Embed Size (px)
Citation preview



1
PROIZVODNE TEHNOLOGIJE – uvodni as (Dr Vuki Lazi , vanr. prof.)
I PREDAVANJE – PRVI AS: Uvod u proizvodne tehnologije. Osnovni pojmovi i definicije. Razvrstavanje proizvodnih tehnologija. Zna aj kompjuterske integracije sistema u proizvodnim tehnologijama.
Uvodne napomene
Tehnologija (tehne-zanat, veština, logos-nauka) – nauka o zanatu, može se definisati i kao primenjena nau na disciplina, koja se bavi prou avanjem i razvojem sredstava i metoda proizvodnje.
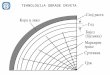
Postoji ve i broj podela proizvodnih tehnologija, prema razli itim nacionalnim standardima pojedinih zemalja, strukovnih udruženja i organizacija (sl. 1).
Pre prelaska na podelu proizvodnih tehnologija, treba se podsetiti nekih osnovnih pojmova koji su usko vezani za razumevanje tehnoloških procesa, kao što su:
Sistem predstavlja skup me usobno povezanih jedinki u jednu celinu po odre enim pravilima i zakonitostima.
Poslovni sistem je najširi kompleks i sastoji se od jednog ili više proizvodnih sistema (npr. fabrika za proizvodnju automobila, fabrika za proizvodnju kamiona, ...) ili poslovni sistem je organizacioni sistem "koji funkcioniše radi ostvarivanja odre enih ciljeva makroekonomskih sistema i zaposlenih" (makro, mikro ciljevi).
Proizvodni sistem se sastoji iz jednog ili više tehnoloških sistema u kome se pojavljuje najmanje jedan obradni sistem (npr. sistem za toplo kovanje, ...) ili proizvodni sistem je podsistem poslovnog sistema "sa isto proizvodnim funkcijama i delom razvojnih, upravlja kih i logisti kih funkcija". Koordinacija ovih podsistema ostvaruje se preko sistema upravljanja.
Tehnološki sistem obuhvata liniju ili skup mašina gde se od sirovine ili polufabrikata izra uju gotovi delovi, podsklopovi ili sklopovi (npr. linija za izradu kutije mosta kamiona, tehnološka linija za montažu menja a automobila, ...).
Sistem za oblikovanje je širi sistem u odnosu na obradni sistem i predstavlja zaokruženu celinu odre enog procesa (npr. automatska višepoziciona presa za duboko izvla enje).
Obradni sistem obuhvata odre enu mašinu, presu ili grupu mašina koje izvode odre ene operacije (npr. hidrauli na presa za fino razdvajanje, aparat za ta kasto zavarivanje, stubna bušilica, ...).
Pod pojmom proces podrazumeva se transformacija informacija, energije i materijala od sirovine ili polufabrikata do gotovog dela ili proizvoda. Procesi se (u okviru proizvodnog mašinstava) mogu podeliti na:
• proizvodne procese,
• tehnološke procese,
• procese oblikovanja i
• obradne procese.
Operacija je deo obradnog procesa i predstavlja kona an završetak jedne celine obradnog procesa ili operacija je "proces transformacije na jednom radnom mestu (obradnom sistemu) u neprekidnom vremenskom toku".
Zahvat predstavlja osnovni tehnološki deo obradnog procesa u okviru jedne operacije.
Pomo ne aktivnosti se odnose na operacije pripreme, postavljanja, stezanja, podešavanja i tsl.

2
Koriste se još i pojmovi: polazni komad ili polazni materijal, predmet obrade ili deo u fazi izrade i gotov deo.
PROIZVODNE TEHNOLOGIJE
Tehnologija obrade metala
• LIVENJE
• DEFORMISANJE
• REZANJE
• ZAVARIVANJE
• TERMI KA OBRADA
Tehnologija zaštite
• Lakiranje • Elektrostati ka zaštita
• PVD i CVD postupak • Galvanizacija
Tehnologija obrade plasti nih masa
• Livenje
• Presovanje • Brizganje
• Sinterovanje • Ekstruzija • Kaladrovanje
• Izvla enje • Duvanje • Termi ko oblikovanje
Tehnologija obrade keramike • Brušenje • Honovanje
• Lepovanje
Tehnologija obrade drveta
• Pilenje (kružno, trakasto, gaterom, ...)
• Blanjanje • Brušenje
• Frezovanje • Bušenje
Tehnologija proizvodnje elektronskih poluprovodni kih elemenata • Proizvodnja unutar belih ( istih) prostora
Tehnologija reciklaže
• Reciklaža proizvoda od gvozdenih (železnih) materijala
• Reciklaža proizvoda od obojenih (neželeznih) materijala
• Reciklaža plastike • Reciklaža papira
Slika 1. Pregled najvažnijih proizvodnih tehnologija

3
Prema DIN 8550 izvršena je podela proizvodnih tehnologija na šest glavnih grupa i to s obzirom na:
1. STVARANJE OBLIKA,
2. IZMENU OBLIKA (FORME) i
3. IZMENU SVOJSTAVA MATERIJE (sl. 2).
STVARANJE OBLIKA IZMENA OBLIKA
IZMENA SVOJSTVA
MATERIJALA
Glavna grupa 1 Glavna grupa 2 Glavna grupa 3 Glavna grupa 4 Glavna grupa 5 Glavna grupa 6
PRIMARNO OBLIKOVANJE
DEFORMISANJE
RAZDVAJANJE
SPAJANJE
NANOŠENJE ZAŠTITNIH PREVLAKA
IZMENA SVOJSTVA
MATERIJALA
PRIM
AR
NO
OB
LIK
OV
AN
JE-L
IVE
NJE
je
post
upak
pro
izvo
dnje
nek
og
vrst
og t
ela
iz
mat
erije
pro
izvo
ljno
g ob
lika
put
em s
tvar
anja
zaj
edni
kog
sadr
žaja
(liv
enje
u p
esku
, li
venj
e po
d pr
itisk
om, l
iven
je u
kok
ilam
a, .
..).
DE
FOR
MIS
AN
JE
je
tehn
ološ
ki
post
upak
pl
asti
ne
izm
ene
obli
ka
vrst
og
tela
uz
za
drža
vanj
e is
te m
ase
i ouv
anje
kom
pakt
nost
i (ne
prek
idno
sti)
del
a.
RA
ZD
VA
JAN
JE
je
post
upak
iz
men
e po
lazn
og o
blik
a iz
si
rovi
ne i
li
polu
fabr
ikat
a,
(pri
prem
ka),
uz
redu
kciju
(um
anje
nje)
zap
rem
ine
dela
tok
om o
brad
e (r
ezan
je,
seen
je,
prob
ijanj
e, ..
.).
SPA
JAN
JE-Z
AV
AR
IVA
NJE
je te
hnol
oški
pos
tupa
k tr
ajno
g po
vezi
vanj
a dv
a ili
viš
e de
la
u tr
ajnu
(n
eras
kidi
vu)
celin
u (z
avar
ivan
je, l
emlj
enje
, lep
ljenj
e, n
avar
ivan
je, m
etal
izac
ija,
...
.).
ZA
ŠTIT
A je
nan
ošen
je tr
ajno
g za
štit
nog
sloj
a na
mat
erija
l, np
r. b
oje,
laka
, ker
amik
e i d
r.
IZM
EN
A
SVO
JST
VA
M
AT
ER
IJA
LA
je
po
stup
ak
prom
ene
kara
kter
isti
ka
neko
g po
stoj
eeg
mat
erija
la (
npr.
obi
na t
erm
ika
obr
ada:
žar
enje
, ka
ljenj
e, o
tpuš
tanj
e i
dr.,
hem
ijsk
o-te
rmi
ka o
brad
a: c
emen
taci
ja, n
itri
ranj
e, c
ijani
zaci
ja i
krb
onitr
iran
je,
aliti
ranj
e,
silic
iran
je, h
rom
iran
je, b
orir
anje
, ...)
.
Slika 2. Podela proizvodnih tehnologija (prema DIN 8550)

4
Proizvodnja se može definisati kao proces stvaranja materijalne vrednosti, tj. kao proces transformacije materijala, energije i informacija u proizvod. Re je o najvažnijoj, ujedno i najsloženijoj funkciji, gde spadaju ljudski rad, predmet obrade, sredstva za rad, energija i informacija.
U cilju dobijanja nekog proizvoda mora se organizovati proces proizvodnje, koji se naj eš e sastoji iz slede ih elementarnih procesa:
• Tehnološki proces,
• Proces kontrole,
• Proces unutrašnjeg transporta,
• Proces održavanja,
• Proces snabdevanja energentima (elektri nom strujom, gasom, fluidima, ...),
• Proces sigurnosne i preventivne zaštite na radu.
Integracija navedenih aktivnosti u cilju stvaranja materijalnih dobara (vrednosti) zajedno sa ulaznom i izlaznom funkcijom ine PROIZVODNI SISTEM.
Kompjuterska integracija proizvodnih sistema. Kompletno projektovanje proizvodnih sistema sa svim njihovim sastavnim elementima danas se može izvesti uspešno samo uz podršku kompjuterskih tehnologija (C – tehnika, CAD, CAM, CIM, ...). Dakle, pozitivna iskustva najrazvijenih industrijskih zemalja sveta ukazuju na to.
Tako organizovan simultani inženjering na svim nivoima proizvodnog sistema (menadžment, planiranje, proizvodnja, ...) obezbe uje:
• Brz i za preduze e ekonomi an odgovor na tržištu i
• Najmanji broj grešaka kako u toku izrade dela tako i pri njegovoj eksploataciji.
Izbor ekonomi ne proizvodne tehnologije je od najve eg zna aja za uspešnost nekog proizvodnog i poslovnog sistema. Pravilan izbor je od najve e važnosti jer uti e na sve ekonomske kriterijume uspešnosti i poslovanja i ekonomi ne cene proizvoda.
Osnovni ekonomski principi (kriterijumi) koji su presudni za poslovanje, odnosno da se sa manje ulaganja postignu što ve i rezultati poslovanja jesu:
PRODUKTIVNOST (ve a proizvodnja, a manji utrošak radne snage),
EKONOMI NOST (proizvodnja sa minimalnim troškovima angažovanja sredstava i radne snage) i
RENTABILNOST (ostvarivanje što ve eg profita-dobiti uz što manje angažovanje sredstava-kapitala).

























1
POLOŽAJI ZAVARIVANJA
Uredili: prof. dr Milorad Jovanovi , dr Vuki Lazi , vanr. prof. i student II godine Mašinskog fakulteta u Kragujevcu or e Stoji evi
Osnovni i nagnuti položaji zavarivanja plo a i cevi

2
Osnovni ugaoni spojevi zavarivanja plo a i cevi

3
Položaji zavarivanja za limove – JUS EN 287-1

4
Položaji zavarivanja za cevi - JUS EN 287-1

5
Položaji zavarivanja - EN 287 – ASME - ISO 6947

6
Položaji zavarivanja u skladu sa ASME i ISO 6947
- su eoni zavari -
Pokrivenost su eonih zavara Pokrivenost ugaonih zavarat Ispitno zavarivanje
Položaj Lim Cev Lim Cev
1G 1G 1G 1F 1F
2G 1G, 2G 1G, 2G 1F, 2F 1F, 2F, 2FR
3G 1G, 3G 1F, 2F, 3F 1F, 2F, 2FR Lim - su eono
4G 1G, 4G 1F, 2F, 4F 1F, 2F, 2FR, 4F
1G 1G 1G 1F 1F
2G 1G, 2G 1G, 2G 1F, 2F 1F, 2F
5G 1G, 3G, 4G 1G, 5G 1F, 2F, 3F, 4F Svi položaji
6G+6GR Svi položaji Svi položaji Svi položaji Svi položaji
Cev - su eono
2G+5G Svi položaji Svi položaji Svi položaji Svi položaji
Položaji zavarivanja u skladu ASME i ISO 6947-su eoni spojevi

7
Položaji zavarivanja u skladu sa ASME i ISO 6947
- ugaoni zavari -
Ispitno zavarivanje Pokrivenost za ugaone zavare
Položaj Lim Cev
1F 1F 1F
2F 1F, 2F 1F, 2F, 2FR
3F 1F, 2F, 4F 1F, 2F, 2FR
4F 1F, 2F, 3FG 1F, 2F, 2FR, 4F
Lim - ugaono
3F+4F Svi položaji Svi položaji
1F 1F 1F
2F 1F, 2F 1F, 2F, 2FR
2FR 1F, 2FR
4F 1F, 2F, 4F 1F, 2F, 2FR, 4F
Cev - ugaono
5F Svi položaji Svi položaji
Položaji zavarivanja u skladu ASME i ISO 6947-ugaoni spojevi


















































































































































































































1
11.. GGAASSNNOO ZZAAVVAARRIIVVAANNJJEE –– vveežžbbaa bbrr.. 11 ((DDrr VVuukkii LLaazzii ,, vvaannrr.. pprrooff..))
1.1 Tehni ki gasovi, dodatni materijali, topitelji i oprema za gasno zavarivanje
1.1.1 Tehni ki gasovi
Gasno zavarivanje se svrstava u postupke zavarivanja topljenjem jer se vrst spoj izmedju zavarivanih delova ostvaruje topljenjem i zatim o vrš avanjem njihovih ivica. Iako se kao gorivi gas najviše primenjuje acetilen, u nekim oblastima zavarivanja i srodnim postupcima koriste se i drugi gasovi (tab. 1). Osim tehni kih gasova za zavarivanje se upotrebljavaju i dodatni materijal, a ponekad i topitelji.
1.1.1.1 Kiseonik
Kiseonik se za industrijske svrhe dobija uglavnom iz vazduha. Takodje se oslobadja pri elektrolizi vode, ali se s obzirom na ve u proizvodnu cenu i ve u opasnost, kiseonik iz vode dobija samo za laboratorijske potrebe. Kiseonik se u gasovitom stanju uva i transportuje u eli nim bocama zapremine od 0.40 pa do 50 l. Za zavarivanje i srodne postupke najviše se primenjuju boce zapremine 40 l, a maksimalnog pritiska 150 bara. Kapa, sferna površina i traka na 2/3 visine obojene su plavom bojom. Kiseonik je nešto teži od vazduha, skuplja se u udubljenjima poda, pa pri dodiru sa masnim materijama može iza-zvati eksploziju.
Tablica 1. Pregled i osobine gorivih gasova za zavariva ki plamen
Gor
ivi g
as
Naj
viša
te
mpe
ratu
ra, °
C
Don
ja to
plot
na
mo
, kJ/
m3
Zav
ariv
aka
topl
. m
o, k
J/m
3
Gus
tina
gasa
* pr
ema
gust
ini
vazd
uha,
/
vaz,
-
Odn
os O
2/gas
Prim
ena
Acetilen C2H2 3150 48000 21000 0.91 1.0÷÷÷÷1.2
elik s ≤≤≤≤ 30 mm, drugi metali, le-mljenje, se enje
Benzol (para) C6H6
2600 140000÷
40000 kJ/kg 5850 -
1.25 m3
na 1 kg
elik s ≤ 10 mm, obojeni metali, lemljenje, se enje
Benzin (para)
2400 125000÷
40000 kJ/kg 5000 -
1.3÷1.7 m3 na 1kg
elik s ≤ 10 mm, obojeni metali, lemljenje, se enje
Vodonik H2
2100 10800 5450 0.074 0.25÷0.31 elik s ≤ 5 mm, obojeni metali, le-
mljenje, se enje Propan C3H6
2000 91000 48000 1.52 2 Obojeni metali, lemljenje, se enje, grejanje
MAPP1 2927 89600 19300 1.48 2.5-1 Za zavarivanje, tvrdo i meko lemljenje, predgrevanje i se enje
Butan C4H10
2100 118000 48000 2.1 2.5 Obojeni metali, lemljenje, se enje, grejanje
Svetle i gas
1900 20000 38000 - 0.6÷0.7 Obojeni metali, lemljenje, se enje, grejanje
Metan CH4
1700 36000 34000 0.62 1 Obojeni metali, lemljenje, se enje, grejanje
* - Gustina gasa ukazuje na njegovo ponašanje u slu aju isticanja u spoljnu (okolnu) sredinu. Gasovi sa gustinom manjom od vazduha odlaze naviše, dok gasovi ve e gustine od vazduha padaju na dno i sakupljaju se na mirnim mestima. U prvu grupu spadaju acetilen, metan i vodonik, a u drugu MAAP, butan, propan.
S obzirom na eksplozivnost maziva u dodiru sa O2, ne smeju se uljem ili maš u podmazivati ventili i drugi uredjaji koji dolaze u dodir sa kiseonikom. Kompresori za punjenje boca kiseonikom 1 MAAP je trgova ka oznaka za smešu nekoliko gasova (stabilizovani metilacetilenpropadien), temperature klju anja od -20 do 38ºC pri pritisku od 1.013 bara.

2
podmazuju se destilisanom vodom, zbog ega se deo te vode javlja kao primesa u granicama 5 do 100 g na 1 m3 kiseonika. Osim toga, kao primesa kiseoniku javlja se i azot budu i da se O2 dobija frakci-onom destilacijom te nog vazduha (21% O2, 78% N2, 1% drugi gasovi). isto a kiseonika veoma je zna ajna za zavariva ke radove, a naro ito za gasno se enje metala. Sa porastom primesa opada brzina se enja, a raste potrošnja gorivog gasa (acetilena, mešavine propan + butan).
Koli ina kiseonika u boci približno je:
-5 3 = 10 , bV V p k m⋅ ⋅ ⋅ , (1)
gde je: Vb = 0.04 m3 - zapremina boce, p – pritisak u Pa i k = 1.078 - koeficijent sabijanja kiseonika pri T = 15°C. Koli ina kiseonika u boci može se prora unati i množenjem pritiska gasa sa vodenom zapreminom. Npr. ako imamo punu bocu zapremine 40 dm3, pritiska 150 bara, sadržaj kiseonika e biti: 40·150= 6000 dm3= 6 m3. Pri ta nom prora unu sadržaja kiseonika u boci uzima se dodatno u obzir koeficijent kompresije kiseonika, koji iznosi 1.078 pri T= 15ºC. Stoga stvarna koli ina O2 iznosi 40·150·1.078= 6468 l.
1.1.1.2 Acetilen
Za zavarivanje i se enje gorivi gas je pre svega acetilen. Drugi gorivi gasovi, kao vodonik, naftni gas, koksni gas, zemni gas, metan, benzinske pare ne koriste se za zavarivanje elika zbog niske temperature plamena i jakog oksidišu eg dejstva. Mogu biti koriš eni za predgrevanje, žarenje ili se enje, kao i za zavarivanje nekih niskotopljivih metala.
Acetilen se proizvodi u acetilenskim stanicama u kojima se odvija reakcija karbida sa vodom. Acetilen (C2H2) sadrži oko 93% ugljenika i oko 7% vodonika. S obzirom na veliki sadržaj ugljenika, acetilen pri sagorevanju u kiseoniku daje plamen visoke temperature (3100ºC). Gustina acetilena pri 15ºC i normalnom pritisku je 1.17 kg/dm3. Mešavina acetilena sa kiseonikom ili vazduhom pali se pri temperaturi oko 350ºC.
Acetilen pri p>1.5 bara veoma je opasan jer izaziva eksploziju. Mešavina (2.3-9.3%) C2H2 sa O2 ima takodje eksplozivne osobine, kao i sa vazduhom koji sadrži (2.3–82%) C2H2. Najve u eksplozivnu silu ima mešavina koja sadrži 15% C2H2. Acetilen se može proizvesti i na mestu rada iz kalcijumkarbida (CaC2) i vode pomo u tzv. razvija-a, ili se kupuje "konzerviran" u eli nim bocama obeleženim trakom bele boje. U razvija ima (sl. 1)
odvija se egzotermna hemijska reakcija:
2 2 2 2 2 + 2 + ( ) + 129 , /CaC H O C H Ca OH kJ mol⋅ → (2)
posuda sa karbidomvodaodvod acetilena
12
3
1 -
2 -3 -
a) b) c)
1
12
23
3
Slika1. Sheme razvija a: a) karbid u vodu, b) voda na karbid, c) dodir vode i karbida
Tehnološki proces industrijskog dobijanja acetilena obuhvata slede e faze: ubacivanje karbida u generator napunjen vodom, hvatanje acetilena u poseban sud, pre iš avanje (od PH3, H2S), komprimo-vanje i sušenje i najzad "pakovanje" u eli ne boce koje ve sadrže poroznu masu i aceton. Porozna masa, (sli no sundjeru) upija aceton u kome se zatim rastvara acetilen-disu (dissous) gas. Tako se omogu uje "konzerviranje" acetilena i pod natpritiskom od 15 bara, iako se on u nerastvorenom stanju

3
razlaže ve na pritisku iznad 1.5 bara. Uzimanje acetilena iz boce ne sme biti naglo (isparava aceton), a boce moraju biti u vertikalnom položaju ili nagnute najviše do 45° da ne bi isticao aceton. Koli ina acetilena u boci može se odrediti po obrascu:
3 = ( - ) 0.92 , b tV m m m⋅ , (3)
gde je: mb - izmerena masa boce, kg (bez kape), mt - izmerena masa prazne boce, kg i 0.92 - koe-ficijent koji pokazuje da se iz 1 kg rastvorenog acetilena dobija 920 l gasa pri temperaturi od 15°C i pritisku 1.5 bara. Jednostavnije se koli ina acetilena u boci pritiska p u Pa izra unava po obrascu:
-5 3 = 10 , bV k V p mα⋅ ⋅ ⋅ ⋅ (4)
gde je: k = 0.35, odnos zapremine rastvorenog C2H2 prema zapremini cele boce, Vb= 0.04 m3, zapre-mina cele boce, α - rastvorljivost C2H2 u 1 dm3 acetona; (pri 15°C, α = 23 i pri 20°C, α = 20 (opasnost od zagrevanja boce!)). Budu i da je acetilen eksplozivan gas, natpritisak u punoj eli noj boci ograni ava se na 15 bara, a s tim u vezi ne dopušta se ni zagrevanje boce preko 35°C. Isto tako, treba znati da je smeša acetilena i vazduha kao i acetilena i kiseonika eksplozivna, te u tom smislu treba paziti da se ova koncentracija ne dostigne u zatvorenim prostorijama, sudovima, pregradama i tsl. Acetilen je lakši od vazduha, te se stoga skuplja kod poklopaca sudova, plafona, potkrovlja i tsl., gde naj eš e i po inje eksplozija.
Sklonost smeše acetilena i vazduha ka eksploziji može se demonstrirati jednostavnom probom. Za to je potrebna cilindri na limena kutija (sl. 2) pre nika 70 mm i visine 20 mm, u koju se stavlja zrno karbida veli ine 1÷2 cm. Zrno se zatim poliva sa nekoliko kapi vode, kutija zatvara poklopcem i malo sa eka da oslobodjeni acetilen kroz otvor na dnu kutije potisne vazduh. Tada se pomo u upa-lja a, prinetog uz otvor, pali acetilen koji mirno sagoreva. Ako se posle toga plamen ugasi (zatvaranjem otvora), poklopac otvori i u kutiju udje nešto vazduha, obrazova e se eksplozivna smeša. To se dokazuje eksplozijom koja nastaje kada se smeša koja isti e kroz otvor upali. Ovim se pokazuje da ist acetilen gori mirno na vazduhu, dok pomešan sa vazduhom eksplodira kad god dodje u dodir sa plamenom, žarom ili varnicom.
1.1.1.3 Karbid
Karbid je vrsto telo kristalne gradje, boje tamnosive (CaC2, 2.2 kg/dm3). Njegovom reakcijiom sa vodom oslobadja se gorivi gas - acetilen. Sam karbid proizvodi se u specijalnim karbidnim pe ima iz sitnog koksa (C + primese) i pe enog kre a (CaO). Karbid se uva u hermeti no zatvorenom limenom buretu od 100 kg. Burad se uvaju u suvim prostorijama jer se pod uticajem vlage karbid razlaže pa postoji opasnost od eksplozije. Za uvanje su propisane posebne sigurnosne mere, kao i mere higijensko tehni ke zaštite (HTZ).
1.1.1.4 Drugi gorivi gasovi
Vodonik (H2) je gorivi gas. Dobija se elektrolizom vodenog rastvora kuhinjske soli. Vodonik prve klase sadrži 99.5% H2, a druge 98% H2 (primese su O2, N2 i vodeni gas (H2 + CO)). Vodonik nalazi primenu za zavarivanje olova (Pb) i cinka (Zn), lemljenje i zavariva ko lemljenje, kao i za se enje kiseonikom naro ito pod vodom na ve im dubinama. Eksplozivna mešavina sa O2 ili vazduhom obrazuje se sa 4.1-95% H2. Vodonik se dostavlja u eli nim bocama, sabijen pod pritiskom od 150 bara pri temperaturi od 15ºC.
Propan i butan su takodje gorivi gasovi i dobijaju se pri rafinaciji sirove nafte. Oba ova gasa (propan-C3H8 i butan-C4H10) se mešaju i koriste za se enje kiseonikom, žljebljenje i iš enje. Mešavina može biti u raznim proporcijama i lako se kondenzuje pod odredjenim pritiskom (te ni gas). U bocama su u ravnotežnom stanju dve faze - te na i gasovita. Pri uzimanju gasa nastaje isparavanje te ne faze (T = 15ºC, p = 7 bara). Iz 1 kg mešavine te nog propana-butana dobija se oko 450 l gasne mešavine koja sagorevanjem daje T 2500ºC. Primenjuje se za se enje, žljebljenje, ispravljanje, a prednost je što nisu potrebni specijalni gorionici jer iz boce isti e smeša C3H8 + C4H10 koja sagoreva pomo u kiseonika iz vazduha.
1
2
6
3
5
4
1 - Otvor pre nika ∅ 3 mm2 - Drža3 - Kabal4 - Poklopac5 - Opruga6 - Kutija
Slika 2. Pribor za ispitivanje eksplozivnosti
smeše C2 H2 i vazduha

4
1.1.2 Dodatni materijal za gasno-plameno zavarivanje (GPZ)
Za zavarivanje elika upotrebljavaju se razne vrste dodatnih materijala (žica) koji se biraju zavisno od vrste zavarivanog elika. Tanke limove, debljine do 2 mm, mogu e je gasno zavarivati bez dodatnog materijala. Za deblje limove dodatni materijali su istog ili sli nog hemijskog sastava, kao i osnovni materijal. Žice se proizvode u pre nicima od 0.6 do 8 mm, a dostavljaju u koturovima: za niskougljeni ne elike 12-40 kg, za niskolegirane elike 12 kg i za visokolegirane 1.5-10 kg (zavisno od pre nika žice); isporu uju se i u obliku snopa žica dužine 1 m i mase 10-40 kg. Žice su kružnog popre nog preseka naj eš e pre nika 2; 2.5; 3.15; 4; 5; 6.3 mm (JUS C.H3.051/81). Oznake žica sastoje se iz dva dela: opšte oznake P, i dopunske oznake za mehani ke osobine. Dopunska oznaka odnosi se na zateznu ja inu Rm u MPa, najmanje izduženje A5 u % i najmanju energiju loma KV u J.
Neophodno je da žice budu glatke i iste, tj. bez oksida, masti, boja i drugih ne isto a. U cilju zaštite od korozije, eli ne žice se bakarišu. Treba ih uvati i od vlage. U slu aju pojave korozije, potrebno je da se žice pre upotrebe o iste brusnim papirom. Za gasno zavarivanje livenog gvoždja na toplo i polutoplo upotrebljavaju se livene šipke, sli no kao i za zavarivanje mesinga i bronze. Šipke za zavarivanje livenog gvoždja imaju pre nike 4, 5, 6, 8, 10, 12 i 15 mm, a dužinu 300 do 800 mm. Pored gvoždja one još sadrže: 3-3.6% C, 3-3.8% Si, 0.5-0.8% Mn, max 0.5% P i max 0.08% S. Pre zavarivanja šipke treba dobro o istiti jer bi ostaci liva kog peska, troske i rdje štetno delovali pri zavarivanju. Kao dodatni materijali za lemljenje koriste se: kalajno-olovni, mesingani, bakarni, bronzani, aluminijumski, srebrni i drugi lemovi. Lemovi se isporu uju u obliku žica pre nika 1-10 mm. Mogu takodje biti koriš ene šipke odlivene od istog materijala kao i osnovni.
1.1.3 Topitelji
To su sredstva u obliku praha ili pasta neophodnih za zavarivanje livenog gvoždja, bakra, mesinga, bronzi, aluminijuma i nerdjaju ih elika i drugih legura. U toku zavarivanja mogu se obrazovati teško topljivi oksidi, što ometa stapanje dodatnog i osnovnog materijala. Nanošenjem topitelja, na dodatni ili osnovni materijal, zašti uje se te an materijal od oksidacije u procesu zavarivanja. Osim toga, topitelji razlažu-razgradjuju ranije stvorene okside i prevode ih u niskotopljivu i laku trosku, koja se ne rastvara u te nom metalu ve isplivava na površinu. Prema hemijskom sastavu, topitelji mogu biti kiseli ili bazi ni, a njihovo dejstvo zasniva se na injenici da metali rastvaraju sopstvene okside, a okside drugih metala prevode u trosku. Topitelji se redje nanose u sprašenom stanju, ve pomešani sa vodom na gustinu laka, u staklenim ili porcelanskim sudovima. Topitelje pripremljene sa vodom treba upotrebiti u vremenu 4-5 sati. Posle tog perioda gube se hemijske osobine i izostaje aktivno delovanje u rastvaranju oksida. Topiteljem se prekriva kako mesto spoja, tako i vrh dodatnog materijala. Topitelje u obliku praha treba uvati na suvom mestu i u hermeti ki zatvorenom sudu. Od kiselih topitelja uglavnom se upotrebljavaju jedinjenja na bazi bora, na primer, borna kiselina H3BO3 ili boraks Na2B4O7⋅10H2O (natrijumtetraborat). Boraks lako razgradjuje okside mnogih metala stvaraju i soli borne kiseline-borate: CuOB2O3, ZnOB2O3, MnOB2O3. Boraks se najviše upotrebljava pri zavarivanju bakra i njegovih legura, kao i za tvrdo lemljenje. Pri zavarivanju bakra teško e stvaraju oksidi CuO i Cu2O. Spoljni oksid CuO redukuje se gasnim plamenom ili pomo u topitelja H3BO3 prema jedna ini:
3 3 2 3 22 3CuO H BO CuOB O H O+ ⋅ = + ⋅ . (5)
Unutrašnji oksid Cu2O ne može se redukovati jer ima višu temperaturu topljenja od bakra. Iz tog razloga zavarljive su samo one vrste bakra sa niskim sadržajem Cu2O. Bazni topitelji su natrijum karbonat (Na2CO3) i potaša (K2CO3). Njihovo delovanje može se objasniti na primeru zavarivanja sivog liva, pri emu može nastati teško topljivi oksid SiO2. Dodavanjem topitelja Na2CO3, pri zavarivanju nastupa hemijska reakcija:
2 3 2 2 2 2Na CO SiO Na O SiO CO+ = ⋅ + . (6)
Proizvod ove reakcije Na2O⋅SiO2 lako isplivava na površinu rastopa i prelazi u trosku koja se posle završenog zavarivanja odstranjuje; gas CO2 odlazi u okolni vazduh.

5
1.1.4 Oprema za gasno zavarivanje
Oprema za gasno zavarivanje sastoji se iz: boca za gasove, redukcionih ventila, osigura a, razvodnih creva i gorionika (sl. 3).
Slika 3. Oprema za gasno zavarivanje
1.1.4.1 Boce za gas
U zavisnosti od vrste tehni kog gasa razlikuju se boce namenjene za komprimovane gasove rastvorene pod pritiskom i te ne gasove. Boce za komprimovane gasove pune se: kiseonikom, azotom, vazduhom, argonom, vodonikom, zemnim gasom. Boce za gasove rastvorene pod pritiskom pune se acetilenom. Boce za te ne gasove pune se sa: ugljendioksidom (CO2), propanom i butanom.
Boce za kiseonik
Ove boce služe za držanje kiseonika pod natpritiskom od 150 bara. Prave se od elika povišene ja ine postupkom izvla enja na toplo pomo u hidrauli nih presa. Boca za kiseonik (sl. 4) sastoji se iz tela (1), eli ne stope (2), upresovane na toplo, glave (3), eli nog prstena sa zavojem (4) na koji se navija zaštitna kapa (5). Ventil boce (6) ima koni ni navoj i zavija se u vrat boce (8). Otvaranje i zatvaranje boce obavlja se to ki em (9). Kiseoni ne boce za zavarivanje imaju vodenu zapreminu 40 l, visinu 1370 mm, spoljašnji pre nik oko 220 mm i debljinu zida središnjeg dela boce od 6.3 mm. Na boci su upisani slede i podaci:
Probni pritisak boce - p = 225 bara Pritisak pune boce - 150 bara Vodena zapremina - 40 l Masa prazne boce - 68.5 kg Godina proizvodnje - Redni broj boce - Datum poslednje kontrole boce -
Boce za kiseonik su obojene beli astom bojom, sa napisom velikim belim slovima "KISEONIK" kao i znak O2. Vreme koriš enja, tj. mogu nost
višekratnog ponovnog punjenja iznosi prose no 40 godina. Boce koje se vra aju na punjenje moraju biti pod natpritiskom najmanje 0.5 bara da bi se spre ilo da u njih udje vazduh i vlaga iz spoljne atmosfere. Sa kiseoni kim bocama treba rukovati pažljivo. Zabranjuju se svi udari ili potresi i prljanje uljima ili mastima. Ne treba boce izlagati sun evim zracima niti ih držati blizu pe i ili vatre. To može dovesti do prekomernog porasta pritiska i razaranja boce. Za vreme rada, boce moraju biti uspravne i osigurane od pada vezivanjem eli nim obujmicama ili lancima.
poroznamasa
suviosigura
redukcioniventil
ventil
Boca za acetilen Boca za kiseonik
ventil
gorionik
creva
Slika 4. Presek boce za kiseonik: 1- telo, 2- stopa, 3- glava, 4- eli ni prsten, 5- kapa, 6- ventil, 7- koni ni ventil, 8- vrat boce, 9- to ki ventila

6
Acetilenske boce
Izradjene su od elika povišene ja ine, izvla enjem na toplo pomo u hidrauli nih presa. Na boci je natpis:
Probni pritisak boce - 60 bara Pritisak pune boce - 18 bara Vodena zapremina - 40 dm3 (l) Masa prazne boce tara boce – prose no - 70 kg Godina proizvodnje - Redni broj boce - Datum poslednje kontrole boce -
Sve boce za acetilen rastvoren u acetonu popunjene su u celoj svojoj zapremini poroznom masom (sl. 5) i sadrže precizno odredjenu koli inu acetilena. Zapreminski bilans acetilenske boce, prema sastojcima iznosi:
− Porozna masa - prose no 20%,
− Aceton + rastvoreni acetilen - prose no 68%,
− Gasni prostor (bezbedonosni) - prose no 12%.
Porozna masa ispunjava unutrašnjost cele acetilenske boce od dna do vrata, pri emu ta masa prose no iznosi oko 20% ukupne mase boce. Porozna masa ima poroznost oko 84%, tj. slobodne
prostore, u kojima se nagomilava aceton. Porozna masa u acetilenskoj boci ima dva glavna zadatka da:
− Upija aceton i rasporedjuje ga po celoj boci i
− Štiti boce od eksplozije ako se dogodi uvla enje plamena u bocu.
Porozna masa predstavlja mešavinu drvenog uglja, peskovite zemlje, azbestnog brašna i cink-oksida, medjusobno povezanih specijalnim lepkom. Aceton koji se nalazi u boci rastvara acetilen pod pritiskom i ravnomerno ga zapreminski rasporedjuje. Rastvorljivost C2H2 u acetonu srazmerna je pritisku i temperaturi. Npr. 1 litar acetona pod pritiskom od 1 bara i T = 15ºC rastvara oko 22 litra acetilena, a pri 18 bara, 1 litar acetona rastvara 22·18= 396 l C2H2. Na nižim temperaturama, npr. 0ºC ili -10ºC, rastvorljivost C2H2 u acetilenu raste i iznosi 34, odnosno 43 l, dok na višim temperaturama, npr. 30 ili 50ºC rastvorljivost se smanjuje i iznosi 17.5 i 13.7 l. Uzimaju i u obzir da u acetilenskoj 40-litarskoj boci ima prose no 15 l acetona, to je koli ina acetilena rastvorenog u boci: 396·15= 5940 litara. Acetilen u bocama može se bezbedno transportovati pri poštovanju traženih zaštitnih mera. Aceton je veoma aktivan i brzo isparava na vazduhu. U toku zavarivanja kad se uzima C2H2 iz boce, mogu nosti isparavanja acetona znatno su ve e, a naro ito ve i gubici acetona mogu nastati:
− Kad se boca za vreme zavarivanja postavi u leže em položaju (mora biti u vertikalnom položaju ili nagnuta više od 45º u odnosu na horizontalni položaj),
− Kad se iz jedne boce uzima više od 1000 l/C2H2 na sat (kad se to mora, vezuju se 2 ili 3 boce zajedno, sl. 6),
− Ako se iscrpi sva koli ina C2H2 iz boce i pritisak na manometru padne na nulu (po pravilu u boci mora ostati koli ina C2H2 kojoj odgovara pritisak od p = 2 bara pri T = 15ºC, odnosno pritisku zavisnom od temperature),
− Ako se acetilenska boca zagreje na 35ºC i više.
Slika 6. Acetilenske boce redno povezane
Slika 5. Boca za acetilen boce

7
Dopušteni gubitak acetona u 40-litarskoj boci ne sme pre i 0.4 kg, tj. 0.1 kg na svakih 10 - litara vodene zapremine boce. Acetilenske boce vra ene na punjenje prethodno se mere da se utvrdi dara boce i ispareni deo acetona iz boce. Manjak acetona odmah se doliva dok se ne dobije propisana dara boce (70.5 kg). Za prora un koli ine C2H2 u boci potrebno je izmeriti bocu i zatim oduzeti daru koja je upisana na svakoj acetilenskoj boci. Npr. težina boce pune acetilena iznosi 76.5 kg, a dara 70.5 kg, što zna i da boca sadrži 6 kg rastvorenog acetilena, odnosno 5520 l jer 1 kg rastvorenog C2H2 daje 920 l acetilena u gasnom stanju (920·6= 5520 l C2H2). Acetilenske boce treba zaštiti od potresa, udara i zagrevanja. Po završetku rada odmah treba zatvoriti ventil boce. U slu aju izlaženja acetilena preko nehermeti nog ventila, bocu nije dozvoljeno upotrebljavati, ve je treba vratiti puniocu C2H2, stavljaju i na bocu karticu sa natpisom "ventil nehermeti an".
1.1.4.2 Redukcioni ventili
Gasovi za zavarivanje (O2 i C2H2) spakovani su u boce pri znatno ve em pritisku nego što su radni pritisci pogodni za zavariva ke radove. Redukcioni ventili, ukratko reduktori, služe da smanje (redukuju) pritisak u boci na radni pritisak i da taj pritisak održavaju na stalnom nivou u toku rada, nezavisno od koli ine gasa u boci i brzine potrošnje gasa. Razlikuju se reduktori za kiseonik i reduktori za acetilen i druge gorive gasove.
Reduktori za kiseonik
Redukcioni ventili za kiseonik mogu biti jednostepeni i dvostepeni. Jednostepeni reduktor za kiseonik prikazan je na slici 7. Kada se otvori ventil na boci, kiseonik dospeva
preko spojne cev ice visokog pritiska (1) u komoru visokog pritiska (2) sa kojom je povezan manometar (3) koji pokazuje pritisak u boci. Pri okretanju vretena (4) udesno, opruga (5) podiže naviše gumenu dijafragmu (pregradu (6)), koja zatim podiže redukcioni ventili (7), u kome je smešten ebonintni epi . U ovako podešen reduktor, kiseonik iz komore visokog pritiska (2) dospeva u komoru niskog pritiska (8) sa kojom je povezan manometar niskog radnog pritiska (9). Pritisak kiseonika se podešava zavisno od toga da li se izvodi zavarivanje ili termi ko se enje. Pošto se odvije ventil (10), kiseonik e iz komore niskog pritiska (8) proticati preko "holendera" (11) i creva do gorionika. Kad se zavarivanje na trenutak prekine, postepeno se pove ava pritisak u komori niskog pritiska (8), te se pregrada (6) savija nadole dok pomo na opruga (12) pritiska redukcioni ventili (7) i prekida dovod kiseonika u komoru niskog pritiska (8). Kad se opet zapo ne zavarivanje smanjuje se pritisak u komori niskog pritiska (8), opruga (5) se rastere uje, podiže naviše pregradu i redukcioni ventili (7) i kiseonik ponovo proti e do uredjaja za zavarivanje. U komori niskog pritiska ugradjen je i sigurnosni ventil, koji u slu aju prekomernog pritiska ispušta kiseonik u atmosferu.
Slika 7. Presek jednostepenog reduktora za kiseonik Slika 8. Shematski prikaz dvokomornog reduktora
Dvokomorni reduktor (sl. 8) ima dva stepena razredjivanja kiseonika: prvi stepen razredjivanja odvija se u komori srednjeg pritiska (1) zbog prodiranja gasa iz komore visokog pritiska (2). To se dešava spontano pošto je položaj zavrtnja (3) podešen od strane proizvodja a reduktora. Drugi stepen razredjivanja (redukcije) kiseonika odvija se u komori niskog pritiska (4). Pomo u vretena (5) zavariva reguliše radni pritisak potreban za zavarivanje ili se enje kiseonikom. Dvostepeni reduktori imaju više tehni kih preimu stava u odnosu na jednostepene, jer efektnije dovode kiseonik i manje su skloni ka zamrzavanju zbog prebrzog odvodjenja kiseonika.

