Embed Size (px)
Citation preview

Available online at www.sciencedirect.com
Some remarks on direct solid fuel combustion using chemicallooping processesLiang Zeng, Mandar V Kathe, Elena Y Chung and Liang-Shih Fan
Direct solid fuel combustion using the concept of chemical
looping is a novel approach projected to have higher energy
efficiency than conventional and competing technologies in a
carbon-constrained scenario. The concept is first discussed by
presenting a thermodynamic analysis on oxygen carrier
material selection. Iron-based material is considered as a
promising candidate, and its salient features in the context of
solid fueled chemical looping combustion (CLC) are
introduced. The CLC reactor configurations are compared
based on the modes of reducer design and operation, which
significantly affects the whole system performance. A brief
review on recent experimental studies indicates that initial
results for the solid fueled CLC technologies are promising. An
optimal reducer configuration that provides effective gas–solid
contacting pattern, and the need for favorable thermodynamics
of the oxygen carrier medium were identified as the important
challenges for an eventual chemical looping combustion with
solid fuels commercial scale-demonstration.
Address
William G. Lowrie Department of Chemical and Biomolecular
Engineering, 140 W 19th Avenue, 125 A Koffolt Labs, The Ohio State
University, Columbus, OH 43210, United States
Corresponding author: Fan, Liang-Shih ([email protected],
Current Opinion in Chemical Engineering 2012, 1:290–295
This review comes from a themed issue on Reaction engineering
and catalysis
Edited by Theodore T Tsotsis
For a complete overview see the Issue and the Editorial
Available online 20th June 2012
2211-3398/$ – see front matter, # 2012 Elsevier Ltd. All rights
reserved.
http://dx.doi.org/10.1016/j.coche.2012.05.001
IntroductionSolid carbonaceous fuels, including coal and biomass, are
projected to continue to be a major energy source in the
future [1]. However, the CO2 emissions from the existing
technologies extracting energy from coal are leading to
adverse effects on the atmosphere [2]. The utilization of
biomass is an approach to mitigate CO2 emissions, but the
employment of novel energy technologies is highly
desired to enhance the low energy density biomass con-
version [3]. Amongst the new technologies, chemical
looping is projected to offer the maximum cost-reduction
benefit in a carbon-constrained scenario [4,5]. It has the
potential to achieve above 90% CO2 capture with a cost of
Current Opinion in Chemical Engineering 2012, 1:290–295
electricity (COE) increase of about 30% when applied to a
pulverized coal (PC) firing power plant [6��]. In compari-
son, the COE increase for a conventional PC plant with an
amine scrubbing system is more than 80%. [5]. This novel
technology can be applied for electricity production from
chemical looping combustion (CLC) [7–10,11��], or for
hydrogen, fuel and chemical synthesis from chemical
looping gasification (CLG) [9,10,11��,12–15].
A typical CLC scheme consists of a reducer and a com-
bustor, with an oxygen carrier (OC) stream circulating in
between. In the reducer, the fuel reacts with the OC,
typically a metal oxide, oxidizing the fuel to form a
mixture of CO2 and H2O, while reducing the metal oxide
as shown in Reaction (1). The reduced metal oxide is sent
to the combustor where it is reacted with air to re-oxidize
the metal oxide for the next looping cycle as shown in
Reaction (2). The oxidation reaction of metal oxide with
air is exothermic, and the spent-air is used to generate
electricity. The OC particles act as a medium for both
oxygen and heat for the reactor system.
MeOxþ CðfuelÞ ! CO2þ MeOyðy < xÞ (1)
MeOyþ O2ðairÞ ! MeOx (2)
There is a considerable amount of work reported on CLC
technologies using gaseous fuels such as synthesis gas
derived from coal gasification and natural gas [9,13–19].
