Embed Size (px)
Citation preview
1
1
SOLDAGEM TIG
Prof. Valtair Antonio Ferraresi
2
SOLDAGEM TIG
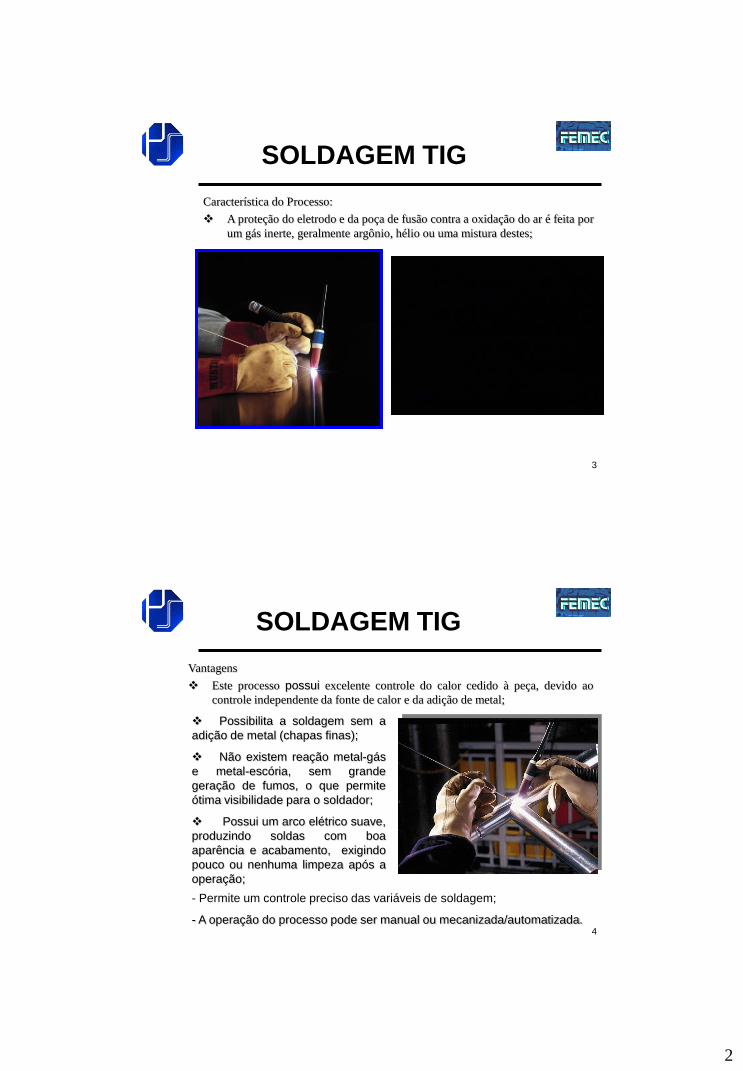
A soldagem com eletrodo não consumível de tungstênio e proteção
gasosa (GAS TUNGSTEN ARC WELDING – GTAW (EUA) ou
TUNGSTEN IONERT GAS – TIG (EUROPA) ) é um processo no qual a
união de peças metálicas é produzida pelo aquecimento e fusão desta
através de um arco elétrico estabelecido entre a peça e o eletrodo, não
consumível, de tungstênio. A proteção gasosa serve para estabilizar o arco
elétrico e a poça de fusão.
A adição de metal de enchimento pode ser
ou não feita.
2
3
Característica do Processo:
A proteção do eletrodo e da poça de fusão contra a oxidação do ar é feita por
um gás inerte, geralmente argônio, hélio ou uma mistura destes;
SOLDAGEM TIG
4
Vantagens
Este processo possui excelente controle do calor cedido à peça, devido ao
controle independente da fonte de calor e da adição de metal;
Possibilita a soldagem sem a
adição de metal (chapas finas);
Não existem reação metal-gás
e metal-escória, sem grande
geração de fumos, o que permite
ótima visibilidade para o soldador;
Possui um arco elétrico suave,
produzindo soldas com boa
aparência e acabamento, exigindo
pouco ou nenhuma limpeza após a
operação;
SOLDAGEM TIG
- Permite um controle preciso das variáveis de soldagem;
- A operação do processo pode ser manual ou mecanizada/automatizada.
3
5
LIMITAÇÕES
A taxa de deposição é menor que em processo com eletrodo
consumível (para uma dada corrente);
É menos econômico para espessuras maiores que 10 mm;
Exige mais destreza do soldador para soldagem manual;
Dificuldade em manter a proteção gasosa em trabalhos de campo.
SOLDAGEM TIG
Aplicações
É aplicado à maioria dos metais e suas ligas, numa ampla faixa
de espessura (incluindo soldas dissimilares);.
6
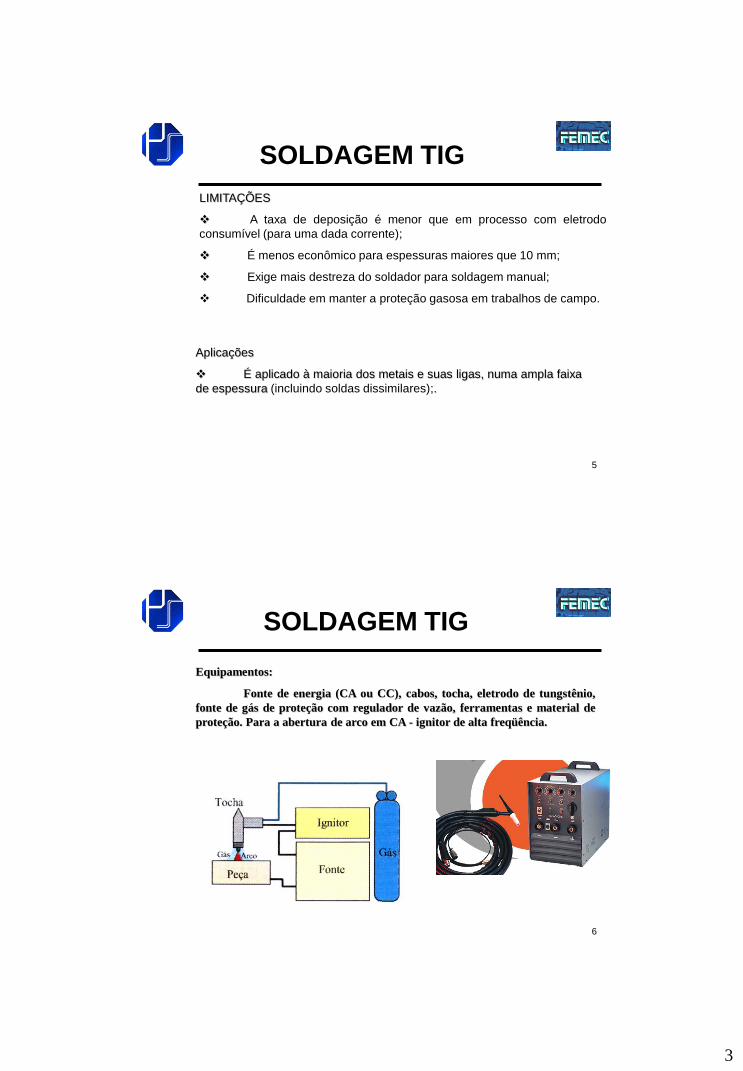
Equipamentos:
Fonte de energia (CA ou CC), cabos, tocha, eletrodo de tungstênio,
fonte de gás de proteção com regulador de vazão, ferramentas e material de
proteção. Para a abertura de arco em CA - ignitor de alta freqüência.
SOLDAGEM TIG
4
7
SOLDAGEM TIG
8
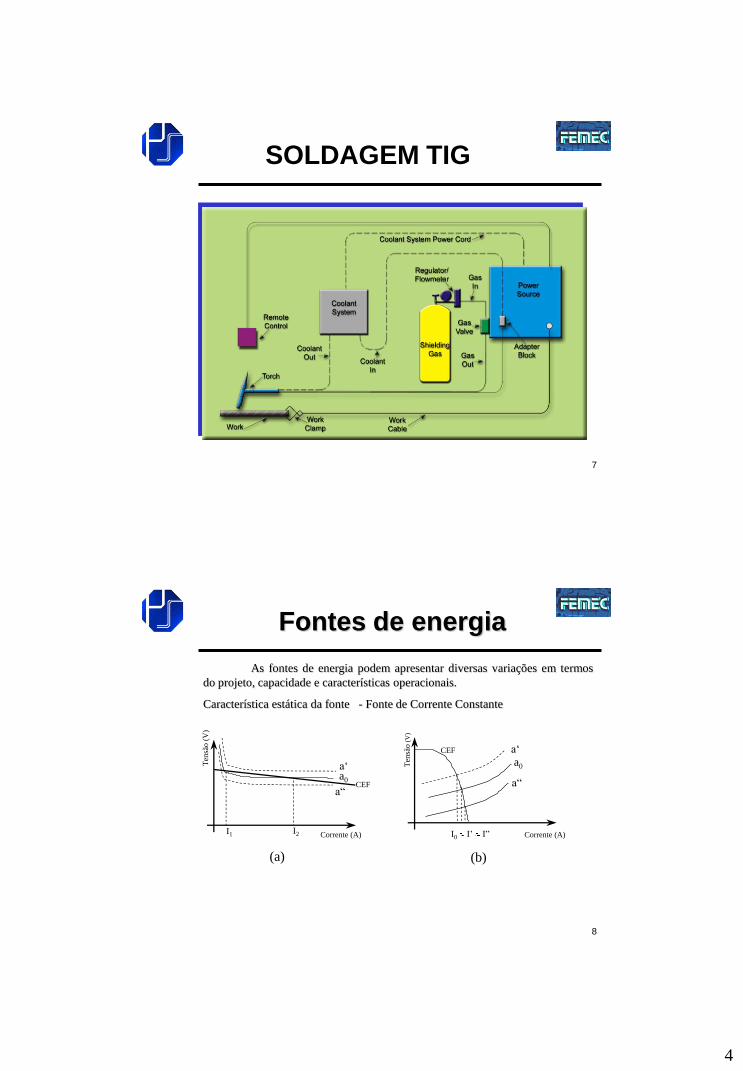
Fontes de energia
As fontes de energia podem apresentar diversas variações em termos
do projeto, capacidade e características operacionais.
