Embed Size (px)
Citation preview
SISTEMA DE RAYOS X
Y TOMOGRAFIA MODELO XT 225
Nikon Metrology
Application notes index Metal corrosion mechanisms .................................................................................................. 2
Unveiling mysteries of nature ................................................................................................. 2
Implant research ......................................................................................................................... 2
Automotive Components Inspection .................................................................................... 3
Aircraft Component Inspection .............................................................................................. 4
Fabrics/Textiles ........................................................................................................................... 5
Rocks/Minerals ........................................................................................................................... 6
Composites .................................................................................................................................. 7
Plastic Manufacturing ............................................................................................................... 8
Metallurgy ..................................................................................................................................... 9
Implants/ Protheses ................................................................................................................. 10
Metal Manufacturing ................................................................................................................ 11
Household appliances and white goods ............................................................................ 12
Die and Mould Applications .................................................................................................. 12
Automated measurement ....................................................................................................... 13
Critical assemblies of medical devices or drug delivery systems .............................. 13
Asbestos ..................................................................................................................................... 13
Cracks and Failure Analysis.................................................................................................. 14
Dental applications .................................................................................................................. 15
Manual examination ................................................................................................................. 15
Damage propagation in composite material ..................................................................... 15
Grain sizing ................................................................................................................................ 16
Mobile phones, shavers & watches ..................................................................................... 17
Metal corrosion mechanisms
CT observations provide insight into the development of corrosion pits,
stress corrosion cracks and their geometries, to improve system design
and deduce mathematical formulae. A key aspect is that pitting corrosion
in stainless steel usually initiates through local breakdown of the passive
surface film.
Unveiling mysteries of nature
A vital aspect of studying natural specimens is the ability to visualize their internal structure.
Most investigatory methods available solely capture the outer specimen surface, or require
edged and colored sample slices to offer a glimpse of the interior. Micro-CT generates stunning
3D visualizations of the interior structure of fossils, animals, rocks and meteorites. They provide
researchers ground-breaking insight into mineral sedimentary deposits and the evolution of
animal anatomy. Mineralogists, paleontologists, zoologists, ornithologists and entomologists at
the museum have already revealed remarkable aspects of present and past species that were
unknown to date.
Implant research
Material researchers are developing bone implants made of titanium
foam that offer favorable biocompatibility and superior surface
roughness and strength. A number of weeks after implanting these
plugs into rabbits, CT investigation visualizes and quantifies the
bone ingrowth in the ramified porous implant structure.

Automotive Components Inspection
A headlight, a suspension part, a wheel rim, a bumper or a
plastic air filter box; every automotive component has its own
dimensional specifications. Quick inspection checks on the
shop floor or near the production machine can be executed
using a handheld inspection system. The MMDx scanner is
compatible with Nikon Metrology arms and most leading 3rd
party articulated arms, including Faro and Romer / CimCore.
For applications involving larger parts, the MMDx technology is
also available as part of the K-Scan Optical CMM system. This unique scanning system allows the
operator to freely walk around and take scans as desired.
Quick inspection checks on the shop floor or near the production machine can be executed with
a manual inspection system. MMD laser scanners outperform touch probe inspection systems in
terms of productivity and level of detail. The laser scanner operates in combination with an
articulated arm (Metris, Faro, Cimcore) or an optical CMM (Metris K-scan).
For more accurate and systematic inspection, Nikon Metrology
offers LK CMM and Camio, supporting touch trigger, analog
scanning and laser scanning measurement. RCA or K-Robot
are available for in-line inspection through automated laser
scanning.
Trim parts used as part of vehicle interior set specific quality
control challenges. LC and XC laser scanners yields accurate and repeatable results because it is
non-contact inspection technology that is excellently suited for digitizing soft and fragile parts.
At the same time, laser scanning acquires much more measurement data, allowing a part’s
contours and geometric features of to be evaluated thoroughly. Focus' graphic CAD comparison
charts provide powerful insight into local surface deviation, resulting in fewer iteration steps.