However, direct solid fuel conversion in the reducer has
better efficiency and economics compared to using its
gaseous derivatives, which is mainly attributed to elim-
inating the energy/cost penalty associated with the sep-
arate solid fuel gasification step. This work discusses the
fundamental aspects involved in the direct solid fuel CLC
process including a brief thermodynamic analysis of
selecting an OC, and a summary of iron-based material
development, reactor configurations and integrated sys-
tem demonstrations.
Oxygen carrierPrimary material selection
The reduction–oxidation (redox) behavior of the OC
largely depend on the thermochemical properties of its
principal metal oxides and can significantly affect the
system performance. Thus, the primary OC material
selection focuses on the metal oxides that have favorable
equilibria with both solid-fuel and air, which can be
conducted with the assistance of a consolidated Elling-
ham diagram, as shown in Figure 1 [19,20]. The Elling-
ham diagram illustrates the dependency of the Gibbs free
www.sciencedirect.com

Remarks on solid fuel chemical looping Zeng et al. 291
Figure 1
0
-20
-40
-60
ΔG, k
cal/m
ol O
2
-80
-100500 600 700 800 900 1000
T, ºC
CO2
COFeTiO3
FeO
Fe3O4
CaSO4
NiO
PO2 = 0.21 atm, Ambient Air
P CO/P CO2
= 5:995
PO2 = 0.01 atmMn2O3
CuO
Cu2O
Fe2O3
Mn3O4
H2O
1100 1200
Car
bon
Con
vers
ionMod
e 2
Ran
geMod
e 1
Ran
ge
Ful
l Fue
lC
onve
rsio
n
Ful
l Air
Con
vers
ion
CLO
U
Hyd
roge
nP
rodu
ctio
n
1300
P CO/P CO2
= 1:999
Current Opinion in Chemical Engineering
Ellingham diagram calculated from HSC Chemistry, showing the
variation of oxidation Gibbs free energy with temperature for various
compounds [19,20].
energy (DG) of the redox reactions on temperature, where
evaluating the position of lines can indicate the relative
reduction and oxidation potentials of OC materials.
For the reducer operation, in order to effectively convert
solid carbonaceous fuels, the CO2 line should be posi-
tioned below the primary material lines in Figure 1. Based
on this criterion, metal oxides such as CuO, NiO and
Fe2O3, and metal sulfates such as CaSO4 are normally
selected for various CLC applications [21,22,23�]. At the
same time, the candidate lines must be higher than the
PCO/PCO2 = 1:999 line, which represents a 99.9% fuel
conversion, in order to obtain pure CO2 and H2O at
the reducer gas outlet. Figure 1 reveals that NiO and
CaSO4 cannot achieve >99.5% fuel conversions. Further-
more, cost-inefficiency and high-toxicity of NiO materials
are generally considered disadvantages for large-scale
industrial applications. Although CaSO4 has a high theor-
etical oxygen carrying capacity (OCC) and low cost, it is
negated by CaO formation and sulfur emissions during
the redox process [24].
For the combustor operation, the material lines need to be
below the PO2 = 0.01 atm line in order for full air conver-
sion. The materials near this line can also release free
oxygen to boost solid fuel conversion in the reducer,
which is called Chemical Looping Oxygen Uncoupling
(CLOU) process [25–30]. Figure 1 indicates that the
CLOU materials have very narrow operation range for
the oxidation step, which usually requires long residence
time and high excess air flow. For example, Mn2O3 line is
above the line that corresponds to an oxygen partial
www.sciencedirect.com
pressure of 0.21 atm. Thus, it is difficult to regenerate
Mn2O3 using ambient air. As a result, the Mn3O4–MnO
cycle is usually not considered for chemical looping
applications as it is limited by its 7% theoretical OCC.
The low melting point of Cu, low strength, high percen-
tage of support materials, high amount of excess air and
long regeneration times may pose serious challenges for
CuO material development [30].
