Embed Size (px)
Citation preview

’Información correcta para la persona adecuada en el momento oportuno’, así identificaban los usua-
rios finales de diversos sectores industriales la clave para la toma correcta de decisiones comerciales
en un foro de gestión recientemente celebrado en EE UU. Los datos están disponibles, pero ¿cómo
podemos hacer que sean relevantes en términos de tiempo, contexto y formato? ¿Cómo sacar el mayor
provecho de toda la información proporcionada por los dispositivos de campo ’inteligentes’ de que
disponemos hoy en día? ¿Cómo utilizarlos de forma óptima para seguir aumentando la productividad?
La respuesta está en extender el alcance del sistema de automatización más allá del mundo del control
de procesos, de modo que el concepto de automatización se desplace a un nuevo nivel. Para eso ha
sido desarrollado el Sistema de Automatización Extendida IndustrialIT 800xA de ABB.
Sistema IndustrialIT 800xA
32 Revista ABB1/2004
Mark W. Taft
Automatización extendida para mejorar continuamente la productividad

La automatización se ocupa sobretodo de mejorar la productividad.
Por eso, las empresas de proceso y ma-nufactura de todo el mundo disponende numerosos sistemas de control distri-buido. Aunque los sistemas se instala-ron para reducir la variabilidad de losprocesos, aumentar la disponibilidad dela planta y automatizar tareas, las mejo-ras se consiguieron principalmente conel enfoque de control de procesos. Enlos años noventa ABB introdujo los sis-temas de control abiertos. Estos sistemashabían sido desarrollados para ’abrir’ elentorno del sistema de control, ha-ciendo que la información del nivel deplanta estuviera disponible para otrasaplicaciones y facilitando la intercone-xión con aplicaciones encargadas princi-palmente de mantener el buen funcio-namiento del proceso. Fueron los pri-meros sistemas de este tipo en incorpo-rar mucha tecnología ’inmediatamentedisponible’ y, por tanto, pudieron susti-tuir las versiones propietarias de pues-tos de operador, estaciones de ingenie-ría y otros elementos similares. Sin em-bargo, el enfoque seguía centrado prin-cipalmente en el control del proceso . Pero las cosas han cambiado. Para se-guir ganando productividad, hoy es ne-cesario extender el alcance de los siste-mas de automatización más allá de lasfronteras del control de procesos.
Utilización más inteligente de los datosComo ya hemos mencionado, un con-trol de procesos sistemático y predeci-ble se ha conseguido hasta ahora con lafuncionalidad tradicional de los sistemasDCS/OCS: operación, ingeniería y estra-tegias de control de procesos. En elcaso de la operación, las funciones esta-ban centradas en las necesidades deloperador de producción. Las interfaceshacia aplicaciones y dispositivos exter-nos al sistema de control –que poseensu propio almacenamiento de datos–eran habitualmente recolectadas y du-plicadas en la base de datos del sistemade control con el fin de utilizarlas parainformes y necesidades operativas. Esteprocedimiento demostró ser difícil deproyectar y mantener. El almacena-miento de la información en varios lu-gares hacía difícil garantizar la integri-
1
dad de los datos, ya que las aplicacio-nes independientes de software avanza-ban de forma desigual y, por tanto, fre-cuentemente era necesario mantener yadaptar las interfaces personalizadas en-tre ellas. La creciente implementaciónde aplicaciones periféricas para mejorarla productividad, como sistemas de cali-dad, control avanzado, gestión de laproducción, gestión de la información ygestión del mantenimiento, dieron comoresultado distintas interfaces de usuariopara informaciones de orígenes distin-tos. Recientemente, la disponibilidad dedispositivos de campo ’inteligentes’ haincrementado mucho la cantidad de da-tos disponibles para mejorar la producti-vidad de una planta, fábrica o compañíaeléctrica. Sin embargo, cada dispositivotiene su propio entorno de recopilacióny comunicación de datos, lo cual hacetodavía más complejo el trabajo de inte-gración.Así pues, los datos están ahí, pero¿cómo puede una empresa asegurarsede que estarán disponibles para la per-
sona correcta, en el momento y formatoapropiados? Es preciso analizar los da-tos y tomar medidas para garantizar lamáxima disponibilidad del activo deproducción, óptima calidad y rendi-miento adecuado y predecible, aumen-tando cada vez más la productividad.En un reciente foro de gestión organi-zado por ARC Advisory Group [1], unade las demandas más firmes de losusuarios finales era la necesidad de ob-tener la información correcta para lapersona adecuada, facilitando así latoma de decisiones comerciales acerta-das y la adopción de medidas apropia-das. Vale la pena destacar que esta de-manda procedía de todos los sectoresindustriales, con aplicaciones tan dispa-res como refino, alimentos y bebidas opulpa y papel.