Característica estática da fonte - Fonte de Corrente Constante
Ten
são (
V)
Corrente (A)
CEF
(a)
I1 I2
Ten
são
(V
)
Corrente (A)
(b)
CEF
a„a0 a“
a„
a0
I0 I‟ I”
a“

5
9
Fontes de energia
5 – 700A Welding Range
500A @ 40V, 100% Duty Cycle
Amperage Range = 5-300 amps
Duty Cycle = 40% @ 250A/30V
10
VARIÁVEIS DO PROCESSO
Comprimento de arco (voltagem);
Corrente;
Velocidade de soldagem;
gás de proteção;
tipo, diâmetro e ângulo da ponta do eletrodo;
alimentação do material de adição.
VARIÁVEIS DO PROCESSO TIG
6
11
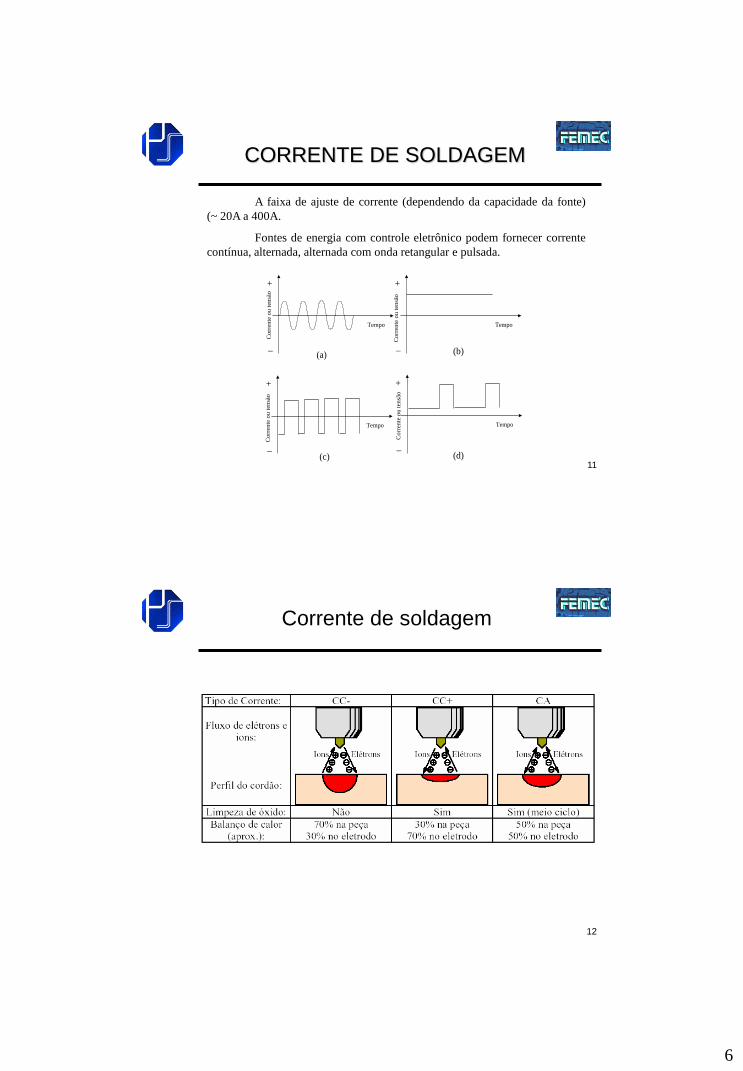
A faixa de ajuste de corrente (dependendo da capacidade da fonte)
(~ 20A a 400A.
Fontes de energia com controle eletrônico podem fornecer corrente
contínua, alternada, alternada com onda retangular e pulsada.
CORRENTE DE SOLDAGEM
Corr
en
te o
u t
ensã
o
Tempo
+
_
Tempo
+
_
Tempo
+
_
Tempo
+
_
Corr
en
te o
u t
ensã
oC
orr
en
te o
u t
en
são
Co
rren
te o
u t
en
são
(a) (b)
(c) (d)
12
Corrente de soldagem
7
13
Cátodo (-)
Ânodo (+)
Metal de base
Eletrodo
elétron
íon
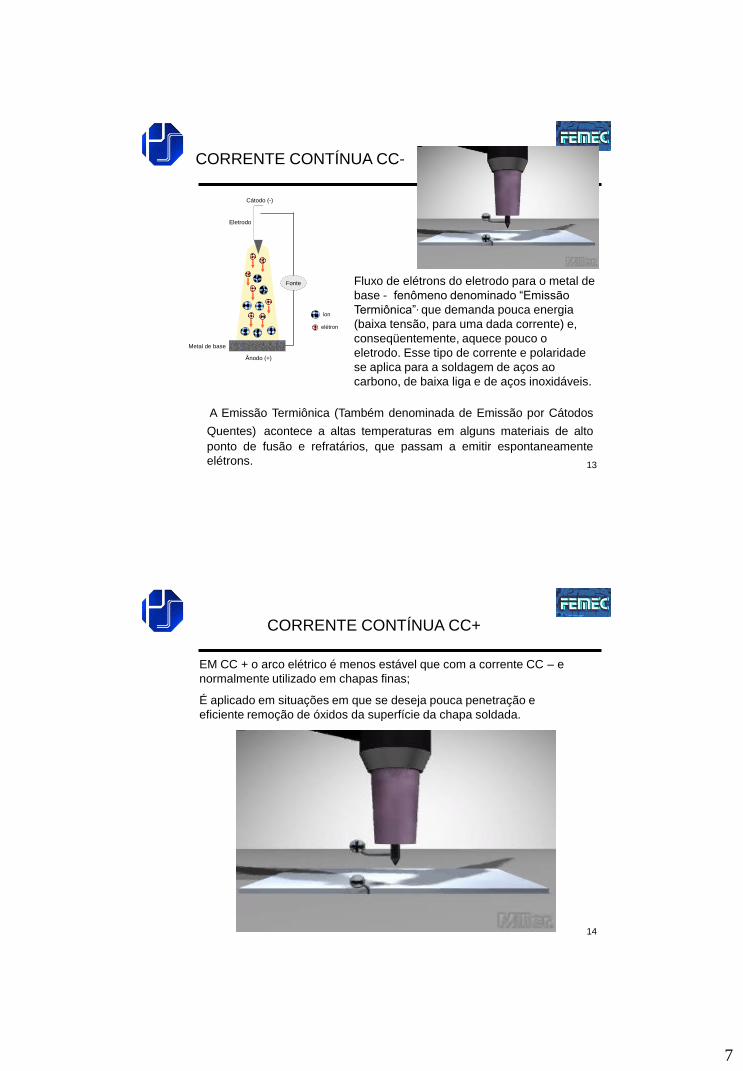
Fonte Fluxo de elétrons do eletrodo para o metal de
base - fenômeno denominado “Emissão
Termiônica”, que demanda pouca energia
(baixa tensão, para uma dada corrente) e,
conseqüentemente, aquece pouco o
eletrodo. Esse tipo de corrente e polaridade
se aplica para a soldagem de aços ao
carbono, de baixa liga e de aços inoxidáveis.
A Emissão Termiônica (Também denominada de Emissão por Cátodos
Quentes) acontece a altas temperaturas em alguns materiais de alto
ponto de fusão e refratários, que passam a emitir espontaneamente
elétrons.
CORRENTE CONTÍNUA CC-
14
CORRENTE CONTÍNUA CC+
EM CC + o arco elétrico é menos estável que com a corrente CC – e
normalmente utilizado em chapas finas;
É aplicado em situações em que se deseja pouca penetração e
eficiente remoção de óxidos da superfície da chapa soldada.
