Embed Size (px)
Citation preview
- - - - 2
-J. Chem. Tech Bioterhnol. 1979. 29, 258-272
Solvent Extraction in Scrap and
Douglas S. Flett
Warren Spring Lnhoraforj,, Stevenage, Hertfordsliire
(Paper received 13 Jl41.V 1978 oiid acrepted 15 Noveti~ber 1978)
The role of solvent extraction in the processing of metalliferous scrap and waste is reviewed. Its use is found IO be significant and it is likely to play a n increasingly important role in the development of scrap and waste reprocessing flowsheets.
1. Introduction
The ability to process metallic scrap and metalliferous waste for the recovery of valuable materials contained therein is of great importance with regard to the internal economy of any country. Inefficiency in, o r neglect of, this sector of industry will constitute a drain on national resources. The increasing need for metals is causing concern with regard to the continuity of supply from pri- mary sources in the long term. Thus there is a clear need to husband these through good housekeeping by recycling the values contained in scrap metal, metalliferous waste and effluents.
Traditionally scrap metal is recycled either by careful sorting into individual types of metal which can then be remelted or reused directly or. if physical methods are inadequate, pyrometallurgical reprocessing is the normal approach. Although the situation is now changing. little was done in the past with regard to metal recovery from non-metallic waste and effluents and in most cases the umtes were dumped while waste liquors were limed to produce an effluent acceptable for discharge and a metalliferous sludse which was dumped.
With falling ore grades. and the need to treat complex ores? there are many problems in upgrading these materials to provide adequate feeds for primary metal production by pyrometallurgical pro- cesses. The increasing concern with environmental matters has also made difficulties for smelters and in some countries has necessitated introduction of costly gas cleaning processes to abate SO? pollution. Ever increasingly. therefore, in the latter half of this century. and particularly in the last 10 years, alternative processing methods have been sought, and i t is in this framework that hydro- metallurgical processing methods have come to the fore as a major means of metal production in the primary sector.
Solvent extraction has become one of the major, if not key, unit processes for solution purifica- tion, metal separation and concentration. The availability and uses of extractants for this purpose, and their commercial application, are well documented.' New reagent development does not appear to be slackening and, with the credibility of this flexible unit process now firmly established, con- tinuing expansion of the role of solvent extraction i n hydrometallurgy seems assured.
With the undoubted success of hydron~etallurgical processing in the primary sector, i t is only natural that application i n the secondary sector should be considered, and there is every sign that this method will be \\,idely successful because of its flexibility, capital cost savings and scale advanta- ges. in that small plants can be built and operated with economy. However, many wastes are com- plex mixtures or are dilute cfiluenrs and the recovery of salable products poses problems. Separation techniques. such as solwnt extraction and ion exchange. therefore offer advantages in scrap and waste processing similar to those so clearly obtained in the primary sector. and adoption of such techniques is already undr.1- way. This paper re\.iews the role of solvent extraction in scrap and waste
0131-0356 79/0400-0258 SO2 00 T, 1979 Society of Chemical Indus tp
2 5 s
Solvent extraction in scrap metal processing 259
processing, describes current applications and considers the future in this economically important sector of the metals industry.
2. General considerations
Application of solvent extraction to the treatment of metalliferous effluents and wastes requires rather different properties from, and constraints on , the process compared with its application in primary extractive metallurgy. For example, metal combinations in scrap and wastes are different from those occurring in ore bodies and thus reagent selectivity must be different. Recovery levels f rom effluents a re also different. for if the aim is to produce dischargeable effluents, then very high recovery levels must be achieved. However, as all reagents have some solubility in water, care must be taken not to replace metal ion pollution by organic pollution. Also where losses occur, cut-off limits, in terms of value of metal recovered against cost of reagent loss, become important. However this consideration is much less important where process rafinates are not discharged but are, as in much primary processing, recycled within the plant.
In considering the application of solvent extraction to scrap and waste processing, several criteria are apparent, the most important of which are as follows: (a) the extraction process must be efficient under the operating conditions of composition and temperature; (b) rates of extraction must be sufficiently high to deal with the throughputs without the need for very large and expensive equip- ment; (c) the extractants, modifiers and diluents must: (i) show good phase separation character- istics from aqueous solutions whose composition and clarity may vary between wide limits; (ii) have
I-1- Scrap I
Recovered 'meta l ' lo main process or recovered chemical to leach process
Main plant
I Regenerated ocganic I I
Loaded i
a q I Meta l o i
I 1 c a
I I I I l
1 w I I
i ' I /
1 I I I
Leach llquor or effluent Or pickle liquor - ! -
~ Metal
I
1
Adjust f e e d l ~ I
e.g. pH
Organic r e moval ---q
Metal recovery
prec I p i to tion
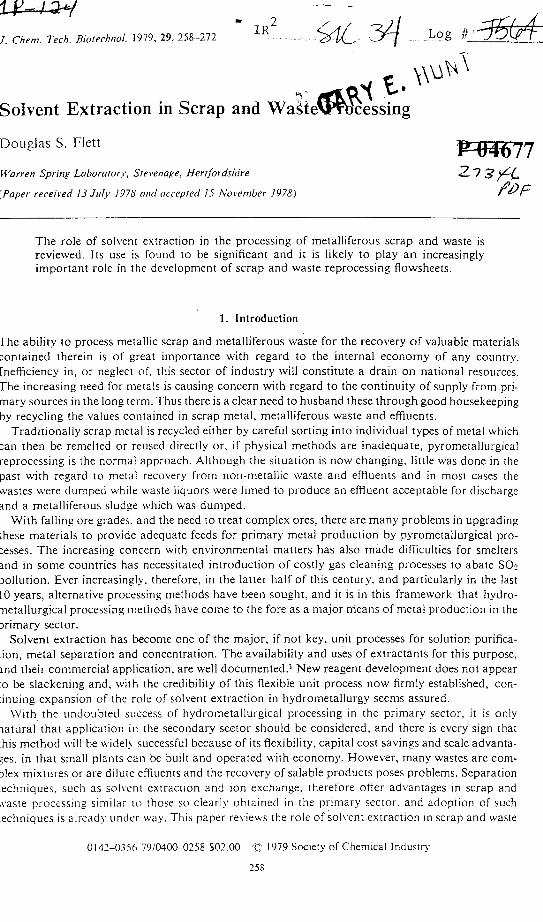
F igure I. Inregrated solLent errrait lon process f o r me ta l recovery f r o m secondary sources. M. A. Hughes.'
D. S . Flett
resistance to chemical breakdown by materials possibly present in the aqueous process streams ; (.iii) have low solubility i n aqueous raffinates; (iv) be compatible with other process steps when rafinates are reused within the process; (v) exhibit low toxicity particularly to microorganisms responsible for biodegradation in general sewage treatment: (vi) be easily stripped of metals by reagents, producing solutions from which values are conveniently recovered : (vii) be removed i f necessary from raffinates by inexpensive processes such as coalescence, flotation or adsorption, and (viii) have costs compatible with metal values recovered, having regard to solvent losses etc and any further treatment of raffinates needed to render them suitable for disposal.
