Embed Size (px)
DESCRIPTION
Sls
Citation preview

SELEKTIVNO LASERSKO SINTEROVANJE
Alan Topčić, Džemo Tufekčić, Ramiz Šelo
Sažetak Selektivno lasersko sinterovanje (Selective Laser Sintering – SLS) je jedan od procesa brze izrade prototipa (Rapid Prototyping – RP) koji je našao svoje mjesto u brojnim proizvodnim sistemima. Zahvaljujući karakteristikama procesa SLS se uspješno koristi i za indirektnu i za direktnu proizvodnju dijelova. Međutim, mogućnost izrade gotovog-upotrebljivog dijela, direktno bez naknadnog postprocesuiranja, predstavlja značajan iskorak na području RP-a. 1. Uvod Sve oštrija konkurencija na globalnom svijetskom tržištu uzrokovana liberalizaciom tržišta, povećanjem broja kvalificiranih proizvođača i istovremenim smanjenje vremena odziva na tržišne impulse, prisilila je proizvođače da ulože značajne napore u iznalaženju proizvodnog procesa koji će omogućiti smanjenje vremena razvoja i izrade proizvoda zadovoljavajućih karakteristika. Osamdesetih godina prošloga vijeka počinje razvoj nekoliko novih tehnika, u to doba prevashodno namijenjenih za brzu izradu prototipova, pa prema tome dobivaju naziv brzinsko prototipiranje, odnosno Rapid Prototyping-RP. Međutim, sa sve širom primjenom ovi procesi su postali poznati i pod sljedećim nazivima: proizvodnja čvrste slobodne forme (Solid Freeform Fabrication-SFF) i slojevita proizvodnja (Layered Manufacturing-LF). U suštini RP je generalno ime za nekoliko sličnih tehnologija kojima se fizički objekti proizvode direktno iz CAD fajlova ili drugih digitaliziranih podataka., sukcesivnim nanošenjem slojeva materijala, što je

dijametralno suprotno sa klasičnim metodama obrade mehaničkim uklanjanjem materijala npr. struganje, glodanje. RP tehnologije, sa svojim osobnostima, premoštavaju veliki jaz u kompjuterski integriranoj proizvodnji-CIM. Naime, glavni problem sa CIM je ručno ili poluautomatsko planiranje procesa što sprječava integraciju dizajna i proizvodnje. Zbog toga što RP procesi kreiraju fizički objekt bez alata, oni su postali karika koja nedostaje za integraciju ova dva segmenta proizvodnje. 2. Opis procesa Selektivno lasersko sinterovanje SLS je jedan od RP procesa, razvijen 1986. god. Na University of Texas, a komercijaliziran od strane kompanije DTM. Proces se zasniva na proizvodnji 3D čvrsti objekti sukcesivnim nanošenjem slojeva praškastog materijala (plastika, metal, keramika, ...) koji se sinteruje pod uticajem energije CO2 laserske zrake. Korišteni prah je obložen termoplastičnim materijalom što osigurava vezivanje radnog praha pri formiraju slojeva dijela koji je predstavljen STL fajlom 3D CAD crteža. Za vrijeme odvijanja procesa sistemom se vrši direktno kompjutersko upravljenje. Kao rezultat procesa mogu se proizvesti "nedovršeni-zeleni" dijelovi koji naknadnim sinterovanjem u pećima dobijaju svoje završne karakteristike (čest slučaj kod indirektnih metoda proizvodnje), ali isto tako i gotovi finalizirani upotrebljivi dijelovi (direktne metode proizvodnje).
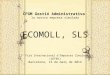
Sl. 1. Šema SLS sistema i prikaz mašina Sinterstation 2000 (DTM) 2.1. Indirektna proizvodnja Proces proizvodnje započinje automatskim rasprostiranjem (precizni rol mehanizmom) tankoga sloja vruće topljivog praškastog meterijala preko platforme za građenje, smještene u izolovanom radnom prostoru. Nakon, nanošenja radnog materijala energija CO2
CO2 laserski izvor
Proizvod
Kontejner praha
Valjak Atmosfera
U osa
XY skretanje
Kontejner praha
z osa Klip