8
15
tempo
Corr
ente
Corrente Pulsada
16
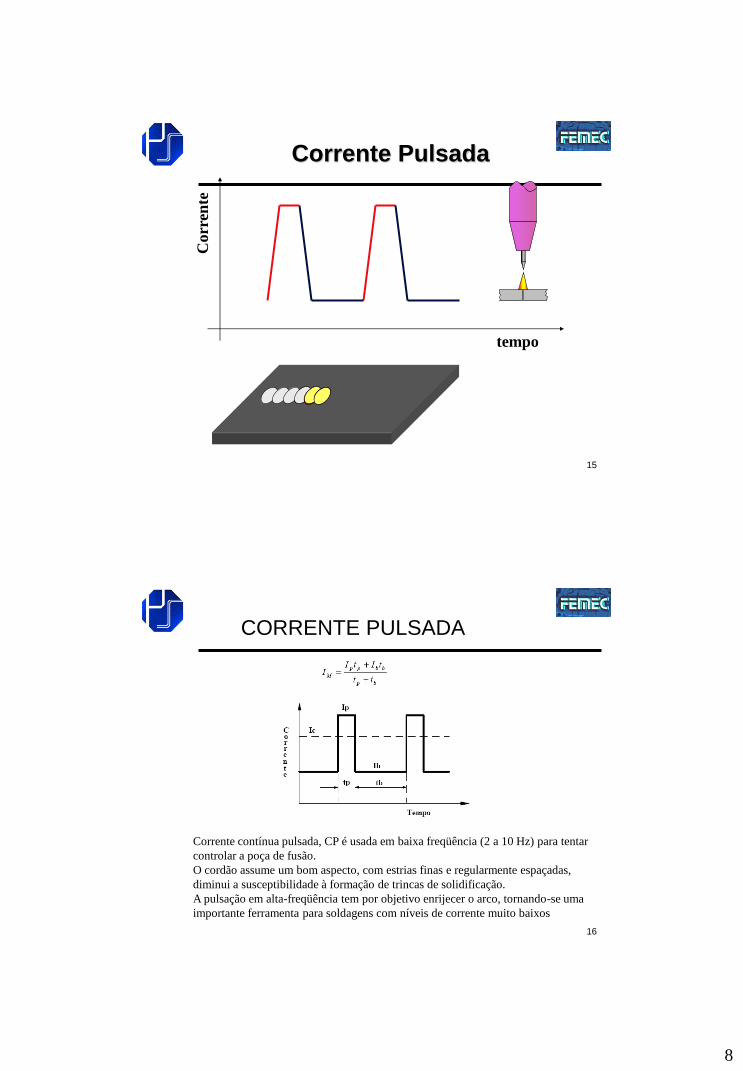
Corrente contínua pulsada, CP é usada em baixa freqüência (2 a 10 Hz) para tentar
controlar a poça de fusão.
O cordão assume um bom aspecto, com estrias finas e regularmente espaçadas,
diminui a susceptibilidade à formação de trincas de solidificação.
A pulsação em alta-freqüência tem por objetivo enrijecer o arco, tornando-se uma
importante ferramenta para soldagens com níveis de corrente muito baixos
CORRENTE PULSADA
9
17
CORRENTE ALTERNADA
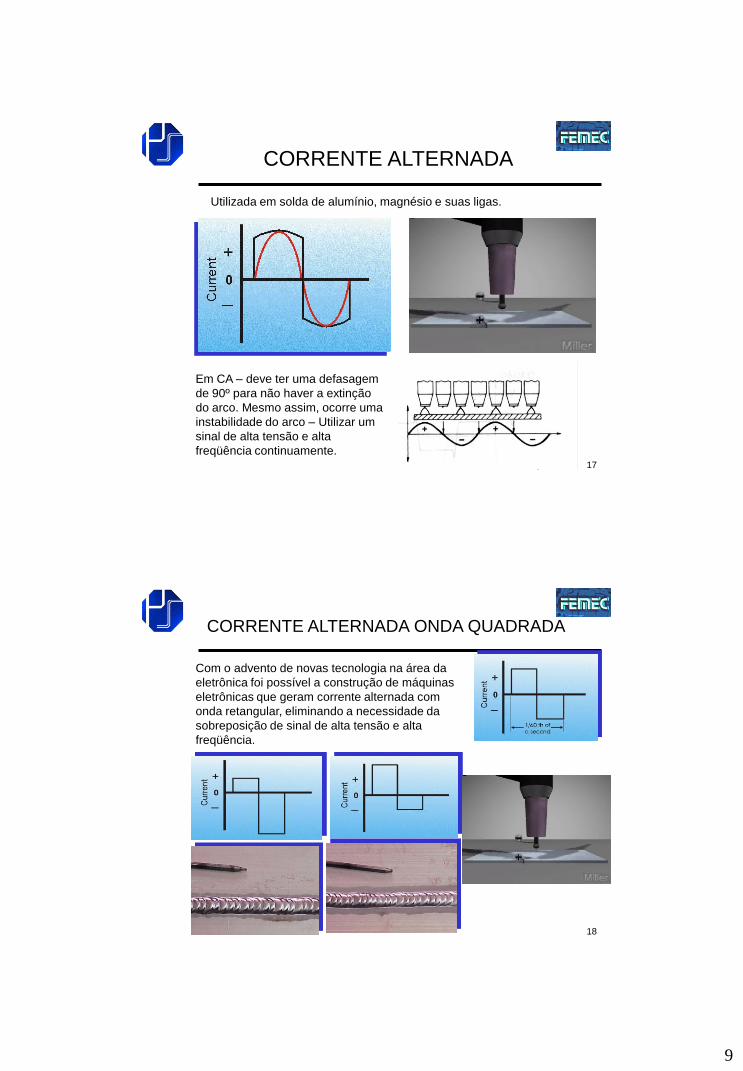
Utilizada em solda de alumínio, magnésio e suas ligas.
Em CA – deve ter uma defasagem
de 90º para não haver a extinção
do arco. Mesmo assim, ocorre uma
instabilidade do arco – Utilizar um
sinal de alta tensão e alta
freqüência continuamente.
18
CORRENTE ALTERNADA ONDA QUADRADA
Com o advento de novas tecnologia na área da
eletrônica foi possível a construção de máquinas
eletrônicas que geram corrente alternada com
onda retangular, eliminando a necessidade da
sobreposição de sinal de alta tensão e alta
freqüência.
10
19
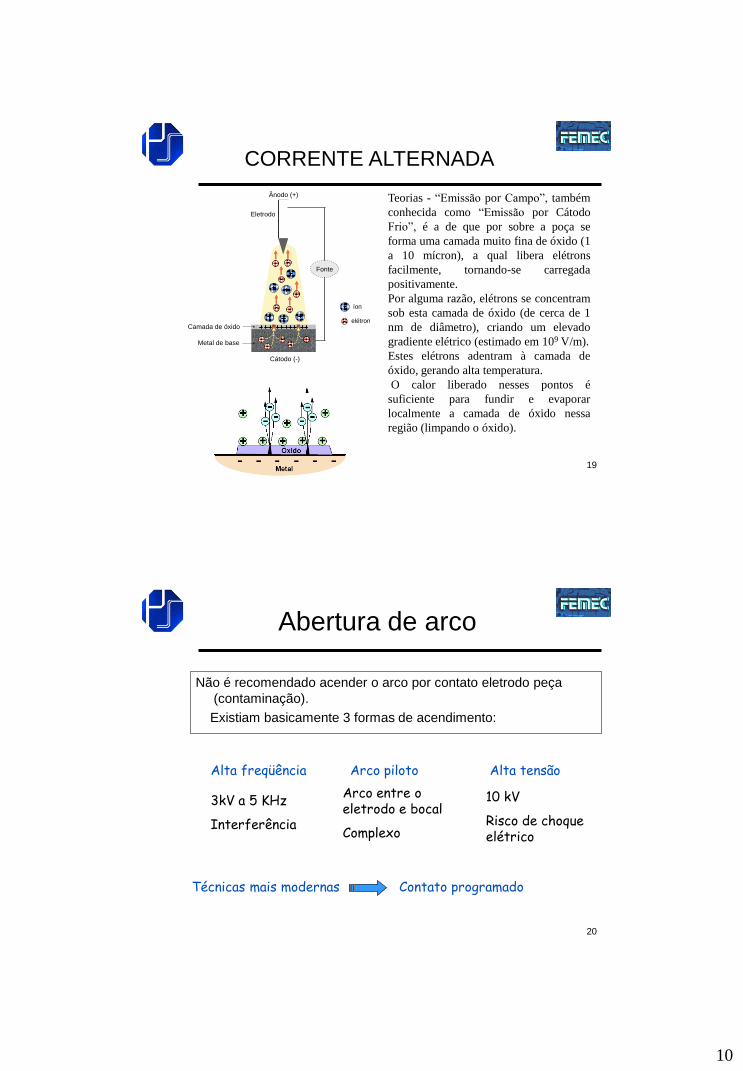
CORRENTE ALTERNADA
Eletrodo
elétron
íon
Ânodo (+)
Metal de base
Camada de óxido
Cátodo (-)
Fonte
Teorias - “Emissão por Campo”, também
conhecida como “Emissão por Cátodo
Frio”, é a de que por sobre a poça se
forma uma camada muito fina de óxido (1
a 10 mícron), a qual libera elétrons
facilmente, tornando-se carregada
positivamente.