A solvent extraction process for treating scraps, wastes and effluents proposed by Hughes? is shown in Figure I . The scheme features so-called closed ‘loops’ from which treated liquor emerges as a barren waste suitable for discharge. All the valuable products are recovered and the solvent circu- lates continuously between extraction and stripping stages. Further waste products will be produced if it is necessary to modify the leach solution prior to solvent extraction, hence the importance of criterion(a). A stage for removing residual organic materials from the raffinate is included. see(.c)(viii), as criteria (c) (iii) and (c) (iv) cannot normally be fully met.Hughes pointed out that in-house recycling of water was an important factor and; if adopted. the required raffinate quality would depend on its subsequent use; for example, the presence of organic materials whould be deleterious if used for rinsing in a plating shop. There are n o universally accepted methods for satisfactorily removing residual organic materials. Methods employed have included dissolved air flotation or electroflota- tion, coalescence aids, washing with diluent and adsorption by active carbon or other adsorbents. If the raffinate is to be discharged t o a sewer then it is highly likely to be routed through a liming plant anyway for p H adjustment or final scavenging. While the solvent extraction recovery process tvill have relieved greatly the duty of the liming plant. there is little doubt that most entrained organic material will be adsorbed on to the liming plant residue thus avoiding the problem of organic escape into the environment.
3. Copper extraction from scrap and wastes
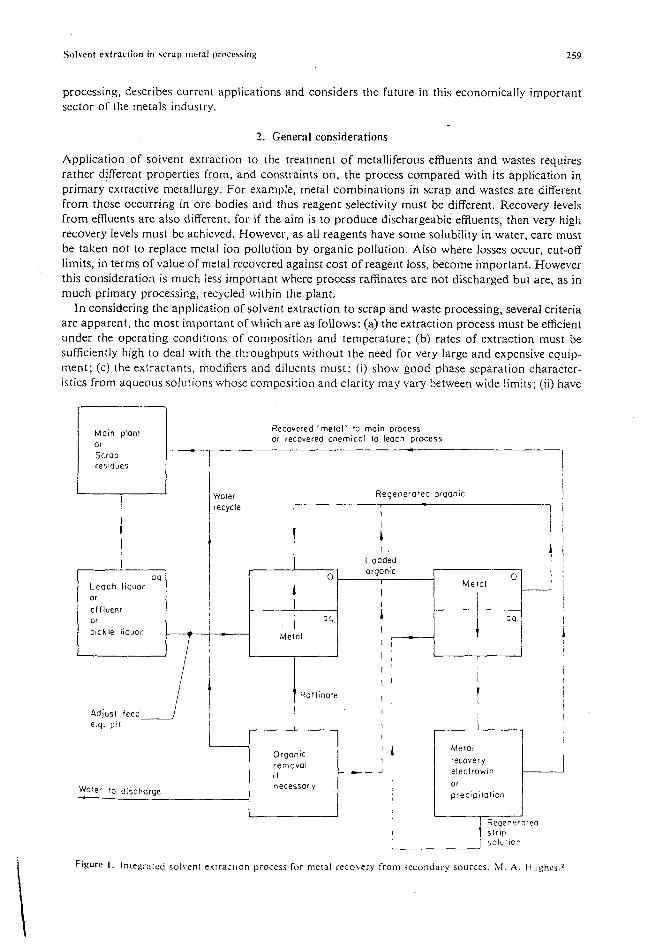
Copper scrap and wastes arise in many forms such as flotation tailings, metal scrap, bearing metal, brass scrap, furnace drosses, spent etchants, tankhouse bleeds, mine waters, wire mill effluents etc. The plants for treating such wastes for copper recovery via solvent extraction which are known to be in operation or under construction are given in Table 1. Although the amount of copper produced by the N C C M tailings leach plant in Zambia is equivalent to that of a small smelter. and really is more akin to a primary producer than a scrap processer, flotation tailings of this sort are, strictly speaking, a waste. However, this plant has been well documented by Holmes e / a1.3 and will not be discussed further.
Ammoniacal treatment of scrap copper is of considerable interest and lends itself \vel1 to a leach, solvent extraction, electrowinning process. Plants have been operated in the USA for this purpose (Le. Capital Wire and Cable’s plant a t Casa Grande and Metal-Chem’s plant at Mesa both in Arizona). Unlike copper sulphide leaching, ammoniacal leaching of copper metal does not give rise IO an ammonium sulphate by-product and, in theory, all the ammonia can be recycled in the process between the leaching step and the solvent extraction step. However, the hydroxy oximes extract ammonia. and thus care has to be taken that ammonia is not transferred from the extract to the strip section in the solvent extraction plant. To avoid this it is necessary to include two stages for water or dilute acid washing of the copper loaded organic phase to remove this ammonia.
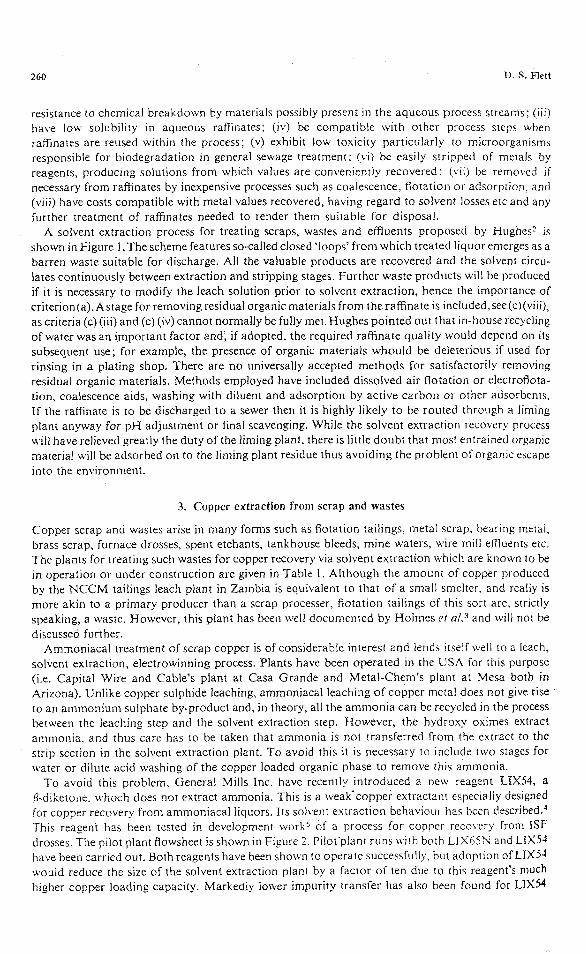
To avoid this problem, General Mills Inc. have recently introduced a new reagent LIXS4, a 8-dikeioiie. whoch does not extract ammonia. This is a weak-copper extractant especially designed for copper recovery from ammoniacal liquors. Its sol\*ent extraction behaviour has b2cn This reagent has been tested in development works of a process for copncr recob’ery from ISF drosses. The pilot plant flowsheet is shown in Figure 2 . Pilot-plant runs with both LIX65X and LIXsl have been carried out. Both reagents have been shown to operate successfully, hut adoption of L I w would reduce the size of the solvent extraction plant by a factor of ten due to this reagent’s much higher copper loading capacity. Markediy iower impurity transfer has also been found for L I x g
Pt
i > n
Y if d Y
IS
S
a
3 F
5
c
5
S
S
I
i s /
I
j
t
1
I I
I
I
Table 1. Scrap and waste treatnient plants for copper recokery by solbent extraction
Solvent
\)stem Lapacity [, PC O i ieed liquor used P lmt location ( h g day-')
extraction Copper
Comments ~~
Two trains BCChI, Zambid liquor i rom flotation tailings LIX641.i leach Two trains
SME 579 -immoniacal l iquor LIX64 (or Criterion Corpn, CAA
from cement and 65)N Grdnde, Ariz. scrap leaching
Ammoniacal liquor LIX64N Hxh inoe , Japan from copper dross leaching
Silver refinery SStE 529 Brookside *Metals. electrolq te \'. atford, U K
Spent ammoniacal P 5 1 0 0 Proteus Reclamation
Copper electro- LIX64N SEC Corpn, El Paso. etchants Ltd. Manchester. L'K
refining bleeds Texas
~~
World's largest copper sol \ent extraction plant.
