Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile Research Vol. 22, December 1997, pp. 246-254
Special purpose fabrics made with core-spun yarns
A P S Sawhney & G F Ruppenicker
Southern Regional Research Center, Agricultural Research Service, U S Department of Agriculture, New Orleans, LA 70124, USA
Three fabrics for special technical applications have been made with uniquely engineered corewrap yarns produced by the USDA patented, exclusively licensed' core-spinning technology. They are : a strong and durable, flame-retardant fabric for military tents which has an almost 100% cotton surface and contains only 10% ultrastrong, gel-spun polyethylene staple fiber (mostly in the yarn core); a flameretardant, cotton-rich, fiberglass filament-core yarn fabric for protective covering, providing an excellent fire barrier; and an absorbent, yet strong and durable foundation cloth made with cottoncovered polyester-core yarn for use in industrial abrasives and sandpapers. SRRC core-spinning techniques involved and certain mechanical and functional properties of the various core-wrap yarns and fabrics produced have been discussed along with a comparison with the corresponding conventional yarns and fabrics. Results indicate that the fabrics made with custom-engineered core-wrap bicomponent yarns offer superior mechanical and functional properties than the traditional 100% cotton equivalents. Generally, the selected core material , usually a synthetic fiber, provides the required mechanical and functional characteristics, while the cover, which typically is cotton, provides the des ired excellent aesthetic, comfort and, especially, substrate (required for application of special chemical tinishes and/or adhesives) properties. Unlike the conventional partially-covered, stripsensitive, barberpoled core-spun yarns, the core-wrap yarns produced on the ARS core-spinning systems are truly co-axial, strip-resistant and almost totally covered.
Keywords: Core yarns, Cotton, Fiberglass, Fire-retardant fabri cs. Polyester, Polyethylene
Introduction The core spinn ing and, hence, the core yams
have been in existence for a long tIme. However, the core yams produced by the conventional ring spinning techniques are not true core-wrap yams. In fact , a conventionally spun core yam is merely a ply-twisted, barberpoled yarn. It does not have a good core coverage and strips during subsequent mec hanical processes such as winding, warping, \>,'eaving and knittings , and is , therefore, not a fully sa ti sfactory core yam. Furthermore, a conventional ring-spun core yam usually contains a continuous filament, and not a staple fiber core, which limits its applications.
The "core-wrap" yams produced by the SRRC
core-spinning systems are quite different. As their
------'The ARS-SRRC core-wrap ring spinning technology has been exclusively licensed to HTT-International , Irvington, New Jersey, who must be contacted for any commercia l use of the information prov ided in thi s paper.
name implies, they truly consist of a central core of
a particular filament or staple fiber and the core
material is almost coaxially and totally wrapped
with cotton or any other suitable staple fiber. The selected core material, generally a strong synthetic
fiber, provides the desired exce llent functional
characteristics, even after application of any desired special chemica l finish to the sheath fiber .
Also, due to the good core coverage of these yams,
the almost 100% cotton sheath provides its excellent aesthetics, absorbency and, hence, comfort and substrate properties which are very
important, especially in the application of special
chemical finishes and adhesives. Furthermore, the
bi-component . ~ore yams produced by the SRRC spinning system have a high degree of coherence
bctween the constitucnt fibers , which prevents
stripping andlor slipping of the sheath fibers from
the core during subsequent yam processing. Thus,

SAWHNEY & RUPPENICKER: FABRICS MADE WITH CORE-SPUN YARNS 247
compared to the traditional all-cotton, or even intimate blend fabrics , the fabrics made with custom-engineered, SRRC core-wrap yams are generally superior in mechanical and functional performance in certain applications. Three different types of core-wrap yams developed in a lab for the following special fabrics/applications are discussed in this paper, along with a brief comparison of their most important functional properties with those of equivalent or available conventional materials:
•
• •
A strong, flame-retardant fabric of predominantly cotton content for u.s. Army tents.
A fibreglass-core yam fabric as a fire barrier.