Por alguma razão, elétrons se concentram
sob esta camada de óxido (de cerca de 1
nm de diâmetro), criando um elevado
gradiente elétrico (estimado em 109 V/m).
Estes elétrons adentram à camada de
óxido, gerando alta temperatura.
O calor liberado nesses pontos é
suficiente para fundir e evaporar
localmente a camada de óxido nessa
região (limpando o óxido).
20
Abertura de arco
Não é recomendado acender o arco por contato eletrodo peça
(contaminação).
Existiam basicamente 3 formas de acendimento:
Alta freqüência Arco piloto Alta tensão
3kV a 5 KHz
Interferência
Arco entre o eletrodo e bocal
Complexo
10 kV
Risco de choque elétrico
Técnicas mais modernas Contato programado
11
21
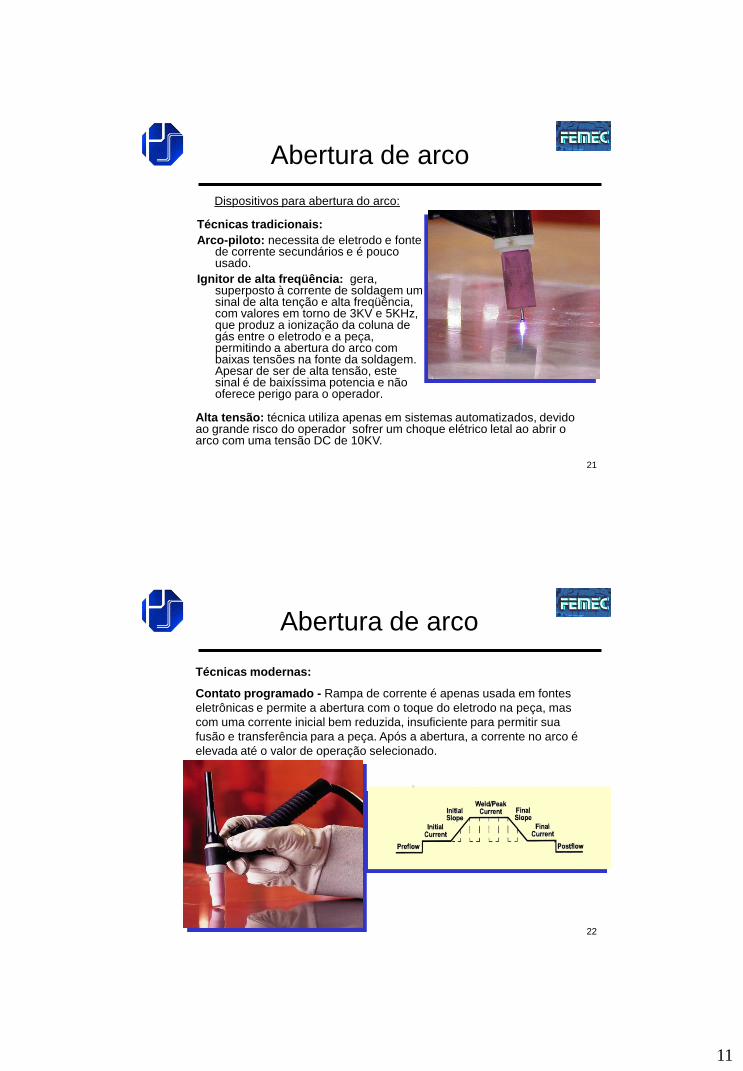
Técnicas tradicionais:
Arco-piloto: necessita de eletrodo e fonte de corrente secundários e é pouco usado.
Ignitor de alta freqüência: gera, superposto à corrente de soldagem um sinal de alta tenção e alta freqüência, com valores em torno de 3KV e 5KHz, que produz a ionização da coluna de gás entre o eletrodo e a peça, permitindo a abertura do arco com baixas tensões na fonte da soldagem. Apesar de ser de alta tensão, este sinal é de baixíssima potencia e não oferece perigo para o operador.
Dispositivos para abertura do arco:
Abertura de arco
Alta tensão: técnica utiliza apenas em sistemas automatizados, devido ao grande risco do operador sofrer um choque elétrico letal ao abrir o arco com uma tensão DC de 10KV.
22
Abertura de arco
Técnicas modernas:
Contato programado - Rampa de corrente é apenas usada em fontes
eletrônicas e permite a abertura com o toque do eletrodo na peça, mas
com uma corrente inicial bem reduzida, insuficiente para permitir sua
fusão e transferência para a peça. Após a abertura, a corrente no arco é
elevada até o valor de operação selecionado.
12
23
Manuais: eletrodo e cabo em ângulo de 90º a 120º;
com interruptor para acionar ignitor, corrente e vazão de gás;
Automáticas: retas para montagem em suportes posicionadores;
Refrigerada a água ou gás: o cabo de corrente geralmente é embutido no
conduite de refrigeração (tochas refrigeradas a água geralmente são mais
leves, mas são menos silenciosas).
Tipos de tocha
Bicos de contato e fixadores de eletrodos:
em pares (função do diâmetro do
eletrodo);
feitos de liga de cobre.
Bocais: diferentes formas e tamanhos;
função de direcionar o gás em
regime laminar;
os mais usados são os cerâmicos
(mais baratos porém quebradiços);
os de metal refrigerados a água
(para altas correntes, vida longa);
24
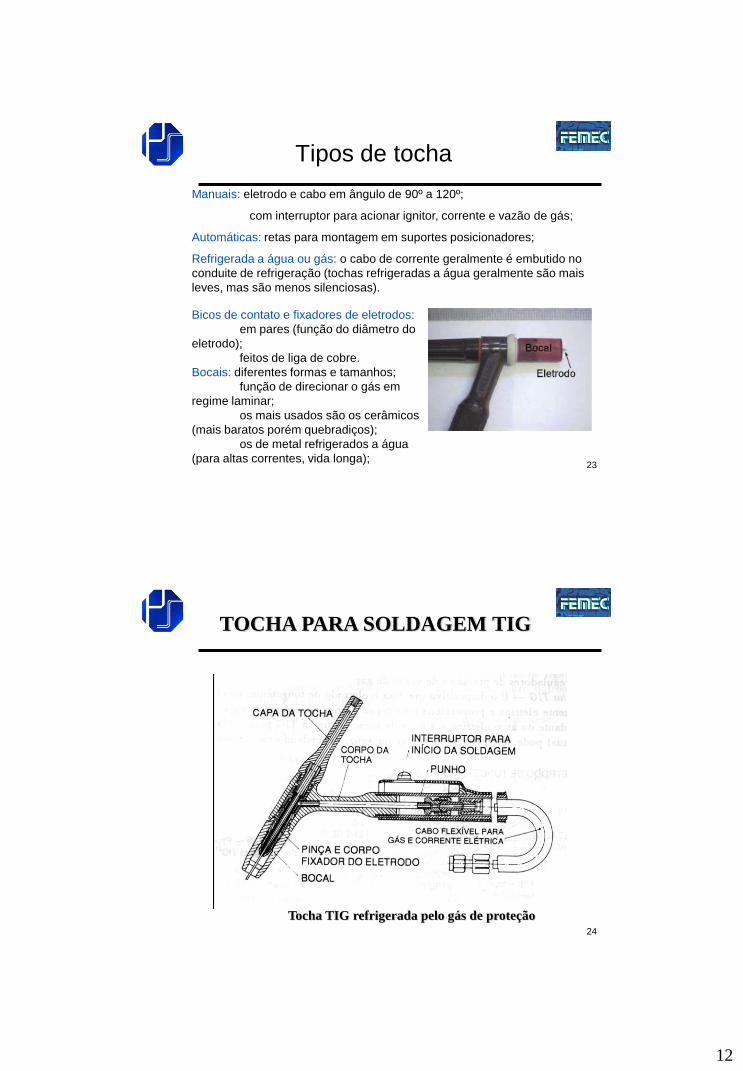
TOCHA PARA SOLDAGEM TIG
Tocha TIG refrigerada pelo gás de proteção
13
25Tocha TIG refrigerada a água
TOCHA PARA SOLDAGEM TIG
26
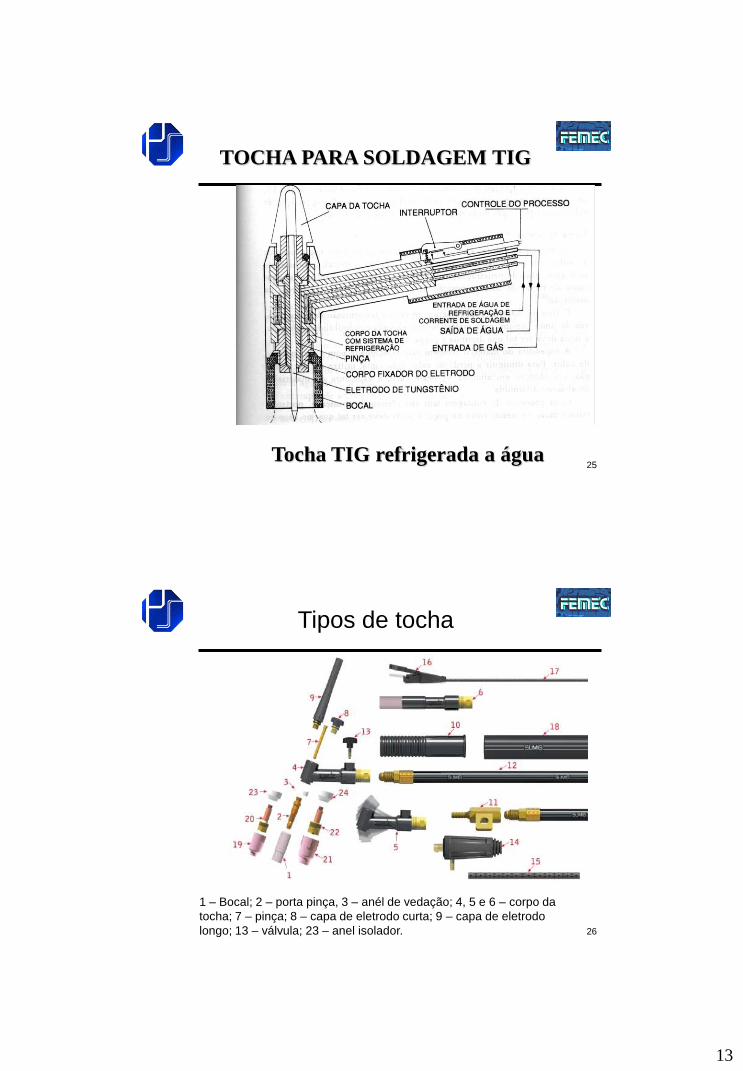
Tipos de tocha
1 – Bocal; 2 – porta pinça, 3 – anél de vedação; 4, 5 e 6 – corpo da
tocha; 7 – pinça; 8 – capa de eletrodo curta; 9 – capa de eletrodo
longo; 13 – válvula; 23 – anel isolador.