Aircraft Component Inspection
Precision and reliability are key in the aerospace industry.
Every day, LK CMMs from Nikon Metrology run detailed
inspection on small to mid sized landing gear, actuator
assembly, breaking system and thrust reverser
components.
When size really matters, Nikon Metrology offers truly
flexible and reliable gantry CMMs. In addition to high
accuracy with maximum volume, gantry CMMs support a variety of probing solutions, including
touch-trigger and laser scanning sensors.
For supersize fuselage, wing or engine parts, leading aircraft manufacturers count on Laser
Radar and iGPS, two revolutionary solutions based on innovative laser technologies. Both
solutions offer accurate and contactless inspection capabilities that are used within a wide
variety of large volume measurement and inspection applications: aircraft fuselage section
analysis, tool assembly and alignment inspection as well as the inspection of aircraft engine inlet
cowls and checking the geometry of aircraft wing.
Onsite inspection of cracks or fatigue issues on aerospace components is possible with a portable
microscope. ShuttlePix is the ideal tool to investigate large objects or components that cannot
taken to the lab for analysis.
Fabrics/Textiles
The fabrics and textiles industry is one of the oldest in the world, and with modern innovations
and the advent of fibre reinforced polymers (FRP) offering lightweight potentials for innovative
techniques, the verification of manufacturing quality is paramount as it directly impacts the
mechanical properties of the materials and the structural behaviour of its constituents.
Common faults include: uneven linear density, count variation, slubs, neps and end breaks
during spinning. In addition many materials, such as paper, are coated with a finishing product
like china clay and the consistency of this requires inspection, and quality assurance.
Quality assessment of materials constructed with FRP's is critical, particularly for the verification
of fibre orientations post manufacture, there are numerous inspection methods of which X-ray
analysis is advantageous. Computer tomography, CT, is employed to assess fracture modes after
mechanical testing under both tensile, compressive and torques loads and inner pressure
loading. Damage detection in braided composite pipes is commonly carried out via acoustic
emissions.
In production line assessment of more traditional textile products (clothing, carpeting, medical
dressings etc) is important to detect error in human inspection as a result of fatigue. Optical
devices are used to detect pick density and locate fabric flaws where lasers bounce light off the
yarn and a one-dimensional image is fed back to computer software where the defects can be
imaged.
Alternatively samples can be taken and further studied and analyzed macroscopically, for faults
and consistency in production, using a stereomicroscope, or microscopically, using an incident
light microscope, in the laboratory.
Key instruments include: Eclipse 50i pol, LV100 pol, LV-series and Steromicroscopes