From Figure 1, iron oxides exhibit favorable thermodyn-
amic properties with complete conversions for both fuel
and air in the redox cycles. Furthermore, iron oxide is
advantageous for CLC as iron-based OCs possess low raw
material cost, high melting points, high mechanical
strength and less environmental and health concerns.
The following sections further discuss iron-based
materials and process developments.
Iron-based materials
Based on the Ellingham diagram, Fe2O3 can convert
100% carbonaceous fuel to CO2 and H2O. However,
Fe3O4 and FeO lines are close to H2O and CO2 lines;
thus, incomplete fuel conversion occurs when Fe3O4 or
FeO are at the last stage of contact with the fuel. Several
counter examples have been reported [31], which are not
in compliance with the thermodynamic constraints.
Because of iron’s multiple oxidation states, the gas–solid
contacting patterns in the reducer dominate both the fuel
and the OC conversion. In a mixed flow pattern, or Mode
1, in order to achieve 100% CO2 at the reducer gas outlet,
only the Fe2O3–Fe3O4 redox pair can be used. In com-
parison, a countercurrent flow pattern, or Mode 2, could
create multistage equilibrium states across the reducer. At
the top of the reducer, Fe2O3 fully oxidizes fuel into CO2
and H2O; while at the bottom, the solid fuel is gasified,
and the OC is reduced to FeO and Fe. Both experimental
and simulation results show that the maximum iron oxide
conversions, while ensuring 100% fuel conversion, are
11.1% and >50% for a well-mixed mode and for a coun-
tercurrent mode, respectively [9,32]. The Mode 2 design
thus results in a minimal OC circulation rate in the iron-
based CLC system. Figure 1 also illustrates that FeO,
Fe3O4 and H2O lines are close to each other, which
indicates the possibility for hydrogen production in a
CLG process [9].
Naturally occurring ores such as ilmenite (FeTiO3) have
been considered for CLC application in light of its low
cost and one step reduction from Fe2TiO5 to
FeTiO3[23�,33,34]. However, phase separation and seg-
regation occur during the redox cycles, which results in
separate iron oxide and titania phases [35]. The iron phase
migrates to the surface during the oxidation of FeTiO3,
while the TiO2 crystals increase over the redox cycles,
which could fracture the ilmenite particle. This mechan-
ism could lower the particle strength, and the counter
mechanism has been applied to TiO2 production in the
Current Opinion in Chemical Engineering 2012, 1:290–295

292 Reaction engineering and catalysis
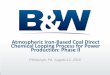
Figure 2
combustor gas
fuel reaction products
air
Risercombustor
combustor gas
Reducer
fuel/reducing gas
Riser combustor
airfuel/reducing gas
fuel reaction products
combustor gascombustor gas
OC
OC
OC
OCOC
OC
Reducer
Current Opinion in Chemical Engineering
(a) Mode 1 reducer: fluidized bed gas–solid flows; (b) Mode 2 reducer: gas–solid dense phase/moving bed flows.
Becher process [36]. Figure 1 also shows that FeTiO3 line
is far away from H2O line, meaning that steam oxidation
of FeTiO3 for hydrogen production is not favored.
Pure iron oxide quickly loses its reactivity in the first
several redox cycles. When inert support materials are
added, the strength, reactivity and recyclability of OC
particles could be drastically improved [9,23�,37]. The
lack of understanding of the complex solid–solid inter-
action between the primary metal and the support
material magnifies the inability to predict the influence
of support/active metal oxide combinations on OC per-
formance; thus, much of OC studies are by trial-and-error.
A recent study on ionic transfer mechanism opens a new
direction for OC design and synthesis [38,39].
