Embed Size (px)
Citation preview

a
Power Services
Special Report
ABBReview

2 Special ReportABB Review
Service conceptsABB offers a broad range of maintenance outsourcing solutions.
Lifetime decisionsAn economical analysis of transformer condition helps decidewhen and how to replace or refurbish.
The ‘evergreen’ strategySupport and upgrade agreement keeps power distributionequipment fit and running.
Call Doctor SwitchgearABB’s expertise keeps your switchgear in the best of health.
Live maintenanceABB is a major player in live-line maintenance in New Zealand.
New life for old switchgearRefurbishment or retrofitting of medium voltage switchgear offers an economic alternative to replacement.
New components, old products, no problemThree examples of successful retrofit of high-voltage switchgearusing new technologies.
Guarding the gridAdvanced monitoring systems optimize throughput on existinglines.
Approaching decisionsPowerful software tools from ABB help utilities get hardwarerepairs right.
Illuminating experienceA lighting maintenance contract leads to brighter and saferhighways.
Informed planningABB’s web-based Asset Sentry improves anticipation ofmaintenance and deployment of resources.
Extreme maintenancePerforming an on-site repair on a 180-ton transformer in theAmazon jungle.
Powering innovationTough demands on power generation call for first class support.
5
10
16
20
27
30
35
38
43
49
52
59
63
Contents
3Special ReportABB Review
Always by your side: how customers enjoyABB’s service.
surge arresters are installed in morethan 100 countries around the world.Some of these installations today in-clude fully functional equipment, whichis more than 30–40 years old. GIS fromABB is a more recent technology but isalready installed in almost 100 countriesaround the world for 72–800 kV withsome installations approaching an ageof 30 to 40 years.
Such equipment, though still operatingperfectly, will as everything else, ageand finally reach obsolescence. Varyingelectrical, mechanical and environmen-tal stresses mean individual installationsof the same type will age differently.The technical and economical lifespanof high voltage equipment is also influ-enced by its location and importancewithin the system. Operating parametersmay also change – resulting, for exam-ple, in a higher short circuit current.
Considering all these factors, it becomesclear that the overriding customer de-mand for reliability has to be addressedby the combination of two strengths:Quality products and quality service.
In this Special Report of ABB Reviewyou can read how ABB addresses theutmost important aspect of service forgrid installations. For each and everycomponent, including devices fromother suppliers, ABB has a proven con-cept for fast on-site service. This servicegoes beyond the components and cov-ers the control systems that finally man-age a distributed electrical grid.
ABB’s service portfolio stretches fromearly, preventive detection of potentialfailures and analysis of the best servicestrategy to instant repair – executed
through the global network of servicecentres close to the customers.
A long-term service planning strategyalso includes the design of new prod-ucts based on a better maintenancerequirement for replacing outdatedequipment.
It is the fundamental strategy of ABB to provide its customers with all servicerequired long after the original deliveryof the equipment.
The loyalty of our customers proves thatthis is the right approach.
At your service!
Markus BayeganChief Technology OfficerABB Ltd
In the wake of last year’s major poweroutages in North America and Europe,
reliability is once again the watchwordof the electric power industry. The linkbetween grid reliability and asset man-agement is being increasingly recog-nized by utility companies.
This has to do with the high quality andlong lifetime of the devices used in theutility industry. For more than 100 years,ABB has contributed to this high qualitystandard. ABB has driven some of themajor breakthroughs in high voltagetechnology for both HVAC and HVDC,supplying equipment for the first 400 kVsystem, the first 765 kV system and thefirst HVDC system in the world. ABBdelivered the first Gas Insulated Switch-gear (GIS) in the 1960ies, (which todayincludes installations of up to 800 kV)and is the absolute dominating supplierof high current systems for generators.
This historical journey has given ABB aunique know-how as well as an impres-sive number of installed high voltageproducts. ABB Air Insulated Switchgear(AIS) for 72–800 kV including circuitbreakers, instrument transformers and
Editorial

4 Special ReportABB Review
Preface
ABB Power Technologies is at your service
a viable option. The political environ-ment, business climate and regulationsalso determine investment in powernetworks.
As power equipment continues to ageand power grids come under morestress as a result, new challenges areappearing in a specific area of ourbusiness: service.
At ABB, our power service expertiseranges from consulting services, includ-ing power system studies, to asset man-agement services for power grids. It in-cludes maintenance and field services,as well as retrofit and refurbishmentprojects. Provision of spare parts is alsoon the long list of services ABB offerspower grid operators.
Service is a people business, and this isno less true in an industry like powertransmission and distribution, whichuses technology to provide services.Being active in about 100 countries,ABB can proudly say we are at homeeverywhere. For you, our customers,this means we are always nearby withexperienced consultants, service engi-neers, and technicians. Sometimes theyare called upon to be emergency prob-lem solvers, and sometimes they canforesee and prevent problems beforethey arise.
Thousands of ABB products are installedevery month and operate in power sys-tems around the world, in conditionsranging from arctic cold to desert heatand everything in between. Our globalpresence is built upon local expertise –in most cases, ABB will be familiar withyour power product, your application,and your system.
ABB is your reliable expert when itcomes to sophisticated modern powertechnology and solutions. But ABBexpertise is also supported by morethan a century of power industry expe-rience. Our ABB product and systemheritage is unmatched and gives us thelargest installed base in the power in-dustry, including acquired brands suchas Ansaldo, ITE, GE (Transformers > 40 MVA), Gould, National Industri,Strömberg and Westinghouse.
This means we own the intellectual andtechnical properties of a large part ofthe world’s electrical power infrastruc-ture, and can make this readily availableto you. But even more importantly, wefeel the responsibility of ownership andsupport and guide our customers overthe lifecycle of their equipment – andbeyond.
In this Special Report, we want to sharewith you some up-to-date examples ofour service expertise. They will under-line our dedication to the goal of ensur-ing the reliability of your power plant,transmission and distribution system.This is not always just a question ofservice, but service is always an impor-tant element in the smooth operation ofany technology, particularly a vintagepower grid.
Peter SmitsMember of the ABB Group ExecutiveCommitteeHead of Power Technologies division
Grid reliability is on top of all of ouragendas. It is a tribute to the inge-
nuity of those who created our powernetworks, as well as the tenacity anddetermination of the utilities that oper-ate them, that the world’s power gridsare as reliable as they are.
Why? Because many of today’s gridswere built in the 50’s and 60’s and oper-ate on a foundation of technology fromthat period. Think of how much technol-ogy has changed in half a decade. Imag-ine using 40 or 50-year-old technologyto run any other modern business.
Yet that is how we supply our power-hungry world every day – our aginggrids are regularly stretched to the limitof their capacity to perform reliably and predictably. And when a grid isstretched beyond this limit, the worldsoon pays attention: as with the massiveblackouts of 2003.
In an ideal world, a massive injection of new technology would eliminate therisk of downtime, outages, brownoutsand blackouts. However, the reality to-day is that new equipment isn’t always