182 OOO
N.d.
Treating dross f rom ISF. Process similar to that devised by ISP. Plant under construction.
to control copper letel in silver electrolyte.
3 00 Copper reco\ered b> electrowinning.
Nickel also recovered by solvent extraction and electrowinning.
1 1 OOO
N.d. Electrolyte bleed treated
1820
>Po 'er
I , I 1
F i l le r I I
I Reslaue
5 : r i e j e o eleclroly:e
I I i I
n I I /
Preonon! e iecf ro iy le b u i l e r
Figure 2 . Pilot plant rlo\rsheet for ISF d r o s processing. \Y. Hopkin.>
compared with LIX65N but these results are only preliminary. I t is not known which reagent will be used in the plant to be built at Hachinoe.
The recovery ofcopper from the Phelps Dodge refiner! electrolyte has also been \tell documented.",' The flo\vsheet for this operation is gi\en in Figure 3.,This process will be referred to again in section 4 on nickel and cobalt. The Proteus Reclamation plant in ,Manchester is the first commercial application of the P5000 series reagents from .4corga. A s can be seen from the copper capacity the
262 D. S. Flett
Copper - nickel teed soluiion
Coppet e x !roction
Copper s l r i m i n o
CCS cells (6 in Dorollel) - - - t- - -
- - -
Cu - Loaded organic
Copper colhodes
Cu - Slr ipped organic - - - -- - -
NI-Loaded orgonic - - - - CCS ce l l s
Iron ond ( 4 in poro l le l ) oluminu m impur i I i e s Ni-R ich elecirolyle
Ni- Sfr ipped orgonic L _ _ _ _ -.. - - - . I
Spent solution Nickel N icke l Nickel lo evoporotion pond extraction sir i pping cathodes
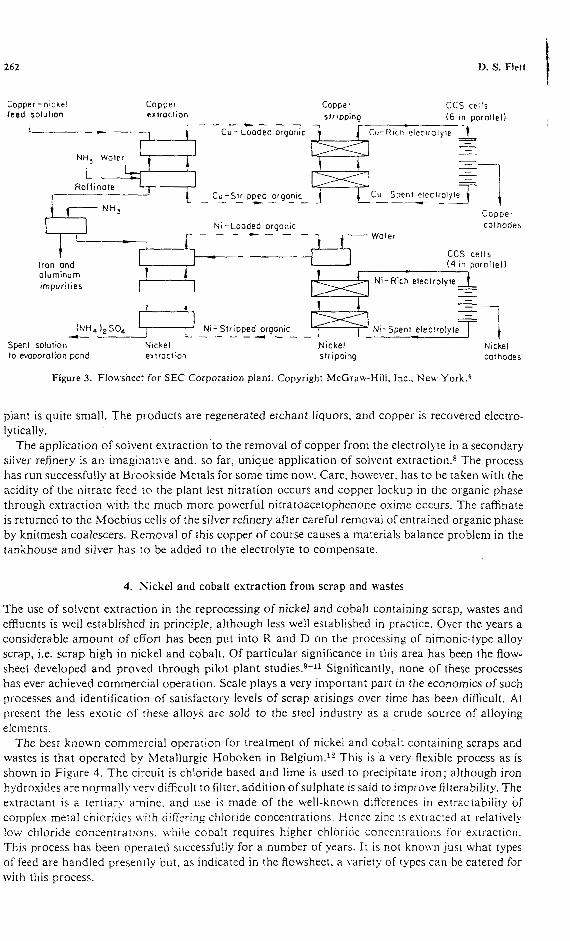
Figure 3. Flowsheet for SEC Corporation plant. Copyright McGraw-Hill, Inc., New York.6
plant is quite small. The products are regenerated etchant liquors. and copper is recovered electro- lytically.
The application of solvent extraction to the removal of copper from the electrolyte in a secondary silver refinery is an imaginative and. so far, unique application of solvent extraction.* The process has run successfully at Brookside Metals for some time now. Care, however. has to be taken with the acidity of the nitrate feed to the plant lest nitration occurs and copper lockup in the organic phase through extraction with the much more powerful nitratoacetophenone oxime occurs. The raffinate is returned to the Moebius cells of the silver refinery after careful removal of entrained organic phase by knitmesh coalescers. Removal of this copper of course causes a materials balance problem in the tankhouse and silver has to be added t o the electrolyte to compensate.
4. Sickel and cobalt extraction from scrap and wastes
The use of solvent extraction in the reprocessing of nickel and cobalt containing scrap, wastes and effluents is well established In principle, although less well established in practice. Over the years a considerable amount of effort has been put into R and D on the processing of nimonic-type alloy scrap, i.e. scrap high in nickel and cobalt. Of particular significance in this area has been the flow- sheet developed and proved through pilot plant s t ~ d i e s . ~ - l l Significantly, none of these processes has ever achieved commercial operation. Scale plays a very important part in the economics of such processes and identification of satisfactory levels of scrap arisings over time has been difficult. At present the less exotic of rhese alloys are sold to the steel industry as a crude source of alloying elemenrs.
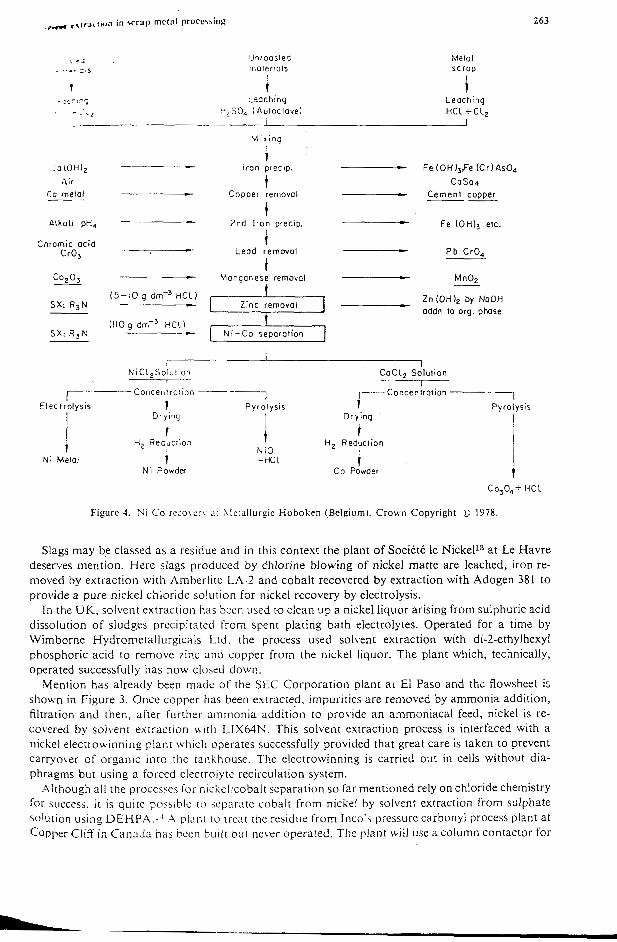
The best known commercial operation for treatment of nickel and cobalt containing scraps and wastes is that operated by Metallurgie Hoboken in Belgium.I? This is a very flexible process as is shown in Figure 4. The circuit is chloride based and lime is used to precipitate iron; although iron hydroxides are no_rmally very difficult to filter. addition of sulphate is said to improve filterability. The extractant is a tertiary amine. and use is made of the wel l -know diflerences in extractabiiity of complex metal chlorides i i i r h difizring chloride concentrations. Hence zinc is extracted at relatively I O M ? chloride concentrarions. w.hile cobalt requires higher chloridc concentrations for extraction. This process has been operated successfully for a number of years. It is not knonn just what types of feed are handled presently but. as indicated in the flowsheet, a variety of types can be catered for with this process.