Iron-based CLC reactor designA chemical looping reactor system consists of a reducer, a
combustor, a non-mechanical valve, a fine removal
device, gas–solid separators, and other auxiliaries, where
Table 1
Reducer design comparison Mode 1 versus Mode 2
Reducer modes
Operation regime Bubbling
or spout
Gas solid contacting pattern Mixed
Controllability on fuel and OC conversions Poor, du
gas cha
Maximum iron oxide conversion 11.1% (t
Solids circulation rate High
Subsequent hydrogen production No
Particle size, mm 100–600
Reducer gas velocitya, m/s <0.4
Reactor size for the same fuel processing capacity Large
Hydrodynamics effects on scaling up Large
a Reducer gas velocity calculated at 900 8C, 1 atm.
Current Opinion in Chemical Engineering 2012, 1:290–295
the reducer is the key component for fuel conversion. As
discussed in the previous section, there are two funda-
mentally different reducer modes that classify the CLC
systems. Figure 2 illustrates that Mode 1 reducer design is
generally characterized by mixed fluidized beds, while
Mode 2 is characterized by gas–solid countercurrent
moving/dense beds. Table 1 further compares the two
modes in the context of iron-based CLC applications.
The channeling flow and back mixing in the Mode 1
reducer usually result in poor fuel and OC conversions.
The Mode 2 reducer design has the distinct advantage of
enhancing the iron oxide conversion while enabling full
fuel conversion. Thus Mode 2 reactor requires a signifi-
cantly lower circulation rate of Fe2O3 particles than Mode
1. The small circulation rate together with the mitigating
circumstances in the moving bed reactor reduces the
particle attrition rate and OC loss. Furthermore, in the
Mode 1 system, it is inevitable that the sizes of the OC
particles, attrited fines, the solid fuel and ash, are similar,
which complicates the ash removal and reactor design.
1 2
, turbulent, fast fluidized,
ed bed
Moving packed, or multistage
fluidized bed
Countercurrent
e to back mixing and
nneling
High
o Fe3O4) >50% (to Fe and FeO)
Low
Yes
[40,41] 1000–3000 [9,37]
>1.0
Small
Small
www.sciencedirect.com

Remarks on solid fuel chemical looping Zeng et al. 293
Table 2
Solid fueled chemical looping combustion process studies
Organization Type of fuel, solid-(fuel processing
input capacity -kWth)
System characteristics
(reducer configuration,
type, oxygen carrier)
References
Southeast University, Nanjing, China Biomass pine-sawdust (10-kWth) Interconnected spout fluidized bed-BFB,
Mode 1, Fe2O3-Fe3O4 based loop
[40,41]
Chalmers University of Technology, Sweden Coal, pet-coke, char (5–10 kWth) Circulating fluidized bed-BFB, Mode 1,
Ilmenite loop
[34,42–45]
Instituto de Carboquı́mica (ICB-CSIC), Spain Coal (5-kWth) Bubbling fluidized bed-BFB, Mode 1,
Ilmenite loop
[33,46,47]
The Ohio State University, USA Met coke, PRB, bituminous coal
(25-kWth)
Dense moving bed – entrained fluidized
bed, Mode 2, Fe2O3–FeO/Fe loop
[6��,9,48]
Additional compartments, such as bubbling beds, are
usually used for ash and unreacted fuel segregation and
separation in the Mode 1 system. A Mode 2 moving bed
reactor allows for a larger particle size of OCs, which eases
the ash separation and requires a much smaller reactor
diameter as higher gas velocity in the reactor is possible.
Table 2 summarizes the major large scale iron-based solid
fuel CLC process studies conducted worldwide.
Mode 1 based iron-looping systems
Shen et al. [40] constructed and operated a 10-kWth
biomass based CLC unit. The reducer is in a Mode 1
configuration featuring a spout-fluidized bed mode, while
the combustor is a fast-fluidized bed. The OC used is an
iron-based powder (300–600 mm) where its oxidation
state is cycled between Fe2O3 and Fe3O4. The results
show that the dominant reaction in the reducer is between
the gasified biomass and the OC, with the gasification of
biomass as the rate limiting step. At steady operation, an
overall carbon-capture efficiency of 44–54% was reported.