8
Reduktori za acetilen
Acetilenski reduktori (sl. 9a), sli no kao i reduktori za vodonik, azot, argon, ugljen-dioksid, po konstrukciji i principu rada ne razlikuju se od reduktora za kiseonik. Spolja se oni medjusobno razlikuju samo po na inu povezivanja sa ventilom na boci. Na primer, acetilenski ventil povezan je sa ventilom boce pomo u eli ne uzengije (sl. 9b) postavljene odozgo i pritegnute klju em.
a) b)
Slika 9. Redukcioni ventil za acetilen (a) i ventil montiran na boci (b), 1- eli na uzengija, 2- klju
1.1.4.3 Gorionici za zavarivanje
Gorionik (sl. 10) se sastoji iz plamenika i drža a. Plamenici su promenljivi delovi gorionika i biraju se prema debljini zavarivanog materijala (tab. 3). Prema konstruktivnom izvodjenju razlikuju se gorionici niskog pritiska (pacetilena < 0.1 bara) i visokog pritiska (pacetilena > 0.2 bara). Kod prvih, oba gasa (C2H2 i O2) dolaze u komoru za mešanje pod istim pritiskom, a kod drugih koji se još zovu injektorski, kiseonik struji pod pritiskom 2÷3 bara. Zahvaljuju i velikoj brzini strujanja kiseonika, stvara se potpritisak u injektorskom prostoru tako da acetilen biva usisan u gorionik. Danas se uglavnom primenjuju injektorski gorionici.
A C BD
A - plamenik (usnik)B - drza (komora za mešanje)C - ventil za kiseonikD - ventil za acetilen
1 2 3 4
1 - jezgro plamena2 - zona zavarivanja3 - redukuju a zona4 - omota plamena
Plamen
Mlaznicaa) b)
Slika 10. Gorionik za gasno zavarivanje (a) i mlaznica sa plamenom (b)
Tablica 2. Veli ine plamenika za gasno zavarivanje
No 0 1 2 3 4 5 6 7 8
s, mm 0.2÷0.5 0.5÷1.0 1÷2 2÷4 4÷6 6÷9 9÷14 14÷20 20÷30
Maksimalni dopušteni radni pritisak acetilena je 1.03 bara, a minimalni 0.69 bara (u oba slu aja re je o natpritisku). Gorionik treba da bude otporan na povratni udar plamena i samopaljenje; osim toga u toku rada mora da ostvaruje predvidjenu potrošnju acetilena i kiseonika, ime se održava odgovaraju i sastav plamena i konstantan protok navedenih gasova. Kapacitet gorionika definiše koli inu protoka acetilena kroz gorionik u toku jednog sata neprekidnog rada. Kapacitet iznosi 100-1600 l/h, a pritisak 0.1-1.5 bara za acetilen i 2.5-3.0 bara za kiseonik. U slu aju dugotrajnog izvodjenja radova iste vrste i na istim materijalima jednake debljine, upotrebljava se jedan te isti plamenik, te može do i do njegovog ošte enja. Zato u rezervi treba imati nove plamenike ili samo mlaznice (usnike) koje se kupuju kao potrošni materijal. Pri paljenju plamena, na gorioniku treba najpre otvoriti za pola obrta ventil kiseonika, a zatim za tri etvrtine obrta acetilenski ventil i odmah upaliti plamen da ne bi došlo do stvaranja opasne

9
eksplozivne mešavine. Pri gašenju plamena najpre se zatvara ventil acetilena, a odmah zatim kiseonika. Ovog se pravila mora pridržavati svaki zavariva jer time štiti ne samo sebe ve i drugo prisutno osoblje. Spoljašnje delove gorionika, naro ito izlaz mlaznice plamena, iste se od metalnih nalepina prevla enjem ela mlaznice preko komada mekog drveta, a ako se nalepine ne odstrane, može se upotrebiti eli na etka pošto se zagrejani gorionik ohladi u vodi. Uklanjanje nalepina turpijom ne dolazi u obzir jer površina usnika postaje hrapava, što dovodi do taloženja metalnih estica i ubrzavanja ošte enja mlaznice.
1.1.4.4 Osigura i
Osigura i (nepovratni ventili) se ugradjuju da spre e prodiranje kiseonika i povratnog plamena iz komore za mešanje u crevo za acetilen pa i u bocu za acetilen. U stvari, kiseonik koji dolazi u komoru za mešanje pod znatno ve im pritiskom nego acetilen može da se povrati unazad u dovodno crevo acetilena. Ako je plamen ve upaljen, on e se povla iti za kiseonikom tako da se taj povratni udar može širiti do samog izvora gorivog gasa. Tada je zavariva izložen velikoj opasnosti jer povratni udar plamena može lako izazvati eksploziju. Povratni udar plamena uglavnom nastaje zbog malog pritiska kiseonika pri paljenju plamena, za-pušene mlaznice kroz koju isti e smeša gasova, pregrejane mlaznice, nezaptivenih veza pojedinih delova gorionika i sl.
Za spre avanje povratnog plamena koriste se suvi i vodeni osigura i. Suvi osigura obi no se pri vrš uje na redukcioni ventil boce za acetilen s jedne strane, i na crevo za acetilen sa druge strane (vidi sl. 3). Funkcionalna shema suvog i vodenog osigura a data je na slici 11a. Kod suvog osigura a, acetilen pod pritiskom dolazi kroz cev 1, podiže plo icu 2 i dalje kroz priklju ak 3 ide u crevo, odnosno gorionik (sl. 11a). U slu aju udara povratnog plamena, pritisak naglo raste i zatvara plo icu 2, što prekida dovodjenje acetilena. Detaljniji izgled suvog osigura a prikazan je na slici 11c.
1- zid cevi ventila, 2- nastavak za vezu sa crevom, 3- nastavak za vezu sa gorionikom, 4- nepovratni ventil,
5- porozan uložak, 6- opruga, 7- zavrtanj
Slika 11. Shematski prikaz osigura a: suvog (a), vodenog (b) i presek stvarnog suvog osigura a (c)
Vodeni osigura (sl. 11b) se obi no postavlja na cevovod tako da se pri normalnom dotoku aceti-lena, plo ica ventila podiže pa gas kroz vodeni stub odlazi ka gorioniku. Ako se dogodi povratni udar plamena, pritisak iznad vodenog stuba naglo raste, plo ica pada na sedište ventila i time prekida dotok acetilena.
1.1.4.5 Gumena creva
Gumena creva sa tekstilnim ulošcima dovode gasove iz boca do gorionika. Da ne bi došlo do medjusobne zamene, creva su obojena crveno - za acetilen i plavo - za kiseonik. Posmatrano u popre nom preseku može se uo iti da se creva sastoje iz tri sloja:
udarni plamen
normalni protokacetilena
dotokacetilena
voda
plamen
plo ica
3
2
1
a) b)

10
− Spoljašnjeg od gumenog ili neoprenskog materijala otpornog na gorenje, varnice, užarenu trosku, zagrejani metal, atmosferske uticaje, vodu, ozon, i posebno otpornog na habanje pri njegovom vu enju po podu;
− Srednjeg sloja creva koji se naziva uložak, izradjenog od tkanine ili pletene najlonske ili rejonske tkanine, iji je zadatak pove anje vrstine i otpornosti na udar, gnje enje i prodiranje oštrih estica;
− Unutrašnjeg glatkog sloja od neoprenske gume koja je nepropustljiva za gasove.
1.1.4.6 Acetilensko-kiseoni ki plamen
Oblik normalnog plamena C2H2-O2 dat je na slici 12. Plamen se sastoji iz tri zone, tj. jezgra, redukcione zone i omota a. Na samom izlazu iz mlaznice temperatura plamena je oko 300ºC, u srednjem delu jezgra 1000ºC. Najviša temperatura nastaje u redukuju oj zoni, na rastojanju 2-3 mm od jezgra i iznosi oko 3100ºC. U srednjem delu plamena je T 2000ºC.
Slika 12. Plamen C2H2-O2
Oksi-acetilenski plamen može biti: neutralan (O2/C2H2= 1-1.2, redukuju i (O2/C2H2 <1) i oksidišu i (O2/C2H2 > 1.2). Neutralni plamen (sl. 13a), ima brzinu isticanja smeše gasova 100-120 m/s, svetlo jezgro, a namenjen je pre svega za zavarivanje niskougljeni nih i niskolegiranih elika, bakra, olova, cinka i nekih vrsta bronzi. Plamen odnosa O2/C2H2 = 1.0 do 1.2 gotovo ne uti e na osobine osnovnog materijala. Redukuju i plamen (sa viškom acetilena, sl. 13c) ima grubo izduženo jezgro sa širokim i duga kim omota em boje bledo crvene. Sadrži višak acetilena (O2/C2H2 < 1) koji naugljenisava zavariva ko kupatilo; šav je tvrd, krt i esto porozan. Redukuju i plamen sa viškom acetilena 20÷30%, namenjen je za navarivanje strugarskih noževa, burgija, matrica za toplo istiskivanje metala pomo u tvrdih kobaltovih jedinjenja (stelita – Co, Cr, W, C i do 1% Fe). Takodje, pri zavarivanju legura Al-Mg i sivog liva koristi se blago redukuju i plamen.
Slika 13. Vrste oksi-acetilenskog plamena
Oksidišu i plamen (sl. 13b) ima kratko jezgro u vidu oštrog konusa, dok je omota vitak i dug, a boje svetlo-plave. Ovakav plamen služi za zavarivanje mesinga i nekih vrsta bronzi. Za elike ne odgovara jer oksidi rastvoreni u metalu šava smanjuju njegovu jedrinu, ja inu i žilavost. Prema brzini isticanja smeše (O2 + C2H2) iz mlaznice razlikuju se meki, srednji i oštar plamen.

11
Meki plamen ima izlaznu brzinu smeše manju od 100 m/s; plamen je nestabilan, a primenjuje se za zavarivanje visokolegiranih elika, metala sa niskom temperaturom topljenja (Pb, Zn) i za lemljenje; Srednji plamen ima izlaznu brzinu smeše 100÷120 m/s; naj eš e se koristi u svakodnevnoj primeni gasnog zavarivanja; Oštar plamen ima izlaznu brzinu smeše ve u od 120 m/s; zbog velikog dinami kog pritiska gasa dobija se uzburkan rastop što stvara greške u šavu. Potrošnja gasova u oksi-acetilenskom plamenu zavisi od vrste plamena. U neutralnom plamenu odnos koli ine O2/C2H2 teorijski iznosi 1:1. U praksi za injektorske gorionike na jedan deo acetilena dolazi 1.1-1.2 dela kiseonika. Npr. na 100 l acetilena potroši se 110-120 litara kiseonika iz boce. U stvari za potpuno sagorevanje 100 l acetilena potrebno je 250 l kiseonika, s tim što se približno polovina od ove zapremine troši iz okolne atmosfere. Zato se gasno ne sme zavarivati u zatvorenim sudovima, npr. cisternama u kojima nema mogu nosti da se nadoknadi potrošen kiseonik, iji sadržaj može pasti ispod 16%, što ugrožava život zavariva a. Kad sadržaj kiseonika u vazduhu opadne sa normalnih 20% na 16% nastaje otežano disanje i gušenje. Povratni plamen ili proticanje mešavine gasova ka bocama, a ne prema gorioniku može nastati zbog:
− Dodira ela mlaznice sa površinom zavarivanog metala,
− iš enja ela mlaznice sa upaljenim plamenom o tvrdo drvo,
− Pregrevanja mlaznice do temperature iznad 400ºC,
− Zagrevanja komore gorionika iznad 200ºC,
− Prekrivanja ela mlaznice esticama stopljenog metala i
− Odvijanja navrtke koja povezuje plamenik sa ru icom gorionika. Iz razloga bezbednosti važno je znati šta treba uraditi kad nastane povratni udar plamena. U slu aju uvla enja plamena odmah se mora zatvoriti ventil acetilena na gorioniku, a zatim i ventil kiseonika. Ako je gorionik još vru , treba ga uroniti u posudu sa vodom, otvoriti istovremeno ventil za kiseonik na gorioniku da se spre i ulazak vode. Drugo važno pitanje je zašto gasove treba najpre pravilno podesiti i odmah zatim upaliti plamen. Pri otvaranju samo jednog ventila na gorioniku ili otvaranju jednog više nego što treba a drugog manje, dobija se plamen koji nepravilno sagoreva. Mogu nastati teško e pri paljenju i gorenju plamena koje su pra ene izdvajanjem velike koli ine adji.
Pravilno paljenje plamena zapo inje otvaranjem oba ventila na gorioniku: kiseoni nog za najmanje pola obrta a acetilenskog za 3/4 obrta, a završava se paljenjem plamena. Plamen još može biti nepravilan, te ga treba dodatno podesiti pomo u ventila na ru ici gorionika, a ako je i posle toga plamen nepravilno regulisan, to se može prevazi i pomo u reduktora na boci. Pre upotrebe novih creva potrebno ih je produvati od zaštitnog talka i stranih tela, npr. komadi a gume, peska, prašine i tsl. esto se postavlja i pitanje da li se sme acetilensko crevo vezati na bocu za kiseonik u slu aju kad je originalno ošte eno. Odgovor je: nije dozvoljeno koristiti acetilenska creva umesto kiseonikovih, jer su ona prora unata na znatno niži pritisak; stoga bi mogla da prsnu u toku rada i da izazovu nesre u. Osim toga nije dozvoljeno kroz acetilenska creva propuštati kiseonik jer zaostali acetilen može stvoriti eksplozivnu mešavinu gasova.
1.2 Tehnika i tehnologija gasnog zavarivanja
1.2.1 Tehnike gasnog zavarivanja
Razlikuju se tri osnovne metode - tehnike gasnog zavarivanja: a) Zavarivanje ulevo za metale debljine ispod 3 mm, b) Zavarivanje udesno za metale debljine preko 4 mm i c) Zavarivanje na gore za metale svih debljina. Nazivi pojedinih metoda usvojeni su dogovorno i definisani su prema smeru zavarivanja i usmerenosti plamena.
1.2.1.1 Zavarivanje ulevo
Zavarivanje ulevo zasniva se na vodjenju gorionika zdesna ulevo (sl. 14) pri nagibu gorionika (2) pod uglom od 60º (za deblje limove) do 10º (za tanje limove). Dodatni materijal se u toku zavarivanja vodi pod uglom od 45º, i ide ispred gorionika. Plamen rastapa ivice metala, obrazuju i rupicu (3) u donjem delu zavarivanog materijala.

12
Slika 14. Shema zavarivanja metodom ulevo: 1- žica, 2- gorionik, 3- rupica
Da bi zavarivanje teklo pravilno, rupica mora biti održavana za sve vreme rada. To je mogu e pravilnim vodjenjem gorionika, tj. njegovim pravolinijskim kretanjem bez popre nog kla enja. Dodatni materijal se u toku zavarivanja vodi skokovitim kretanjem, tj. podiže se (za kratko vreme) nešto iznad površine zavarivanog metala i pomera napred. Zatim se po obrazovanju rupice žica približava ka zavariva kom kupatilu, a kapljice te nog metala slivaju se sa kraja šava u kupatilo. Te an metal šava ne treba ostaviti bez zaštite plamena, jer se njegove zagrejane ivice brzo površinski oksidišu te se u šav unose oksidi, tj. nemetalni uklju ci. Zavarivanje metodom ulevo ima odredjene prednosti ali i mane. U odlike ove metode možemo ubrojiti relativno lep izgled šava kao i ve u brzinu zavarivanja, pošto plamen gorionika prethodno zagreva ivice zavarivanih limova. U mane se mogu ubrojiti teško e održavanja rupice za vreme zavarivanja, kao i relativno brzo hladjenje šava, što uti e na stvaranje mikropora i zakaljenih zona kod elika sa ve im sadržajem ugljenika.
1.2.1.2 Zavarivanje udesno
Metoda zavarivanja udesno odnosi se na deblje materijale (iznad 4 mm) za koje je potrebna priprema stranica zavisno od debljine na V, Y ili X- žleb. Pri zavarivanju udesno gorionik se vodi pod uglom oko 55º, a žica pod uglom od 45º (sl. 15). Žica ide iza gorionika s leva na desno, a gorionikom se ne izvodi nikakvo popre no kretanje, ve se on vodi ravnomernim pravolinijskim kretanjem duž zavarivanih ivica. Žicom, iji je vrh u kupatilu stopljenog metala, izvodi se popre no kretanje u vidu polukruga ili elipse.
Slika 15. Shema zavarivanja metodom udesno: 1- žica, 2- gorionik, 3- rupica
Metoda zavarivanja udesno primenjuje se za odgovorne zavariva ke radove, naro ito za cevovode koji rade pri visokom pritisku i u teškim radnim uslovima ( este promene temperature i pritiska). U odlike metode udesno spada lakše održavanje rupice, kao i lokalno žarenje šava pomo u plamena koji pri zavarivanju deluje na šav. To zna i da se šav sporije hladi, i da gasovi zahva eni rastopljenim metalom imaju mogu nost da izadju iz zagrejanog šava. Mana je ove metode što se teško održava ravna površina lica šava, kao i što je neophodna manja brzina zavarivanja, jer se plamenom ne predgrevaju stranice žleba. Orijentacioni - zbirni podaci za gasno zavarivanje elika (tehnikama ulevo i udesno), razli itih debljina, dati su u tablici 3.

13
Tablica 3. Zbirni podaci za gasno zavarivanje elika
Debljina zavarivanog materijala, mm
0.2
do
0.5
0.5
do
1.0
1
do
2
2
do
4
4
do
6
6
do
9
9
do
14
14
do
20
20
do
30
Oznaka veli ine
plamenika 0 1 2 3 4 5 6 7 8
Brzina zavarivanja, m/h 26 12 12÷6 6÷3 3÷1
2÷1.3*
2.5÷1.6** 1.8÷1.6 ≈1 ≈1
Protok C2H2,
l/h 60
60÷
100
100÷
230
230÷
400
400÷
600
600÷
1000
1000***÷
1500 ≈1500 ≈1500
Koeficijent iskoriš enja
toplote 0.9 0.88 0.8 0.68 0.5 0.45 0.4 ≈0.4 ≈0.4
* - zavarivanje ulevo ** - zavarivanje udesno *** - za protoke ve e od 1000 l/h koristi se više medjusobno povezanih boca.
Brzina gasnog zavarivanja ve a je od ru nog elektrolu nog za limove do 1.5 mm, za limove debljine 2÷3 mm brzine se izjedna uju, a iznad toga brže se zavaruje elektrolu nim postupcima. Za gasno zavarivanje može se izra unati uneta koli ina toplote, odnosno pogonska ili linijska energija pomo u empirijskog izraza:
13.4, /
1000acetilena
l iz
Vq kJ cm
vη
⋅= ⋅
⋅
(7)
gde su: Vacetilena - protok acetilena u l/h, vz - brzina zavarivanja u cm/s i ηi = 0.27÷0.85 koeficijent iskoriš enja toplote. Vrednosti Vacetilena , vz , ηi , kao i veli ina plamenika usvajaju se iz tablice 3 u zavisnosti od debljine zavarivanog materijala.
Ugao nagiba gorionika
Ugao gorionika u odnosu na površinu zavarivanog materijala ima važan tehni ki zna aj i u velikoj meri uti e na rezultat zavarivanja. Pri zavarivanju tankih limova gorionik se vodi pod manjim uglom, a u skladu sa pove anjem debljine materijala ugao nagiba gorionika raste (sl. 16). Pravilan položaj gorionika olakšava pretapanje materijala po celoj debljini i ubrzava spajanje delova.
Slika 16. Ugao nagiba gorionika za razne debljine metala
1.2.2 Priprema materijala za zavarivanje
Priprema materijala za zavarivanje obuhvata slede e radove:
a) Pažljivo iš enje ivica zavarivanih delova od svih površinskih ne isto a, npr. boja, lakova, smola, ulja, masti, oksida i drugih materija koje znatno otežavaju zavarivanje i pogoršavaju osobine šava,
b) Pažljivo postavljanje delova da se spre i njihovo pomeranje pri zavarivanju,

14
c) Fiksiranje delova bez mogu nosti pomeranja za vreme zavarivanja,
d) Zakošavanje ivica na V, Y ili X-žleb zavisno od debljine,
e) Pripajanje ("heftanje") elemenata po propisanom rastojanju i razmeštaju i
f) Predgrevanje zakaljivih elika radi spre avanja nastanka krtih faza u ZUT-u.
1.2.2.1 Vrste žlebova i šavova
Pri zavarivanju veoma tankih limova (ispod 1 mm) preporu uje se savijanje rubova pod pravim uglom na visini 1-2 debljine zavarivanog materijala (sl. 17a) i stapanje savijenih ivica plamenom gorionika, bez upotrebe dodatnog materijala. Ovaj na in pripreme tankih limova za zavarivanje, iako nije jednostavan i lak, omogu uje izradu spojeva dobrih mehani kih osobina.
Slika 17. Na ini pripreme limova za zavarivanje zavisno od njihove debljine
Limovi debljine 1-4 mm pri jednostranom zavarivanju ne zahtevaju zakošavanje ivica. Ostavlja se ipak razmak izmedju ivica 0.5-3 mm zavisno od debljine (sl. 17b). Limovi debljine do 8 mm mogu se takodje zavarivati bez zakošavanja pod uslovom da zavarivanje bude izvedeno dvostrano, odnosno da postoji mogu nost obrtanja tih delova. Zazor izmedju ivica je 2-3 mm (sl. 17c). Limovi, cevi i profili zakošavaju se u obliku žlebova V, Y, X ili U zavisno od debljine materijala. Delovi debljine 3-12 mm zakošavaju se na V ili Y-žleb sa uglovima 50-60º (sl. 17d). Debljini 12-30 mm odgovara X-žleb (sl. 17e), a iznad 30 mm U ili duplo U-žleb (sl. 17f). Ne treba zaboraviti da žlebovi X i U retko dolaze u obzir za gasno zavarivanje.
1.3 Tehnologija termi kog se enja i srodnih postupaka
1.4 Osnovi se enja kiseonikom
Se enje kiseonikom zasniva se na sagorevanju vrstog metala u struji kiseonika uz pripomo plamena za podgrevanje. elik se zagreva do temperature sagorevanja, na primer 1250-1350°C. Oksidi gvoždja nastali pri se enju imaju temperaturu topljenja oko 1300°C, dok je temperatura topljenja elika oko 1480°C, što omogu uje da oksidi iscure iz proreza i da budu oduvani dinami kim pritiskom mlaza kiseonika. Da bi se metali i legure termi ki rezali moraju da ispune slede e uslove: Uslov 1: Temperatura sagorevanja metala u kiseoniku mora biti niža od njegove temperature topljenja (vidi tab. 4). Uslov 2: Temperatura topljenja oksida metala mora biti niža ili najviše jednaka temperaturi topljenja metala. Uslov 3: Toplota sagorevanja metala treba da bude što ve a, a njegova toplotna provodnost što manja.
Tablica 4. Mogu nost se enja kiseonikom nekih metala
Vrsta metala MtT , ºC MeO
tT , ºC Mogu nost se enja kiseonikom
Ugljeni ni elik 1480 1330 Lako se enje Liveno gvoždje 1200 1330 Teško se enje obi nim gorionikom Bakar 1083 1336 Nemogu e se enje obi nim gorionikom Aluminijum 660 2050 Nemogu e se enje obi nim gorionikom
Hrom 1600 1990 Nemogu e se enje obi nim gorionikom

15
1.4.1 Gorionik za ru no se enje kiseonikom
Gorionik za ru no se enje kiseonikom može biti obi an gorionik koriš en za zavarivanje, na koji se postavlja specijalna mlaznica za se enje (sl. 18).
mlaznica
plamen
rez
2
širina reza
O2 O2+C2H2
Fe3O4+20%Fe oksidi (FeO, Fe2O3, Fe3O4)
Plamenik
MlaznicaVentil O2
za se enjeVentil za O2 Ventil
za C2H2
Priklju akza O2
Priklju akza C2H2Drža
Poluga O2
za se enje
a)
b)
Slika 18. Gorionik za ru no se enje (a) i princip se enja kiseonikom (b)
Mlaznica za se enje završava se konusom u kome su izradjena dva kanala – jedan za predgrevanje i drugi za rezanje; gorionik ima ugradjen ventil kojim se reguliše protok kiseonika za se enje. U kanalu za predgrevanje dospeva mešavina kiseonika i acetilena, a u otvor za se enje (sl. 19), dovodi se kiseonik iji se protok reguliše ventilom. Mlaznice se biraju prema debljini rezanog metala.
Slika 19. Razmeštaj mlaznica u gorioniku za se enje kiseonikom, 1- mlaznica za predgrevanje,
2- mlaznica za se enje
1.4.2 Regulacija plamena za se enje kiseonikom
Posle kompletne pripreme uredjaja za se enje pali se plamen. Pri paljenju plamena otvara se najpre na ru ici ventil kiseonika, a zatim acetilena i pali se plamen za predgrevanje. Taj plamen se reguliše otvaranjem ventila za kiseonik, a posle toga u plamenu obi no ostaje višak acetilena. Potrebno je stoga privijati acetilenski ventil sve dok se ne eliminiše višak acetilena i stabilizuje jezgro, a zatim se podešava ventil kiseonika za se enje. Posle regulisanja plamena može se pre i na se enje.

16
1.4.3 Tok ru nog se enja kiseonikom
Pošto se plamen za predgrevanje pravilno podesi, po inje se sa zagrevanjem ivica se enog materijala do svetlo crvene boje. Posle dostizanja potrebne temperature otvara se ventil koji dovodi kiseonik za se enje i istovremeno se pomera gorionik po liniji se enja. Za olakšanje ru nog se enja, gorionik se obi no postavlja na kolica (sl. 20) koja omogu uju ravnomerno kretanje. Suviše brzo pomeranje gorionika daje neravnomeran rez ili dovodi do prekida se enja, a presporo vodjenje gorionika dovodi do neravnomernog i širokog reza.
Slika 20. Kolica za vodjenje gorionika pri ru nom se enju
1.5 Higijensko-tehni ka i protivpožarna zaštita pri gasnom zavarivanju
1.5.1 Li ne mere zaštite
Preventivne mere odnose se na li nu zaštitu zavariva a i opštu zaštitu. Li na zaštita ostvaruje se pomo u zaštitnog odela i zaštitnih nao ara. U zaštitno odelo spadaju: radni kombinezon, kecelja, rukavice, kamašne, zaštitnici rukava. Potrebna zaštitna oprema zavisi od vrste zavariva kih radova, ali su uglavnom uvek neophodni zaštitno odelo i zavariva ke nao ari. Pri zavarivanju livenog gvoždja na toplo i pri se enju kiseonikom potrebno je imati i druge delove zaštitne opreme definisane merama higijensko-tehni ke zaštite. U svakom slu aju zavariva mora nositi zaštitno odelo, tj. kombinezon koji nije zaprljan uljem i drugim ne isto ama. Odelo ne sme biti iscepano, niti sa spoljašnjim džepovima, gde bi se mogle zadržati metalne varnice i izazvati paljenje odela. Neki delovi zaštitnog odela izradjuju se od kože, ili drugih vatrostalnih materijala. Zaštitne nao ari za gasno zavarivanje i se enje imaju stakla koja se prema stepenu zatamnjenja dele na: svetla, oznake 444 ili 454, srednja, oznake 555 i tamna, oznake 666. Izbor stepena zatamnjenja zavisi od stanja vida izvodja a zavariva kih radova. Osobe sa boljim vidom upotrebljavaju tamnija stakla, a osobe sa slabijim vidom svetlija. U poslednje vreme upotrebljavaju se nao ari sa zatamnjenjem koje se automatski prilagodjavaju svetlosnom izvoru (tzv. "foto-grej" stakla). Takodje i pomo nici zavariva a moraju da nose zaštitne nao ari. Zabranjena je upotreba nao ara nepoznatog porekla kao i nao ara za sunce. Osobe koje izvode ili posmatraju izvodjenje zavariva kih radova treba da znaju da svetlosni zraci mogu biti vidljivi (od crvenih do ljubi astih), kao i nevidljivi (ultraljubi asti i infracrveni). Za vidljivo zra enje ljudske o i su biološki prilagodjene, pod uslovom da ja ina zra enja ne prekora i dopuštene granice. Suprotno tome, naše o i ne podnose dejstvo ultraljubi astog i infracrvenog zra enja koje nastaje pri zavarivanju. Naro ito je opasno infracrveno zra enje koje dovodi do zapaljenja vežnja e, tj. sluzokože koja pokriva s unutrašnje strane o ne kapke i prednji deo o ne jabu ice. Zapaljenje vežnja e u medicini se naziva konjuktivitis. Zaštitna obojena stakla smeštena su u bakelitni okvir, a spolja se preko opti kog stakla postavlja obi no belo staklo. Njegova je uloga da zaštiti obojena stakla od prskotina stopljenog metala i tako im produži radni vek i vreme upotrebe do iš enja.
1.5.2 Opšte mere zaštite
Opšta zaštita odnosi se na pravilno rukovanje zavariva kim uredjajima i opremom. Pre svega re je o bocama za tehni ke gasove, redukcionim ventilima, crevima za tehni ke gasove, gorionicima i mlaznicama. Nije dozvoljeno redukcione ventile postavljati jedan prema drugom (sl. 21).

17
a) b)
Slika 21. Položaj redukcionih ventila na bocama za acetilen i kiseonik: a- pogrešno i b- ispravno
Teži gasovi od vazduha (kiseonik i propan) padaju na pod, a lakši (acetilen) se skupljaju u krovnoj konstrukciji ili odlaze u atmosferu (sl. 22).
Slika 22. Mesto isticanja nekih gasova
Boce se smeju puniti samo gasovima za koje su namenjene. Nije dozvoljeno da se npr. boce namenjene za kiseonik pune komprimovanim vazduhom, vodonikom ili drugim tehni kim gasovima. Pri transportu boca treba postupati pažljivo da ne dodje do udara i potresa, a kad je re o ru nom prenošenju boca zabranjeno je bacanje ili kotrljanje. Kad se boce ne koriste za zavarivanje, na njima mora biti postavljena zaštitna kapa. Posebno, boce za kiseonik ne smeju do i u dodir sa uljem, jer komprimovani kiseonik pod natpritiskom preko 30 bara u dodiru sa uljem i mastima izaziva eksploziju. U slu aju požara u radnoj prostoriji neophodno je odmah boce izneti iz ugrožene zone. Pregrejane boce treba hladiti vodom i ako je to mogu e moraju se brzo odviti ventili na bocama. Boce za kiseonik i za acetilen u toku rada treba držati u vertikalnom položaju ili pod nagibom ne ve im od 45º (naro ito acetilensku bocu) uz obezbedjenje od povišenja temperature. U toku rada, na acetilenskoj boci uvek mora da stoji klju da bi se odmah u slu aju požara, zaustavio dotok acetilena. U slu aju da se upali acetilen na samom izlazu iz boce, potrebno je odmah ugasiti plamen azbestnom asurom i zatvoriti ventil na boci, a zatim bocu ohladiti vodom. Ako i kod ohladjene boce pritisak nadmaši 15 bara, potrebno je izneti crevo van prostorije i ispustiti višak acetilena. Takodje, može do i i do samopaljenja gasa u reduktoru na boci za kiseonik. Uzrok samopaljenja je prisustvo ulja na pojedinim delovima reduktora i naglo otvaranje ventila na boci što dovodi do brzog porasta pritiska i zagrevanja reduktora. Ulje se pali pri temperaturi 80-100ºC. U slu aju samopaljenja gasova u reduktoru, dolazi do brzog zagrevanja, te je neophodno odmah zatvoriti ventil na boci, a reduktor hladiti vodom.

18
a) b)
Slika 23. Vešanje gorionika: a- pravilno i b- pogrešno
Zabranjeno je prebacivati creva za gasove preko boce (sl. 23), posebno kad gori plamen. Tako se može pregrejati boca i nastati eksplozija. Osim toga, gorionik može da padne na pod i da upali creva ili druge zapaljive materije i izazove eksploziju ili požar.
U slu aju povratnog udara plamena potrebno je odmah zatvoriti ventile na ru ici gorionika; prvo acetilenski ventil, a zatim kiseoni ki. Ako je gorionik zagrejan treba ga zagnjuriti u vodu (sl. 24) i otvoriti ventil za kiseonik da se spre i prodiranje vode u gorionik. U toku zavarivanja ponekad se javlja povremeno pucketanje u gorioniku, što je posledica zaprljanosti ili loše regulisane smeše gasova, niskog pritiska kiseonika ili acetilena kao i malog udaljenja jezgra plamena od zavarivanog metala ili zaostale vode u crevima. Pored povremenog pucketanja, nastaje katkad i neprekidno pucketanje plamena izazvano preteranim zagrevanjem plamenika. Rešenje je da se odmah prekine zavarivanje i gorionik uroni u vodu sa otvorenim ventilom za kiseonik. Ve je spomenuto da nije dozvoljeno upotrebiti acetilenska creva umesto kiseoni kih, jer su prva prora unata
za znatno niži pritisak, te bi mogla pu i u toku rada i izazvati nesre u. Sem toga pri zameni creva može nastati eksplozivna smeša stvorena od gasova zadržanih u crevima. Mogu i uzrok požara može biti i nehermeti nost spojeva creva bilo na reduktoru boce ili i gorioniku. Propustljivost tih spojeva kontroliše se nanošenjem sapunice ili potapanjem creva u vodu (sl. 25) i naknadno upaljenim plamenom. Posebne mere treba preduzeti pri reparaturnom zavarivanju sudova u kojima su bile gorive materije, npr. benzin, nafta ili ulje. Tragovi ovih materija, usled zagrevanja pri zavariva kim radovima, mogu se zapaliti ili pre i u gasovito stanje i pomešati se sa vazduhom i obrazovati eksplozivnu smešu opasnu za zavariva a i okolinu. Stoga se rezervoari za lako zapaljive te nosti smeju zavarivati samo posle pažljivog i dugotrajnog produvavanja vodenom parom ili nezapaljivim gasom, npr. azotom. Ako ovakvo produvavanje nije mogu e, potrebno je rezervoar više puta puniti vodom i prazniti ga, i na kraju dobro oprati. Zatim se rezervoar obr e tako da se ošte eno mesto nadje sa gornje strane, pošto je prethodno na otvor u vrš ena vertikalna cev ica koja povezuje rezervoar sa atmosferom. Ako bi unutar rezervoara došlo do porasta pritiska, obrazovani gasovi mogu iza i iz rezervoara kroz uba enu cev icu. Posle ovakve pripreme može se obaviti bezbedno zavarivanje. Navedene pripreme treba preduzeti ak i kada su rezervoari za lako zapaljive materije godinama bili prazni i otvoreni. Zabeleženo je više nesre nih slu ajeva kad su prazna burad za benzin eksplodirala još pri bušenju otvora na buretu.
a) b)
Slika 25. Kontrola hermeti nosti: a) gumenih creva, b) spoja creva sa gorionikom; 1- boca, 2- reduktor, 3- manometar, 4- creva, 5- gorionik, 6- sud sa vodom
Slika 24. Hladjenje
gorionika u vodi

19
Pri zavarivanju ili se enju u velikim zatvorenim sudovima (npr. u kotlovima, rezervoarima ili cevima velikog pre nika) potrebno je obezbediti dovodjenje svežeg vazduha i odvodjenje vazduha zagadjenog sagorelim gasovima. Pri ovakvim radovima obavezna je pismena naredba o prisustvu pomo nika zavariva a i kontrolnog lica odredjenog od strane neposrednog rukovodioca. Nikako se ne sme upotrebiti kiseonik iz boce za provetravanje zatvorenih sudova. Pri tome može nastati eksplozivna mešavina i zasi enje odela zavariva a kiseonikom, odnosno eksplozivno sagorevanje izazvano varnicom pri zavarivanju. Ugljena prašina u vazduhu (npr. u stovarištu uglja, toplanama, termo-elektranama) ili brašno u mlinovima mogu takodje da izazovu eksploziju ili požar. Lako zapaljive materije u blizini mesta zavarivanja (drvo, ugalj, ugljena prašina, brašno) treba obilno zaliti vodom u pre niku najmanje 5 m ili dobro pokriti vatrostalnim materijalima. Pošto se završi zavarivanje, potrebno je još jednom sve politi vodom i kontrolisati da nisu zaostale užarene estice.
1.5.3 Trovanje pri zavarivanju
Pri zavarivanju bakra, cinka, olova, aluminijuma i njihovih legura obrazuju se metalne pare koje su štetne po zdravlje zavariva a. Zato navedene metale treba zavarivati u velikim, visokim i dobro provetrenim prostorijama. Ne treba se naginjati ka mestu zavarivanja, da bi se umanjilo udisanje štetnih isparenja. Pri zavarivanju u zatvorenim prostorijama neophodna je usisna i izduvna ventilacija pomo u dva ventilatora sa najmanje tri izmene vazduha na sat. Posebno su štetne olovne i cinkane pare, pa je pri zavarivanju legura koje sadrže ove metale neophodno ne samo opšte provetravanje ve i primena zaštitne maske na mestu zavarivanja. U slu aju trovanja parama metala javljaju se teško e pri disanju, glavobolja, zamra enje vida, kao i porast telesne temperature. Rad se mora odmah prekinuti, a povredjeno lice mora se izneti na svež vazduh i ostaviti u leže em položaju. Obi no posle odmora u toku jednog ili dva dana teško e prolaze. Štetno deluju i zaštitne boje i lakovi naneti na zavarivane delove. Ako nije mogu e potpuno iš enje metala, zavariva mora nositi zaštitnu masku, a iznad mesta zavarivanja mora se postaviti usisni levak sa ugradjenim ventilatorom. Ovi levkovi povezani su savitljivim crevima, te se mogu premeštati, odnosno dovoditi u najpovoljniji položaj za zaštitu zavariva a.
1.5.4 Protivpožarna zaštita
Nije dozvoljeno držanje u zavariva nici lako zapaljivih materijala. Takodje se ne sme zadržavati sme e, krpe ili papir jer varnice metala mogu da ih zapale i izazovu požar.
Slika 26. Presek aparata za gašenje požara: a) aparat sa penom; 1- te nost za gašenje, 2- posuda sa kiselinom pokrivena membranom, 3- ru ica za aktiviranje, 4- izduvna cev ica, 5- osigura , b) aparat sa suvim ledom; 1- te ni CO2, 2- izduvna cev, 3- to ki ventila, 4- sifonska cev ica, c) aparat sa praškom; 1- prah za gašenje,
2- eli na boca sa sabijenim CO2, 3- cev ica za dovod CO2 do praška, 4- sigurnosni ventil, 5- zatvara
Zavariva nice moraju da budu opremljene sredstvima za zaštitu od požara kao što su: lopate, merdevine, kofe, sanduci sa peskom, i aparati za gašenje požara. Za gašenje uredjaja koji su pod elektri nim naponom smeju se upotrebiti samo aparati sa CO2 (suvi led) i te nosti na bazi hlora i broma. U drugim slu ajevima za gašenje požara koristi se voda ili aparati sa penom (sl. 26). Danas se za gašenje požara upotrebljavaju takodje i aparati punjeni te nostima na bazi hroma ili broma veoma niske temperature isparavanja, koja pri gašenju obrazuje negorive pare nekoliko puta teže od vazduha.

20
Izveštaj o vežbi br. 1
Naziv vežbe: GASNO ZAVARIVANJE
R. br.
Parametri zavarivanja – broj probe
1- Prirubno zavarivanje
2 – Su eono zavarivanje
3 – Su eono zavarivanje
4- Lemljenje
Vrsta (oznaka)
0147 0147 0147 0147
Standard JUS JUS JUS JUS 1. Osnovni materijal
Dimenzije, mm
s= 1 mm s= 1 mm s= 5 mm s= 1 mm
Vrsta (oznaka)
bez DM VP 37 VP 37 Mesing
Standard - JUS
C.H3.051/81 JUS
C.H3.051/81 - 2. Dodatni
materijal
Dimenzije, mm
- Ø 1.5 mm Ø 3 mm Ø 2 mm
3. Veli ina plamenika N0 1 N0 1 N0 4 N0 2
4. Vrsta plamena neutralni neutralni neutralni neutralni
5. Položaj zavarivanja (tehnika)
- H - ulevo H - udesno H - ulevo
6. Vrsta žleba (skica)
u boci, bar 150 150 150 150 7.
Pritisak kiseonika
radni, bar 1.5 1.5 1.5 1.5
u boci, bar 15 15 15 15 8.
Pritisak acetilena
radni, bar 0.8 0.8 0.8 0.8
9. Ocena kvaliteta izvedenog spoja
zadovoljava zadovoljava zadovoljava zadovoljava
10.
Napomena:

1
22.. UURREE AAJJII II DDOODDAATTNNII MMAATTEERRIIJJAALLII ZZAA RRUU NNOO EELLEEKKTTRROOLLUU NNOO ZZAAVVAARRIIVVAANNJJEE –– vveežžbbaa bbrr.. 22 ((DDrr VVuukkii LLaazzii ,, vvaannrr.. pprrooff..))
2.1 Ru no elektrolu no zavarivanje (REL)
REL se svrstava u postupke zavarivanja topljenjem, pomo u toplote koja se osloba a u elektri nom luku. Zaštita rastopa od štetnog delovanja gasova iz vazduha (O2, N2) ostvaruje se pomo u obloge (topitelji, troska, gasovi). Zavaruju se ugljeni ni, nisko i visokolegirani elici, SL, legure Ni, Cu, Al, debljine 1 do 100 mm. Struja zavarivanja može biti jednosmerna ili naizmeni na, ja ine 25-450 A, radnog napona 15-40 V, i brzine zavarivanja do 120 mm/min.
REL-zavarivanje po inje uspostavljanjem elektri nog luka izme u vrha elektrode i osnovnog materijala. Luk topi ivice osnovnog materijala i elektrodu i stvara metalno kupatilo zašti eno od vazduha slojem troske i gasovima, sve stvoreno topljenjem i sagorevanjem obloge. U toku rada, zavariva spušta elektrodu ka osnovnom materijalu, održavaju i rastojanje približno jednako pre niku njenog jezgra. Kada se elektroda toliko potroši da ostane oko 50 mm, luk treba prekinuti, obiti trosku sa položenog zavara, te zavarivanje nastaviti novom elektrodom.
Osnovni parametri REL-zavarivanja su: pre nik elektrode (jezgra), ja ina struje zavarivanja, radni napon, dužina luka i brzina zavarivanja.
Pre nik elektrode bira se prema debljini zavarivanog materijala, obliku, dimenzijama i položaju zavarenog spoja. Obi no se za koreni zavar (prvi "valj i ") uzima elektroda ∅3.25 mm, ili manja a za ostale zavare elektroda ve eg pre nika.
Ja ina struje zavarivanja bira se zavisno od pre nika elektrode i tipa obloge (kisele, bazi ne, rutilne), odnosno usvaja iz preporuka proizvo a a, koji daje minimalne i maksimalne vrednosti. Ispod minimalne ja ine struje, luk je nestabilan a iznad maksimalne obloga se pregreva i kruni pa se žica može ogoliti. Za horizontalan položaj zavarivanja usvajaju se maksimalne preporu ene ja ine struje, za vertikalan srednje, a iznad glave minimalne. Vi an zavariva može da zapazi da li je ja ina struje pravilno izabrana prate i na in topljenja elektrode, oblik metalnog kupatila i oblik "gusenice" (položenog zavara).
Na kvalitet šava bitno uti e održavanje stalne dužine luka i brzine zavarivanja. Da dužina luka ne bi rasla pri topljenju elektrode i time se pogoršavala stabilnost luka i zaštita rastopa, zavariva mora da primi e elektrodu brzinom kojom se ona topi (linearna brzina topljenja). Pri prili no velikoj brzini zavarivanja dobija se uska gusenica i nedovoljno stapanje ivica osnovnog materijala, te mogu nastati "hladni" spojevi i porozni šavovi budu i da se metalno kupatilo brzo hladi pa rastvoreni gasovi ostaju zarobljeni u metalu šava. Mala brzina zavarivanja dovodi do pregrevanja materijala i prelivanja troske ispred metalnog kupatila, što može da stvori uklju ke troske u šavu. Tako e se pove avaju sopstveni naponi i deformacije, što dalje pogoršava mehani ke osobine zavarenog spoja.
Osnovni energetski parametri elektrolu nog zavarivanja (U, I, vz) me usobno su povezani pomo u linijske energije zavarivanja:
kJ/cm,v
IU=q i
zl η⋅
⋅
⋅
1000 (2.1)
koja mora biti približno konstantna duž celog šava; ql se još zove i pogonska energija zavarivanja, a i - stepen iskoriš enja toplotne energije.
2.1.1 Ure aji za REL-zavarivanje (transformatori i ispravlja i)
Razlikuju se ure aji koji daju jednosmernu ( ) ili naizmeni nu (~) struju zavarivanja direktnim uklju ivanjem u elektri nu mrežu i zavariva ki agregati, tj. generatori jednosmerne ili naizmeni ne struje sa pogonom pomo u benzinskih ili dizel motora, odnosno elektromotora. Svi izvori struje zavarivanja treba da imaju mogu nost regulisanja ja ine izlazne struje (zavisno od debljine, vrste materijala i tsl.) i pogodnu stati ku, odnosno strujno-naponsku karakteristiku. Za ru ne postupke zavarivanja (REL, TIG) najviše

2
odgovaraju izvori sa opadaju om stati kom karakteristikom. Suprotno tome, mehanizovanim postupcima za-varivanja (MAG, MIG, EPP)∗ više odgovaraju izvori sa ravnom strujno-naponskom karakteristikom.
Izvor naizmeni ne struje - zavariva ki transformator sastoji se iz sopstvenog transformatora i regulatora struje. Primarni namotaj priklju uje se na monofaznu mrežu ili na dva provodnika trofazne mreže, dok se
izlazni napon može regulisati promenom indu-ktivnosti (sl. 2.1a) ili promenom rastojanja izme u primarnog i sekundarnog namotaja transformatora (sl. 2.1b). Na transformatoru za zavarivanje, tj. na njegovoj natpisnoj plo ici nalazi se slede i simbol:
Izvori jednosmerne struje za zavarivanje dele se na pretvara e i ispravlja e.
Pretvara i su u stvari generatori jednosmerne struje spregnuti sa odgovaraju im pogonskim moto-rom. Danas se više primenjuju ispravlja i - lakši su, ne stvaraju buku, jednostavniji su za održavanje. Ipak, pretvara i su još uvek nezamenljivi u nekim slu ajevima, kao na primer: zavarivanje na terenu gde nema elektri ne mreže, zavarivanje cevi ve eg pre nika (regulisanje napona nezavisno od strmosti karakteristike) i zavarivanje u uslovima velikog
variranja mrežnog napona. Ispravlja ki ure aji se sastoje iz transformatora, zatim induktivnih namotaja u kolu naizmeni ne struje i
ispravlja kog sklopa. Pomo u induktivnih namotaja dobija se opadaju a strujno-naponska karakteristika na izlaznim priklju cima ure aja za zavarivanje.
Razlikuju se ispravlja i sa opadaju om stati kom karakteristikom i sa ravnom karakteristikom. Osim toga izra uju se i mati ni ispravlja i namenjeni za više zavariva kih mesta. Ispravlja ki zavariva ki ure aji sadrže na natpisnoj plo ici slede i simbol:
Izvori napajanja sa transformatorom i ispravlja em mogu imati posebne priklju ke za zavarivanje kako sa jednosmernom tako i sa naizmeni nom strujom. Ovi kombinovani ure aji uglavnom su monofazni i ozna avaju se slede im simbolom:
Savremeni izvori napajanja elektri nog luka za zavarivanje izra uju se primenom poluprovodni kih elemenata, koji omogu uju da se dobije unapred programirana strujno-naponska karakteristika, što je veoma bitno da se, pove anjem ja ine struje popuni završni krater kod automatskih postupaka zavarivanja. Takvo upravljanje parametrima zavarivanja zove se sinergi no.
2.1.2. Odre ivanje stati ke karakteristike izvora
Tipska ispitivanja obavlja proizvo a na jednom zavariva kom ure aju pa rezultate upisuje na sve ure aje datog tipa. Bez obzira na to, mogu se obaviti i pojedina na ispitivanja radi utvr ivanja napona praznog hoda, stati kih karakteristika i drugih veli ina, koje se sve porede sa tipskim vrednostima (JUS N.H1.0304 i N.H9.201).
∗ MAG - zavarivanje u zaštiti CO2; MIG - u zaštiti Ar; EPP - pod prahom
a) b)
Slika 2.1 Zavariva ki transformator: a) sa pokretnim jezgrom, b) sa pokretnim primarom