263
IJnr 00 51 e d Melol moleriols scrap
... e.: - .. .I ;.I
4 Leaching
I t . :c- , r< Leochinq . * - .? H2S0, ( A u ~ o c l o v e l HCl+CL,
I I -
I de 5
ro-
1 CY
I lC
CSS
ISC
l l C
I sc'
I I C
tf
i s I 1
c ) f v 1 .
' X
r
Athal l pH,
Chromic ac id CrO,
copo, SX: R 3 N
SX: R 3 N
(5 -10 9 dm-3 H C L )
(11Og dm-3 HCL)
Lnixlng
i t
i r o n preclp.
Copper re movo I
t 2rd I r o n precip. -
Leod removol c
Mongonese removol - t
Fe(OH),Fe ( C r ) A s 0 4 COS04
Cement copper
Fe (OH), etc.
P b C r 0 4
MnOp
Z n ( O H ) p by NoOH addn l a org. phase
-
I N i - C o separation 1
N i CL, Soiu! ion CoCI, Solut ion i I
/-Concentrotion -I Concentrat ion -1 Pyrolysis
I I Dry ing Pyro lys is
I D ry ing Elect ro lys is t
Co,04+ H C I
Figure 4. N I Co reco\er) .I[ \ I r td l lurg is Hoboken (Belgluml. Crown Copyright D 1978
Slags may be classed as a residue and in this context the plant of Societe le Nickel13 at Le Havre deserves mention. Here slags produced by Chlorine blowing of nickel matte are leached, iron re- moved by extraction with Amberlite LA-2 and cobalt recovered by extraction with Adogen 381 to provide a pure nickel chloride solution for nickel recovery by electrolysis.
In the UK, solvent estraction has been used to clean up a nickel liquor arising from sulphuric acid dissolution of sludges precipitated from spent plating bath electrolytes. Operated for a time by Wimborne Hydrometallurgicals Ltd. the process used solvent extraction with di-2-ethylhexyl phosphoric acid to remove zinc arid copper from the nickel liquor. The plant which, technically, operated successfully has now closed down.
Mention has already been made of the S t C Corporation plant a t El Paso and the flowsheet is shoisn in Figure 3. Once copper has been extracted. impurities are removed by ammonia addition, filtration and then. after further ammonia addition to provide a n ammoniacal feed, nickel is re- covered by solvent extraction ni th LIX64N. This solvent extraction process is interfaced with a nickel electrowinning plant which operates successfully provided that great care is taken to prevent carryover of organic into the tankhouse. The electrowinning is carried out in cells without dia- phragms but using a forced electrolyte recirculation system.
Although all the processes for nickel!cobalt separation so far mentioned rely on chloride chemistry for success. i t is quite posliblc 10 .;eprirate cobalt from nickel by solvent extraction from sulphate \elution using DEHPA." ,A pianr ro treat the residue from Inco's pressure carbonyl process plant a t Copper Cl i f in Canada has been built but newr operated. The plant will use a column contactor for
I). s. I ; lC l ( 264
cobalt extraction running at 353 K, mixer-settlers for scrubbing the loaded organic phase and a column contactor for cobalt stripping.
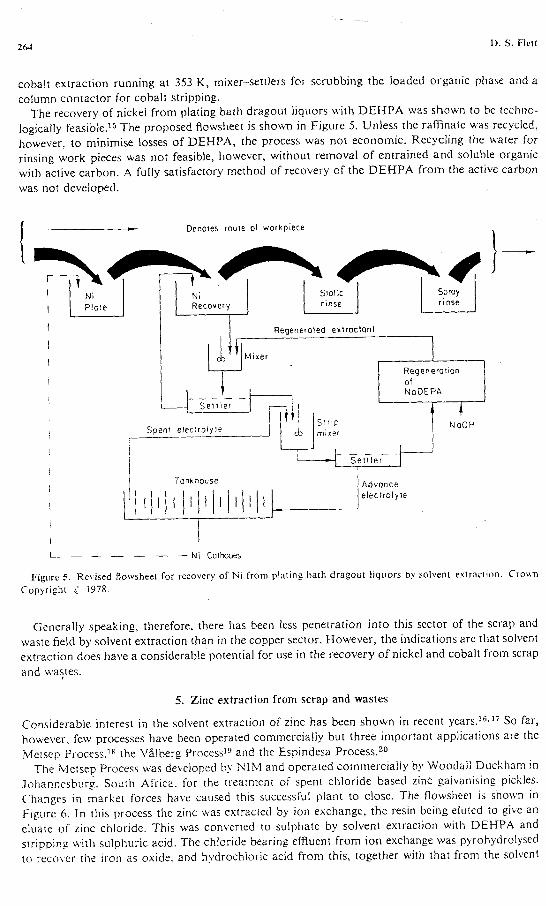
The recovery of nickel from plating bath dragout liquors with D E H P A \vas shown to be techno- logically feasible.15 Jhe proposed flowsheet is shown in Figure 5. Unless the rafinate was recycled, however. to minimise losses of DEHPA, the process was not economic. Recycling the water for rinsing work pieces was not feasible, however, without removal of entrained and soluble organic with active carbon. A fully satisfactory method of recovery of the DEHPA from the active carbon was not developed.
- Denotes route 01 workpiece I
I I Reoeneroted extractant
Regeneration
NoDEPA ! - - - - -
S e t t l e r
NoOP I Spent e lecrro ly l r
I
!
i I I
Figure 5 . Re\ised flowsheet for recovery of X I from plaring bath dragout liquors b) solvent extraalon. C r o u n Copyright h 1978.
Generally speaking, therefore, there has been less penetration into this sector of the scrap and waste field by solvent extraction than in the copper sector. However, the indications arc that solvent extraction does have a considerable potential for use in the recovery of nickel and cobalt from scrap and wagtes.
5. Zinc extraction from scrap and wastes
Considerable interest i n the solvent extraction of zinc has been shown in recent years.lG-li So far, however, few processes have been operated commercially but three important applications are the Meisep P ix~ess . ’~ the Vglberg ProcessIY and the Espindesa Process.2o
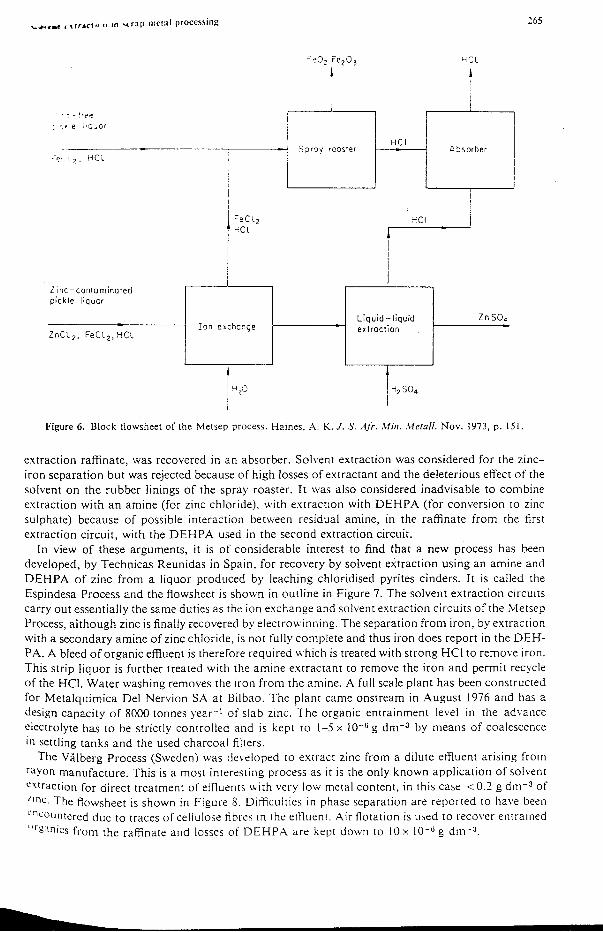
The Metsep Process was developed by NIhl and operated commerciaiiy by *Vv!oodall Duckham in Johannesburg. South Africa. for the treatment of spent chloride based zinc galvanising pickles. Changes in market forces have caused this successful plant to close. The flowsheel is shown in Figure 6. I n this process the zinc was extracted by ion exchange, the resin being eluted to give an eluate of zinc chloride. This was converted to sulphate by solvent extraction with DEHPA and srripping \vith suiphuric acid. The chloride bearing effluent from ion exchange was pyrohydrolysed to reco\w rhe iron as oxide. and hydrochloric acid from this, together with that from the solvent
. I l C I l
--
I \ \ I1
. i r ,
hs
Z inc -contaminated pickle liquor
I i
Figure 6. Block flowsheet of the Metsep process. Haines, A. K. J . S. Afr. .Miti. .LfefaN. Nov. 1973. p. 151.