The low carbon-capture efficiency was attributed to
inadequate biomass residence time in the reducer and
the intermixing of biomass from the reducer with the
combustor owing to an inefficient inner-seal. Improving
on Shen’s biomass CLC concept, Gu et al. [41] incorp-
orated an external loop-seal to the spout-fluidized bed
reducer. They used 100–300 mm naturally occurring
hematite ore as the OC medium. A 1-kWth biomass feed
CLC unit was constructed giving a carbon-capture effi-
ciency between 60 and 80%. They also addressed the
issue of handling biomass-ash by blending in coal in a co-
injection scenario. A 1:1 co-injection scenario for a 1-kWth
energy input gave a promising carbon-capture efficiency
of 85–95%. In addition, Gu et al. found that naturally
occurring iron ore is thermodynamically constrained caus-
ing loss in conversion efficiency with increasing tempera-
tures.
Berguerand and Lyngfelt [34,42–45] extensively studied
various solid fuels (e.g. petcoke, coal and biomass) in
a 10 kWth circulating fluidized bed CLC unit using
ilmenite. The OCs react with the volatile matter from
www.sciencedirect.com
the solid fuel in a low-velocity section. A carbon stripper is
used to recover the un-reacted coal from the particles
while allowing the OC to overflow to the combustor. A
third high-velocity section entrains a portion of the OC
and unconverted coal to a cyclone to be recycled to the
reducer increasing the residence time of the solids. The
average fuel conversion of the system was estimated to be
70–80% with a CO2 capture efficiency of 60–70%. The
system gave continuous stable hydrodynamic flows for
the ilmenite, indicating the natural mineral’s potential as
an economical and durable OC candidate. Cuadrat et al.[33,46,47] have designed a bubbling fluidized bed system
for processing 5-kWth bituminous coal input with ilme-
nite as the OC. The results show that the carbon-capture
efficiency increases as the OC flow-rate is reduced to be
equivalent to solid-fuel flow rate, re-emphasizing the
point that a higher solid-fuel residence time is essential.
They have shown that co-injection of limestone with
ilmenite helps the reaction kinetics where the removal
of the gaseous products promotes an increased fuel-con-
version [47].
Mode 2 based iron-looping systems
Fan et al. has developed the coal direct chemical looping
(CDCL) process based on a Mode 2 reactor design, and
demonstrated the moving bed concept on both a 2.5-kWth
bench scale and a 25-kWth subpilot scale [6��,9]. In this
configuration, fresh Fe2O3-composite particles are fed
from the top of the moving bed reducer, while CO2 is
used to pneumatically convey pulverized coal to the
middle section of the reactor. A small amount of CO2
and/or steam is also introduced at the bottom of the
reducer to enhance char conversion. The coal injection
port divides the reducer into two sections. The upper
section (Stage I) ensures full conversion of gaseous
species to CO2 and H2O, whereas the lower section (Stage
II) is used to maximize char and iron oxide conversions.
The unique features are the presence of a moving-bed
reactor that is designed to account for the volatiles from
coal and the required residence time to gasify the char for
high carbon-capture efficiency. Extensive 2.5 kWth bench
scale testing has shown >99.9% volatile conversion and
Current Opinion in Chemical Engineering 2012, 1:290–295

294 Reaction engineering and catalysis
>95% char conversion in Stage I and II, respectively. The
25 kWth subpilot scale system has been successfully
operated for over 200 h with different kinds of coal fuels.
Through the operation, the concepts of integrated CDCL
process were verified, and the control systems were
examined and data were obtained for scaling-up to pilot
and commercial sized systems. The current design and
operating condition have yielded over 80% metallurgical
coke conversion with nearly 100% CO2 purity.
Concluding remarksAn optimal metal oxide particle is selected according to its
thermodynamic equilibrium, recyclability, synthesis
method, resistance to attrition, and most importantly
the materials cost. By comparing major candidates, iron
oxides are considered as feasible OC materials. The iron-
based OCs have the maximum potential for optimizing
the efficiencies in the solid fuel chemical looping system.