3
U cilju odre ivanja strujno-naponske karakteristike potrebno je, u zatvoreno strujno kolo povezati izlazne priklju ke izvora i uravnotežavaju i omski otpornik, prema slici 2.2a. za jednosmernu i slici 2.2b. za naizmeni nu struju. Napon praznog hoda U0 meri se pri otvorenom sekundarnom kolu, a struja kratkog spoja bez otpora R.
A
V
+ -
voltmetar
otpornikampermetar
izvor struje
A
V voltmetar
otpornikampermetar
izvor struje
a) b)
Slika 2.2 Sheme za odre ivanje stati ke karakteristike izvora
Za ravnotežno optere enje zavariva kog strujnog kola može se koristiti klizni ili vodeni otpornik (sl. 2.3). Ovaj se sastoji iz rezervoara sa vodenim rastvorom (3%) NaCl ili NaOH (slab rastvor) i pokretne plo e koja je zagnjurena u elektrolit. Jedan od provodnika, sa izlaznih kontakata izvora, vezuje se za rezervoar sa rastvorom a drugi za pokretnu plo u. Promenom dubine zagnjurivanja varira se elektri ni otpor, o itavaju odgovaraju e vrednosti U, I i tako se dobijaju podaci za crtanje dijagrama datih na slikama 2.4 i 2.5. Na slici 2.4 date su elektri ne veli ine za ispravlja e sa opadaju om, a na slici 2.5 sa ravnom stru-jno-naponskom karakteristikom. U ameri koj literaturi kaže se da je re o ure ajima sa konstantnom strujnom (sl. 2.4) i ure ajima sa konstantnim naponom (sl. 2.5). Svi zavariva ki transformatori gotovo bez izuzetka imaju opadaju u strujno-naponsku karakteristiku, dok kod izvora jednosmerne struje ona može biti bilo opadaju a ili ravna.
Pored strujno-naponskih karakteristika izvora unete su na slikama 2.4 i 2.5 i stati ke karakteristike elektri nog luka (prava 6 na slici 2.4 i prava 3 na slici 2.5) koje odgo-varaju ru nim i mehanizovanim postupcima zavarivanja. Preseci stati ke karakteristike luka i strujno-naponske karakteristike izvora odre uju grani na podru ja regulacije
energetskih parametara zavarivanja. Više strujno-naponskih karakteristika odgovaraju razli itim ja inama struje zavarivanja koje se biraju pomo u posebnog regulatora na ure aju.
prov
odni
ci
Slika 2.3 Vodeni otpornik

4
U
I
1
2
3 4
5
6
7 8 9
1 - najniži napon praznog hoda2 - najviši napon praznog hoda3 - nazivni radni napon4 - donja granica podru ja regulacije5 - gornja granica podru ja regulacije6 - standardni radni napon izvora za zavarivanje7 - trajna struja zavarivanja ( X=100% )8 - nazivna struja zavarivanja pri nazivnom ru nom zavariva kom radu ( X=60% )9 - najve a struja zavarivanja pri ru nom zavariva kom radu ( npr. X=35% )
23
4
56
7 8
U
I
1 - najviši napon praznog hoda2 - gornja granica podru ja regulacije3 - standardni radni napon strujnog izvora za zavarivanje4 - nazivni radni napon5 - najniži napon praznog hoda6 - donja granica podru ja regulacije7 - trajna struja zavarivanja ( X=100% )8 - nazivna struja zavarivanja pri nazivnom zavariva kom radu ( X=60% )
1U0 max
U0 min
Ik min
Slika 2.4 Opadaju a strujno-naponska karakteristika (konstantna struja)
Slika 2.5 Ravna strujno-naponska karakteristika (konstantan napon)
Stati ka karakteristika luka je zavisnost napona luka od ja ine struje Ul = f (Il), pri odre enoj konstantnoj dužini luka (l = const).
Na strujno-naponskoj karakteristici izvora, osim struje kratkog spoja Ik i napona praznog hoda U0 - merenom pri prekinutom luku, zna ajan je nagib u radnoj ta ki:
αtg=dI
dU=s (2.2)
Fizi ki smisao nagiba je trenutni otpor u zavariva kom kolu (R = U/I). Kada je nagib veliki, struja zavarivanja se neznatno menja pri promeni dužine luka, što je pogodno kod ru nih postupaka elektrolu nog zavarivanja (REL, TIG). Kao pokazatelj te pogodnosti uzima se nagib, tj. tangentni ugao u radnoj ta ki. Budu i da matemati ki oblik spoljne karakteristike nije poznat, taj nagib se odre uje zamenom dela krive tangentom:
U-I
U-U=I
U=s
12
12
Δ
Δ− (2.3)
gde su: U1, I1 i U2, I2 - koordinate krajnjih ta aka posmatranog odse ka u okolini radne ta ke. Iz strujno-naponske karakteristike izvora o itavaju se:
- napon praznog hoda U0, V;
- struja kratkog spoja Ik, A;
- promena struje zavarivanja Ir kada se promeni dužina luka;
- odnos U0/Ur i Ik/Ir.
Sama strujno-naponska karakteristika nije dovoljna za procenu svih osobina zavariva kih izvora, ve služi za uzajamno upore ivanje ure aja i njihovu pravilnu primenu za date uslove rada. Za procenu ele-ktri nih osobina izvora, potrebno je pored stati ke odrediti i dinami ku karakteristiku. Ona se dobija

5
oscilografskim metodama u stvarnim uslovima zavarivanja. Rezultati, tj. oscilogrami snimljeni na svetlosno osetljivom papiru, daju se u koordinatnom sistemu U-t i I-t, gde je t, vreme u s.
2.1.3 Dodatni materijal (elektrode) za REL-zavarivanje
Danas se uglavnom primenjuju obložene elektrode dok su gole i sr aste gotovo napuštene izuzev grafitnih koje se primenjuju uglavnom za se enje a re e za zavarivanje. Gole elektrode su eli ne žice dužine 200 do 450 mm, koje pored C, Si i Mn sadrže pove ane koli ine dezoksidatora - ferolegura. Gasovi iz vazduha se pri zavarivanju golim elektrodama prekomerno rastvaraju u metalu šava tako da je on porozan, r avih mehani kih osobina i niske žilavosti. Zavariva i po etnici najpre se obu avaju da rade sa ovim elektrodama kojima je teško zavarivati. Sr aste (cevaste) elektrode su punjene uglavnom metalima-dezoksidatorima. Docnije, razvojem zavarivanja u zaštiti CO2 (MAG-postupak) uveden je dodatni materijal i u obliku punjenih žica.
Obložena elektroda (sl. 2.6) sastoji se od metalnog jezgra i obloge. Elektrode se dele:
a) prema stepenu legiranja na:
- niskolegirane,
- srednje legirane,
- visokolegirane.
b) prema stepenu debljine obloge (f = D/d) na:
- tanko obložene f < 1.2,
- srednje obložene 1.2 f < 1.4,
- debelo obložene f 1.4.
v) prema nameni:
- za zavarivanje,
- za navarivanje,
- za se enje,
- za žlebljenje.
Sve obložene elektrode pogodne su za zavarivanje jednosmernom strujom, a samo neke za zavarivanje naizmeni nom strujom.
D
L
d
l1 l2
Slika 2.6 Obložena elektroda
Osnovna uloga obloge je da zaštiti rastop od spoljne atmosfere, da stabilizuje luk, da pre isti metal šava, da legira šav i da produži vreme hla enja šava (uspori hla enje).
Obloga se topi u luku zajedno sa jezgrom i stvara gas CO2 koji potiskuje O2, N2 iz zone zavarivanja. Zaštitni gas CO2 stvara se dvojako: razlaganjem karbonata (CaCO3, MgCO3) i sagorevanjem celuloze iz obloge. Razlaganje nastaje na visokim temperaturama (oko 850°C) prema reakciji:

6
2323 , COMgOMgCOCOCaOCaCO +→+→ (2.4)
Stabilnost luka (lako uspostavljanje i održavanje luka) se pove ava pomo u elemenata u oblozi koji imaju niži potencijal jonizacije od gvož a. To su K, Na, Ca, pojedina no ili u kombinaciji, što naro ito olakšava zavarivanje naizmeni nom strujom.
Pre iš avanje (od FeS, FeO) ide po hemijskim reakcijama:
)( + || )( + || troskaCaSFeOCaOFeS → (2.5)
)( )( + || 22 troskaSiOFeOSiOFeO ⋅→ (2.6)
)( )( + || 22 troskaTiOFeOTiOFeO ⋅→ . (2.7)
Gornje jedna ine pokazuju da se štetno jedinjenje FeS iz metala šava najpre prevodi u FeO (pomo u CaO iz troske), a zatim se ovaj štetan oksid difuznom dezoksidacijom prevodi u trosku. Ako u oblozi nema dovoljno SiO2 i TiO2 nastaje reakcija:
COFeCFeO + = + , (2.8)
koja dovodi do poroznosti (CO zarobljen u šavu) i pada ja ine jer se u metalu šava smanjuje % C. Kada se u šav (preko obloge) uvede dezoksidator (feromangan, ferosilicijum, ferotitan) ne nastaje reakcija sa ugljenikom ve sa Mn, Si, Ti iji oksidi prelaze u trosku. Pri zavarivanju Cu dezoksidatori su Zn i P.
Legiranje preko sastojaka obloge (Mn, Cr, Mo) omogu uje da se jezgro elektrode pravi od jevtinih i lakše obradljivih niskougljeni nih elika, a da se sastav obloge podešava prema osnovnom materijalu. Zahvaljuju i tome, mogu e je izraditi elektrode razli itih namena od iste žice.
Kada je žica istog hemijskog sastava kao i osnovni materijal, legiranje preko obloge nije potrebno. To je slu aj kod elektroda za zavarivanje elika otpornih na koroziju i obojenih metala.
Brzina hla enja rastopa i šava smanjuje se zahvaljuju i najpre te noj, a potom o vrsloj troski koja pliva iznad rastopa.
Elektrode se, prema metalurškim karakteristikama obloge dele na slede e tipove: kisele (oksid gvož a); kiselo-rutilne, bazi ne, celulozne, oksidne, rutilne (srednja debljina obloge), rutilne (debela obloga) i druge tipove obloga.
Kisele obloge (A) sadrže gvož e-okside, mangan-okside ili silicijum-okside i visok procenat feromangana i (ili) drugih dezoksidatora. O vrsla troska je u obliku p elinjeg sa a i lako se uklanja. Može se primeniti naizmeni na i jednosmerna struja u svim položajima zavarivanja, mada su posebno pogodne za horizontalan položaj.
Kiselo-rutilne (AR) elektrode sli ne su prethodnim s tim što u oblozi sadrže do 35% prirodno nastalog oksida titan-rutila (TiO2).
Bazi ne elektrode (B) sadrže u oblozi znatne koli ine kalcijum-karbonata ili drugih bazi nih karbonata kao i kalcijum-fluorida (fluorita CaF2). Obloge ovih elektroda jako su higroskopne, pa se moraju uvati na suvom ili se pre upotrebe suše zagrevanjem u pe i na temperaturi od 350°C, zadržavanjem 2.5 h na toj temperaturi i zatim se hlade do 100°C i stavljaju u posudu konstantne temperature 100°C, iz koje se i uzimaju za zavarivanje. Tako se, uz druge mere, sadržaj vodonika u metalu šava može svesti na manje od 10 ml/100 g. Dozvoljena vlaga od 0.3% u bazi nim elektrodama daje 6 cm3/100 g metala šava. Na smanjenje difundova-nog vodonika u metalu šava uti e i hemijska reakcija:
HFCaOOHCaF 2 + + 22 → , (2.9)
pri emu CaO ide u trosku a gas fluorovodonik (HF) u spoljnu atmosferu. Troska je staklastog izgleda i lako se skida sa o vrslog zavara. Bazi ne elektrode se vezuju za + pol izvora, mada postoje i odre ene vrste bazi nih elektroda za zavarivanje naizmeni nom strujom.
Celulozne elektrode (C) sadrže u oblozi velike koli ine organskih materija (strugotina, drveno brašno) ijim sagorevanjem u elektri nom luku nastaje zaštitni gas. Odlikuju se velikom dubinom uvarivanja i do 70%
ve om nego pri zavarivanju drugim elektrodama, ali njihova je mana velika koli ina difundovanog vodonika.

7
Zato ne odgovaraju za elike povišene ja ine. Pogodne su za zavarivanje cevi ve eg pre nika i za radove u prinudnim položajima (vertikalnom, horizontalno-vertikalnom i iznad glave). Troska je tanka i lako se skida.
Oksidne elektrode (O) imaju debelu oblogu pretežno od gvož e-oksida sa ili bez mangan-oksida. Troska je snažan oksidacioni medijum, što dovodi do sagorevanja legiraju ih elemenata, odnosno do umanjenja sadržaja ugljenika i mangana u metalu šava. Šav je lepog izgleda, troska lako odstranjiva esto sama od sebe, ali mehani ke osobine šava su r ave. Stoga se ove elektrode primenjuju za zavarene spojeve kojima je važnija estetika nego vrsto a.
Rutilne elektrode (R) se danas najviše primenjuju i u oblozi sadrže veliku koli inu rutila ili minerala na osnovu titan-oksida. Obloga srednje debljine sadrži do 15% celuloznih materija a obloga velike debljine (RR) do 5% celuloznih materija. Mogu se primenjivati za zavarivanje kako jednosmernom tako i naizmeni nom strujom. Zbog velike koli ine difundovanog vodonika (celulozne materije) ne primenjuju se za zavarivanje elika povišene ja ine i delove velike debljine (s>25 mm). I ako se elektrode prosuše, one zadržavaju odre enu
koli inu tzv. konstitucione vlage, koja održava kompaktnu oblogu. Štaviše, ako se pregrevanjem ta vlaga odstrani, nastaje krunjenje obloge i ogoljavanje elektrodne žice. Primenjuju se za meke i niskolegirane elike tanjih preseka.
Elektrode sa drugim tipovima obloge (S) su tzv. visokoproduktivne elektrode i elektrode za duboko uvarivanje.
Visoko produktivne elektrode (C, R, B) sadrže železni prah u oblozi koji se pri zavarivanju topi i kao teži od troske prelazi u metal šava. Primenom ovih elektroda postiže se sli an efekat, u pogledu deponovanog metala iz elektrode u šav, kao kad se zavaruje elektrodom ve eg pre nika.
Elektrode za duboko uvarivanje (C, R) su debelo obložene i odlikuju se velikom penetracijom i pri zavarivanju strujom normalne ja ine. Zahvaljuju i tome mogu e je obostrano zavarivanje u I-žlebu limova debljine i do 16 mm.
U tablici 2.1 dati su pojedini sastojci obloge i njihova uloga pri REL-zavarivanju. Tablica 2.1
Sastojak Osnovna uloga Dopunska uloga
Oksid Fe Obrazovanje troske Stabilizacija luka
Oksid Ti Obrazovanje troske Stabilizacija luka
Oksid Mg Topitelj -
CaF Obrazovanje troske Topitelj
Kalcijum silikat Stabilizacija luka Vezivno sredstvo
Drugi silikati Obrazovanje troske i vezivo Topitelj
CaCO3 Obrazovanje CO2 Stabilizacija luka
Drugi karbonati Obrazovanje CO2 -
Celuloza Obrazovanje CO2 -
Feromangan Legiranje šava Dezoksidator
Ferohrom Legiranje šava -
Ferosilicijum Legiranje šava -
Sastojci se u oblozi, me usobno i za žicu povezuju visokopolimernim lepkovima, a Al2O3 služi za unutrašnje podmazivanje pri presovanju.
Danas se uglavnom primenjuju rutilne, bazi ne i celulozne elektrode, a svaka od njih može biti modifikovana dodavanjem železnog praha u oblozi.
2.1.3.a Izbor i ozna avanje elektroda
Odgovor na pitanje koja je elektroda najbolja ne može se dati bez razmatranja itavog niza faktora: osnovni materijal, tražene osobine zavarenog spoja, ure aj za zavarivanje, položaj zavarivanja, tip spoja, debljina zavarivanih delova i sl. Ipak, danas je izbor elektroda olakšan jer se one biraju izme u rutilnih,

8
bazi nih i re e celuloznih kada je u pitanju zavarivanje konstrukcionih ugljeni nih i niskolegiranih elika, i nisko ili visokolegiranih elektroda kada je re o elicima otpornim na puzanje, niske temperature i koroziju. Jezgro elektroda namenjenih za ugljeni ne i niskolegirane elike izra uju se od mekih elika* sa najviše 0.1% C, Si u tragovima, (0.3÷0.6)% Mn, i 0.03% P i S, a legiraju i sastojci se po potrebi uvode preko obloge. Suprotno tome, visokolegirane elektrode imaju jezgro od legiranih elika, ali i legiraju e sastojke sadržane u oblozi koja je pretežno bazi na, mada za specifi ne primene (npr. prinudne položaje) može biti i rutilna.
Rutilne elektrode primenjuju se za opšte tankozidne konstrukcije od mekih elika i drugih elika male ja ine. Manje su osetljive nego druge elektrode na zaprljane površine u zoni zavarivanja. Posebnu grupu ine rutilne elektrode, znatno duže od standardnih i sa železnim prahom u oblozi, (mogu ga imati i standardne R-elektrode) koje su namenjene za tzv. gravitaciono zavarivanje, karakteristi no po stalnom kontaktu obloge elektrode sa površinom osnovnog metala.
Bazi ne elektrode su pre svega namenjene za zavarivanje debelih preseka, teško zavarljivih elika, niskolegiranih elika normalne, povišene i visoke ja ine i elika koji rade pri niskom temperaturama. Jednom re ju ove se elektrode koriste za gore navedene elike ako im ja ina pre e 440 MPa, ekvivalentni ugljenik 0.40% ili za debele preseke nezavisno od Rm i CE. Po pravilu se za ove elike primenjuju nelegirane bazi ne elektrode ili visokokvalitetne elektrode sa pove anim sadržajem mangana.
Za teško zavarljive niskolegirane elike i elike sa pove anim sadržajem ugljenika preporu uju se visokolegirane austenitne (18Cr-8Ni-6Mn) ili austenitno-feritne (29Cr-9Ni) bazi ne elektrode (heterogeni spojevi). Tako e se jezgro pravi od austenitnih elika kod bazi nih elektroda namenjenih za ner aju e elike ili tvrdo navarivanje (vidi lekciju/predavanje/poglavlje Navarivanje).
Celulozne elektrode proizvode se u malom broju industrijski razvijenih zemalja (npr. B–hler, Austrija) i nezamenljive su pri zavarivanju magistralnih cevovoda. To što daju visok sadržaj vodonika u metalu šava ne predstavlja opasnost budu i da se celulozne elektrode pretežno upotrebljavaju za zavarivanje cevi od mekih i niskolegiranih elika. Tako e je mogu e, primenom odgovaraju e tehnike i kod cevi ve e ja ine spre iti pojavu vodoni nih prslina, tako što se pri višeprolaznom zavarivanju polažu naredni slojevi pre nego što se prethodni sloj ohladi do temperature kriti ne za pojavu prslina na hladno.
Elektrode za legirane elike obezbe uju traženi sastav istog metala šava pomo u legiraju ih sastojaka sadržanih kako u jezgru tako i u oblozi. Elektrode za zavarivanje elika otpornih na puzanje sadrže u oblozi hrom i molibden, a za elike koji rade na sniženim temperaturama (kriogena tehnika) fero-nikal. Elektrode za ner aju e elike po pravilu imaju jezgro od austenitnog elika, premda je mogu e uneti legiraju e elemente (Cr, Ni) i preko obloge.
Elektrode za tvrdo navarivanje mogu biti obložene ili pak cevaste-punjene hromnim ili volframskim karbidima. Cev ica od mekog elika stapa se zajedno sa navedenim karbidima koji se dalje ravnomerno raspore uju i vrsto utiskuju u meku matricu navara.
Najzad, iako je ovde re o elektrodama za REL-zavarivanje elika samo se spominje da se izra uju i elektrode sa dodatkom grafita u oblozi za zavarivanje livenog gvož a (elektrode od istog Ni i legura Ni-Fe, Ni-Cu i Cu-Sn) kao i elektrode za legure neželeznih metala. Tako, npr. elektrode za legure aluminijuma imaju legirano jezgro, ali oblogu potpuno razli itu od do sada razmatranih. One sadrže alkalne soli, pa se stvara jako korozivna troska koja se mora potpuno ukloniti odmah posle hla enja spoja.
U standardu JUS C.H3.011/82, zasnovanom na me unarodnom standardu ISO 256/73, daje se ozna avanje elektroda za zavarivanje niskougljeni nih i niskolegiranih elika, prema slede oj shemi:
E XXX X X X X Dopunska oznaka Tehnološke karakteristike Stepen iskoriš enja Vrste obloga (A, AR, B, C, O, R, RR, S) Mehani ke osobine (Rm, A5, KV) Opšta oznaka
Za ozna avanje elektroda prema gornjoj shemi navodi se slede i primer:
* Meki elik (mild steel) u anglosaksonskoj terminologiji, ozna ava niskougljeni ni elik.

9
E 51 3B 160 20 2H. Iz ove oznake i odgovaraju ih tablica datih u navedenom standardu sledi da su mehani ke osobine istog metala šava: Rm= 560 MPa, A5=22% i KV=47 J na -20°C, da je obloga bazi na sa stepenom iskoriš enja od 160%, te da se može zavarivati u svim položajima izuzev vertikalnog naniže i da je sadržaj difundovanog vodonika u istom metalu šava od 1÷2 ml/100 g.
Po analognoj šemi ozna avaju se i elektrode namenjene za zavarivanje ner aju ih i sli nih visokolegiranih elika (ISO 3581 - JUS C.H3.017), kao i elika otpornih na puzanje (ISO 3580 - JUS C.H3.015). Ne ulaze i u detalje ovde se navode dva karakteristi na primera za ozna avanje elektroda za REL zavarivanje gore navedenih elika:
E 18.8 Mn B 150 26 Y (za ner aju e elike) i E 2 Cr Mo B 26 2H (za elike otporne na puzanje). Pomo u oznaka (18.8 Mn, 2 Cr Mo, i sl.) ovde se umesto mehani kih osobina šifrovano prikazuje
hemijski sastav istog metala šava, a detaljnije o svemu može se videti u pomenutim standardima.
2.1.3.b Tehnološke karakteristike elektroda
Osnovni energetski parametri elektrolu nog zavarivanja - ja ina struje i napon - zavise uglavnom od pre nika i vrste elektrode.
Približno se ja ina struje zavarivanja može odrediti pomo u izraza:
, 4 < )2520( = mmdzadI ⋅÷
, 0.5 0.4 = )5035( = mmidzadI ⋅÷ (2.10)
I d d za d mm = (15 + ) > ,6 5⋅ ⋅
gde je: I - ja ina struje u A, d - pre nik elektrode u mm. Napon zavarivanja (radni napon) može se izra unati pomo u izraza:
V I, 0.04 + 20 = U ⋅ ili (2.11)
VA
Idl+=U ,
1012 ⋅
⋅ (2.12)
gde je: I - ja ina struje zavarivanja, A, l = 3-6 - dužina luka u mm (l ≅ d - za rutilne elektrode; l ≅ d/2 - za bazi ne elektrode), I/A - gustina struje u A/mm2, A - površina popre nog preseka jezgra elektrode u mm2. Kao pokazatelji ponašanja elektroda u toku rada odre uju se: konstanta topljenja (D), brzina topljenja
(v) i koeficijent iskoriš enja (Rd). Konstanta topljenja se izra unava pomo u izraza:
min,
A
g
tIm=D d
⋅
(2.13)
gde je: md - deo mase šava dobijen topljenjem elektrode (jezgro + obloga) u g, I - srednja preporu ena ja ina struje zavarivanja u A, t - vreme topljenja u min. Brzina topljenja je masa dodatnog materijala u gramima rastopljena za 1 sat:
h
g
tm=v d ,
60⋅ (2.14)
gde je: md - masa istopljenog dodatnog materijala u g, t - vreme topljenja u min. Koeficijent iskoriš enja se izra unava pomo u izraza:

10
m-m
m=Rpj
dd (2.15)
gde je: mj - ukupna masa jezgra elektroda podvrgnutih ispitivanju, u g, mp - ukupna masa otpadaka elektroda, u g. Za prakti no odre ivanje konstante topljenja i koeficijenta iskoriš enja polazi se od poznate injenice da
se metal šava (ms) sastoji iz osnovnog (mo) i dodatnog materijala (md), tj.:
s o dm = m + m (2.16)
U idealnom slu aju masa md bi odgovarala delu mase jezgra elektrode potrošene pri zavarivanju. Ali prilikom REL-zavarivanja dolazi do isparavanja i sagorevanja nekih sastojaka jezgra kao i izbacivanja užarenih metalnih estica iz elektri nog luka. Zato je stepen iskoriš enja obi nih elektroda Rd = 0.75-0.9 a kod visokoproduktivnih može biti ve i od 1. U tom slu aju je
m m m ms o j ob= + + (2.17)
gde je: mo - masa šava koja poti e od osnovnog materijala, mj - masa od jezgra i mob - masa od obloge, sve u gramima (g). Prilikom izvo enja opita radi odre ivanja D, v i Rd potrebno je:
- izmeriti masu eli ne plo e (m1) i masu jezgra elektroda planiranih za navarivanje (jednu elektrodu ogoliti i izmeriti njenu masu),
- naneti navar na plo u i registrovati I (A) i t (min),
- izmeriti masu plo e posle navarivanja (m2) bez troske i prskotina (o vrslih i prilepljenih užarenih estica),
- izmeriti masu otpadaka (neiskoriš enih delova) elektroda.
Na osnovu izmerenih veli ina može se izra unati: - konstanta topljenja:
,g/AtIm-m=D min,12
⋅
⋅
(2.18)
- brzina topljenja:
g/h,t
)m-m(=v
6012 ⋅ (2.19)
- stepen iskoriš enja:
m-m
m-m=Rpj
d12 (2.20)
2.1.4 Tehnološki postupak REL-zavarivanja
Primenom zavarivanja mogu e je izraditi konstrukcije komplikovanog oblika od železarskih proizvoda (limova, plo a, cevi, raznih profila) ili u kombinaciji sa otkovcima, otprescima, odlivcima i drugim proizvodi-ma mehani ke prerade. Kod brodova, mostova, parnih kotlova izra uje se na stotine i hiljade me usobno zavarenih delova. Za svaki detalj potrebno je predvideti razmeštaj spojeva, vrstu spojeva, redosled izvo enja, pa i uticaj primenjene metode zavarivanja na podsklopove, sklopove i konstrukciju u celini. Tako e se vodi ra una o prethodnoj i završnoj termi koj obradi kao i o odgovaraju im metodama kontrole - prethodnoj, teku oj i završnoj. Kod nekih proizvoda troškovi kontrole planiraju se na 50% cene koštanja proizvoda.
Dalje se bira dodatni materijal - po vrsti, koli ini, dimenzijama, pa ja ina struje, napon, brzina zavarivanja, tj. pogonska energija zavarivanja. Razra uju i dalje tehnološki postupak treba definisati režim

11
termi ke obrade - predgrevanje, dogrevanje, prekrivanje peskom ili azbestom radi smanjenja brzine hla enja. Pravilna priprema stranica je zna ajna kako za tehnologiju tako i za mehani ke osobine zavarenog spoja. Osnovni tehnološki parametri su veli ine koje omogu uju izvo enje šava traženog oblika, predvi enih dimenzija i zadovoljavaju ih radnih osobina. U tehnološke parametre REL-zavarivanja spadaju: vrsta i pre nik elektrode, ja ina struje, brzina topljenja elektrode, brzina zavarivanja, vrsta struje, polaritet i tsl. Najpre, bira se vrsta i pre nik elektrode (d) koji zavisi od debljine zavarivanih delova (s) i vrste spoja. Za su eoni spoj, pre nik elektrode (d) u funkciji debljine s bira se iz tablice 2.2, a vrsta žleba iz tablice 2.8. Tablica 2.2
s , mm 2 3÷5 6÷8 9÷12 13÷15 16÷20 >20
d , mm 2 3 3÷4 4÷5 5÷6 5÷6 5÷6
Za izvo enje korenog zavara kod limova debljih od 10 mm treba usvojiti elektrodu iji je pre nik manji za 1 mm od preporu ene vrednosti.
Ja ina struje zavarivanja ograni ava se zbog opasnosti od pregrevanja (efekat I2⋅R) i krunjenja obloge. U
tom smislu maksimalna struja zavarivanja može se odrediti iz uslova da temperatura jezgra elektrode, pri kraju njenog stapanja ne pre e 650ºC za kisele obloge, i 600ºC za bazi ne obloge.
Brzina zavarivanja izra unava se pomo u izraza:
zn
v =D I
A, m / h
⋅
⋅ ⋅100 ρ
(2.21)
gde je: D - konstanta topljenja u g/A·h (D = 7-12, zavisno od vrste elektrode), I - ja ina struje zavarivanja u A, - gustina dodatnog materijala u g/cm3, An - površina preseka zavara, u cm2. S druge strane postoji empirijska veza izme u pogonske energije zavarivanja ql i površine preseka zavara
An, mm2:
q A J cml n= ⋅580 , / (2.22)
odnosno:
U I
vAi
zn
⋅ ⋅
= ⋅
η580 (2.23)
odakle se dobija:
zn
iv =U I
A, cm / s
⋅
⋅
⋅
580η
(2.24)
Pri višeslojnom zavarivanju potrebno je odrediti ukupan broj prolaza, polaze i od površine popre nog preseka žleba i preseka odgovaraju ih zavara. Ako se uzme u obzir i nadvišenje šava, broj prolaza za popunjavanje žleba (n) može se odrediti pomo u izraza:
n =A - A
A+
n
1 1 (2.25)
gde je: A - površina preseka žleba u mm2 (vidi tab. 2.7), A1 = (6-8)·d - površina preseka prvog zavara u mm2, An = (8-12)·d - površina preseka ostalih zavara u mm2, d - pre nik elektrode (jezgra) u mm. U osnovne elemente šava spada i dubina topljenja od koje, kao i od drugih faktora, zavisi i stepen mešanja
osnovnog i dodatnog materijala u metalu šava. Dubina uvarivanja (δ) za REL-postupak odre uje se za prvi zavar prema izrazu:

12
δ =( . . ) r0 3 05÷ ⋅ (2.26)
gde je: r ql= ⋅0 00537. , cm - polupre nik izoterme koja odgovara temperaturi topljenja osnovnog
materijala, a ql - pogonska energija zavarivanja u J/cm. Prakti no se δ nalazi u granicama od 1.5 do 4 mm, mada bi teorijski posmatrano bila dovoljna i manja
penetracija. Kod ugaonih šavova (sl. 2.7), jednim prolazom može se dobiti šav maksimalne debljine a ≈ 5 mm,
odnosno širine katete prvog zavara k ≈ 8 mm. Pri tome se traži da minimalna debljina nose eg ugaonog šava bude amin = 3 mm, a maksimalna amax = 0.7⋅smin, gde je smin - debljina najtanjeg elementa u vezi. Ugaoni šavovi koji moraju biti deblji od 6 mm izvode se višeslojnim zavarivanjem, ali tako da površine preseka zavara ne prelaze 30÷40 mm2.
k
k
a
k
k
a
k
k
a
Slika 2.7 Popre ni preseci ugaonih šavova
Površina preseka jednoprolaznog ugaonog šava, zavisno od katete (k) ili debljine (a) ra una se pomo u izraza:
222
3.165.02
3.1 akk
An ⋅=⋅=⋅= (2.27)
gde je: 1.3 - koeficijent ispup enosti lica šava i k a= ⋅ 2 Koriste i se izrazom ql = 580⋅An mogu se za ugaoni šav izvesti slede e relacije za pogonsku energiju
jednog prolaza:
cmJaqcmJkq ll /,754ili/,377 22⋅=⋅= (2.28)
gde je: k - kateta ugaonog šava u mm, a - debljina šava u mm. Za višeprolazne šavove pogonska energija za prvi i ostale prolaze ra una se prema debljini odgovaraju ih
zavara. Pre nik elektrode za izradu ugaonih šavova bira se iz tablice 2.3.
Tablica 2.3
Dužina katete k , mm
2 3 4 5 6 8
Pre nik elektrode d , mm
1.5÷2.0 2.5÷3.25 3.25÷4.0 4.0 4.0÷5.0 5.0
Ostali parametri zavarivanja ugaonih spojeva odre uju se na osnovu pogonske energije ql, kao i iz preporuka datih za su eone spojeve.
Bez obzira da li je re o su eonom ili ugaonom šavu, stepen mešanja* (γ0) se odre uje prema izrazu:
* u ameri koj literaturi – razblaživanje.

13
ot
t
= AA + A
γ (2.29)
gde je: At - površina zone topljenja (At = f (s, )), (sl. 2.8), A - površina popune (u stvari površina žleba), (sl. 2.8).
A
At
Slika 2.8 Presek su eonog šava
Stepen mešanja i poznati hemijski sastav osnovnog i dodatnog materijala omogu uju da se odredi hemijski sastav metala šava (Ms):
s o o d dM = M + M M⋅ ⋅ ±γ γ Δ (2.30)
gde je: Mo - sadržaj nekog elementa u osnovnom materijalu, %, Md - sadržaj tog elementa u dodatnom materijalu, %, d = 1- o, M - gubici usled sagorevanja, isparavanja, prštanja (znak plus se odnosi na visokoproduktivne
elektrode).
2.1.5 Prora un parametara REL-zavarivanja niskougljeni nih elika
Pri odre ivanju parametara REL-zavarivanja niskougljeni nih elika osnova za prora un su prethodna poglavlja, a ovde se daju pogodniji izrazi za izbor pojedinih parametara za dati osnovni materijal.
Ja ina struje zavarivanja I može se odrediti:
a) pomo u izraza:
I A Jd
J Ae= ⋅ =⋅
⋅
2
4
π, (2.31)
gde je: d - pre nik elektrode u mm, J - dopuštena gustina struje u A/mm2 pri kojoj temperatura jezgra ne prelazi 650°C odnosno 600°C. Preporu ene vrednosti dopuštenih gustina struje date su u tablici 2.4.
Tablica 2.4
Pre nik elektrode
de , mm 1.0÷1.5 2.0÷3.0 4.0÷5.0
Dopuštena gustina struje J , A/mm2
22÷25 12÷15 10÷13
b) Na osnovu slede ih zavisnosti:
mmidzaAdkI 54, =⋅= (2.32)
mmdzaAdkI 4,5.11 <⋅= (2.33)

14
mmdzaAddI 5,)615( >⋅+⋅= (2.34)
gde je: d - pre nik elektrode u mm, k = 35÷50, k1 = 20÷25. Za zavarivanje u vertikalnom položaju treba smanjiti ja inu struje za 10÷15%, a pri zavarivanju u
položaju iznad glave za 15÷20% u odnosu na gore prora unate vrednosti, dok se za elektrode sa železnim prahom u oblozi ja ina struje pove ava za oko 25%.
Prilikom izbora pre nika elektrode možemo se tako e poslužiti tablicama koje uzimaju u obzir: na in zavarivanja, položaj, debljinu elemenata, oblik žleba, tip spoja, vrstu materijala itd. Treba ipak obratiti pažnju na to, da su tablice sastavljene za odre ene uslove zavarivanja i zbog toga vrednosti o itane iz tablica ili nomograma moraju biti u praksi proverene i po potrebi korigovane.
Kao kontrolni parametar provere izbora površina popre nog preseka zavara A1 i An mogu nam poslužiti podaci iz tablice 2.5 dati u zavisnosti od debljine zavarivanog materijala i položaja zavarivanja. Tablica 2.5 Površina popre nog preseka zavara u zavisnosti od debljine materijala i položaja zavarivanja
Debljina materijala
mm
Položaj zavarivanja Površina popre nog preseka zavara
mm2
1. zavar 2. zavar i naredni
6÷10 Horizontalni 20÷30 30÷60
≥12 40÷60
6÷10 Vertikalni 20÷40 40÷60
≥12 40÷70
4÷8 Horizontalno- 20÷30 20÷40
≥10 vertikalni 30÷40
4÷8 Iznad glave 20÷30 20÷40
≥10 30÷40
2.1.6 Prora un parametara REL-zavarivanja zakaljivih elika
Niskolegirani elici sa pove anim sadržajem mangana (do 2%) kao i sa dodatkom mikrolegiraju ih sastojaka niobijuma, vanadijuma ili titana, zatim molibdena kao legiraju eg sastojka itd., pokazuju sklonost ka zakaljivanju u ZUT-u u normalnim uslovima zavarivanja, naro ito pri ve im debljinama zavarivanih elemenata. Orijentacioni pokazatelj sklonosti ka obrazovanju zakaljenih zona jeste vrednost ekvivalentnog ugljenika izra unata prema slede em izrazu:
CE CMn Cr Mo V Ni Cu
= + ++ +
++
6 5 15, % (2.35)
Neophodan uslov, koji može spre iti pojavu struktura kaljenja u zavarenom spoju jeste ispunjenje zahteva:
krh vv < (2.36)
gde je: vkr - kriti na brzina hla enja date vrste elika, vh - brzina hla enja pri temperaturi najmanje stabilnosti austenita u odre enoj ta ki. Za odre ivanje struktura nastalih u ZUT-u koriste se dijagrami razlaganja pothla enog austenita tj.
dijagrami kontinualnog hla enja u uslovima zavarivanja (KHZ - vidi prilog C, priru nik Tehnologija zavarivanja)

15
Upravljanje tokom temperaturskih ciklusa pri zavarivanju mogu e je putem odgovaraju eg izbora parametara zavarivanja. Pri tome je neophodno:
- utvrditi tok temperaturskog ciklusa u odre enim ta kama oko šava, u funkciji parametara zavarivanja,
- proceniti uticaj temperatuskog ciklusa na strukturu materijala ZUT-a.
Smanjenje brzine hla enja u cilju ispunjenja uslova vh < vkr mogu e je ostvariti na slede e tehnološke na ine:
- pove anjem po etne temperature (To = Tp),
- pove anjem pogonske energije zavarivanja ql, na ra un porasta ja ine
struje i napona ili umanjenja brzine zavarivanja.
Temperature predgrevanja Tp pre zavarivanja mogu se izra unati prema odgovaraju im izrazima za brzinu hla enja (5.32, 5.33 i 5.34), ili usvojiti na osnovu preporuka proizvo a a elektroda.
Pored navedenih na ina spre avanja zakaljivanja materijala u ZUT-u zasnovanih uglavnom na promeni parametara zavarivanja, postoje tako e i tehnološki na ini zasnovani na primeni odgovaraju e tehnike zavarivanja a to su: zavarivanje kratkim odse cima i zavarivanje duga kim odse cima (neprekidno) (vidi glavu 6, priru nik Tehnologija zavarivanja).
Zavarivanje kratkim odse cima primenjuje se u slu aju kada predgrevanje iz tehni kih razloga nije mogu e a šav se izvodi višeprolazno. Zavarivanje kratkim odse cima ima za cilj održavanje takve temperature, pri kojoj ak i u slu aju zakaljivanja u ZUT-u ne nastaju prsline. Složeni temperaturski ciklus kod ove metode zavarivanja dovodi do toga da toplota predata materijalu pri nanošenju narednih slojeva ne dopušta sniženje temperature ZUT-a prethodnih slojeva ispod temperature martenzitne promene (Ms).
Višeprolazno zavarivnje duga kim odse cima (neprkidnim) primenjuje se za izuzetno zakaljive elike, kada metoda zavarivanja kratkim odse cima ne spre ava pojavu zakaljenih zona. U tom se slu aju, radi spre avanja pojave naprslina, mora održavati, za vreme zavarivanja, temperatura ne niža od 150÷200°C lokalnim zagrevanjem gasnim plamenom.
Parametri zavarivanja pojedinih slojeva kao i njihovi preseci moraju biti tako izabrani da bi zapremina obuhva ena izotermom 700°C prekrila zone prethodno zakaljene.
Shema višeprolaznog na ina zavarivanja pogodna za otpuštanje zakaljenih zona predstavljena je na slici 2.9. Posle polaganja prvog zavara javlja se zakaljena zona I. Drugi zavar dovodi do delimi nog otpuštanja zakaljene zone pri prvom prolazu kao i obrazovanja sopstvene zone zakaljivanja. Tre i zavar dovodi do obrazovanja zone otpuštanja II koja obuhvata zakaljene zone od prethodnih zavara. Poslednji "otpuštaju i" sloj 4, položen sa posebno izabranom pogonskom energijom izaziva potpuno otpuštanje zone III, zakaljene prethodnim prolazima. Sloj 4 posle hla enja treba prebrusiti do nivoa osnovnog materijala.
II2
1a) b) c)
1, 2, 3, 4 - postupne etape zavarivanja I, II, III - zone zakaljenja i otpuštanja
I 3 4III
Slika 2.9 Shema zavarivanja višeprolaznih slojeva otpuštanja: a), b), c) - postupne etape zavarivanja
2.1.7 Prora un parametara REL-zavarivanja niskolegiranih elika
Pri odre ivanju parametara zavarivanja niskolegiranih elika, uklju uju i i neke elike povišene ja ine, pored uslova pravilnog formiranja šava treba uzeti u obzir i uticaj temperaturskih ciklusa na strukturu ZUT-a.

16
Veli ine koje odlu uju e deluju na strukturu i osobine ZUT-a jesu: brzina hla enja vh u oblasti temperature najmanje stabilnosti austenita i vreme pregrevanja (držanja) tw iznad odre ene temperature.
Teorijske vrednosti brzina hla enja vh prora unate pomo u izraza (5.32, 5.33 i 5.34) treba korigovati pomo u faktora kojim se uzima u obzir druk iji karakter raspodele toplote u zavarivanom žlebu nego pri navarivanju (vidi tab. 5.9). Osim toga u spomenute izraze treba uneti i ra unske vrednosti debljine sr kao i pogonske energije qlr, kada se ra unaju brzine hla enja koje odgovaraju prvom zavaru, a za ta ke dovoljno udaljene od izvora toplote (za koje je ∂ ∂T z = 0 - vidi sliku 5.9). Koeficijenti korekcije ra unske debljine i
ra unske pogonske energije dati su u tablici 2.6. Tablica 2.6 Koeficijenti korekcije ra unske debljine i ra unske pogonske energije
Vrsta spoja Navar V - šav
su eonog spoja
Ugaoni šav
preklopnog spoja
T - spoj
(drugi šav)
Krstasti spoj
( etvrti šav)
Ra unska debljina sr s 3/2⋅s s s s
Ra unska pogonska energija qlr
ql 3/2⋅ql 2/3⋅ql 2/3⋅ql 1/2⋅ql
Pri odre ivanju optimalnih uslova zavarivanja mora biti ispunjen uslov da brzina hla enja i vreme držanja iznad temperature AC3 odgovaraju veli inama pri kojima se mogu dobiti najbolje mehani ke osobine spoja. Poznavaju i granice optimalnih brzina hla enja može se putem upore ivanja utvrditi da li parametri odre eni iz uslova pravilnog formiranja šava obezbe uju istovremeno tražene mehani ke osobine spoja.
2.1.8 Prora un parametara REL-zavarivanja austenitnih hrom-nikl elika
Na osnovu teorije toplotnih procesa može se utvrditi uslov stabilnosti antikorozivnih osobina elika uzimaju i u obzir dopušteno vreme izlaganja zone oko šava visokoj temperaturi. To dopušteno vreme upore uje se sa stvarnim vremenom izlaganja materijala visokim temperaturama koje se mogu odrediti iz temperaturskih ciklusa. Budu i da je sve to vezano i za tehnologiju zavarivanja, ovde se samo daju preporuke za prora un ja ine struje pri REL-zavarivanju prema izrazima (2.32), (2.33) i (2.34) s tim što se koeficijent k u izrazu I = k ⋅ d bira iz tablice 2.7. Tablica 2.7
Pre nik elektrode
d , mm 2 3.25 4 5
Korekcioni koeficijenat
k , A/mm 16÷20 20÷25 25÷30 30÷35
Površina preseka prvog sloja uzima se prema zavisnosti A1 = 6⋅d , a narednih An = 8⋅d. Prora un ostalih parametara analogan je postupcima iz prethodnih poglavlja.
2.1.9 Potrošnja dodatnog materijala pri zavarivanju topljenjem
Osnova za prora un potrebne koli ine dodatnog materijala jeste površina popre nog preseka žleba i njegova dužina. Budu i da šav ima zadebljanje na licu, to se vrednost teorijske mase dodatnog materijala pove ava za 10%, pa je:
M A l= ⋅ ⋅ ⋅11. ρ (2.37)
gde je: A - površina preseka žleba u m2, l - dužina žleba u m, - gustina dodatnog materijala u kg/m3. Površina A standardizovanih žlebova (JUS C.T3.030) može se izra unati na na in kao što je pokazano u
tablici 2.8.

