Embed Size (px)
DESCRIPTION
Sisteme mecanice de acţionare cap 2
Citation preview
2. ELEMENTE DE TEORIA COMENZILOR AUTOMATE
2.1. DEFINIREA NOŢIUNILOR: INFORMAŢIE, COMANDĂ,
EXECUŢIE ŞI ACŢIONARE
Procesele de comandă şi control la maşinile-unelte au la bază circulaţia
informaţiei.
Informaţia în tehnica prelucrărilor pe maşini-unelte reprezintă, în sens general,
orice cunoştinţă necesară prelucrării unei piese rezultate din documentaţia tehnică
(desenul de execuţie, planul de operaţii, fişa tehnologică).
Comanda, în domeniul maşinilor-unelte exprimă o acţiune organizată externă,
prin care se realizează transformarea informaţiei, în semnal, ce poate fi înţeles de
maşină şi transportul acestuia în lanţul cinematic al maşinii-unelte în vederea realizării
unui anumit scop.
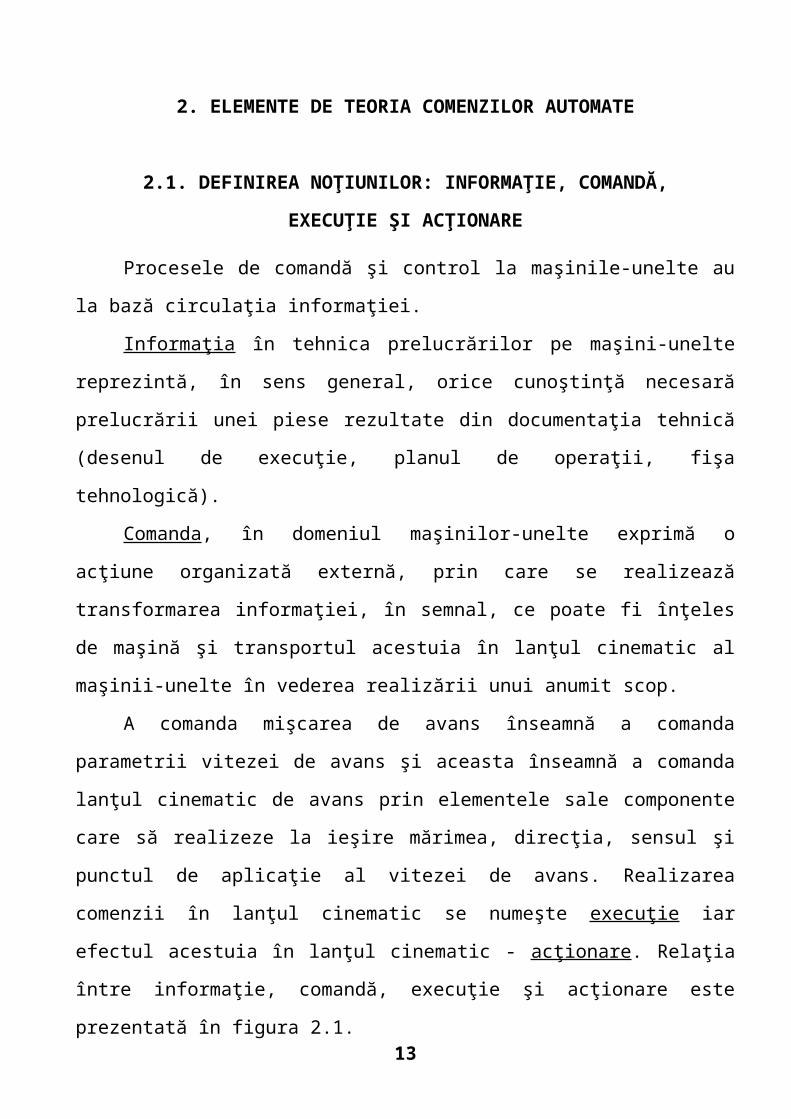
A comanda mişcarea de avans înseamnă a comanda parametrii vitezei de avans şi
aceasta înseamnă a comanda lanţul cinematic de avans prin elementele sale componente
care să realizeze la ieşire mărimea, direcţia, sensul şi punctul de aplicaţie al vitezei de
avans. Realizarea comenzii în lanţul cinematic se numeşte execuţie iar efectul acestuia
în lanţul cinematic - acţionare. Relaţia între informaţie, comandă, execuţie şi acţionare
este prezentată în figura 2.1.
Fig. 2.1
13
a)
b)
Fig. 2.2
În cazul comenzii unei cutii de avansuri CA cu cuplaje electromagnetice,
schimbarea avansurilor saniei transversale se face prin deconectarea unor cuplaje şi
conectarea altora. Pentru ca sania transversală să se deplaseze cu avansul s3 trebuie să
fie acţionat cuplajul CE3. În acest caz vom avea: informaţia, cuplajul CE3 să fie
acţionat; decizia, trebuie apăsat butonul B3; comanda, apăsarea pe butonul B3; execuţie,
cuplajul CE3 cuplat; acţionarea, M-T-ST, sania transversală se deplasează cu avansul
s3.
Remarcă: Comanda este un semnal, iar execuţia şi acţionarea sunt mişcări.
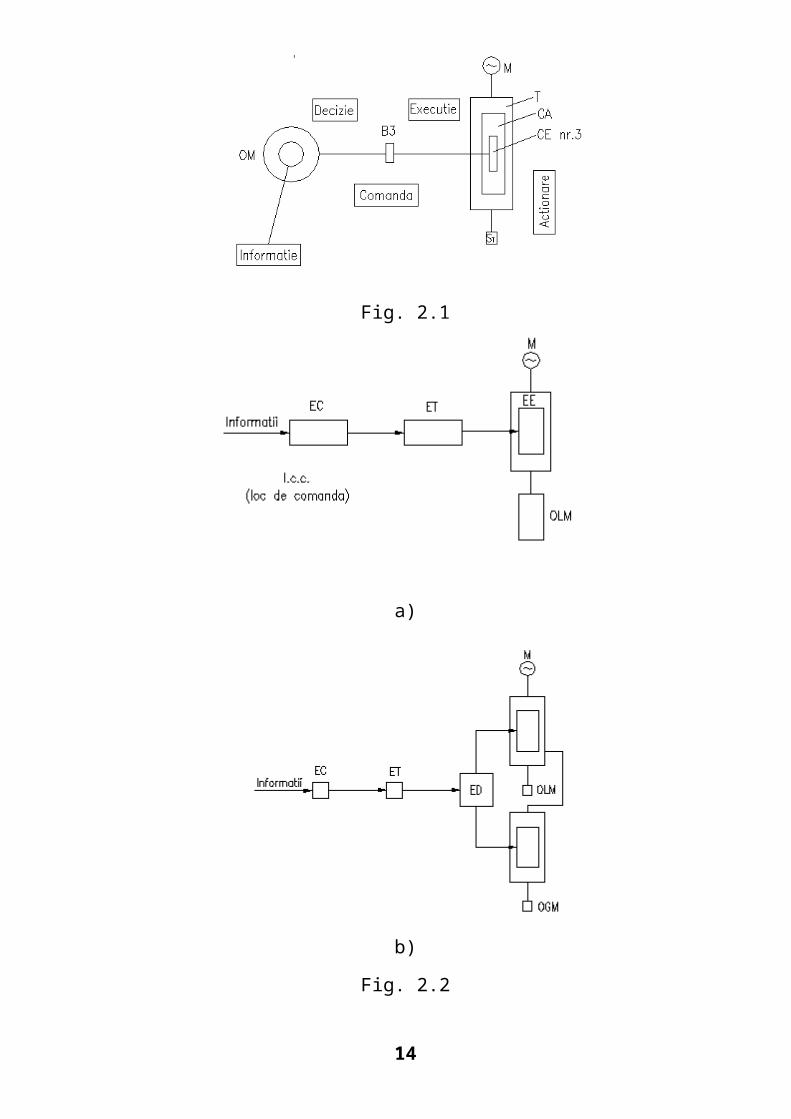
Structura unui lanţ cinematic de comandă pentru comandă individuală este
prezentată în fig. 2.2a iar pentru comandă în grup (simultană, dependentă) a mai multor 14
lanţuri cinematice de acţionare ale maşinilor unelte în fig. 2.2b, în care: EC - elemente
de comandă (manivele, opritori, rigizi, butoni, microcontactori, tije de pistonaşe, came,
diferite port programe); ET - elemente de transformare (transmisii mecanice, electrice,
hidraulice); EE - elemente de execuţie a comenzii (furci, culise, pârghii, cuplaje electro-
magnetice, hidraulice, elemente hidraulice şi pneumatice de tipul cilindru-piston); ED -
elemente de distribuţie (distribuitoare hidraulice şi pneumatice, grupuri de
microcontactori, selectoare pas cu pas, distribuitoare electronice, port-programele);T-
transmisie ; M - motor; OLM - organ de lucru al maşinii.
În scopul sincronizării mişcărilor organelor finale ale acestora, între ET şi EE,
trebuie introdus un element de distribuţie (ED) a comenzilor.
Remarcă: Orice comandă şi deci orice execuţie trebuie să producă o trecere a
elementului automatizat de la o stare la alta.