lasera se koristi za podizanje temperature praška neposredno do tačke topljenja, usljed čega se topi termoplastični materijal što čini sloj kompaktnim. Po završetku jednoga sloja platforma se spušta za definisanu veličinu pomaka, a roler nanosi novi sloj praška. Proces se ponavlja sve dok se objekt ne dovrši. U dijelovima radnoga prostora koji nisu izloženi dijelovanju laserske zrake nakupljaju se ostaci prašaka koji u toku proizvodnje služe kao prirodna potpora za naredne slojeve. Na ovaj način se omogućava izgradnja dijela bez definisanja dopunske strukture oslonaca.
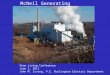
Sl. 2. Šematski prikaz dobijanja kalupa za livenje indirektnim SLS procesom
Radni prostor SLS sistema je izolovan od atmosfere i ispunjen je azotom (98%) kako bi se minimizirala oksidacija praha. Zbog toga radni prostor posjeduje posebnu jedinicu za atmosfersku kontrolu sa filterima za recirkulisanje gasa i održavanje konstantne temperature protočnog vazduh unutar procesne komore.
Sl. 3. Kalupi dobijeni indirektnim SLS procesom
Po završetku izgradnje dio se uklanja iz komore, oslobađa se preostalog neuvezanog praha nakon čega se vrši postprocesuiranje. Proces postprocesuiranja započinje žarenjem pri čemu termoplastični materijal sagorijeva, a metalni prah se veže tradicionalnim
Dizajn kalupa Proces brze izrade alata Tretman infiltriranja i zagrijavanja
CAD radna stanica sa 3D softverom za
dizajniranje dijelova i kalupa
Infiltriranje polimara i peć za sušenje Sinterstation 2000
Kontrolirana zracno-izolirana
peć
Precizno livenje
50000 gotovih dijelova
Mašina za precizno livenje
Poliranje i integracija sa bazom kalupa
Potpuno zbijeni dio
"Zeleni" dio
Žarenje

mehanizamom sinterovanja. Nakon procesa žarenja, ukoliko se to zahtijeva, dio se može polirati, prelakirati ili obojati. Proces izveden na ovaj način našao je značajnu primjenu u proizvodnji kalupa za livenje. 2.2. Direktna proizvodnja Usavršavanjem procesa SLS-a i za ovaj proces namjenjenih materijala omogućena je direktna proizvodnja upotrebljivih funkcionalnih dijelova. Pri ovome procesu korištenjem snažne CO2 laserske zrake (>50 W ) usljed visoke temperature vrši se direktno sinterovanje metalnog praha. Za nanošenja gradivnog materijala kod ovoga procesa koriste se robotski sistemi. Na ovaj način proizvode se potpuno "zbijeni" metalni dijelovi relativno dobre tačnosti i metalografskih osobina, zahtijevajući minimalne operacije naknadne obrade. Trenutno najnapredniji SLS sistem za direktnu proizvodnju dijelova je Laser Engineered Net Shaping System (LENS) razvijen u Sandia Laboratories, a komercijaliziran od strane Optomec Design Co.
Sl. 4. CAD model (gore), SLS polikarbonati kalup (lijevo) i A356 aluminiski odlivak (desno).
3. Materijali namjenjeni za SLS proces U suštini za SLS procese mogu se koristiti svi materijali koji se mogu prevesti u praškastu formu te imaju odgovarajuće termoplastične osobine (najlon, staklom punjeni najlon, polikarbonati, somos-elastomer, keramika, čelik, bakarni poliamid, ...). Mnogi proizvođači zajedno sa svojim sistemima nude i odgovarajuće materijale. Široka lepeza upotrebljivih materijala omogućava i veoma raznoliku primjenu ovih sistema (aerospace industrija, korisničke elektronike, automobilska industrija,...) što je razlog da brojne kompanije širom svijeta koriste SLS sisteme kako bi ubrzale dizajn, razvoj i tržišno predstavile svoje nove proizvode.