14
27Tocha TIG mecanizada
TOCHA PARA SOLDAGEM TIG
28
Refrigeração da tocha
15
29
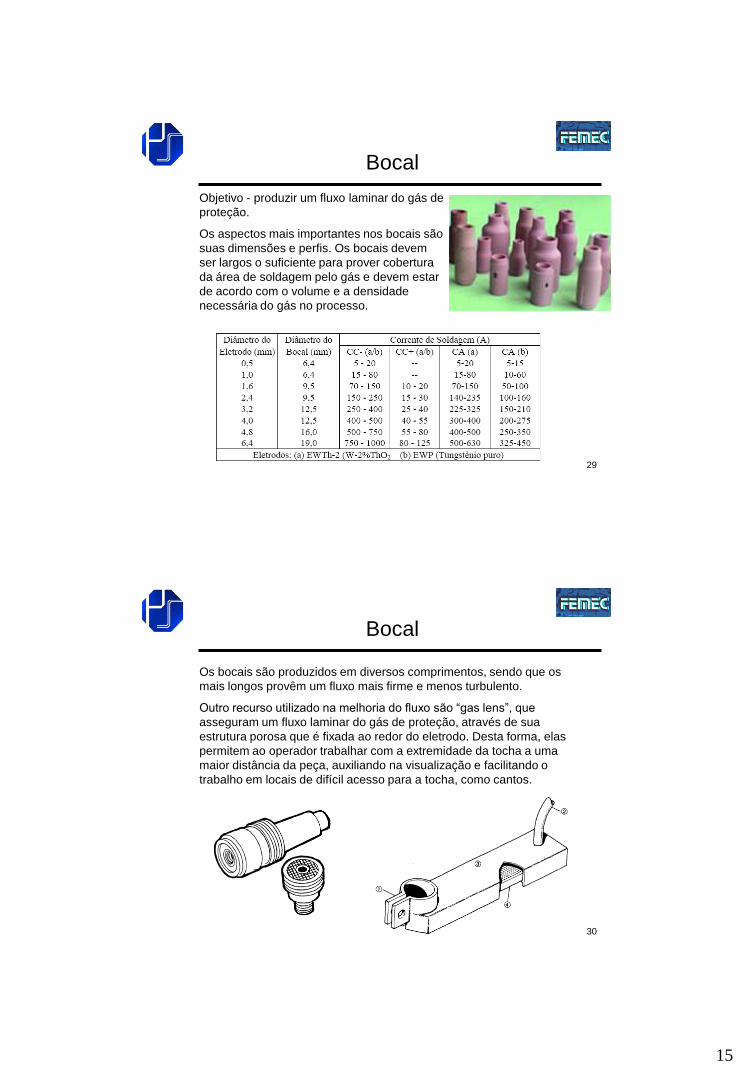
Bocal
Objetivo - produzir um fluxo laminar do gás de
proteção.
Os aspectos mais importantes nos bocais são
suas dimensões e perfis. Os bocais devem
ser largos o suficiente para prover cobertura
da área de soldagem pelo gás e devem estar
de acordo com o volume e a densidade
necessária do gás no processo.
30
Bocal
Os bocais são produzidos em diversos comprimentos, sendo que os
mais longos provêm um fluxo mais firme e menos turbulento.
Outro recurso utilizado na melhoria do fluxo são “gas lens”, que
asseguram um fluxo laminar do gás de proteção, através de sua
estrutura porosa que é fixada ao redor do eletrodo. Desta forma, elas
permitem ao operador trabalhar com a extremidade da tocha a uma
maior distância da peça, auxiliando na visualização e facilitando o
trabalho em locais de difícil acesso para a tocha, como cantos.
16
31
Eletrodos
Apesar de não serem fundidos para fazer parte do cordão de solda, os
eletrodos utilizados na soldagem TIG sofrem desgaste, sendo, por isso,
enquadrados como consumíveis do processo . Fornecidas com 150 a 175
mm de comprimento de tungstênio puro ou com pequenas adições de
óxidos de tório (denominado tória), de zircônio (zircônia), de lantânio
(lantânia), de cério (céria), ou ainda de outras terras raras.
Designação
ANSI/AWS
A5.12
Composição
(impurezas totais 0,10 %) Cor de
identificaçãoAditivo Óxido tungstênio
EWTh-2 ThO2: 1,70 - 2,20 % Balanço Vermelha
EWLa-1.5 La2O3: 1,30 - 1,70 % Balanço Dourada
EWP 99,95 % Verde
EWLa-1 La2O3: 0,80 - 1,20 % Balanço Preta
EWZr-1 ZrO2: 0,15 - 0,40 % Balanço Marrom
EWCe-2 CeO2: 1,80 - 2,20 % Balanço Alaranjada
EWLa-2 La2O3: 1,80 - 2,20 % Balanço Azul
EWTh-1 ThO2: 0,80 - 1,20 % Balanço Amarela
32
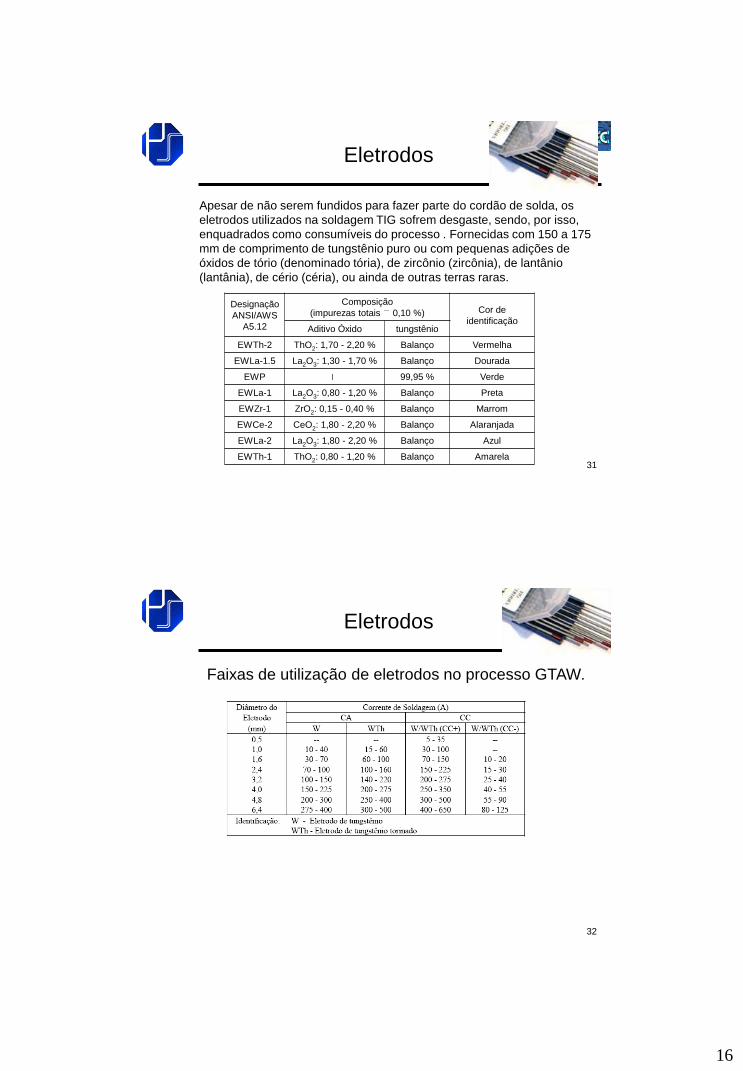
Eletrodos
Faixas de utilização de eletrodos no processo GTAW.