17
Površine ostalih žlebova nastalih kombinacijom osnovnih V i U-žlebova (1/2V, K, 1/2U, Y, i dr.) odre uju se na sli an na in, dok se žlebovi sa korenom letvom (podmeta em sa korene strane) izra uju sa pove anim razmakom u korenu (s1 = 3-12 mm) (vidi poglavlje Re nik termina, priru nik Tehnologija zavarivanja) Tablica 2.8 Osnovne vrste žlebova za REL zavarivanje
Vrsta žleba Dimenzije žleba Površina žleba
I-žleb
s = 1÷3 mm - za jednostran I-žleb
s = 3÷6 mm - za dvostran I-žleb
s
s1
s1 = (0÷2) mm A = s·s1
V-žleb
s = 3÷20 mm
s
α
hs1
α = 60°
s1 = 0÷4 mm
h = 0÷3 mm
A = s·s1+(s-h)2·tg /2
X-žleb
s = 12÷40 mm
α
α
h s
s1
α = (50÷70)°
s1 = 2÷4 mm
h = 0÷3 mm
A = s·s1+ 1/2·(s-h)2·tg /2
2U-žleb
s > 40 mm
h
β
r s
s1
β = (5÷10)°
s1 = 0÷3 mm
h ≈ 3 mm
r ≈ 5 mm
A = s·s1+2·r⋅(s-2r-h)+ r2+(s-2r-h)2·tgβ
ugaoni šav
a
k
A = k2/2 = a2
Pri REL-zavarivanju elektrode se ne mogu potpuno iskoristiti, jer se 8-15% mase gubi sagorevanjem i rasprskivanjem, a 6-10% mase ostaje u drža u elektrode. Zbog toga se mora ra unati s tim da se iskoristi samo oko 75% jezgra elektrode. Budu i da ukupna masa deponovanog materijala u žlebu treba da odgovara masi svih utrošenih elektroda to sledi:
n m = M⋅ (2.38)
odnosno teorijski broj potrebnih elektroda:
n =M
m (2.39)

18
gde je: m - masa jezgra jedne elektrode. Zbog navedenih gubitaka elektrodne žice (jezgra), koji iznose oko 25%, stvarni broj potrebnih elektroda
je:
Ld
lA.=
Ld
lA..=
m
M.=n
⋅
⋅⋅
⋅⋅⋅
⋅⋅⋅⋅⋅
22751
4
11251251
ρπ
ρ
(2.40)
gde je: A - površina preseka žleba, d - pre nik odabrane elektrode, L - dužina elektrode, l - dužina žleba. Dužina elektroda (vidi sl. 2.6) zavisi od pre nika jezgra kako je dato u tab.2.9.
Tablica 2.9 Mere u mm
Pre nik elektrodne žice
Dužina elektrode L*
Slobodna dužina elektrodne žice
l1
Dužina završetka elektrode
l2
2.0 200 do 250 16 do 20 0.4
2.5 do 3.25 250 do 350 20 do 25 0.4
4.0 350 do 450 20 do 25 0.5
5.0 i ve i 350 do 450 20 do 25 0.6
* Za elektrode od visokolegiranih elika, zbog ve e elektri ne otpornosti, tj. manje elektri ne provodljivosti, primenjuju se manje dužine.
Kod gasnog zavarivanja potrošnja dodatnog materijala se ra una sli no, s tim što su ukupni gubici 15%, pa je potreban broj žica:
nA l
d L= 1.6 ⋅
⋅
⋅2
(2.41)
2.1.10 Osnovni položaji zavarivanja i uproš eno prikazivanje šavova na crtežima
a) Osnovni položaji zavarivanja
Pri zavarivanju topljenjem prema JUS C.T3.001, šavovi mogu biti izra eni u jednom od etiri osnovna položaja:
- horizontalnom (sl. 2.10a),
- horizontalno-vertikalnom (sl. 2.10b),
- vertikalnom (sl. 2.10c) i
- iznad glave (sl. 2.10d). Svi ostali položaji izvan ova etiri osnovna, nazivaju se nagnutim. U tom slu aju položaj šava se odre uje
nagibnim lukom i uglom zaokreta (detaljnije vidi JUS C.T3.008).

19
a)
b)
c)
d)
Slika 2.10 Osnovni položaji zavarivanja
b) Uproš eno prikazivanje šavova na crtežima
Razne vrste šavova predstavljaju se oznakama koje su, po obliku sli ne šavu koji se izvodi. U tablici 2.8 dati su neki od naj eš e primenjivanih žlebova, a u tablici 2.10 dati su osnovni i dopunski znaci za ozna avanje nekih šavova na crtežima (detaljnije vidi JUS C.T3.011). Tablica 2.10 Uproš eno prikazivanje šavova
Osnovni znaci Dopunski znaci Redni
broj Naziv šava Simbol
Redni
broj Objašnjenje Znak
1 I - šav 1 Provaren koren
2 V - šav 2 Obra eno: lice ili
koren šava
3 V - šav sa
potkorenom trakom
4 Y - šav
3 Kontinualan ugaoni šav
5 X - šav
6 U - šav
4 Isprekidan ugaoni šav e
7 Dvostruki U - šav 5 Ravno lice
ugaonog šava
8 § V - šav
9 K - šav
6 Ispup eno lice ugaonog šava
10 J - šav
11 Ugaoni šav
7 Udubljeno lice ugaonog šava
12 Dvostruki ugaoni šav
13 Šav na uglu
8 Ugaoni šav zavaren po celoj konturi

1
33.. UURREE AAJJII II DDOODDAATTNNII MMAATTEERRIIJJAALLII ZZAA ZZAAVVAARRIIVVAANNJJEE PPOODD PPRRAAHHOOMM ((EEPPPP)) –– vveežžbbaa bbrr.. 22 ((DDrr VVuukkii LLaazzii ,, vvaannrr.. pprrooff..))
3.1 Osnovi EPP zavarivanja
Zaštita rastopa od štetnog delovanja gasova iz vazduha kod ovog postupka zavarivanja ostvaruje se pomo u sloja praha pod kojim gori elektri ni luk. Na taj se na in stapaju ivice zavarivanih delova i dodatni materijal u zatvorenom prostoru ispunjenom parama i gasovima pod pritiskom (sl. 3.1). Prah koji se dovodi ispred elektrodne žice, delom se topi i posle odre enih metalurških reakcija isplivava na površinu metalnog kupatila obrazuju i trosku.
7 12
83 4 5 6 6
1 - elektrodna žica2 - pogonski valjci3 - luk4 - šav5 - troska6 - višak praha7 - rezervoar za prah8 - elektri ni kontakt
Slika 3.1 Shema zavarivanja pod prahom
U industriji se ovaj na in zavarivanja najviše primenjuje za izradu: parnih kotlova, sudova pod pritiskom, cevi ve eg pre nika (spiralnim ili uzdužnim šavovima), razli itih profila u gra evinarstvu i brodogradnji. Tako e se pod prahom navaruju železarski valjci, kranski zup anici, komore vodenih turbina i uopšte poha-bane radne površine masivnih delova (vidi glavu 13 - priru nik Tehnologija zavarivanja).
Mogu se zavarivati sve vrste konstrukcionih elika debljine 5÷100 mm, ali i Cu, Ni, Al i njihove legure. Zavarivanje se izvodi u vodoravnom položaju odozgo, pomo u šavova koji mogu biti su eoni, ugaoni ili izvedeni u tzv. koritu.
Zavarivanje pod prahom je uglavnom mehanizovan ili automatizovan postupak zavarivanja koji se primenjuje kako za ravne tako i za cilindri ne površine.
3.2 Ure aji za zavarivanje pod prahom
Iako ovi ure aji mogu biti razli itih konstrukcionih rešenja, oni u principu sadrže:
- izvor struje zavarivanja ( ili ∼),
- zavariva ki automat sa komandnim ormanom (sl. 3.2).

2
z
žica
rezervoarza prašak
glava
komandniorman
strujniizvor
kolica
Slika 3.2 Zavariva ki automat za zavarivanje pod prahom
Izvor napajanja je posebna jedinica i ne isporu uje se zajedno sa zavariva kim automatom. Automat je smešten na kolica na kojima se još nalaze: rezervoar za prah, bubanj sa elektrodnom žicom, zavariva ka glava, komandni orman. Na zavariva koj glavi najvažniji deo je dava elektrodne žice koji mora da obezbedi stalan razmak vrha žice od zavarivanih delova. Ovo je posebno važno kod automatskog zavarivanja, jer se ja ina struje zavarivanja i napon moraju održavati uz relativno mala odstupanja od nominalne vrednosti, tj. 25÷50 A i ±2 V.
Regulacija razmaka vrha elektrodne žice odnosno dužine luka, prakti no se ostvaruje na dva na ina:
- stalnom brzinom dovo enja žice i regulacijom brzine topljenja žice (samoregulacijom dužine luka kod ure aja konstantnog napona),
- promenom brzine dovo enja žice zavisno od napona luka (kod ure aja konstantne struje) (vidi re nik termina, prilog E, priru nik Tehnologija zavarivanja).
Pri stalnoj brzini dovo enja žice (vž = const), samoregulacija dužine luka mogu a je kod ure aja konstantnog napona tj. ravne U-I karakteristike (sl. 3.3). Radna ta ka O1 nalazi se u preseku strujno-napo-nske karakteristike izvora U = f (I) i karakteristike luka Ul = f (I); koordinate radne ta ke su: nominalna vre-dnost struje zavarivanja I1, napon U1, pri dužini luka l1. Kada se luk, iz bilo kojih razloga, skrati na dužinu l2 (npr. zbog prelaska preko pripoja), radna ta ka se pomera u O2, tj. ja ina struje raste za ΔI, a napon opada za ΔU. Pove ana struja ubrzava topljenje elektrodne žice, pa se dužina luka pove ava do po etne vrednosti, a parametri zavarivanja se vra aju na nominalne vrednosti.
I
U
I
U
U = f ( I )
U = f ( I )
Ul = f ( I )
U1
U2
Δ U
O1
O2
I1 I2
Δ I
l1
l2
Ul = f ( I )
O1
O2
l1
l2
Δ I
U2
U1
v2 v1
Δv
v = f ( U2 )
Δ U
Δ l
Δ l
Slika 3.3 Samoregulacija dužine luka Slika 3.4 Regulacija na osnovu promenljive brzine
dovo enja žice

3
Drugi sistem regulisanja (sl. 3.4) se zasniva na promeni napona koja nastaje zbog variranja dužine luka usled neravnomerne podloge. Svaka promena dužine luka dovodi do promene indukovane struje u dodatnom namotaju pogonskog elektromotora, a time i njegovog broja obrtaja, odnosno brzine dovo enja žice. Kao i u prethodnom sistemu regulacije, energetski parametri zavarivanja I i U, mogu se promeniti od ta ke O1 do O2 zbog spoljašnjih faktora. Ako se npr. dužina luka smanji sa l1 na l2, tada brzina dovo enja žice, data pravom v=f (U2), opada od v1 do v2 za veli inu Δv. Zbog toga dužina luka raste za Δl, a energetski parametri se vra aju na nominalne vrednosti. Ovaj sistem regulacije se primenjuje za izvore koji daju konstantnu struju (sl. 3.4).
Kod savremenih zavariva kih automata mogu a je regulacija na oba na ina, jednostavnim prebacivanjem prekida a u odgovaraju i položaj, sve zavisno od strujno-naponske karakteristike izvora napajanja. Zavariva ki automati zahtevaju veoma precizno vo enje, pa se stoga zahteva posebno održavanje, naro ito vo ica elektrodne žice i drugih kliznih površina.
3.3 Dodatni materijali za zavarivanje pod prahom
U dodatne materijale spadaju metalne elektrode (žice, trake, punjene žice) i prah. Žice za zavarivanje pod prahom niskougljeni nih i niskolegiranih elika, prema standardu JUS C.H3.052 mogu biti pre nika: 0.8; 1.0; 1.6; 2; 2.5; 3.0; 4.0; 5; 6; 8; 10 i 12 mm. U ve ini slu ajeva nije dobro primeniti dodatni materijal istog sastava kao osnovni, jer treba uzeti u obzir sagorevanje nekih legiraju ih elemenata i metalurške reakcije izme u troske i rastopljenog metala. Budu i da je sve te gubitke ili deponovane sastojke iz praha, teško koli inski proceniti, preporu uje se precizno održavanje režima zavarivanja. Ipak se, kontrola sastava metala šava najlakše ostvaruje primenom punjenih žica. To su, u stvari trake od niskougljeni nog eli nog lima savijene u obliku cev ice napunjene sprašenim ferolegurama i drugim legirnim elementima. Površine žica ne smeju biti korodirane niti zamaš ene, jer se mogu pojaviti mehurovi u šavu.
Prah za EPP-postupak ima dvojaku ulogu - operativnu i metaluršku:
- štiti rastop od gasova iz vazduha,
- pove ava stabilnost elektri nog luka,
- olakšava oblikovanje zavara,
- metalurški deluje na hemijski sastav metala šava,
- smanjuje brzinu hla enja šava i ZUT-a.
Glavni sastojci praha su: oksidi bazi nog tipa CaO, MgO, MnO, K2O, Na2O, oksidi kiselog tipa SiO2, TiO2, ZrO2, amfoterni oksid Al2O3. Neke vrste praha sadrže i fluoride CaF2 i BaF2, a svaki prah ne isto e S, P i okside železa. Kao sirovine za proizvodnju praha uglavnom se koriste: kvarcni pesak, kre njak, feromangan, magnezit (MgCO3), glinica (Al2O3), dolomit (CaCO3, MgCO3), fluorit. Sadržaj vodonika u metalu šava pri zavarivanju pod prahom zavisi od isto e žice i koli ine vlage u prahu. Za istu žicu i sušen prah dobija se u šavu 5÷10 ml/100 g, a za prljavu žicu i nesušen prah, vodonika može biti 10÷30 ml/100g. Prema na inu proizvodnje prah za EPP zavarivanje može biti: topljeni (T), aglomerisani (kerami ki) (A), sinterovani (S) i mešani (M).
U hemijskom pogledu prah može biti bazi an i kiseli. Stepen bazi nosti odre uje se po izrazu:
( )
)ZrOTiO+OAl(+SiO
FeOMnO+ONaOKCaF+MgO+CaO=B
22322
222
2
12
1
+⋅
+⋅++
(3.1)
pri emu je za B > 1 prah bazi an, a za B < 1 kiseo. Kisele vrste praha primenjuju se za zavarivanje niskougljeni nih elika, a bazi ne za zavarivanje vatrootpornih i hemijski postojanih elika. Indeks B=1 odgovara neutralnom prahu.
3.4 Tehnologija zavarivanja pod prahom
Izbor optimalnih parametara zavarivanja i dodatnih materijala za EPP zavarivanje znatno je teži nego kod REL-zavarivanja. Pre svega, mnogo je ve i broj promenljivih veli ina koje uti u na proces zavarivanja pod

4
prahom, a osim toga znatno su ve i i rasponi energetskih parametara: struje zavarivanja od 100÷2000 A, napona 20÷50 V, brzine zavarivanja 10÷200 m/h. Može se primeniti kako jednosmerna struja (E+ ili E-) tako i naizmeni na struja, razli it dodatni materijal, razli ite dužine luka, razne vrste zaštitnog praha po sastavu, granulaciji, debljini sloja i sl.
Na osnovne elemente šava: dubinu uvarivanja, širinu, nadvišenje, najviše uti u: ja ina struje, radni napon, brzina zavarivanja, nagib zavarivanih delova, prepust elektrode, vrsta i debljina sloja praška i dr.
Žlebovi za EPP zavarivanje treba da spre e isticanje te nog metala, naro ito pri izvo enju prvog, tj. korenog zavara. Jednoprolazne su eone spojeve najbolje je izvoditi sa bakarnim ili kerami kim podmeta em na korenoj strani, ili na eli nom podmeta u u slu ajevima kada on može ostati u spoju i posle zavarivanja (trajan podmeta ). Pri izradi velikih cilindara od savijenih limova, koreni zavar se esto polaže ru nim postupcima elektrolu nog zavarivanja (REL, TIG), a ostali zavari, automatski pod prahom. S obzirom na znatno ve u ja inu struje zavarivanja nego kod REL-postupka, postiže se ve e uvarivanje a time i mogu nost dvostranog zavarivanja u I-žlebu i do 16 mm debljine.
Svaka promena parametara zavarivanja uslovljava i druk iji toplotni bilans izme u osnovnog materijala, elektrodne žice i troske, odnosno praha. To dalje menja oblik i dimenzije metalnog kupatila, uslove o vrš avanja (kristalizacije), strukturu i najzad osobine šava pa i zavarenog spoja u celini. Nepoželjna je prevelika zapremina kupatila jer se time pove ava sklonost ka toplim naprslinama, grubozrnastoj dendritnoj strukturi šava, porastu zrna u ZUT-u; to je pra eno odgovaraju im padom plasti nosti metala šava i prelazne zone.
Ukratko, za izbor parametara zavarivanja pod prahom potreban je stru njak visoke kvalifikacije, dok samo izvo enje šavova gotovo ne zavisi od ljudskog faktora i spoljnih okolnosti. Pre po etka proizvodnje moraju se izvršiti brojna ispitivanja kojima se uzimaju u obzir razli ite vrednosti nekolikih inilaca. Tek posle ispitivanja izvedenih spojeva (metalografskim, mehani kim, radiografskim i drugim metodama), usvaja se tehnologija, koja u datim uslovima daje najbolje rezultate, jer automat ne može da se prilagodi promenjenim radnim uslovima kao što to može ovek.
Priprema za proizvodnju treba da obuhvati i pozicioniranje i oslanjanje zavarivanih delova (pomo u tzv. pozicionera), kao i postavljanje posebnih plo a za po etno i završno zavarivanje (vidi re nik termina, prilog E, priru nik Tehnologija zavarivanja).
Iako se u odgovaraju oj literaturi* mogu na i detaljni tehnološki podaci potrebni za izvo enje EPP-postupka, ovde se daje samo jedan primer za jednoprolazno zavarivanje (tab.3.1) da bi se istakla razlika u odnosu na druge postupke zavarivanja topljenjem. Za ve e debljine koristi se višeprolazno zavarivanje. Tablica 3.1 Proizvodne pripreme i parametri jednoprolaznog EPP-zavarivanja ugljeni nih elika
Debljina lima
Razmak u korenu
Žica za zavarivanje Zavariva ki prah Ja ina struje1) Napon luka Brzina zavariv.
s, mm s1, mm Pre nik,
mm kg/m
(približno) kg/m
(približno) A V m/min
1.6 0 2.4 0.03 0.03 250÷350 22÷24 2.54÷3.81
2.0 0 2.4 0.03 0.03 325÷400 24÷26 2.54÷3.81
2.8 0 2.4 0.05 0.05 350÷425 24÷26 1.91÷2.54
3.7 0÷1.6 2.4 0.08 0.09 400÷475 24÷27 1.27÷2.03
4.7 0÷1.6 3.2 0.10 0.09 500÷600 25÷27 1.02÷1.78
5.8 0÷1.6 3.2 0.15÷0.19 0.13 575÷650 25÷27 0.89÷1.14
6.4 0÷2.4 4.0 0.21÷0.34 0.18÷0.30 750÷850 27÷29 0.76÷0.89
8.0 0÷2.4 4.8 0.37÷0.45 0.31÷0.39 800÷900 26÷30 0.66÷0.74
1) - Može se koristiti i naizmeni na struja, ali se za ve e brzine zavarivanja preporu uje jednosmerna struja obrnutog polariteta (E+)
* Videti, na primer: Veštine i tehnologija zavarivanja, Dave Smith, New Jork, 1984., prevod na srpski, dr Ratko Lu i , Beograd 1994.

5
Kada se ne raspolaže potrebnim podacima može se približno odrediti najvažniji parametar EPP zavarivanja - ja ina struje, na osnovu dozvoljene vrednosti njene gustine (tab.3.2) za dati pre nik elektrodne žice. Tablica 3.2 Dozvoljene vrednosti gustine struje pri EPP zavarivanju
Pre nik elektrode d , mm
2 3.25 4 5
Dozvoljena gustina struje J , A/mm2 50÷150 35÷75 30÷50 25÷40

1
3. OPREMA, TEHNI KI GASOVI I PRAKTI NA PRIMENA TIG, MAG I MIG POSTUPKA ZAVARIVANJA – vežba br. 3 (Dr Vuki Lazi , vanr. prof.)
3.1 Osnovi zavarivanja u zaštitnim gasovima
Kao zaštitni gasovi primenjuju se argon, helijum (u Americi), CO2, i mešavina gasova (CO2 + Ar; Ar + CO2 + O2; Ar + H2; Ar + N2). Prednost u odnosu na REL jeste mogu nost mehanizacije, automa-tizacije i robotizacije. Štaviše, prva primena industrijskih robota po ela je u oblasti MAG-zavarivanja. Svi postupci zavarivanja u zaštitnim gasovima svrstavaju se u elektrolu ne, a navedeni gasovi dovode se u zonu spoja da zaštite metalno kupatilo, kapljicu dodatnog materijala i zavar od štetnog delovanja gasova iz vazduha.
U zavisnosti od vrste elektrode ili elektrodne žice kao i primenjenog zaštitnog gasa razlikuju se: TIG, MAG i MIG - zavarivanje (sl. 3.1).
ELEKTROLU NO ZAVARIVANJE U ZAŠTITI GASA
VRSTA ELEKTRODE ZAŠTITNI GAS
TOPLJIVA NETOPLJIVA INERTAN AKTIVAN
ELEKTRODNA ŽICA
VOLFRAMSKA ELEKTRODA
Ar , He CO2 ILISMEŠA GASOVA
TIG
MIG MAG
Slika 3.1 Postupci zavarivanja u zaštitnoj atmosferi
3.1.1 Argonsko zavarivanje TIG (WIG)
Naziv TIG je skra enica od Tungsten-Inertan gas, prema nazivu za volfram u anglosaksonskim ze-mljama. Specifi nost ovog postupka jeste u tome što se elektri ni luk održava izme u netopljive vo-lframske elektrode i osnovnog materijala (sl. 3.2). Rubni šavovi dobijaju se stapanjem posuvra enih stranica zavarivanih limova, a ostali šavovi uz pomo dodatnog materijala (šipke, s ≤ 6 mm). TIG se može mehanizovati pomo u posebnih automata za dovo enje dodatne žice pre nika do 2.5 mm.
GDodatnimaterijal
Volframskaelektroda
Argon
Slika 3.2 Shema TIG zavarivanja

2
Argonski se spajaju svi zavarljivi metali, ali se zbog visoke cene TIG-om najviše zavaruju visoko-legirani elici, neželezni metali i njihove legure, a naro ito aluminijum i njegove legure (katodno iš enje Al2O3). Elektri ni luk se kod savremenih ure aja uspostavlja pomo u visokofrekventnih
jonizatora, tj. posebnog izvora struje visokog napona. Luk se može uspostaviti i dodirom vrha elektrode i osnovnog materijala, ali se time prlja elektroda i ubrzava njeno trošenje.
Osnovne karakteristike argonskog zavarivanja su: • zavarivanje je mogu e u svim položajima za debljine do 10 mm, • parametri zavarivanja su: ja ina struje I = 10÷600 A; napon luka U = 10÷30 V;
• brzina zavarivanja vz = 6÷50 m/h i više, • struja zavarivanja: jednosmerna direktnog polariteta* za elik i naizmeni na za Al i njegove
legure,
• spoljna karakteristika izvora: strmopadaju a (konstantna struja).
Zaštitni gas argon isporu uje se u eli nim bocama zapremine 40 l pod pritiskom 150÷200 bara.
3.1.1.a Tehnološki parametri zavarivanja TIG postupkom
Netopljive elektrode za TIG zavarivanje izra uju se od istog volframa, legure volframa i torijuma i legure volframa i cirkonijuma. Elektrode od istog volframa se koriste prvenstveno za zavarivanje naizmeni nom strujom, koja se primenjuje pri zavarivanju aluminijuma i njegovih legura. Elektrode legirane torijumom (0.5 do 2% Th) se mogu opteretiti ja om strujom i time se smanjuje opasnost od delimi nog topljenja vrha elektrode. Legirane elektrode se koriste za zavarivanje jednosmernom strujom negativnog polariteta (E-), mada mogu da rade i sa naizmeni nom strujom daju i pri tome bolje po etno i naknadno uspostavljanje luka. Elektrode legirane sa cirkonijumom (do 0.4% Zr) nalaze posebnu primenu pri zavarivanju naizmeni nom strujom aluminijuma jer cirkonijum pomaže da se održi stabilan oblik vrha elektrode. Pre nici elektroda su standardizovani u rasponu od 0.25 do 6.4 mm (0.25; 0.51; 1.00; 1.6; 2.4; 3.2; 4.00; 4.8; 6.4) a elektrode se ozna avaju posebnom bojom (zelena - od istog volframa, žuta - sa 1% torijuma, crvena - sa 2% torijuma, plava - sa 0.5% torijuma i sme a - sa
0.4% cirkonijuma). Izvu eni kraj elektrode odgovara približno pre niku mlaznice, a kraj je zašiljen naj eš e u obliku konusa.
Kao zaštitni gas se koristi argon, helijum ili smeša argona i helijuma. Argon se više koristi kod nas i u Evropi, a helijum u Americi. Protok zaštitnih gasova se bira u zavisnosti od vrste i debljine zavarivanih delova, položaja zavarivanja, vrste spoja i tsl. Koli ina zaštitnog gasa pri TIG zavarivanju u zaštiti argona se kre e u opsegu od 6.5 do 30 l/min odnosno nešto više kada je re o helijumu.
Pri zavarivanju TIG postupkom naj eš e je u primeni jednosmerna struja direktnog polariteta (negativna elektroda E-) ime se ostvaruje uže kupatilo, ve a dubina uvarivanja i uža zona uticaja toplote. Zavarivanje jednosmernom strujom, sa negativnom elektrodom, primenjuje se za legirane elike, ner aju e elike, titan i bakar (ali ne i za legure Cu koje sadrže Al). Jednosmerna struja
pozitivne elektrode (E+) se primenjuje pri zavarivanju tankih limova od aluminijuma, magnezijuma, titana da bi se ostvario efekat katodnog iš enja. Naizmeni na struja se primenjuje pri zavarivanju aluminijuma, magnezijuma i nekih vatrootpornih metala. Pri TIG zavarivanju legura aluminijuma može se pojaviti poroznost metala šava. Tome je uzrok vlaga, površinski oksid Al2O3 i ne isto e aluminijuma. Zato se traži iš enje zone zavarivanja i okoline (oko 30 mm) struga em ("šaberom") ili metalnom etkom.
Dodatni materijal se bira u zavisnosti od osnovnog materijala i isporu uje se u obliku žica i šipki pri ru nom zavarivanju, ili namotan na koturu pri automatskom zavarivanju. Ponekad se kao dodatni materijal za TIG zavarivanje može koristiti i par e ili traka uzeta iz osnovnog materijala. U principu dodatni materijal za TIG zavarivanje kao i tehnika zavarivanja se bira kao i pri gasnom zavarivanju. @ice moraju biti iste kao i oprema kojom se zavaruje, bez tragova oksida, masti, ulja i sl. Ponekad se zahteva izvo enje operacije zavarivanja sa tzv. "belim rukavicama" (pri zavarivanju kosmi ke opreme, delova nuklearnih reaktora i tsl.).
TIG zavarivanje je mogu e izvoditi u svim položajima. Tanji materijali se zavaruju bez posebne pripreme ivica izvo enjem tzv. prirubnih, ugaonih ili I spojeva, dok se u slu aju ve e debljine, ivice posebno pripremaju sli no kao i pri zavarivanju u zaštiti CO2. Naj eš e su koriš eni spojevi sa V -
* direktan polaritet - negativna elektroda (E-)

3
žlebom za s= 3.2÷12.7 mm, odnosno X - žlebom za s > 12.7 mm. U tablicama 3.1, 3.2, 3.3 i 3.4 date su preporuke za izbor režima zavarivanja niskougljeni nih i
ner aju ih elika, odnosno režimi zavarivanja aluminijuma jednosmernom i naizmeni nom strujom.
Tablica 3.1 Preporuke za izbor osnovnih parametara TIG zavarivanja niskougljeni nih elika
Debljina materijala
Vrsta spoja Polaritet Struja
zavarivanjaRadni napon
Pre nik elektrode
Pre nik dodatnog materijala
Protok zaštitnog
gasa
Veli ina mlaznice
Rastojanje mlaznice od
komada
mm - - A V mm mm l/min mm mm
1.5÷3.2 I E - 50÷100 12 2.4 1.6 ili 2.4 9.5 9.5 max 13
3.2÷6.5 V E - 70÷120 12 2.4 2.4 ili 3.2 9.5 9.5 max 13
6.5÷13 X E - 90÷150 12 2.4 2.4 ili 3.2 9.5 9.5 max 13
Tablica 3.2 Preporuke za izbor osnovnih parametara TIG zavarivanja ner aju ih elika
Debljina materijala
Vrsta spoja Polaritet Struja zavarivanja,
Radni napon,
Pre nik elektrode,
Pre nik dodatnog materijala
Protok zaštitnog
gasa
Veli ina mlaznice
Rastojanje mlaznice od
komada,
mm - - A V mm mm l/min mm mm
1.5÷3.2 I E - 50÷90 12 2.4 1.6 ili 2.4 9.5 9.5 max 13
3.2÷6.5 V E - 70÷120 12 2.4 2.4 ili 3.2 9.5 9.5 max 13
6.5÷12 X E - 100÷150 12 2.4 2.4 ili 3.2 9.5 9.5 max 13
Tablica 3.3 Preporuke za izbor osnovnih parametara TIG zavarivanja aluminijuma jednosmernom strujom pozitivnog polariteta
Debljina materijala
Vrsta spoja Struja
zavariv.* Radni napon
Pre nik elektrode
Protok zaštitnog gasa**
Brzina zavariv.
Pre nik dodatnog materijala
Broj prolaza
mm - A V mm l/min m/min mm -
0.25 Prirubni spoj 10÷15 10 0.5 9.5÷23.7 1.32 bez 1
0.25÷0.51 I 15÷30 10 0.5 9.5÷23.7 1.32 0.5 1
0.51÷0.76 I 20÷50 10 0.5 9.5÷23.7 1.32 0.5 1
0.76÷0.81 I 65÷70 10 2.4 9.5÷23.7 1.32 0.5 1
0.86÷1.0 I 25÷65 10 1.2 9.5÷23.7 0.91 1.2 1
1.0÷1.3 I 35÷95 10 1.2 9.5÷23.7 0.61 1.2 1
1.3÷1.5 I 45÷120 10 1.6 9.5÷23.7 0.61 1.2 1
1.5÷1.8 I 55÷145 10 1.6 9.5÷23.7 0.61 1.6 1
1.8÷2.0 I 80÷175 10 1.6 9.5÷23.7 0.61 1.6 1
2.0÷2.3 I 90÷185 10 3.2 9.5÷23.7 0.61 3.2 1
2.3÷3.2 I 180÷200 12.5 3.2 9.5÷23.7 0.57 3.2 1
3.2÷6.4 I 230÷340 12.5 3.2 11.8÷28.3 0.51 4.8 1
6.4÷12.7 V 300÷450 13 4.0 11.8÷28.3 0.51 4.8 1
12.7÷19.1 V 300÷450 13 4.8 11.8÷28.3 0.15 6.4 3
19.1÷25.4 X 300÷450 10 4.8 11.8÷28.3 0.13 6.4 2
> 25.4 X 550÷570 10 6.4 18.8÷28.3 0.13 6.4 2

4
* Pri ru nom izvo enju zavarivanja birati manje, a pri automatskom ve e vrednosti ja ine struje, ** Najbolje je ustanoviti optimalni protok probama.
Tablica 3.4 Preporuke za izbor osnovnih parametara TIG zavarivanja aluminijuma naizmeni nom strujom
Debljina materijala
Vrsta spoja Razmak u korenu žleba
Položaj zavariv.*
Ja ina struje
Pre nik elektrode
Protok zaštitnog
gasa
Brzina zavariv.
Pre nik dodatnog materijala
Broj prolaza
mm - mm - A mm l/min m/min mm -
1.6 I
I
1.6
1.6
H,V,HV
O
70÷100
65÷75
1.6÷2.4
1.6
9.5
12
0.20÷0.25
0.20÷0.25
2.4
2.4
1
1
2.4 I
I
I
2.4
2.4
2.4
H
V,HV
O
95115
95÷110
901÷10
2.4÷3.2
2.4
2.4÷3.2
9.5
9.5
12.0
0.20÷0.25
0.20÷0.25
0.20÷0.25
3.2
2.4÷3.2
2.4÷3.2
1
1
1
3.2 I
I
I
3.2
2.4
2.4
H
V,HV
O
125150
110÷140
115÷140
3.2
3.2
3.2
9.5
9.5
12
0.25÷0.31
0.25
0.25÷0.31
3.2÷4.0
3.2
3.2÷4.0
1÷2
1÷2
1÷2
4.8 V(60°)
V(60°)
V(90°)
V(110°)
3.2
2.4
2.4
2.4
H
V
HV
O
170÷190
160÷175
155÷170
165÷180
4.0÷4.8
4.0
4.0
4.0
9.5
9.5
9.5
14
0.25÷0.31
0.25÷0.31
0.25÷0.31
0.25÷0.31
4.0÷4.8
4.0
4.0
4.0
2
2
2
2
6.4 V(60°)
V(60°)
V(90°)
V(110°)
3.2
2.4
2.4
2.4
H
V
HV
O
220÷275
200÷240
190÷225
210÷250
4.8÷6.4
4.8
4.0÷4.8
4.8
14
14
14
16.5
0.20÷0.25
0.20÷0.25
0.20÷0.25
0.20÷0.25
4.8÷6.4
4.8
4.0÷4.8
4.8
2
2
2÷3
2
9.5 V(60°)
V(90°)
V(60°)
V(90°)
V(60°)
V(110°)
3.2
2.4
2.4
2.4
2.4
2.4
H
H
V
V,HV,O
HV
O
315÷375
340÷380
260÷300
240÷300
240÷300
260÷300
6.4
6.4
4.8÷6.4
4.8÷6.4
4.8÷6.4
4.8÷6.4
16.5
16.5
16.5
16.5
16.5
19
0.20÷0.25
0.20÷0.25
0.20÷0.25
0.20÷0.25
0.20÷0.25
0.20÷0.25
4.8÷6.4
4.8÷6.4
4.8
4.8
4.8
4.8
2
2
3
2
3
3
* H - horizontalni, V - vertikalni, HV - horizontalno-vertikalni, O - iznad glave
3.1.2 MAG (Metal-Aktivan Gas) ili CO2 - postupak zavarivanja
Kod MAG - zavarivanja (sl. 3.3), elektrodna žica pre nika 0.8÷2.5 mm istovremeno je i dodatni materijal. Na visokoj temperaturi u luku, deo gasa CO2 se razlaže na CO i O2, što zna i da je CO2 aktivan u toku procesa zavarivanja.
GMlaznica
Topljvaelektrodnažica
Vodjica
Izvorjednosmerne struje
CO2

5
Slika 3.3 Shema MAG zavarivanja MAG (CO2) postupak se koristi za zavarivanje niskougljeni nih i niskolegiranih elika debljine
0.8÷30 mm. Luk se uspostavlja dodirom vrha elektrodne žice i osnovnog materijala. Osnovne karakteristike MAG postupka zavarivanja su:
• zavarivanje je mogu e u svim položajima,
• parametri zavarivanja: I = 40÷500 A; U = 16÷35 V; vz = 15÷60 m/h, • spoljna karakteristika izvora: ravna (pad 2 V na 100 A), • struja zavarivanja: jednosmerna obrnutog polariteta*.
3.1.2.a Tehnološki parametri zavarivanja u zaštiti CO2
Ovi se parametri pri izvo enju su eonih spojeva u horizontalnom položaju i ugaonih spojeva u koritastom i horizontalno-vertikalnom položaju (JUS.CH3.011) mogu približno izra unati na osnovu polaznih podataka kao što su vrsta spoja, pre nik elektrodne žice i oblik šava. Najpre se, zavisno od debljine zavarivanih delova i vrste spoja, biraju oblik i dimenzije žleba, prema podacima datim u tablici 3.5.
Dalje se na osnovu podataka iz tablice 3.6 usvaja popre ni presek pojedinih zavara i odre uje ukupan broj prolaza. Pri tome treba imati u vidu slede e preporuke za izbor pre nika elektrodne žice (d) zavisno od debljine (s) zavarivanih delova u su eonom spoju, odnosno od debljine šava (a) kod ugaonih spojeva (tab. 3.7 i tab. 3.8).
U vezi sa debljinom ugaonih šavova treba se držati slede ih preporuka (odnose se na sve metode elektrolu nog zavarivanja): za nose i ugaoni šav njegova debljina mora biti najmanje 3 mm (amin = 3 mm), odnosno najviše amax = 0.7⋅ smin , gde je smin - najtanji deo u spoju. Ako se iz konstrukcionih razloga traži da bude amax > 5 mm, ugaoni šav treba izvesti sa dva ili više prolaza.
Na osnovu usvojenog preseka odgovaraju eg zavara (Az) može se izra unati masa zavara (M) koja je potrebna da se popuni deo žleba dužine l = 1 cm :
M V A l gz= ⋅ = ⋅ ⋅ρ ρ , (3.1)
gde je: ρ = 7.85 g/cm3 - gustina elektrodne žice V = Az ⋅ l - jedini na zapremina zavara na dužini od 1 cm.
* Obrnuti polaritet - pozitivna elektroda (E+)

6
Tablica 3.5 Priprema stranica za zavarivanje u zaštiti CO2
Dimenzije žleba
s α b c r Vrsta šava Popre ni presek žleba i šava
mm
°
mm
Rubni šav
s
b
c r
≤2 - ≤0.5 s+1 s÷1.5s
≤2 - ≤0.5 - -
I - šav 2÷3 - ≤0.8 - -
3÷6 - ≤1 - -
Dvostrani
I - šav
sb6÷12 - 1÷3 - -
V - šav
c b s
α
5÷20 30÷50 ≤2 1.5÷2.5 -
1/2 V- šav
α
b
c s
3÷16 40÷55 ≤2 1.5÷2.5 -
>1 - ≤2 - -
Ugaoni šav
1÷4 90 ≤2 ≤2 -
>4 60÷90 ≤2 ≤2 -
sb
s
b
s
scb
α

7
Tablica 3.6 Grani ni preseci pojedinih zavara
Dopušteni presek zavara u mm2 za:
Vrsta spoja
Vrsta zavara Položaj "a" za pre nik žice:
d = 1.2 mm d = 1.6 mm
Su eoni Koreni zavar Zavari ispune Pokrivni zavar
11.0 6.25÷64.0 15.0÷64.0
11.0 15.0÷64.0 15.0÷64.0
Položaj "b" Položaj "c"
Ugaoni
d = 1.2 mm d = 1.6 mm d = 1.2 mm d = 1.6 mm
Zavari popune Pokrivni zavar
6.25÷64.0 15.0÷64.0
15.0÷36.0 15.0÷64.0
6.25÷36.0 15.0÷36.0
15.0÷36.0 15.0÷36.0
Prema JUS CH3.011/82 razlikuju se položaji: a) horizontalan b) koritast c) horizontalno-vertikalan
Tablica 3.7 Izbor pre nika elektrodne žice - su eoni spoj
s , mm ≤ 2 2÷20 10÷30
d , mm 0.8 1.2 1.6
Tablica 3.8 Izbor pre nika elektrodne žice - ugaoni spoj
a , mm 2 3 >3
d , mm 1.2 1.2 1.6
Koli ina pretopljene elektrodne žice u jedinici vremena (brzina topljenja u g/s) izra unava se prema izrazima :
m M M120 64 011 014.2 . . . ,= + ⋅ + ⋅ (za žicu d = 1.2 mm) (3.2)
m M M120 64 0 55 0 055.6 . . . ,= + ⋅ − ⋅ (za žicu d = 1.6 mm) (3.3)
Tanki limovi debljine do 4 mm zavaruju se bez pripreme ivica u horizontalnom položaju (do 3 mm u ostalim položajima), a za limove ve ih debljina izra uju se V, X i K - žlebovi, sli no kao za REL - zavarivanje. Uglovi otvora žlebova su 40÷50°, a zazor izme u limova 0÷2.5 mm.
Prethodno usvojene i izra unate veli ine omogu uju da se izra una brzina zavarivanja kao i brzina topljenja elektrodne žice.
Brzina zavarivanja ra una se po izrazu:

8
vm
Acmz
z
=⋅
⋅
6000
ρ
, / min (3.4)
gde je: m - masa deponovanog metala u g/s, Az - površina zavara u mm2, ρ - gustina dodatnog materijala u g/cm3. Brzina topljenja elektrodne žice (vt = 1.2÷25 m/min) ra una se po izrazu:
vA v
dmt
z z=
⋅ ⋅0 0127322
., / min (3.5)
Broj prolaza može se odrediti na dva na ina: - prema iskustvenim podacima za razli ite debljine lima (tab.3.9):
Tablica 3.9
s , mm 4÷8 6÷12 8÷15 15÷20 20÷30
n 2 3 6 8 12
- na osnovu površine popre nog preseka žleba (A) i zavara (Az):
nA
Az
= (3.6)
gde je: Az = 0.0625÷0.64 cm2 zavisno od pre nika žice, vrste žleba i dr. (tab.3.6). Najzad se izra unavaju energetski parametri zavarivanja u zaštiti gasa CO2:
• ja ina struje za elektrodnu žicu pre nika d = 1.2 mm, • ja ina struje za elektrodnu žicu pre nika d = 1.6 mm,
• radni napon elektri nog luka. Ja ina struje zavarivanja (I1.2 i I1.6) za pre nike žice d = 1.2 i d = 1.6 mm ra una se prema
slede im izrazima:
I V At1 308 17.2 log ,= ⋅ − (3.7)
I V At1 378 26.6 log ,= ⋅ + (3.8)
Napon zavarivanja (radni napon):
U I V= + ⋅14 0 05. , (3.9)
Na kraju treba napomenuti da se kod su eonih spojeva usvajaju razli iti preseci korenskog zavara, zavara ispune i pokrivnog zavara, ali tako da zbir njihovih popre nih preseka bude nešto ve i od površine popre nog preseka odgovaraju eg žleba.
S obzirom na to da se CO2 -postupak sve više primenjuje, i da u nekim oblastima potiskuje gasno zavarivanje, u literaturi se može na i više razli itih metoda za odre ivanje osnovnih parametara zavarivanja. Tako se prema metodi W. Andersa prora un tehnoloških parametara zavarivanja u zaštiti CO2 razlikuje od izloženog u slede em:
Koli ina pretopljene elektrodne žice u jedinici vremena (brzina topljenja u g/s) izra unava se prema izrazu:
mA
g sz= ⋅
⋅
2 5500
. , /ρ
(3.10)
gde je: Az - usvojeni popre ni presek zavara u mm2, ρ - gustina materijala u g/cm3. Brzina zavarivanja ra una se prema izrazu:

9
vm
Am hz
z
=⋅
⋅
3600
ρ
, / (3.11)
Brzina topljenja elektrodne žice:
vm
dm ht = ⋅6491
2. , / (3.12)
gde je: d - pre nik elektrodne žice u mm. Ja ina struje zavarivanja:
I m A= ⋅236 0.737 , (3.13)
Napon zavarivanja (radni napon):
U m V= ⋅26 6 0.26. , (3.14)
Pri prora unu parametara zavarivanja po metodi W.Andersa treba pažljivo izabrati površinu popre nog preseka zavara Az = Az (d, vrste zavara, položaja zavarivanja,...), prora unati koli inu pretopljene elektrodne žice m (mmax=2.5 g/s), jer svi ostali parametri su direktno zavisni od ovih veli ina.
Pored pomenutih parametara zavarivanja, na kvalitet zavarenog spoja uti u još: dužina izvu enog (slobodnog) dela elektrodne žice, položaj ži ane elektrode (pištolja za zavarivanje) u odnosu na ravan spoja, udaljenost mlaznice za gas od površine radnog komada, vrsta zaštitnog gasa i njegova potrošnja, polaritet ži ane elektrode, položaj zavarivanja, promenljivi induktivitet i tsl.
Prora unati parametri zavarivanja služe kao polazni za izbor režima zavarivanja u zaštiti CO2. Isti se upore uju sa iskustveno predloženim i eventualno vrši korekcija prora una pre izvo enja procesa zavarivanja. Nakon ispitivanja izvedenih spojeva usvajaju se parametri koji daju najbolje rezultate.
U tablicama 3.10 i 3.11 date su preporuke za izbor režima zavarivanja niskougljeni nih i niskolegiranih konstrukcionih elika.
Tablica 3.10 Režimi poluautomatskog i automatskog zavarivanja su eonih spojeva u zaštitnom gasu CO2
Debljina materijala
Zazor Broj prolaza Pre nik elektrodne
žice
Struja zavariv.
Napon Brzina zavariv.
Protok gasa
mm mm - mm A V m/h l/min
0.6÷1.0 0.5÷0.8 1 0.5÷0.8 50÷60 18÷20 20÷25 6÷7
1.2÷2.0 0.8÷1.0 1÷2 0.8÷1.0 70÷100 18÷20 18÷24 10÷12
3÷5 1.6÷2.0 1÷2 1.6÷2.0 180÷200 28÷30 20÷22 14÷16
6÷8 1.8÷2.2 1÷2 2.0 250÷300 28÷30 18÷22 16÷18
8÷12 1.8÷2.2 2÷3 2.0 250÷300 28÷30 16÷20 18÷20

10
Tablica 3.11 Režimi automatskog i poluautomatskog zavarivanja ugaonih šavova u zaštitnom gasu CO2
Debljina materijala
Pre nik elektrodne
žice
Kateta šava
Broj prolaza
Struja zavarivanja Napon Brzina
zavarivanja
Slobodni deo
elektrode
Protok gasa
mm mm mm n A V m/h mm l/min
1.0÷1.3 0.5 1.0÷1.2 1 50÷60 18÷20 18÷20 8÷10 5÷6
1.0÷1.3 0.6 1.2÷2.0 1 60÷70 18÷20 18÷20 8÷10 5÷6
1.5÷2.0 0.8 1.2÷2.0 1 60÷75 18÷20 16÷18 8÷10 6÷8
1.5÷2.0 0.8 1.5÷3 1 70÷110 18÷20 16÷18 8÷10 6÷8
1.5÷3.0 1.2 2÷3 1 90÷130 20÷22 14÷16 10÷12 8÷10
3÷4 1.2 3÷4 1 120÷150 20÷22 16÷18 10÷12 8÷10
3÷4 1.6 3÷4 1 150÷180 28÷30 20÷22 16÷18 12÷14
5÷6 1.6 5÷6 1 230÷260 28÷30 26÷28 16÷18 16÷18
5÷6 2.0 5÷6 1 260÷300 28÷30 29÷31 20÷24 16÷18
7÷9 2.0 7÷9 1 300÷350 30÷32 20÷22 20÷24 18÷20
9÷11 2.0 9÷11 2 300÷350 30÷32 24÷26 20÷24 18÷20
11÷13 2.0 11÷13 3 300÷350 30÷32 24÷26 20÷24 18÷20
13÷15 2.0 13÷15 4 300÷350 30÷32 24÷26 20÷24 18÷20
3.1.3 MIG - zavarivanje (Metal - Inertan Gas)
MIG - postupak je sli an MAG-u, s tim što se koristi drugi zaštitni gas - argon i druga iji pištolj. Najviše se primenjuje za zavarivanje legiranih elika i neželeznih metala debljine do 20 mm, pomo u žice pre nika 1÷2.5 mm.
Osnovne karakteristike MIG postupka zavarivanja su: • zavarivanje je mogu e u svim položajima,
• parametri zavarivanja: I = 150÷500 A; U = 20÷30 V; vz = 6÷90 m/h,
• protok argona: q = 20 l/min, strujanje - laminarno, • spoljna karakteristika izvora: ravna (pad 2 V na 100 A),
• struja zavarivanja: jednosmerna obrnutog polariteta. Ovde se daju kratke napomene pri zavarivanju ner aju ih elika, aluminijuma, magnezijuma,
bakra, nikla i njihovih legura MIG postupkom. Skoro sve vrste ner aju ih elika mogu se uspešno zavarivati u zaštiti inertnih gasova. U primeni
su svi na ini prenosa dodatnog metala (kratkospojeni, krupnokaplji asti, pulsiraju i i prenos u mlazu). Dodavanjem 3 do 5% kiseonika argonu, umanjuje se potrebna ja ina struje. Zavarivanje se izvodi poluautomatski ili automatski jednosmernom strujom obrnutog polariteta (ži ana elektroda vezana za + pol). Neophodno je primenjivati režime zavarivanja koji smanjuju udeo osnovnog metala u šavu i spajati elike i dodatne metale sa minimalnim sadržajem odgovaraju ih primesa (fosfora, sumpora, olova, kalaja, bizmuta, kiseonika, vodonika). Potrebno je održavati što kra i izvu eni - slobodni deo ži ane elektrode i odabrati optimalnu brzinu zavarivanja i potrošnju zaštitnih gasova radi spre avanja prodiranja vazduha u zonu istopljenog metala.
MIG postupkom se uspešno zavaruju aluminijum i njegove legure iz slede ih razloga:
• nije potrebna upotreba topitelja,

11
• primenom jednosmerne struje pozitivne elektrode (E+) dolazi do
• katodnog iš enja (razaranja) oksidnog sloja na osnovnom metalu, • omogu uju se ve e brzine zavarivanja, • uža je zona uticaja toplote, odnosno manje deformacije i
• relativno kratka obuka zavariva a. Zavaruju se uspešno materijali uglavnom deblji od 3 mm u svim položajima. Upotrebljava se
naj eš e elektrodna žica pre nika 1.6 mm, a za materijale deblje od 8 mm treba primeniti još i predgrevanje. U tablici 3.12 daju se orijentacioni podaci za MIGs* zavarivanje aluminijuma.
Kako pri zavarivanju aluminijuma i njegovih legura postoje odre ene teško e, kao i pri zavarivanju drugih lakih legura to se treba pridržavati slede eg:
• pre zavarivanja ukloniti slojeve oksida sa stranica žleba i ostalih površina na minimalnom rastojanju 30÷40 mm. Pre nanošenja slede eg sloja neophodno je o istiti površinu prethodnog sloja,
• iš enje izvoditi isklju ivo etkom od ner aju eg elika ili odgovaraju im struga em. Na površinama radnog komada ne smeju se praviti duboki zarezi jer oni mogu biti žarište korozije,
• pripoje izvoditi prema propisanom redosledu i na odgovaraju em rastojanju. Treba se na kraju podsetiti da je pre uvo enja MIG - postupka zazavarivanje legura aluminijuma
koriš en oksiacetilenski, REL i TIG - postupak. Teško e vezane za primenu gasnog i REL - zavarivanja prevazi ene su pronalaskom TIG - postupka, ali su ostali problemi teško pristupa nih ugaonih šavova i nedovoljno koncentrisane toplote TIG-a za debele preseke. Gotovo sve su teško e prevazi ene primenom MIG - postupka naro ito za izvo enje ugaonih šavova koji ine znatan deo spojeva u zavarenim konstrukcijama.
Tablica 3.12 Orijentacioni podaci za MIGs zavarivanje aluminijuma
Broj Struja zavarivanja Potrošnja argona Napomena
prolaza H1) V1) O1)
Pre nik
elektrode
Brzina
zavariv. H1) V1) O1) Debljina
mm
Tip
spoja - A mm m/min l/min
(Temperatura
predgrevanja)
3
su eoni
preklopni
ugaoni
1
1
1
140
140
140
-
-
-
-
-
-
1.6
1.6
1.6
0.8÷1.0
-
-
13
13
13
-
-
-
-
-
-
-
4
su eoni
preklopni
ugaoni
1
1
1
160÷180
160÷180
160÷180
150÷160
150÷160
150÷165
140÷150
150
160
1.6
1.6
1.6
0.7÷1.0
-
-
14
14
14
20
20
20
20
20
20
-
5
su eoni
preklopni
ugaoni
1
1
1
200÷220
200÷220
200÷220
160÷180
160÷180
160÷180
150÷170
165
165
1.6
1.6
1.6
0.6÷0.9
-
-
15
15
15
20
20
20
20
20
20
-
8
su eoni
preklopni
ugaoni
2
1
1
280÷300
280÷320
300÷320
200÷230
220
220
200÷220
220
220
2.4
2.4
2.4
0.7÷0.9
-
-
17
17
17
25
25
25
25
25
25
150÷180°C
12
su eoni
preklopni
ugaoni
2
2
2
350÷380
350÷380
350÷380
240
240
240
240
240
240
2.4
2.4
2.4
0.5÷0.7
-
-
20
20
20
25
25
25
25
25
25
200÷220°C
20
su eoni
preklopni
ugaoni
2÷3
2÷3
2÷3
370÷390
380÷400
380÷400
250
380÷400
380÷400
250
240÷270
240÷270
2.4
2.4
2.4
0.3÷0.4
-
-
20
20
20
25
25
25
25
25
25
250°C
1) H, V, O - horizontalan, vertikalan i položaj zavarivanja iznad glave, respektivno.
* zavarivanje u inertnom gasu topljivom ži anom elektrodom, sa kratkospojenim prenosom dodatnog materijala (Short-Arc)

12
Magnezijum i njegove legure zavaruju se sli nom tehnologijom kao aluminijum i njegove legure. Zavarljive legure bakra su uglavnom mesing i bronza kao i ist dezoksidisani bakar. Uspešno se
zavaruju su eoni i ugaoni spojevi sa prenosom dodatnog materijala u mlazu (MIGs) a posebno sa pulsiraju im prenosom dodatnog materijala (MIGp). Metal debljine do 5 mm zavaruje se sa predgrevanjem do 350°C, a sa pove anjem debljine temperatura predgrevanja se pove ava na 600 do 800°C. Temperaturu predgrevanja treba održavati približno konstantnom za vreme zavarivanja. Bakar i njegove legure pored zavarivanja u zaštiti argona, mogu se zavarivati i u smeši argona i azota (70 do 80% Ar + 20 do 30% N2), radi uštede argona i pove anja produktivnosti. Naj eš e je u primeni elektrodna žica pre nika 1.6 mm i zavarivanje u nagnutom položaju pod uglom od 45°.
ist nikal i njegove legure zavaruju se obi no u debljinama iznad 4 mm. U pogledu tehnologije zavarivanja, nikal i njegove legure su najbliži visokolegiranim austenitnim koroziono postojanim elicima. Kao i u slu aju zavarivanja aluminijuma i njegovih legura posebnu pažnju treba posvetiti isto i
spoljnjih površina osnovnog i dodatnog materijala. Zona spoja mora biti metalno sjajna, o iš ena od ne isto a i oksidnih skrama mehani kim ili hemijskim sredstvima. Naj eš e se primenjuju pulsiraju i i kratkospojeni prenos dodatnog metala. U slu aju navarivanja i reparature ošte enih delova preporu uju se nešto ve e vrednosti struje (20%) u odnosu na zavariva ke radove. Oprema za MIG zavarivanje prikazana je na slici 3.4.
Slika 3.4 Oprema za MIG zavarivanje
Na kraju poglavlja o zavarivanju u zaštiti gasova topljivom elektrodnom žicom postupcima MIG/MAG (ili kako se oni esto jedinstveno nazivaju GMA - Gas Metal Arc), treba ista i da me u njima nema velike razlike jer su izvori struje i polaritet isti a u dodatnim žicama razlike su neznatne. Koji e se zaštitni gas upotrebiti uslovljeno je metalurškim faktorima i potrebom da se kontroliše prštanje i oblik šava (sl. 3.5). U tom smislu ist argon se koristi pri zavarivanju neželeznih metala (uglavnom legura aluminijuma, bakra i njegovih legura) i legura nikla, mešavina Ar-CO2 za ugljeni ne i niskolegirane elike (Ar-5% CO2 za tanje preseke i Ar-20% CO2 za deblje preseke), a argon sa dodatkom 1÷5% O2 za ner aju e elike. Ugljen-dioksid se samostalno upotrebljava za zavarivanje ugljeni nih elika kratko spojenim prenosom, odnosno pri zavarivanju strujom ve e ja ine prenosom u vidu krupnih kapljica. Svim postupcima zavarivanja u zaštiti gasa smetaju vazdušna strujanja (vetar, promaja), jer se može oduvati zaštitni gas i nastati poroznost i oksidni uklju ci u metalu šava. Tako e je neophodno laminarno strujanje gasa.

13
CO2
Ar - CO2
Slika 3.5 Uticaj zaštitnog gasa na prenos metala i penetraciju

1
IZVEŠTAJ O VEŽBI BR. 3
Naziv vežbe: Zavarivanje u zaštiti gasova (MAG/MIG, TIG)
R. br.
Parametri zavarivanja – broj probe Postupak zavarivanja
1 MAG
2 MAG
3 TIG
Vrsta (oznaka) 0360 0360 Ner aju i
austenitni elik
Standard JUS JUS JUS 1. Osnovni materijal
(OM)
Dimenzije, mm s= 3 mm s= 5 mm s= 2 mm
Vrsta (oznaka) VAC 60 VAC 60 INOX 18/8/6
Standard JUS C.H3.051/81 JUS C.H3.051/81 JUS C.H3.051/81 2. Dodatni materijal
(DM)
Dimenzije, mm Ø 1 mm Ø 1 mm Ø 2 mm
3. Ja ina struje, A 140 200 85
4. Vrsta struje/polaritet __/E+ __/E+ __/E-
5. Radni napon, V 23 24 12
6. Brzina zavarivanja, cm/min 42 40 12
7. Položaj zavarivanja (tehnika) H - ulevo H - udesno H - ulevo
8. Vrsta zaštitnog gasa ugljen-dioksid ugljen-dioksid argon
9. Protok zaštitnog gasa, lit/min 13 15 10
10. Vrsta spoja preklopni ugaoni preklopni
11. Vrsta žleba (skica)
12. Ocena kvaliteta izvedenog spoja zadovoljava zadovoljava zadovoljava
13. Napomena:

1
55.. OOCCEENNAA ZZAAVVAARRLLJJIIVVOOSSTTII UUGGLLJJEENNII NNIIHH,, NNIISSKKOOLLEEGGIIRRAANNIIHH II VVIISSOOKKOOLLEEGGIIRRAANNIIHH EELLIIKKAA –– vveežžbbaa bbrr.. 44 ((DDrr VVuukkii LLaazzii ,, vvaannrr.. pprrooff..))
Pod pojmom zavarljivost podrazumeva se kompleksno svojstvo vezano istovremeno za materijal, tehnologiju i konstrukciju koje omogu ava izvo enje zavarenog spoja traženih osobina. Koje se osobine traže zavisi od namene zavarenog spoja; u jednom slu aju može se zahtevati ravnomernost mehani kih osobina, u drugom korozionih osobina, u tre em elektri nih i tsl. S obzirom na kompleksnost pojma zavarljivosti, posebno se razmatraju metalurška zavarljivost u smislu pogodnosti materijala za zavarivanje, tehnološka zavarljivost u smislu mogu nosti zavarivanja odre enim postupkom i konstrukciona zavarljivost u smislu pouzdanosti izvedenog spoja pa i podsklopova, sklopova i cele konstrukcije.
Zbog specifi nih uslova obrazovanja zavarenog spoja - brzih metalurških reakcija, delovanja sopstvenih napona i deformacija - u šavovima i zoni uticaja toplote (ZUT) mogu nastati razli ite greške. To su naj eš e naprsline, poroznost, uklju ci troske, neprovarivanje (po stranicama i debljini) i zajedi. Štetan uticaj navedenih grešaka ocenjuje se prema koncentraciji napona, a ne prema umanjenju efektivnog popre nog preseka. To dalje zna i da se mogu dopustiti zaobljeni defekti tipa gasnih mehurova i uklju aka troske, a ne dopuštaju se naprsline, neprovari i drugi koncetratori napona. Zato su, za procenu sklonosti zavarenih spojeva ka najopasnijim greškama - naprslinama, razvijene ra unske metode, tehnološke probe i laboratorijska ispitivanja uklju uju i i Mehaniku loma. Pri oceni globalne zavarljivosti, navedene metode se me usobno dopunjuju, jer je pojedina na procena nepouzdana.
5.1 Ocena zavarljivosti ugljeni nih elika
Za zavarene konstrukcije ugljeni ni elici se koriste u obliku limova, šipki, profila, cevi. Ovi elici su namenjeni uglavnom za stati ka optere enja i smatraju se dobro zavarljivim ako ja ina spoja odgovara ja ini osnovnog materijala, i ako nema naprslina u zoni spoja ni pada plasti nosti u prelaznoj zoni. Dobro su zavarljivi niskougljeni ni (meki) elici koji sadrže do 0.25% C, Mn ≤ 0.4%, Si ≤ 0.3% i ne isto e P i S < 0.05%.
Ina e se hemijski elementi u eliku smatraju legiraju im ako je njihov sadržaj najmanje jednak vrednostima (%) datim u tablici 5.1.
Tablica 5.1
Mo V Co Ti Al W Cr Ni Si Mn
0.08 0.10 0.10 0.05 0.10 0.10 0.30 0.30 0.60 0.80
Kod ugljeni nih elika sa ve im sadržajem: C od 0.25%, Mn od 0.4% i Si od 0.3% zavarljivost se procenjuje prema ekvivalentnom ugljeniku:
%,44
MnSiCCE ++=
(5.1)
kojim se izražava poznata injenica da sa porastom sadržaja ugljenika i legiraju ih elemenata raste zakaljivost elika i samim tim opada zavarljivost (raste sklonost ka hladnim naprslinama).
Za ugljeni ne elike koji još sadrže i Cr i Mo ispod grani nog sadržaja za legirane elemente, ra una se:
CE CMn Cr Mo
= + + +
6 5 4, %
(5.2)

2
Budu i da na sklonost ka hladnim naprslinama, pored CE, uti e i brzina hla enja, to se pri razmatranju zavarlji-vosti mora uzeti u obzir i debljina zavarivanih delova. Delovi ve e debljine, pri istim ostalim uslovima, brže se hlade pa su skloniji pojavi naprslina. Prema tome dobro su zavarljivi ugljeni ni elici ako im je CE < 0.45% i debljina s ≤ 25 mm, odnosno CE<0.41% za s > 25 mm. Delovi koji se po CE i "s" ne uklapaju u ove granice smatraju se uslovno zavarljivim, što zna i da se traži predgrevanje na 100÷150°C. Pri oceni zavarljivosti pomo u CE treba imati u vidu injenicu da je to gruba procena jer se ne uzima u obzir na in proizvodnje eli-ka, postupak i tehnologija zavarivanja i sl. Tako, na primer ako dva elika imaju CE1= 0.66%, Al1= 0.057% i CE2= 0.62%, Al2= 0.001%, trebalo bi da prema % CE budu iste sklonosti ka naprslinama. Me utim, ta je sklonost kod prvog elika umirenog sa aluminijumom samo 5÷10%, a kod dru-
gog 90%. Za ocenu zavarljivosti ugljeni nih elika koristi se i dijagram prikazan na slici 5.1, koji zavisno od
debljine i sadržaja ugljenika razvrstava elike na:
- A - zavarljive,
- B - zavarljive sa predgrevanjem,
- C - zavarljive sa predgrevanjem i naknadnom termi kom obradom.
Predgrevanjem se smanjuje brzina hla enja, a time i tvrdo a u ZUT-u. Sama po sebi visoka tvrdo a nije štetna, ali kombinovana sa difundovanim vodonikom u ZUT-u i njegovim preobražajem u moleku-larni oblik, dovodi do hladnih naprslina.
5.2 Ocena zavarljivosti niskolegiranih elika
I kod ovih elika ugljenik je osnovni hemijski element koji uti e na zavarljivost, jer dovodi do zakaljivanja u ZUT-u kod feritnih elika i obrazovanja karbida kod Cr-Mo elika. Sadržaj ugljenika kod ovih elika retko prelazi 0.25%, a legiraju i elementi koji poboljšavaju korisne osobine elika istovremeno pogoršavaju zavarljivost.
Kod niskolegiranih elika ekvivalentni ugljenik se izra unava po formulama:
CE CMn Cr Mo V Ni Cu
= + +
+ +
+
+
6 5 15, % (5.3)
CE CMn Si Ni Cr Mo V
= + + + + + +
6 24 40 5 4 14, % (5.4)
CE CMn Ni Cr Mo V
= + + +
+ +
20 15 10, % (5.5)
elici sa ve im vrednostima CE se mogu zakaliti u ZUT-u zbog delovanja temperaturskih ciklusa zavarivanja. Ako tvrdo a pre e izvesnu granicu, koja zavisi od sadržaja difundovanog vodonika po-javi e se naprsline. Zato se grani na tvrdo a u ZUT-u vezuje za H2: (20)→350; (10÷20)→375; (5÷10)→400 i (1÷5) → 450. U zagradi je dat sadržaj H u ml na 100 g metala šava, a iza strelice data je tvrdo a HV. Ako se usvoje najviše primenjivane rutilne elektrode, sa sadržajem vodonika u metalu šava od 20÷35 ml/100 g, onda je dopuštena tvrdo a 350 HV. Primenom izraza dobijenog statisti kom obradom eksperimentalnih rezultata HVmax = 1200⋅CE - 200, dobija se CE ≤ 0.45% kao granica dobre zavarljivosti i CE > 0.45% za uslovnu zavarljivost.
Sadržaj difundovanog vodonika u metalu šava odre uje se odgovaraju im probama, npr. glicerinskim testom (JUS C.H3.018). Taj se sadržaj, za razne postupke zavarivanja, nalazi u granicama datim u tablici 5.2.
A
B
C
0 100 200 3000
0.2
0.4
0.6
s, mm
C ,
%
Slika 5.1 Dijagram za ocenu zavarljivosti nelegiranih elika

3
Tablica 5.2 Sadržaj vodonika u metalu šava
Na in zavarivanja Sadržaj vodonika u ml/100g
U smeši gasova, CO2 ili Ar - ista žica -prljava žica
2÷7 6÷12
Ru no elektrolu no -bazi ne sušene elektrode pri 400-500 °C - bazi ne nesušene elektrode -bazi ne elektrode sušene pri 100-150 °C -rutilne elektrode
3÷7
12÷20 6÷12 20÷35
Zavarivanje pod troskom - ista žica i sušeni prah -prljava žica i nesušeni prah
5÷10 10÷25
Kao što je ve napomenuto na brzinu hla enja, pa i na pojavu naprslina, uti e i debljina zavarivanih delova. Tako je npr. za isti osnovni materijal predgrejan do 200°C brzina hla enja 5°C/s za debljinu od 12 mm, i 28°C/s za debljinu od 25 mm. Zbog toga je Seferijan uveo ukupni ekvivalentni ugljenik:
[ ] [ ] [ ] [ ] ( )C C C C sh s h
= + = ⋅ + ⋅1 0 005. (5.6)
gde je:
[ ]C CMn Cr Ni Mo
ili po formulih
= +
+
+ +
⋅
9 18
7
9054, % ( . ) (5.7)
s - debljina osnovnog materijala u mm. Za uslovno zavarljive elike Seferijan preporu uje predgrevanje do temperature:
[ ] CCTp ,25.0350 −⋅= (5.8)
Za ocenu zavarljivosti niskolegiranih elika primenjuje se i metoda BWRA koja polazi od hemijskog sastava elika (CE), faktora oblika spoja (BTS) i parametara REL-zavarivanja rutilnim ili bazi nim elektro-dama (preko razli itih pre nika elektroda).
a) CE se izra unava po formuli (5.5).
b) Izra unatoj vrednosti CE, zavisno od tipa obloge, pridodaje se pokazatelj zavarljivosti (A, B, C, D, E, F, G) (tab. 5.3).
Tablica 5.3 Pokazatelji zavarljivosti
Ekvivalentni ugljenik CE = C +Mn
20+
Ni
15+
Cr + Mo +V
10, %
Pokazatelj
Za zavarivanje rutil-nom elektrodom
Za zavarivanje bazi nom elektrodom
zavarljivosti
do CE = 0.20 do CE = 0.25 A
0.21÷0.23 0.26÷0.30 B
0.24÷0.27 0.31÷0.35 C
0.28÷0.32 0.36÷0.40 D
0.33÷0.38 0.41÷0.45 E
0.39÷0.45 0.46÷0.50 F
ve e od 0.45 ve e od 0.50 G

4
c) Uticaj oblika zavarenog spoja i debljine delova u spoju na brzinu odvo enja toplote, izražava se Bro-jem Termi ke Strogosti BTS (ili na engleskom T.S.N. - Thermal Severity Number):
BTSn
s s sBTSn
= ⋅ + + + ⋅−
1
6 6 61 2
2 4 (5.9)
gde je: BTS2-4 - broj smerova odvo enja toplote (BTS2-4 = 2 - za dvosmerno odvo enje toplote, BTS2-4 = 3 - za trosmerno odvo enje toplote, BTS2-4 = 4 - za etvorosmerno odvo enje toplote),
s1, s2, … sn - debljina delova u zavarenom spoju (baza s = 6 mm) u mm, n - broj delova u zavarenom spoju. Broj BTS za razne vrste spojeva prikazan je u tablici 5.4.
d) Na osnovu BTS, pokazatelja (indeksa) zavarljivosti (A, B, C, D, E, F, G) i pre nika elektrode (3.25, 4, 5, 6 i 8 mm), odre uje se temperatura predgrevanja (tab. 5.5).
U grupu niskolegiranih elika spadaju i samozakaljivi elici koji se zavaruju austenitnim elektrodama i pri tome dobijaju tzv. heterogeni spojevi. Ovakvom eliku npr. odgovara hemijski sastav: (0.25÷0.30)C; 0.7Mn; 0.30Si; (2.5÷3.5)Ni; 1.0Cr; (0.2÷0.3)Mo (%) a elektroda 18Cr-8Ni (C < 0.1%), pa se dobijaju tzv. heterogeni spojevi. Pri zavarivanju se pojavljuju neke teško e usled:
• sklonosti austenitnog dodatnog materijala ka toplim naprslinama pri hla enju oko solidus temperature, (vidi sl. 5.5),
• difuzije elemenata iz osnovnog materijala, posebno ugljenika ka granicama rastapanja i obrazovanja krtih karbida, jer je sadržaj C u osnovnom materijalu znatno ve i nego u šavu.
Sklonost ka toplim naprslinama umanjuje se pogodnim izborom dodatnog materijala, koji posle zavarivanja daje dvofaznu austenitno - feritnu strukturu šava. Opiti su pokazali da elici koji u metalu šava sadrže 4÷7% δ-ferita, nisu skloni ka toplim naprslinama. Ve i sadržaji ferita nisu poželjni jer uti u na smanje-nje plasti nosti austenitnog šava. Za izbor austenitne elektrode, koja posle topljenja i mešanja sa osnovnim materijalom, daje šav traženog sastava koristi se Šeflerov dijagram (sl. 5.2). U tom cilju najpre se izra unavaju ekvivalenti nikla (Ni) i hroma (Cr) prema poznatom hemijskom sastavu zavarivanog materijala. Za ve navedeni pancirni elik odgovara:
( )Ni Ni C Mn= + ⋅ + ⋅ =30 0 5 10 4. . , (γ1 - geni elementi) (5.10a)
( )Cr Cr Mo Si Nb= + + ⋅ + ⋅ =15 0 5 17. . . , (α** - geni elementi) (5.10b)
odnosno ta ka "X" isto martenzitne strukture u Šeflerovom dijagramu (sl. 5.2).
1 γ - geni elementi su: C, Mn, Ni, Cu, N. ** α - geni elementi su: Cr, Mo, V, W, Si, Al, Ti, Nb (detaljnije vidi udžbenik: Mašinski materijali, Mašinski fakultet u Kragujevcu, 2003., autora M. Jovanovi i dr.).

5
Tablica 5.4 BTS za razne vrste spojeva
Vrsta spoja Debljina lima, mm BTS
Dva smera odvo enja toplote
s 2
s 1s 1
s 2
s 2s 1
6 i 6
6 i 12
6 i 18
12 i 12
24 i 24
24 i 48
2
3
4
4
8
12
Tri smera odvo enja toplote
s 1
s1
s 2
s 2
6 i 6
12 i 12
24 i 24
3
6
12
etiri smera odvo enja toplote
s 2
s1
s 4
s3
6 i 6
12 i 12
24 i 24
6 + 12 + 12 + 12
4
8
16
7

6
Tablica 5.5 Temperatura predgrevanja
Minimalna temperatura predgrevanja zavarivanih komada
Pre nik elektroda u mm
3.25 4 5 6 8
Broj termi ke
strogosti
(BTS)
Pokazatelj
zavarljivosti
°C °C °C °C °C
2 D
E
F
0
50
125
0
25
3 C
D
E
F
0
75
100
150
0
25
100
0
25
4 C
D
E
F
50
100
125
175
25
75
125
0
75
0
6 B
C
D
E
F
50
100
150
175
225
25
100
125
175
25
75
125
0
75
0
8 A
B
C
D
E
F
25
75
125
175
200
225
25
75
125
150
200
25
75
125
175
0
50
125
25
50
12 A
B
C
D
E
F
75
125
150
200
225
250
25
75
125
175
200
225
25
75
125
175
200
0
75
100
150
0
50
125
16 A
B
C
D
E
F
75
125
175
200
225
250
25
75
150
175
200
250
0
50
125
175
200
225
0
50
125
150
200
25
50
100
150
24 A
B
C
D
E
F
75
125
175
200
225
250
25
75
150
175
200
250
0
50
125
175
200
225
25
75
125
175
200
25
100
150
200

7
Struktura metala šava ne zavisi samo od sastava osnovnog i dodatnog materijala ve i od stepena mešanja. Taj stepen je uslovljen debljinom osnovnog materijala, tj. geometrijom žleba i na inom i parametrima zavarivanja (vidi jedna inu (2.29), priru nik Tehnologija zavarivanja2). Mešanje materijala u šavu nije ravnomerno, jer je u korenu šava najve i udeo osnovnog materijala, a u blizini lica šava preovla uje udeo dodatnog materijala. Pri ra unskom odre ivanju stepena mešanja ove se razlike zanemaruju, ali treba to imati u vidu i ra unati na ve u osetljivost ka toplim naprslinama u zonama sa manje δ-ferita.
Dalje se, pri izboru sastava austenitne elektrode, povla e prave linije iz ta ke "X" do ta ke Y koja se nalazi u dvofaznom austenitno - feritnom podru ju. Pri tome ta ki X odgovara stepen mešanja 100%, a u ta ki Y stepen mešanja je 0%. Na sredini ove duži stepen mešanja je 50%, a ostali stepeni mešanja odgovaraju linearnoj podeli na duži XY. To zna i da za kona an izbor treba povu i više pravih XY i na njima naneti izra unati stepen mešanja, pa se odlu iti za onu austenitnu elektrodu koja daje šav sa 5÷10% δ- ferita. U primeru navedenom pri izra unavanju (Ni) i (Cr) duži XY odgovara 0% δ - ferita pri stepenu mešanja od 22% i 5% δ - ferita pri stepenu mešanja od 10%. Drugim re ima, u ovom primeru dobra je elektroda iji sastav odgovara ekvivalentima (Ni) = 14 i (Cr)= 23.
Austenit
Austenit + martenzit
Martenzit
Ferit +martenzit
Martenzit + ferit
Ferit
Austenit + ferit
Austenit + martenzit + ferit
Q
X
N
Y
Y''
δ = 5%
δ = 10%
δ = 20%
δ = 0%
Y'
Z'Z70 60 50 4042
30
22
20 10%
60 50 40 30 20 10%
50 40
55
3027
2015
10%O
δ = 100%
P
5 10 15 20 25 30 35 4000
5
10
15
20
25
30
35
Ekvivalent hroma, %
Ekv
ival
ent n
ikla
, %
Slika 5.2 Primena Šeflerovog dijagrama za analizu zavarenih spojeva raznorodnih metala: niskolegirani elik za-varen austenitnim elektrodama
5.3 Ocena zavarljivosti elika povišene ja ine
Savremene tendencije pri projektovanju zavarenih konstrukcija, naro ito u transportnoj tehnici su smanjenje težine, a pove anje nosivosti. Kod prvih zavarenih konstrukcija primenjivani su elici granice te enja do 250 MPa, da bi se uvo enjem ugljeni no-manganskih (C-Mn) elika umirenih aluminijumom ta granica pove ala na 300÷360 MPa. Metalurško - mehani kim postupkom (mikrolegiranjem i normalizacijom, odnosno kontrolisanim valjanjem) ta granica je pove ana do približno 450 MPa, a patentiranjem (u Engleskoj) niskolegiranih bejnitnih elika ona dostiže 550 MPa. Najzad, sa razvojem
2 M., Jovanovi , D., Adamovi , V., Lazi : Tehnologija zavarivanja - Priru nik, samostalno izdanje, ID= 47239692, Kragujevac, 1996.

8
poboljšanih niskolegiranih elika ta granica se pove ava do 700 MPa. Svi elici sa granicom te enja ve om od 360 MPa svrstavaju se u elike povišene ja ine, a problemi njihove zavarljivosti moraju se za svaku grupu elika posebno razmatrati. Ovde se daje samo podela i kratak opis ovih elika i isti u specifi ne teško e vezane za zavarivanje, izbor postupka i optimalne tehnologije. Razume se da je pre kona nog izbora potrebno u skladu sa normativima (JUS EN 288) verifikovati predloženu tehnologiju.
U literaturi se mogu na i razli iti na ini podele, zavisno od stepena razvoja i primene ovih elika u pojedinim zemljama. Tako se npr. prema poljskim standardima oni dele na: C-Mn elike, mikrolegirane elike i niskolegirane elike povišene ja ine. Prema eškim standardima razlikuju se mikrolegirani
feritno-perlitni elici, bejnitni niskolegirani normalizovani i otpušteni elici kao i niskolegirani poboljšani elici. U Nema kim standardima ovi elici su obuhva eni standardima DIN 17100 i DIN 17200.
U našem standardu JUS C.B0.500 daje se pregled opštih konstrukcionih C-Mn elika, dok standard JUS C.B0.502 uklju uje i mikrolegirane finozrne elike povišene ja ine. Ostaje pitanje da li atribut finozrni treba dodati samo mikrolegiranim elicima, budu i da se gotovo svi elici povišene ja ine odlikuju sitnozrnastom gra om metalnih zrna.
Podaci koji se daju u standardima nisu dovoljni za izbor optimalne tehnologije, jer se tu samo navodi potreba o eventualnom predgrevanju, a to se ne povezuje sa tehnološkim parametrima zavarivanja i traženim radnim osobinama konstrukcija.
5.3.1 Problemi zavarljivosti C-Mn elika
Pove anje svojstava otpornosti kod ovih perlitno-feritnih elika nastaje usled porasta udela perlita u strukturi, oja anja ferita manganom* koji ulazi u vrst rastvor α-gvož a i usitnjavanjem metalnih zrna.
elici iz ove grupe isporu uju se u razli itim oblicima: šipke, profili i limovi, a namenjeni su za mostogradnju, hidrogradnju, gra evinarstvo, rezervoare i sli no. elici tipa C-Mn sa ekvivalentnim ugljenikom CE<0.45% i s<25 mm smatraju se dobro zavarljivim bez predgrevanja. Za ve e debljine, kao i pri zavarivanju na sniženim temperaturama neophodno je predgrevanje ili zavarivanje kratkim zavarima. Ekvivalentni ugljenik izra unava se pomo u izraza:
CE CMn Cr Mo V Ni Cu
= + ++ +
++
6 5 15, % (5.11)
Za zavarene konstrukcije kod kojih nema opasnosti od krtog loma preporu uju se 0370, 0460 i 0561, a za delove zavarenih konstrukcija izložene zatezanju primenjuju se 0461 i 0562, dok se za
delove i konstrukcije kod kojih postoji opasnost od krtog loma u ve oj meri, preporu uju visokovredni elici 0471 i 0563. Primer elika iz ove grupe dat je pod rednim brojem 5 u prilogu C-Atlas KHZ
dijagrama, priru nik Tehnologija zavarivanja. Pored navedenih elika u pomenutim standardima daju se i drugi elici sli nih mehani kih osobina,
ali sa manje ili više promenjenim hemijskim sastavom i posebnim namenama. Osnovni problem pri zavarivanju ovih elika je sklonost ka hladnim naprslinama, jer se perlit iznad
AC1 temperature transformiše u austenit koji pri brzom hla enju zone uticaja toplote (ZUT-a) može pre i u martenzit. Zbog toga se pre zavarivanja mora primeniti potpuno ili lokalno predgrevanje, a zavarivanje se izvodi sa što ve om pogonskom energijom. Zavarivanje se izvodi isklju ivo postupcima i tehnologijama koje se odlikuju niskim sadržajem difundovanog vodonika, što kod REL postupka odgovara koriš enju bazi nih sušenih elektroda. Za odre ivanje temperature predgrevanja može se primeniti formula Seferijana ili dijagram na slici 5.3.
* Mangan obrazuje supstitucijski ~vrst rastvor u feritu

9
150 125 100 75 50 25 0 100 200 300 400 500 600
6.05.04.03.25
Dužina zavara izvedenog elektrodom dužine 450 mmZbirna debljina limova (s1+s2+s3) mm
0 oC
200 oC
150 oC
100 oC
50 oC
25 oC
Pre nikelektroded (mm)
Temperaturapredgrevanja, oC
ugaoni
su eonis 1 s 2
s3
s 2s 1
Slika 5.3 Dijagram za izbor temperature predgrevanja C-Mn elika, REL postupkom, bazi nim elektrodama
Za prakti nu primenu dijagrama prikazanog na slici 5.3 polazi se od tipa spoja i debljine lima kao i od odgovaraju eg pre nika bazi ne elektrode. Na osnovu tehnoloških parametara zavarivanja potrebno je usvojiti ili izra unati dužinu zavara l. Za dužinu zavara preporu uje se: l=200÷250 mm kod su eonih i l=250÷300 mm kod ugaonih spojeva. Ta nije se ta dužina odre uje po formuli:
( )
l = ⋅
⋅ ⋅
⋅ ⋅ −
0 04 32
22
20
2. ,
N k q
s v T Tcm
z w
(5.12)
gde je: k2 - koeficijent neprekidnosti luka, (k2REL=0.6÷0.8),
Tw=MS+50÷100 °C - dopuštena temperatura hla enja, N3 - faktor oblika spoja, (za su eone spojeve N3=1.5; za ugaone spojeve N3=0.9; za ugaoni šav u
T - spoju N3=0.8), q=U⋅I⋅η, J/s - toplotni protok luka. Na primer, za su eoni spoj debljine s=35 mm i pre nik elektrode za prvi prolaz d=4 mm, sa
dijagrama se može o itati Tp=100 °C. U cilju provere da li usvojeni tehnološki parametri zavarivanja daju traženu strukturu i mehani ke osobine
(optimalna žilavost i odgovaraju a tvrdo a) potrebno je izra unati vreme hla enja izme u 800 i 500°C (t8/5) i uneti ga u dijagram kontinualnog hla enja (KHZ) za dati elik (vidi prilog C – Atlas KHZ dijagrama, priru nik Tehnologija zavarivanja).
5.3.2 Problemi zavarljivosti mikrolegiranih (finozrnih-TM) elika
Mikrolegirani elici povišene ja ine upotrebljavaju se za cevovode visokog pritiska, sudove pod pritiskom, elemente drumskih vozila, železni ke vagone i cisterne za prevoz gasa, mostove, industrijske hale i dr.
Za elike ove grupe karakteristi no je da sadržaj ugljenika iznosi manje od 0.2% i da se namerno dodaju male koli ine mikrolegiraju ih elementa (Nb, Ti, V, Al, Ta, Zr,) iji zbirni sadržaj ne prelazi 0.2%. Mali dodaci ovih elemenata talože se kao karbidi, nitridi ili karbonitridi, a na pove anje ja ine deluju dvojako: usitnjavanjem zrna i taloženjem i oja anjem vrstog rastvora. Usitnjavanje zrna se postiže normalizacionim žarenjem ili kontrolisanim valjanjem i hla enjem polufabrikata (Termo-Mehani ki valjani elici- TM elici, debljine manje od 10 mm).
Na zavarljivost mikrolegiranih elika presudno uti e sklonost ka pojavi hladnih naprslina, što zavisi od veli ine ekvivalentnog ugljenika, debljine i tipa spoja. Radi spre avanja ovih naprslina potrebno je predgrevanje koje uti e ne samo na obrazovanje tražene strukture ZUT-a ve i na sniženje zaostalih napona i koli ine difuznog vodonika iz šava u ZUT-u. Temperatura predgrevanja ovde se povezuje sa minimalnom vrednoš u me uslojne temperature i može se odrediti primenom dijagrama na slici 5.3 ili pomo u poznatih parametarskih jedna ina (vidi ta ku 5.7.1).
Dužina zavara potrebna za primenu dijagrama (sl. 5.3) odre uje se prema jedna ini (5.12) gde je Tw=60÷200°C tj. temperatura najverovatnije pojave hladnih naprslina.