Abrasive drill fabric made with cotton-covered high tenacity polyester staple-core yam
2 Flame-iReltardant Fabric of Predominantly Cotton Content for U.S. Army Tents The U.S. Army wants a plain-woven, flame
retardant (FR), cotton or cotton-rich duck fabric of approx. 350 g/m2 (- 10 oz/yd2) for tents. The FRfinished fabric must meet or exceed the Army's rather stringent tearing· strength requirement of 2.75 kgf (6.0 Ib) in both warp and weft (filling) directions, tested as per ASTM standards. Although by selecting a strong, fine, long-staple cotton such as combed Pima, it is possible to produce a 100% cotton fabric which, in its greige state would meet the required high tearing , strength. But, because of about 50% loss in tearing strength that typically occurs in a cotton fabric after FR treatment, it is extremely difficult to retain the high strength of the greige fabric at an acceptable level after the fabric has been FR finished. It was, therefore, decided to make use of DyneemaR staple fiber. DyneemaR
, a gel-spun, 1.5 dtex, high performance polyethylene s~aple b fiber (produced by DSM High Performance Fibers, The Netherlands) is super strong with a breaking tenacity of about 31.5 gfltex (35 gflden). Obviously, it was a good candidate for reinforcing the required, predominantly-cotton yarn/fabric.
bNames of companies or commercial products are given solely for the purpose of providing specific information. Their mention does not imply recommendation or endorsement by the U.S. Dcpartmcnt of Agriculture over others not mentioned.
However, since Dyneema fiber is undyeable, has a low melting point of only 149°C, and, hence, its presence on the fabric surface may not be quite desirable, an attempt was also made to use the fiber as a core material in ·the SRRC core spinning process to produce a cotton-covered core yam with Dyneema mostly in the yam core . In short, our strategic approach was to combine a low percentage of a super strong PE fiber with a high percentage of cotton, using both the conventional intimate fiber blending technique and the ARSpatented core-wrap spinning technology.
2.1 Materials and Methods
Raw materials used were 28 mm Acala carded cotton and 1.5 dtex, 40 mm long Dyneema staple fiber (produced and delivered by DSM High Performance Fibers, the ARS research cooperators). The cotton was opened and cleaned and the cleaned cotton was appropriately blended with Dyneema using weigh-pan blenders and a conveyor belt. The fiber blend ratios were 70:30 and 90: 10 cotton /Dyneema. The blends were further processed, i.e. carded and drawn, in a normal manner to respectively produce 285 tex and 570 tex intimate-blend rovings for subsequent use in the SRRC staple core-spinning system 1.2 (Fig. 1) and the conventional ring spinning respectively. 100% cotton rovings of equivalent sizes, viz. 285 tex for core spinning and 570 tex for conventional spinning, were produced conventionally to be used in spinning the Dyneema-core cotton-wrap yams and the equivalent, 100% cotton, conventional yams respectively. Thus, bi-component core-wrap yams of 42 tex (14/ I's) warp and 39 tex (~5/ ~'s) filling were produced on the SRRC spmnmg system using a 285 tex, 70/30 cottonIDyneema intimate-blend roving as the core material and two 285 tex 100% cotton rovings for the Wrap, which ultimately resulted in the core yams with an overall composition of 90% cotton and 10% Dyneema and with Dyneema fiber mostly on the inside and almost 100% cotton on the outside. For a comparison, 100% cotton yams and 90/10 cottonIDyneema intimate-blend yams of equivalent sizes were produced on the conventional spinning system. All of these yams were tested for their tensile properties using standard test procedures.

248 INDIAN 1. FIBRE TEXT. RES ., DECEMBER 1997
Wrap Fiber (lor 2 rovings)
Condellser
Core-Wrap [ ( Spinning Assembly (~ n '.'
(It swings i.n ~nd out of the yarn t~_-_~, ~,-, path for plecmg up of an end) - - - -
Spinning Ring
Core-Sheath Yarn_
Fig. l- SRRC staple core-spinning system
The yarns were two-plied for weaving. The warp yarns were appropriately beamed on 100m beams and the filling yarns were wound onto cones suitable for weaving. Using 20.5 ends/cm in the warp and . 12.5 picks/cm in the filling, a meterwide, plain-weave duck fabric was woven from each set of the warp and filling yarns. The greige fabrics were scoured and then tested for certain physical and mechanical properties according to the standard procedures.