17
33
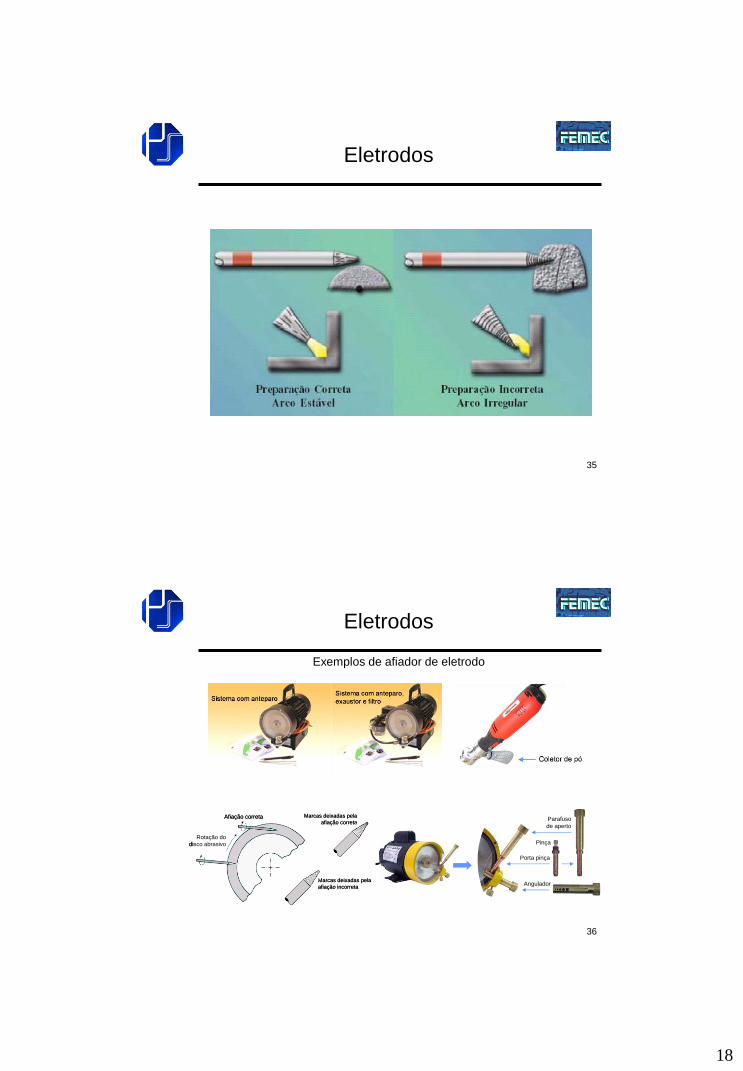
Afiação do eletrodo - facilita a emissão de elétrons por Efeito Termiônico
(além da ponta facilitar o aquecimento por ter menos volume, há o efeito
emissivo das “pontas”) e por garantir um arco estável.
Uma forma de manter a ponta do eletrodo afiada durante a soldagem é
por meio da seleção correta do tipo de eletrodo.
Polaridade direta (eletrodo negativo), aplicadas em aços ao carbono e
inoxidáveis, os eletrodos dopados com tória, lantânia ou céria são
recomendados justamente pela capacidade de manter a ponta afiada em
ângulo. Facilita a abertura de arco e confere maior estabilidade à
soldagem.
Corrente alternada, aplicadas em alumínio e ligas similares, maior
aquecimento da ponta do eletrodo.
- Eletrodo de tungstênio puro, a ponta do eletrodo se funde,
ficando com uma forma abaulada. Apesar da perda de afiação é utilizado
em soldagem a plasma.
- Óxido de zircônio (zircônia), componente que, também por
facilitar a emissão termiônica, reduz a temperatura de trabalho do
eletrodo, mas sem conseguir evitar a fusão da ponta. São utilizados no
processo a plasma, porém são mais caros.
Eletrodos
34
W puro
CA (180 A)
W com 2 % de ThO2
CA (180 A)
W com 1,5 % de La2O3
CA (215 A)
W puro
CA (180 A)
W com 2 % de ThO2
CA (180 A)
W com 1,5 % de La2O3
CA (215 A)
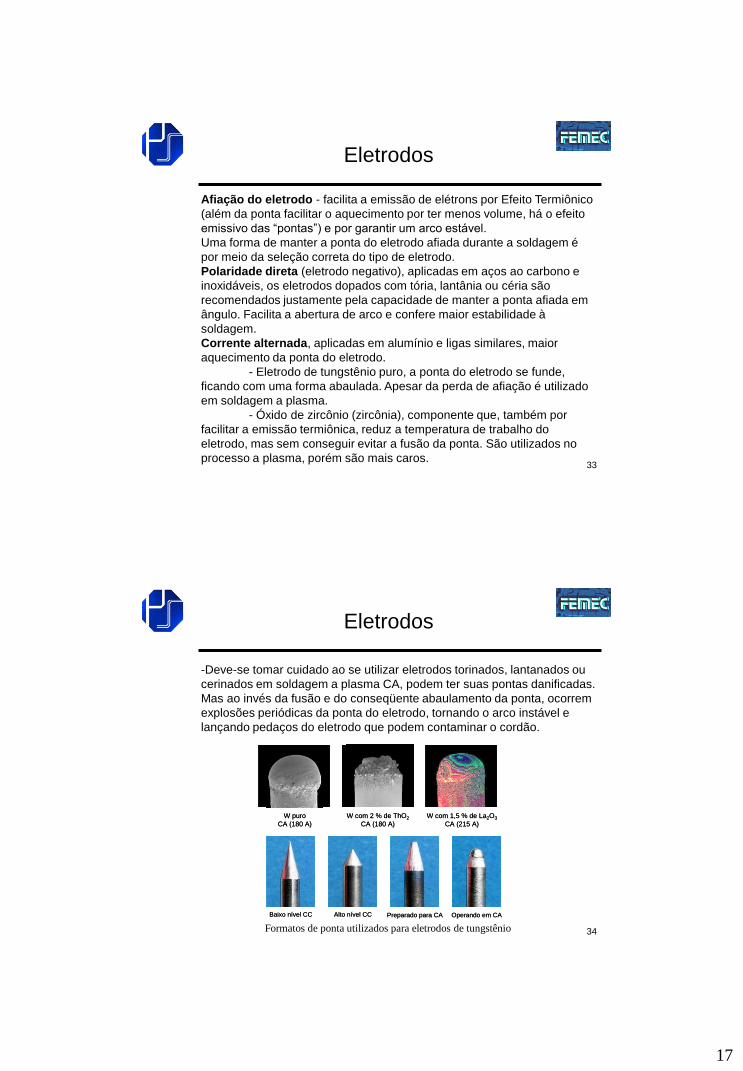
-Deve-se tomar cuidado ao se utilizar eletrodos torinados, lantanados ou
cerinados em soldagem a plasma CA, podem ter suas pontas danificadas.
Mas ao invés da fusão e do conseqüente abaulamento da ponta, ocorrem
explosões periódicas da ponta do eletrodo, tornando o arco instável e
lançando pedaços do eletrodo que podem contaminar o cordão.