5Special ReportABB Review
Josef Grandl
Tailor made service contracts giveutility companies greater flexibility at a predictable cost
Until recently, it was a matter of course that power utility
companies maintained their own equipment. A typical utility
provider would have had maintenance staff and facilities as part
of its operational structure. Over-capacity had to be provided
to be able to deal with emergencies or work peaks. Maintenance
was often integrated with other units and costs were seldom
transparent.
The combined effects of market pressure in the face of liberal-
ization and the introduction of more complex modern technologies
are causing more and more utility providers to re-think their
service strategy. In many cases, service agreements with original
equipment manufacturers are an alternative to complete in-house
sourcing. They offer cost efficiency, protect the utility provider
from risks and facilitate budgeting. They also provide access to
experts with extensive know-how and experience.
Service conceptsfor power transmissionand distribution

6 Special ReportABB Review
Maintenance contracts, long termservice contracts, and asset out-
sourcing contracts represent differentlevels of relationship between a servicesupplier and a utility.
The supplier and customer jointly de-velop the content and level of a servicepartnership, dependent on the servicestrategy and the competences the utilitywishes to keep in-house.
Key performance indicators (KPI) in-creasingly substitute detailed scope andwork definitions shifting the focus fromthe input to the output. This permits theintroduction of new methods and toolsfor increasing efficiency.
Besides all contractual issues, service is and will remain a people’s business;success or failure is determined byrelationships, qualifications and theflexibility to handle unforeseen situa-tions.
Market developmentsAs a consequence of liberalization andprivatization in the electrical utility sec-tor, there have been fundamental serv-ice-related changes for power transmis-sion and distribution systems.
Increased competition and cost pressureas well as the new focus on the relia-bility of electrical networks (blackouts)have lead to a reappraisal of servicestrategies, processes, organizational set-ups and the definition of core andnon-core activities.
There is no uniform model fitting alldemands. The following general trendcan, however, be recognised: In theelectrical utility sector reluctance to-wards service outsourcing is greaterthan in other industries. It can be saidthat the higher the degree of liberaliza-tion and privatization, the higher thedegree of outsourcing. Contrary toexpectations at the beginning of liber-alization, transfer of asset ownershipremains exceptional. There is howevera strong move towards long-term serv-ice co-operations centred on perform-ance based measurement and rewardstructures.
Motivation, concerns andopportunities in service outsourcing
Motivation
A utility’s service strategy is influencedby the following:
The degree of competition and theprivate investor’s drive for costreduction. Restrictionson outsourc-ing and per-sonnel pol-icy imposedby politics. Age andlifespan ofequipment,loss ofknow-howdue to retire-ment of specialists, increasing com-plexity of technology (software) thatcalls for economic re-evaluation of the case for main-taining in house expertise versus out-sourcing.Reliability problems forcing the cus-tomer to incorporate external expert-ise due to political pressure and/orbottlenecks in in-house resources.
Prior to executing an outsourcing plan,a company must define where the bor-derline lies between maintaining its
competences, processes, resources andassets in house compared with contract-ing them out.
Concerns
Any outsourcing decision must also con-sider concerns over the risk of allowingan external contractor to run a substan-tial part of the business process.
An extensive study on asset manage-ment and outsourcing practices of utili-ties, performed by ABB in 2001 and in-volving about 70 utilities, revealed themajor concerns which are summarisedbelow:
Labour regulations impeding theability to realize efficiency gains.Losing scarce talent.No separation of ownership, manage-ment, and execution.The perception that asset manage-ment is a core discipline to be keptin-house.Lack of comparable precedent.Lack of operating or contractual stan-dards (e.g., assigning performanceresponsibility).
An equipment owner may also be con-cerned, that a manufacturer who is at
the sametime a serv-ice providermight not beimpartialabout effec-tive assetmanage-ment.
These con-cerns must
be properly addressed in the develop-ment of a service strategy.
Opportunities
For utilities willing to implement out-sourcing concepts, several criticalfactors determine success or failure.
In the market study mentioned above,the following critical success factorswere identified (in order of priority):
Cost savingsAccess to up to date technology andprocess know-how
Service is and will remain apeople’s business; success or failure is determined byrelationships, qualificationsand the ability to handleunforeseen situations.