Key words include: fibre reinforced polymers (FRP), fibre orientation, fracture modes, pick
density, stereomicroscope, X-ray, acoustic emissions, computer tomography (CT), optical
analysis
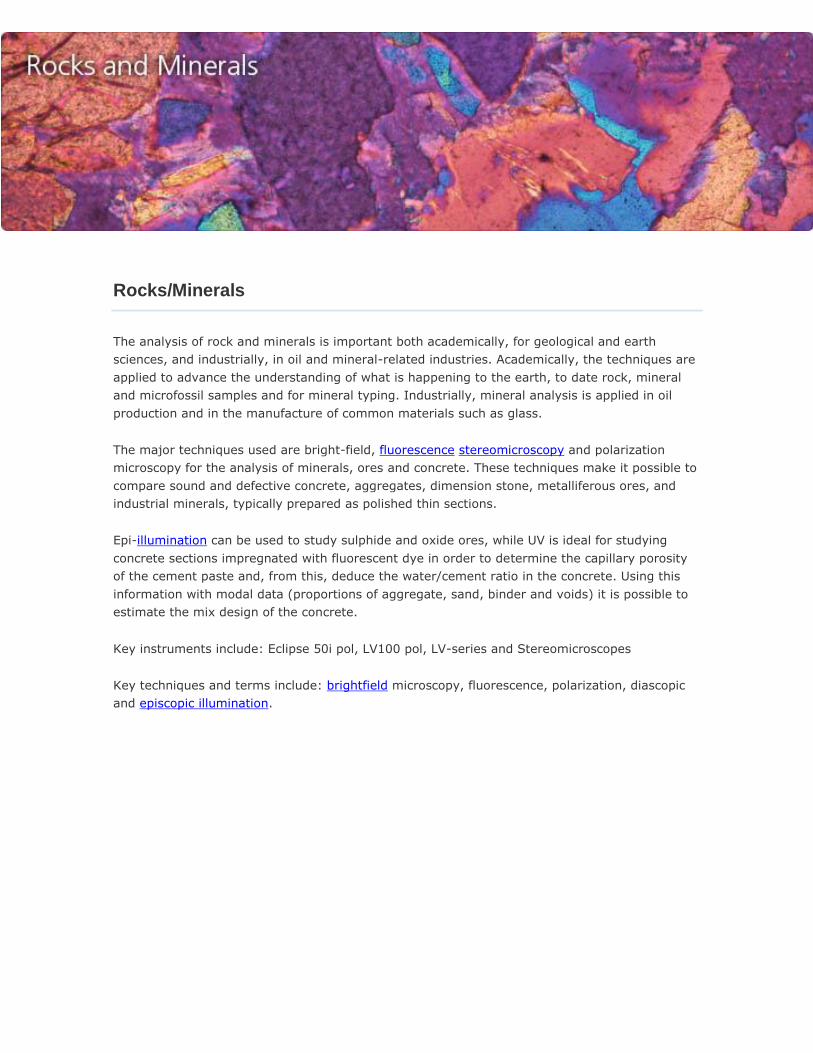
Rocks/Minerals
The analysis of rock and minerals is important both academically, for geological and earth
sciences, and industrially, in oil and mineral-related industries. Academically, the techniques are
applied to advance the understanding of what is happening to the earth, to date rock, mineral
and microfossil samples and for mineral typing. Industrially, mineral analysis is applied in oil
production and in the manufacture of common materials such as glass.
The major techniques used are bright-field, fluorescence stereomicroscopy and polarization
microscopy for the analysis of minerals, ores and concrete. These techniques make it possible to
compare sound and defective concrete, aggregates, dimension stone, metalliferous ores, and
industrial minerals, typically prepared as polished thin sections.
Epi-illumination can be used to study sulphide and oxide ores, while UV is ideal for studying
concrete sections impregnated with fluorescent dye in order to determine the capillary porosity
of the cement paste and, from this, deduce the water/cement ratio in the concrete. Using this
information with modal data (proportions of aggregate, sand, binder and voids) it is possible to
estimate the mix design of the concrete.
Key instruments include: Eclipse 50i pol, LV100 pol, LV-series and Stereomicroscopes
Key techniques and terms include: brightfield microscopy, fluorescence, polarization, diascopic
and episcopic illumination.

Composites
Comprised of at least two constituent materials of significantly different physical or chemical
properties, composites are of two types: matrix and reinforcement. Modern composites are used
in advanced spacecraft engineering and more commonly steel, cement, concrete and asphalt for
road surfacing. The earliest composites can be dated back to the use of mud and straw as
rudimentary building bricks.
Composites can be split into two
main categories, commonly
referred to as short fibre reinforced
materials and continuous fibre
reinforced materials (which are
often comprised of a layered or
laminate structure). Industrial
damage and wear and tear through
shocks, impact, loadings or
repeated cyclic stresses can cause
delamination, a separation of the
laminate layers. Fibre pull-out, a
separation of individual fibres from
the matrix is also a problem.Non
destructive testing is conducted on a timely basis both throughout the production process and
the ultimate use of the composite for quality control purposes. Techniques such as ultrasound,
acoustic emission, resonant frequency and piezoelectric paint sensors are amongst those that
can be used to identify fibre pull-out and delamination.Alternatively samples can be taken and
further studied and analyzed macroscopically, for faults and consistency in production, using a
stereomicroscope, or microscopically, using an incident light microscope, in the laboratory.