Baixo nível CC Alto nível CC Preparado para CA Operando em CABaixo nível CC Alto nível CC Preparado para CA Operando em CA
Formatos de ponta utilizados para eletrodos de tungstênio
Eletrodos
18
35
Eletrodos
36
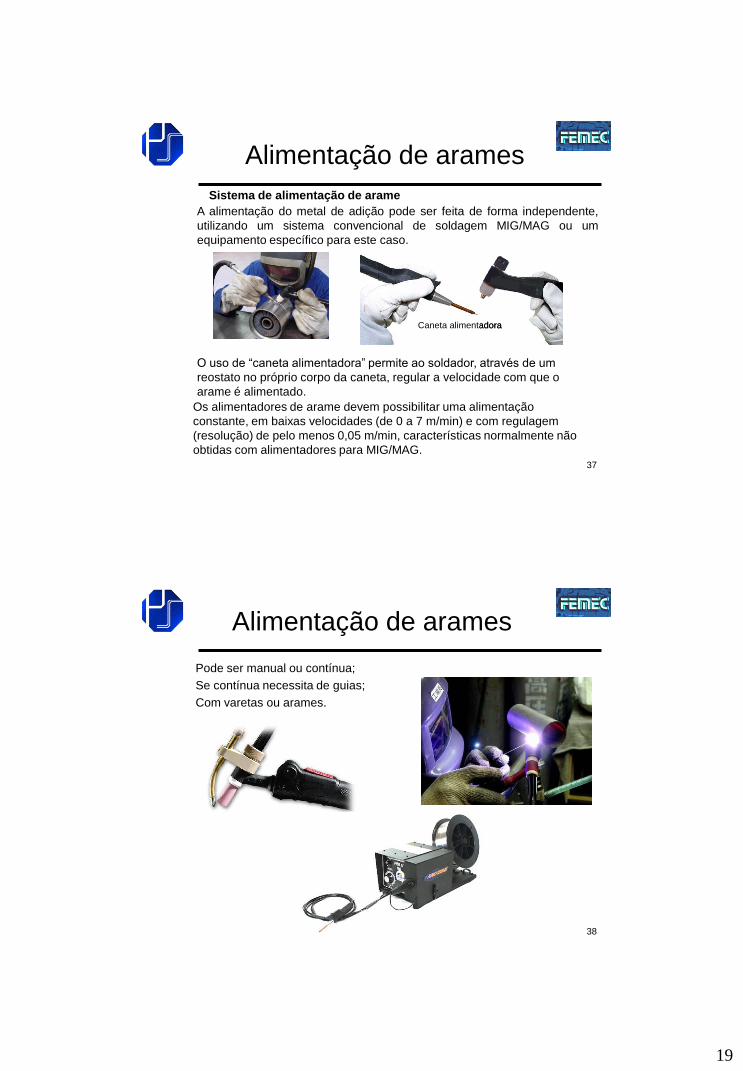
Rotação do
disco abrasivo
Afiação correta
Marcas deixadas pela
afiação incorreta
Marcas deixadas pela
afiação correta
Rotação do
disco abrasivo
Afiação correta
Marcas deixadas pela
afiação incorreta
Marcas deixadas pela
afiação correta Parafuso
de aperto
Pinça
Porta pinça
Angulador
Exemplos de afiador de eletrodo
Eletrodos
19
37
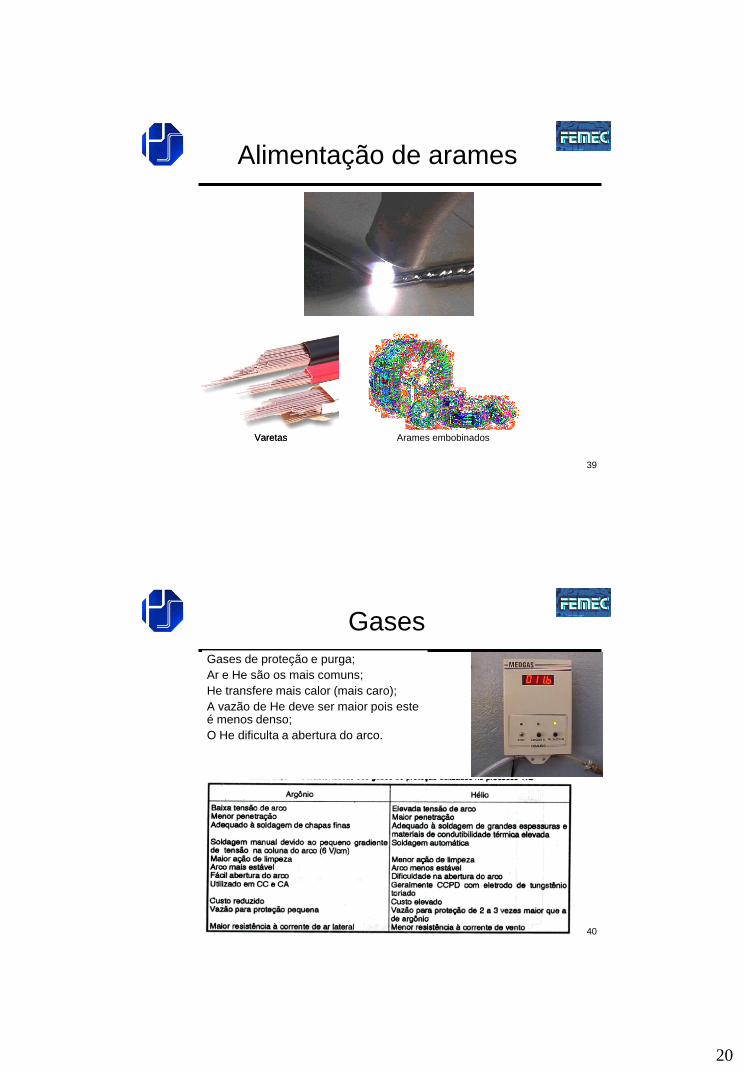
Sistema de alimentação de arame
A alimentação do metal de adição pode ser feita de forma independente,
utilizando um sistema convencional de soldagem MIG/MAG ou um
equipamento específico para este caso.
O uso de “caneta alimentadora” permite ao soldador, através de um
reostato no próprio corpo da caneta, regular a velocidade com que o
arame é alimentado.
Os alimentadores de arame devem possibilitar uma alimentação
constante, em baixas velocidades (de 0 a 7 m/min) e com regulagem
(resolução) de pelo menos 0,05 m/min, características normalmente não
obtidas com alimentadores para MIG/MAG.
Caneta alimentadoraCaneta alimentadora
Alimentação de arames
38
Alimentação de arames
Pode ser manual ou contínua;
Se contínua necessita de guias;
Com varetas ou arames.
20
39
Varetas Arames embobinados Varetas Arames embobinados
Alimentação de arames
40
Gases
Gases de proteção e purga;
Ar e He são os mais comuns;
He transfere mais calor (mais caro);
A vazão de He deve ser maior pois este é menos denso;
O He dificulta a abertura do arco.
21
41
Técnicas de soldagem
Manual
Automática:
– Orbital
– Linear
– AVC
– Oscilação do arco:
» Mecânica
» Magnética
42
Técnicas de soldagem
Técnica para a
soldagem GTAW
manual com metal
de adição:
(a) Desenvolvimento
da poça de fusão,
(b) recuo da tocha,
(c) adição de
material,
(d) afastamento da
vareta e
(e) avanço da tocha
conduzindo a
poça de fusão.

22
43
Os cabeçotes orbitais são utilizados na mecanização da soldagem de tubos e dutos em uma variedade de espessuras, em situações em que a qualidade da solda deve estar em conjunto com a produtividade. Dentre os diversos setores que os mesmos são empregados, pode-se citar: a indústria de extração e refino de petróleo, bem como transporte de seus derivados, a indústria aeroespacial, farmacêutica, nuclear e naval.
Orbital:
Técnicas de soldagem
44
Orbital:
Técnicas de soldagem
23
45
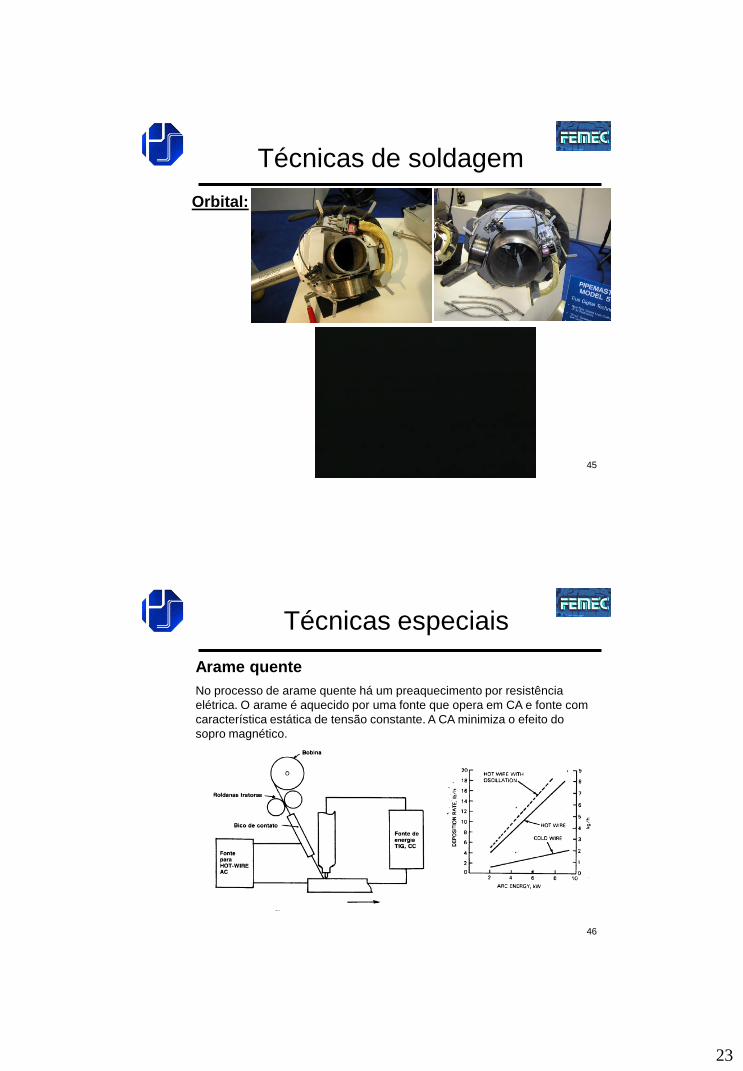
Orbital:
Técnicas de soldagem
46
Técnicas especiais
Arame quente
No processo de arame quente há um preaquecimento por resistência
elétrica. O arame é aquecido por uma fonte que opera em CA e fonte com
característica estática de tensão constante. A CA minimiza o efeito do
sopro magnético.