10
elici iz ove grupe prema standardu JUS C.B0.502 u oznaci sadrže slovni simbol RO, RN i RV i broj koji predstavlja najmanju garantovanu granicu te enja. Primer elika iz ove grupe dat je pod
rednim brojem 8 u Prilogu C priru nika Tehnologija zavarivanja. Preliminarno se zavarljivost finozrnih mikrolegiranih elika sa sadržajem (%) 0.1÷0.18 C; 1.0÷1.6
Mn i 0.025÷0.095 Nb može proceniti pomo u slede e formule za ekvivalentni ugljenik:
CE CMn
Nb= + + ⋅
103 , % (5.13)
Sli no se za finozrne elike sa dodatkom vanadijuma i azota izra unava:
CE CMn V
N= + + + ⋅
10 33 , % (5.14)
elici kojima odgovara CE<0.35% mogu se zavarivati bez posebnih mera, dok se za elike sa CE=0.35÷0.45% pri zavarivanju pod prahom i u zaštiti CO2 moraju preduzeti posebne mere. One se uglavnom odnose na povezivanje temperature predgrevanja sa pogonskom energijom i me uprolaznom temperaturom.
5.3.3 Problemi zavarljivosti niskolegiranih elika povišene ja ine
a) Bejnitni elici
Ovi elici predstavljaju dalju etapu u razvoju elika povišene ja ine u odnosu na mikrolegirane. Najpre je u Engleskoj po ela proizvodnja ovog elika pod nazivom FORTYWELD zašti enog britanskim patentom 611.598. Osnovni legiraju i elementi su: Mo (0.5%) i B (≈ 0.003%) a sadržaj ugljenika je do 0.18%, pri nešto pove anom sadržaju Mn i Si. Isporu uju se u normalizaciono žarenom stanju ili normalizovanom i otpuštenom stanju. Kombinacijom 0.5% Mo + 0.003% B postiže se bejnitna struktura i pri veoma malim brzinama hla enja ( ak i pri hla enju na vazduhu), a dodacima Mn, Cr snižava se temperatura bejnitne transformacije na 600÷300°C. Snižavanjem temperature bejnitne promene postiže se usitnjavanje metalnih zrna i ve a disperzija karbidnih estica, što sve doprinosi pove anju ja ine. Na taj se na in posle normalizacije može dobiti granica te enja ReH= 460÷600 MPa po celom preseku delova debljine do 100 mm. Primer za bejnitni elik povišene ja ine dat je pod rednim brojem 23 u prilogu C priru nika Tehnologija zavarivanja.
Bejnitni elici imaju široku primenu za izradu razli itih eli nih konstrukcija kao što su: dizalice, železni ke platforme, transportne cisterne, gra evinske mašine. Jedino se ne primenjuju za konstrukcije koje rade na niskim temperaturama.
Osnovni problemi pri zavarivanju ovih elika proisti u iz njihove sklonosti ka hladnim prslinama i padu žilavosti u ZUT-u. Ovaj se problem može rešiti smanjenjem brzine hla enja posle zavarivanja što se postiže predgrevanjem ili pove anjem pogonske energije.
b) Niskolegirani poboljšani elici (Q+T - quenching + tempering)
elici termi ki poboljšani primenjuju se za dizalice, železni ke platforme, železni ke cisterne, gra evinske mašine, rezervoare za gorivo, mostove, brodsku opremu i sli no.
Najve e vrednosti svojstava otpornosti mogu se kod ovih elika posti i kaljenjem na martenzitnu strukturu (ReH= 400÷800 MPa). Mada su niskougljeni ni (C<0.2%) dolazi do zakaljivanja i pri relativno sporom hla enju. Klasi an iz ove grupe je ameri ki elik T1 koji sadrži u (%): 0.16 C; 0.9 Mn; 0.87 Ni; 0.5 Cr; 0.45 Mo; 0.06 V i 0.003 B. Presudnu ulogu na pove anje ja ine ovde ima bor (B) koji doprinosi: usitnjavanju primarnih zrna, dezoksidaciji i denitriranju metalnog kupatila kao i velikom pove anju prokaljivosti. Bitno je ista i da bor u iznosu od 0.0015÷0.003% može zameniti 1.0÷1.25% Ni; 0.1÷0.25% Mo; 0.3÷0.35% Cr; 0.2÷0.7% Mn; 0.12% V i 1.6% Si.
U mnogim zemljama danas se proizvode elici koji su po hemijskom sastavu i mehani kim osobinama sli ni ameri kom T1. Tako se npr. u Rusiji proizvodi elik 15GSMFR, u Poljskoj 14HNMBCu, u eškoj 15.228, 15.227.6, 15.227.8, 16.224 a u Nema koj St E 70. Primer elika iz ove grupe dat je pod rednim brojem 24 u prilogu C napred navedenog priru nika. Proizvodnja ovih elika

11
veoma je skupa, pa je zato samo mali broj industrijskih zemalja uvrstio (Q+T) elike u svoje proizvodne programe. Kaljenje i otpuštanje obavlja se u specijalnoj i skupoj tehnološkoj opremi. Kaljenje se izvodi mlazevima teku e vode sa temperature oko 900°C do temperature oko 300°C direktno posle toplog valjanja ili se limovi posle valjanja hlade do temperature okoline i naknadno zagrevaju radi kaljenja. Naknadno otpuštanje obavlja se u proto nim pe ima. Izvodi se pri temperaturama 500÷700°C oko 1 h i zatim hla enjem na vazduhu. Pri temperaturi otpuštanja od 500°C dobija se tvrdo a od 350 HV, ReH= 490 MPa i žilavost od 3.5 J, dok se pri temperaturi otpuštanja od 700°C postiže 230 HV, ReH= 320 MPa i žilavost 11 J.
Ve ina elika izra ena kaljenjem i otpuštanjem (Q+T- elici) su finozrni elici, to zna i da se kale sa temperature pri kojoj su nastala sitna austenitna zrna. Na taj se na in mogu dobiti eli ni poluproizvodi velike ja ine i dobre zavarljivosti.
Budu i da su mehani ke osobine niskolegiranih poboljšanih elika dobijene optimalnom termi kom obradom, jasno je da e se te osobine pri zavarivanju menjati usled dejstva temperaturskih ciklusa zavarivanja. Zbog toga, pri izboru termi kog režima zavarivanja nije dovoljno da se uzme u obzir samo hemijski sastav, ve i injenica da su korisne osobine postignute i termi kom obradom poboljšanja. Iz ovog razloga se mora za svaki elik ove klase definisati opseg variranja brzine hla enja , odakle proizilaze i grani ne vrednosti pogonske energije, kao i vreme zadržavanja ZUT-a iznad AC3-tempe-rature. Donja grani na vrednost pogonske energije odre uje se iz uslova da se spre e hladne prsline, a njena maksimalna vrednost kao i vreme zadržavanja iznad AC3 iz uslova da se svede na najmanju meru pad ja ine u delu ZUT-a (vidi poglavlje 5.6).
Za razliku od drugih zavarljivih konstrukcionih elika kod Q+T- elika, bolji se rezultati postižu primenom tehnologija sa nižim pogonskim energijama kao što su REL i zavarivanje u zaštiti gasova. Naro ito za ove elike važi preporuka da se tehnologija zavarivanja propisuje povezano sa traženim izlaznim karakteristikama zavarenog spoja. Prema literaturnim podacima potrebno je da ql bude u granicama 8÷12 kJ/cm pri REL - zavarivanju i 13 do 30 kJ/cm za EPP postupak.
Pošto su varijacije ql manje ili više ograni ene, jedini na in da se spre i pojava hladnih naprslina jeste predgrevanje, održavanje me uprolazne temperature i ponekad dogrevanje. Bitna je širina pojasa kod lokalnog predgrevanja, jer i to uti e na brzinu hla enja do 300°C, kao i na difuziju vodonika iz šava u ZUT. Ovo se naro ito odnosi na prvi, tj. koreni zavar za koji je sklonost ka naprslinama najve a.
Na kraju ovog poglavlja dati su u tablici 5.6 karakteristi ni primeri elika povišene ja ine iz svih navedenih grupa, njihove oznake, mesto proizvodnje i mehani ke karakteristike. Tablica 5.6 Visokovredni konstrukcioni elici
Vrsta elika JUS- PN- DIN- GOST- Mehani ke osobine
standard standard standard standard Rm,
MPa
ReH,
MPa
A,
%
KV,
J
Ugljeni no- man-ganski
0563 18G2A St 52-3 15G 510÷680 315÷355 min 16÷18 min 27
Mikrolegirani finozrni
RV 500 18G2AV St E 47 16G2AF 610÷770 470÷500 min 16 31÷47
Niskole- Bejnitni - 15HNMBA - 14H2GMR 740÷980 620÷690 min 15 -
girani Poboljš. - 14HNMBCu St E 70 15GSMFR 780÷930 630÷690 min 15 -
5.4 Zavarljivost hrom-molibdenovih elika
elici Cr-Mo se najviše primenjuju u energetskoj industriji, petrohemiji i avionskoj industriji. Obi no sadrže (0.10÷0.20)% C, (0.30÷0.60)% Mn, (0.10÷0.50)% Si, (0.70÷10)% Cr, (0.45÷1.1)% Mo i S i P ≤ 0.03%.
S obzirom na zavarljivost posebno se razmatraju elici tipa: 0.5Cr-0.5Mo; 1.25Cr-0.5Mo; 2.25Cr-1Mo; 4÷6Cr-0.5Mo i niskolegirani Cr-Mo - elici za avionsku industriju.
elik tipa 0.5Cr-0.5Mo zavaruje se svim postupcima, ali je za limove debljine ispod 2 mm najbolje primeniti gasno zavarivanje, a za ve e debljine REL, TIG ili MIG postupke. Za tanje limove potrebno je

12
predgrevanje na 100°C, a za deblje limove na 150÷200°C. Ponekad se posle zavarivanja spoj otpušta na 650°C u toku od 2 h, i to u slu ajevima kada šav treba omekšati. Dodatni materijal za gasno zavarivanje treba da je istog sastava kao i osnovni, s tim što je potreban i topitelj da se spre i oksidacija Cr i Mo.
Pri gasnom zavarivanju koristi se strogo neutralan plamen, jer ak i mali višak kiseonika izaziva stvaranje oksida hroma, gasnih mehurova i poroznih mesta. Redukuju i plamen tako e je štetan jer višak acetilena naugljeni ava metal i time pove ava krtost zavarenog spoja.
Kod REL-postupka uglavnom se primenjuju bazi ne elektrode, ije jezgro po hemijskom sastavu odgovara osnovnom materijalu. elici tipa 1.25Cr-0.5Mo tako e se zavaruju sa predgrevanjem do oko 200°C i pomo u bazi nih elektroda. elici tipa 2.25Cr-1Mo su namenjeni za delove opreme termocentrala koji rade na temperaturi višoj od 540°C. Ameri ko društvo za zavarivanje (American Welding Society) preporu uje predgrevanje na 150°C za limove debljine 10 mm, zatim naknadno zagrevanje pri 730°C i otpuštanje na 650°C u toku od pola sata, neposredno posle zavarivanja (bez hla enja do sobne temperature). elici tipa (4÷6)Cr-0.5Mo se dosta primenjuju za opremu u industriji prerade nafte. Zavaruju se elektrodama istog tipa kao i osnovni materijal (homogen spoj) ili austenitnim elektrodama (heterogen spoj). U oba je slu aja potrebno predgrevanje na 300°C, ili ta nije do temperature odre ene po Seferijanu na osnovu ukupnog ekvivalentnog ugljenika. Kod homogenih spojeva samo predgrevanje nije dovoljno za izjedna avanje mehani kih osobina u svim zonama zavarenog spoja, pa je potrebna naknadna termi ka obrada pri 730°C.
Za izbor austenitnih elektroda može se tako e primeniti Šeflerov dijagram (sl. 5.4); ako koordinatama (Ni) = 4 i (Cr) = 6.25 odgovara osnovni materijal (B), tada sastav metala šava treba da bude oko ta ke A.
Austenit
Austenit + martenzit
Martenzit
E
A
D
CO'
O
NBFerit + martenzit
Austenit + ferit
Martenzit + ferit
Ferit
Austenit + martenzit + ferit
0% δ
5% δ
10% δ
20% δ
100% δ
0 5 10 15 20 25 30 35 400
5
10
15
20
25
30
Ekvivalent hroma, %
Ekv
ival
ent n
ikla
, %
P
Slika 5.4 Šeflerov dijagram primenjen za analizu zavarivanja raznorodnih spojeva od elika sa 4÷6% Cr, austenitnim elektrodama
Potrebno je zatim izra unati stepen mešanja, naneti ga na pravu AB i o itati da li je procenat ferita u metalu šava u traženim granicama. Na primer za stepen mešanja od 35%, dobija se ta ka "O" koja je na granici austenitno-feritnog podru ja, što zna i da treba i i udesno od ta ke A i odabrati elektrodu koja odgovara ta ki E sa (Ni) = 17% i (Cr) = 26%, odnosno šav sastava O' sa oko 5% ferita. Ta kama O i O' odgovara isti stepen mešanja, tj. 35%, jer je AO = EO' (sl. 5.4).

13
5.5 Ocena zavarljivosti visokolegiranih elika
Ner aju i elici se prema rasporedu C i Fe u kristalnoj rešetki dele na feritne, austenitne, martenzitne i taložno oja ane.
Feritni elici sadrže veoma malo C, a Cr>12.5% što je uslov za korozionu otpornost. Ne otvrdnjavaju termi kom obradom (nizak % C), ve oja avaju preradom na hladno kao npr. valjanjem, dubokim izvla enjem i sl.. Ovi se elici naj eš e isporu uju u obliku cevi, profilisanih cevi, debelih limova, traka, profilnih nosa a, žica.
Austenitni ner aju i elici imaju površinski centriranu kubnu rešetku za razliku od prostorne kod feritnih elika. Kao grupa austenitni elici se esto nazivaju 18-8 jer sadrže oko 18% Cr, 8% Ni i veoma mali %C. Stoga ne otvrdnjavaju termi kom obradom, ve u velikoj meri oja avaju preradom na hladno. Za tu preradu su veoma pogodni jer imaju veliku rezervu plasti nosti definisanu razlikom izme u tehni ke granice te enja* i ja ine na kidanje. Austenitni elici mogu da sadrže i manje Ni ali sa dodatkom Mn što ih ini jeftinijim. Sa gledišta zavarivanja zna ajno je da pri hla enju sa veoma visokih temperatura umesto da se zakale austenitni elici postaju meki i veoma plasti ni. Odlikuju se izuzetno velikom sposobnoš u oblikovanja deformisanjem (velika istegljivost) pa se esto složeni oblici izra uju dubokim izvla enjem. Austenitni elici se primenjuju u hemijskoj industriji, u gra evinarstvu za ukrasne arhitektonske elemente, u prehrambenoj industriji, za kuhinjski pribor i tsl.
Martenzitni ner aju i elici sadrže 12÷17% Cr i 0.15 do 1% C što omogu uje postizanje martenzitne strukture ak i pri sporom hla enju iz austenitnog faznog podru ja. To zna i da se pri termi koj obradi ovi elici ponašaju sli no ugljeni nim i niskolegiranim elicima. Posle termi ke obrade neki martenzitni ner aju i elici dostižu tehni ku granicu te enja i 1380 MPa i ja inu na kidanje 1930 MPa, ali im otpornost prema
koroziji, i sposobnost plasti nog oblikovanja daleko zaostaje iza feritnih i austenitnih elika. Primenjuju se za razne mašinske delove (osovine za pumpe, ventile, kuglice za ležišta), noževe za ljuštenje drveta, lova ke noževe, hiruški pribor, skupoceni pribor za jelo.
Taložno oja ani ner aju i elici su tako e legure Cr-Ni namenjene uglavnom za zup anike, ekscentre, te delove za avione, turbine i naro ito kosmi ku tehniku.
Za zavarene konstrukcije u energetici i hemijskoj industriji najviše se primenjuju: austenitni elici 18Cr-Ni, 20Cr-10Ni, 20Cr-Ni, vatrootporni elici 20Cr-12Ni i elici postojani na visokim temperaturama 25Cr-20Ni.
Austenitni elici, pa i metal šava koji se dobija pomo u austenitne elektrode, imaju manju termi ku provodnost i ve i koeficijent linearnog termi kog širenja nego ugljeni ni elici, što stvara velike sopstvene napone i deformacije. Delom i zbog toga skloni su ka toplim naprslinama u šavu i ZUT-u, zatim me ukristalnoj koroziji zbog izlu ivanja karbida hroma na granicama metalnih zrna, kao i krtosti na visokim temperaturama zbog obrazovanja σ-faze (krtog jedinjenja CrFe) (vidi sl. 5.5).
Sklonost ka pojavi naprslina oko solidus temperature može se tuma iti izdvajanjem tanke silikatne opne male kohezione ja ine po granicama metalnih zrna. Ove se naprsline spre avaju stvaranjem druge faze, na primer feritne, po granicama austenitnih zrna. Sadržaj δ-ferita se ograni ava na manje od 10%, jer on smanjuje plasti nost metala šava.
Iako je Šeflerov dijagram prvenstveno namenjen za izbor dodatnog materijala heterogenih spojeva, on se uspešno primenjuje i kod austenitnih Cr-Ni elika. Izbor dodatnog materijala ovde e biti prikazan na primeru elika sastava: 0.09 C, 0.53 Si, 1.46 Mn, 18.2 Cr, 10.6 Ni; 0.26 Mo, 1.15 (Nb+Ti), 0.021 P i
0.012 S (%). Ako se izra unaju ekvivalenti (Ni) i (Cr):
( ) %7.145.030 =⋅+⋅+= MnCNiNi (5.15a)
( ) %7.195.05.1 =⋅+⋅++= NbSiMoCrCr (5.15b)
i unesu u Šeflerov dijagram (vidi sl. 5.4) dobija se ta ka "C" kojoj odgovara isto austenitna struktura. Prema Seferijanu, sadržaj ferita u metalu šava izra unava se pomo u formule:
* U literaturi se naziva i konvencionalni napon te enja.

14
( ) ( )[ ] %,3 cCrCr −⋅=δ (5.16)
gde je: (Cr)c = 0.93(Ni) + 6.7, ili u datom primeru (Cr)c = 20.4. Usvajaju i sadržaj δ-ferita u dvofaznom metalu šava δ = 6% dobija se 6 = 3[(Cr) - 20.4] i (Cr) =22.4. Kada se znaju koeficijenti ekvivalentnosti nikla i hroma (Ni) = 14.7, Cr = 22.4 lako je, iz odgovaraju ih
kataloga, izabrati elektrodu za zavarivanje. Tako, na primer, železara Jesenice proizvodi austenitnu bazi nu elektrodu oznake INOX B19/12/3 LC (vidi prilog D napred navedenog priru nika Tehnologija zavarivanja) hemijskog sastava istog metala šava (%): 0.03 C, 0.40 Si, 1.0 Mn, 18.5 Cr, 11.5 Ni i 2.7 Mo, kojoj odgovara (Ni) = 12.9 i (Cr) = 21.8, odnosno ta ka D Šeflerovog dijagrama (vidi sl. 5.4). To je ta ka austeni-tne strukture sa 7% δ-ferita, što zna i da je elektroda pravilno izabrana. U slu aju homogenih spojeva, kao u navedenom primeru, nije potrebno odre ivati stepen mešanja jer on ne uti e bitnije na hemijski sastav metala šava.
Drugi problem zavarljivosti austenitnih elika, vezan za stvaranje karbida Cr4C i me ukristalnu koroziju kad u okolnim mikrozapreminama sadržaj Cr padne ispod 12% (donje granice korozione otpornosti), rešava se pomo u stabilizatora Ti-Nb. Titan i niobijum imaju ve i hemijski afinitet prema ugljeniku nego hrom, pa oni vezuju ugljenik i spre avaju formiranje karbida Cr4C.
U dodatni materijal se ne uvodi Ti, jer se ovaj element, kao što je poznato, oksidiše pri zavarivanju i prelazi u trosku stvaraju i istovremeno reakciju difuzne dezoksidacije. Zato se u oblogu austenitnih elektroda dodaje niobijum budu i da je manje podložan oksidaciji.
Tre i problem koji se odnosi na krtu σ-fazu posebno je izražen kod zavarenih spojeva izloženih visokim temperaturama, na kojima ova faza i nastaje (oko 600°C). To su npr. pregreja i pare, izmenjiva i toplote i sli ni termi ki ure aji.
Jedino rešenje da se nastanak ove faze spre i, jeste izrada šavova sa niskim sadržajem feritne faze (2÷4%), što omogu uje pouzdan rad zavarenih spojeva i u oblasti kriti nih temperatura.
Potencijalne greške karakteristi ne za pojedine strukturne faze ner aju ih elika pokazane su na slici 5.5. Ovakav prikaz može biti od koristi pri proceni da li su šavovi datih kombinacija osnovnog i dodatnog materijala skloni ka tipi nim greškama ove klase elika.
Martenzitneprslineispod 400 oC
Vru eprslineiznad 1250 oC
Krtost posletermi ke obradepri 500 - 900 oC
Visokotemperaturskakrtost
Ekvivalent hroma = %Cr + %Mo + 1.5 × %Si + 0.5 × %Nb0 10 20 30 40
10
20
30
Austenit
A + M
MartenzitM + F
A + M + F
F + M
A + F
Ferit
100%
80%
40%
20%
10%
5%0%
Ekv
ival
ent n
ikla
= %
Ni +
30 ×
%C
+ 0
.5 ×
%M
n
Pro
cena
t fer
ita
Slika 5.5 Lokacija greški u zavisnosti od strukture u Šeflerovom dijagramu
5.6 Primena dijagrama kontinualnog hla enja elika za ocenu zavarljivosti
Pri razmatranju zavarljivosti razli itih konstrukcionih elika moraju se uzeti u obzir i uticaji temperaturskih ciklusa na strukturu i tvrdo u u zoni pod uticajem toplote. Temperaturski ciklus bilo koje

15
ta ke ZUT-a odre en je brzinom zagrevanja, maksimalnom temperaturom, brzinom hla enja i vremenom zagrevanja iznad odre ene temperature.
Maksimalna temperatura se može izra unati ako se zna analiti ki izraz za promenu temperature oko šava, u toku procesa zavarivanja. Za polubeskona no telo (masivan deo) polazi se od izraza:
ta
rl e
t
qtzyT ⋅⋅
−
⋅
⋅⋅⋅
=4
2
2),,(
λπ
(5.17)
i postavlja uslov ∂T/∂t=0 da bi se odredila ekstremna vrednost (maksimum) funkcije T(y,z,t). Iz ovog uslova najpre se može odrediti vreme potrebno za postizanje maksimalne temperature u razmatranoj ta ki ZUT-a:
tr
amax =
⋅
2
4 (5.18)
a zatim i
T rq
c rl
max ( ).
=⋅
⋅ ⋅
0 2342
ρ
(5.19)
gde je: r - radijus ta ke ZUT-a, odnosno r y z= +2 2 udaljenje razmatrane ta ke od ose "x" duž koje se
ravnomerno kre e toplotni izvor. Na sli an se na in za tanak lim dobija:
T yq
c y
b y
al
max ( ).
=
⋅
⋅ ⋅
⋅ −
⋅
⋅
0 2421
2
2
ρ
(5.20)
gde je: y - rastojanje od ose šava, a lan u zagradi obuhvata uticaj odavanja toplote u okolnu sredinu. Brzina hla enja može se izra unati prema izrazima:
vT T
qhl
= ⋅ ⋅ ⋅
−
2 02
π λ( )
, - za polubeskona no telo i (5.21)
v c sT T
qh
l
= ⋅ ⋅ ⋅ ⋅ ⋅ ⋅−
2 2 03
2π λ ρ
( ), - za tanku plo u. (5.22)
Ako se traži brzina hla enja pri temperaturi najmanje stabilnosti austenita (Tk), što je veoma bitno za kona nu strukturu ZUT-a, onda umesto T0 u gornjim izrazima treba staviti Tk (vidi ta ku 5.6.2).
Vreme zadržavanja se može odrediti pomo u izraza:
t fq
T Tzl
= ⋅
⋅ −3
0λ ( )max
, - za polubeskona no telo i (5.23)
( )
t fq
c s T Tz
l= ⋅
⋅ ⋅ ⋅ ⋅ −
2 20
2λ ρ max
- za tanku plo u. (5.24)
Koeficijenti f2 i f3 odre uju se pomo u dijagrama (sl. 5.6) koji je dao Rikalin u zavisnosti od veli ine θ:
θ =−
−
T T
T T0
0max
(5.25)

16
Slika 5.6 Dijagrami za odre ivanje koeficijenata f2 i f3
Vreme zadržavanja je bitno, jer pokazuje uticaj razli itih temperaturskih ciklusa, odnosno postupka i tehnologije zavarivanja, na veli inu austenitnih zrna (sl. 5.7). Kod nekih vrsta elika povišene ja ine, vreme zadržavanja iznad odre ene temperature se pri zavarivanju mora ograni iti da bi se u ZUT-u spre ila degra-dacija korisnih osobina dobijenih složenim postupcima termomehani ke prerade (vidi ta ku 5.3.3).
AC3
1300 do 1350 oC
0.3 do 0.4 μm
0.4 do 0.6 μm0.1 do 0.3 μm
1 2 3
tz = 600 do 2000 sektz = 30 do 100
tz = 20
Vreme u sek
1 - elektrolu no ru no zavarivanje elika debljine ispod 10 mm; 2 - zavarivanje pod prahom elika debljine 15 do 20 mm, 3 - zavarivanje pod troskom elika debljine 100 do 200 mm; tz - vreme zadržavanja iznad AC3
Slika 5.7 Porast zrna austenita u zavisnosti od temperaturskog ciklusa
Za neke konstrukcione elike mogu se na i, uglavnom u stranoj literaturi, dijagrami kontinualnog hla enja u uslovima zavarivanja (KHZ), tj. dijagrami razlaganja pothla enog austenita pod uticajem razli itih brzina hla enja koje odgovaraju razli itim temperaturskim ciklusima. Ovi dijagrami se u literaturi daju u polulogari-tamskom koordinatnom sistemu temperatura - vreme (logaritamska podela) ili temperatura - vreme hla enja od 800 do 500°C. Ovo se vreme ozna ava sa t8/5 i tako e u logaritamskoj podeli nanosi na apscisnu osu (vidi sl. 5.8). U samom dijagramu daju se linije koje ograni avaju pojedine strukture (martenzit, bejnit, ferit, perlit) u zavisnosti od vremena t8/5.

17
Slika 5.8 KHZ dijagram
5.6.1 Prora un vremena hla enja t8/5
Vreme hla enja može se odrediti eksperimentalno ili se prora unava za kriti ne ta ke ispod korenog zavara (najviša temperatura, najve a brzina hla enja). Analiziraju i literaturne podatke za izraze koriš ene pri prora unu vremena t8/5 došlo se do zaklju ka da su najviše primenjivane slede e formule:
5.6.1.a Prora un vremena hla enja t8/5 na bazi grani ne debljine lima (t8/5 = f (sgr))
- za tanke limove debljine (s < sgr)
sTTsc
Nqt l ,
800
1
500
1
4
2
0
2
02
22
5/8−
−
−
⋅
⋅⋅⋅⋅⋅
⋅
=
ρλπ
(5.26)

18
- za debele limove (s > sgr)
tq N
T Tsl
8 53
0 02
1
500
1
800/ ,=
⋅
⋅ ⋅
⋅
−
−
−π λ
(5.27)
gde su: λ, c, ρ - termo-fizi ke kostante osnovnog materijala, N2, N3 - faktori oblika spoja (tab. 5.9), ql - pogonska energija zavarivanja (ql = (U⋅I/vz)⋅η), η - koeficijent iskoriš enja toplote (tab. 5.7).
Tablica 5.7 Koeficijent iskoriš enja toplote
Postupak zavarivanja REL
R* B** EPP MAG MIG TIG
η 0.9 0.8 1.0 0.85 0.75 0.65
* R - rutilne elektrode;
** B - bazi ne elektrode
Termo-fizi ke konstante materijala u gornjim izrazima treba uzeti za srednju vrednost temperaturskog intervala 800 do 500°C, tj. za 650°C, budu i da se one menjaju sa temperaturom. Za ugljeni ne, niskolegirane i finozrne elike preporu uju se slede e vrednosti:
ρ = 7.60÷7.65
λ = 0.25÷0.35
c = 0.75÷0.90
g⋅cm-3,
J⋅cm-1⋅s-1
⋅°C-1,
J⋅g-1⋅°C-1.
Za lakši izbor ovih konstanti, prema zateznoj vrsto i osnovnog materijala (Rm) i temperaturi, mogu poslužiti podaci dati u tablici 5.8. Tablica 5.8 Vrednosti nekih termo-fizi kih konstanti
Zatezna vrsto a elika: Rm, MPa <500 >500
ΔT = 800÷500 °C λ , J⋅cm-1
⋅s-1⋅°C-1
T = 300 °C
0.35
0.5
0.3
0.38
ΔT = 800÷500 °C ρ⋅c , J⋅cm-3
⋅ °C-1
T = 300 °C
6.0
4.0
5.0
4.0
Faktori oblika spoja (tab. 5.9) se uvode da se uzme u obzir poznata empirijska injenica da brzina hla enja zavarenog spoja zavisi kako od debljine zavarivanih delova tako i od tipa zavarenog spoja. Tako je na primer brzina hla enja ugaonih šavova ve a za 40% od su eonih pri jednakim ostalim uslovima (iste debljine, pogonske energije i dr).

19
Tablica 5.9 Faktori oblika zavarenog spoja
Tip zavarenog spoja N2 N3
1.0 1.0
0.6 0.6
60o
1.5 1.5
0.9 0.9
0.75 0.75
0.25 0.97
0.50 0.89
0.75 0.78
a
s
a/s
1.00
0.45÷0.67*
0.67
s
s
0.67
* Vrednost N2 se razlikuje od N3 utoliko više ukoliko je ve a razlika izme u s i sgr.
Grani na debljina ili prelazna debljina izme u tankih i debelih limova uslovljena je promenom na ina odvo enja toplote od dva u tri smera (dvosmerno i trosmerno odvo enje toplote). Dvosmerno odvo enje toplote odnosi se na tanke limove i usvaja se da je temperatura konstantna po celoj debljini materijala (∂T/∂z = 0). Suprotno tome, kod debelih limova, temperatura se menja i po debljini (∂T/∂z ≠ 0). Grani na debljina se odre uje prema izrazu:
−
+
−
⋅
⋅⋅
⋅
=
00
3
800
1
500
1
2 TTc
Nqs l
grρ
(5.28)
Prethodni izraz pokazuje da, za dati osnovni materijal, grani na debljina zavisi od pogonske energije zavarivanja (ql), tipa zavarenog spoja (N3) i po etne temperature zavarivanih delova (T0).
Faktor oblika spoja N2 = 180/(180-α) za su eone spojeve u V-žlebu vredi samo za ta ke blizu izvora toplote; na ve em udaljenju toplotni fluks se izravnava, te da bi se i ovde ra unska shema približila stvarnoj treba debljinu opet redukovati za N2 puta (sl. 5.9) te je sred = N2 ⋅ s = (3/2) ⋅ s (za α = 60°).
Ova shema pokazuje dobre rezultate sve dok je debljina prvog sloja a ≤ 0.15 s pri zavarivanju razvu enim tankim a širokim slojevima.
y
s
α
y
a) b)
ql redql
s red
Slika 5.9 Stvarna i redukovana debljina

20
5.6.1.b Prora un vremena hla enja t8/5 na osnovu formule japanskih autora
( )
tk q
T T arctgs s
sln
sr
8 5
02 01
2/ ,=
⋅
⋅ − ⋅ + ⋅
−
β
π α
(5.29)
gde su: ql - pogonska energija zavarivanja u J/cm, T0 - po etna temperatura u °C. Ostali podaci neophodni za prora un vremena t8/5 dati su u tablici 5.10. Jedna ine (5.26), (5.27) i (5.29) mogu se koristiti za:
a) odre ivanje strukture u najkriti nijoj oblasti ZUT-a, unošenjem vremena t8/5 u KHZ-dijagram. Isto tako se može izabrati osnovni materijal izme u više raspoloživih prema npr. traženoj strukturi ili pak maksimalnoj tvrdo i (ako se traži otpornost na habanje). Grani no vreme t8/5 koje odgovara isto martenzitnoj strukturi ozna ava se sa t100.
b) prora un režima zavarivanja (ql, Tp) koji omogu uje dobijanje zavarenih spojeva tražene strukture. U stvari, iz KHZ-dijagrama usvaja se vreme t8/5 koje odgovara traženoj strukturi (martenzitnoj, martenzitno-bejnitnoj, bejnitnoj), pa se zatim iz jedna ine za t8/5 izra unava pogonska energija zavarivanja kao jedina nepoznata veli ina.
Tablica 5.10 Parametri neophodni za primenu jedna ine (5.29)
β k n s0 α Tsr
Metod zavarivanja
- - mm - °C
Su eoni spoj i
navar
Ugaoni
zavar
REL zavarivanje 1.35 1.5 14.6 6 600 1 2
CO2 postupak 1
2 9. 1.7 13 3.5 600 1 1.7
s < 32 9 5
10 0 225
.
.−
2.5-0.05⋅s
12 3 600 1 - Zavarivanje pod
prahom s ≥ 32 950 0.95 12 3 600 1 -
Kao pomo ni kriterijum za procenu nastalih strukturnih promena odre uje se kod mikrolegiranih elika povišene ja ine i brzina hla enja pri 300°C i ona upore uje sa kriti nom brzinom hla enja (vkr). Ako je stvarna brzina hla enja ve a od kriti ne dobija se isto martenzitna struktura, a ako je manja onda se dobija martenzitno-bejnitna ili isto bejnitna struktura.
5.6.1.c Ocena ta nosti prethodnih formula
Izrazi (5.26) i (5.27) koji se odnose na tanke i debele limove pored termofizi kih konstanti materijala, pogonske energije i po etne temperature, sadrže i faktore oblika spoja N2 i N3 koji nisu precizno definisani, što zavisno od autora koji predlažu vrednosti ovih faktora dovodi do relativno velikih odstupanja u dobijenim rezultatima. To se naro ito odnosi na zavarivanje delova u V - žlebu i rezultate prora una vremena t8/5 za razli ite debljine lima pri emu se pogonska energija uzima kao parametar a prora un vremena t8/5 izvodi po formulama koje uzimaju u obzir faktore oblika spoja prema tablici 5.9. Analizom dobijenih rezultata uo avaju se nedopustive razlike u vremenu t8/5 izra unatog po formulama (5.26) i (5.27) odnosno (5.29), kako za su eone tako i za ugaone spojeve-pogotovo kod tankih limova.
Pri kona noj oceni ta nosti prethodnih formula za prora un vremena hla enja t8/5 mora se po i od eksperimentalnih i ra unskih podataka dobijenih sa krive temperaturskog ciklusa koja odgovara predvi enom

21
postupku zavarivanja. Na osnovu sopstvenih ispitivanja za CO2 - postupak ustanovili smo da se formula (5.29) najbolje slaže sa eksperimentalno odre enim i numeri ki potvr enim vremenom t8/5. Osim toga ova formula je daleko jednostavnija za primenu jer ne sadrži arbitrarne promenljive koje se ponekad biraju i prema li noj proceni. Dalja njena prednost je što ne odvaja tanke i debele limove pa se prora unski postupak pojednostavljuje. Ipak za druge postupke i režime zavarivanja ne može se doneti generalni zaklju ak bez dodatnih istraživanja.
5.6.2 Prora un brzina hla enja
Prora un stvarne brzine hla enja pri 300°C može se izvesti po obrascu Kotrela (Cottrel) (vh) ili prema izrazima dobijenim rešavanjem parcijalne diferencijalne jedna ine prostiranja toplote (v300).
Po obrascu Kotrela najpre se izra unava faktor oblika spoja (N) a zatim brzina hla enja pri 300°C:
v =q
N+ . , C sh
-l
2
61122
100 05
⋅
⋅
° ⋅− (5.30)
gde je: ql - pogonska energija zavarivanja u J/cm,
Ns
=
⋅8
25 4. - za su eoni (dvotermalni) spoj,
Ns
=
⋅12
25 4. - za ugaoni (trotermalni) spoj,
s - debljina lima u mm. Prilikom prora una brzine hla enja na osnovu analiti ki izvedenih izraza polazi se od parametra Px kojim
se procenjuje da li su limovi tanki ili debeli:
x
K
l
P = c sT - T
q Nρ ⋅ ⋅ ⋅
⋅
2 0
3
(5.31)
Vrednosti Px > 0.90 odnose se na debele limove za koje je:
v =(T - T )
q N, C s
K
l
-22
0
3
1⋅ ⋅ ⋅
⋅
° ⋅π λ (5.32)
a vrednosti Px < 0.33 na tanke limove kojima odgovara:
v = c s(T - T )
q N, C s
K
l
-2 23
02
2
1⋅ ⋅ ⋅ ⋅ ⋅ ⋅
⋅
° ⋅π λ ρ (5.33)
Za limove srednje debljine vrednost Px je izme u 0.33 i 0.90 tj. 0.33 < Px < 0.90, i brzina hla enja:
v = k(T - T )
q N, C s
K
l
-22
0
3
1⋅ ⋅ ⋅ ⋅
⋅
° ⋅π λ (5.34)
gde su: N2 i N3 - faktori oblika spoja (tab. 5.9), TK = 300°C pri proceni debljine lima ili TK = temperaturi najmanje stabilnosti austenita ako se
odre uje kriti na brzina hla enja i k - korekcioni koeficijent (sl. 5.10).

22
0 0.4 0.8 1.2 1.60
0.2
0.4
0.6
0.8
1.0
Px
k
Slika 5.10 Dijagram k = f (Px ) za prora un brzine hla enja limova srednje debljine
Iz KHZ-dijagrama (sl. 5.6) se vidi da je tvrdo a ZUT-a za dati elik funkcija vremena t8/5. Najve a tvrdo a se dobija pri kratkom vremenu hla enja, a sa porastom tog vremena tvrdo a opada, sve dok ne posti-gne relativno konstantnu vrednost (sl. 5.11). Jasno je da tvrdo a u strukturnoj oblasti istog martenzita (HVMs) i istog bejnita (HVB), ne zavisi od vremena t8/5, dok u oblasti mešovite martenzitno-bejnitne strukture tvrdo a skoro linearno opada sa porastom vremena t8/5. U isto martenzitnoj oblasti (100% Ms) tvrdo a zavisi samo od sadržaja ugljenika u eliku:
MsHV = C +802 305⋅ (5.35)
dok u oblasti isto bejnitne strukture (100% B), pored ugljenika na tvrdo u uti u i drugi legiraju i elementi:
101350 +CE=HV B ⋅ (5.36)
gde je:
CE = C + CE = C +Si
+Mn
+Cu
+Cr
+Ni
+Mo
+V
′
11 8 9 5 17 6 3 (5.37)
Tvrdo a oblasti sa mešovitom martenzitno-bejnitnom strukturom (0%<Ms<100%) zavisi ne samo od hemijskog sastava elika ve i od vremena t8/5:
x / /HV = [C ( - . t ) + . CE ] + ( - . t )2019 1 05 0 3 66 1 088 5 8 5⋅ ⋅ ⋅ ⋅ ′ ⋅ ⋅log log (5.38)
Naj eš e se pri zavarivanju teži da se u zoni oko šava dobije mešovita martenzitno-bejnitna struktura. Koja e struktura, za usvojeni režim zavarivanja i prora unatu temperaturu predgrevanja, stvarno biti dobijena može se proveriti upore ivanjem tvrdo a HVMs, HVB i HVx. Samo ako je ispunjen uslov HVB<HVx<HVMs onda je dobijena poželjna mešovita struktura jer je u tom slu aju t8/5 > t100. Ako se pri prora unu dobije HVx>HVMs to je u fizi kom smislu nemogu e i ukazuje da je temperatura pre-dgrevanja bila nedovoljna, odnosno da je t8/5<t100. Najzad je i nerealan rezultat HVB>HVx koji je dobijen zbog prevelike temperature predgrevanja, odnosno t8/5>tB (vreme tB odgovara po etku isto bejnitne transformacije). Istina, isto bejnitna struktura ZUT-a u ve ini slu ajeva jeste poželjna, ali se ona ne sme dobiti sa preterano visokom temperaturom predgrevanja.
O uticaju vremena t8/5 na strukturu ZUT-a istraživali su nema ki inženjeri pri rešavanju problema zavarivanja cevi velikog pre nika od niskolegiranih elika. Oni su uveli promenljive koeficijente uz legiraju e elemente (tab. 5.11) i time dobili rastu i ekvivalentni ugljenik (CE), koji ima najmanju vrednost CE = C za Ms-strukturu, srednje vrednosti za (Ms+ B) - strukturu i najve u vrednost za B-strukturu. Pošto je tempe-ratura predgrevanja viša za ve e CE to su na ovaj na in povezani svi faktori koji odre uju kona nu strukturu: CE, Tp, t8/5. Kod šavnih cevi velikog pre nika poželjna je pretežno bejnitna struktura, što zna i da CE pa i Tp treba ra unati na osnovu podataka iz donjeg dela tablice 5.11. Namena je ove tablice, da se odabere poželjna struktura pa onda odredi CE i Tp, tj. režim zavarivanja.