extraction raffinate, was recovered in an absorber. Solvent extraction was considered for the zinc- iron separation but was rejected because of high losses of extractant and the deleterious effect of the solvent on the rubber linings of the spray roaster. It was also considered inadvisable to combine extraction with a n amine (for zinc chloride), with extraction with DEHPA (for conversion to zinc sulphate) because of possible interaction between residual amine, in the raffinate from the first extraction circuit, with the DEHPA used in the second extraction circuit.
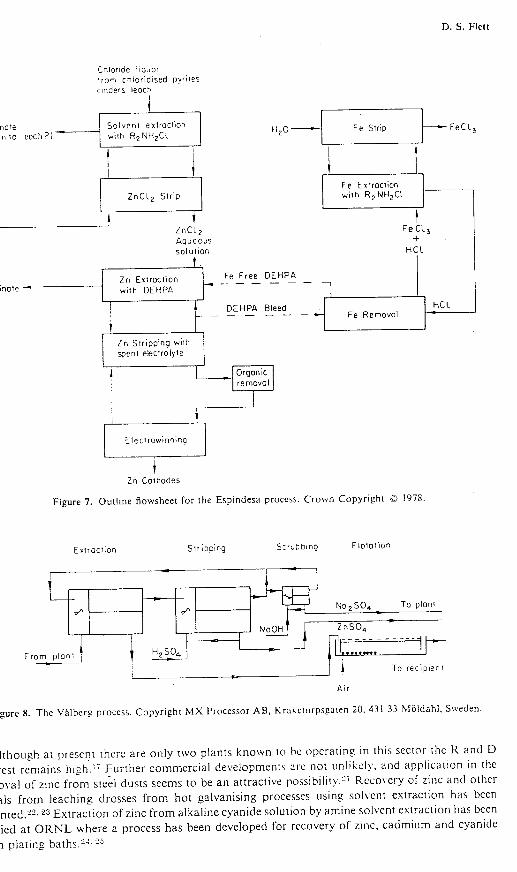
In view of these arguments, i t is of considerable interest to find that a new process has been developed, by Technicas Reunidas in Spain, for recovery by solvent extraction using an amine and DEHPA of zinc from a liquor produced by leaching chloridised pyrites cinders. It is called the Espindesa Process and the flowsheet is shown in outline in Figure 7. The solvent extraction circuits carry out essentially the same duties as the ion exchange and solvent extraction circuits of the hletsep Process, although zinc is finally recovered by electrowinning. The separation from iron, by extraction with a secondary amine of zinc chloride, is not fully complete and thus iron does report in the DEH- PA. A bleed of organic effluent is therefore required which is treated with strong HCI to remove iron. This strip liquor is further treated with the amine extractant to remove the iron and permit recycle of the HCI. Water washing removes the iron from the amine. A full scale plant has been constructed for Metalquimica Del Nervion SA at Bilbao. The plant came onstream in .4ugust 1976 and has a design capacity of 8000 tonnes year--' of slab zinc. The organic entrainment level in the advance electrolyte has to be strictly controlled and is kept to 1-5 x g dm-3 by means of coalescence In settling tanks and the used charcoal filters.
The Vilberg Process (Sweden) was de\eloped to exrract zinc from a dilute effluent arising from manufacture. This is a most interesting process as i t is the only known application of solvent
for direct treatment of effluents with very low metal content, i n this case <0.2 g d m 4 of 'Inc. The flowsheet is shown in Figure 8. Difficulties i n phase separation are reported to hai,e been C"'co~lntered due to traces of cellulose tibres in the etfluenr. Air flotation is used to reco\'er entrained i i r l banics from the raffinate and losses of DEHP.4 are kept down to I O x g d m 3 .
266 I). S . Flctt
Fe E x t r o c l i c n
ZnCl, FeCl , Aqueous solul ion H C l
+ H2 0
I . Fe Free D E H P A
1 Z n E x l r o c t i o n Zoff inote w i th D E H P A
removol
E l e c t r o w i n n i n g
t Z n Coihodes
F igu re 7. Outline flowsheet for the Espindesa process. Crown Copyrighi D 1978.
Slr ipping 5cr,coing Flotat ion E x t r o c t i o n
Figure 8. The Vilherg process. Copyright MX Processor AB, Krakclorpsgaren 20. 431 33 Moldahl. Sweden. i !
Although at presenl thcrc are only tn'o plants known to he operating in this sector the K and D interest remains high.'; Further commercial developments arc not iinlikcly. and application in the removal of zinc from steel dusts seems to be an attractive possibility.'i Rcco\.ery of zinc and other metals from leaching drosses from hot galvanising processes using solvcnt extraction has been patented.", 23 Extraction of zinc from alkaline cyanide solution by amine solvcnt extraction has been studied at ORNL where a process has been developed for rccovery of zinc. cadmium and cyanide from plating baths.':. 'j
I
Solvent extraction in scrap metal processing
- :
Sulphuric acid leocning
Y Leochmg resiaue
Solvent erlroction I , Solvent eatroclion I?