24
47
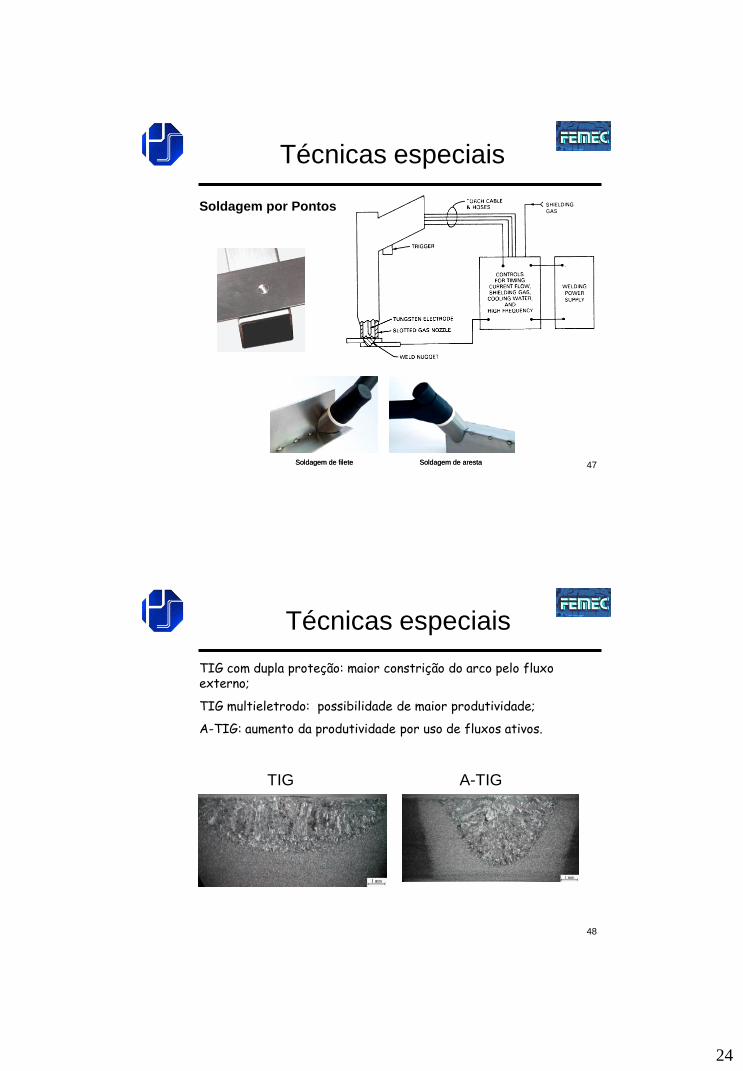
Soldagem por Pontos
Técnicas especiais
Soldagem de filete Soldagem de arestaSoldagem de filete Soldagem de aresta
48
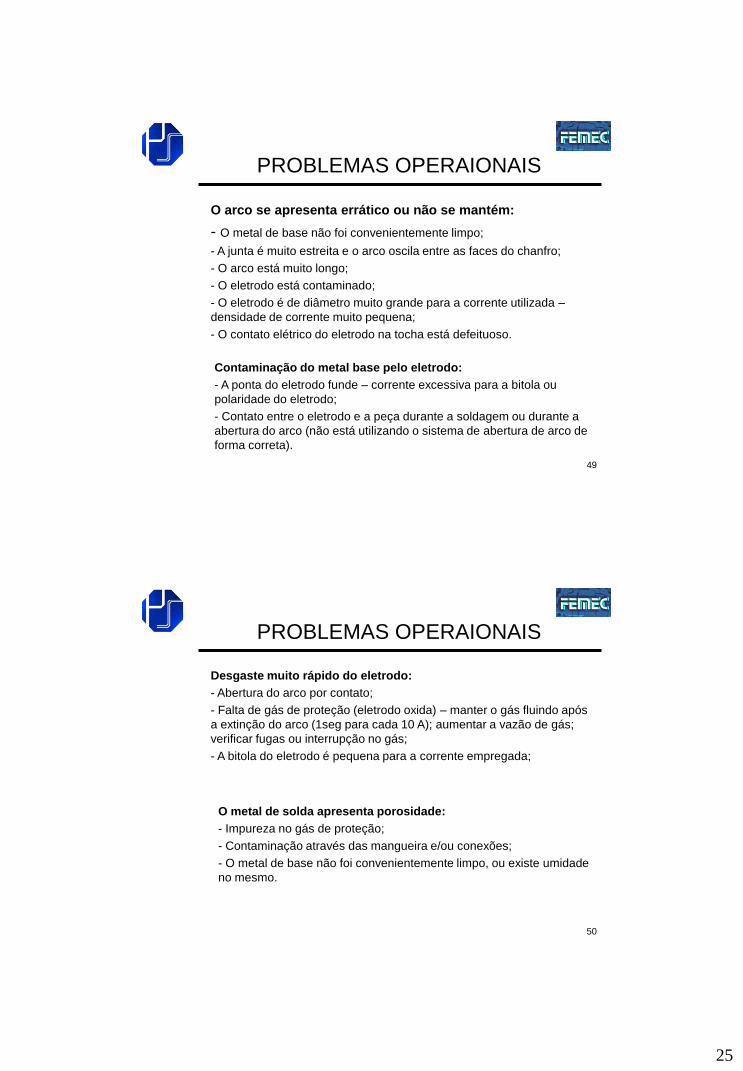
TIG com dupla proteção: maior constrição do arco pelo fluxo externo;
TIG multieletrodo: possibilidade de maior produtividade;
A-TIG: aumento da produtividade por uso de fluxos ativos.
Técnicas especiais
TIG A-TIG
25
49
PROBLEMAS OPERAIONAIS
O arco se apresenta errático ou não se mantém:
- O metal de base não foi convenientemente limpo;
- A junta é muito estreita e o arco oscila entre as faces do chanfro;
- O arco está muito longo;
- O eletrodo está contaminado;
- O eletrodo é de diâmetro muito grande para a corrente utilizada –
densidade de corrente muito pequena;
- O contato elétrico do eletrodo na tocha está defeituoso.
Contaminação do metal base pelo eletrodo:
- A ponta do eletrodo funde – corrente excessiva para a bitola ou
polaridade do eletrodo;
- Contato entre o eletrodo e a peça durante a soldagem ou durante a
abertura do arco (não está utilizando o sistema de abertura de arco de
forma correta).
50
PROBLEMAS OPERAIONAIS
Desgaste muito rápido do eletrodo:
- Abertura do arco por contato;
- Falta de gás de proteção (eletrodo oxida) – manter o gás fluindo após
a extinção do arco (1seg para cada 10 A); aumentar a vazão de gás;
verificar fugas ou interrupção no gás;
- A bitola do eletrodo é pequena para a corrente empregada;
O metal de solda apresenta porosidade:
- Impureza no gás de proteção;
- Contaminação através das mangueira e/ou conexões;
- O metal de base não foi convenientemente limpo, ou existe umidade
no mesmo.
26
51
Os principais tópicos a serem observados nos itens de segurança são:
1. Usar sistematicamente o equipamento de proteção individual;
2. Cuidados na manipulação de cilindros pressurizados;
3. Evitar a aspiração de Gases tóxicos associados ao processo (ozônio,
dióxido de nitrogênio, etc.), gases inertes de proteção ou fumos
metálicos;
4. Proteger-se da energia radiante, especialmente na pele e olhos
(cuidados especialmente com UV, inclusive refletido pelas paredes);
5. Proteger-se de choques elétricos.
6. Evitar a aspiração de partículas radioativas quando da preparação de
eletrodos com adição de Tório.
PRÁTICAS DE SEGURANÇA
52
FIM





