23
0 1 10 100
100
200
300
400
500
HVB
HVX
HVM 1
2
t100
t8/5
tB
Slika 5.11 Stvarna (1) i uproš ena (2) kriva HV = f (t8/5 )
Tablica 5.11 Ekvivalent ugljenika za razne tipove struktura ZUT-a i razli ita vremena hla enja
Koeficijenti dodatnih elemenata Struktura
Vreme hla enja t8/5 C Si Mn Cu Cr Ni Mo V
- 1 1/∞ 1/∞ 1/∞ 1/∞ 1/∞ 1/∞ 1/∞ Martenzit
1 1 1/37 1/26 1/31 1/17 1/54 1/19 1/10
3 1 1/28 1/20 1/24 1/13 1/42 1/14 1/8
6 1 1/23 1/16 1/19 1/11 1/34 1/12 1/6
12 1 1/17 1/12 1/15 1/8 1/26 1/9 1/5
Martenzit
+
bejnit 24 1 1/12 1/9 1/10 1/6 1/18 1/6 1/3
Bejnit - 1 1/11 1/8 1/9 1/5 1/17 1/6 1/3
5.7 Parametarske jedna ine za ocenu sklonosti elika ka naprslinama
5.7.1 Parametarske jedna ine hladnih naprslina
Za ocenu sklonosti ka hladnim naprslinama C-Mn elika, niskolegiranih i mikrolegiranih elika sa granicom te enja od 272 do 870 MPa primenjuju se jedna ine koje uzimaju u obzir hemijski sastav osnovnog materijala, sadržaj difundovanog vodonika i krutost ili debljinu zavarenog spoja. Prema eškim izvorima daju se slede e jedna ine:
hp CMP = P +K
+ .H
. za K , i
400000 015
2 771300⋅ ≤log , (5.39)
hp CMP = P +K
+ .H
. za K >
400000 075
2 771300⋅ log , , (5.40)
CMP = C +Si
+Mn + Cu + Cr
+Ni
+Mo +V
+ B ,30 20 60 15
5 ⋅ (5.41)
gde je: K = 70⋅s - faktor krutosti su eonih spojeva, s - debljina zavarivanog materijala, mm, H - sadržaj difundovanog vodonika u metalu šava, cm3/100 g. Zavareni spoj za koji se dobije Php ≤ 0.24 smatra se otpornim prema hladnim naprslinama, dok je za
vrednosti Php > 0.24 potrebno predgrevanje na:
C ,-P=T hpp °⋅ 3081600 . (5.42)

24
Kao što je ve napomenuto u poglavlju 5.2 jedan od osnovnih zadataka pri elektrolu nom zavarivanju jeste spre avanje hladnih naprslina u zavarenom spoju (sl. 5.12) i dobijanje spojeva sa traženim mehani kim osobinama. Rešenje ovog zadatka uslovljeno je primenom takvih temperaturskih ciklusa zavarivanja koji obezbe-uju odre enu brzinu hla enja spoja u tempera-
turskoj oblasti preobražaja austenita i za to vreme ne dovode do predugog zadržavanja iznad AC3 temperature. Dopuštena granica maksi-malne brzine hla enja zavisi od hemijskog sastava i debljine zavarivanog elika i tako e od sadržaja vodonika u rastopljenom metalu. Po analogiji sa formulom ekvivalentnog ugljenika,
predložen je od strane japanskih autora pokazatelj sklonosti niskolegiranih elika ka obrazovanju hladnih naprslina pri zavarivanju:
P Ps H
C CM= + +
600 60, (5.43)
gde su: PCM - pokazatelj kojim se uzima u obzir uticaj hemijskog sastava elika (osnovnog metala) i koji se izra unava u zavisnosti od procentualnog sadržaja legiraju ih elemenata po formuli:
BNiCrCuMnMoV
CPCM 560201510
++++
+++= , (5.44)
s - debljina elika u mm, H - koli ina difundovanog vodonika u cm3/100 g. Ako je 0.25 < PC < 0.40, pri srednjoj pogonskoj energiji ql = 13.9 kJ/cm, onda je potrebno predgrevanje
do temperature:
T P Cp C= ⋅ −1440 392 , . (5.45)
Prakti na primena jedna ine (5.45) je složena jer ona važi samo za zavarivanje na obi nom režimu za relativno uzak dijapazon 0.25 < PC < 0.40. Me utim pri zavarivanju elika povišene ja ine dijapazion promene PC jeste širi. U skladu sa pove anjem pokazatelja PC zavisnost Tp = f (PC) bitno se otklanja od linearne date jedna inom (5.45). Za znatno širi dijapazon 0.25 < PC < 0.50 može se zavisnost Tp = f (PC) sa dovoljnom ta noš u opisati jedna inom:
( )[ ]
{ }T e CpPC
= ⋅ −− ⋅ −
350 15 0.27
, , (5.46)
koja se dobro slaže i za PC < 0.40. Maksimalna dopuštena brzina hla enja vhd prvog zavara Q+T- elika može se odrediti pomo u dijagrama
datog na slici 5.13, koji je dobijen tehnološkim ispitivanjem po metodi Tekken, iz uslova da se ne pojave hladne naprsline u zavarenom spoju. Pošto se odredi vhd, treba primeniti odgovaraju i analiti ki izraz za brzinu hla enja pri TK = 500°C (vidi 5.32,...5.34), staviti v = vhd i odatle izra unati (TK-T0) = f (ql). Zatim se po poznatoj proceduri odre uje ql i najzad (TK-T0)
2, odnosno temperatura predgrevanja Tp = T0. Odavde proizilazi da se dopuštena brzina hla enja može ostvariti razli itim kombinacijama pogonske energije i temperature predgrevanja, budu i da parametri zavarivanja mogu varirati u odre enim granicama. Zapaža se da su ovako odre ene temperature predgrevanja niže nego što se dobijaju po formuli 5.45 ili 5.46, ali prakti na ispitivanja su pokazala da je to dovoljno za spre avanje hladnih naprslina pri zavarivanju su eonih spojeva, uz primenu niskovodoni nih elektroda (H = 2÷4 ml/100 g).
Slika 5.12 Hladna naprslina u ZUT-u

25
Slika 5.13 Zavisnost maksimalno dopuštene brzine hla enja od pokazatelja (PCM +H/60)
Odsustvo hladnih naprslina nije uvek i dovoljan uslov dobijanja zavarenog spoja visokog kvaliteta. Važan je zahtev, zadržati mehani ke osobine zavarenog spoja.
Istraživanja stranih autora su pokazala da pri zavarivanju poboljšanih niskolegiranih elika povišene ja ine treba poznavati i minimalnu dopuštenu brzinu hla enja metala oko zone šava, polaze i od veli ine žilavosti, koja se normativno propisuje za odgovaraju i tip spoja. Tako za niskolegirane elike (0.19 < PCM < 0.31) ta brzina iznosi vhmin
= 0.8÷3.5°C/s, i raste u skladu sa pove anjem stepena legiranja elika. Ustanovljena je korelaciona veza izme u brzine vhmin pri kojoj se garantuje udarna žilavost pri -40°C na nivou zahteva za osnovni metal, i pokazatelja PCM:
v P C sh CMmin . . , /= − + ⋅31 19 2 . (5.47)
Poznavanje brzina hla enja (vhmax i vhmin) omogu ava da se odredi optimalan interval režima zavarivanja, kako u pogledu otpornosti prema hladnim naprslinama, tako i o uvanja mehani kih osobina ostvarenih spojeva.
Pored ovih jedna ina koje direktno ne sadrže brzinu hla enja, mada je ona bitan faktor za pojavu hladnih naprslina, Majner (Maynier) je izveo izraz za kriti nu brzinu hla enja na 300°C (vkr):
log v = k - ( . C + . Mn + . Ni + . Cr + . Mo)kr 4 62 105 054 05 0 66⋅ ⋅ ⋅ ⋅ ⋅ , (5.48)
gde je: k = 3.38 - za debele limove (s ≥ sgr), k = 3.00 - za tanke limove (s < sgr). Stvarnu brzinu hla enja na 300 °C (v300), odre enu po izrazu 5.30, treba uporediti sa kriti nom brzinom
hla enja vkr, pri emu se za v300 ≥ vkr stvara martenzitna struktura, a za v300 < vkr mešovita martenzitno-bejnitna, ili isto bejnitna struktura (ili t8/5 ≤ t100 i t8/5 > t100).
Na osnovu odnosa v300/vkr, sadržaja difundovanog vodonika i krutosti zavarenog spoja, došlo se do parametarske jedna ine:
500010log 300 K
+H
v
v=Pkr
S + , (5.49)
gde je: H - sadržaj difundovanog vodonika, cm3/100 g, K = 66⋅s - krutost zavarenog spoja, s - debljina zavarivanih delova (obi no s = 5÷50 mm). Pri PS < -0.5 hladne naprsline se ne javljaju, dok je za PS = 0.3 verovatno a njihove pojave 50% i za PS >
1.0 one uvek nastaju. Ako se u gornjoj jedna ini zameni PS = -0.5 i unesu odgovaraju e vrednosti za vkr, H i K, može se
izra unati potrebna brzina hla enja v300, pri kojoj se hladne prsline ne e pojaviti. Povezuju i dalje ovu brzinu

26
sa prethodno datim izrazima v300 = f (ql, T0, N), može se odrediti optimalna pogonska energija, odnosno i parametri zavarivanja. Kod postupaka zavarivanja u zaštiti gasova (Ar, CO2), problem se ponekad može rešiti samo izborom optimalne pogonske energije, dok se kod REL-postupka zbog potrebe da se ograni i maksimalna ja ina struje zavarivanja, ne može uvek ostvariti prora unata pogonska energija. To zna i da se primenom ru nih postupaka elektrolu nog zavarivanja ne može dobiti tražena struktura zone pod uticajem toplote samo pogodnim izborom parametara zavarivanja ve i predgrevanjem, ili se uopšte i ne može dobiti.
Temperatura predgrevanja, odre ena na neki od ve opisanih ili drugih na ina, za niskolegirane elike i elike povišene ja ine ne bi prakti no smela da bude viša od temperature po etka razlaganja pothla enog
austenita:
T Mp s≤ (5.50)
jer bi u protivnom mogle da nastanu vru e (likvacione) naprsline. Ako se za osnovni materijal ne raspolaže dijagramom kontinualnog hla enja (KH, KHZ), temperatura Ms se približno izra unava pomo u izraza:
- za ugljeni ne i niskolegirane elike
M = - C - . Mn - . Ni - . Cr - . Mo , Cs 539 423 30 4 17 7 121 7 5⋅ ⋅ ⋅ ⋅ ⋅ ° (5.51)
- za elike povišene ja ine
M = - C - Mn - Ni - Cr - Mo , Cs 550 361 39 20 39 28⋅ ⋅ ⋅ ⋅ ⋅ ° (5.52)
Ako je prora unska temperatura predgrevanja viša od 300°C ili viša od Ms-temperature, onda se za takav elik, dati spoj i usvojenu tehnologiju zavarivanja moraju izvesti tehnološke probe za ocenu sklonosti ka
hladnim naprslinama, npr. Tekken (vidi glavu 7, priru nik Tehnologija zavarivanja). Na kraju treba ista i da se pomo u ekvivalentnog ugljenika, odgovaraju ih parametarskih jedna ina,
KHZ dijagrama i dr., može odrediti temperatura predgrevanja i optimalni parametri zavarivanja (I, U, vz), ali se sve to ne sme prihvatiti kao kona na tehnologija zavarivanja odgovornih zavarenih konstrukcija. Ovako odabrana tehnologija primenjuje se za zavarivanje probnih uzoraka kojima se overava ili odbacuje predložena tehnologija. Koja e se osobina zavarenog spoja uzeti kao kriterijum ocene kvaliteta (stati ka ja ina, istegljivost, dinami ka izdržljivost, otpornost na habanje, koroziona otpornost, ravnomernost termi ke i elektri ne provodnosti i dr.), zavisi od traženih radnih osobina konstrukcije.
5.7.2 Parametarske jedna ine vru ih naprslina
Ove su jedna ine dobijene regresionom analizom rezultata velikog broja proba sklonosti elika ka vru im naprslinama (sl. 5.14). Najve i broj tehnoloških proba odnosi se na metal šava, to zna i na segregacione naprsline, mada se pokazalo da se izvedene jedna ine mogu primeniti i za ocenu sklonosti ka likvacionim naprslinama, tj. prslinama u ZUT-u. I ovde važi napomena da su rezultati dobijeni primenom parametarskih jedna ina samo informativnog karaktera i služe uglavnom za racionalizaciju skupih tehnoloških proba, odnosno za izbor režima zavarivanja tih proba (vidi glavu 7, priru nik Tehnologija zavarivanja).
Slika 5.14 Vru a naprslina u jednoprolaznom šavu
Prema ruskim izvorima, sklonost niskougljeni nih elika ka vru im naprslinama može se oceniti pomo u modifikovanog ekvivalentnog ugljenika (CEm):
% ,.-Cr
+Cu
+Ni
+.-Mn
+.-Si
+P
+S+C=CEm15
80
151212
80
10
40
32 ⋅ . (5.53)

27
elici koji imaju CEm > 0.45% skloni su ka vru im naprslinama i obrnuto. Japanski autori su izveli slede i izraz za ocenu sklonosti ka vru im naprslinama (H.C.S.).*
.3
1010025
( 3
V+Mo+Cr+Mn
)Ni
+Si
+P+SC=H.C.S.
⋅
⋅⋅
(5.54)
Ocena sklonosti ka vru im naprslinama po kriterijumu H.C.S. zavisi od vrste elika. Tako su ugljeni ni i niskolegirani elici skloni ka ovim naprslinama ako je H.C.S.>4, dok je za elike povišene ja ine (Rm > 700 MPa) ta granica oštrija: H.C.S. > 2 za tanke limove i H.C.S. > 1.6 za debele limove.
Pored globalne procene sklonosti ka vru im prslinama pomo u izraza CEm i H.C.S., još se za svrhe pore enja elika iste klase odre uje ponekad temperaturski interval kristalizacije (ΔT = Tl - Ts) i kriti na brzina deformisanja (vkrd). elici sa malom vrednoš u ΔT lako se zavaruju primenom dodatnog materijala sli nog osnovnom (homogen spoj). Mnogi visokolegirani elici i ve ina neželeznih legura imaju veliku razliku izme u likvidus (Tl) i solidus (Ts) temperature, pa se mora odabrati specijalni dodatni materijal da se u šavu smanji ΔT = Tl - Ts (heterogeni spojevi). Na ovaj na in se stvara tzv. "eutekti ka ispuna" koja zaceljuje po etne prsline. Za približnu procenu veli ina ΔT i vkrd koriste se slede i izrazi:
- za ugljeni ne elike
ΔT S C Mn C= ⋅ + ⋅ − ⋅238 56 7 36. . , (5.55a)
v C S Mn mmkrd = − ⋅ − ⋅ + ⋅27 7 76 184 24. , / min (5.55b)
- za legirane elike
ΔT S C Si Mn Mo C= ⋅ + ⋅ + ⋅ − ⋅ − ⋅609 113 20 8 7 14. , (5.56a)
v C S Si Mn Mo mmkrd = − ⋅ − ⋅ − ⋅ + ⋅ + ⋅19 42 411 33 5 6 6 7. . . , / min (5.56b)
- za visokolegirane elike
ΔT S C Si Mn Mo C= ⋅ + ⋅ + ⋅ − ⋅ − ⋅609 113 20 8 7 14. , (5.57a)
v T T mmkrd = − ⋅ + ⋅54 2 6 0 034 2. . , / minΔ Δ (5.57b)
Po prirodi stvari ovi izrazi služe za pore enje elika iste klase i otporniji su na kristalizacione prsline oni koji imaju manju vrednost ΔT a ve u vkrd.
5.7.3 Parametarske jedna ine naprslina žarenja
U literaturi se daje više jedna ina bilo za ocenu sklonosti elika ka naprslinama žarenja, ili za me usobno pore enje razli itih elika prema toj sklonosti. Tako se npr. za elik koji sadrži: C ≤ 0.18%, Cr ≤ 1.5% preporu uje izraz:
ΔG = Cr + . Mo + . V -33 81 2⋅ ⋅ (5.58)
elici sa ΔG ≥ 0 skloni su ka visokotemperaturskim naprslinama žarenja, mada se uz odre ene rezerve isti kriterijum može prihvatiti i za niskotemperaturske. Isto tako se uzima da je elik koji ima ΔG = 0÷1 sklon ka naprslinama ispod navara (usled spontanog zagrevanja prethodnih zavara pri višeslojnom zavarivanju) što je sli no termi koj obradi žarenja. elici hemijskog sastava: C = 0.1÷0.25%, Cr=0÷1.5%, Mo = 0÷0.20%, Cu = 0.1%, (V, Nb, Ti) = 0÷0.15% skloni su ka naprslinama (oba vida) ako je parametar PZ > 0:
* Hot Crack Sensitivity.

28
ZP = Cr + Cu + Mo + V + Nb + Ti -2 10 7 5 2⋅ ⋅ ⋅ ⋅ (5.59)
Za me usobno pore enje razli itih elika primenjuje se izraz:
SP = . Mn + Cu + Al - (Ti + Sn)0 4 5 3⋅ ⋅ ⋅ (5.60)
Osnovni materijal sa ve om vrednoš u SP više je osetljiv na naprsline žarenja nego materijal sa manjim SP. Za kona nu ocenu sklonosti elika ka prslinama žarenja treba izvesti tehnološke probe, npr. kružnu probu zavarljivosti BWRA (vidi glavu 7 priru nika Tehnologija zavarivanja).
5.7.4 Parametarske jedna ine lamelarnih naprslina
Japanski istraživa i su, polaze i od injenice da lamelarno cepanje (sl. 5.15) kod debelih eli nih limova nastaje usled trakastih sulfidnih uklju aka i dejstva normalnih zatežu ih napona), izveli parametarsku jedna inu:
S+H
+B+V+Mo
+Ni
+Cr+Cu+Mn
+Si
+C=PL ⋅⋅ 660
515602030
(5.61)
Na osnovu ovog izraza elik se smatra otpornim na lamelarno cepanje ako je PL ≤ 0.40. Jasno je da je ovakva procena samo informativna, jer se uzima u obzir jedino hemijski sastav elika (C...B), sadržaj difundovanog vodonika (H) i sadržaj ne isto a (S), a ne i drugi bitni inioci: oblik sulfidnih uklju aka u eli-nom limu, krutost spoja, osetljivost metalne matrice na zarez i tsl. Svi navedeni i drugi faktori mogu se uzeti
u obzir prakti nim izvo enjem odgovaraju ih proba za ocenu sklonosti ka lamelarnim naprslinama. U tom se smislu preporu uju tehnološke probe, npr. Det Norske Veritas, proba Granfield i dr. (vidi glavu 7, priru nik Tehnologija zavarivanja), kao i ispitivanje zatezanjem epruveta ise enih u pravcu debljine lima.
5.8 Drugi pokazatelji zavarljivosti elika
Osim do sada navedenih karakteristika, za kona nu ocenu zavarljivosti koriste se zavareni uzorci na kojima se ispituje: tvrdo a u popre nom preseku zavarenog spoja, mehani ke osobine i žilavost.
Kao kontrolna veli ina, tvrdo a je u pozitivnoj korelaciji sa ja inom i negativnoj sa istegljivoš u.
Isto tako se maksimalna dopuštena tvrdo a povezuje sa sadržajem difundovanog vodonika, a u vezi sa pojavom hladnih naprslina. Za prora un maksimalne tvrdo e ZUT-a primenjuju se slede i izrazi:
- za niskougljeni ne elike (Rm < 300 MPa)
V+Cr+Ni+Mn+Si+C+=HV ⋅⋅⋅⋅⋅⋅ 4031307547105090max (5.62)
- za mikrolegirane i niskolegirane elike i ql = 17 kJ⋅cm-1,
⋅⋅ B+V+Mo
+Ni
+Cr+Cu+Mn
+Si
+C=HV 515602030
1450max i (5.63)
maxHV = C -812 293⋅ , (5.64)
za brzinu hla enja ve u od kriti ne, tj. za vreme t8/5 ≤ t100 što u KHZ- dijagramu odgovara isto martenzitnoj strukturi (vidi sl. 5.6 i 5. 11).
Slika 5.15 Lamelarne naprsline u ZUT-u

29
Prora unate tvrdo e daju orijentacionu ocenu o mogu nosti zavarivanja bez predgrevanja ili sa predgre-vanjem. Tako se na primer, za C-Mn elike smatra da tvrdo a do 350 HV u zoni uticaja toplote nije opasna sa gledišta pojave hladnih naprslina. Za niskolegirane i mikrolegirane elike dozvoljena tvrdo a povezuje se sadržajem difundovanog vodonika (tab. 5.12). Tablica 5.12
H, cm3/100 g >20 10÷20 5÷10 1÷5
HVmax 350 375 400 450
Pored pove anja krtosti i sklonosti ka hladnim naprslinama, nagli porast tvrdo e, npr. kod niskougljeni nih elika sa 190 HV na 400 HV, dovodi i do porasta osetljivosti zavarenog spoja na zarez. Zato se još uvodi i dopunsko ograni enje:
HV 1.3)(1.2=HV OM÷max , (5.65)
gde je: HVOM - tvrdo a osnovnog materijala. Pri ispitivanju zatezanjem odre uje se ja ina na kidanje zavarenog spoja i ona upore uje sa ja inom
osnovnog materijala (vidi glavu 8 priru nika Tehnologija zavarivanja). Traži se da zavareni spoj ima ja inu jednaku ili ve u od osnovnog materijala, što se uglavnom može ostvariti pravilnim izborom dodatnog materijala i osnovnih parametara zavarivanja. Po pravilu, ja ina se menja od središta šava, pa do kraja zone uticaja toplote, a ispitivanjem na makrouzorcima dobijaju se samo prose ne vrednosti. Simuliranjem temperaturskih ciklusa zavarivanja na uzorcima od osnovnog materijala, koji se potom ispituju zatezanjem, može se ustanoviti promena mehani kih osobina zavarenog spoja u pravcu popre no na osu šava. Ova ispitivanja su skupa i obavljaju se uglavnom u istraživa kim institutima.
Udarna žilavost je veoma važna karakteristika zavarenog spoja, naro ito za konstrukcije koje rade u uslovima promenljivih optere enja i na sniženim temperaturama. Ispitivanjem udarne žilavosti na epruvetama ise enim iz razli itih zona popre nog preseka zavarenog spoja, može se ustanoviti njegovo kriti no mesto (vidi glavu 8 priru nika Tehnologija zavarivanja).
U radnim uslovima promenljivih temperatura, npr. mostovskih konstrukcija, bitna je ne samo apsolutna vrednost žilavosti ve i tzv. prelazna temperatura, koja ozna ava srednju vrednost temperaturne oblasti promene žilavog loma u krt. Za odgovorne zavarene konstrukcije traži se da prelazna temperatura ne sme biti viša u zavarenom spoju nego u osnovnom materijalu. Zavareni spojevi kod kojih je prelazna temperatura viša nego kod osnovnog materijala, mogu se koristiti samo u zatvorenim prostorijama gde je temperatura viša od prelazne. Prora un prelazne temperature na granici zone pod uticajem toplote i osnovnog materijala pri automatskom zavarivanju pod prahom, može se izvesti po jedna ini:
T = + C + Mn + Cu + Cr + Mo - Ni , Cpr − ⋅ ⋅ ⋅ ⋅ ⋅ ⋅ °70 290 28 46 25 23 6 (5.66)

1
4. KONTROLA ZAVARENIH SPOJEVA - Vežba br. 5 (Prof. dr Milorad Jovanovi , Dr Vuki Lazi , vanr. prof.)
4.1 Ispitivanja sa razaranjem
Razlikuju se kontrole sa razaranjem i bez razaranja. Kontrola sa razaranjem izvodi se na uzorcima koji se isecaju iz pojedinih delova zavarenog spoja, ili na spoju u celini. Uglavnom se uzorci pripremaju za mehani ka i metalografska ispitivanja. Od mehani kih proba naj eš e se izvode ispitivanje zatezanjem, ispitivanje savijanjem, ispitivanje udarne žilavosti, a od metalografskih makroskopsko i mikroskopsko ispitivanje.
4.1.1 Ispitivanje zatezanjem
Ovim se ispitivanjem odredjuje otpornost zavarenog spoja na dejstvo spoljnih zatežu ih sila. Uopšte se probom na zatezanje odredjuje ja ina na kidanje (Rm, MPa), izduženje (A5, A11, %) i suženje (Z, %). Prilikom ovog ispitivanja, najpre se odredjuju mehani ke osobine osnovnog materijala (sl. 4.1a), a zatim zavarenog spoja: na probama sa paralelnim (sl. 4.1b) i udubljenim bokovima (sl. 4.1c).
Radna ili merna dužina nezavarene probe treba da bude L0 = 5⋅d0, gde je: 00 3.11 Ad ⋅= .
Ostale dimenzije probe, u mm, date su u tablici 4.1.
Tablica 4.1
a0 b0 H W L0 Lc Lt
15 30 40 70 120 135 305
HH
H
R
R
35
R > 2
0
šav
osa preseka
a)
b)
c)
h h
a0
b 0
L0
Lc
Lt
b 0b 0
Lc
Lc
Lt
Lt
a0
a0
Slika 4.1 Probe za ispitivanje zatezanjem: a) osnovnog materijala, b, c) zavarenih spojeva

2
Cilj ispitivanja zatezanjem je da se odrede slede e karakteristike osnovnog materijala:
Zatezna vrsto a (ja ina na kidanje):
0
mm
F= , MPaRA
. (4.1)
Relativno procentualno izduženje:
50
100L
= , %AL
Δ⋅ . (4.2)
Napon te enja ili tehni ki napon te enja:
0 20 2
0 0
ilip ,p ,
F F= = , MPaR RA A
, (4.3)
gde je:
Fm - maksimalna sila, N,
A0 - površina po etnog popre nog preseka probe, mm2,
ΔL - trajno izduženje prekinute probe, mm,
Fp (F0,2) - sila na granici te enja, N,
L0 - po etna dužina probe, mm.
Modul elasti nosti:
0
,eF LE = MPa
L A
⋅
Δ ⋅
, (4.4)
gde je:
F - sila zatezanja, N,
Le - usvojena merna dužina ekstenzometra, mm,
A0 - popre ni presek probe, mm,
ΔL - izduženje (elasti no), mm.
Probe sa paralelnim bokovima (sl. 4.1b), namenjene su za odredjivanje mehani kih osobina spoja u celini; dimenzije proba (u mm) date su u tablici 4.2.
Tablica 4.2
a0 do 20 20÷50 > 50
b0 25 30 30
H 35 40 40
Lt 250 300 350
LC - širina lica šava + 10 mm
Probe sa udubljenim bokovima (sl. 4.1c) namenjene su za odredjivanje mehani kih osobina samog šava; potrebne dimenzije (u mm) date su u tablici 4.3 (Lt = 250 mm).
Tablica 4.3
a0 do 5 5÷10 10÷15 15÷20 20÷25 25÷30
b0 15 25 35 25 20 30
H 30 40 50 40 35 45

3
Zatezna ja ina spoja kao celine ra una se po izrazu (4.1), a ja ina metala šava prema izrazu:
0
0 926 mm
F= . , MPaRA
⋅ , (4.5)
gde se koeficijentom 0.926 koriguje prividno pove anje ja ine nastalo kao posledica ometenog istezanja zbog oblika probe, tj. troosnog naponskog stanja. Prilikom analize dobijenih rezultata, treba imati u vidu injenicu da se zavaren spoj sastoji od osnovnog materijala, zone uticaja toplote i pretopljenog i izmešanog osnovnog i dodatnog materijala (šav, var). Mehani ke osobine spoja u celini ne mogu se odrediti po principu najslabije karike u lancu, budu i da i najslabija komponenta u zavarenom spoju oja ava zbog ometanog deformisanja. Empirijska je injenica da se proba uglavnom razara u ZUT-u, što zna i da je osnovni materijal oslabljen delovanjem termi kih ciklusa. Suprotno, zavareni spojevi sa velikim defektima (uklju ci troske, pore, neprovar) kidaju se na mestima greški. Izduženje se pri ispitivanju ne meri, jer se proba sastoji iz tri razli ita materijala (OM, ZUT, šav), koji se i druk ije izdužuju. Budu i da je re o materijalima razli itih ja ina i duktilnosti, kaže se da je zavaren spoj mehani ki anizotropan. Stepen nehomogenosti izražava se koeficijentom mehani ke neravnomernosti (km):
< 1 - slabiji šav od osnovnog materijala
0.2
0.2
s
m
Rk
R= = 1 - homogen spoj
> 1 - ja i šav od osnovnog materijala
(4.6)
gde su : R0.2s i R0.2 - tehni ki napon te enja šava i OM.
4.1.2 Ispitivanje savijanjem
Rezultati dobijeni pri ispitivanju savijanjem služe za procenu plasti nosti zavarenog spoja. Zavareni uzorci se posle odgovaraju e pripreme podvrgavaju dejstvu sile savijanja (sl. 4.2). Ako se za vreme savijanja probe postigne najmanja tražena vrednost ugla savijanja bez pojave prsline, to je rezultat ispitivanja pozitivan (sl. 4.2b). Ako se u toku ispitivanja uo e u šavu male prsline (sl. 4.2c) rezultat je negativan pod uslovom da je ugao savijanja manji od traženog.
Slika 4.2 Ispitivanje savijanjem: a) po etni položaj, b) proba bez greški u šavu, c) prskanje šava pri malom uglu
savijanja; 1- zavarena proba, 2- valjci za oslanjanje, 3- pritiskiva
Ispitivanje savijanjem koje ima za cilj da se odredi deformaciona sposobnost šava i zone uticaja toplote, izvodi se prema standardizovanim uslovima datim na slici 4.3. Dve probe, jedna sa licem šava u zoni zatezanja, a druga sa korenom šava u toj zoni, ispituju se neprekidnim savijanjem brzinom oko 2 mm/s, sve do pojave prsline veli ine preko 2 mm. Mera plasti nosti je ugao savijanja pri pojavi prsline.

4
D + 3a
D + 3a + 2R + 20
b = 30 - 35
a
R = 0.
2 a
R
za a < 12 ; R = 25za a > 12 ; R = 50
D
Lice šava Koren šava
Dza Rm < 412 MPa, D=2a Rm = 412-510, D=3a Rm > 510 MPa, D=4a
Slika 4.3 Ispitivanje savijanjem
D/2
102
D
Epruveta
Alat za savijanje
4D ali ne manjeod 25.4 mm
Stega
Epruvetu savijati prekoalata udarcima eki akoji ima nemetalnuprednju stranu
Garnitura alata za savijanje(D: 1.6; 3.2; 4.8; 6.4; 8.0; 9.5; 12.7;15.9; 19.1; 25.4; 31.8; 38.1)
32
Slika 4.4 Radioni ka proba savijanja sa šavom na radijusu
Za razliku od standardizovanih proba koje se izvode na laboratorijskim mašinama, radioni ko ispitivanje može se izvesti ru no pomo u eki a, stege i alata za savijanje (sl. 4.4). Ovim se ispitivanjem najlakše može proceniti plasti nost zavarenog spoja, greške nalepljivanja, greške pri metalizaciji, navarivanju, ali i proveriti stru na sposobnost zavariva a. Na in ispitivanja prikazan je na slici 4.4. Jedino što se posebno mora napraviti jeste garnitura alata radijusa od 2 do 35 mm, što zna i od veoma oštre do blage krivine. Ispitivani uzorak se savija udarcima drvenog eki a ili eki a sa tvrdom kompozitnom plo om na radnoj površini. Ako prelom nastane u šavu ili se spoj razdvoji, zavariva ne e pro i na proveri stru ne sposobnosti. Garnitura navedenih alata služi i da se odredi minimalni radijus savijanja lima bez opasnosti od pojave površinskih prslina. Ovo je bitno da bi se odredilo grani no savijanje tankih ili debelih limova u okviru priprema profila za zavarivanje.
4.1.3 Ispitivanje udarne žilavosti
Cilj ovog ispitivanja je da se odredi otpornost materijala na dejstvo udarnih dinami kih sila. Standardizovana udarna žilavost odredjuje se na su eonim spojevima debljine preko 10 mm, jer to odgovara standardnom popre nom preseku epruvete (probe) za metodu Šarpi. Odredjuje se žilavost: metala šava, zone stapanja i zone uticaja toplote (sl. 4.5a,b,c).

5
a )
b )
c )
Slika 4.5 Probe (Mesnager) za ispitivanje žilavosti
Udarna žilavost odredjuje se pomo u Šarpijevog klatna na kome se o itava raspoloživi rad (A1) i neutrošeni rad (A2) i zatim ra una utrošeni rad za lom epruvete (Ao):
1 2 ,oA A A J= − (4.7)
Kao merilo žilavosti po Šarpiju uzima se utrošeni rad za lom epruvete (A0) u Džulima (1J = 1 Nm). Žilavost se uglavnom ispituje pre izbora osnovnog materijala, dodatnog materijala, postupka i tehnologije (misli se na kona an izbor) pri izradi zna ajnih zavarenih konstrukcija kao npr. sudova pod pritiskom, mostova i sli nih spojeva kod kojih postoji opasnost od krtog loma.
0 50 100 150 2000
50
100
150
200
250
300VGB
Izod
Mesnager
ISO-V
VSM
ISO-U (ISA)
Žilavost na epruvetama DVM, u J
Žila
vost
na
epru
veta
ma
VG
B, M
esna
ger,
IS
O-V
, VS
M, I
SO-U
(IS
A),
Izo
d u
J
Slika 4.6 Poredjenje veli ina žilavosti odredjenih razli itim metodama
U prakti nim uslovima ponekad je potrebno medjusobno uporediti veli ine žilavosti odredjene razli itim metodama. Iz tog razloga ovde se daje dijagram na slici 4.6 koji to omogu ava.
4.1.4 Metalografska ispitivanja
Razlikuju se makroskopska i mikroskopska ispitivanja. Makroskopska ispitivanja se zasnivaju na posmatranju, golim okom ili sa lupom pove anja do 20× malog uzorka ise enog iz zavarenog spoja. Posle brušenja i poliranja površine popre nog preseka dobija se tzv. "šlif", koji se nagriza specijalnim hemijskim sredstvom. Nagrizanje omogu ava da se uo e metal šava, ZUT i osnovni metal (sl. 4.7). Na osnovu makroskopskih ispitivanja utvrdjuje se linija stapanja, regularnost zone uticaja toplote, kao i greške oblika šava i spoljni mehurovi, nalepine, uklju ci troske i sl.

6
a) b)
Slika 4.7 Makrostruktura zavarenog spoja: a) su eonog i b) ugaonog
Mikroskopska ispitivanja zasnivaju se na posmatranju probe pod mikroskopom pri pove anju 200-500× (i više). Posle poliranja i nagrizanja probe, postaje vidljiva mikrostruktura šava i zavarenog metala. Grubi kristali u šavu ili zoni uticaja toplote ukazuju na pregrevanje šava (sl. 4.8a). Ovakvi spojevi su obi no krti što se može popraviti ako se zavareni deo normalizaciono žari ime se dobija ujedna ena i sitnozrnasta struktura (sl. 4.8b).
a) b)
Slika 4.8 Struktura šava: a) pregrejanog, b) normalizaciono žarenog
4.1.5 Raspodela tvrdo e u zavarenom spoju
Iz definicije idealne zavarljivosti proizilazi da svi delovi zavarenog spoja-šav, osnovni materijal i ZUT, treba da budu jednakih mehani kih, fizi kih i hemijskih osobina. U najvažnije mehani ke osobine ubrajaju se: svojstva ja ine, tvrdo a i žilavost. Ja ina je prora unska karakteristika, a druge dve karakteristike posredno ukazuju na sklonost zavarenog spoja ka hladnim prslinama ili krtom lomu.
vrstina šava u ZUT-u se menja od sloja do sloja, zavisno od termi kog ciklusa kojima su oni bili podvrgnuti. Zbog male širine tih slojeva ne mogu se izraditi probe za kontrolu ja ine u ZUT-u. Jedino se pri ispitivanju zatezanjem na popre no izrezanim probama, mogu odrediti svojstva otpornosti spoja u celini, o emu je ve bilo re i u poglavlju o ispitivanju zatezanjem. Merenjem tvrdo e (sl. 4.9 i sl. 4.10) popre no na šav, može se proceniti kako se menjaju svojstva otpornosti. Na slici 4.9 dat je primer gasnog (I) i REL- zavarivanja (II) sa širinama ZUT-a, 30 mm sa obe strane šava za gasno i 10 mm za ru no elektrolu no zavarivanje. Na slici 4.10, raspodela tvrdo e prikazana krivom "a" odgovara dobro zavarljivom eliku koji ne pokazuje transformacionu krtost, dok kriva "b" odgovara eliku sa izrazitim pove anjem tvrdo e u ZUT-u.

7
0153045 15 30 45
Presek zavarenog spoja ( mm )
Tvr
doa
HB
200
400
600
I
II
s =
4 m
m
Slika 4.9 Raspodela tvrdo e u spoju ( elik: 0.22% C, 4.3% Ni, 1.22% Cr, 0.32% Mo)
160
200
240
280
320
360
400
440
metalšava
prelaz
ZUTosnovni materijal
1 mm
b
a
TV
RD
OA
H
V
Slika 4.10 Su eoni spoj: a) niskougljeni nog i b) niskolegiranog elika
OM ZUTŠAV
OMZUT
Tvr
doa,
H
V
Slika 4.11 Su eoni spoj hladno oja anih limova

8
Iz navedenih primera se da zaklju iti da je zavaren spoj, zavisno od vrste elika, manje ili više heterogenih mehani kih osobina. S obzirom na zahtevanu ravnomernost, obi no se dopušta da najve a tvrdo a u ZUT-u bude najviše za 20 do 30% ve a od tvrdo e osnovnog materijala. U protivnom, neophodno je predgrevanje i/ili žarenje posle zavarivanja. Kod nekih materijala, na primer defo-rmaciono oja anih limova, dolazi do pada tvrdo e u ZUT-u (sl. 4.11), gde god je temperatura u toku zavarivanja nadmašila prag rekristalizacije. O igledno, u tom pojasu ZUT-a ja ina je manja od ja ine osnovnog materijala i nema na ina da se ona povrati; otkivanje ili klepanje, odnosno oja anje na hladno, ovde se ne može primeniti. Kao što je više puta re eno, glavni razlog ograni avanja tvrdo e, jeste da se spre e hladne ili vodonikom indukovane prsline. Stoga se za elike sa CE > 0.40% mora smanjiti brzina hladjenja i sniziti sadržaj vodonika u metalu šava. Brzina hladjenja se smanjuje pre-dgrevanjem zavarivanih delova, pove anjem pogonske energije, pove anjem pre nika elektrode. Sa-držaj vodonika opada ako se elektrode ili prah (EPP) osuše pre zavarivanja, ako se o iste stranice zavarivanih delova od rdje, boje, ulja, masti i sl. Koncentracija vodonika (H) u metalu šava, pri zava-rivanju celuloznim elektrodama, dostiže 25 do 30 cm3/100 g, a kod bazi nih sušenih 4 do 8 cm3/100 g. Ako se zona rastapanja prezasiti vodonikom dolazi do njegove difuzije u hladnije zavarivane delove. Vodonik prelazi u ZUT, ali ne izlazi iz te zone. U toku daljeg hladjenja difunduje do mesta disko-ntinuiteta, jer je grani na rastvorljivost vodonika u - gvoždju na obi noj temperaturi oko 1 cm3 na 100 g metala. Na prekidnim mestima - gasnim mehurovima, uklju cima na granicama zrna - atomni vodonik prelazi u molekularni, što je pra eno visokim lokalnim pritiscima. Istovremenim delovanjem ovih unutrašnjih napona, te termi kih i eventualno strukturnih napona, može se nadmašiti ja ina mate-rijala, što kod krtih strukturnih transformacija (HV > 350) dovodi do pojave prslina.
4.1.5.1 Merenje tvrdo e zavarenih spojeva
Tvrdo a se meri poznatim metodama: Vikers (HV), Brinel (HB), Rokvel (HRC). Probe se pripremaju za ispitivanje, najpre poravnjavanjem lica i korena šava sa osnovnim materijalom, a zatim brušenjem. Isto tako neophodno je nagrizanje da bi se otkrile granice šava i zone uticaja toplote, radi merenja tvrdo e u svim zonama spoja.
Slika 4.12 Tvrdo a navara: 1) bez predgrevanja 2) sa predgrevanjem (Tp=200°C)

9
a ) b )
c ) d )
e ) f )
3 2 1 2 3 3 32 1
1 2 3
2
3
3 2 1 2 3
3 2 1 2 3 3 2 1 3
Slika 4.13 Merenje tvrdo e: a) su eoni spoj deblji od 15 mm, b) su eoni elektrootporski spoj, c) su eoni spoj debljine 5-15 mm, d) ugaoni šav T-spoja, e) su eoni spoj debljine manje od 5 mm, f) ta kasti elektrootporski spoj
Kao kriterijum za ocenu transformacione krtosti uzima se najve a tvrdo a izmerena ispod zavara (sl. 4.12). U zavarenim spojevima tvrdo u treba meriti na mestima obeleženim na slici 4.13. Na su e-onim spojevima debljine ve e od 15 mm tvrdo a se meri duž tri linije: u blizini lica šava, do korena šava i po sredini (sl. 4.13a). Za su eone spojeve debljine 5 do 15 mm preporu uju se dve linije me-renja: srednja i uz lice šava (sl. 4.13c). Najzad se za spojeve ispod 5 mm debljine, tvrdo a meri samo po srednjoj liniji (sl. 4.13e). Na slici 4.13b,d,f ozna ena su mesta merenja tvrdo e su eonog elektroo-tporskog spoja, T-spoja i ta kasto zavarenog spoja.
4.2 Ispitivanje bez razaranja
U ispitivanja bez ošte enja zavarenog spoja spadaju spoljašnji pregled (vizuelna kontrola), proba nepropustljivosti (hermeti nosti), radiografske probe (rendgenskim x i - zracima), magnetna i ultrazvu na ispitivanja. Vizuelna kontrola ima za cilj da se ustanovi da li dimenzije i oblik šava odgovaraju tehni koj dokumentaciji. Takodje se mogu uo iti neke spoljne greške koje uti u na mehani ke osobine zavarenog spoja. Probe hermeti nosti zavarenog spoja izvode se pomo u nafte i krede, penetranata, vodene probe ili pomo u komprimovanog vazduha. Proba nepropustljivosti pomo u nafte izvodi se tako što se sa strane korena šava nanese prah krede, a lice šava obilno se nakvasi naftom. Prolazak nafte kroz šav, i zatamnjenje sloja krede, svedo i o nehermeti nosti spoja. Vreme trajanja probe mora iznositi najmanje 1 h, a pri preciznijem ispitivanju oko 8 sati. Proba hermeti nosti pomo u penetranata ili kapilarne defektoskopije, tj. obojene te nosti za otkrivanje grešaka, obavlja se posle pažljivog iš enja ispitivane površine. Penetrant se sastoji od dve te nosti - crvene i bele. Najpre se o iš ena površina kvasi crvenom te noš u, a posle 5 min ona se uklanja vatom, a zatim se ispitivana površina kvasi belom te noš u (izaziva em). Na mestima prslina pojavljuju se na beloj osnovi izrazito crveni zarezi, ija širina ukazuje i na dubinu prsline (sl. 4.14).

10
x
III
IIII - ultraljubi asta svetlostII - obi na svetlostIII - oko posmatra a
aT
Slika 4.14 Shema kapilarne defektoskopije
Proba hermeti nosti pomo u komprimovanog vazduha izvodi se pod pritiskom vazduha višim 1.5-2.5 puta od radnog pritiska. Zavareni spojevi se posle detaljnog iš enja premazuju sapunicom i zatim, kad se uvede vazduh pod pritiskom, vizuelno prati da li e se pojaviti mehurovi sapunice. Mali rezervoari podvrgnuti pritisku vazduha mogu se potopiti u kadu sa vodom, sli no kao što se kontroliše unutrašnja automobilska guma posle krpljenja. Probe hermeti nosti pomo u vodenog pritiska obavljaju se punjenjem posude vodom i posmatranjem sa spoljašnje strane. Curenje ili vlaženje svedo e o nehermeti nosti zavarenog spoja. Rendgensko ispitivanje zasniva se na prodiranju x- zrakova stvorenih u rendgenskoj lampi (sl. 4.15) izloženoj visokom naponu. Elektroni emitovani iz katode (spiralne volframske žice) udaraju o anodu i tu se emituju x- zraci koji se usmeravaju na šav (var). Mesta greški u zavarenim spojevima, npr. neprovar, nemetalni uklju ci i pore, lakše propuštaju x- zrake i fotografska plo a - film (na suprotnoj strani spoja) postaje više osvetljena. Neke greške, npr. nadvišenje šava, dovode do slabijeg osvetljavanja plo e. Posle razvijanja plo e dobija se radiogram (snimak) na kome se mogu uo iti greške na osnovu tamnijih i svetlijih mesta.
katoda anodavakuum
var
film
x (rendgenski) zracivolframskaspirala
Slika 4.15 Shema ispitivanja zavarenog spoja rendgenskim zracima
Ispitivanje - zracima izvodi se pomo u specijalnih radioaktivnih izotopa: kobalta, cezijuma, iridijuma. Ampule sa radioaktivnim izotopom postavljaju se na ispitivano mesto sa jedne strane spoja, a sa druge strane stavlja se najpre plo a, a preko nje zaštitna olovna folija. Gama zraci prolaze kroz šav i osvetljavaju plo u na kojoj se mogu uo iti mesta greški. Za cevi ili rezervoare ve eg pre nika ispitivanje se izvodi po krugu (sl. 4.16a), a za manje pre nike po elipsi (sl. 4.16b).
a) b)
Slika 4.16 Shema ispitivanja zavarenih cevi - zracima: a) prosvetljavanje po krugu, b) prosvetljavanje po elipsi: 1- cev, 2- dovodjenje izotopa, 3- izotop, 4- fotografska plo a, 5- olovna zaštita, 6- - zraci

11
Magnetno ispitivanje izvodi se pomo u mešavine gvozdenog praha i mašinskog ulja kojom se posipaju dobro o iš ene površine ispitivanog metala. Zatim se specijalnim elektromagnetnim uredjajem obrazuje magnetno polje na ispitivanom odse ku zavarenog spoja. Ako spoj sadrži površinske greške ili se one nalaze na dubini do 6 mm, onda e linije magnetnog polja menjati svoj pravac zbog prekida metala, a gvozdeni prah e se skupljati oko greške i na taj na in otkriti mesto greške (sl. 4.17).
Slika 4.17 Shema magnetnog ispitivanja: 1- zavarena plo a, 2- elektrode za dovod elektri ne struje, 3- gvozdeni prah, 4- prslina u šavu
a) b)
Slika 4.18 Ultrazvu na kontrola: a) metod prigušenja, b) exo-metod
Ultrazvu no ispitivanje izvodi se pomo u ultrazvu nih talasa visoke frekvencije (0.5-6 miliona oscilacija (impulsa) u sekundi, (MHz)). Ultrazvu ni talasi uvode se u ispitivani metal pomo u sonde (glava i dava ), a u nekim slu ajevima ispitivana površina se kvasi mineralnim uljem ili vodom, da bi se dobio akusti ni spoj izmedju ispitivanog predmeta i sonde. Ako na putu kretanja talasa kroz metal postoji greška u obliku mehurova, troske, prslina, nalepina ili drugih nekompaktnosti metala nastaje prelamanje i odbijanje tih talasa i njihovo vra anje do izvora emitovanja-eho efekat (sl. 4.18b). Izvor talasa je elektroakusti ni pretvara , koji na bazi piezoelektri nog efekta pretvara elektri ne oscilacije u mehani ke oscilacije i obrnuto. Ultrazvu ni talasi odaslati iz dava a odbijaju se delom od površine greške, a delom od suprotne površine predmeta, te se vra aju u pretvara u kome se transformišu u elektri ni napon. Taj napon se poja ava u pretvara u i izaziva svetlosni impuls na ekranu oscilografa, koji ukazuje na postojanje i lokaciju greški u unutrašnjosti ispitivanog materijala (sl. 4.19).