7Special ReportABB Review
Trimming peak resource requirementsShifting to a variable cost structureand reducing capital employed
Quotes from utilities:“We have outsourced a great deal of ouractivities and have achieved significantcost reductions. If someone can offerfurther cost reductions, we would defi-nitely consider outsourcing additionalactivities”
“If you’re not going to be technicallysuperior, there’s no use being technical;outsource it!”
“Shaving of peak labour requirementsreduces costs by moving from a fixed toa variable cost structure. Yes, this isimportant!”
Service as a relationship and trustbusiness A sustainable service strategy should bejointly developed by the utility and theservice provider. A considerable invest-ment of time in the clarification processis mandatory for the definition of a suit-able service package. Otherwise a lot oftime can be wasted in useless offeringsnot in line with the utility’s core compe-tence definition and in unrealisticdemands not in line with the supplier’scapabilities and scope.
The higher the degree and depth of out-sourcing, the more interaction that must
take place between the utility and thesupplier. Compared to the delivery of atechnical product, which is easily de-scribed in a specification, the descrip-tion of service deliverables, non-deliver-ables and interfaces is more complex.Additionally, the number of pagesdescribing aservice agree-ment is notnecessarilyindicative ofthe clarity ofthe content ora guaranteeagainst misun-derstanding.Service worksin a grey zone between defined scopeand expectations having to be fulfilled.The deeper and longer the relationshipmust last, the more mutual trust isrequired.
Besides the supply of spares, productsand tools, there are various stages ofservice agreements – typically thesedevelop over time:
Maintenance contractLong-term service contractAsset outsourcing contract
Maintenance contractIn a maintenance contract, the supplierprovides an amount of dedicated workon specified equipment. The utility de-cides the nature and time of this work.
Typically maintenance contracts areframe type contracts, releasing the util-ity from a tendering process for everymaintenance event. This arrangementprovides a reasonable predictability forbudgeting purposes. The contract stipu-lates the type of equipment to be main-tained, the type of work to be per-formed and the hourly rates.
Advantages of maintenance contractsare predictability of service cost, savingthe cost of keeping in-house specialistsfor all equipment types used and accessto the manufacturers knowledge and ex-perience. Work peak load shaving is an-other argument.
Maintenance contracts are mostly con-cluded with the original equipmentmanufacturer. The length of such con-tracts varies from one-time events tothree-year frame contracts.
Long term service contractThe philosophy of service contracts isdifferent to that of maintenance con-
tract. In aservice con-tract, the util-ity providerentrusts thesupervision of day-to-daymaintenanceactivities tothe serviceprovider. The
latter also takes over longer-term moni-toring and maintenance strategies.
In contrast to a maintenance contract,the philosophy for a long-term agree-ment is more production related. Theagreement focuses on the customer’soutput requirements (which are the inputrequirements of the utility’s customers).KPIs become a major element, measur-ing the service provider’s performancerather than describing the scope of workand the details of how it should be done.
Despite the decision to outsource astrategic part of asset service and main-tenance, the utility has a major interestin maintaining key competencies inhouse. Therefore, long-term service
The higher the degree anddepth of outsourcing, themore interaction that musttake place between the utilityand the supplier.

8 Special ReportABB Review
Through KPI measurements and bench-marking, the dependence on the serviceprovider is limited. On the other hand,engaging the original manufacturer toserve and maintain his own equipmentcreates a high level of commitment.
Technology and processes
A main target in contracting service isthe introduction of methods, tools andtechnologies that help improve systemperformance and increase productivity.
For a long-term service contract to besuccessful, service must be made clearand measurable. This requires the imple-mentation of a management informationsystem to render the service processtransparent. This comes at the price ofincreased reporting and data handling.
A reporting structure is established toprovide detailed information on thework performed, asset status, failurehistory, and the performance of theservice provider in general. These dataare used for investment planning andbudgeting – helping to optimize thecapital investment for maintenance.
The importance of long-term servicecontracts in the electrical utility sector isincreasing. Contracts lasting around tenyears are typical.
Asset Outsourcing agreementsThe next level of outsourcing combinesthe elements of a service contract withthe transfer of ownership of the assetsand full operational responsibility. Theduration of this type of contract is typi-
cally several decades.
Asset outsourcing agreementsare attractive for enterprisesdefining their core compe-tence outside electrical net-work ownership and manage-ment. These can be energy in-tensive industries, electricaldistribution, energy trading,and railway companies.
In a real case involving atransportation company, theassets of the entire electricalnetwork have been trans-
contracts are often linked to educationand on-the job training for key internalpersonnel. This permits them to be upto date technologically and always capa-ble of controlling the process.
The nature of such a long-term contractis illustrated below using an example ofa service agreement with a power trans-mission company.
History
This contract is the result of a long-termrelationship starting with one-time events,repair and maintenance work and grow-ing into frame contracts and retrofit proj-ects. Facing the challenges of a liberal-ized market, the customer decided to out-source a larger proportion of servicework to the original suppliers. The con-tract duration is for five years with an op-tion to extend it for another five years.
Scope of system
This scope covers :Transmission substation equipmentmaintenance in a geographical area.Power transformer refurbishment forone third of the company’s assets.Transmission line maintenance in ageographical area.Transmission line condition assess-ment in the same area.
This contract covers 30 transmissionsubstations, 310 power transformers,1000 km of transmission lines at 66 to 220 kV.
Scope of work
This covers:Managing the annualbudget for maintenance inthe geographical areasReportingInternal auditing
The scope of work includesscheduled and unscheduledfieldwork, as well as condi-tion assessment, fault repairand emergency management.
This highlights the fact thatthe customer transfers consid-erable responsibility for hisassets to an external supplier.
How does the customer maintain con-trol and how is a competitive environ-ment maintained despite such a contrac-tual relationship?
Securing performanceIn order to ensure performance andcontinuous improvement, KPIs andbenchmarking are used. KPIs coversystem performance, service delivery,spending plan, contract performance,feedback and complaints from the cus-tomer’s customers. All KPIs, includingqualitative ones, are defined in detailand are measured regularly.
By benchmarking the work of the serv-ice providers, the utility can compareand challenge the suppliers. Perfor-mance failure can result in notice, notbeing invited for further project work(blacklisting), suspension and finallytermination of the contract.