Introducción del Sistema deAutomatización Extendida de ABBABB, al introducir el Sistema de Auto-matización Extendida IndustrialIT 800xA,ha llevado el concepto de automatiza-
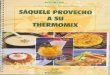
Las instalaciones tradicionales se caracterizan por la multiplicidad de bases de datos y de interfaces de operación para proporcionar acceso a los dispositivos inteligentes y a las aplicaciones.
1
Asset optimization
S88 Production management
Advanced control
SafetyInstrumentation & drives
Information management
Motor control centers
Programmable logic control
’Traditional’ DCS/OCS
Engineering
Processcontrol
Operations
33Revista ABB1/2004

34 Revista ABB1/2004
ción a un nuevo nivel. Desde la pers-pectiva del acceso a la información y laintegración, el sistema incorpora unafuncionalidad que va mucho más alládel control de procesos. Concretamente, el sistema incorpora ca-pacidades de control de procesos, ges-tión de la producción, seguridad, lógicadiscreta y control secuencial, controlavanzado, gestión de la información,instrumentación inteligente, acciona-mientos y centros de control de motoresinteligentes, gestión de activos y gestiónde documentación en un único entornode base de datos . Este único entornode sistema integrado permite incorporarlas mejores aplicaciones de cada tipo deABB o de terceros mediante el uso de latecnología de Objetos de Aspectos, pa-tentada por ABB, y del proceso de certi-ficación para Industrial IT. La tecnologíade Objetos de Aspectos, inherente alsistema 800xA, proporciona la base parala plataforma unificadora que permitemantener los datos en su aplicación ori-ginal, al tiempo que permite asociarlos
2
a un activo de producción. Así pues, esposible acceder directamente a los datosdesde su fuente en el contexto del ac-tivo de la producción, sin necesidad desaber de dónde proceden y sin preocu-parse sobre la integridad y concordanciade los mismos. Esta inteligente soluciónresuelve los problemas técnicos y demantenimiento de las soluciones ante-riores, ya mencionadas.
Operaciones al alcance de los diferentes interlocutoresDesde el punto de vista operacional, lasaplicaciones de Operación del Sistema800xA amplían el alcance del exitosoproducto Industrial IT Process Portal deABB para proporcionar una interfazhombre-sistema sencilla, consistente eintuitiva que permite acceder e interac-tuar con información de todas las apli-caciones comprendidas en el entornode la Automatización Extendida. Estopermite a los usuarios de todas las disci-plinas relacionadas con la producciónorganizar la información y navegar por
todo el sistema de acuerdo con la fun-ción que desempeñan en la empresa. Elpaquete está diseñado para proporcio-nar un entorno de trabajo que ayude alos usuarios a identificar en tiempo real,es decir en el instante en que suceden,los eventos del proceso relevantes parasu propio trabajo. Esto se consigue per-sonalizando tanto la información que sevisualiza como la que no se visualiza(algo igualmente importante), así comodefiniendo la forma de presentaciónpara una determinada área de proceso,de acuerdo con la función del usuarioen cuestión. Se puede analizar rápida eintuitivamente la causa de los sucesos ydeterminar la mejor acción posible, envirtud de la integración del sistema y desu capacidad para vincular con el objetodel proceso todos los aspectos de infor-mación proporcionados por las diversasaplicaciones del sistema. Finalmente, elentorno del Sistema de AutomatizaciónExtendida facilita la racionalización delos procesos electrónicos de trabajo y lacomunicación interdisciplinar necesariapara adoptar las medidas apropiadas.La reacción de la mayoría de los usua-rios finales ante esta capacidad sin pre-cedentes es invariablemente la misma:«Esto parece magnífico. Desde haceaños teníamos este objetivo, pero hastaahora todas las soluciones eran muypersonalizadas y precisaban una impor-tante inversión, tanto inicial como per-manente, para mantener conectados yactualizados los diversos componentesde la solución. ¿Cuánto esfuerzo hayque dedicar para proyectar y mantenertodas estas conexiones en la solucióndel Sistema 800xA?» Esta pregunta se responde más fácil-mente echando una ojeada a la que qui-zás sea la capacidad más poderosa ydistintiva del entorno de la Automatiza-ción Extendida de ABB. La aplicaciónde Ingeniería del Sistema 800xA propor-ciona un entorno único de ingenieríapara diseñar, configurar y mantener elcontenido intelectual asociado a todaslas aplicaciones comprendidas en el sis-tema de Automatización Extendida ypara proporcionar acceso en tiemporeal a todos los aspectos de los datosfundamentales necesarios para proyec-tar, controlar, mantener y optimizar to-dos los activos en un proceso produc-
El Sistema de Automatización Extendida 800xA integra el sistema de control deprocesos con todas las aplicaciones de automatización extendida y los dispositivosinteligentes en un único entorno de operación, ingeniería y gestión de la información.