Key tools and techniques include: stereomicroscopy, inverted microscopes
Key instruments include: LV-series, XT H systems
Key words include: delamination, fibre pull out, stereomicroscopy, incident light microscope
Plastic Manufacturing
Quality control in plastics manufacturing presents a real challenge as out-of-specification
components represent a financial burden to the manufacturer, not only because of materials and
machine time involved with re-running the batch, but also because of disposal and recycling
charges.
With injection-moulding batches of plastics components stretching into the millions, identifying
when key dimensions are threatening to drift out of tolerance is crucial. However, in addition to
plastic conversion processes being subject to natural fluctuations, the sheer speed of the
injection moulding process poses a real challenge in terms of effective quality control. Equally
challenging is the range of colors, textures, sizes and complexity of components that need to be
measured. Manufacturers need to be able to check statistically valid numbers of samples yet
avoid compromizing demanding production schedules.
In addition to edge-to-edge dimensions, the position, diameter, depth and profile of apertures
may also need to be checked. Also, since plastics form the outer cover of many high quality
items, their surfaces need to be completely blemish-free.
Stereomicroscopy plays a key role in allowing staff to examine surface finishes and spot minute
imperfections. Manual metrology provides an accurate means to assess prototypes, check the
performance of injection moulding dyes and perform lower volume quality control checks. Non-
contact z-height measurement can also be a useful asset on manual measuring microscopes
used for lower volume QC work.Automated, non-contact video-based measuring not only allows
multiple edge-to-edge measurements to be reliably made on large numbers of simple plastic
components, but also the position, diameter, depth and profile of apertures on lower volume,
complex work pieces.With the correct illumination settings, repeatable and reproducible edge
detection, even the edges on dark and clear parts can be correctly refracted, detected and
reproducibly measured. Non-contact video measurement can also be used to compare CAD vs
actual data and perform real-time SPC.
Key techniques for QC in plastics manufacturing include:stereomicroscopy; extended depth of
field; polarizingmicroscopy; phase contrast; non-contact z-height measurement; non-
contact video measuring systems; twin-ringLED illumination; through-the-lens laser
autofocusing (TTL AF); laser scanning; and automated edge detection.

Metallurgy
From extraction to production, metallurgy and metallography are used to examine the
microscopic mechanisms that affect the behaviour of metals, their composites and alloys. A well
manufactured material can be made more resistant to virtually any source of potential failure,
including corrosion, stress and creep - all of which are crucial considerations for the use of
metals and alloys in manufacturing and engineering. To achieve this, however, metallurgists
must contend with a host of complex factors, both naturally occurring and those resulting from
engineering processes, which can alter the physical properties of metals and ultimately, their
industrial applications.
Just as the macroscopic properties of metals are tested using instruments capable of measuring
their hardness, tensile strength and compressive strength, analysis of a metal's microstructure is
carried out using a combination of general and specialist microscopy techniques. With the right
tools, metallurgists can confidently survey a host of metallurgical failure mechanisms including:
• Fatigue
• Corrosion
• Creep
• Stress ruptures
• Fractures
• Cracking and crack propagation
• Hydrogen embrittlement
Prepared metallographic samples, are inspected using dedicated inverted microscopes that allow
researchers to assess the grain size and phase of metals. Metallurgical studies, in contrast, can
involve these as well as the use of specialized optical microscopes (transmitted and reflected
light illumination), scanning electron microscopes and video measuring systems for select
applications. When specialist software is added to this mix, researchers and control engineers
can capture truly brilliant images and maximise the use of sample information.
Key techniques and instruments: stereomicroscopy, polarized light microscopy, transmitted and
reflected light illumination, inverted microscopes, video measuring systems,
Implants/ Protheses
With medical devices, failure is not an option. Reproducible examination and measurement of
key components and specified tolerances play a key role in ensuring the reliable and repeatable
performance needed for simple, single-use catheters right through to the most advanced drug
delivery systems.In order to avoid the rejection of rogue batches. They also need to be able to
verify the quality of bought-in materials prior to release from inventory and provide a complete
audit trail for regulatory purposes.Microscopy is a key tool in the examination of medical devices
and components as it provides the means to produce the high contrast images needed to spot
small imperfections on and below the surface of samples such as catheters and surgical blades.