9Special ReportABB Review
Josef Grandl
ABB Power Technologies LtdZürich, Switzerland
ferred to a special purposecompany. This special pur-pose company owns, oper-ates, maintains and renewsthe power distribution net-work on a concession basisfor a period of 30 years. Afterthat period, the assets mustbe returned to the originalowner in a condition definedin the contract.
Organization
The consortium managing thecontract comprises a utility, aconstruction company andABB as engineering and equipment sup-plier.
The organizational structure imple-mented has to secure the balance ofinterests between the transportationcompany and its outsourcing partners. It ensures an efficient use of capital andprovides access to private financing.
The transportation company controlsthe output of the special purpose com-pany through a detailed reporting struc-ture with a number of KPIs and avail-ability, reliability and failure rate meas-urements. The following KPIs are intro-duced:
Maintenanceperformancecompared toa masterplan (over-due time).Renewalprojects fol-low up.Average fail-ure rates per asset group.Average repair/restore time perequipment type.Availability of power supply.Average remaining life time and ageprofiles of asset groups.
The asset groups are, for example,transformers, switchgear, batteries.
Every year an annual report summa-rizes the measurements and the majortrends of all the performance measure-ments.
This model of co-operation has nowbeen in operation for four years. Themodel is seen as a success and has wonseveral industry awards. Continuousefforts are invested into improving themeasurement system.
A contract of this type, representing avalue in the three digit million dollarrange, requires an enormous amount ofpreparation work and legal clarifica-tions. About two years of negotiationswere needed before this contract wassigned.
The clear separation of electrical assetmanagement and transportation busi-
ness requiresan adequateinterfacemanage-ment. Thecontrol ofthe processrequires in-vestments indata acquisi-
tion, handling and reporting. The pay-back achieved is full transparency onprocesses and costs, clarity on effi-ciency and payback on investments.Cross subsidy can no longer disguiseinefficiency.
What is the best model for service co-operation?There is no ‘one fits all model’ in theservice market. The optimal model canonly be created in close co-operationbetween service provider andcustomer, taking market environment,
political influences andstrategic considerations intoaccount.
To create a successful serviceco-operation, the best ap-proach is to take referenceagreements and work out acontract based on experienceand already working models.Combining ABB’s experienceand references in service con-tracting on all levels, frommaintenance to asset out-sourcing, together with thecustomer’s service strategy
leads to a custom made service agree-ment.
Essential for successful co-operation isthe definition of required outputs. Incase of a standard maintenance contractthis is straightforward. There is, how-ever, a clear trend towards introducingincreasingly output focused KPIs as abasis for reward schemes. This allowsthe service provider flexibility on theintroduction of new and improvedmethods and processes for increasingefficiency, while at the same time main-taining or improving reliability andavailability.
In order to ensure perfor-mance and continuousimprovement, KPIs andbenchmarking are used.

Lifetime decisions
10 Special ReportABB Review
Pierre Lorin
Optimizing lifetime costs for transformersthrough informed decisions
Ageing assets, rising energy demand, and
the need to deliver without outage are issues
facing utilities and industries around the
world. At the same time, financial constraints
demand an increased return on investment
over reduced maintenance budgets and spend-
ing.
These apparently contradictory demands can
be met through optimized asset management.
This, in turn, requires accurate and reliable
models considering both technical and economi-
cal criteria. ABB provides a service portfolio
furnishing this precise life-cycle analysis and the
associated technological support.
A computer-based evaluation of different scenarios
modeling different fleet management, maintenance
and replacement strategies over longer periods of
time can tell decision makers such facts as, when
maintenance is more economical than replacement
and how much has to be invested and when.
Investments can be planned, lifetime costs of
equipment made transparent and decisions
based on informed fact.

11Special ReportABB Review
Over the past decades, asset relateddecisions were primarily based on
accumulated experience. Capital expen-diture was mostly trigged by a fastgrowth in energy demand and powerassets were replaced by new and morepowerful installations long before theirreaching the end of their useful lifecy-cle. In today’s rapidly changing envi-ronment, however, with its severe tech-nical and financial constraints, assetsmanagers must base their strategic deci-sions on reliable and precise facts toconvince decisions makers.
One of the most frequent issues re-ported by transformer owners is the lackof reliable information on asset condi-tion and the difficulty in defining im-provements that are justified from both afinancial and technical point of view.
The service portfolio presented inthis article is a combination of severalproducts that provide both utilities andindustries with the following advan-tages:
It offers a clear understanding of thecondition of the transformer fleet andaccurate information on possiblerisks associated with every unit.
1
It has the ability to draw alternativeasset management scenarios basedon the company’s strategy and thecondition of the fleet.It can define actions to be taken foreach specific asset and evaluate pay-back or net present value for eachscenario, considering technical andeconomical aspects.It can implement defined actions by using efficient maintenance andrepair technologies.
Understanding the status of theassets: condition assessmentCondition assessment is a key ingredi-ent for every asset management survey.It provides the base for any sounddecision .
A statistical approach based on interna-tional data on transformer reliability canbe useful as a first step in estimatingmaintenance and investment budgets.However, ABB’s experience shows thateach unit must be considered individu-ally so that user can decide whether itshould be maintained, relocated, retro-fitted or replaced. ABB provides suchassessments for a fleet of transformersor for individual units.
3
ABB has developed a modular approachto meet different expectation levelsdefined by the end-user in terms ofpopulation size, level of informationrequested and available budget.
The assessment methodology is basedon three steps:
Step 1: Fleet screening:Quick scanning of a large population(20–200 units) using easily accessibledata such as unit name plate data, oiland dissolved gas in oil data, load pro-file and history of the unit.
This first step provides higher-levelmanagement and asset managers withan overview of their assets. It gives rele-vant inputs for maintenance or invest-ment budget strategy.
It is also used to select units that mustbe further investigated either becausethey are of strategic importance orbecause their status is critical.
Step 2: Condition assessmentHere, experts focus on a smaller numberof units (10 to 20) identified during step1. Experts use modern design rules and
Overview of ABB service portfolio for transformers.1
Safe + environmentally friendlyAsset at performance levelOn-time deliverySmooth hand-overProven
Safe + environmentally friendlyTrouble-free operationMaximized asset availabilityLow operating cost (LCC)Planned & optimized investment
Reduce outage programGet more out of aged assetsExtend life expectancyOptimize capital expenditure
Transport /haulingErectionCommissioningTraining
DiagnosisControl /monitoringConditions / risk / life assessmentEngineering supportFinancial package
Spare partsCondition enhancementRefurbishmentRepair & retrofitEnd of life management
Born healthy Live healthy New lease of life
AB
B s
olu
tio
nsE
nd-u
sers
’ nee
ds