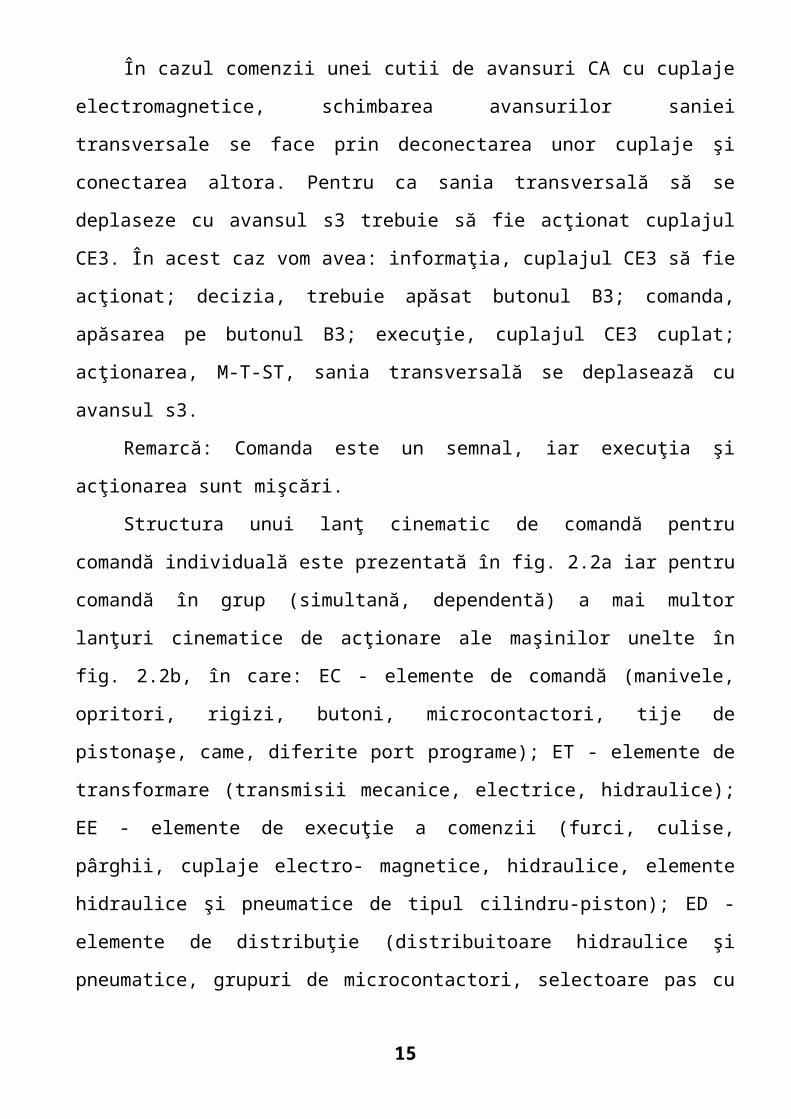
Fig.2.3
În figura 2.3 se prezintă un ciclu de mişcări de acţionare simple şi comenzile
corespunzătoare. Orice mişcare de acţionare necesită două comenzi, una de pornire şi
alta de oprire în momentul iniţial şi final al mişcării. Cama de impuls C a comandă
pornirea mişcării de apropiere A, cama Cg comandă oprirea apropierii rapide şi pornirea
mişcării de generare G, iar camele Crc, Cr şi Cri comandă mişcările pentru repaus la cap
de cursă Rcc , retragere rapidă Rr, şi repaus pe cercul inferior.
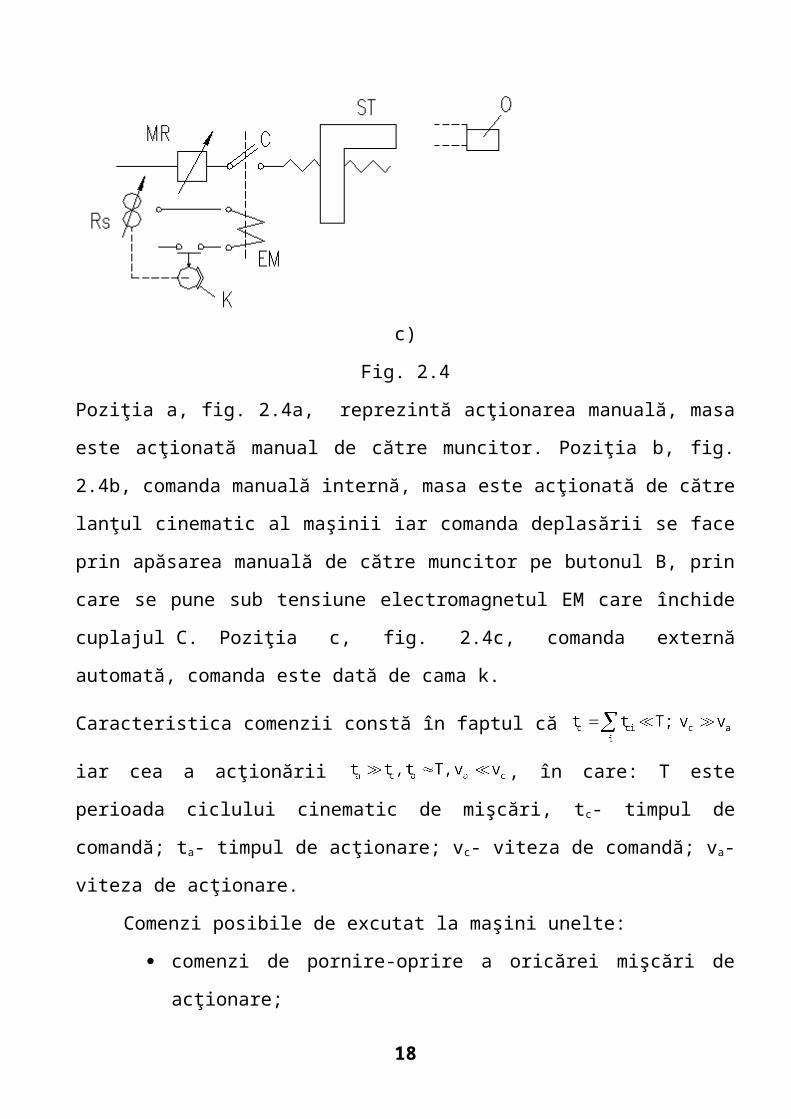
Remarcă: Comanda se dă din exteriorul lanţului cinematic comandat iar execuţia
se realizează în lanţul cinematic comandat. Deosebirile între acţionarea manuală,
15
comanda manuală şi comanda automată a maşinilor-unelte rezultă din figura 2.4 unde se
prezintă acţionarea şi comanda unui lanţ cinematic pentru poziţionarea mesei (piesei)
unei maşini de găurit. Poziţionarea constă în deplasarea mesei cu distanţa l.