It can also prove beneficial in examining failures, to assess whether they are due to a
manufacturing error or misuse.
Optical metrology provides an accurate means to assess prototypes, check the performance of
new injection moulding tools and perform lower volume quality control checks.
Automated non-contact video measuring allows multiple measurements to be reliably made on
large numbers of small and complex components at a rate that can keep pace with demanding
production schedules. With the correctillumination settings, repeatable and reproducible edge
detection, even the edges on dark and clear parts can be correctly refracted, detected and
reproducibly measured. Non-contact video measurement can also be used to compare CAD vs.
actual data and perform real-time SPC.
Key techniques used in QC of medical devises include: stereomicroscopy; extended depth of
field; polarizingmicroscopy; phase contrast; non-contact z-height measurement; non-contact
video measuring systems; twin-ringLED illumination; through-the-lens laser auto-focusing (TTL
AF); laser scanning; automated edge detection.
Material researchers are developing bone implants made of titanium foam that offer favorable
biocompatibility and superior surface roughness and strength. A number of weeks after
implanting these plugs into rabbits, CT investigation visualizes and quantifies the bone ingrowth
in the ramified porous implant structure.
For some medical components, such as knee or hip implants and hearing aids, the as-built shape
of the component is crucial for fast patient recovery and maximum comfort. By digitizing a
patient-specific part using a digital laser scanner, the entire geometry can be evaluated on the
basis of graphic color diagrams.
Metal Manufacturing
Quality control is paramount in the metal manufacturing industry as lapses in quality can lead to
serious performance and safety impairments. Quality control measures range from ensuring key
dimensions are within tight specifications to other criteria such as checking surface finish and
grain/crystal size which can be vitally important since they can have a dramatic effect on quality
and performance.
Since the tensile strength of metals is inversely proportional to grain or crystal size, controlling
and checking that the correct size is achieved during the manufacturing process is crucial in the
manufacture of components such as bearings and crankshafts. Imperfections within the
crystalline structure will determine how it performs under load, so being able to detect them is a
key aspect of both research and development and on-going QC.
Episcopic microscopy, and in particular polarizing techniques, play a key role in allowing staff to
measure grain size and spot imperfections at the interface between adjacent grains. Manual
metrology provides an accurate means to assess prototypes, check the performance
of CNC drilling systems and perform lower volume quality control checks. Non-contact, z-height
measurement can also be a useful asset on manual measuring microscopes used for lower
volume QC work.
Since the tensile strength of metals is inversely proportional to grain or crystal size, controlling
and checking that the correct size is achieved during the manufacturing process is crucial in the
manufacture of components such as bearings and crankshafts. Imperfections within the
crystalline structure will determine how it performs under load, so being able to detect them is a
key aspect of both research and development and on-going QC.
Episcopic microscopy, and in particular polarizing techniques, play a key role in allowing staff to
measure grain size and spot imperfections at the interface between adjacent grains. Manual
metrology provides an accurate means to assess prototypes, check the performance of CNC
drilling systems and perform lower volume quality control checks. Non-contact, z-height
measurement can also be a useful asset on manual measuring microscopes used for lower
volume QC work.
Automated, non-contact video-based measuring not only allows multiple edge-to-edge
measurements to be reliably made on large numbers of simple pressed metals components,
being stamped out in their millions, but also the position, diameter, depth and profile of

apertures on lower volume, complex work pieces produced as a result of a number of drilling and
machining processes. With the correct illumination and automated edge detection, video
measuring systems can also compensate for burrs left as a result of the manufacturing process.
Non-contact video measuring systems can also be used to compare CAD vs actual data, perform
real-time SPC and evaluate gears.