2
Process and logic control
800xA An IndustrialIT system
Operations engineering
Motor controlcenters
Asset optimization
Information management
Instrumentation& drives
Safety
Advanced control
S88 Production management

35Revista ABB1/2004
tivo. Las aplicaciones de ingeniería delSistema 800xA proporcionan un entornopara utilizar estándares preconfiguradosque abarcan todas las características yfunciones asociadas a las aplicacionescontenidas en el entorno del sistema deAutomatización Extendida, para desarro-llar una biblioteca de estándares paracualquier proceso del usuario. Esta bi-blioteca de estándares se utiliza luegopor medio de instancias para crear unaaplicación de Automatización Exten-dida. Los cambios efectuados en los es-tándares después de su utilización pue-den ser aplicados automáticamente a lasinstancias para todos los objetos de laaplicación en el sistema, proporcio-nando un entorno de ingeniería muyeficiente y fiable, que produce resulta-dos previsibles.
El sistema de AutomatizaciónExtendida mejora la productividadLa disponibilidad y el rendimiento delos activos de una planta son buenosejemplos de cómo el Sistema 800xApuede mejorar la productividad. Actual-mente, en las plantas, fábricas y compa-ñías eléctricas dominan dos métodos demantenimiento, el preventivo y el co-rrectivo. El mantenimiento preventivo esuna actividad programada, basada en laexperiencia o en recomendaciones crea-das para reducir o eliminar la posibili-
dad de un fallo que podría originar unaparada de la producción. El manteni-miento correctivo se lleva a cabo ’des-pués del hecho’, es decir, cuando fallaun dispositivo en operación y es nece-sario repararlo inmediatamente. Hoy día son raros los fallos, ya que lamayoría de los instrumentos de campoque operan dentro de los límites de surango de diseño tienen un MTBF (inter-valo medio entre fallos) de cinco años omás. La redefinición de los límites delrango y la deriva requieren intervenciónmanual, pero esta necesidad se reducetambién considerablemente cuando seutilizan buses de campo y transmisoresdigitales. Los transmisores de presión,por ejemplo, son dispositivos que rarasveces presentan problemas. Sin em-bargo, siempre existe la posibilidad deque se produzcan condiciones inesta-bles y sucesos imprevistos en los proce-sos que afecten negativamente al rendi-miento del dispositivo (por ejemplo,precisión de las mediciones o disponibi-lidad de los sensores). El funciona-miento prolongado en condiciones for-zadas afectará, con el tiempo, a la preci-sión de las mediciones. Si estos sucesospasan desapercibidos, el dispositivo se-guirá enviando lecturas erróneas al sis-tema de control hasta el próximo man-tenimiento programado, que podría te-ner lugar varios meses después.
Para evitar que esto ocurra, todos lostransmisores de presión se compruebanfrecuentemente de forma manual. Sinembargo, este ejercicio es un derrochede tiempo, además de ser costoso; enmás del 60% de las intervenciones pro-gramadas el resultado es ’negativo – nose encontró ningún fallo’. Huelga co-mentar que esto tiene un efecto nega-tivo sobre la productividad.
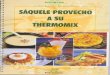
Dispositivos de presión y su mantenimientoLa figura ilustra los aspectos anterio-res, aplicados al mantenimiento de lostransmisores de presión en Shell [2].Vinculando los dispositivos de campointeligentes a las funciones de gestiónde documentación, de optimización deactivos y de mantenimiento, el sistemade Automatización Extendida de ABBgarantiza la detección de los sucesosque degradan el rendimiento y provo-can fallos; además de reducir al mínimoel tiempo transcurrido entre la detec-ción y la notificación, la decisión y laadopción de medidas. Esto se logra dela forma siguiente:
Los sucesos que originan una poten-cial degradación del rendimiento sedetectan y registran en el transmisorde presión.El sistema supervisa continuamente lagravedad de estos sucesos y envía
3
Desglose del trabajo invertido en el mantenimiento de transmisores de presiónFuente: Shell
3
14%
63%
11% 11%1%
26%
64%
5%5%
49%
23%
18%
8%2%
No action (63%)Process interface (14%)Reranged (11%)Drift (11%)Configuration (1%)
No action (64%)Process interface (26%)Calibration (5%)Hardware (5%)
No action (49%)Reranged (2%)Hardware (8%)Drift (18%)Process interface (23%)
dp flow Pressure dp level

36 Revista ABB1/2004
una notificación al personal perti-nente cuando se alcanza un límite de-terminado.La información sobre el suceso y larespuesta recomendada se presentanal personal responsable de tomar me-didas.Se brinda un proceso electrónico detrabajo que garantizará una eficienteacción correctora.