The design of iron-based CLC systems can be classified
on the basis of the fuel–OC contacting pattern in the
reducer. Mode 1 contacting pattern refers to a mixed flow
mode, typical of a fluidized bed reactor system. One
equilibrium stage can be achieved in the Mode 1 oper-
ation, which yields an iron oxide conversion of 11.1%.
Mode 2 refers to the fuel–OC countercurrent contacting
pattern. This is represented in cases where the reactor is
operated in a dense moving-bed or a multistage fluidized
bed simulating multiple equilibrium stages. Compared
with Mode 1, Mode 2 operation is possible to have higher
OC conversion that can reduce the solids circulation rate
and increase the system efficiency. The main consider-
ations in designing a reducer for a solid fuel CLC appli-
cation are sufficient fuel residence time and kinetics of
the solid-fuel gasification. Additional considerations are
necessary for contaminants (such as ash and sulfur)
removal from the reactor system.
References and recommended readingPapers of particular interest, published within the period of review,have been highlighted as:
� of special interest�� of outstanding interest
1. Energy Information Administration: International Energy Outlook2011. Washington, DC: U.S. Department of Energy; 2011.
2. IPCC: Climate Change 2007: Synthesis Report. Geneva: IPCC;2007.
3. Kobayashi N, Fan L-S: Biomass direct chemical loopingprocess: a perspective. Biomass Bioenergy 2011, 35:1252-1262.
4. Li F, Fan L-S: Clean coal conversion processes-progress andchallenges. Energy Environ Sci 2008, 1:248-267.
5. Figueroa JD, Fout T, Plasynski S, McIlvried H, Srivastava RD:Advances in CO2 capture technology—The U.S. Department ofEnergy’s carbon sequestration program. Int J Greenhouse GasControl 2008, 2:9-20.
6.��
Fan L-S, Zeng L, Wang W, Luo S: Chemical looping processes forCO2 capture and carbonaceous fuel conversion – prospect andopportunity. Energy Environ Sci 2012 doi: 10.1039/c2ee03198a.
This perspective paper generalizes the key aspects of chemical loopingtechnology including the desired particle characterization, recent pro-
Current Opinion in Chemical Engineering 2012, 1:290–295
gress in mechanism studies, and the looping reactor engineering. It alsoillustrates various chemical looping processes for combustion and gasi-fication applications, showing that the looping processes have greatpotentials for flexible and efficient production of electricity, hydrogenand liquid fuels.
7. Ishida M, Zheng D, Akehata T: Evaluation of a chemical-looping-combustion power-generation system by graphic exergyanalysis. Energy 1987, 12:147-154.
8. Hossain MM, de Lasa HI: Chemical-looping combustion (CLC)for inherent CO2 separations-a review. Chem Eng Sci 2008,63:4433-4451.
9. Fan L-S: Chemical Looping Systems for Fossil EnergyConversions. Wiley-AIChE; 2010.
10. Moghtaderi B: Review of the recent chemical looping processdevelopments for novel energy and fuel applications. EnergyFuels 2012, 26:15-40.
11.��
Adanez J, Abad A, Garcia-Labiano F, Gayan P, de Diego LF:Progress in chemical-looping combustion and reformingtechnologies. Prog Energy Combust 2012, 38:215-282.
This comprehensive review summarizes the major progress in chemicallooping technologies up to 2010. It covers the oxygen carrier material, thereactor testing and modeling, and process configurations involved inchemical looping combustion and chemical looping reforming technologydevelopment.
12. Xiang W, Chen Y: Hydrogen and electricity from coal withcarbon dioxide separation using chemical looping reactors.Energy Fuels 2007, 21:2272-2277.