Key techniques for checking quality control in the manufacture of metal
include:stereomicroscopy; non-contact z-height measurement; non-contact video measuring
systems; twin-ring LED illumination; through-the-lens laser autofocusing (TTL AF); laser
scanning; automated edge detection.
Household appliances and white goods
Today domestic appliances such as a cooking ring, vacuum cleaner or microwave contain high-
tech technology. From design through production, manufacturers require confirmation regarding
the geometry of plastic and sheet metal parts as well as the attachment and connectivity of
electrical and electronic power and control circuitry. Therefore, Nikon Metrology recommends
using LK CMM equipped with LC60D, XC65D and LC15 laser scanners, or the XT H 225 X-ray and
CT inspection system.
The drums of tumble driers and washing machines are rotating components that influence the
quality and comfort level of white goods. To efficiently digitize the drums’ freeform surfaces and
geometric features, white good manufacturers today more and more tend to choose for
productive 3D laser scanning.
Die and Mould Applications
Tool Metal stamping, casting and
plastic injection molding are
popular production methods for
molds and dies. Physical
phenomena like part shrinkage and
spring back make it difficult to
precisely match the CAD geometry.
The iterative manufacturing
process can be monitored closely
using Nikon Metrology LC or XC
laser scanners , which outperform
tactile inspection in terms of
measurement point count and
inspection productivity. Color maps
generated in Focus Inspection visualize CAD deviation, providing powerful insight to avoid trial
and error. Tool wear or accidental damage may call for repair rather than replacement. As
original CAD may not outdated or missing, 3D scanning is a valid solution to reverse engineer
the original tool.

Automated measurement
Automated non-contact video automatically takes measurements on larger series of complex
medical components at a rate that can keep pace with demanding production schedules.
Optimum illumination settings ensure repeatable and reproducible edge detection. Non-contact
video measurement can also be used to perform CAD comparison and real-time SPC.
Critical assemblies of medical devices or drug delivery systems
With medical devices failure is not an option. By literally looking inside key components and
critical assemblies, X-ray and CT face no limitations as to accessing hard-to-reach spots.
Radiography is often used to verify the dimensions of drug delivery systems’ inhaler chamber or
dispenser mechanism. Likewise, the connections of a pacemaker can be double checked before
surgery starts.
Asbestos
Asbestos is a ubiquitous construction material with a wide variety of uses including: thermal
insulation in buildings, general fire protection and the lining of brake pads. There are several
forms, the most common of these being blue (crocidolite), brown (amosite), white (chrysotile)
and rarer forms include, tremolite, athophylite, actinolite.
Inhalation of asbestos fibres, especially crocidolite, is associated with lung disease (asbestosis,
lung cancer and mesothelioma). Due to the hazardous nature of asbestos there is a need to
determine whether asbestos is present in the environment - in traffic-heavy urban areas, old
buildings, during demolition work etc.
Light microscopy is a key tool in the examination of environmental examples. It is able to
determine the presence, type and preliminary size distribution of asbestos fibres in a given
volume of sample.
Sample analysis usually commences with stereo microscopic examination of the bulk sample to
determine the presence of asbestos fibres. Fibres can be further identified
using polarizing microscopy. The quantity and size distribution of fibres is then analyzed
by phase contrast microscopy, as certified by regulatory bodies and can be aided by image
analysis software. Digital imaging technology enables records and audit trails to be kept for each
analysis.
Key microscopy techniques in asbestos imaging include: stereomicroscopy, polarizing
microscopy, phase contrast, image analysis, digital imaging
Cracks and Failure Analysis
In many industries it is extremely difficult to manufacture products that will be totally immune to
cracking and breaking in service, making testing at the point of manufacture, and during use,
essential. Cracks can occur in a number of materials such as metals, composites, plastics and
minerals, and may indicate manufacturing failure in industries including automotive, aerospace,
building, engineering and manufacturing. Non-destructive crack evaluation is essential for
quality control and ultimate failure analysis.