Los actuales dispositivos de campo inte-ligentes almacenan una profusión dedatos que pueden utilizarse para evaluarsu estado y su rendimiento. Por ejem-plo, el transmisor de presión 2600T deABB detecta condiciones de procesoque están fuera del rango operativo deldispositivo, como en el caso de sobre-presión. Esta unidad observa la grave-dad, duración y regularidad de los suce-sos para determinar si peligra el resul-tado de las mediciones. Mientras tanto,la aparición de los buses de campo(fieldbus) y de los estándares Field De-vice Tool (FDT) y Device Type Manager(DTM) ha permitido que estos datos es-tén disponibles para sistemas de controly otras aplicaciones de gestión de acti-vos. Sin embargo, el problema que aquíse plantea es que alguien ha de recupe-rar los datos desde el dispositivo paradeterminar si es necesario adoptar me-didas. La mayoría de las compañías notienen el personal necesario para ins-peccionar regularmente todos sus dispo-sitivos y hacer una evaluación de esetipo.
El Sistema 800xA proporciona todas lascapacidades necesarias para el monito-reo continuo de las condiciones y pararacionalizar el proceso de manteni-miento. Veamos ahora cómo funcionaen la práctica.
Predicción de la pérdida de rendimientoLa aplicación de Optimización de Acti-vos del Sistema 800xA incluye monito-res de activos que supervisan continua-mente las condiciones internas de losdispositivos de campo, por ejemplo deltransmisor de presión 2600T. Estos mo-nitores de activos juntan los datos de lascondiciones con información de otrasfuentes asociadas al bucle o lazo paradeterminar la condición general del ac-tivo. Además de determinar el estadodel activo, el monitor puede detectarsignos de degradación del rendimientoy notificar a la persona adecuada la ne-cesidad de un estudio adicional. En elcaso del 2600T, al personal de manteni-miento se le pueden hacer notificacio-nes de varias formas diferentes, por me-dio de buscapersonas, e-mails y mensa-
jes a teléfonos celulares. En esta fase nohay necesidad de alertar a un operadorde proceso, ya que no estamos contem-plando una alarma de proceso sino unanotificación de que se requiere manteni-miento.En el puesto de Operación del Sistema800xA, un supervisor de mantenimientoque ingrese y se identifique en el portalde mantenimiento encontrará una listade todas las notificaciones de monitoresde activos vigentes. En una pantallagráfica también podrá observar unaindicación de que el bucle o lazo aso-ciado al ’transmisor de presión’ tieneuna condición de activo que se ha ‘de-gradado’. Seleccionando el símbolo querepresenta el dispositivo y pulsandocon el botón derecho del ratón, elsupervisor puede acceder al informedel suceso notificado por el monitor deactivos.El informe notifica al usuario la natura-leza del suceso y recomienda las medi-das que se deben adoptar. Si necesitamás información para analizar el su-ceso, el usuario puede pulsar con el bo-tón derecho del ratón para ver una pan-
El usuario puede indicar al Sistema 800xA que transforme automáticamente una información para la acción en una orden de trabajo del sistema CMMS, y luego monitorear su estado, todo ello a través del acceso contextual y utilizando la interfaz de usuario 800xA Process Portal.