2.1.1 Flame-Resistant Finishing The scoured fabrics were made flame-retardant
with a standard RetardolR formulation (30% solids solution, by weight of the fabric) . The wet pick-up of the treated fabric was 70%. The treated fabric was ammoniated (1 m/min), oxidized (1 % H20 2
based on the weight of water) for 30 min, rinsed twice for 10 min each, padded and dried for 2 min. Because of the sensitivity of Dyneema to high temperatures, the fabric was not subjected to any wet processing condition or treatment above 100°C. Using the standard test procedures, the scoured as well as the flame-resistant fabrics were tested for tear and tensile strengths, abrasion resistance and fire retardancy.
2.2 Results and Discussion Table 1 shows the tested properties of the
various yarns and their respective (tent) fabrics
before and after FR treatment. As seen, addition of
10% Dyneema significantly increases the yarn 's single-strand breaking strength, i.e. about 33% higher tenacity in the case of core-wrap yarns and about 50% higher tenacity in the case of intimate blend yarns, when compared to the equivalent cotton yarns. The tensile breaking strength of the fabrics made with the yarns containing Dyneem.u is up to 70% greater in both warp and filling directions. The fabric tear strength (which is critical and is more important than the tensile breaking strength in this particular application) is even more impressive. The tear strength of Dyneema-reinforced fabrics is up to 100% greater than that of the cotton, control fabric. Even after the FR treatment, the tensile and tear strengths of the Dyneema-reinforced fabric still remain considerably higher than those of the FR-treated, 100% cotton fabric . The tear strength in the warp
direction of the FR-treated Dyneema-core fabric even exceeds the military requirement or specification of 2.7 kgf.
Tne flame-resistant properties of the reinforced fabric are only marginally acceptable at the present time. However, some further improvements in the oxygen index and char length have been observed by modifying FR finishing, increasing the solids level of the (FR) finish to 35-40%, and better controlling the finishing process which probably

SAWHNEY & RUPPENI CKER: FABRICS MAD E W ITH CORE-SPUN YARNS 249
Table 1- Properties of Dyneema~-reinforced yams and fabrics
100% Cotton 90% Cotton/ I 0% Dyneema'
Core-wrap Int imate blend
YARNS Warp
Nominal si ze (lex) 42 42 42
Sing le-strand breaking strength' (g/tex) 15 .3 20. 1 23 .3
Break facto~ (cxs) 2259 3000 3481
Fi ll ing Nominal size (tex) 39 39 39 Single-strand breaking strength (g/tex) 14.8 19.2 233
Break factor (cxs) 2346 2895 348 1
FABRICS Weight (g/m2)
Scoured 280 290 294
FR-treated 319 317 325
Thread count/cm (wxf) Scourcd 22x l 3 22 .1 x 12.6 21x12.6
FR-treated 19.3x 134 18.9xI2.6 19.3x 13.0 Breaking strcn gth< (kg f)
Scoured Warp 73 .2 114.1 12 I.8 Fi lling 49.6 69 .6 74.6
FR-treated Warp 73 .6 996 114. 1
Fi ll ing 61.9 85 .9 77.7 Elongation at break (%)
S~oured
Warp 13 .7 178 19.9 Filling 16.8 182 17.0
FR-treated Warp 13.9 18.0 20 .2 Filling 5.9 NA 6.0
Tearing strengthd (kg f) Scoured
Warp 6 .8 5.6 7. 1 Fi lling 2.9 4.1 5.9
FR.-treated Warp 2.1 3.6 4.6 Filling 1.8 2.7 3.3
Abrasion (cycles) Scoured
Warp 683 3037 274 1
Fi lling 7 15 3194 2560 FR-treated
Warp 212 609 1824 Filling 575 2156 4321
Flai abrasion (cycles) Scoured 1890 2537 2892 FR-treated 3658 356 1 4106
Char length (cm) 8.4 12.7(8.3-8.9)' 11.2 Oxygen index 0 .34 0.3 1 0 .29
'Uster tensorapid data bCotton count (Ne)xskein breaking strength (Ib) 'Grab break dElmendorf tear 'Possible to achjeve now

250 INDIAN 1. FIBRE TEXT. RES., DECEMBER 1997
was not optimized in the present study. A few other FR formulations recently tried in preliminary investigations have also shown satisfactory improvements in the. fabric fire retardancy. At any rate, the very first experimental fabric made with this fiber on commercial machinery and equipment has at least met the required critical property of tear strength. The flex abrasion of the reinforced fabric is three to four times greater than the corresponding value of the equivalent all-cotton fabric . The flat abrasion resistance of the fabric is comparable to that of the cotton fabric.