12
a)
b)
Slika 4.19 Izgled ultrazvu nih uredjaja (a) i oblici izlaznih signala (b)
Ultrazvu no ispitivanje ne koristi se samo za zavarene spojeve, ve i za kontrolu raznih mašinskih delova, npr. zup anika, osovina, kolenastih vratila.
4.3 Klasifikacija greški u šavovima
Greške koje nastaju u zavarenim spojevima dele se na dve osnovne grupe: spoljašnje i unutrašnje. U spoljašnje greške zavarenih spojeva spadaju: neprovarivanje, prokapljine, preveliko nadvišenje šava, ulegnu e šava, zajedi krateri, prsline (sl. 4.20 i sl. 4.21a). U unutrašnje greške se ubrajaju: poroznost, uklju ci troske, neprovar na stranicama žleba, pregrevanje i oksidacija metala šava.
4.3.1 Spoljašnje greške
Neprovar korena žleba (sl. 4.20a) nastaje uglavnom kad se limovi deblji od 4 mm zavaruju bez zakošavanja stranica, ostavlja suviše mali razmak izmedju spajanih delova ili se zavaruje suviše brzo. Glavni uzrok neprovarivanja može biti takodje i nepravilno vodjenje elektrode u toku zavarivanja što je povezano sa problemom pretapanja materijala po celoj debljini. Neprovar u zavarenim spojevima veoma je opasna greška, jer umnogome smanjuje ja inu šava na kidanje, a naro ito na savijanje i smicanje, što dovodi do brzog pucanja korena šava zbog efekta zareza.
Slika 4.20 Spoljašnje greške zavarenih spojeva; a) neprovar, b) prokapljine, c) prekomerno nadvišenje šava,
d) ulegnu e šava, e) dvostrani zajedi, f) krateri

13
Prokapljine u korenu šava (sl. 4.20b) nastaju usled ve eg rastojanja izmedju ivica, pri zavarivanju strujom ve e ja ine, kao i suviše sporom vodjenju elektrode duž ose žleba. Spojevi sa velikim prokapljinama pokazuju ve u sklonost ka pucanju na mestima na kojima se pojavljuju zarezi. Prekomerne prokapljine pove avaju presek šava, a samim tim i vreme zavarivanja, kao i potrošnju gasova i dodatnog materijala. Ponekad je takodje potrebno da se prekomerne prokapljine iseku ili prebruse, što znatno pove ava cenu zavarivanja. Kod zavarivanja cevi (šavnih cevi) velike prokapljine pove avaju otpor proticanju gasova ili te nosti. To dovodi do pada pritiska, a mogu se takodje odvajati odse ci ili "ledenice" i izazvati havariju u pogonskim uredjajima (npr. pumpama, turbinama). Veliko nadvišenje šava (sl. 4.20c) nastaje pri prekomernom polaganju dodatnog materijala iznad površine spajanih delova. Grub šav obrazuje zareze koji dovode do slabljenja spoja što prouzrokuje brzo pucanje, naro ito pri promenljivom optere enju i savijanju. Ve e nadvišenje šava predstavlja "mrtav" materijal (koji ne radi) zahteva ve u potrošnju gasova, dodatnog materijala i vremena rada, a osim toga izrada takvih spojeva smanjuje produktivnost rada i pove ava cenu izrade. Visina nadvišenja treba da bude 10-15% debljine zavarenih delova. Ulegnu e šava javlja se zbog nepopunjavanja celog žleba dodatnim materijalom (sl. 4.20d). Šav ima manji presek i stoga manju ja inu. Ovu grešku neophodno je popraviti polaganjem još jednog sloja. Zajedi (jednostrano ili dvostrano podsecanje ivica) (sl. 4.20e) nastaju pri nepravilnom kretanju elektrode i pri upotrebi suviše jake struje; to slabi spoj i daje neujedna en sastav šava. Sklonost ka pojavi ve ih zajeda naj eš a je kad se debeli limovi zavaruju u vertikalnom i zidnom položaju nepravilnom tehnikom zavarivanja. Krateri nastaju pri preranom završetku šava. Zbog toga kraj šava esto ostaje vidljivo udubljen jer nije bilo dovoljno stopljenog dodatnog materijala (sl. 4.20f). Da bi se spre ila pojava kratera, potrebno je pri završetku šava kratko zadržati žicu da bi se ostvarilo popunjavanje nedostaju eg dela šava. Prsline šava mogu nastati zbog loše tehnike zavarivanja, znatnih napona skupljanja, kao i zakaljivanja šava ili zone uticaja toplote. Pored otvorenih prslina (sl. 4.21a) mogu se takodje pojaviti u šavu ili ZUT-u i unutrašnje prsline kao posledica preoptere enja šava unutrašnjim naponima i velikog sadržaja sumpora i vodonika.
4.3.2 Unutrašnje greške zavarenih spojeva
Poroznost tj. pore i mehurovi nastaju zbog rastvaranja gasova u te nom metalu i njihovog zadržavanja u o vrslom šavu usled brzog hladjenja (sl. 4.21b). Pore i mehurovi smanjuju presek šava, a osim toga gasni mehurovi zbog natpritiska smanjuju ja inu spoja. Uklju ci troske javljaju se zbog prelivanja rastopljene troske preko te nog metala ili nedovoljno o iš enog zavara posle svakog prolaza, a ponekad i zbog nedovoljne zaštite šava od kiseonika iz vazduha. Uklju ci troske mogu takodje nastati pri zavarivanju metala pokrivenih oksidima, bojom ili drugim ne isto ama. Troska nastala unutar šava kao nemetalni uklju ak (sl. 4.21c) smanjuje presek i ja inu spojeva. Neprovar na stranicama žleba ili prilepljivanje u stvari je prekid povezivanja osnovnog materijala sa dodatnim. Naj eš e se javlja u slu aju kad se žica topi brže nego osnovni materijal. Te an dodatni materijal se onda prilepljuje za nerastopljene stranice žleba i ne obrazuje sa njima spoj. Šav sa greškom prilepljivanja slab je i nehermeti an.
Slika 4.21 Unutrašnje greške zavarenih spojeva
Pregrevanje šava je posledica dugotrajnog zagrevanja šava i dodatnog porasta temperature pri višeslojnom zavarivanju. Pregrevanje dovodi do porasta zrna u šavu, te on postaje grubozrnast, krt i

14
sklon prslinama. Otklanjanje posledica pregrevanja mogu e je naknadnim normalizacionim žarenjem zavarenog spoja pri temperaturi oko 900°C. Oksidacija šava nastaje pri zavarivanju elektrodama sa ošte enom oblogom, kao i pri suviše velikom udaljenju vrha elektrode od zavarivanog materijala. Obrazovani oksidi rastvaraju se u te nom metalu šava, a za vreme o vrš avanja izdvajaju se na granicama metalnih zrna, ostaju i u metalu šava kao nemetalni uklju ci.

1
4. ISPITIVANJE TA KASTO ZAVARENIH SPOJEVA - vežba br. 5 (Prof. dr. Milorad Jovanovi , Dr Vuki Lazi , vanr. prof.)
Elektrootporsko ta kasto zavarivanje ima najve u primenu pri izradi školjki automobila, kabina kamiona i drugih limenih proizvoda. Postupak se svrstava u termo-mehani ke na ine zavarivanja, jer se vrst spoj izmedju preklopljenih delova ostvaruje kombinovanim dejstvom toplote i sile pritiska (sl. 4.1).
Mada se najviše izradjuju spojevi od dva lima, mogu e su i kombinacije sa više limova. U svakom slu aju se kroz delove propušta elektri na struja velike ja ine, napona (U<10 V), u toku veoma kratkog vremena (0.06÷3 s). Kada se struja isklju i, "formiranje so iva" - rastopljenog jezgra - se završava pod još uklju enom silom pritiska.
el. struja
elektroda
limso ivo
sila
sila
elektroda
Slika 4.1 Shema ta kastog zavarivanja
Aparati za ta kasto zavarivanje mogu biti stacionarni i pokretni (zavariva ka klješta) (sl. 4.2).
limovi
so ivoelektrode
a) b)
Slika 4.2 Shema stacionarnog (a) i pokretnog (b) aparata
Zavariva ka klješta mogu imati sopstveni transformator, ili se više klješta može napajati iz zajedni kog.
Kod nekih konstrukcija suprotna strana može biti nepristupa na, pa se ta kasto zavaren spoj mora izvesti prema shemi na slici 4.3.

2
CuCu
elektrode
a) b) c)
Slika 4.3 Jednostrano ta kasto zavarivanje
Elektrode za ta kasto zavarivanje imaju sasvim drugu ulogu nego elektrode kod drugih postupaka. Osnovna uloga elektroda je zatvaranje strujnog elektri nog kola, provodjenje elektri ne struje, prenošenje sile zavarivanja i odvodjenje toplote. Zbog toga su elektrode izložene visokim mehani kim optere enjima i zamornim termi kim ciklusima. Izradjuju se od legura: Cu-Cr, Cu-Cr-Zr i u najnovije vreme na bazi disperzno otvrdnutih materijala-disperzno oja ani bakar.
Slika 4.4 Zavisnost minimalnog pre nika jezgra od debljine lima
4.1 Parametri ta kastog zavarivanja
Osnovni parametri ta kastog zavarivanja (ja ina struje Iz, sila pritiska Fz, vreme zavarivanja tz i pre-nik vrha elektrode de) biraju se tako da pre nik rastopljenog jezgra (so iva) odgovara približno pre niku
vrha elektrode odnosno podacima iz tablice 4.1. Zavisnost pre nika jezgra od ekvivalentne debljine zava-rivanih delova prikazana je na slici 4.4.
Pre nik vrha elektrode de usvaja se prema ekvivalentnoj debljini lima (s) i u zavisnosti od vrste zavarivanih materijala, npr. d se = ⋅5 - za niskougljeni ne elike, d se = ⋅4 - za visokolegirane elike,
d se = ⋅10 - za aluminijum itd. Kao kriterijum postojanosti elektroda usvaja se broj ta aka do proširenja pre nika vrha elektrode za 20%. Prekora enjem te vrednosti, neophodno je ponovno preoštravanje vrha elektrode na po etnu meru, jer se uve anim pre nikom dobijaju spojevi lošijeg kvaliteta. Kod elektroda za zavarivanje Al i njegovih legura kriterijum postojanosti jeste zaprljanost vrha elektrode.

3
Tablica 4.1 Izbor pre nika jezgra za razli ite metale i debljine
elici sa sadržajem C ≤ 0.2%* Lake legure
Ekvivalentna debljina limova, s , mm
Pre nik jezgra, mm Ekvivalentna debljina limova, s , mm
Pre nik jezgra, mm
s ≤ 1 4 ⋅ s s ≤ 3 4 ⋅ s
1 < s ≤ 3.5 5 ⋅ s s > 3 5 ⋅ s
3.5 < s ≤ 5 5.5 ⋅ s - -
s > 5 6 ⋅ s - -
* za elike sa sadžajem C > 0.2% moraju se primeniti posebna, projektna i tehnološka uputstva.
Pre nik vrha elektrode za slu aj ta kastog zavarivanja dva ili tri lima jednakih ili razli itih debljina, odredjuje se na osnovu tzv. ekvivalentne debljine lima, prema tablici 4.2.
Tablica 4.2 Odredjivanje ekvivalentne debljine za zavarivanje 2 ili 3 lima jednakih ili razli itih debljina
AB
A = B
Ekvivalentna debljina = A
AB
A < B
Ekvivalentna debljina = A
max A
B=
1
4
ABC
A = B = C
Ekvivalentna debljina = A
ABC
C > A >B
Ekvivalentna debljina = A
max A
C=
1
2 5.
ABC
B > C > A
Ekvivalentna debljina = C
max A
C=
1
2 5.
ABC
C > B > A
Ekvivalentna debljina = B
max A
C=
1
2 5.
ABC
A = C > B
Ekvivalentna debljina = A
ABC
B = C > A
Ekvivalentna debljina = B
max A
C=
1
2 5.
ABC
A = C < B
Ekvivalentna debljina = A
ABC
A = B < C
Ekvivalentna debljina = A
max A
C=
1
2 6.
Ostali parametri zavarivanja (Iz, tz, Fz) odredjuju se na osnovu tzv. ekvivalentne debljine lima, npr. Iz=6500⋅s (A), tz=(0.16÷0.36)⋅s (s) i F p dz e= ⋅ ⋅
2 4π - za niskougljeni ne elike debljine s=1÷3 mm i
p=49÷118 MPa, ili usvajaju iz odgovaraju ih preporuka što je u praksi eš i slu aj. Nakon kontrole ostvarenog spoja bira se odgovaraju i režim zavarivanja. U tablicama 4.3, 4.4 i 4.5 date su preporu-ene vrednosti za izbor parametara ta kastog zavarivanja za niskougljeni ne elike (C<0.25%),
nerdjaju e elike i za ta kasto zavarivanje lakih legura (aluminijuma). Kada se zajedno zavaruju tri lima, zahtevi za otpornost na smicanje i veli inu jezgra (so iva)
propisuju se posebno za svaki par limova.

4
Tablica 4.3 Parametri ta kastog zavarivanja niskougljeni nih elika
Zavarivanje - klasa A
("oštar" režim)
Zavarivanje - klasa B
("srednji" režim)
Zavarivanje - klasa C
("blag" režim)
s de tz Fz Iz Fr** tz Fz Iz Fr tz Fz Iz Fr
mm mm per* kN kA kN per kN kA kN per kN kA kN
0.5 4.5 6 1.35 6.1 2.5 9 0.90 5.2 2.25 20 0.43 3.9 1.8
0.6 4.5 6 1.55 6.8 3.15 10 1.05 5.7 2.5 22 0.50 4.3 2.5
0.7 4.5 7 1.7 7.5 3.7 12 1.10 6.2 3.4 24 0.58 4.6 3.2
0.8 5.5 8 1.9 8.1 4.5 14 1.25 6.6 4.3 27 0.63 4.9 3.6
0.9 5.5 9 2.1 8.7 5.2 15 1.40 7.0 5.0 30 0.72 5.2 4.5
1.0 5.5 10 2.3 9.3 6.0 17 1.55 7.1 5.65 32 0.81 5.5 5.4
1.2 6.2 11 2.8 10.3 7.5 20 1.80 8.0 7.2 35 0.90 6.0 6.3
1.5 6.2 14 3.5 11.5 10.0 25 2.20 9.0 9.5 40 0.11 6.7 9.3
1.8 6.2 16 4.2 12.8 13.0 29 2.65 9.8 12.2 45 1.35 7.4 11.8
2.0 7.0 18 4.8 13.5 15.5 34 3.00 10.3 14.0 48 1.55 7.8 13.5
2.5 7.0 21 6.1 15 21.0 40 3.70 11.5 19.0 56 1.80 9.0 18.0
3.0 7.0 21 7.7 16.6 28.0 48 4.70 12.7 25.5 63 2.30 9.7 23.5
* - vreme zavarivanja izražava se u per = 1/50 Hz = 0.02 s
** - minimalna sila razaranja koju zavareni spoj mora da izdrži pri smicanju.
Tablica 4.4 Parametri ta kastog zavarivanja nerdjaju eg elika
Pre nik i oblik elektrode
Debljina lima,
s Dd
D
R75
Sila na elektrodi,
Fz
Vreme zavarivanja,
tz
Ja ina struje zavarivanja,
Iz
mm D, mm d, mm kN per kA
0.5 12.5 4 1.8 4 4
0.8 12.5 4.5 3.0 5 6
1.0 16 5 4.0 7 7.6
1.5 16 6 6.5 10 11
2.0 16 7 9.0 12 14
2.5 16 7.5 12.0 15 16
3.0 25 8.5 15.0 18 18

5
Tablica 4.5 Parametri ta kastog zavarivanja lakih legura(aluminijuma)
Pre nik i oblik elektrode
Debljina lima,
s D
R
Sila na elektrodi,
Fz
Vreme zavarivanja,
tz
Ja ina struje zavarivanja,
Iz
mm D, mm R, mm kN per kA
0.5 16 50 1.8 5 18
0.8 16 50 2.3 6 25
1.0 16 75 2.7 7 30
1.5 16 75 3.4 9 35
2.0 25 100 3.9 10 41
2.5 25 100 5.0 12 50
3.0 25 100 6.0 12 60
4.2 Metodi kontrole ta kasto zavarenih spojeva
Ta kasto zavareni spojevi povremeno se kontrolišu na uzorcima zavarenim istom tehnologijom kao i dati proizvod.
Kvalitet izvedenog zavarivanja se utvrdjuje tehnološkim probama, ispitivanjem mikrostrukture i odredjivanjem ja ine spoja. Dimenzije proba za odredjivanje ja ine spoja date su u tablici 4.6. Pri ispitivanju zatezanjem razaranje može nastati: smicanjem so iva, upanjem so iva i kidanjem lima.
Razaranje upanjem (otkop avanjem) so iva dešava se kod materijala ve e plasti nosti (legure Al-Mn, Al-Mg) i uopšte kod spojeva na tanjim limovima (0.3÷0.8 mm). Spojevi limova velike ja ine ili velike debljine razaraju se smicanjem. Tom prilikom otkrivaju se unutrašnje greške so iva:naprsline, poroznost, prskotine (rasprskivanje). Zavareni spojevi koji se razore kidanjem lima pokazuju da nisu pravilno dimenzionisani (mala širina ili preklop b). Tehnološke probe za odredjivanje nekih drugih karakteristika date su na slici 4.5.
Za preciznije odredjivanje dimenzija so iva, dubine otiska elektroda i otkrivanje eventualnih grešaka, izradjuje se šlif za ispitivanje mikrostrukture. Šlif se pravi popre nim isecanjem spoja kroz centar šava i dalje obradjuje poznatim postupkom.
Tablica 4.6 Dimenzije limova za ispitivanje zatezanjem
s, mm 0.3 0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0 4.0 5.0 6.0
b, mm 15 15 20 20 25 25 25 30 30 40 50 50
l, mm 75 75 100 100 100 100 100 125 125 150 150 200
l
b
b
s

6
4.3 Merenje osnovnih parametara ta kastog zavarivanja
Najvažniji parametar-efektivna vrednost struje zavarivanja ne može se direktno izmeriti jer je prejaka za obi ne merne instrumente. Zato se koriste strujni transformatori koji se postavljaju oko elektrode (prstenasti transformator), a na njihovim izvodima se vezuju specijalni analogni ili digitalni merni uredjaji. U toku procesa zavarivanja u prstenastom transformatoru (kalemu Rogovskog) se indukuje elektri na struja ija ja ina zavisi kako od struje zavarivanja tako i od broja navojaka u prstenu. Odgovaraju im baždarenjem svakog mernog prstena mogu e je na ampermetru registrovati efektivnu ja inu struje u sekundarnom kolu aparata za zavarivanje.
a) b) c)
Slika 4.5 Probe za: a) pre nik so iva, b) moment savijanja i c) normalnu silu
Sila pritiska može se izmeriti pomo u mehani kih dinamometara, hidrauli nih dinamometara, mernih traka ili direktnim o itavanjem pritiska komprimovanog vazduha za pomeranje elektroda. Zavisnost izmedju pritiska vazduha o itanog na manometru ugradjenom kod ve ine aparata za zavarivanje i sile pritiska realizovane na elektrodama, utvrdjuje se merenjem sile pri razli itim pritiscima vazduha. Pomo u mernih traka na nosa ima elektroda može se meriti promena sile pritiska u fazi formiranja so iva.
Za merenje ja ine struje, vremena i sile pritiska postoje savremeni univerzalni merni uredjaji koji pored navedenih parametara mogu meriti i druge elektri ne veli ine bitne za kvalitet izvedenih spojeva.

1
Baza rešenih test pitanja iz PROIZVODNIH TEHNOLOGIJA (Tehnologije zavarivanja)
Bazu test pitanja sastavili: Prof. dr Milorad Jovanovi i dr Vuki Lazi , vanr. prof.
1. Pitanje: Pod kojim pritiskom se nalazi puna boca acetilena:
a. 100 bara
b. 15 bara
c. 300 bara
Zaokruži ta an odgovor
2. Pitanje: Za koje se debljine materijala obi no primenjuje "V" žleb za zavarivanje:
a. Do 4 mm
b. Od 4 do 20 mm
c. Od 15 do 50 mm
Zaokruži ta an odgovor
3. Pitanje: Upijanje – apsorpcija gasova u metalnu kupku:
a. Poboljšava kvalitet šava
b. Izaziva pad ja ine i žilavosti
c. Pove ava ja inu i žilavost
Zaokruži ta an odgovor
4. Pitanje: Da li se pove anjem sadržaja ugljenika (C) u eliku:
a. Poboljšava zavarljivost
b. Pogoršava zavarljivost
c. To ne uti e na zavarljivost
Zaokruži ta an odgovor
5. Pitanje: Kod gasnog zavarivanja tankih limova koristi se tehnika:
a. Ulevo
b. Udesno
c. Nema posebnog pravila
Zaokruži ta an odgovor
6. Pitanje: Stranice osnovnog materijala se zakošavaju:
a. Bez obzira na debljinu
b. Samo za tanke limove (s < 4 mm)
c. Samo za deblje delove – plo e (s > 4 mm)
Zaokruži ta an odgovor
7. Pitanje: Rutilnim elektrodama se uglavnom zavaruju:
a. Visokolegirani elici
b. Niskougljeni ni elici
c. Liveno gvoždje
Zaokruži ta an odgovor

2
8. Dodatni materijal se uvodi pri zavarivanju:
a. u I- žlebu
b. Pri zavarivanju laserom
c. u V- žlebu
d. Pri elektrootporskom (ta kastom) zavarivanju
9. Pitanje: Ugaoni šavovi se izradjuju:
a. u su eonom spoju
b. u T-spoju
c. u preklopnom spoju
Zaokruži ta an odgovor
10. Pitanje: Gde se koriste suvi i vodeni osigura i pri zavarivanju:
a. Kod TIG postupka zavarivanja
b. Kod gasnog rezanja i zavarivanja
c. Kod pe i za sušenje elektroda
Zaokruži ta an odgovor
11. Pitanje: Acetilen je:
a. Lakši od vazduha
b. Teži od vazduha
c. Ima gotovo istu masu kao vazduh
Zaokruži ta an odgovor
12. Pitanje: Kolika je približno temperatura topljenja oksida aluminijuma (Al2O3)
a. 1500ºC
b. 3000ºC
c. 2050ºC
Zaokruži ta an odgovor
13. Pitanje: Pod kojim pritiskom se nalazi puna boca kiseonika:
a. 100 bara
b. 150 bara
c. 300 bara
Zaokruži ta an odgovor
14. Pitanje: Osnovna podela zavarivanja je na:
a. Elektrolu no, elektrootporsko i zavarivanje pritiskom
b. Zavarivanje pritiskom, topljenjem i kombinovano
c. Elektrolu no i elektrootporsko zavarivanje
Zaokruži ta an odgovor
15. Pitanje: Uloga topitelja pri gasnom zavarivanju je pre svega da:
a. Spre i stvaranje oksida na o iš enim površinama osnovnog materijala
b. Spre i stvaranje oksida na površinama dodatnog materijala
c. Omogu i dobro topljenje osnovnog materijala
Zaokruži ta an odgovor

3
16. Pitanje: U zamenu za acetilen, kao gorivi gas, može se primeniti:
a. Argon (Ar)
b. Propan (C3H8)
c. Ugljen-dioksid (CO2)
Zaokruži ta an odgovor
17. Pitanje: Uloga obloge elektrode kod REL zavarivanja je:
a. Zaštitna
b. Zaštitna, legiraju a i stabiliziraju a (elektri na)
c. Olakšava rad zavariva u
Zaokruži ta an odgovor
18. Pitanje: Najlošije osobine u zavarenom spoju ima:
a. Osnovni metal (OM)
b. Zona uticaja toplote (ZUT)
c. Metal šava (MŠ)
Zaokruži ta an odgovor
19. Pitanje: Kiseonik je:
a. lakši od vazduha
b. teži od vazduha
c. ima gotovo istu masu kao vazduh
Zaokruži ta an odgovor
20. Pitanje: Pove anjem debljine zavarivanih delova (s):
a. Poboljšava se zavarljivost
b. Pogoršava se zavarljivost
c. To ne uti e na zavarljivost
Zaokruži ta an odgovor
21. Pitanje: Predgrevanjem se:
a. Smanjuje brzina hladjenja zavarenog spoja, smanjuje zakaljivanje i sadržaj vodonika u zavaru
b. Pove ava brzina hladjenja zavarenog spoja, smanjuje zakaljivanje i sadržaj vodonika u zavaru
c. Pove ava brzina hladjenja zavarenog spoja, smanjuje zaostale napone i deformacije
Zaokruži ta an odgovor
22. Pitanje: Napon praznog hoda izvora struje za zavarivanje ograni en je radi:
a. Ekonomi nosti
b. Bezbednosti zavariva a
c. Prekomernog zagrevanja izvora struje
Zaokruži ta an odgovor
23. Pitanje: Izvor struje za REL zavarivanje ima stati ku karakteristiku:
a. Strmu (opadaju u)
a. Blago-rastu u
b. Ravnu
Zaokruži ta an odgovor

4
24. Pitanje: Od ega prvenstveno zavisi ja ina struje pri REL zavarivanju:
a. Pre nika elektrode
b. Vrste izvora struje
c. Oblika žleba
Zaokruži ta an odgovor
25. Pitanje: Ugao otvora žleba kod REL zavarivanja treba da bude:
a. 75-90º
b. Oko 60º
c. 30-50º
Zaokruži ta an odgovor
26. Pitanje: U elektri nom luku dolazi do gubitka energije zbog:
a. Isklju ivo radijacije ili zra enja tela visoke temperature
b. Zbog zra enja, konvekcije i kondukcije
c. Zbog kondukcije samo
Zaokruži ta an odgovor
27. Pitanje: Elektri ni luk se kod REL zavarivanja uspostavlja:
a. Visokofrekventnim jonizatorom
b. Dodirom elektrode i zavarivanog materijala
Zaokruži ta an odgovor
28. Pitanje: Za zavarivanje odgovornih konstrukcija od elika za rad na niskim temperaturama koristi se isklju ivo elektroda sa oblogom:
a. Rutilnog tipa (R)
b. Bazi nog tipa (B)
c. Celuloznog tipa (C)
Zaokruži ta an odgovor
29. Pitanje: Postoji li varijanta EPP zavarivanja u zidnom položaju:
a. Da
b. Ne
c. Da, i sve više se primenjuje u praksi
Zaokruži ta an odgovor
30. Pitanje: Argon je:
a. Lakši od vazduha
b. Teži od vazduha
c. Ima gotovo istu masu kao vazduh
Zaokruži ta an odgovor
31. Pitanje: Izvor struje za TIG zavarivanje ima stati ku karakteristiku:
a. Strmo padaju u
b. Ravnu
c. Blago rastu u
Zaokruži ta an odgovor

5
32. Pitanje: REL-om se uspešno zavaruje:
a. Jednosmernom i naizmeni nom strujom
b. Samo naizmeni nom strujom
Zaokruži ta an odgovor
33. Pitanje: Pri zavarivanju REL-om treba predgrevati:
a. Samo debele i zakaljive materijale
b. Sve elike bez obzira na debljinu
Zaokruži ta an odgovor
34. Pitanje: Kod izvora struje za MAG zavarivanje stati ka karakteristika izvora struje je:
a. Strmo padaju a
b. Ravna
c. Blago rastu a
Zaokruži ta an odgovor
35. Pitanje: Kolika je približno temperatura topljenja kalaja:
a. 660ºC
b. 232ºC
c. 2050ºC
Zaokruži ta an odgovor
36. Pitanje: Radiografska kontrola kvaliteta zavarenih spojeva najpogodnija je za otkrivanje:
a. Grešaka oblika
b. Prslina
c. Površinskih grešaka
Zaokruži ta an odgovor
37. Pitanje: Za izvodjenje lemljenja koristi se:
a. Neutralni plamen
b. Redukuju i plamen
c. Oksidišu i olamen
Zaokruži ta an odgovor
38. Pitanje: Rm je oznaka slede e veli ine:
a. Zatezne ja ine
b. Napona te enja
c. Tehni kog napona te enja
Zaokruži ta an odgovor
39. Pitanje: Pri lemljenju topi se:
a. Samo lem
b. Lem i stranice osnovnog materijala
c. Samo stranice osnovnog materijala
Zaokruži ta an odgovor
40. Pitanje: Ta kasto zavarivanje spada u postupke:
a. Lu nog zavarivanja
b. Elektrootporskog zavarivanja
c. Hladnog zavarivanja
Zaokruži ta an odgovor

6
41. Pitanje: Temperatura topljenja lema je:
a. Jednaka temperaturi topljenja OM
b. Ve a od temperature topljenja OM
c. Niža od temperature topljenja OM
Zaokruži ta an odgovor
42. Pitanje: Livenjem se u odnosu na kovanje:
a. Pojeftinjuje izrada dela
b. Dobijaju odlivci boljih mehani kih osobina
c. Ostvaruje povoljnija struktura dela
Zaokruži ta an odgovor
43. Pitanje: Livenjem se naj eš e izradjuju:
a. Delovi jednostavnog oblika
b. Delovi složene geometrije
c. Masivni delovi
Zaokruži ta an odgovor
44. Pitanje: Osnovni preduslovi za nastajanje toplih (kristalizacionih) prslina su:
a. Difuzni vodonik, zaostali naponi i sklonost strukture zavarenog spoja zakaljivanju
b. Pove an sadržaj ne isto a (posebno sumpora) i smanjen sadržaj mangana
c. Zavarivanje krstastih i T- sojeva
Zaokruži ta an odgovor
45. Pitanje: U slu aju kvara izvora struje za MAG zavarivanje, može li se upotrebiti izvor struje od REL zavarivanja
a. Da
b. Ne
c. Samo ako je izvor struje do 300 A
Zaokruži ta an odgovor
46. Pitanje: Kolika je približno temperatura topljenja elika:
a. 1253ºC
b. 1500ºC
c. 1850ºC
Zaokruži ta an odgovor
47. Pitanje: Hladne prsline su greške koje se pojavljuju u metalu šava i ZUT-u na temperaturama:
a. Ispod 250ºC
b. Iznad 500ºC
c. Oko 634ºC
Zaokruži ta an odgovor
48. Pitanje: Metalografska ispitivanja zavarenih spojeva izvode se u cilju:
a. Odredjivanja hemijskog sastava
b. Odredjivanja strukture
c. Odredjivanja mehani kih karakteristika
Zaokruži ta an odgovor

7
49. Pitanje: Tehnološke probe se izvode u cilju provere:
a. Ispravnosti uredjaja za zavarivanje
b. Stabilnosti konstrukcije
c. Provere tehnologije zavarivanja
Zaokruži ta an odgovor
50. Pitanje: Koji je od navedenih elika najpodesniji (najpogodniji) za zavarivanje:
a. 0361
b. 1220
c. 1730
Zaokruži ta an odgovor
51. Pitanje: Kako ugljenik (C) uti e na zavarljivost:
a. Poboljšava zavarljivost
b. Pogoršava zavarljivost
c. Ne uti e na zavarljivost
Zaokruži ta an odgovor
52. Pitanje: Rekristalizacija se javlja pri zavarivanju:
a. elika povišene ja ine
b. Hladnovaljanih eli nih limova i traka
c. Toplovaljanih eli nih limova i traka
Zaokruži ta an odgovor
53. Pitanje: Strukturni naponi se javljaju pri zavarivanju:
a. Jednofaznih metala i legura
b. Višefaznih metala i legura
c. Uopšte ne nastaju pri zavarivanju
Zaokruži ta an odgovor
54. Pitanje: Termi ki naponi pri zavarivanju javljaju se:
a. Pri promeni strukture
b. Pri neravnomernom zagrevanju i hladjenju
c. Pri otpuštanju
Zaokruži ta an odgovor
55. Pitanje: Kolika je približno temperatura topljenja aluminijuma:
a. 460ºC
a. 660ºC
b. 2050ºC
Zaokruži ta an odgovor
56. Pitanje: Sivi liv je mogu e zavariti:
a. Samo tehnikom "na toplo"
b. Samo tehnikom "na hladno"
c. Tehnikama "na toplo" i "na hladno"
d. Bilo kojom tehnikom zavarivanja kao kod ostalih konstrukcijskih materijala
Zaokruži ta an odgovor

8
57. Pitanje: Mesing se najuspešnije zavaruje:
a. Gasnim zavarivanjem (oksidišu im plamenom)
b. Gasnim zavarivanjem (neutralnim plamenom)
c. REL zavarivanjem
Zaokruži ta an odgovor
58. Pitanje: Limovi tanji od 1 mm najuspešnije se zavaruju:
a. Gasnim zavarivanjem
b. REL zavarivanjem
c. Podjednako uspešno, sa oba postupka zavarivanja
Zaokruži ta an odgovor
59. Pitanje: Najopasnije greške u zavarenim spojevima su:
a. Nemetalni uklju ci
b. Hladne prsline
c. Gasni mehurovi
Zaokruži ta an odgovor
60. Pitanje: Ve a dubina uvarivanja se ostvaruje ako je elektroda vezana na:
a. plus pol izvora struje (E+)
b. minus pol izvora struje (E-)
c. Ista, bez obzira na vrstu polariteta
Zaokruži ta an odgovor
61. Pitanje: "Arc-air" postupak se koristi za:
a. Zavarivanje
b. Žlebljenje
c. Naknadnu termi ku obradu
d. Predgrevanje
Zaokruži ta an odgovor
62. Pitanje: Regulacija visine elektri nog luka kod poluautomatskog postupka MIG/MAG je:
a. Unutrašnja ili strujna
b. Spoljna ili naponska
c. Radnik sam izvodi regulaciju elektri nog luka primicanjem ili odmicanjem pištolja sa žicom
Zaokruži ta an odgovor
63. Pitanje: Argon je:
a. Lakši od vazduha
b. Teži od vazduha
c. Ima gotovo istu masu kao vazduh
Zaokruži ta an odgovor
64. Pitanje: Visokofrekventni generator koristi se za uspostavljanje elektri nog luka kod:
a. TIG i plazma postupka zavarivanja
b. TIG i EPP postupka zavarivanja
c. EPP i MAG/MIG postupka zavarivanja
Zaokruži ta an odgovor

9
65. Pitanje: Ispod koje se temperature zabranjuje zavarivanje bez predgrevanja:
a. Ispod -30ºC
b. Ispod 0ºC
c. Ispod -5ºC
d. Nema posebnog pravila za to
Zaokruži ta an odgovor
66. Pitanje: Izvor struje za TIG zavarivanje ima stati ku karakteristiku:
a. Strmo padaju u
b. Ravnu
c. Blago rastu u
Zaokruži ta an odgovor
67. Pitanje: Ugao otvora žleba kod MAG zavarivanja treba da bude:
a. 85-90º
b. 60-70º
c. 40-50º
Zaokruži ta an odgovor
68. Pitanje: Boca za (CO2) MAG zavarivanje se sme istrošiti do:
a. 10 bara
b. 5 bara
c. Do kraja
Zaokruži ta an odgovor
69. Pitanje: Visokofrekventno zavarivanje koristi se kod:
a. Izrade "šavnih" cevi zavarivanjem
b. Zavarivanja polimernih materijala
c. Zavarivanja elektotehni kih komponenti
Zaokruži ta an odgovor
70. Pitanje: Magnetna metoda kontrole kvaliteta zavarenih spojeva najpogodnija je za otkrivanje
a. Površinskih grešaka
b. Zapreminskih grešaka
c. Uklju aka troske
Zaokruži ta an odgovor
71. Pitanje: Penetrantna kontrola kvaliteta zavarenih spojeva najpogodnija je za otkrivanje:
a. Ravanskih grešaka
b. Zapreminskih grešaka
c. Prslina
d. Površinskih grešaka
Zaokruži ta an odgovor
72. Pitanje: Metalografska kontrola kvaliteta zavarenih spojeva najpogodnija je za:
a. Otkrivanje ravanskih grešaka
b. Otkrivanje zapreminskih grešaka
c. Otkrivanje prslina i unutrašnjih grešaka
d. Ocenu mikrostruktura i tvrdo e spoja
Zaokruži ta an odgovor

10
73. Pitanje: Najpouzdanija i najskuplja metoda kontrole kvaliteta zavarenih spojeva je:
a. Ultrazvu na
b. Magnetna
c. Radiografska
d. Penetrantna
Zaokruži ta an odgovor
74. Pitanje: ReH je oznaka slede e veli ine:
a. Zatezne ja ine
b. Napona te enja
c. Tehni kog napona te enja
Zaokruži ta an odgovor
75. Pitanje: Ta kasto zavarivanje spada u postupke:
a. Lu nog zavarivanja
b. Elektrootporskog zavarivanja
c. Hladnog zavarivanja
Zaokruži ta an odgovor
76. Pitanje: Pri izvodjenu ta kasto zavarenog spoja neophodni uslovi su:
a. Velika ja ina struja, kratko vreme, mali napon
b. Mala ja ina struje, kratko vreme, veliki napon
c. Velika ja ina struja, dugo vreme, napon nije bitan
Zaokruži ta an odgovor
77. Pitanje: Pri ta kastom zavarivanju niskougljeni nih eli nih limova pre nik elektrode prora unava se na osnovu slede eg izraza:
a. sde 10=
b. sde 5=
c. sde 2=
Zaokruži ta an odgovor
78. Pitanje: Najuticajniji parametar pri formiranju zavarene ta ke je:
a. Napon zavarivanja
b. Otpor (kontaktni i elektri ni)
c. Vreme zavarivanja
Zaokruži ta an odgovor
79. Pitanje: Pri mekom lemljenju temperatura topljenja lema je:
a. Niža od 450ºC
b. Ve a od 450ºC
c. Ve a od 1500ºC
Zaokruži ta an odgovor
80. Pitanje: Livenjem se u odnosu na kovanje:
a. Pojeftinjuje izrada i skra uje vreme izrade dela
b. Dobijaju odlivci znatno boljih mehani kih osobina
c. Ostvaruje povoljnija struktura dela
Zaokruži ta an odgovor

11
81. Pitanje: Livenjem se naj eš e izradjuju:
a. Delovi jednostavnog oblika
b. Delovi složene geometrije
c. Masivni delovi
Zaokruži ta an odgovor
82. Pitanje: U slu aju kvara izvora struje za MAG zavarivanje, može li se upotrebiti izvor struje od TIG zavarivanja
a. Da
b. Ne
c. Samo ako je izvor struje do 450 A
Zaokruži ta an odgovor
83. Pitanje: Metalografska ispitivanja zavarenih spojeva izvode se u cilju:
a. Odredjivanja hemijskog sastava
b. Odredjivanja strukture pojedinih zona spoja
c. Odredjivanja mehani kih karakteristika
Zaokruži ta an odgovor
84. Pitanje: Kontrola zavarenih spojeva izvodi se u cilju:
a. Ocene ispravnosti uredjaja za zavarivanje
b. Procene stabilnosti konstrukcije
c. Provere tehnologije zavarivanja
Zaokruži ta an odgovor
85. Pitanje: Koji su od navedenih materijala najpodesniji (najpogodniji) za zavarivanje:
a. Niskougljeni ni elici
b. Al i njegove legure
c. Livena gvož a
Zaokruži ta an odgovor
86. Pitanje: Za izbor dodatnog materijala pri zavarivanju visokolegiranih elika koristi se:
a. Metod Seferijana
b. Šeflerov dijagram
c. Metoda BWRA
Zaokruži ta an odgovor
87. Pitanje: Rekristalizacija se javlja pri zavarivanju:
a. elika povišene ja ine
b. Hladnovaljanih eli nih limova i traka
c. Toplovaljanih eli nih limova i traka
Zaokruži ta an odgovor
88. Pitanje: Sivi liv je mogu e zavariti:
a. Samo tehnikom "na toplo"
b. Samo tehnikom "na hladno"
c. Tehnikama "na toplo" i "na hladno"
d. Bilo kojom tehnikom zavarivanja kao kod ostalih konstrukcijskih materijala
Zaokruži ta an odgovor

12
89. Pitanje: Najopasnije greške u zavarenim spojevima su:
a. Nemetalni uklju ci
b. Hladne prsline
c. Gasni mehurovi
Zaokruži ta an odgovor
90. Pitanje: Pri izvodjenju tvrdog lemljenja gasnim plamenom koristi se:
a. Neutralni plamen
b. Redukuju i plamen
c. Oksidišu i olamen
Zaokruži ta an odgovor
91. Pitanje: Najzastupljeniji postupak elektrootporskog ta kastog zavarivanja je:
a. Šavno
b. Bradavi asto
c. Ta kasto
Zaokruži ta an odgovor
92. Pitanje: Liveno gvoždje na hladno se zavaruje:
a. Elektrodama od istog nikla ili Ni-Fe (nikal-gvož e)
b. Celuloznim elektrodama
c. Kiselim elektrodama
d. Rutilnim elektrodama
Zaokruži ta an odgovor
93. Pitanje: Najve a opasnost po REL zavariva a i njegovog pomo nika poti e od:
a. Nepridržavanja propisanih mera zaštite od elektri ne struje i zra enja
b. Gasova nastalih sagorevanjem sastojaka obloge elektrode
c. Toplote oslobodjene u luku
Zaokruži ta an odgovor
94. Pitanje: Zaštita o iju i lica MAG/MIG zavariva a i njegovog pomo nika izvodi se pomo u:
a. Zaštitnih nao ara
b. Zaštitnih maski razli itih stepena zatamnjenja
Zaokruži ta an odgovor
95. Pitanje: Žarenje za otpuštanje napona izvodi se:
a. Pri temperaturi od oko 100°C
b. Pri temperaturi od oko 650°C
Zaokruži ta an odgovor
96. Pitanje: Najve a opasnost po TIG zavariva a i njegovog pomo nika poti e od:
a. Nepridržavanja propisanih mera zaštite od elektri ne struje i zra enja
b. Gasova nastalih sagorevanjem sastojaka obloge elektrode
c. Toplote oslobodjene u luku
Zaokruži ta an odgovor
97. Pitanje: Staklasta troska pri MAG zavarivanju:
a. nastaje uglavnom topljenjem obloge elektrodne žice
b. oksidacijom silicijuma i mangana iz žice
Zaokruži ta an odgovor

13
98. Pitanje: Delovi velike mase najuspešnije se liju:
a. U metalnim kalupima
b. Centrifugalno
c. U pesku
Zaokruži ta an odgovor
99. Pitanje: Odlivci velikih serija liju se naj eš e postupcima livenja:
a. U metalnim kalupima
b. Centrifugalno
c. U pesku
Zaokruži ta an odgovor
100. Pitanje: U elektri nom luku "katodna mrlja" je u odnosu na "anodnu mrlju":
a. Ve a
b. Manja
c. Jednake su veli ine
Zaokruži ta an odgovor
U Kragujevcu PROIZVODNE TEHNOLOGIJE (Tehnologija zavarivanja, 1+1)
02. 06. 2010. Predmetni nastavnik:
Dr Vuki Lazi , vanr. prof.


Pitanja iz PT - Tehnologije zavarivanja (kolokvijum i završni ispit)
(školska 2009/10 godina)
1. Pitanje: Navesti glavne grupe proizvodnih tehnologija (po DIN-u).
2. Pitanje: Objasniti zna aj kompjuterske integracije sistema u proizvodnim tehnologijama.
3. Pitanje: Navesti prednosti i nedostatke zavarivanja.
4. Pitanje: Navesti osnovne metode spajanja zavarivanjem i objasniti suštinu zavarivanja.
5. Pitanje: Navesti elemente zavarenog spoja i skicirati pojedine zone su eonog i ugaonog šava.
6. Pitanje: Navesti i objasniti osnovne oblike zavarenih spojeva i objasniti osnovne položaje zavarivanja.
7. Pitanje: Objasniti pojam zavarljivosti, navesti podele i metode ispitivanja.
8. Pitanje: Navesti najvažnije osnovne materijale za zavarene konstrukcije i ukazati na njihovu zavarljivost.
9. Pitanje: Objasniti i navesti najvažnije izvore toplote za zavarivanje (osnovne i dopunske).
10. Pitanje: Objasniti u emu se ogleda štetno dejstvo gasova pri zavarivanju (kiseonika, azota, vodonika, ...).
11. Pitanje: Objasniti postupak gasnog zavarivanja i navesti prednosti i mane.
12. Pitanje: Objasniti postupak REL zavarivanja i navesti prednosti i mane.
13. Pitanje: Objasniti postupak MAG/MIG zavarivanja i navesti oblasti primene.
14. Pitanje: Objasniti osnovne vrste TIG zavarivanja (prema vrsti struje i polarnosti).
15. Pitanje: Nabrojati neophodne uslove za uspešno gasno se enje razli itih metalnih materijala.
16. Pitanje: Opisati metode odredjivanja temperaturskog polja i temperaturskog ciklusa i ukazati na zna aj njihovog poznavanja.
17. Pitanje: Objasniti zna aj poznavanja vremena hladjenja t8/5 pri zavarivanju.
18. Pitanje: Šta su to KHZ dijagrami i emu služe.
19. Pitanje: Objasniti šta su to termi ki i strukturni naponi i navesti mere za smanjenje unutrašnjih napona i deformacija.
20. Pitanje: Navesti vrste termi ke obrade zavarenih spojeva (prethodne, teku e i naknadne) i ukazati na njihov zna aj.
21. Pitanje: Objasniti mehanizam nastanka prslina (toplih, hladnih, lamelarnih, ...) i ukazati na mere za njihovo smanjenje.
22. Pitanje: Objasniti suštinu postupka mekog lemljenja i navesti vrste topitelja i lemova.
23. Pitanje: Objasniti suštinu postupka tvrdog lemljenja i navesti vrste topitelja i lemova.
24. Pitanje: Objasniti postupak zavarivanja eksplozijom i trenjem.
25. Pitanje: Objasniti postupak termitnog zavarivanja (sa pritiskom i bez pritiska) i kova kog zavarivanja.
26. Pitanje: Objasniti suštinu postupka zavarivanja na hladno i ultrazvu nog zavarivanja
27. Pitanje: Objasniti suštinu elektrootporskog zavarivanja i nabrojati najvažnije postupke.
28. Pitanje: Osnovni parametri ta kastog zavarivanja i elektrode za ta kasto zavarivanje.
29. Pitanje: Objasniti metode kontrole zavarenih spojeva - sa razaranjem.
30. Pitanje: Objasniti metode kontrole zavarenih spojeva - bez razaranja.
31. Pitanje: Objasniti šta je to livenje i navesti najvažnija svojstva i postupke livenja.

32. Pitanje: Objasniti postupak livenja u pesku.
33. Pitanje: Objasniti postupak zavarivanja i se enja plazmom.
34. Pitanje: Opisati postupke termi ke metalizacije i navarivanja.
35. Pitanje: Nabrojati vrste zaštitnih prevlaka i opisati njihovu ulogu i zna aj.
U Kragujevcu PROIZVODNE TEHNOLOGIJE (Tehnologija zavarivanja, 1+1)
Predmetni nastavnik:
02. 06. 2010. Dr Vuki Lazi , vanr. prof.
______________________________________
_________________________ _____________________ _________________________________________________________________________________ ____________________