------
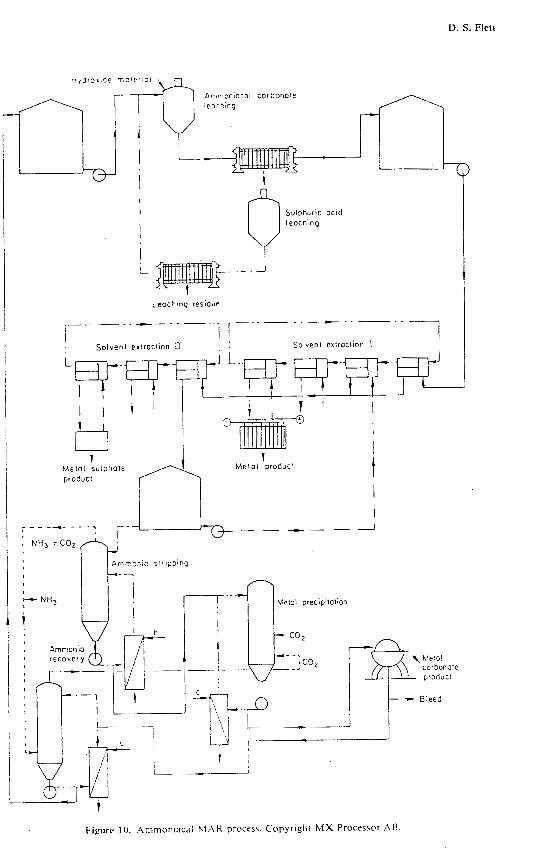
Figure I O . Ammoniacal hl.AK procesr. Copyright M X Procecror A B
9itent extraction in scrap metal processing 269
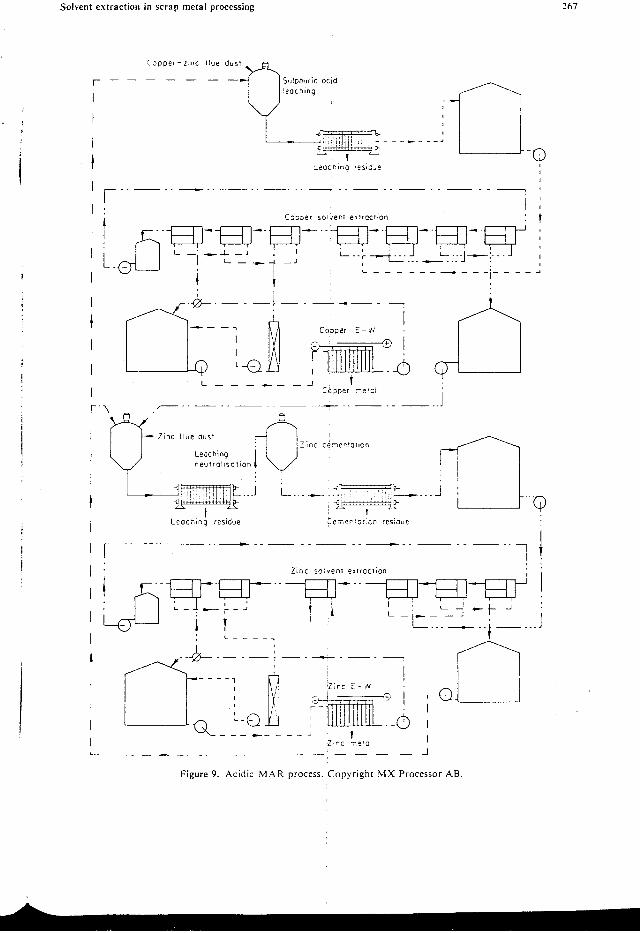
6 . General scrap and wastes
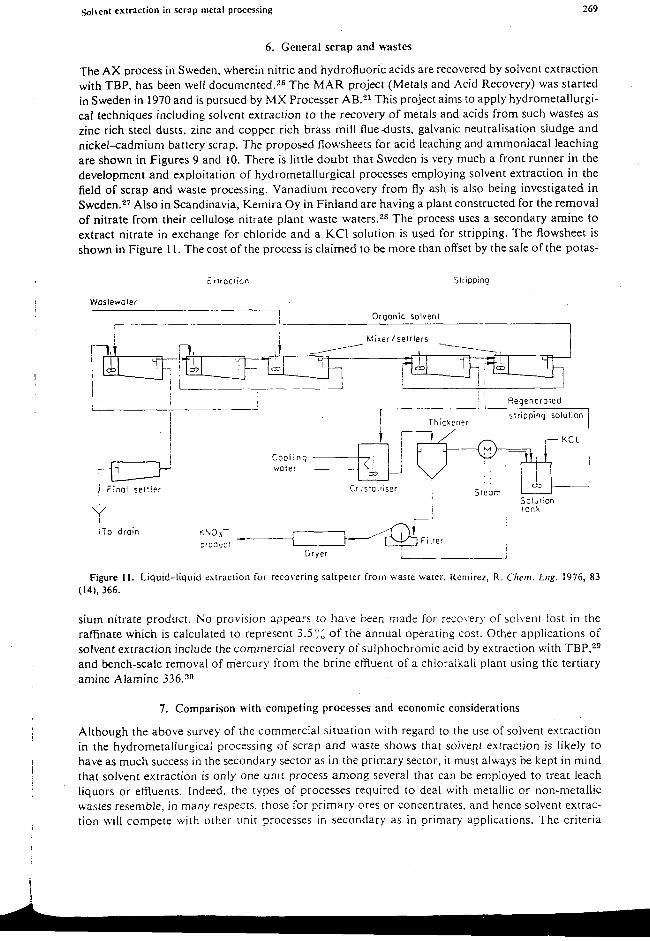
The AX process in Sweden. wherein nitric and hydrofluoric acids are recovered by solvent extraction with TBP, has been well documented.Z6 The M A R project (Metals and Acid Recovery) was started in Sweden in 1970 and is pursued by MX Processer AB.21 This project aims to apply hydrometallurgi- cal techniques including solvent extraction to the recovery of metals and acids from such wastes as zinc rich steel dusts. zinc and copper rich brass mill fluedusts, galvanic neutralisation sludge and n ickekadmium battery scrap. The proposed flowsheets for acid leaching and ammoniacal leaching are shown in Figures 9 and 10. There is little doubt that Sueden is very much a front runner in the development and exploitation of hydrometallurgical processes employing solvent extraction in the field of scrap and waste processing. Vanadium recovery from fly ash is also being investigated in Sweden.27 Also in Scandinavia, Kemira Oy in Finland are having a plant constructed for the removal of nitrate from their cellulose nitrate plant waste waters.2s The process uses a secondary amine to extract nitrate in exchange for chloride and a KCI solution is used for stripping. The flowsheet is shown in Figure 11. The cost of the process is claimed to be more than offset by the sale of the potas-
!
I
Wastewaler
Organic solvent 1
Fino1 set'ler
Y To dra in
' . ~ , Reqeneroled ___-
s!ripping solution T h i c k e n e r
Figure 11. Liquid-liquid sxtraction io r recovering saltpeter iron1 Haste fiater. Remirez. R. Ckrn. Errg. 1976, 83 (14). 366.
sium nitrate product. h o prorision appears IO haie been made for reco\er) of solbent lost in the raffinate which is calculated to represent 3.5;; o f the annual operating cost. Other applications of solvent extraction include the commercial recovery of sulphochromic acid by extraction with TBP,29 and bench-scale removal of mercury from the brine etlluent of a chloralkali plant using the tertiary amine Alamine 336.30
7. Comparison with competing processes and economic considerations
Although the above survey of the commercial situation with regard to the use of solvent extraction in the hydrometallurgical processing of scrap and u'aste shows that solvent extraction is likely to have as much success in the secondary sector as in the primary sector, it must always be kept in mind that solvent extraction is only one unit process among several that can be employed to treat leach liquors or effluents. Indeed, the types of processes required to deal with metallic or non-metallic wastes resemble, in many respects, those for primary ores or concentrates, and hence solvent extrac- tion will compete with orher unit processes in secondary as in primary applications. The criteria
270 D. S. Flett
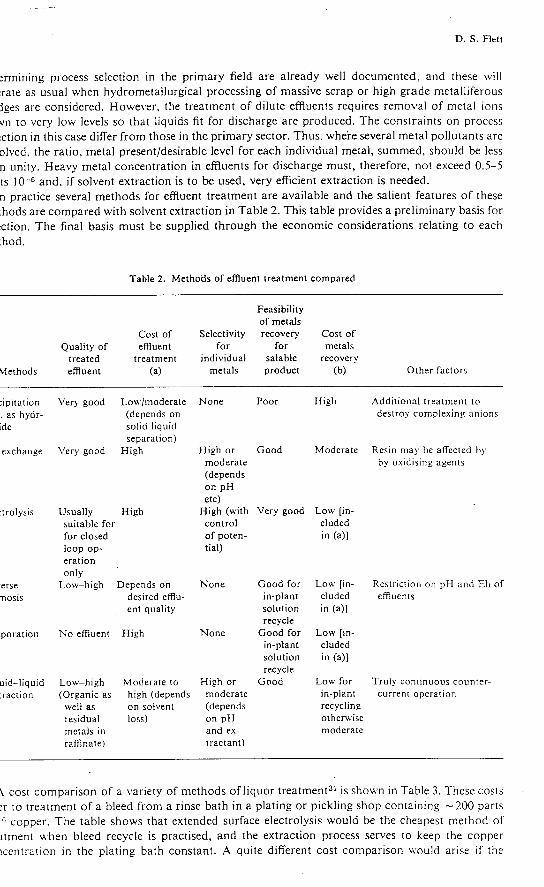
determining process selection in the primary field are already well documented. and these will operate as usual when hydrometallurgical processing of massive scrap or high grade metalliferous sludges are considered. However, the treatment of dilute effluents requires remoLral of metal ions down to very low levels so that liquids fit for discharge are produced. The constraints on process selection in this case differ from those in the primary sector. Thus. where several metal pollutants are involved, the ratio, metal present/desirable level for each individual metal. summed, should be less than unity. Heavy metal concentration in effluents for discharge must, therefore, not exceed 0.5-5 parts 10-6 and. if solvent extraction is to be used, very efficient extraction is needed.