New , up to 25% stronger, grades of Dyneema fiber are now becoming commercially available . This means that comparable results may be obtained with an even lower percentage of this fiber. Using the ARS core-spinning technology, it may be possible to incorporate Dyneema staple fiber in a homogeneous combination to obtain acceptable levels of both the tear strength and fire retardancy. However, Dyneema (a fine denier, gelspun polyethylene staple fiber) is still a relatively new fiber and, as such, adequate inf<;>rmation on its optimum mechanical processing and chemical finishing is not yet readily available.
2.3 Conclusion
Although the drafting of Dyneema® polyethylene staple fiber poses certain difficulties in mechanical processing, the fiber, especially in blend with cotton, can be reasonably processed on typical cotton processmg machinery and equipment and converted into either cotton-rich or polyethylene-rich blen.d roving which then can be used either in the conventional spinning or, as a core material, on the SRRC modified corespinning system. The resulting spun yams are reasonably satisfactory, i.e. they do not pose any significant problem in subsequent processing,
including weaving. The woven fabric, after it has been appropriately FR finished, meets or exceeds the Army's stringent requirement of tear strength. Thus, considering that this pioneering study with Dyneema was a new marriage between a unique new fiber and a relatively new core-spinning technology, the future research with the latest., improved Dyneema fiber (which is about 25% stronger than the present fiber) is expected to give even better results .
3 Fiberglass-Core Yarn Fabric as a Fire Barrier Today, the need for fire safety in many textile
applications is rapidly growing. Although cotton is an excellent textile fiber for most clothing and certain institutional, furnishing and industrial applications, it bums quickly and, hence, in untreated form, is not suited for fire sensitive applications. Cotton fabrics for firesafe applications are generally given a special, flameretardant (FR) chemical finishing treatment to impart certain level of fire resistance or retardancy. However, even the FR-treated cotton fabrics do not always meet the required fire safety standards. Failures may especially arise in those applications where it is difficult to inhibit a flame from propagating to any adjoining layer of a combustible material , such as a bed ticking, flesh , aircraft seat, etc . Using the improved filament-core ring spinning method developed at Southern Regional Research Center and exclusively licensed to HIT-I, a flame-resistant composite yam comprising different core and sheath materials can be produced. Depending upon the particular enduse application, various commercially available fire-resistant materials such as fiberglass, Kevlar, PBI and some metallic fibers may be appropriately selected for the core, wrap or both core and wrap components to provide the desired level of fire resistance or barrier in the end product. A fabric made with cotton-covered, fiberglass filament-core yarn in both warp and filling directions is discussed here.
3.1 Materials and Methods
Employing the ARS-patented, filament corewrap spinning systeml.2 (Fig. 2), 33 tex warp and 45 tex filling bi-component core-wrap yams were produced using a 50 denier, electrical type fib~rglass filament as the core material. Pure cotton yams of linear densities approximately equal to those of the glass-core yams were produced on the conventional ring spinning system using a particular mill's standard textile materials, procedures and practices. The various yams were tested for tensile properties using ASTM standards. The two sets of yams were converted into 5-end sateen woven fabrics of almost similar constructions using modem warping, slashing and

SAWHNEY & RUPPENICKER: FABRICS MADE WITH CORE-SPUN YARNS 251
weaving equipment. The glass-core fabric was FR finished commercially. The greige cotton fabric and the finished glass-core fabric were tested for certain mechanical and functional properties according to standard procedures, where applicable.
Continuous Filament ____ Tension Disrs
Roving Condenser Roving Sparer
Drafting Rollers Filament Guide
Core/Wrap Spinning System
Spinnin~ Ring
("(In'-Sheath Yarn -
Fig. 2- ARS-patented filament core-wrap spinning system
3.2 Results and Discussion Table 2 shows the tested properties of the
fiberglass-core yams and the FR-finished fabric made thereof, along with a comparison with the equivalent 100% cotton yams and the greige fabric made thereof. As seen, the tensile breaking strengths of the 50 denier fiberglass-core yam and the conventional 100% cotton yam are generally comparable. In fact, the skein strength of the glasscore yam is considerably greater than that of the cotton yam, perhaps due to the greater uniformity and bundle strength of fiberglass. Incidentally, it may be mentioned here that, ifrequired or desired, the tensile breaking strength of the fiberglass-core yam can be substantially increased by simply substituting the 50 denier glass core with a 100 denier or even coarser fiberglass filament. Obviously, the fiber ratio of the yam would change accordingly. Thus, by properly manipulating the core and wrap materials and their content ratio, a custom-engineered core-wrap yam can be produced to yield any practical tensile breaking strength, whereas the strength of an equivalent, conventional cotton yam would pretty much remain limited to a relatively narrow range .