a)
b)
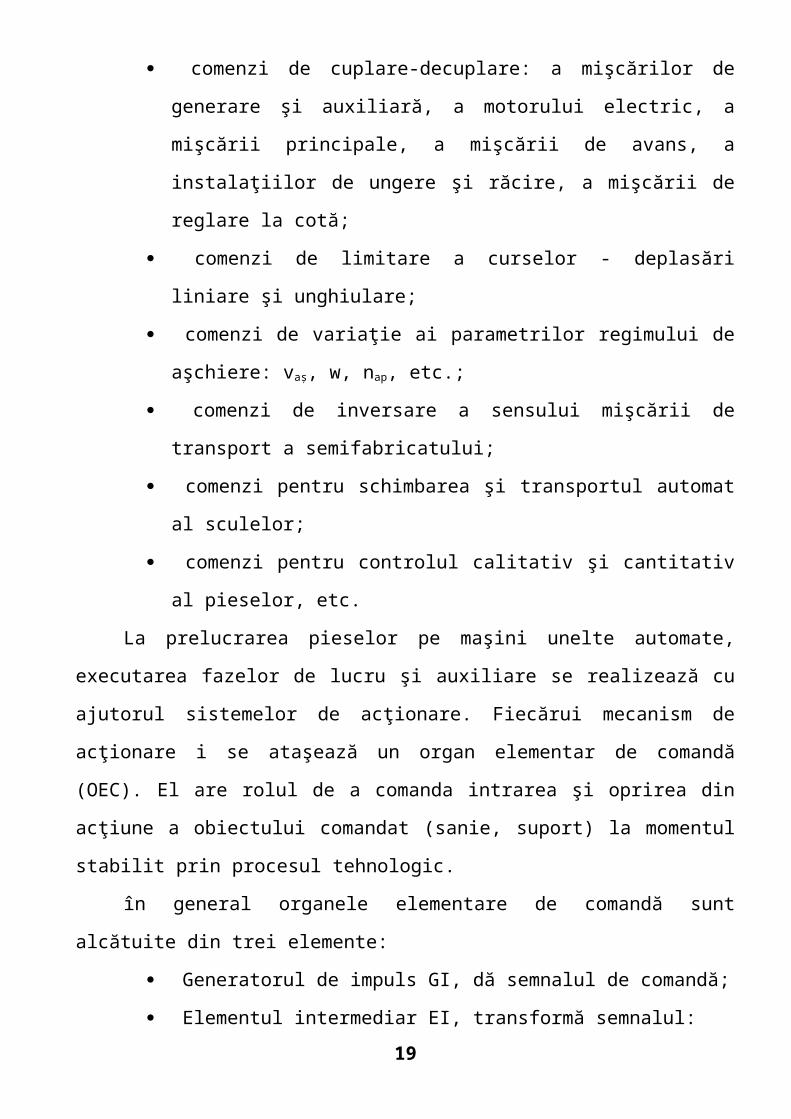
c)
Fig. 2.4
Poziţia a, fig. 2.4a, reprezintă acţionarea manuală, masa este acţionată manual de către
muncitor. Poziţia b, fig. 2.4b, comanda manuală internă, masa este acţionată de către
lanţul cinematic al maşinii iar comanda deplasării se face prin apăsarea manuală de
16
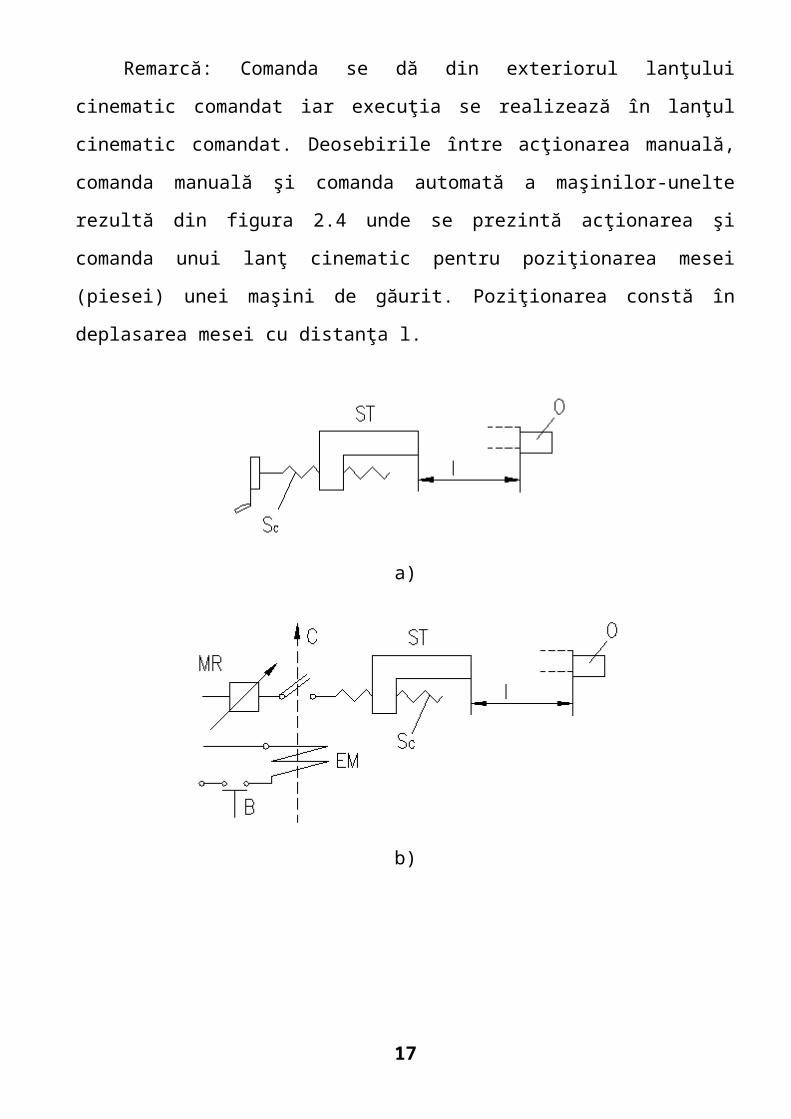
către muncitor pe butonul B, prin care se pune sub tensiune electromagnetul EM care
închide cuplajul C. Poziţia c, fig. 2.4c, comanda externă automată, comanda este dată de
cama k.
Caracteristica comenzii constă în faptul că iar cea a acţionării
, în care: T este perioada ciclului cinematic de mişcări, tc- timpul
de comandă; ta- timpul de acţionare; vc- viteza de comandă; va- viteza de acţionare.
Comenzi posibile de excutat la maşini unelte:
comenzi de pornire-oprire a oricărei mişcări de acţionare;
comenzi de cuplare-decuplare: a mişcărilor de generare şi auxiliară, a
motorului electric, a mişcării principale, a mişcării de avans, a instalaţiilor
de ungere şi răcire, a mişcării de reglare la cotă;
comenzi de limitare a curselor - deplasări liniare şi unghiulare;
comenzi de variaţie ai parametrilor regimului de aşchiere: vaș, w, nap, etc.;
comenzi de inversare a sensului mişcării de transport a semifabricatului;
comenzi pentru schimbarea şi transportul automat al sculelor;
comenzi pentru controlul calitativ şi cantitativ al pieselor, etc.
La prelucrarea pieselor pe maşini unelte automate, executarea fazelor de lucru şi
auxiliare se realizează cu ajutorul sistemelor de acţionare. Fiecărui mecanism de
acţionare i se ataşează un organ elementar de comandă (OEC). El are rolul de a
comanda intrarea şi oprirea din acţiune a obiectului comandat (sanie, suport) la
momentul stabilit prin procesul tehnologic.
în general organele elementare de comandă sunt alcătuite din trei elemente:
Generatorul de impuls GI, dă semnalul de comandă;
Elementul intermediar EI, transformă semnalul:
a) cantitativ - amplificare;
b) calitativ: - semnal mecanic semnal electric;
- semnal electric semnal electromagnetic.
Elementul de execuţie EE, execută comanda asupra sistemului de
acţionare.
17
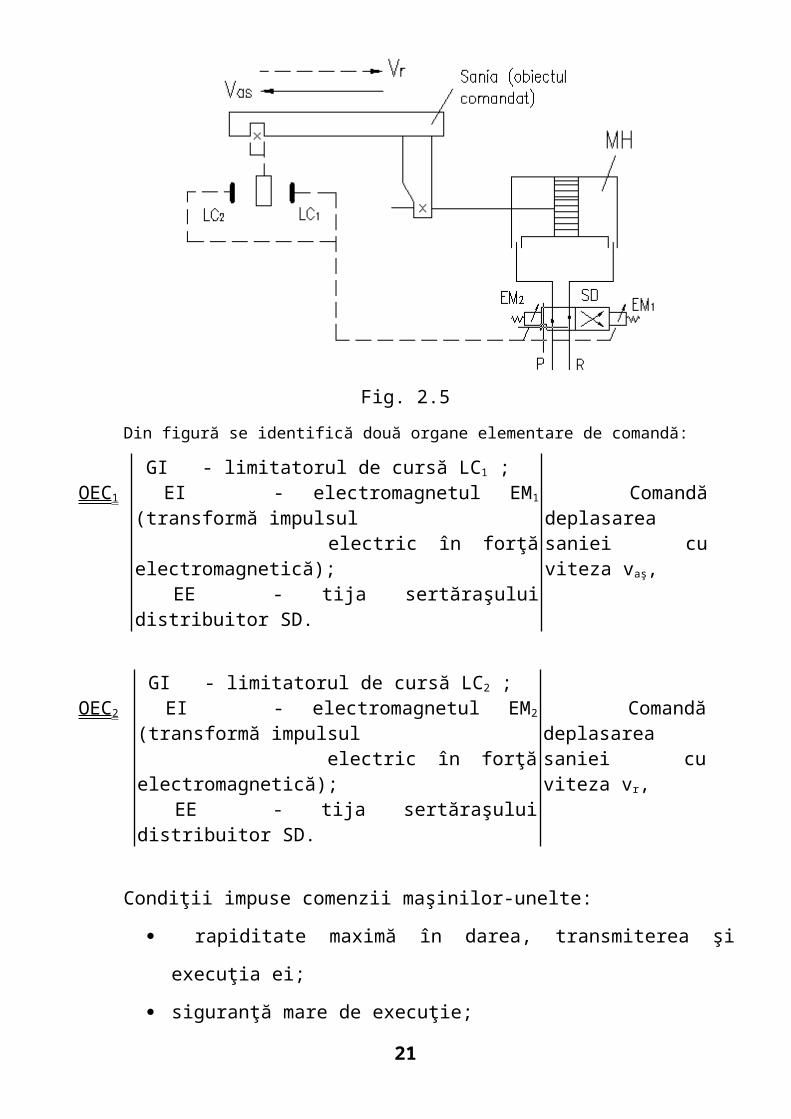
Pentru o mai bună înţelegere a acestor noţiuni se consideră ca exemplu
sistemul de acţionare şi comandă al unei sănii ce face parte dintr-o maşină unealtă
automată, fig. 2.5. Sania este acţionată hidraulic iar sistemul de comandă este electro-
hidraulic. Obiectul comandat OC este sania maşinii unelte automate, iar sistemul de
acţionare este format din sursa de ulei sub presiune p împreună cu motorul hidraulic
MH. Obiectul comandat este acţionat în sensul săgeţii sau în sens invers după cum este
comandat de către cele două organe elementare de comandă, câte unul pentru fiecare
sens de deplasare, organe elementare de comandă ce fac parte din sistemul electro-
hidraulic de comandă al maşinii unelte respective.
Fig. 2.5
Din figură se identifică două organe elementare de comandă:
OEC1
GI - limitatorul de cursă LC1 ; EI - electromagnetul EM1 (transformă impulsul electric în forţă electromagnetică); EE - tija sertăraşului distribuitor SD.
