Embed Size (px)
Citation preview

Some aspects of knowledge-based fault diagnosis in electronic devices R. Vaez-Ghaemi, W. Godbersen, H. Schwetlick and D. Filbert
Forschungsvorhaben Integrierte Elektrische MeStechnik, Technische Universit~t Berlin, Einsteinufer 19, 1000 Berlin 10, Germany
The computer-aided fault diagnosis of electronic devices requires the acquisition of different kinds of information - i e, for the diagnosis strategy, measurement tasks and documentation purposes. This paper describes the application of knowledge-based methodologies to support the acquisition process. Major points of consideration will be the application of an inductive learning method for the diagnosis strategy and the implementation of a PROLOG-based consultation system for the generation of measurement instrument settings.
Keywords: Knowledge-based system, fault diagnosis in electronic devices, inductive learning algorithm
1. Introduction
The increasing complexity of electronic devices requires new computer-based methods for fault dia- gnosis in production testing, service and maintenance. Although the types of faults differ in these areas, software support should fulfil some common require- ments. The software support should enable a repair technician, who is supposed to have a sound knowledge of electronics, to perform fast and efficient tests at all stages of the diagnostic process without having to gain intimate knowledge about the device under test (DUT). This is especially important for those devices that are produced in small quantities.
Knowledge-based systems represent a new methodo- logy for the development of software. In diagnostic applications, the main problem lies in the implementa- tion and maintenance of the knowledge base. This is due to the fact that diagnostic knowledge is in general incomplete and subject to frequent modifications.
In this paper a software support is considered mainly for diagnosis of analogue circuits. The software is based on a guided probe and considers primarily the faults en- countered in maintenance and service. The number of faults considered is limited by the size of knowledge base. The focus lies on catastrophic component faults (open/short). For the measuring tasks, analogue measurement devices (multimeter, transient recorder, etc) are used.
An extensive review of the classical methods in analogue fault diagnosis has been given in Bandler and Salama (1985). In contrast to these methods, the follow- ing paper treats the application of knowledge-based methodologies, especially inductive learning and logic programming.
The concept of a knowledge-based fault diagnosis system underlying this work (Klatte and Godbersen, 1988) is described in Section 2. Section 3 (Vaez-Ghaemi, 1989) contains an overview about knowledge which has to be acquired for this system. Section 4 mentions some ideas about the use of data from the design process for fault diagnosis. Some results from applying an inductive
learning algorithm to acquire the diagnosis strategy for an analogue circuit are discussed in Section 5. Section 6 contains experiences from the use of PROLOG for the prototype implementation of a consultation system sup- porting the instrument settings for diagnosis purposes.
2. Knowledge-based system for fault diagnosis of electronic devices
Fig 1 shows the basic concept of the knowledge-based fault diagnosis system under consideration. It consists of the following main blocks:
• Computer-controlled measuring system • Graphical system including the user interface • Knowledge-based system containing the diagnosis
strategy.
The computer-controlled measuring system is com- prised of a set of IEEE-488 bus-compatible measuring devices and the measuring system software. A descrip- tion file contains all information for measurements: the address of the IEEE-488 instrument, the quantity to be measured or calculated, commands for operating the instruments from the computer, and the reference and tolerance values for the interpretation of the measured data.
Acco~;ding to this information, the measurement program sets the parameters of the selected devices, triggers them, and records the measured data. Signal processing routines enable the evaluation of different properties like mean values or correlation functions. In addition, a transient recorder can be used as a universal instrument by these signal processing functions and can compute DC or AC voltage, time delay, frequency among others from the measured data, instead of using a dedicated instrument.
Following the concept of a guided probe, the connec- tion of the test points with the instruments is done manually by the user. The graphic system supports the user for the execution of the tasks mentioned above. It provides the user with information about the location of
2 Measurement Vo110 No 1, Jan-Mar 1992

MeASUrING INFORMA~ON / DIAGNOSIS
STRATEGY GRAPI'IICAL /
DATA
Vaez-Ghaemi et al
MEASURING SYSTEM
DASED SYSTEM
GRAPHIC SYSTEM
IEEE-488-DUS
INSTRUMENTATION
DE~CEUNDER lEST
USER
the actual testpoint on the circuit board. In order to enable the user to understand the steps of repair, as suggested by the computer, he is also given information about the location in the circuit diagram.
In addition, the user is called on to carry out tasks not easily executed by the computer. The required manual settings of the instrumentation and DUT have to be completed and the system has to be given the informa- tion gathered through visual and tactile inspection. The interpretation of signals can in some cases be solved by the user more efficiently.