The tensile breaking strength of the FR-finished
Table 2- Properties of fiberglass-reinforced yams and fabrics
YARNS N-ominal size (tex)
Warp Filling
Single-strand tensile breaking strength (gf) Warp Filling
Break factor (cxs) Warp Filling
FABRICS Weight (g/mll Thread count/cm (wxf) Weave Tensile breaking strength (grab/fill) (kgf) Tensile breaking elongation (%) Tear strength (fill) (kgf) Air permeability (ml/min/m2) Fire resistance (char length in cm) Residue after exposure to flame
'FR finished bGreige BEL- Burnt entire length
Fiberglass-core
33 45
470 558
3061 3436
- 260 36x22
5 -end sateen 43 .0" 8S 3.4" 12.4" 5S
A solid barrier of fiberglass fabric structure
100% cotton
33 45
378 536
1845 1938
- 260 36x23
5-end sateen 36.3b
4.6b
3.2b
37.5b
BEL Carbon ash

252 INDIAN 1. FIBRE TEXT. RES., DECEMBER 1997
UNBURNT REGION
BURNT REGION
Fig. 3- A photograph of the burnt and lInbllrnt areas in a swatch of fabric made with fibcrglass-corc(cotton-warp yarns
glass-core fabric is also comparable to that of the greige cotton fabric. Considering that a typical cotton fabric normally loses about 50% of its tear strength after FR finishing, the tear strength of the FR-finished, glass-core fabric is really very good. As stated previously, the fabric tear strength is more important than the tensile breaking strength in many end-use applications. However, the best of all the properties of the fiberglass-core fabric is that, due to the fiberglass' s excellent integrity and strength retention in a fire, the fabric provides an excellent barrier to a seconaary fire in a firesensitive application. Fig. 3 is a photograph of a fiberglass-core fabric after it had been subjected or exposed to a flame. As seen, the FR-treated cotton sheath simply smoldered away, leaving behind the inner-layered, fiberglass-core fabric intact, which essentially provides a fire barrier. The cotton fabric, on the other hand, could not provide such a protection against a secondary fire, even if the fabric was FR finished. Thus, the fiberglass core provides the required functional performance of protection against fire, while the almost 100% cotton surface of the fabric still provides all the other desirable properties. The air permeability of the fibergla ss - core yam fabric is substantially lower than that of the pure cotton fabric. This is due to the fact that the ARS core-spun yams generally are at least 20% bulkier than the equivalent, conventional, single-component, cotton yams3
.
3.3 Conclusion
Textile products of special properties can be
developed by using fabrics made with suitably engIneered bi- or multi- component composite yams produced by the USDA-patented, exclusively lIcensed, core-wrap yam spinning technology. WIth . proper fiber selection and processing techlllques and with appropriate fabric finishing techlllques, fabrics of improved functional performance or characteristics can be produced, whIch generally are difficult, if not impossible, to produce with the traditional, single-component yam systems.
4 Abrasive Drill Fabric Made with CottonCovered High-Tenacity Polyester Staple-Core Yarn A foundation fabric for industrial abrasives or
sandpapers must be sufficiently strong and durable to match or survive the life span of the abrasive material. Also, the foundation cloth should be a good substrate to allow adequate ' adhesion of the abrasive to the cloth. Cotton is an excellent substrate, but it is' not as strong and durable as, for example, polyester which is very strong but not a good substrate for chemical or adhesive finishing . Depending on the requirements, a 100% cotton or an appropriate intimate blend of cotton and polyester may be adequate, but a high tenacity polyester-core yam fabric of a suitable core/wrap ratio (yielding an almost 100% cotton surface for excellent absorbency) may be even better for a heavy-duty, industrial abrasive cloth. Accordingly, two abrasive drills (drill fabrics for use as foundation cloths In industrial abrasives) respectively made with 100% cotton and 50:50 polyester/cotton blend have been compared in a very preliminary study with a cotton-covered, 50:50 polyester-core yam fabric.
