
USA May 13, 2014 US 8,722,952 B2
Japan May 12, 2017 6138938
China August 25, 2017 PRC 2592976
Russia November 17, 2017 RU 2635923
European Union* January 3, 2018 2882830
India March 14, 2018 294311
Date of priority : August 9, 2012
* Validated in Italy, Netherlands, France, Germany, Spain, UK

The unit was Successfully Commissioned on
23rd May 2016
✓ Flawless Commissioning
✓ No Incident
✓ On Spec. Product Out to RTF in 48
Hrs.
✓ 100% Throughput within a week
✓ Operating at design performance at
150 % design capacity
▪ Benzene Content in Raffinate : < 0.2 vol.-%
▪ Plant has been in Operation for more than
three years without any Shutdown or any
Safety/Reliability/Product quality Concerns.
Commissioning, Operation and Performance

With the commissioning of Benzene Recovery Unit, it has been proved that difficult streams such as
FCC DIH Side-Cut can be treated to produce Low Benzene Gasoline & High Purity Benzene Product

Benzene Recovery Unit: Sky is the Limit…

Thank You
Night Vision

Recognition and Awards
❖ 2014 :CSIR Technology Award for Innovation
❖ 2016 : MoPNG First Innovation Award
❖ 2016 : ICC Award for Excellence in
Process Design
❖ 2019: TDB National Technology Day Award
❖ 2019 :Finalist for the Kirk Patrick
Chemical Engineering Award

© Reliance Industries Ltd., 2017
Reliance Innovation Award 2018
Reliance Industries Limited
• Won the Prestigious Game
Changer Award in the
Hydrocarbon Business Category
• Adjudged in terms of both Highest
Impact and Innovation

Key Takeaway…..
✓Joint Technology of CSIR IIP and RIL has met the Business Objectives :
• Retained the Molecular Value of Gasoline by retaining Olefins
• Benzene content in gasoline brought down to comply with National & International specifications
✓Rigorous Process Design has Resulted in:
• Safe, Reliable & Sustainable Operation of Benzene Recovery Unit since Commissioning (24 Months )
• Highest Performance with Minimum Energy Consumption.
• Minimum Exposure of Humans & Environment to Benzene
✓ Intellectual Property Created – Patents Granted in USA, China, Russia, European Union, Japan and India






