In practice several methods for effluent treatment are available and the salient features of these methods are compared with solvent extraction in Table 2. This table provides a preliminary basis for selection. The final basis must be supplied through the economic considerations relating to each method.
Table 2. Methods of effluent treatment compared
Feasibility of metals
Cost of Selectivity recovery Cost of Quality of effluent for for metals
treated treatment individual salable recovery Methods effluent (a) metals product (b) Other factors
Precipitation e.g. as hydr- oxide
Ion exchange
Electrolysis
Reverse osmosis
Evaporation
Liquid-liquid extraction
Very good Low/moderate (depends on solid liquid separation)
Very good High
Usually High suitable for for closed loop op- eration only
Low-high Depends on desired efflu- ent quality
N o effluent High
Lows-high Moderate to (Organic as high (depends
well as o n solvent residual loss) metals in raffinate)
N o n e
High or moderate (depends o n p H etc)
High (with control of poten- tial)
N o n e
N o n e
High or moderate (depends o n p H and ex- tractant)
Poor
Good
Very good
Good for in-plant solution recycle
G o o d for in-plant solution recycle
Good
High
Moderate
Low [in- cluded in (a)]
Low [in- cluded in (all
Low [in- cluded in (a)]
Low for in-plant rccycling o themise moderate
Additional treatment to destroy complexing anions
Resin may be all-ected by by oxidising agents
Restriction on p H and E h of effluents
Truly continuous counter- current operation
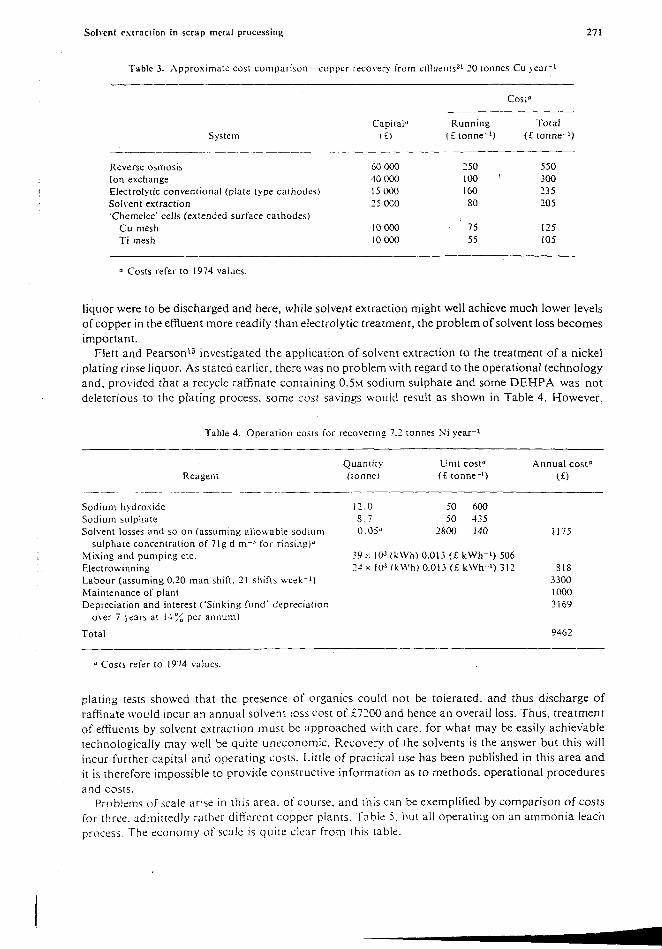
A cost comparison of a variety of methods of liquor treatment3' is shown in Table 3. These costs refer to treatment of a bleed from a rinse bath in a plating or pickling shop containing -200 parts 10-G copper. The table shows that extended surface electrolysis would be the cheapest method of treatment when bleed recycle is practised, and the extraction process serves to keep the copper concentration i n the plating bath constant. A quite different cost comparison would arise if the
-
Solvent estraction in scrap metal processing
Table 3. Approximate cost comparison-copper recoven from eirIuenfsJ1 110 tonnes Cu year-'
27 1
System
Reverse osmosis Ion eschange Electrolytic conventional (plate type cathodes) Solvent extraction 'Chemelec' cells (extended surface cathodes)
Cu mesh Ti mesh
Capital" ( 5 )
Running Total 1, f t0nne-I) ( f tonne-l)
I O ooo 10 ooo
250 550 loo ' 300 160 235 80 205
75 125 55 105
~~
n Costs refer to 1974 values.
liquor were to be discharged and here, while solvent extraction might well achieve much lower levels of copper in the effluent more readily than electrolytic treatment, the problem of solvent loss becomes important.
Flett and Pearsonlj investigated the application of solvent extraction to the treatment of a nickel plating rinse liquor. As stated earlier, there was no problem with regard to the operational technology and, provided that a recycle rafinate containing 0.5st sodium sulphate and some DEHPA was not deleterious to the plating process, some cost savings would result as shown in Table 4. However,
Table 4. Operation costs for recoverin% 7.2 tonnes Si pear-'
Reagent Quantity Unit cost" Annual COSIO
( ronne) ( f tonne-') (f)
Sodium hydroxide Sodium sulphate Solvent losses and so on (assuming allowable sodium
sulphate concentration of 71g d m-3 for rinsing)" Mixing and pumping etc. Electrobvinning Labour (assuming 0.20 man shift. 21 shifts aeek-1) Maintenance of plant Depreciation and interest ('Sinking fund' depreciation
over 7 )ears a t 14% per annum)
12.0 50 600 8 . 7 50 435 O.Oja 2800 140 1175
39 x IF (k\Vh) 0.013 (f kWh-1) 506 2 1 x I @ (h\Vh) 0.013 (f kWh-') 312 818
3300 lo00 3169
Total 9467
a Costs refer to 1974 values.
plating tests showed that the presence of organics could not be tolerated, and thus discharge of raffinate ivould incur an annual solvent loss cost of €7200 and hence a n overall loss. Thus. trearment of etttuents by solvent extraction must be approached v-ith care. for what may be easily achiev'able technologically may well be quite uneconomic. Recovery of the solvents is the answer but this will incur further capital and operating costs. Litrle of practical use has been published in this area and it is therefore impossible to provide constructive information as to methods. operational procedures and costs.