4.1 Materials and Methods
A 36 tex , 50:50 polyester staple-core/cottonwrap yam was spun on SRRC staple-core spinning system1.2 (Fig. 1). The polyester was T310 Fortrei, 1.3 5 dtex (1 .5 denier) , 3.8 crn long, and 5.58 gfldtex (6.2 gf/den) strong with 24% elongation at break. The polyester roving had a TM of 0.63 . The wrap material was a regular mix of Memphis Eastern cotton, 4.1 micronaire, 2 .8 cm (1.11") 2.5% span length with a uniformity ratio of 44.1 % (Digital Fibrograph). The cotton roving TM was
SAWHNEY & RUPPENICKER: FABRICS MADE WITH CORE-SPUN YARNS 253
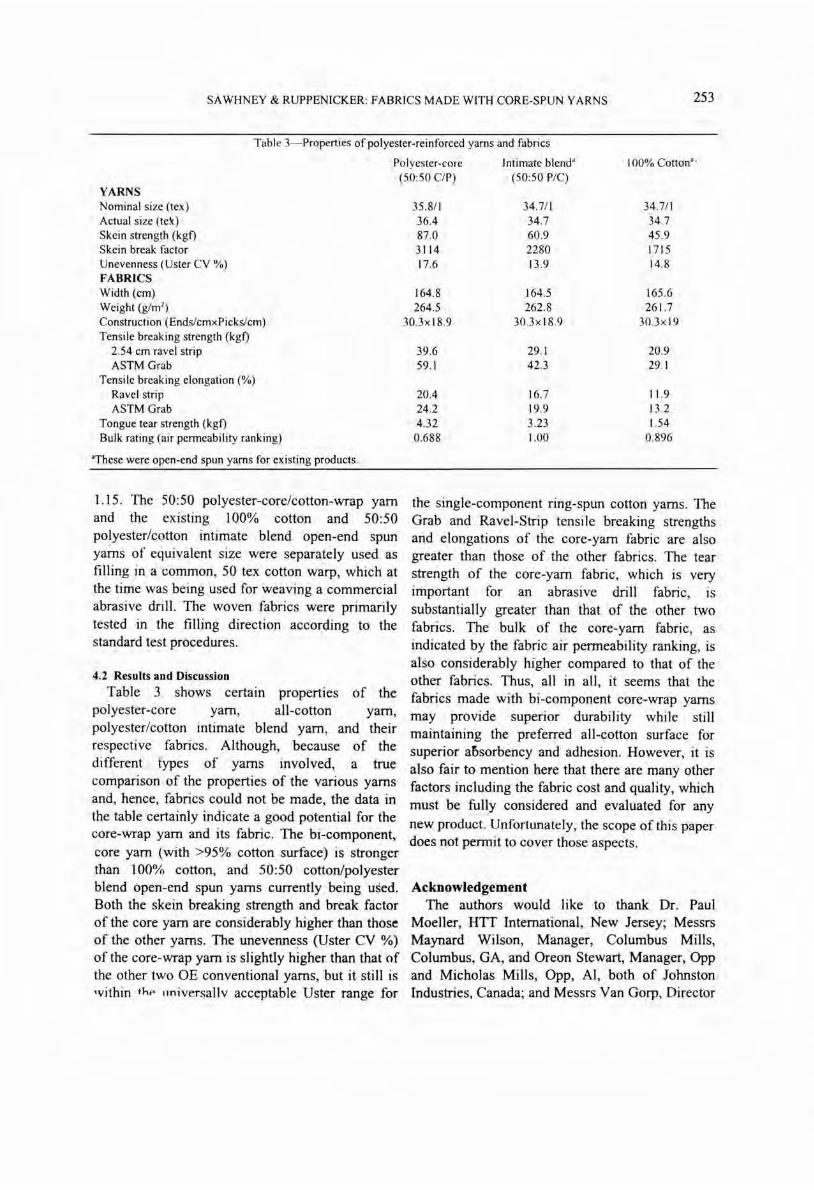
Table ] - Properties of polyester-reinforced yams and fabrics
Polyester-core (50 :50 C/P)
Intimate blend' (50 :50 PIC)
100% Cotton"
YARNS Nominal size (tex) Actual size (te") Skein strength (kgf) Skein break factor Unevenness (Uster CY %) FABRICS Width (cm) Weight (g/mZ) Construction (Ends/cmxPicks/cm) Tensile breaking strength (kgf)
2.54 cm ravel strip ASTM Grab
Tensile breaking elongation (%) Ravel strip ASTM Grab
Tongue tear strength (kgf) Bulk rating (air permeability ranking)
'These were open-end spun yams for existing products.