12 Special ReportABB Review
tools to evaluate the original design. Ad-vanced diagnosis tests [1] are performedto assess each of the principal propertiesof the transformer in a structured way:Mechanical status, thermal status (ageingof the insulation), electrical status of theactive part and the condition of the ac-cessories such as tap changer(s), bush-ings, over-pressure valves, air-dryersystem, pumps and relays.
Taking into account the results of thisassessment, ABB defines the action forimproving the reliability of every unit.
This part of the survey benefits asset,maintenance and operation manage-ment. Valuable inputs strengthendaily decision making with factual sup-port and explanations: Such inputs canbe a list of spare parts to be kept instock, a prioritized list of on-site mainte-nance measures, proposals to relocateunits, decrease their load, repair orreplace them.
Step 3: ExpertiseThe number of units to be further ana-lyzed is typically limited to two or threeout of a population of 100 units. Inter-national experts using state of the artsimulation tools are involved.
This third module within the assessmentprocess provides accurate informationto the end-user’s engineering manager,for example when a transformer needsto be overloaded, nominal power orvoltage rating increased or lifetimeextended.
2
Maximizing the benefits at eachmanagement levelThe modular assessment [2] providesvaluable inputs to end-users at differentmanagement levels to ensure a high reli-ability and availability of installed assets.It reduces risks of unplanned outage,defines the right maintenance strategy
and associated budget, improves theefficiency of maintenance investments byfocusing on the right assets and opti-mizes capital expenditure by postponinginvestments. These data can also be usedfor discussions with insurance compa-nies, aiming to setup the most appropri-ate insurance contract for the fleet.
Mechanical
Winding Arcing Heating 95
Tank OLTC heating 80
Aged oil Bushing 70
Arcing Thermometer 50
Silicagel 40
25
15
10
Unit # Electrical Thermal Accessories Overall Actions
TFO 2
TFO 5
TFO 1
TFO 6
TFO 3
TFO 7
TFO 8
TFO 4
Visual inspection and repair in factory / rewinding
Repair on site and OLTC overhaul
Oil regeneration/ filtration and advanced diagnosis /change HV bushing
Exchange TopOil – thermometer /on line monitoring of DGA
Exchange silicagel
Standard maintenance actions and controls
Standard maintenance actions and controls /10 % overload capabilities
Standard maintenance actions and controls /15 % overload capabilities
Flowchart of ABB’s approach to asset management.3
Asset management approach
Economicbenefit
Economic riskanalysis
Historicalreview
Designanalysis
Conditionassessment
Replacement MonitoringContingency
controlRepair &upgrades
Maintenance
Lifeassessment
Rehabilitationoptions
Economic based action alternatives
Result of a condition assessment survey (step 2: Normal evaluation) on eight transformers.2