4

37Revista ABB1/2004
Mark W. Taft
ABB Automation TechnologiesWickliffe, Ohio, USA
Mejoras de productividadmensurables
El Sistema de Automatización ExtendidaIndustrialIT 800xA proporciona mejorasmensurables de productividad al permitir alos clientes utilizar información de campopara el mantenimiento predictivo y el diag-nóstico remoto. El Sistema 800xA consigueestas mejoras reduciendo la variabilidad delproceso, aumentando la disponibilidad dela producción y automatizando tareas. Esta solución integra sistemas periféricosen el sistema de automatización para pro-porcionar un entorno de operación queaporta:
Reducción del tiempo necesario para latoma de decisiones y puesta en prácticade las mismasOptimización de la disponibilidad y rendi-miento de los activos de la instalaciónInformación integrada para una mejorvisiónIngeniería para un rendimiento máximo
talla del DTM y acceder a la informa-ción del dispositivo de campo, a la do-cumentación del fabricante o a cual-quier otro elemento de información delentorno del Sistema de AutomatizaciónExtendida 800xA asociado al disposi-tivo. Una vez seguro de que las medi-das recomendadas por el monitor de ac-tivos son apropiadas, puede agregar co-mentarios adicionales y hacer que elSistema 800xA transforme automática-mente la información en una orden detrabajo en el sistema CMMS de gestiónde mantenimiento por ordenador. Estoproporciona un proceso de trabajo efi-ciente, documentado y revisable, capazde detectar, analizar y responder a unsuceso que de otro modo habría pasadodesapercibido y que, con el tiempo, ha-bría originado una degradación del ren-dimiento de la producción, mala calidado una parada de la producción debida aun fallo del activo.El monitoreo continuo de las condicio-nes del activo permite sustituir las estra-tegias de mantenimiento preventivo porotras de mantenimiento predictivo enrespuesta a los avisos de degradacióndel rendimiento del activo, antes de quese produzca un fallo del mismo; así, lostrabajos de mantenimiento se puedenconcentrar en los dispositivos que real-mente lo requieren. Esto reduce nota-blemente el número de comprobacionesinnecesarias de dispositivos sobre el te-rreno.
Bajando hasta el fondo del marEl yacimiento de gas de Ormen Langeestá situado a 120 kilómetros al nor-oeste de Kristiansund, en el Mar de Nor-uega. Con una longitud de unos 40 kiló-metros y una anchura de 8 a 10 kilóme-tros, el yacimiento se encuentra a unos3.000 metros de profundidad. NorskHydro está trabajando en las operacio-nes previas de explotación del yaci-miento, que será entregado a NorskeShell una vez que comience la produc-ción.
Cuando comience a operar OrmenLange, nada será visible sobre la super-ficie del agua, pues todas las unidadesde producción estarán situadas en elfondo del mar, a profundidades de 800a 1.000 metros. Los sistemas de automa-tización y monitoreo estarán en tierra,conectados al equipo del yacimientosubmarino por medio de una línea um-bilical de 120 km. La organización geo-gráfica y funcional de las subestacioneshace imprescindible una solución ba-sada en buses de campo. Son necesarios diversos protocolos debuses de campo, ya que Norsk Hydrodesea tener capacidad para seleccionarlas soluciones de automatización ’ópti-mas’ para cada aplicación. La mayorparte de la instrumentación relacionadacon el control del proceso utilizará elbus de campo Foundation Fieldbus,mientras que las válvulas y posicionado-res se integrarán por medio de HART.Los centros de control de motores inteli-gentes comunicarán por medio deTCP/IP INSUM y los sistemas de encla-vamiento de seguridad utilizarán el busASI. Por consiguiente, el sistema de au-tomatización ha de ser capaz de integrarvarias ’islas de automatización’, con di-ferentes buses de campo. ABB proporcionará su Sistema de Auto-matización Extendida 800xA para sopor-tar el acceso simultáneo a los diferentesprotocolos y ayudar a Norsk Hydro aelegir las mejores soluciones para las di-versas aplicaciones. El proyecto com-prende unas 6.500 entradas/salidas rela-cionadas con el control del proceso, delas que 800 aproximadamente son dis-positivos Foundation Fieldbus, y el restodispositivos de proceso tipo HART. Ade-más, hay 2.500 señales de seguridad,para las que ABB suministrará su sis-tema de seguridad certificado SIL2. Loscentros de control de motores seránsupervisados por INSUM MSN de ABB.Finalmente, el Sistema 800xA tiene tam-bién capacidad para integrar los siste-mas de medición, los controladores
Bibliografía
[1] Driving operational excellence in manufacturing. ARC Management Forum, Orlando, Florida, Feb 10–12, 2003.
[2] B. Douma: Shell global solutions; asset management in future plant automation. Presentation to the Fieldbus Foundation End User Council, Cologne,
Germany, May 2003.
contra sobretensiones, los sistemas demonitorización de condiciones y los sis-temas submarinos del proyecto. La solución de Automatización Exten-dida, con capacidad para efectuar diag-nósticos remotos de los equipos del ya-cimiento, como válvulas y equipos rota-tivos, permitirá alertar a centros deayuda expertos cuando se detectenfallos prematuros. Esta aplicación inno-vadora abre la puerta a una nueva eraen la exploración y producción de gas,especialmente en el contexto de yaci-mientos ’inteligentes’ proyectados parael futuro.