Comandă deplasarea saniei cu viteza vaş,
OEC2
GI - limitatorul de cursă LC2 ; EI - electromagnetul EM2 (transformă impulsul electric în forţă electromagnetică); EE - tija sertăraşului distribuitor SD.
Comandă deplasarea saniei cu viteza vr,
Condiţii impuse comenzii maşinilor-unelte:
rapiditate maximă în darea, transmiterea şi execuţia ei;
18
siguranţă mare de execuţie;
simplitate şi eficienţă economică.
Totalitatea OEC împreună cu dispozitivele şi aparatele care asigură desfăşurarea
normală a procesului tehnologic stabilit formează ceea ce numim un sistem de
automatizare, , în care: OECi - organ elementar de comandă
i, I - instalaţii, D - dispozitive.
2.2 TRASAREA DIAGRAMELOR MIŞCĂRILOR DE
ACŢIONARE ŞI COMENZILOR
Pentru sincronizarea mişcărilor (funcţionării) diferitelor organe de lucru ale
maşinii se trasează diagramele de funcţionare, aşa numitele ciclogramele de lucru.
Ciclograma arată dependenţa deplasărilor sau vitezelor organelor de lucru şi de
gol ale maşinii de timp sau de unghiul de rotaţie al arborelui de distribuţie.
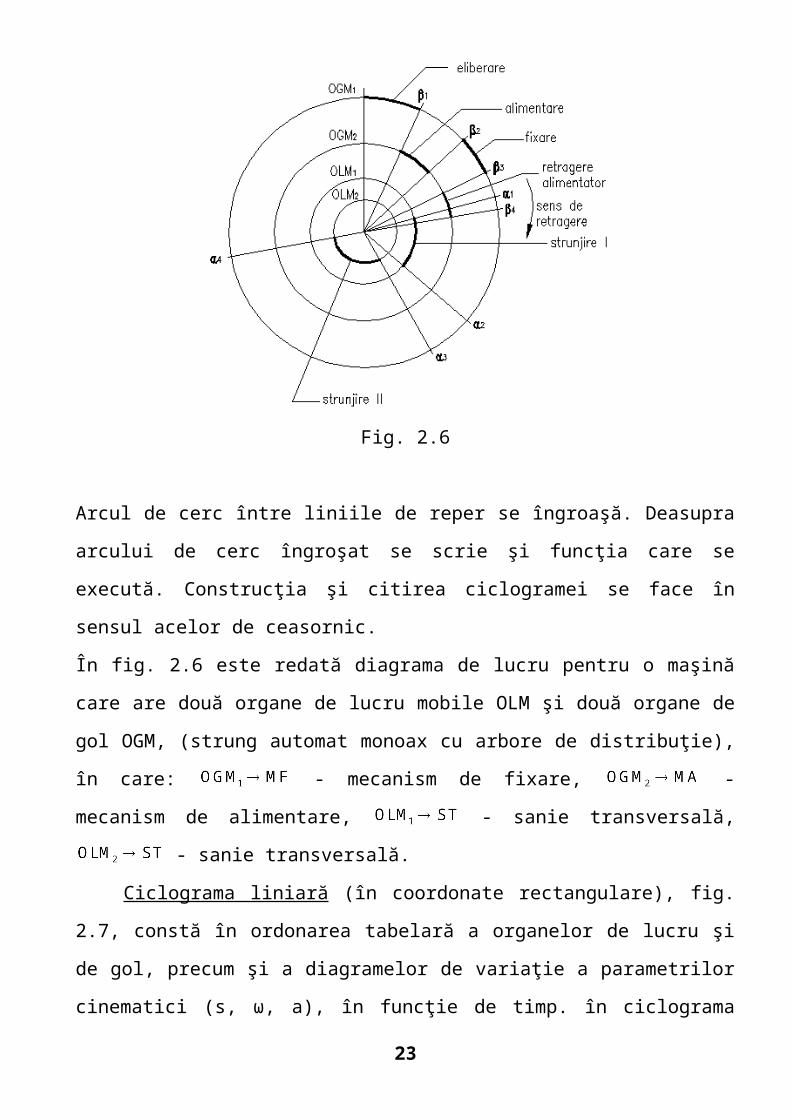
Ciclograma circulară constă în trasarea unui număr de cercuri concentrice de raze
arbitrare, egal cu numărul organelor de lucru şi de gol utilizate pentru efectuarea unui
proces tehnologic dat. Faţă de o linie de zero, aleasă arbitrar, se marchează pe cercul
corespunzător în valori unghiulare, momentul începerii şi terminării mişcării fiecărui
organ de lucru şi de gol al maşinii, marcându-se şi unghiurile corespunzătoare.
Fig. 2.6
19
Arcul de cerc între liniile de reper se îngroaşă. Deasupra arcului de cerc îngroşat se scrie
şi funcţia care se execută. Construcţia şi citirea ciclogramei se face în sensul acelor de
ceasornic.
În fig. 2.6 este redată diagrama de lucru pentru o maşină care are două organe de lucru
mobile OLM şi două organe de gol OGM, (strung automat monoax cu arbore de
distribuţie), în care: - mecanism de fixare, - mecanism de
alimentare, - sanie transversală, - sanie transversală.
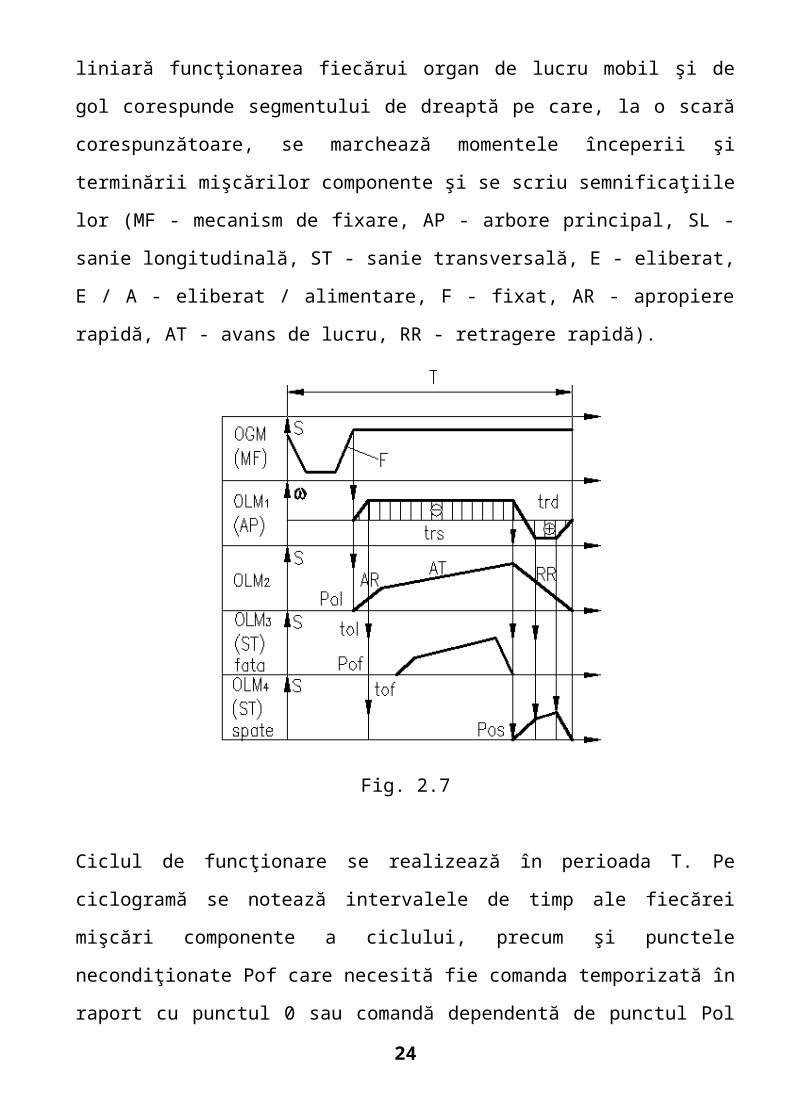
Ciclograma liniară (în coordonate rectangulare), fig. 2.7, constă în ordonarea
tabelară a organelor de lucru şi de gol, precum şi a diagramelor de variaţie a
parametrilor cinematici (s, ω, a), în funcţie de timp. în ciclograma liniară funcţionarea
fiecărui organ de lucru mobil şi de gol corespunde segmentului de dreaptă pe care, la o
scară corespunzătoare, se marchează momentele începerii şi terminării mişcărilor
componente şi se scriu semnificaţiile lor (MF - mecanism de fixare, AP - arbore
principal, SL - sanie longitudinală, ST - sanie transversală, E - eliberat, E / A - eliberat /
alimentare, F - fixat, AR - apropiere rapidă, AT - avans de lucru, RR - retragere rapidă).
Fig. 2.7
20
Ciclul de funcţionare se realizează în perioada T. Pe ciclogramă se notează intervalele
de timp ale fiecărei mişcări componente a ciclului, precum şi punctele necondiţionate
Pof care necesită fie comanda temporizată în raport cu punctul 0 sau comandă
dependentă de punctul Pol pentru cazul în care un ciclu este inclus în alt ciclu (Tf inclus
în Tl). Intercondiţionarea mişcărilor este marcată de săgeţile verticale. Din ciclograma
de lucru rezultă:
- posibilităţile de suprapunere în timp a funcţionării organelor de lucru şi de gol;
- precizează sincronismul funcţionării diferitelor mecanisme;
- permite verificarea corectitudinii construcţiei ciclului.