13Special ReportABB Review
Economical analysis for pay-back ofmaintenance actions The result of a condition assessmentsurvey is a ranking of the transformerpopulation according to the evaluatedreliability of the unit. Priorities are thendefined to take corrective or preventiveactions on the most critical units to im-prove the overall reliability of the fleetand reduce costs associated with therisk of unplanned outage.
Priorities are driven by technical consid-erations related to the condition of theunits but also by the overall strategy ofthe company that owns the assets. Sev-eral asset management scenarios are
therefore possible. An important criteriadirectly linked to the strategy of the as-set owner is to minimize the life cyclecost of the assets or the total cost ofownership.
For the condition assessment to pro-vide more value to the end-user, and tosupport decision makers in definingwhich scenario is financially more at-tractive for the asset owner, ABB devel-oped an economical model in coopera-tion with large utilities. This evaluateslifecycle costs of a transformer fleetover a given period [3]. The model can also be applied to an individualtransformer.
The model takes into account four cate-gories of costs related to the cost ofownership over the lifetime:
Investment costsMaintenance costsOperational costsCosts of failure risk
The lifecycle costs caculation uses theformula . The criteria used in such aneconomic analysis also indirectly con-sider the following:
SafetyCondition of the assetsAgeOperation conditionAvailabilityMaintainabilityEnvironmentalEnvironmental legistationRisk (consequential costs at fault)
Comparative investment scenarios andsensitivity studies can be run by varyingthe replacement year or maintenance ofthe unit. For each scenario, the softwarecomputes the associated net presentvalue.
An optimization routine can also beused to automatically minimize the lifecycle costs of the population. The soft-ware outputs a list presenting the opti-mum time to provide maintaince or re-place the individual transformers ortransformers groups.
The method permits two levels of inves-tigation. A first approach that principallybenefits asset managers provides ageneral view of fleet maintenance costsand forecasts the capital expenditure forthe requested time frame (for example,2004 to 2034). The condition of eachunit is integrated in a generic way basedon statistical evaluations. The softwareuses curves published by CIGRE, pre-senting the reliability of transformersversus their age.
The second approach principally bene-fits maintenance managers. The soft-ware calculates the net present valueof the whole population of transformersdepending on the specific condition ofeach unit and the specific maintenanceactions selected to improve their condi-
5
4
where CA = cost of apparatusCE = cost of erectionC1 = cost of infrastructureCPM = cost of planned maintenanceCCM = cost of corrective maintenanceCOP = cost of operation (load and no-load losses)COO = cost of outagesCR = cost of refurbishment or replacementCD = cost of disposal
LCC = CA + CE + C1 + Σ + ( CPM + CCM + COP + CO0 + CR ) + CD
n
0
Software to evaluate costs and benefits of maintenance actions or renewal of transformers.
5
Lifecycle costs calculation.4
14 Special ReportABB Review
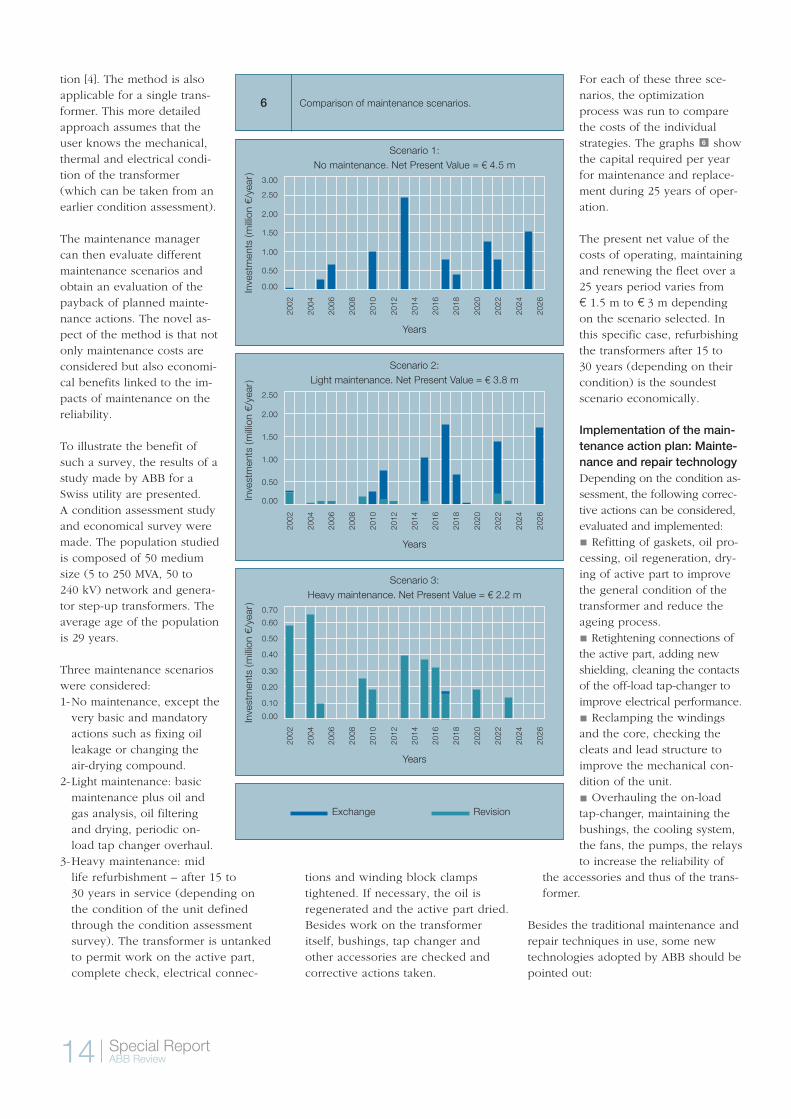
tion [4]. The method is alsoapplicable for a single trans-former. This more detailedapproach assumes that theuser knows the mechanical,thermal and electrical condi-tion of the transformer(which can be taken from anearlier condition assessment).
The maintenance managercan then evaluate differentmaintenance scenarios andobtain an evaluation of thepayback of planned mainte-nance actions. The novel as-pect of the method is that notonly maintenance costs areconsidered but also economi-cal benefits linked to the im-pacts of maintenance on thereliability.
To illustrate the benefit ofsuch a survey, the results of astudy made by ABB for aSwiss utility are presented. A condition assessment studyand economical survey weremade. The population studiedis composed of 50 mediumsize (5 to 250 MVA, 50 to 240 kV) network and genera-tor step-up transformers. Theaverage age of the populationis 29 years.
Three maintenance scenarioswere considered:1-No maintenance, except the
very basic and mandatoryactions such as fixing oilleakage or changing theair-drying compound.
2-Light maintenance: basicmaintenance plus oil andgas analysis, oil filteringand drying, periodic on-load tap changer overhaul.
3-Heavy maintenance: midlife refurbishment – after 15 to 30 years in service (depending onthe condition of the unit definedthrough the condition assessmentsurvey). The transformer is untankedto permit work on the active part,complete check, electrical connec-
tions and winding block clampstightened. If necessary, the oil isregenerated and the active part dried.Besides work on the transformeritself, bushings, tap changer andother accessories are checked andcorrective actions taken.
For each of these three sce-narios, the optimizationprocess was run to comparethe costs of the individualstrategies. The graphs showthe capital required per yearfor maintenance and replace-ment during 25 years of oper-ation.
The present net value of thecosts of operating, maintainingand renewing the fleet over a25 years period varies from c 1.5 m to c 3 m dependingon the scenario selected. Inthis specific case, refurbishingthe transformers after 15 to 30 years (depending on theircondition) is the soundestscenario economically.
Implementation of the main-tenance action plan: Mainte-nance and repair technologyDepending on the condition as-sessment, the following correc-tive actions can be considered,evaluated and implemented:
Refitting of gaskets, oil pro-cessing, oil regeneration, dry-ing of active part to improvethe general condition of thetransformer and reduce theageing process.
Retightening connections ofthe active part, adding newshielding, cleaning the contactsof the off-load tap-changer toimprove electrical performance.
Reclamping the windingsand the core, checking thecleats and lead structure toimprove the mechanical con-dition of the unit.
Overhauling the on-loadtap-changer, maintaining thebushings, the cooling system,the fans, the pumps, the relaysto increase the reliability of
the accessories and thus of the trans-former.
Besides the traditional maintenance andrepair techniques in use, some newtechnologies adopted by ABB should bepointed out:
6
3.00
2.50
2.00
1.50
1.00
0.50
0.00Inve
stm
ents
(m
illion
c/y
ear)
Years
Scenario 1: No maintenance. Net Present Value = c 4.5 m
Scenario 2: Light maintenance. Net Present Value = c 3.8 m
Comparison of maintenance scenarios.6
2002
2004
2006
2008
2010
2012
2014
2016
2018
2020
2022
2024
2026
2.50
2.00
1.50
1.00
0.50
0.00Inve
stm
ents
(m
illion
c/y
ear)
Years
2002
2004
2006
2008
2010
2012
2014
2016
2018
2020
2022
2024
2026
Scenario 3: Heavy maintenance. Net Present Value = c 2.2 m
0.70
0.60
0.50
0.40
0.30
0.20
0.10
0.00Inve
stm
ents
(m
illion
c/y
ear)
Years
2002
2004
2006
2008
2010
2012
2014
2016
2018
2020
2022
2024
2026
Exchange Revision