Cracks can be identified, and their nature analyzed, through a host of different microscopic
techniques including inverted microscopy, stereomicroscopy, metallurgic analysis, digital
microscopy and, in some indications, traditional measuring microscopy or an X-ray/CT system.
Timely assessments are needed during production and
throughout service to establish whether damage has
occurred, If so, the investigator will then need to know
where the initiation came through why the fault is there
(e.g. a visible casting error or contamination), the size of
the crack and the distance from point to point.
More commonly, cracks and structural damage are
identified via non-microscopic methods such as resonant frequency, piezoelectric paint sensors
and ultrasound. Microscopic techniques can then be employed to provide further clarity and
analysis to the damage.
Inverted microscopes are powerful tools in this area as they provide a high level of precision and
are strong and durable enough to withstand the weight of an entire engine shaft or gear box,
allowing cracks to be identified in situ. Alternatively, damaged parts can be cut out for remote
examination then mounted and analyzed under highresolution magnification using digital
microscopy and the software associated with this mode of analysis.
X-ray and CT is the most advanced system and is often used in complex carbon-fibre material
for innovative aerospace applicatons. WIth this system you can gain full insight into the inside of
materials and structures.
Key terms and techniques include: stereomicroscopy, inverted microscopy, digital microscopy,
software, metallurgy
Dental applications
In the dental segment, computed tomography (CT) is performed to verify correct positioning and
orientation of dentures on prosthesis crafted by dental technicians. Both technologies provide
geometric information that allows them to fine tune each individual denture design before it is
manufactured and inserted into the patient’s set of teeth.
Manual examination
Small imperfections of medical devices and components can be traced using specialized
microscopes. High-contrastdigital imaging makes it easy to examine the surface of catheters and
surgical blades prototypes. Also the performance of new injection moulding tools can be checked
or lower volume quality control checks can be performed through microscopy.
Damage propagation in composite material
Identifying failure mechanisms in composites is important
because damage often remains largely invisible externally
until late in the testing process. Research using X-ray and CT
technology help gain a better understanding of the failure
mechanisms and develop mathematical formulae describing
the degrading performance characteristics. Research aims at
developing and exploiting in-situ rigs that allow multi-mode
stressing to be applied on composite samples – a keen
interest of international aerospace companies.

Grain sizing
Correct grain size is crucial to material microstructure and in obtaining correct physical and
mechanical characteristics for a wide range of materials such as metals, plastics, mineral and
composites in the engineering, construction, medical device, semiconductor/electronic and many
other sectors. Fine grained steels, for example, provide strength while coarse grained steels are
more easily machined. The analysis of grain size is used as a quality control tool to ensure that
materials are manufactured to specification and are fit for purpose. Grain size analysis is also
used diagnostically to understand material failures in research and development settings and in
on-going quality control. The process of grain analysis in quality control must be performed to
established standards available from organizations such as ASTM and JIS.
Microscopic analysis of grain size is usually performed on a sample cross section. Grain
boundaries can be revealed by manipulating light, color and contrast during imaging and / or by
pre-etching the sample. Even in samples with a uniform grain size, apparent grain size and
shape may vary depending on where each grain has been cut (oblique cutting, for example,
results in a grain with an elongated appearance). Microscopic examination is usually
accompanied by image analysis with appropriate software (such as NIS Elements Metallo
module) that automatically measures the number and size distribution in a given area to
calculate the grain size. Several measurement methods are commonly used, such as
'planimetric', 'linear', 'circular' or 'Abrams'. Automated imaging and image analysis can greatly
accelerate grain analysis in quality control applications.
Important microscopy techniques in grain size analysis (depending on the material examined)
include brightfield,darkfield polarized light, epi-fluorescence, reflected light microscopy and
interference contrast techniques.