4. Karakteristike SLS procesa Prednosti SLS sistema su: Mogućnost direktne proizvodnje gotovih upotrebljivih dijelova; Kompleksni dijelovi i alati kreiraju se mnogo brže nego
konvencionalnom mašinskom obradom ili livenjem; SLS proces nudi veliki izbor jeftinih i po okolinu sigurnih
materijala što obezbjeđuje veliku fleksibilnost i brojne prednosti ovoga procesa u usporedbi sa drugim tehnologijama brzog prototipiranja / brze proizvodnje; SLS procesom može se postići tolerancija u rasponu od +0,002" do
+0,010"; Nema potrebe za osloncima; Sporo hlađenje gotovog dijela smanjuje unutrašnja naprezanja; Brzina gradnje ovisno o tipu mašine 0,5 do 1'' na sat; Tab. 1. Karakteristike SLS mašine Sinterstation 2000(DTM Corp.)
Sinterstation 2000 – DTM corp.
Osn
ovne
kar
akte
ristik
e
Razvijeno na Univerzitetu Texas u Austin Dimenzija mašine 155" 59" 75", težina 4500 lbs Koristi CO2 laser, 50W, klasa I. Ulazni format fajla: STL. Cijena od 250,000 $US do 497,000 $US ovisno o broju različitih materijala (1, 2 i 3) koji se mogu koristiti na mašini (vosak za precizno livenje, najlon ili polikarbonat). Postoji i novija verzija mašine Sinterstation 2500 čija osnovna verzija košta 400,000 $US. Materijal u praškastoj formi, rjeđe tečni polimer Postoji mogućnost za proširenje korisničkih materijala uključujući PVC, ABS plastika, poliestre i poliuretane. Brzina gradnje: 2" 4" / dan. Debljina sloja 0,003 0,02”. Tačnost 0,05" 0,15” ovisno o veličini dijela. Komponente mogu biti reciklirane drobljenjem i ponovnim vraćanjem u prah. Uticaj na okolinu-dizajnirano za sigurnost operatera, potreban oksigen monitor zbog upotrena azota u radnoj komori, ne toksični materijali. Snabdijevanje energijom 208/240VAC, 70 A, 60 Hz i 120 VAC, 20 A Postoji mogućnost umrežavanja.
Međutim, treba biti svjestan i nekih nedostataka SLS sistema: Kao nus proizvodi procesa topljenja mogu nastati toksični gasovi
koji moraju biti zadržani, osobito ako se radi sa PVC materijalima; Kvalitet završne površine nije zadovoljavajući – površinska
hrapavost je velika, a u nekim slučajevima efekat stepenastog koraka stvorenog procesom slojne gradnje može postati vidljiv; Porozan dio; Promjena materijala zahtijeva čišćenje mašine;

Prvi sloj može zahtijevati sidrište kako bi se reducirala termalna naprezanja.
Na svjetskom tržištu postoji nekoliko proizvođača SLS sistema, a najrasprostranjeniji je Sinterstation 2000 kompanije DTM čije su karakteristike predstavljene u tabeli 1. 5. Zaključak Kao i svi ostali RP procesi i SLS je relativno nov proces u fazi razvoja što širom otvara vrata daljnjem usavršavanju svih segmnata ovoga procesa. Međutim, i pored ove činjenice SLS je zauzelo značajno mjesto u brojnim proizvodnim sistemima, te sa procesima stereolitografije-SLA čini okosnicu daljnjeg razvoja RP tehnologije. Mogućnost direktne slojne gradnje-proizvodnje gotovih upotrebljivih dijelova iz različitih materijala bez ograničenja u pogledu oblika u budućnosti će zasigurno predstavljati okosnicu novoga potpuno integriranog CIM sistema, što procese SLS izdvaja od ostalih RP procesa i stavlja na posebno mijesto.
SELECTIVE LASER SINTERING Alan Topčić, Džemo Tufekčić, Ramiz Šelo
Abstract Selective Laser Sintering – SLS is a Rapid Prototyping – RP technology that have place in many production systems. SLS systems with their characteristics are successfully used for indirect and direct production of parts. However, possibility of production of ready-made parts directly without postprocessing is big progress in Rapid Prototyping area. Alan Topčić, dipl.ing.maš. dr.sci. Džemo Tufekčić, red.prof. dr.sci. Ramiz Šelo, van.prof. Mašinski fakultet u Tuzli Univerzitetska 8 75000 Tuzla Tel/fax: ++ 387 35 283 304 E-mail: [email protected]

Literatura: 1. www.ManufacturingNews.com 2. www.umr.edu 3. www.3dsystems.com 4. www.artcorp.com 5. www.dtm-corp.com 6. www.cubictechnologies.com 7. www.stratasys.com 8. www.tailormade.com 9. www.materialice.com 10. www.cenit.com 11. http://itri.loyla.edu 12. http://ltk.hut.fi 13. http://claymore.engineer.gvsu.edu.