15Special ReportABB Review
Pierre Lorin
ABB Transformers Geneva, Switzerland
References:
[1] A. Fazlagic , M. Perkins, P.Lorin: ‘Transformer life assessment and advanced diagnostics as tools in pro-active and advanced risk asset management’,
Seventh European Electric Steelmaking conference, Venise, Italy, May 2002.
[2] K. Carrander, L. Pettersson L. Melzer, N. Fantana, P. Lorin: ‘Methodology for life assessment on power transformers’,TRAFOTECH-2002,
Sixth International Conference on Transformers, 24–25 January 2002, Mumbai, India.
[3] C. Bengtsson, J-O. Persson, M. Svenson: ‘Replacement and refurbishment strategies for transformer populations’, CIGRE 2001, Dublin.
[4] P. Boss, Th. Horst, P. Lorin, K. Pfammatter, A. Fazlagic, M. Perkins: ‘Life Assessment of Power Transformers to prepare a rehabilitation based on a
technical-economical analysis’, CIGRE Paris Conference Paper 12–106, 2002 Session.
[5] O. Berg, K. Herdlevar, M. Dahlund, K. Renström, and al: ‘Experiences from on-site transformer oil reclaiming’, CIGRE Paris Conference Paper 12–103,
2002 Session.
[6] R. Albuquerque, J. C. Mendes, R. Marcondes: ‘On-site Repair of a HVDC Transformer’, CIGRE Paris Session 2004.
[7] J. C. Mendes, R. Marcondes: ‘On-site Tests on HV Power Transformers’, CIGRE Paris Session 2004.
[8] P. Koestinger, E. Aronsen, P. Boss: ‘Practical experience with the drying of power transformers in the field, applying the Low Frequency Heating
Technology (LFH)’ CIGRE Paris Session 2004.
[9] R. Marek, JC. Duart, V. Sitte, J. C. Mendes, S. Therry and al: ‘Power Transformer Refurbishment: The Benefits of Hybrid Insulation’, CIGRE Paris
Session 2004.
On-line oil regeneration [5] demonstra-bly has technical and economical ad-vantages when applied to old transform-ers with aged acidic oil. The process ismore environmentally friendly than oilreplacement and shows a much betterefficiency over a long time period.
On-site repair [6] using high voltage on-site testing capabilities [7] and a veryefficient on-site drying method is an at-tractive approach to transformer repairin remote locations where transportationis difficult and costly. This approach hasbeen used by ABB in several countries(especially in South America1)) on morethan 100 transformers and shunt reac-tors. It is praised by end-users as a highquality solution and has already savedutilities and industrial users millions ofdollars; reducing for example the lead-time to repair a transformer by twoweeks, so saving 0,5 to 1 million US$ inlost production per day.
A low frequency heating system [8] isnow also a proven solution for dryingtransformer active parts much fasterwithout compromising quality. The re-maining moisture content of the solidinsulation is typically below one per-cent. The drying time can be less thanhalf of that for a traditional hot oil andvacuum process. Lead time reductionwhen drying a wet transformer or re-pairing a failed unit on site presents sig-nificant owner benefits.
Last but not least, facing an increasingdemand from end-users wishing to in-crease the power of their existing units,ABB proposes a concept for boostingexisting transformers by rewinding thecoils with Nomex® high temperatureinsulation material [9]. As a result, life-time and reliability are significantlyincreased. Besides the cost advantagegains on the unit itself, side benefitsworth consideration include: lowerenvironmental impact than scrapping,no construction needed to prepare thesite (the footprint remains identical) andthe lower weight compared to a con-ventional unit.
ConclusionThe integrated and modular approachpresented here supports the decisionprocess of transformer owners inchoosing between maintenance andreplacement.
On a long term and strategic level, asignificant benefit of such a study givestop management a clear picture of themaintenance and renewal investmentsrequired over the next twenty to thirtyyears to provide the required asset relia-bility and availability. It provides solidinformation to compare different assetmanagement strategies and choose theapproach that best supports the overalltechnical and financial strategy of thecompany. A program to extend the life-time of aged units will, for example,postpone investments in new units andso improve the cash flow of the com-pany.
In a medium term time perspective, as-sets managers obtain input on makingbest used of maintenance or replace-ment budgets. Funds can be allocated tounits that show the best return on in-vestment while reducing technical andenvironmental operation risks.
In the short term, the method allows themaintenance manager to quantify thebenefits of each maintenance action andthereby optimize decisions consideringtechnical and economical aspects.
The benefits of the integrated serviceportfolio developed by ABB for trans-formers aims to support transformerowners in optimizing their lifetime assetmanagement strategy to minimize costof ownership. New technologies devel-oped to improve service quality andreduce asset downtime are made avail-able through an impressive network oflocally based service experts. State ofthe art tools, highly qualified expertsand an efficient organization allow ABB to deliver services in more than100 countries with an impressiveresponsiveness.
The portfolio can easily be combinedwith other service solutions from ABBto serve all kinds of power equipment.
1) See also pp 59–62 of this issue of
ABB Review Special Report
16 Special ReportABB Review
The ‘evergreen’strategy
Marina Öhrn, Claes Rytoft, Tommy Carlsson
For power grid operators it pays to keepequipment and knowledge up to date
In the wake of the major power outages in North America and
Europe, reliability is once again the watchword in the electric power
industry. The utilities and other organizations charged with over-
seeing regional power grids are re-examining how they manage the
components that make up their systems. Supervisory Control and
Data Acquisition (SCADA), Energy Management (EMS) and Distribu-
tion Management Systems (DMS) are all of particular interest,
especially from an ongoing maintenance standpoint. As a leading
global provider of SCADA/EMS/DMS functionalities with its Network
Manager™ system, ABB has developed a comprehensive service
program aimed at maximizing the performance of these critical
systems while reducing overall lifecycle costs.
In the wake of the major power outages in North America and
Europe, reliability is once again the watchword in the electric power
industry. The utilities and other organizations charged with over-
seeing regional power grids are re-examining how they manage the
components that make up their systems. Supervisory Control and
Data Acquisition (SCADA), Energy Management (EMS) and Distribu-
tion Management Systems (DMS) are all of particular interest,
especially from an ongoing maintenance standpoint. As a leading
global provider of SCADA/EMS/DMS functionalities with its Network
Manager™ system, ABB has developed a comprehensive service
program aimed at maximizing the performance of these critical
systems while reducing overall lifecycle costs.