Ciclogramele particulare, sunt ciclogramele simplificate care descriu ciclul de
lucru al unui automat dat.
Pentru organul de lucru mobil cu mişcare rectilinie alternativă se construieşte
ciclograma liniară simplificată fig. 2.8, în care: - camă de impuls reglabilă poziţional,
LC - limitator de cursă; MI - microîntrerupător; i - punct iniţial; j - punct final.
Fig. 2.8
Pot fi construite şi alte ciclograme în coordonate: V - t; a - t; F - t; M - t.
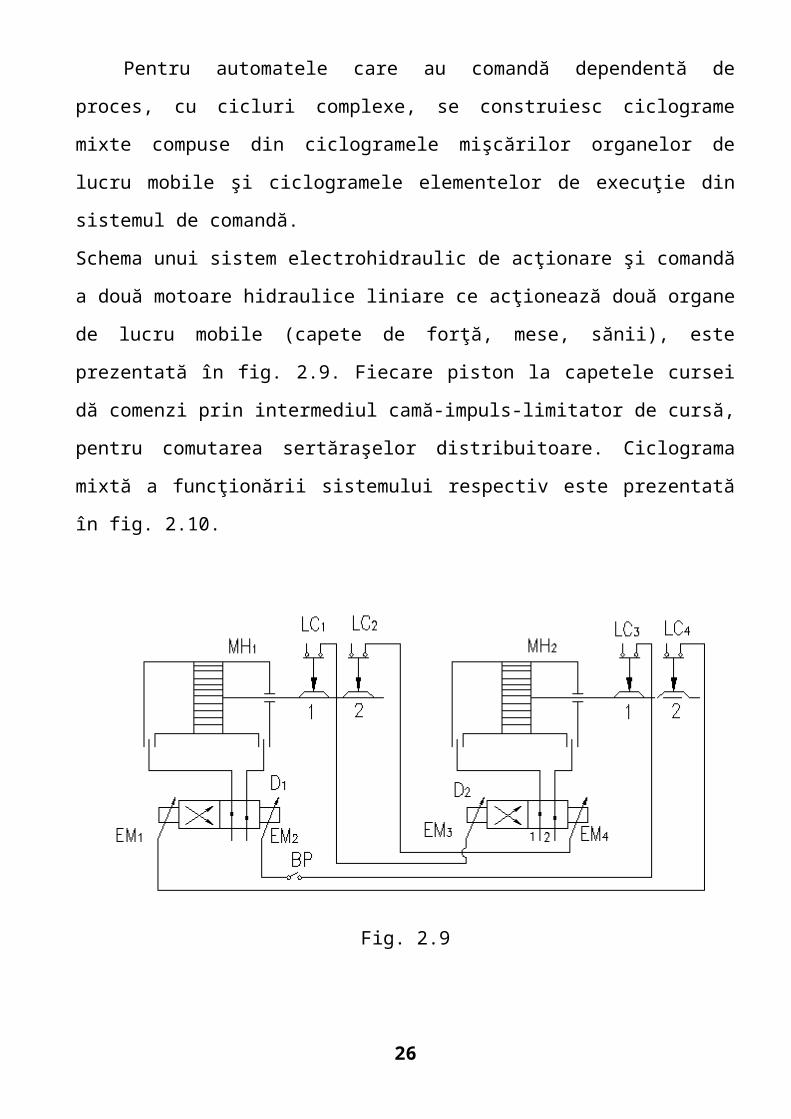
Pentru automatele care au comandă dependentă de proces, cu cicluri complexe, se
construiesc ciclograme mixte compuse din ciclogramele mişcărilor organelor de lucru
mobile şi ciclogramele elementelor de execuţie din sistemul de comandă.
Schema unui sistem electrohidraulic de acţionare şi comandă a două motoare hidraulice
liniare ce acţionează două organe de lucru mobile (capete de forţă, mese, sănii), este
prezentată în fig. 2.9. Fiecare piston la capetele cursei dă comenzi prin intermediul
camă-impuls-limitator de cursă, pentru comutarea sertăraşelor distribuitoare.
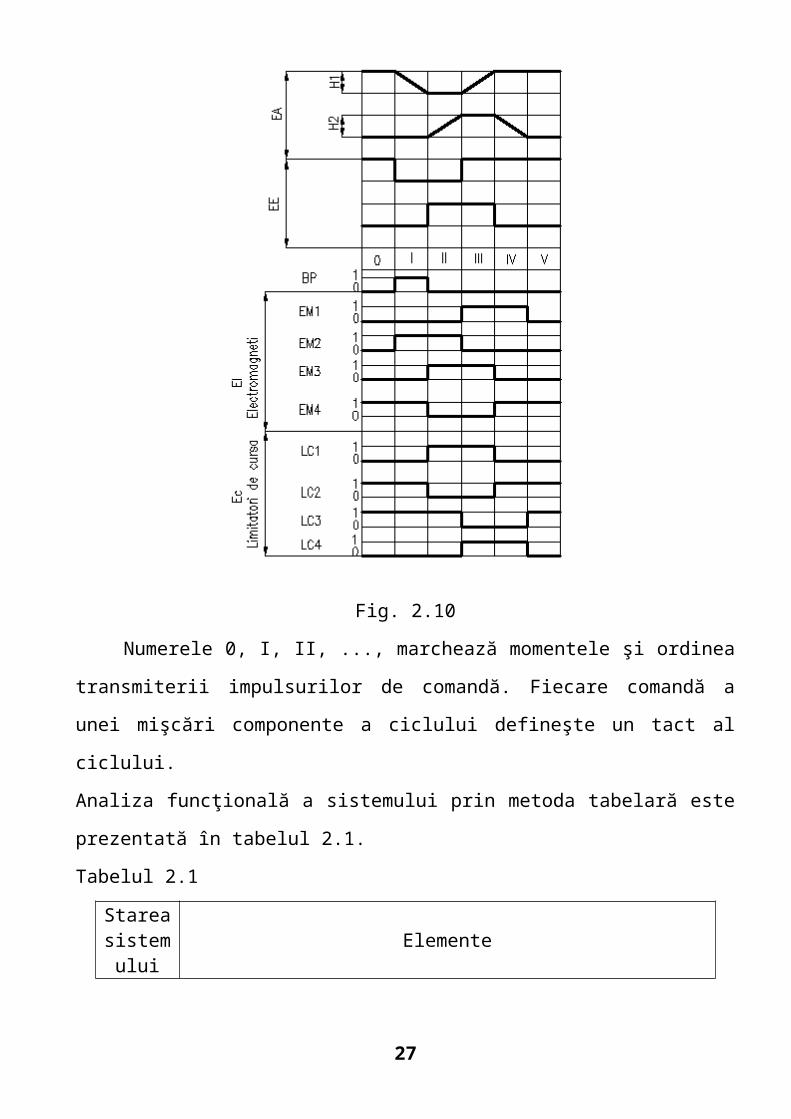
Ciclograma mixtă a funcţionării sistemului respectiv este prezentată în fig. 2.10.
21
Fig. 2.9
Fig. 2.10
22
Numerele 0, I, II, ..., marchează momentele şi ordinea transmiterii impulsurilor de
comandă. Fiecare comandă a unei mişcări componente a ciclului defineşte un tact al
ciclului.
Analiza funcţională a sistemului prin metoda tabelară este prezentată în tabelul 2.1.
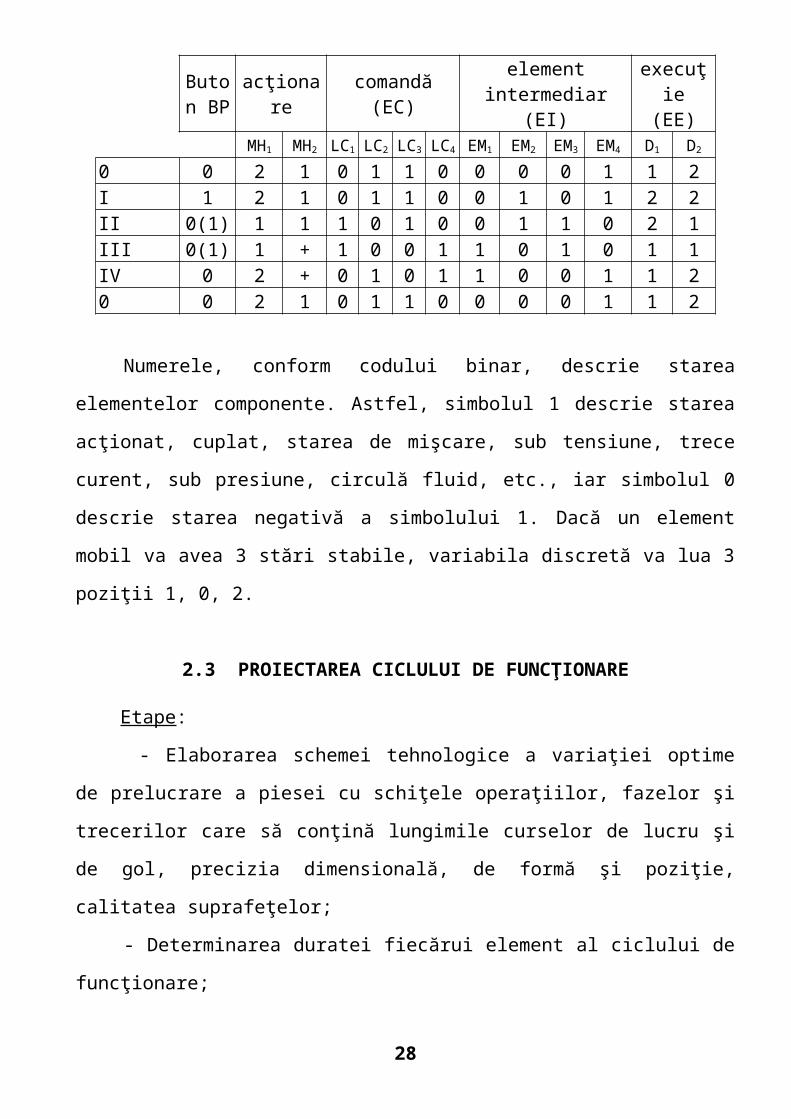
Tabelul 2.1
Starea sistemului
Elemente
Buton BP
acţionare comandă (EC)element intermediar
(EI)execuţie
(EE)MH1 MH2 LC1 LC2 LC3 LC4 EM1 EM2 EM3 EM4 D1 D2
0 0 2 1 0 1 1 0 0 0 0 1 1 2I 1 2 1 0 1 1 0 0 1 0 1 2 2II 0(1) 1 1 1 0 1 0 0 1 1 0 2 1III 0(1) 1 + 1 0 0 1 1 0 1 0 1 1IV 0 2 + 0 1 0 1 1 0 0 1 1 20 0 2 1 0 1 1 0 0 0 0 1 1 2
Numerele, conform codului binar, descrie starea elementelor componente. Astfel,
simbolul 1 descrie starea acţionat, cuplat, starea de mişcare, sub tensiune, trece curent,
sub presiune, circulă fluid, etc., iar simbolul 0 descrie starea negativă a simbolului 1.