The knowledge-based system determines the dia- gnosis flow (diagnosis strategy) - i e, the sequence of measurements to be performed. This sequence is guided by a decision tree. At every node in this tree the know- ledge-based system takes a measurement and makes a decision which branch is to be taken for further search. Finally, at the 'leaves' of the decision tree, the system will point to a component or a small group of compon- ents which is presumedly responsible for the fault.
3. Knowledge acquisition A fault diagnosis system for a particular DUT can be
created only by implementing a respective knowledge base. This is done in the development phase, before the system is actually working. The knowledge is categorised in:
• Graphical data • Diagnosis strategy • Information for measuring tasks.
Assuming that the DUT is developed using computer- aided design tools, the knowledge acquisition efforts can be considerably reduced by using the design data.
4. Acquisition of data from computer aided design (CAD) database
A typical CAD system for electronic devices includes different tools for providing the data required for the development of a device. This data include circuit diagrams, simulation data, printed circuit board layouts
Fig 1 Knowledge-based fault diag- nosis system
and a netlist, containing the connections between the electronic components.
The circuit diagram and the layout are used for the graphical system. The simulation data is useful for test- ing the device under the conditions determined for the simulation process - e g, the input signal and temper- ature. The netlist can be used for computation of node voltages in the golden device ~ or a faulty device.
Represented in data files, the information is highly dependent upon the CAD system being used. To access these files, a special post-processor usually has to be implemented, which is a software package converting different file formats. In order to acquire data from different CAD systems, a standardised data interface would be necessary. The only standard, currently avail- able in nearly every CAD system, is the HPGL (Hew- lett-Packard-Graphical Language) plotter interface. This interface supports the graphical data, but not the transfer of other data like the netlist.
For the system described here, the graphical data are currently used. A post-processor, implemented in the C programming language, converts the data from HPGL- format to GKS-Metafiles (Enderle et al, 1987) which are required for the graphic system.
It should be noted that there are some efforts to intro- duce new standards - e g, the international Standard for Exchange of Product Model Data (STEP), or Initial Graphics Exchange Standard (IGES). Especially inter- esting for this work are the endeavours undertaken to define and implement the Electronic Design Inter- change Format (EDIF) (EDIF, 1987). The next step for usage of CAD data should be the implementation of a co-processor for EDIF interface.
5. Knowledge acquisition for diagnosis strategy
The knowledge for diagnosis strategy is acquired in the following steps:
• Generation of examples through fault emulation in the circuit
1A golden device is a device defined to be faultless.
Measurement Vol 10 No 1, Jan-Mar 1992 3

Vaez-Ghaemi et al
+ISV +15V
47~
=,_L C557 II
2.2N/400V R570
127K 0.5W
R568 1001(
C593 100nF l
V517 V518 : ,~O 6V3
P ~ 511
t -15V
C730 II
+I5V
-15V
0513
J_ X509 XSlO 3,,~F "~
NS?I tY3~
0S|4
II
,I° 2K ~
C629 C6161j 68C~f T¢/~ -
±
-15V
V501 1~240
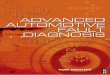
Fig 2 Circuit diagram of an impedance converter (Source: Siemens)
BF240
) X511
1~ X512
® []
• Generation of a decision tree by the inductive learn- ing algorithm ID3.
The generation of examples is based on the fault dictionary approach (Hochwald and Bastian, 1979). The prerequisite of this approach is the availability of the failure modes in the c i rcui t - e g, in the case of the circuit in Fig 2, the resistor R526 can be defective (open). The faults are assumed to cause a reproducible behaviour of DUT. The potential faults are built in the circuit and the reaction of the circuit is recorded in the dictionary. The reaction of the circuit is usually measured as volt- ages at preselected circuit nodes.
To avoid explosion of the knowledge base, it is im- portant to limit the number of faults. Catastrophic faults (open/short) are most common (Hochwald and Bastian, 1979). In specific application cases, other relevant fault types (degradation faults) can also be considered for the knowledge base.
As some faults can cause the same reaction in many circuit nodes, the diagnosis contains generally an am- biguity (number of faults exhibiting the same reaction). To reduce the ambiguity, as many node voltages as possible should be considered. Due to the inter-depend- encies in a circuit, however, many node voltages do not contribute to a redpction in the ambiguity. To obtain an efficient diagnosis system, it is important to eliminate these redundant measurements. This is the main reason for the application of an inductive learning algorithm in this approach.