Terms commonly used in grain size analysis:
• Planimetric grain sizing
• Linear grain sizing
• Circular grain sizing
• Abrams
• Jeffries planimetric method,
• Triple-point count method
• Heyn intercept method
• Brightfield
• Darkfield
• Phase contrast
• Differential interference contrast
• Reflected light microscopy
• Polarized light microscopy
• Epi-fluorescence
• Metallurgical microscope
• Image analysis software
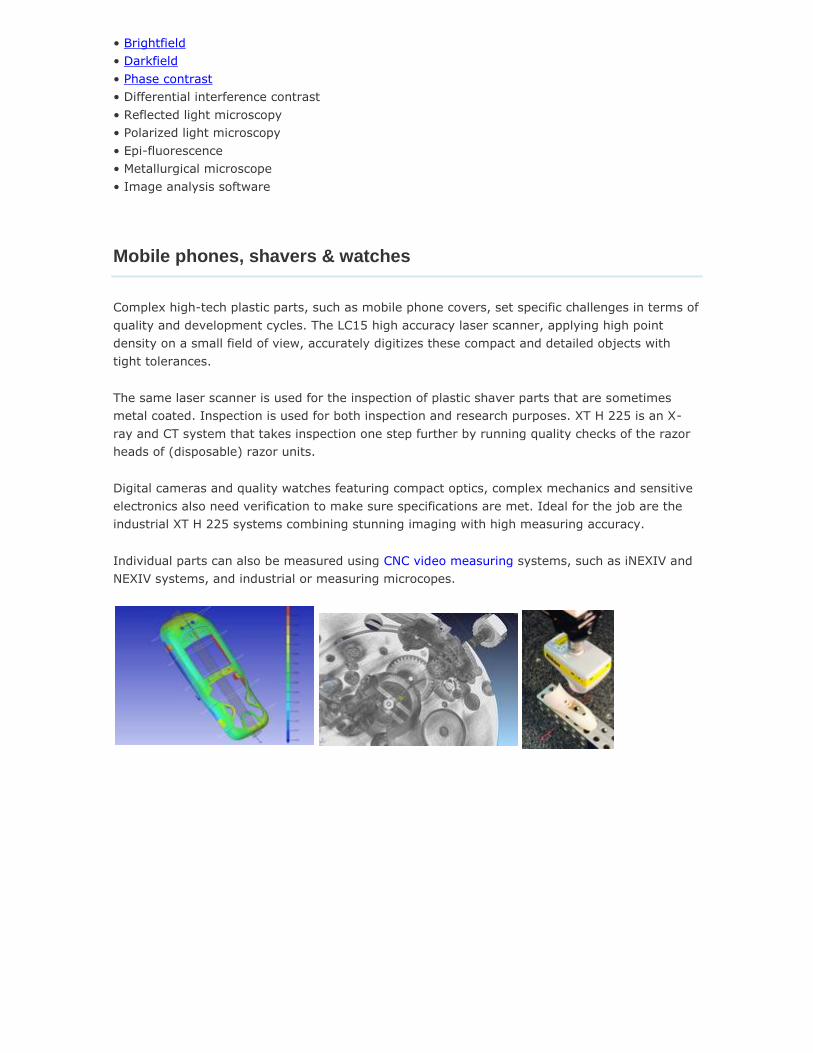
Mobile phones, shavers & watches
Complex high-tech plastic parts, such as mobile phone covers, set specific challenges in terms of
quality and development cycles. The LC15 high accuracy laser scanner, applying high point
density on a small field of view, accurately digitizes these compact and detailed objects with
tight tolerances.
The same laser scanner is used for the inspection of plastic shaver parts that are sometimes
metal coated. Inspection is used for both inspection and research purposes. XT H 225 is an X-
ray and CT system that takes inspection one step further by running quality checks of the razor
heads of (disposable) razor units.
Digital cameras and quality watches featuring compact optics, complex mechanics and sensitive
electronics also need verification to make sure specifications are met. Ideal for the job are the
industrial XT H 225 systems combining stunning imaging with high measuring accuracy.
Individual parts can also be measured using CNC video measuring systems, such as iNEXIV and
NEXIV systems, and industrial or measuring microcopes.





