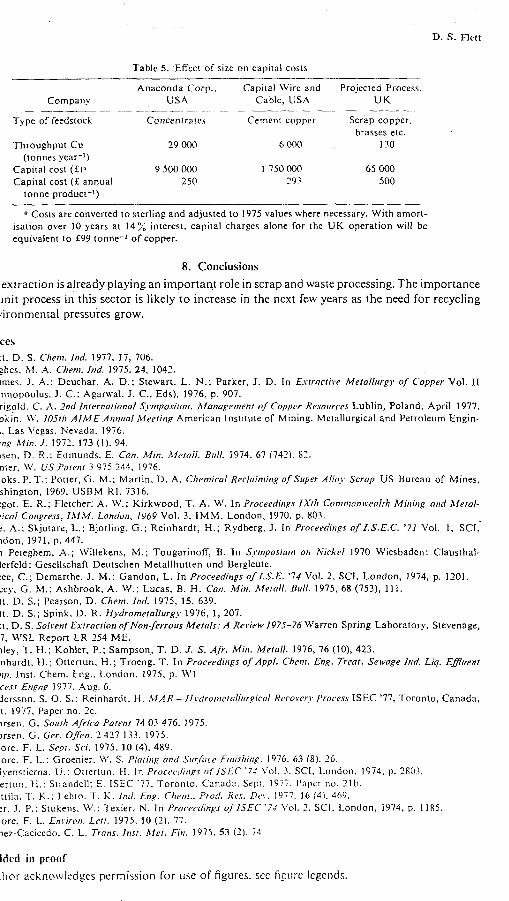
Problems of scale arise in this area. of course, and [his can be exemplified by comparison of costs for three. admittedly rather different copper plants. Table 5 . but all operating on an ammonia leach process. The economy of scale is quite clear from this rable.
212
Company
Type of feedstocl.
Throughput Cu
Capital cost (f Capital cost (f annual
tonne product-’)
________ - -
(tonnes year-])
D. S. Flett
Table 5. E f e c t of size on capital costs
Anaconda Corp Capital \%ire and Projected Process, USA Cable, USA U K
Concentrate\ Cement topper Scrap copper.
29 ooc, 6 0 0 0 130
_______ - ~
brasses etc.
9 500 OOO 1 7 5 0 0 0 0 65 OOO 250 293 500
0 Costs are convened to sterling and adjusted to 1975 valuez where necessary. With amort- isation over 10 years at 1 4 % interest. capital charges alone for the U K operation will be equivalent to f 9 9 tonne-’ o f copper.
8. Conclusions Solvent exrraction is already playing an important role in scrap and waste processing. The importance of this unit process in this sector is likely t o increase in the next few years as the need for recycling and environmental pressures grow.
References 1 . 2 . 3.
4. 5 .
6. 7. 8. 9.
10.
1 1 .
12.
13. 14. 15. 16. 17.
18. 19.
20. 21.
22. 23. 24. 25. 26. 27. 1s. 29. 30. 31.
Flett. D. S. Cheni. I d . 1977. 17. 706. Hughes. M . A. CIirnr. Jnd. 1975, 21, 1042. Holmes. .I. A.: Deuchar. A. D.; Stewart, L. N.; Parker, J . D. In €.vfracrive Mefallurgy of Copper Vol. 11 (Yannopoulus. J. C.: Agarwal. J. C.. Eds), 1976, p. 907. Merigold. C. A. 2nd Intrrnarional S)wrposirrnr, Manapement of Coppr RPsorrrres Lublin, Poland. April 1977. Hopkin. M’. l05th A I M € Annirol hfrefing American lnsritute of hlining. Metallurgical and Petroleum Engin- eers. Las Vegas. Nevada. 1976. EnpnR A l i n . J . 1972. 173 ( 1 ) . 94. Eliasen. D. R.: Edmunds. E. Can. hfin. Mrtdl . 81111. 1974. 67 (742). S1. Hunter. W. US Parrnt 3 915 243. 1976. Brooks, P. T.: Potter, G . M.: Martin. D. A. Clieniical Rrclainiing of Super A//o.r Scrap US Bureau of Mines. Washington, 1969. USBM RI . 7316. Baggot. E. R.; Fletcher. A. W.; Kirkwood, T. A. W. In Proceedinfs I X r h Conirnonivealth Minirig arid hlefal- /rrr;~cal Conprrss. I M M . Lonhn . 1969 Vol. 3, I M M . London, 1970. p. 803. Aue. A.: Skjutare, L.; Bjorling. G. ; Reinhardt, H. ; Rydberg. J. In Procerdiirps of I.S.E.C. ’71 Vol. 1. SCJ.. London, 1971. p. 447. Van Peteghem, A.; Willekens, M.: Tougarinoff. B. In S?’niposiirrii on h’irkrl 1970 Wiesbaden: Clausthal- Zellerfeld : Gesellschaft Deutschen Metallhutten und Bergleute. Bozec, C. ; Demarthe, J. M.; Gandon, L. In Proceedings of J.S.E. ‘74 Vol. 2, SCJ. London, 1974, p. 1201. Ritcey. G. bl . ; Ashbrook, A . W . ; Lucas, B. H . Can. Min . hfefnll . Bull. 1975, 68 (753), 11 1 . Flett. D. S.; Pearson, D. Chein. Ind. 1975, 15. 639. Flett. D. S.; Spink, D. R . H.vdromerallurg.v 1976, 1, 201. Flett. D . S. Salvenf Extracrion of Non-ferrous Merals: A Review 1975-76 Warren Spring Laboratory, Stevenage, 1977, \t’SL Report LR 254 ME. Tunley, T. H.; Kohler, P.; Sampson, T. D . J . S. Afr. Min. Mefall. 1976, 76 (IO), 423. Reinhardt. H. ; Ottertun. H . ; Troeng. T. I n Proceedings of Appl. Clleni. Eng. Treat. Sewage Jnd. Liq. Eflitent Svnip. Insr. Chem. Eng.. London, 1975, p. \’.’I Proce.r.r Enfnpnp 1977. Aug. 6 . A n d e r s o n . S. 0. S.: Reinhardt. H. M A R-~~.dronirfall~irpicnl Rrrovrrv Procrss ISEC ’77, Toronto. Canada , Sept. 1977. Paper no. 2c. Thorsen. G. Soirrli Africa Parent 74 03 476. 1975. Thorsen. G. Ger. 0.19;.n. 2 4 1 7 133. 1975. Moore. F. L. Scpt. Sci. 1975. 10 (4). 489. Moore. F. L.: Groenier. K’. S. Pkaring onrl Sirriare Fiiiixhin.e. 1 476. 63 ( S i . 26. Kul!.enstierna. U.: Ottertun. H . I n Procccdinps o f I S E C ‘ 7 1 Vol. 3 . SCI. London. 1974, p. 2803. Ottertun. H.: Strandcll: E. ISEC ‘77. Toronro. Canada . Srpt. 197‘. I’aner no. 21b. Martila. T. K.: Lehto. T. K. Ind . Enp. C/ic>r,i.. Prod. H ~ , . T . DcI.. 1977. 16 (41. 460. Cuer, J . P.: Stukens. W.: Texier. N. In Proceedings o j I S E C ‘74 Vol. 2. SCI. London, 1974. p. 1185. Moore. F. 1. €ni,iron. Lrtt. 1975. 10 (2). 77. Lopez-Cacicedo. C. L. Trans. I n s t . .&fer. Fin. 1975, 53 ( 2 ) . 74.
Note added in proof The author acknowledges permission for use of figures. see figure legends.





