Inductive learning algorithm ID3
The inductive learning algorithms generate a decision rule from a set of examples about the problem domain. The examples have to be acquired by the user and have the form of:
Attribute 1 = A i & Attribute 2 = A2 • • • & Attribute n = A, = > Result = Ar
The decision rules can be generated as production rules or decision trees. Generally the production rules are more flexible but require, however, an interpreter in the run-time environment. The decision trees can be automatically converted into conventional program- ming code and run on conventional hardware without any inte)-preter. These advantages are especially import- ant for the fault diagnosis of electronic devices in de- centralised application areas like service.
The inductive learning algorithm ID3 (Quinlan, 1983) generates a decision tree from examples. Considering the entropy-criterion (Sydenham, 1982), ID3 first deter- mines the most significant attribute of the examples. Then, it divides up the examples into different groups, depending on their values at the attribute. The same procedure is applied to the sub-groups, until every example is assigned a unique sub-group building a leaf of the final decision tree. It is assumed that every pair of examples is different at minimally one attribute value. Due to the usage of the entropy-criterion the result is a minimised decision t r e e - i e, the leaves of the tree can be
4 Measurement Vo110 No 1, Jan-Mar 1992

reached requiring, on average, a minimum number of attribute values.
Implementation In the case of the circuit shown in Fig 2, the cat-
astrophic component faults are built experimentally in the circuit one at a time, and the corresponding node voltages are recorded as shown in Table 1 (input voltage = 0 volt).
Due to the tolerances in the actual values of the electronic components, the nodal voltages of analogue devices are not exactly equivalent. Therefore, every circuit node is assigned a tolerance scheme. For example, the nodes from Table 1 are assigned a tolerance interval of +0.1 V around the reference value (from the faultless case). The node voltages are then classified into discrete values by comparing them with the tolerance scheme (Table 2). Different classification schemes (pass/fail, pass/low/high, etc) are applied for this reason.
ID3 is available in the inductive expert system shell RULEMASTER (Michie et al, 1984) being used for this work. RULEMASTER disposes also of a code generator converting a decision tree into an equivalent C code. Before being processed by RULEMASTER, the examples are compared in every attribute value in pairs. Examples showing the same values at all circuit nodes are put into an ambiguity group. A part of the decision tree generated by RULEMASTER is graphically shown in Fig 3.
To evaluate the method, the characteristics of the de- cision tree are considered. These are the depth (number of decisions to reach a leaf) and the ambiguity. Taking a binary classification scheme (pass/fail) an average depth value of 4.2 is achieved for the impedance converter cir- cuit. Compared with the 14 node voltages considered in the fault dictionary, it shows that the fault diagnosis of the investigated electronic device can be accomplished by measuring many fewer node voltages. With the same classification scheme, the average ambiguity value amounts to 2.4. Using a ternary classifier (pass/low/high) for node voltages, the average values for depth and ambiguity are improved to 3.8 and 1.7, respectively.
Vaez-Ghaemi et al
pas. ~
~QSS
)OSS
O.K., R512, R519, C558,
C577
V oss
j pass
Fig 3 Decision tree for impedance converter circuit
6 . K n o w l e d g e a c q u i s i t i o n f o r m e a s u r e m e n t t a s k s
For the acquisition of information for measurement tasks of the diagnosis process, the instrumentation of the respective application area has to be considered. Further, the available measuring functions have to be used efficiently. If the requirements about the measur- ing tasks are known, the concrete objectives consist in the selection of an appropriate measuring instrument and an adequate instrument setting (e g, range, sampling rate) for each measurement. In the case of computer- controlled instrumentation, the instrument setting includes the generation of a command for remote control
TABLE 1:Measured voltages atcircuitnodesforsomefaults
V1 V2 V3 . . . V7 V8 . . . V13 V14 < = Fault
0 0 6.3 0 0 0 0 6.3 -11 .4 -12.1 0 0 6.3 - 0 . 4 - 0 . 4
0 0 6.3 -0 .1 . . . . '-0.1
0.7 0 < = O.K. - 3 . 2 - 3 . 9 < = R526open - 0 . 4 -1 .1 < = R511 open
- 0 . 2 - 0 . 9 < = N564outputVcc
TABLE 2: Binary classified values from Table I
V1 V2 V3 . . . V7 V8 . . . V13 V14 < = Fault
pass pass pass pass pass pass pass < = O.K. pass pass pass fail fail fail fail < = R526 open pass pass pass fail fail fail fail < = R511 open
pass pass pass pass pass fail fail < = N564 output Vcc
Measurement Vo110 No 1, Jan-Mar 1992 5

Vaez-Ghaemi et al
via an IEEE-488 bus. For the fault diagnosis of electronic devices, some a priori information about the measure- ments is available - eg, the amplitude range or fre- quency - which can be used to generate the commands.