Dacă un element mobil va avea 3 stări stabile, variabila discretă va lua 3 poziţii 1, 0, 2.
2.3 PROIECTAREA CICLULUI DE FUNCŢIONARE
Etape:
- Elaborarea schemei tehnologice a variaţiei optime de prelucrare a piesei cu
schiţele operaţiilor, fazelor şi trecerilor care să conţină lungimile curselor de lucru şi de
gol, precizia dimensională, de formă şi poziţie, calitatea suprafeţelor;
- Determinarea duratei fiecărui element al ciclului de funcţionare;
- Elaborarea ciclogramei de funcţionare a maşinii unelte automate având în
vedere posibilităţile de suprapunere în timp a diferitelor mişcări;
- Se calculează, în funcţie de maşina-unealtă automată, durata curselor de lucru
Cl şi de gol Cg. Durata Cl se determină în concordanţă cu necesităţile procesului
tehnologic. Durata Cl se determină prin calcul sau pe baza datelor experimentale;
23
- Se construieşte diagrama de sincronizare a funcţionării (s-t); din ea se constată
posibilităţile de suprapunere a mişcărilor organului de lucru mobil;
Recomandări:
- Să se prevadă pauze de siguranţă suplimentare între diferitele mişcări, prin care
să se excludă posibilitatea suprapunerii lor în timp în scopul evitării eventualelor
ciocniri a săniilor (trebuie să se ia în considerare abaterea mişcării reale de la cea
calculată ca urmare aimpreciziei de execuţie şi de montaj a pieselor componente);
- La elaborarea schemelor de comandă succesive hidro- şi pneumatică se
construiesc ciclograme mixte pentru funcţionarea motoarelor şi a elementelor de
comandă;
- Să se introducă în schema de comandă elemente care să comande prin impulsuri
de scurtă durată şi să nu menţină sub tensiune sau presiune elementele de execuţie timp
îndelungat;
- Pentru mărirea siguranţei în funcţionare, să se introducă elemente de comandă
suplimentare (deplasarea sau chiar triplarea în paralel);
- Schema se simplifică prin comanda simultană a elementelor care acţionează
simultan.
2.4 PARTICULARITĂŢI ŞI CRITERII DE ALEGERE A SISTEMULUI
DE ACŢIONARE
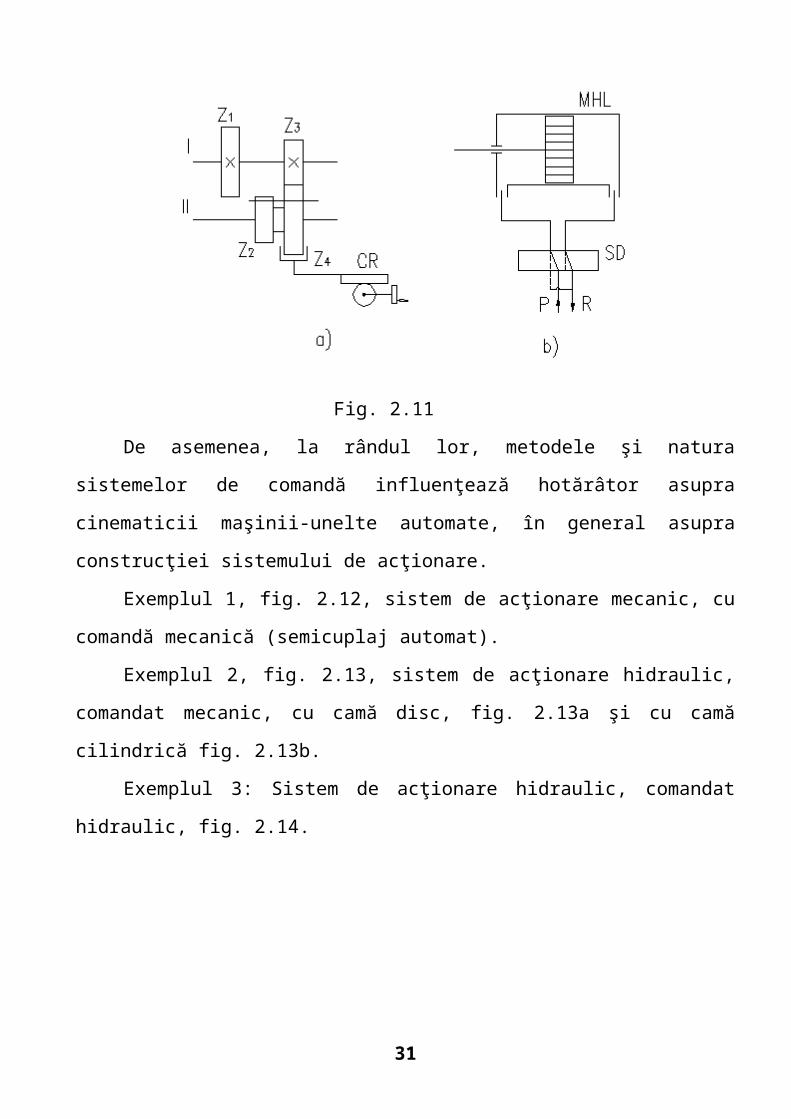
După natura mediului de acţionare, sistemele de acţionare utilizate în structura
maşinilor-unelte automate pot fi: mecanice (fig. 2.11a), electrice, hidraulice (fig. 2.11b),
precum şi combinaţii ale lor.
Fiecărui sistem de acţionare i se ataşează un organ elementar de comandă (OEC). Orice
sistem de acţionare imprimă particularităţile sale asupra structurii cinematice şi
construcţiei maşinii-unelte automate, necesitând anumite metode şi sisteme de comandă.
24
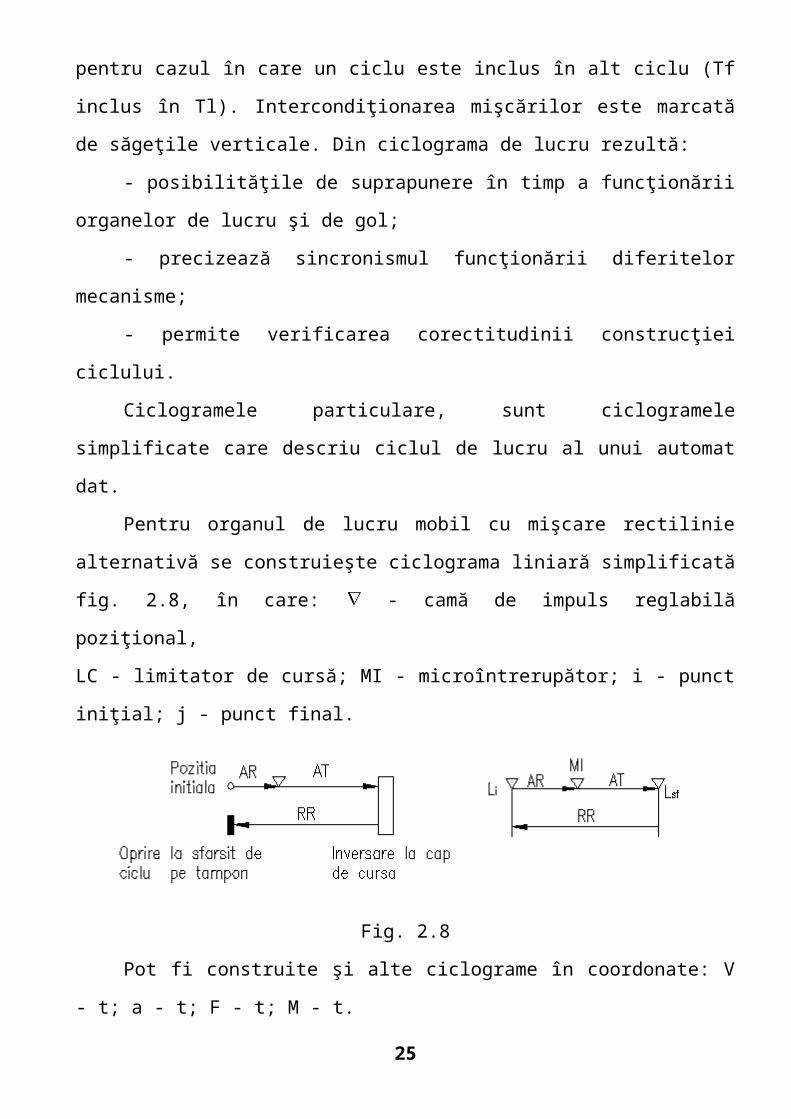
Fig. 2.11
De asemenea, la rândul lor, metodele şi natura sistemelor de comandă
influenţează hotărâtor asupra cinematicii maşinii-unelte automate, în general asupra
construcţiei sistemului de acţionare.