13. Chiesa P, Lozza G, Malandrino A, Romano M, Piccolo V: Three-reactors chemical process for hydrogen production. Int JHydrogen Energy 2008, 33:2233-2245.
14. Fang H, Haibin L, Zengli Z: Advancements in development ofchemical-looping combustion: a review. Int J Chem Eng 2009doi: 10.1155/2009/710515.
15. Chen S, Xue Z, Wang D, Xiang W: Hydrogen and electricity co-production plant integrating steam-iron process and chemicallooping combustion. Int J Hydrogen Energy 2012 doi: 10.1016/j.ijhydene.2012.02.098.
16. Lyngfelt A, Thunman H: Construction and 100 h of operationalexperience of a 10-kW chemical looping combustor. In CO2
Capture and Storage Project (CCP) for Carbon Dioxide Storage inDeep Geologic Formations for Climate Change Mitigation. Editedby Thomas D. Elsevier Science; 2005:625-646.
17. de Diego LF, Garcia-Labiano F, Gayan P, Celaya J, Palacios JM,Adanez J: Operation of a 10 kWth chemical-looping combustorduring 200 h with a CuO-Al2O3 oxygen carrier. Fuel 2007,86:1-36.
18. Sridhar D, Tong A, Kim HR, Zeng L, Li F, Fan L-S: Syngaschemical looping process: design and construction of a25 kWth sub-pilot unit. Energy Fuels 2012 doi: 10.1021/ef20239y.
19. Ellingham HJT: Reducibility of oxides and sulphides inmetallurgical processes. J Soc Chem Ind 1944, 63:125-133.
20. Khanna AS: Introduction to High Temperature and Corrosion. ASMInternational; 2002.
21. Adanez J, de Diego LF, Garcia-Labiano F, Gayan P, Abad A:Selection of oxygen carriers for chemical-loopingcombustion. Energy Fuels 2004, 18:371-377.
22. Cho P, Mattisson T, Lyngfelt A: Comparison of iron-, nickel-,copper- and managanese-based oxygen carriers forchemical-looping combustion. Fuel 2004, 83:1215-1225.
23.�
Lyngfelt A: Oxygen carriers for chemical-looping combustion-4000 h of operational experience. Oil Gas Sci Technol 2011,66:161-172.
This paper is an overview of various oxygen carriers used for CLCprocesses. It is a good starting point to see various long-term testingresults and comparisons across multiple oxygen carriers.
24. Zheng M, Shen L, Xiao J: Reduction of CaSO4 oxygen carrierwith coal in chemical-looping combustion: effects oftemperature and gasification intermediate. Int J GreenhouseGas Control 2010, 4:716-728.
www.sciencedirect.com

Remarks on solid fuel chemical looping Zeng et al. 295
25. Leion H, Mattisson T, Lyngfelt A: Using chemical-looping withoxygen uncoupling (CLOU) for combustion of six differentsolid fuels. Energy Procedia 2009, 1:447-453.
26. Mattisson T, Lyngfelt A, Leion H: Chemical-looping with oxygenuncoupling for combustion of solid fuels. Int J Greenhouse GasControl 2009, 3:11-19.
27. Mattisson T, Leion H, Lyngfelt A: Chemical-looping with oxygenuncoupling using CuO/ZrO2 with petroleum coke. Fuel 2009,88:683-690.
28. Shulman A, Mattisson T, Lyngfelt A: Manganese/iron,manganese/nickel, and manganese/silicon oxides used inchemical-looping with oxygen uncoupling (CLOU) forcombustion of methane. Energy Fuels 2009, 23:5269-5275.
29. Eyring EM, Konya G, Lighty JS, Sahir AH, Sarofim AF, Whitty K:Chemical looping with copper oxide as carrier and coal as fuel.Oil Gas Sci Technol 2011, 66:209-211.