MEXPERT
The knowledge-based consultation system MEX- PERT (Measurement EXPERT) supports the selection and setting of measuring instruments in a dialogue with the user. The main advantage of MEXPERT for user programming - compared with conventional software packages for instrument programming - lies in the kind of questions posed by MEXPERT. They refer to the user task and not to the parameters of a specific instru- ment. Table 3 contains an example for a dialogue be- tween MEXPERT and the user. The question about the maximum value of signal frequency relates to the signal 1~o be measured and not to the measuring device.
TABLE 3: Example for a consultation session of MEXPERT*
Quantity to be measured? (voltage, current) voltage Minimum expected value? (volts) - 5 Maximum expected value? (volts) - 3 Number of measurements? 100 Maximum signal frequency? (Hz) 100000 Trigger threshold? (volts) - 4
(Result) Appropriate instrument: transient recorder B3143, Siemens accuracy: 0.04 volt setting: RANGE 5; OFFSET 100; LEVEL 20; SAMPLE 5.0E-6, SLOPE NEGATIVE, COUPLING DC; SELECT CHANNEL 1
*The user inputs are printed in italic. The original dialogues are in German.
The user can ask for explanations 'why' and 'how' cer- tain questions have been posed. The 'why' explains the meaning of the respective question. The 'how' describes all the decision steps which were accomplished by MEXPERT before arriving to the actual question. These steps include the question-answers, the rules executed and revised, as well as the eventual conclusions from the rules by MEXPERT.
Implementation
The main difficulty in implementation is due to the great number of parameters of the measurement tasks and instruments and their interdependencies. This is especially obvious in the case of complex instruments. As an example, the parameter setting of the transient recorder used in this work requires the determination of up to 15 parameters. A measurement task for electronic fault diagnosis can be specified through three groups of parameters: signal description, record conditions (delay, length, etc) and trigger conditions (source, threshold, etc). For example, the trigger level (in per- cent) of the transient recorder depends on the range, offset and the trigger threshold (in volts) as follows:
trigger level = 100 * threshold/range+offset
The implementation is based on the following ideas: the representation of dependencies between the parameters as rules and an inference mechanism includ- ing backward chaining and backtracking facilities. These requirements are fulfilled by the programming language PROLOG (Clocksin and Mellish, 1981). As an example, the representation and interpretation of trigger level with PROLOG are described below (see also Table 4).
TABLE 4: An example for a MEXPERT rule
rule (trigger_level, X):- coupling = = DC, range is A, offset is B, trigger_threshold is C, X is ((100 ° (C/A)) + B), X > 0 , X < 100.
/*comments*/ /*if coupling mode is DC*/ /*and if range value is A*/
/*allowed range for trigger level:*/ /*between 0 and 100"/
To determine the value for trigger level, the PROLOG interpreter firstly determines the values for range and offset and asks the user about the threshold. The range and offset are also computed from the data entered by the user about the expected value of the signal. These values are applied on the formula for trigger level. The result is subsequently verified upon fulfillment of the range condition (between 0 and 100). If this condition does not hold, the interpreter reviews the other para- meters (ie, coupling, range, etc) in order to find an adequate combination fulfilling all the conditions by backtracking. If no combination is found, it is assumed that the instrument cannot fulfil the requirements.
The fact that PROLOG supports backtracking was the main reason for the selection of this programming language as the development environment. The pro- grammer does not have to take into consideration the sequence in which the parameters are determined. The values of the instrument parameters are automatically set and revised to fulfil the conditions for the parameters of the user task.
7 . C o n c l u s i o n s
This paper reviewed the knowledge acquisition efforts for an electronic fault diagnosis system. The graphical data are currently acquired from computer aided design data via a plotter interface. The next step should be the implementation of a post-processor for the EDIF interface.
The knowledge acquisition for diagnosis strategy is based on a combination of fault dictionary approach and an inductive learning algorithm to eliminate the re- dundancies in the dictionary. The main limitation is due to the number of faults considered. Further works currently concern the generation of a fault library for electronic components and application of simulation techniques for automatic generation of fault dictionaries.