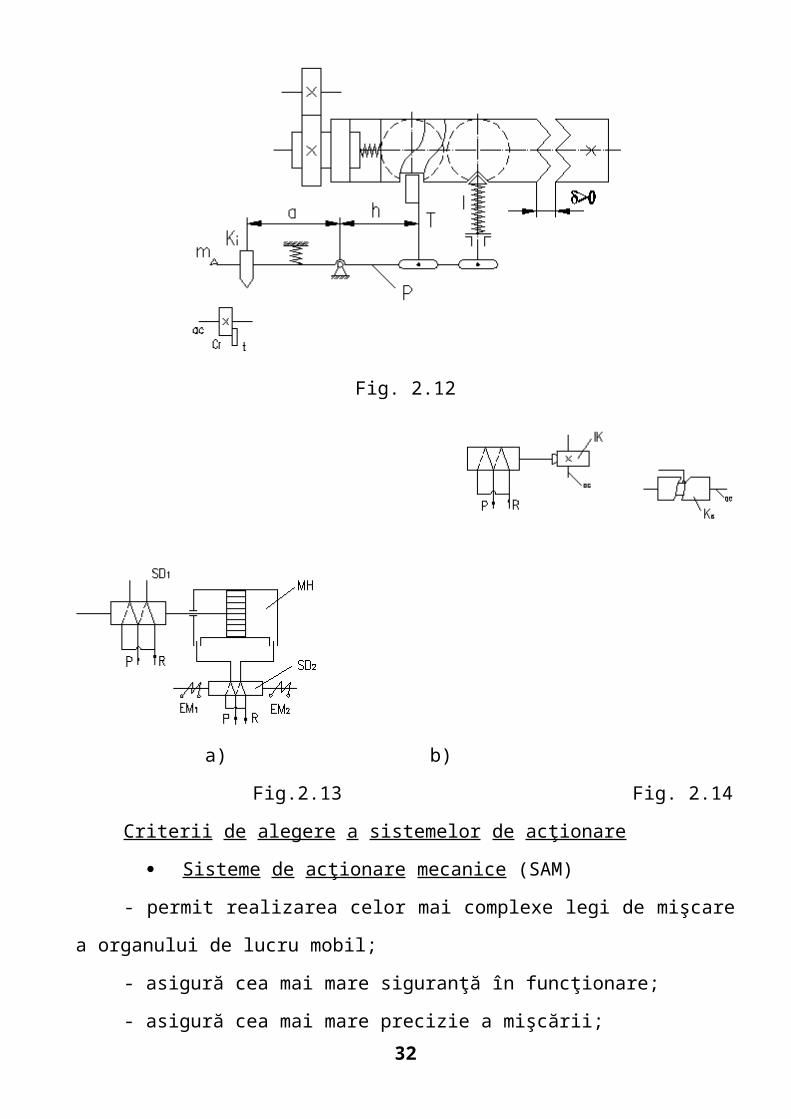
Exemplul 1, fig. 2.12, sistem de acţionare mecanic, cu comandă mecanică
(semicuplaj automat).
Exemplul 2, fig. 2.13, sistem de acţionare hidraulic, comandat mecanic, cu camă
disc, fig. 2.13a şi cu camă cilindrică fig. 2.13b.
Exemplul 3: Sistem de acţionare hidraulic, comandat hidraulic, fig. 2.14.
Fig. 2.12
25
a) b)
Fig.2.13 Fig. 2.14
Criterii de alegere a sistemelor de acţionare
Sisteme de acţionare mecanice (SAM)
- permit realizarea celor mai complexe legi de mişcare a organului de lucru
mobil;
- asigură cea mai mare siguranţă în funcţionare;
- asigură cea mai mare precizie a mişcării;
- exploatare şi întreţinere simplă.
în structura sistemelor mecanice de acţionare se utilizează toate tipurilor de
mecanisme mecanice. în particular la maşinile-unelte automate se utilizează sistemul de
acţionare mecanic cu arbore de distribuţie (AD).
Sistemele de acţionare mecanice (SAM) se proiectează pentru puterii medii de
acţionare (1- 4kw) pe lanţul cinematic; se utilizează atunci când este necesară o precizie
mare de realizare a mişcării organului de lucru mobil şi când se urmăreşte ca sistemul
de comandă să fie tot mecanic sau electromagnetic; când trebuie realizat un ciclu de
funcţionare rigid.
Dezavantaje: când lanţurile cinematice de generare sunt complexe, au
complexitate mare, necesită mecanisme voluminoase, cu inerţie mare la primirea şi
transmiterea mişcării, scade precizia, cost ridicat, reglarea dificilă, schimbarea reglajului
impune modificări cinematice.
Sisteme de acţionare hidraulice (SAH)
- permit realizarea unor cicluri de funcţionare elastice şi deci o reglare uşoară şi
rapidă (continuă a vitezelor);
26
- permit automatizarea uşoară a comenzii.
Sistemele de acţionare hidraulică se proiectează pentru:
- transmiterea puterilor mari de acţionare, peste 3kw, la un lanţ cinematic;
- când se urmăreşte reglarea continuă a vitezei organului de lucru mobil şi
automatizarea comenzii;
- când se urmăreşte realizarea unui ciclu elastic automat.
Dezavantaje: asigură o precizie mică a mişcării organului de lucru mobil, datorită
nestabilităţii mişcării, chiar în cazul existenţei stabilizatoarelor de viteză; cost acceptabil
numai în cazul tipizării elementelor hidraulice; exploatare şi întreţinere dificilă.
Sisteme de acţionare pneumatice (SAP)
Avantaje: construcţie simplă; ieftine; necesită o exploatare simplă şi ieftină;
permite o automatizare mai simplă şi mai ieftină decât cele hidraulice; permite
realizarea unor cicluri de funcţionare elastice.
Sistemele de acţionare pneumatice se proiectează pentru:
- când sunt necesare viteze mari de deplasare a OGM şi pentru mişcările de
generare de puteri foarte mici (sub 0,5kw);
- când se cere realizarea uşoară şi rapidă a unor cicluri de funcţionare elastice
automate.
Dezavantaje: compresibilitatea aerului generează fenomenul deplasărilor
neuniforme a organului de lucru mobil; nu permite realizarea vitezelor mici de
deplasare a organului de lucru mobil.
Sisteme de acţionare electromecanice (SAEM)
SAEM cu arbori electrici, motor de curent alternativ- generator - motor de curent
continuu (cu amplidină), motoare pas cu pas, se proiectează pentru transmiterea unor
puteri foarte mari, când necesită reglarea continuă a vitezelor de deplasare a organului
de lucru mobil, simplificând construcţia lanţurilor cinematice mecanice şi uşurând
automatizarea comenzii.
SAEM cu motoare liniare magneto-strictive se proiectează pentru transmiterea
unor puteri mici şi medii însă în construcţia de maşini-unelte cu comadă după program
şi pentru realizarea unor viteze foarte mici şi deplasări precise.
27
Avantaje: au o inerţie mică de recepţionare şi transmitere a mişcării; permite
automatizarea uşoară şi rapidă a comenzii; permite realizarea unor cicluri de funcţionare
elastice.
Dezavantaje: sunt foarte complexe în raport cu sistemele de acţionare hidraulice;
au un cost mai ridicat; siguranţă mai mică în funcţionare; întreţinere şi exploatare
costisitoare.
Sisteme de acţionare pneumo-hidraulice (SAPH) se proiectează pentru
transmiterea puterilor mici de acţionare (sub 1,5kW), energia de acţionare
fiind dată de mediul pneumatic, iar mediul hidraulic fiind utilizat pentru
stabilizarea mişcării, permit o automatizare uşoară în cicluri de funcţionare
elastice.
2.5 PARTICULARITĂŢI ŞI CRITERII DE ALEGERE A
SISTEMELOR DE COMANDĂ
Pentru desfăşurarea automată a mişcărilor auxiliare orice maşină-unealtă are
nevoie de un sistem de comandă. Prin sistem de comandă (SC) se înţelege totalitatea
lanţurilor cinematice, circuitelor, canalelor sau căilor de comandă care echipează o
maşină-unealtă dată. Dacă faza de dare a comenzii se efectuează manual sistemul de
comandă va fi manual sau neautomat, iar dacă aceasta se realizează automat, fără
intervenţia directă a omului, atunci sistemul de comandă va fi automat.