1.15. The 50:50 polyester-core/cotton-wrap yarn and the existing 100% cotton and 50:50 polyester/cotton intimate blend open-end spun yams of equivalent size were separately used as filling in a common, 50 tex cotton warp, which at the time was being used for weaving a commercial abrasive drill. The woven fabrics were primarily tested in the filling direction according to the standard test procedures.
4.2 Results and Discussion
Table 3 shows certain properties of the polyester-core yam, all-cotton yam, polyester/cotton intimate blend yam, and their respective fabrics. Although, because of the different types of yams involved, a true comparison of the properties of the various yarns and, hence, fabrics could not be made, the data in the table certainly indicate a good potential for the core-wrap yam and its fabric. The bi-component, core yam (with >95% cotton surface) is stronger than 100% cotton, and 50:50 cotton/polyester blend open-end spun yams currently being used. Both the skein breaking strength and break factor of the core yarn are considerably higher than those of the other yarns. The unevenne~s (Uster CV %) of the core-wrap yam is slightly higher than that of the other two OE conventional yarns, but it still is 'vi thin thp IIniversallv acceptable Uster range for
35.8/1 36.4 87 .0 3114 17.6
164.8 264.5
30.3x I8.9
39.6 59.1
20.4 24.2 4..32
0.688
34.7/1 34.7 60.9 2280 13 .9
164.5 262.8
30.3 x I8.9
29 .1 42.3
16.7 19.9 3.23 1.00
34.7/1 34.7 45 .9 1715 14.8
165 .6 261.7
30.3x 19
20.9 291
11.9 132 1.54
0.896
the single-component ring-spun cotton yams. The Grab and Ravel-Strip tensile breaking strengths and elongations of the core-yam fabric are also greater than those of the other fabrics . The tear strength of the core-yam fabric, which is very important for an abrasive drill fabric, is substantially greater than that of the other two fabrics. The bulk of the core-yarn fabric, as indicated by the fabric air permeability ranking, is also considerably higher compared to that of the other fabrics. Thus, all in all, it seems that the fabrics made with bi-component core-wrap yarns may provide superior durability while still maintaining the preferred all-cotton surface for superior absorbency and adhesion. However, it is also fair to mention here that there are many other factors including the fabric cost and quality, which must be fully considered and evaluated for any new product. Unfortunately, the scope of this paper does not permit to cover those aspects.
Acknowledgement The authors would like to thank Dr. Paul
Moeller, HIT International, New Jersey; Messrs Maynard Wilson, Manager, Columbus Mills, Columbus, GA, and Oreon Stewart, Manager, Opp and Micholas Mills, Opp, AI, both of Johnston Industries, Canada; and Messrs Van Gorp, Director

254 INDIAN J. FIBRE TEXT. RES. , DECEMRER 1997
of Research, and Jan Kriele, Research and Marketing, DSM High Performance Fibers, The Netherlands, for their significant input and cooperation and for providing some of the research materials and funds . They also recognize the cooperation of many of their SRRC associates who helped considerably in the overall work reported here. The authors are especially indebted to Messrs Craig Folk and Jim Sandberg for their significant input in the development of the various SRRC
core-spinning systems and yarns reported here.
References I Sawhney A P S, Folk C & Robert K Q, System for pro
ducing core/wrap yam, US Pal 4, 976, 096, II December 1990.
2 Sawhney A P S & Folk C L, Device for forming core/wrap yam, US Pal 5, 531 , 063,2 July 1996.
3 Sawhney A P S & Folk C, Improved method of producing cotton-covered polyester staple-core yam on a ring spinning frame, Texl Res J, 62(1) (1992) 21-25 .





