To select and set the parameters of a measuring device for diagnosis system, the user formulates the measure- ment task in dialogue with MEXPERT. The knowledge base of MEXPERT is composed of three modules with approximately 500 rules. One module contains rules
6 Measurement Vo110 No 1, Jan-Mar 1992

required for asking the user about the parameters of the measurement task. The other modules contain the rules nccdcd for setting the parameters of a transient recorder and a multimeter.
A c k n o w l e d g e m e n t
This work is part of a cooperative project between Siemens AG and the Technical University of Berlin. The authors thank Mr Munt (DeTeWe GmbH) and Dr Klatte (Siemens AG) for their encouragement.
R e f e r e n c e s
Bandler, J. W., and Salama, ~,. E. 1985. "Fault diagnosis of analog circuits', Proc IE EE, 73, 1279-1325.
Clocksin, F. W., and Mellish, C. S. 1981. Programming in PROLOG, Springcr-Vcrlag, Berlin.
EDIF Steering Committee, 1987. EDIF Electronic Design Interchange Format Version 200, Electronic Indt, stries Association, Washington DC.
Enderle, G., Kansy, G., and Pfaff, G. 1987. Computer graphics programming, Springer-Verlag, Berlin.
Vaez-Ghaemi et al
Hochwald, W., and Bastian, J. D. 1979. "A DC approach for analog fault dictionary determination', IEEE Trans Circuits and Systems, CAS-26(7), 523-529.
Klatte, R., and Godbersen, W. 1988. 'Computer aided troubleshooting and diagnosis of electronic devices using knowledge-based systems', Proc IMEKO XI, 1, 171-182, Houston, Texas.
Michie, D., Muggleton, S., Riese, C., and Zubrick, S. 1984. 'RuleMaster: A second generation knowledge engineering facility, 1EEE Proc First Conf on Artifi- cial Intelligence Applications, 5-7 Dec, Denver, Colorado, USA.
Quinlan, J. R. 1983. 'Learning efficient classification procedures and their application to chess end games'. In: R. S. Michalski et al (Eds) Machine learning, Vol 1, Palo Alto, CA.
Sydenham, P. H. 1982. Handbook of measurement science, John Wiley & Sons, Chichester, Vol 1, 180-185,
Vaez-Ghaemi, R. 1989. "Knowledge-based trouble- shooting and diagnosis of electronic devices', IEEE Proc of Instrumentation and Measurement Tech- nology Conf, Washington DC, USA, 25-27 April, 299-302.
Dimensional metrology in production and quality control Tampere, Finland, 22-25 June 1992
The aim of the Symposium is to report and review the state of the art and future trends in production-related metrology and quality inspection techniques in science and industry. The whole spectrum of modern measuring devices, from adwmced sensor techniques to complex computer controlled measuring systems, being used for production integrated quality inspection will be discus- sed. Special emphasis will be put on the advancements in sensor techniques, optics and measurement devices for in-process measurement, precision machinery and micro and nano metrology, measurement and quality control loops in and between the different factory levels and production types (batch, FMS, etc), calibration and testing methods for manufacturing and measurement devices.
The event is being sponsored by IMEKO Technical Committee TC- 14 "Measurement of geometrical quan- tities' and TC-8 "Metrology'. Topics for the TC-14 sessions are:
Relevant components of dimensional metrology
• Metrology and calibration of CMMs, machine tools and robots
• Micro and nano metrology • Optical measurement techniques • Specified measurements (Surface roughness, gears,
laser application, etc)
Manufacturing integrated measurement
• Integrated quality control, feedback and SPC in pro- duction (FMS)
• Pre-, in- and post-process measurements • Sensors
System aspects
• Computerised links between production and plan- ning systems
• Artificial intelligence, expert systems
Topics for the TC-8 sessions are:
• Definitions and standardisation of geometrical quantities
• Calibration and testing of reference standards • Certification of software • Role and importance of national calibration services • Accredited calibration services outside laboratory • Skill of calibration personal
The symposium is being organised by Tampere Uni- versity of Technology, Institute of Production En- gineering, Centre for Continuing Education. It is being co-sponsored by the Finnish Society for Automation. All correspondence related to the Symposium should be addressed to: Tampere University of Technology ISMQC 92, R. Siekkinen, PO Box 527, SF-33101 Tam- pere, Finland (Phone +358 31 162 441, Fax +358 31 162 164, Tlx 22313 ttktr-sf). All documents and presenta- tions will be in English.
Measurement Vo110 No 1, Jan-Mar 1992 7