Construcţia sistemului de comandă este influenţată în mod hotărâtor de structura
sistemelor de acţionare. Având în vedere construcţia combinată a sistemelor de
acţionare, rezultă necesitatea realizării celor mai diverse combinaţii la comenzi. Datorită
acestui fapt, sistemele de comandă pot fi:
- temporale şi secvenţiale;
- centralizat şi descentralizat;
- mecanice, pneumatice, hidraulice, electrice, electronice şi combinaţii ale lor;
- sisteme de comandă după program;
- sisteme adaptive şi optimale.
Sisteme de comandă temporale
28
La sistemele de comandă temporală durata şi succesiunea semnalelor de comandă
sunt determinate de timpul de realizare al unei operaţii materializat precis pe profilul
camelor sau fixat prin reglarea unor relee de timp;
Generează minim două comenzi discrete, comanda pornii şi opririi fiecărei
mişcări de acţionare la începutul şi sfârşitul intervalului de timp determinat de durata
timpului de realizare a mişcării comandată, constant la prelucrarea oricărei alte piese
identice. Se întâlnesc la: - sisteme mecanice cu came (AD);
- sisteme electrice (comanda cu RT);
- comanda cu motoare pas cu pas.
Constructiv, elementele de comandă sunt de tipul camelor de impuls reglabile,
fixate pe arborele de distribuţie la strungurile automate cu structură mecanică, tamburi
şi plăci la SSA şi maşini unelte agregat cu structură hidraulică şi contactori mecanici,
electrici, pneumatici, fixaţi rigid pe batiuri (uneori pe sănii sau cărucioare). Elementele
de execuţie sunt de tipul cuplajelor, distribuitoarelor etc..
Avantaje: permit suprapunerea fazelor de lucru, timpi mici de lucru conduc la o
productivitate ridicată.
Dezavantaje: nu permit controlul executării comenzilor (dacă o fază nu s-a
efectuat fazele următoare se desfăşoară normal, duce la deteriorarea maşinii),
schimbarea programului durează mult. Se utilizează la comanda lanţurilor cinematice
mecanice deschise unde există certitudinea realizării legii de mişcare a organului de
lucru mobil cu suficientă precizie.
Comanda temporizată se utilizează când toate mişcările de acţionare componente ale
ciclului sunt obligate să se realizeze într-un timp dat (temporizare).
În fig. 2.15 se prezintă un sistem de comandă centralizat de tip arbore de distribuţie
(disc sau tambur de comandă port-came de impuls). Mişcările de acţionare sunt generate
de camele de acţionare iar comenzile ciclului de camele de comandă. Fazele de lucru şi
auxiliare se execută cu aceeaşi turaţie constantă nAD în timpul ciclului. Dar turaţia nAD
se poate modifica cu modificarea procesului tehnologic (o nouă reglare iniţială pentru
prelucrarea altei piese) datorită cărui fapt timpii de gol sunt variabili odată cu timpii de
lucru. Se utilizează pentru cicluri de funcţionare cu durată scurtă.
29
Fig. 2.15
Pentru reducerea timpilor de gol, arborele de distribuţie poate să execute
succesiv două turaţii diferite (fig. 2.16) : - de lucru cu care să execute cursele de
lucru, constantă în timpul lucrului şi variabilă odată cu schimbarea reglării şi - de
gol (rapidă) cu care să execute cursele de gol, constantă, independentă de reglare.
Astfel, timpii de gol sunt mici şi constanţi şi numai depind de reglare (proces). în
structura maşinii se introduce un cuplaj de depăşire (CD) care permite schimbarea
frecventă a turaţiilor. Se utilizează la cicluri cu durată mare (SSAMC).
De asemenea, pentru reducerea timpilor de gol, în construcţia maşinii se
introduce un arbore auxiliar (ADA) pe care se găsesc cuplajale de autodepăşire cu care
30
Fig. 2.16
sunt solidare camele de acţionare care generează o parte din mişcările auxiliare: rotire
CR, MSFS (fig. 2.17)
Turaţia nADA este constantă în timpul ciclului, iar , rezultă timpi de gol
mici şi constanţi care nu mai depind de reglare. Se utilizează la
cicluri cu durată medie (SAR).
De asemenea comanda temporizată se utilizează şi la comanda lanţurilor
cinematice hidraulice deschise, cu legătură cinematică elastică (maşini-unelte agregat,
capete de forţă).
Schema unui sistem de comandă descentralizat (echipamentele de comandă sunt
distribuite pe maşină) electromecanic a unui organ de lucru mobil cu mişcare rectilinie
alternativă este prezentată în fig. 2.18. Se utilizează la comanda capetelor de forţă, din
componenţa maşinilor unelte agregat şi sistemelor de maşini unelte.
În timpul unei curse duble a organului de lucru mobil se realizează un ciclu
complet al maşinii unelte agregat. în timpul cursei organului de lucru mobil comută
pârghia de comandă (PC) care acţionează succesiv limitatorii de cursă Lci, care la
rândul lor comandă mişcările diferitelor mecanisme ale maşinii unelte agregat,
independent de executarea mişcărilor precedente.
31
Fig. 2.17
Sisteme de comandă secvenţiale
La sistemele de comandă secvenţiale durata şi succesiunea semnalelor de
comandă sunt determinate de parametrii mecanici, electrici, hidraulici ai elementelor
componente ale sistemului, iar o fază de lucru (secvenţă) nu începe decât la sfârşitul
celei precedente.
Generează minim două comenzi distincte, comanda opririi şi pornirii fiecărei
mişcări de acţionare, la începutul şi sfârşitul intervalului de timp determinat de durata
execuţiei mişcării comandate, variabil la prelucrarea oricărei alte piese.
Constructiv elementele de comandă sunt de tipul camelor de impuls reglabile,
fixate pe tamburi şi plăci (strunguri semiautomate, maşini-unelte agregat acţionate
hidraulic) şi contactori electrici şi pneumatici fixaţi rigid pe batiu, sau de tipul
diferitelor port-programe.
Elementele de execuţie pot fi: electromagneţi, cuplaje, motoare pneumatice şi
hidraulice.
Avantaj: există posibilitatea controlului executării mişcărilor şi dirijarea acestora
astfel încât să se asigure legile de mişcare impuse.
Sisteme de comandă mecanice, prezintă cea mai mare inerţie la
recepţionarea şi transmiterea informaţiei şi deci necesită un timp lung de
comandă, au siguranţă în funcţionare şi simplitate constructivă.
Dezavantaj: modificarea comenzilor necesită timp îndelungat şi au dimensiuni de
gabarit mari.32
Fig. 2.18
Sisteme de comandă fluidice (în special pneumatice, cele hidraulice se
utilizează din ce în ce mai rar), prezintă inerţie mică la recepţionarea şi
transmiterea informaţiei, timp relativ scurt de comandă, au o mare
siguranţă în funcţionare (2 - 3 ori mai mare decât cele electrice), cost redus,
eliminarea aerului în atmosferă, folosirea lor duce la simplificarea
construcţiei şi necesită spaţiu redus.
Sisteme de comandă electrice şi electronice, prezintă cea mai mică inerţie
în recepţionarea şi transmiterea informaţiei, necesită cel mai mic tip de
comandă, au siguranţă în funcţionare redusă (20 - 30% din cea a celor
pneumatice), cel mai mare cost de execuţie şi întreţinere, sunt complexe,
necesită spaţiu redus, modificarea comenzilor uşor.
Criterii de alegere a sistemelor de comandă
Alegerea tipului de comandă, depinde de modul de desfăşurare a procesului
tehnologic şi de construcţia lanţului cinematic de acţionare.
- Când procesul de aşchiere se desfăşoară rapid impunând o transmitere rapidă a
comenzii se aleg după caz comenzi pneumatice, electrice sau electronice;
- Când procesul se desfăşoară încet, iar timpii de lucru au o pondere mare în
structura timpului unitar se aleg după caz comenzi mecanice sau pneumatice;
- Când sistemul de acţionare este mecanic se aleg sisteme de comandă mecanice;
- Când sistemul de acţionare este hidraulic sau pneumo-hidraulic atunci sistemul de
comandă este pneumatic sau electric;
- Când sistemul de acţionare este electro-mecanic, sistemul de comandă este electric
sau pneumatic;
- Maşinile-unelte speciale şi specializate, care au un număr redus de turaţii şi
avansuri, la care lungimile curselor variază în intervale mici iar modificarea ciclului se
face rar, necesită comandă independentă;
- Lanţurile cinematice de acţionare mecanice necesită comandă independentă;
- Lanţurile cinematice închise cu structură hidraulică şi electrică care nu permit
realizarea precisă a mişcării organului de lucru mobil, necesită comandă dependentă
(controlată);
33
- Executarea prelucrărilor de mare precizie care necesită mişcare de compensare a
uzurii, necesită comandă adaptivă;
- Comenzile succesive sunt utilizate când pentru prelucrarea complexă a piesei sunt
necesare căteva mişcări de acţionare, care trebuie să se efectueze succesiv;
- Comenzi simultane pentru prelucrări simultane a pieselor.
34





