30. Arjmand M, Azad A-M, Leion H, Lyngfelt A, Mattisson T:Prospects of Al2O3 and MgAl2O4-supported CuO oxygencarriers in chemical-looping combustion (CLC) and chemical-looping with oxygen uncoupling (CLOU). Energy Fuels 2011,25:5493-5502.
31. Moghtaderi B: Hydrogen enrichment of fuels using a novelminiaturised chemical looping steam reformer. Chem Eng ResDes 2012, 90:19-25.
32. Li F, Zeng L, Velazquez-Vargas LG, Yoscovits Z, Fan LS: Syngaschemical looping gasification process: bench scale studiesand reactor simulations. AIChE J 2010, 56:2186-2199.
33. Cuadrat A, Abad A, Garcia-Labiano F, Gayan P, de Diego LF,Adanez J: Ilmenite as oxygen carrier in a chemical loopingcombustion system with coal. Energy Procedia 2011, 4:362-369.
34. Berguerand N, Lyngfelt A: Chemical-looping combustion ofpetroleum coke using ilmenite in a 10 kWth unit-high-temperature operation. Energy Fuels 2009, 23:5257-5268.
35. Zhao Y, Shadman F: Kinetics and mechanism of ilmenitereduction with carbon monoxide. AIChE J 1990, 36:1433-1438.
36. Winkler J: Titanium Dioxide. Vincentz Network GmbH & Co KG;1977.
www.sciencedirect.com
37. Li F, Kim H, Sridhar D, Wang F, Zeng L, Fan L-S: Syngas chemicallooping gasification process: oxygen carrier particle selectionand performance. Energy Fuels 2009, 23:4182-4189.
38. Li F, Luo S, Sun Z, Bao X, Fan L-S: Role of metal oxide support inredox reactions of iron oxide for chemical loopingapplications: experiments and density functional theorycalculations. Energy Environ Sci 2011, 4:3661-3667.
39. Li F, Sun Z, Luo S, Fan L-S: Ionic diffusion in the oxidation ofiron-effect of support and its implications to chemical loopingapplications. Energy Environ Sci 2011, 4:876-880.
40. Shen L, Wu J, Xiao J, Song X, Xiao R: Chemical-loopingcombustion of biomass in a 10 kWth reactor with iron oxide asan oxygen carrier. Energy Fuels 2009, 23:2498-2505.
41. Gu H, Shen L, Xiao J, Zhang S, Song T: Chemical loopingcombustion of biomass/coal with natural iron ore as oxygencarrier in a continuous reactor. Energy Fuels 2011, 25:446-455.
42. Leion H, Mattisson T, Lyngfelt A: The use of petroleum coke asfuel in chemical-looping combustion. Fuel 2007, 86:1947-1958.
43. Berguerand N, Lyngfelt A: Design and operation of a 10 kWth
chemical-looping combustor for solid fuels – testing withSouth African coal. Fuel 2008, 87:2713-2726.
44. Berguerand N, Lyngfelt A: The use of petroleum coke as fuel in a10 kWth chemical-looping combustor. Int J Greenhouse GasControl 2008, 2:169-179.
45. Berguerand N, Lyngfelt A: Operation in a 10 kWth chemical-looping combustor for solid fuel – testing with a mexicanpetroleum coke. Energy Procedia 2009, 1:407-414.
46. Cuadrat A, Abad A, Garcia-Labiano F, Gayan P, de Diego LF,Adanez J: Effect of operating conditions in chemical-loopingcombustion of coal in a 500 Wth unit. Int J Greenhouse GasControl 2012, 6:153-163.
47. Cuadrat A, Linderholm C, Abad A, Lyngfelt A, Adanez J: Influenceof limestone addition in a 10 kWth chemical-loopingcombustion unit operated with petcoke. Energy Fuels 2011,25:4818-4828.
48. Li F, Zeng L, Fan L-S: Biomass direct chemical looping process:process simulation. Fuel 2010, 89:3773-3784.
Current Opinion in Chemical Engineering 2012, 1:290–295