17Special ReportABB Review
The Brain of the Power GridIf the physical transmissionsystem is akin to a body, thenNetwork Manager™ is itsbrain and central nervous sys-tem. Its functionalities areembodied in highly complexmonitoring and control sys-tems with a variety of specificapplications, all working tokeep power flowing and topreserve the balance betweengeneration and consumption.If a problem occurs here, itcan affect the entire grid.This was illustrated by theAugust 14, 2003 outage in theU.S. and Canada, where oneof the contributing factors tothe blackout was the failureof an EMS component known as thestate estimator. As reported by the NewYork Times, “In the 65 minutes duringwhich a sequence of power failures builtup to a cascading blackout … the re-gional [grid managers] took no activesteps to stop the progression, largelybecause they were unable to see the fullextent of it.”
The implications of even minor mal-functions in these systems can be far-reaching. Fortunately, new computertechnologies have done much to pre-vent such problems from occurring andto mitigate their effects when they do.However, this is a double-edged sword:As programs grow more complex, thehigh-tech systems that preserve the in-tegrity of the grid also become increas-ingly susceptible to the vagaries of soft-ware. Not surprisingly, power systemoperators are placing a higher premiumon service contracts than ever before.When it comes to performing ‘brainsurgery’, it’s best to have an expertnearby.
Service as a system component Given the critical nature of SCADA/EMS/DMS systems, it’s not surprisingthat ongoing maintenance agreementsmake up an integral part of the productas a whole. Indeed, in terms of impor-tance, service agreements can beviewed as on par with the hardwareand software they support.
Traditionally, however, these systemshave been supported by a case-by-caseapproach to software maintenance.While the service agreement mightcover call centers and similar user-sup-port functions, the program itself wouldremain largely unchanged over thecourse of its life, save for bugfixes orother minor code changes required tokeep it running according to the origi-nal specifications. If the customerwanted to add new functionality, hewould mostlikely have to pay for it through costly changeorders. Inpractice, thisapproach hasled to a situa-tion in which the gap between theneeds of the customer and the capabili-ties of the system grows wider overtime until it reaches a point where it be-comes necessary to replace the systementirely.
Under the traditional service model, thefocus is primarily on supporting theuser. This is an important and necessaryfunction, but neglects the ongoingmaintenance of the product itself.Given the pace of technological ad-vance, this can render a SCADA/EMS/DMS system outdated within a few
years and obsolete after tenyears. A wider ‘maintenance’concept includes keepingpace with available technolo-gies and matching systemcapabilities to meet customerneeds.
The ‘evergreen’ approachThe alternative to serialchange orders is to have soft-ware upgrades built into themaintenance agreement. Thisway, the customer pays a reg-ular and predictable amountand in exchange is supportedby an ongoing upgrade regi-men. The vendor adds newfunctionality, streamlinesprocesses and makes other
enhancements to the software. The cus-tomer is assured the most up-to-datesystem.
compares the ‘evergreen’ approachto a more traditional method withlarger but fewer steps. This is theessence of ABB’s approach to service.The overarching objective with this so-called ‘evergreen’ model is to extendthe life of the Network Manager systemwhile preserving its value along the
way. Thereare severalspecific bene-fits, most ofwhich havedirect eco-nomic impli-cations for thesystem owner.The following
sections describe these briefly and pro-vide simplified breakdowns of the as-sociated cost savings (the qualificationof cost is specific to each power com-pany).
Access to experts
This is probably what first comes tomind when one talks about support:system experts made available by thevendor either from the factory or on-site. Applying the expertise of theseexperienced individuals significantlyreduces the time it takes to solve agiven problem.
1
In terms of importance,service agreements can beviewed as on par with thehardware and software theysupport.
Func
tion
Release
The ‘evergreen’ approach to upgrading as compared to amore conventional method with fewer but larger changes.
1
‘evergreen’ approach conventional approach

18 Special ReportABB Review
Assuming:10 full time employees are workingwith the system (operators, engi-neers, service people, etc).The average cost of these employeesis $100k per year.Having access to experts will save 15 days of work per year for theteam.
The system operator can expect to save:10 people × $100k/year ×15/200 days/year = $75000/year
Guaranteed response time
Depending upon the parameters of agiven maintenance contract, the vendoris committed to providing assistancewithin a given timeframe. The sooner aproblem is addressed, the less down-time the customer experiences and theless it will cost. The large savings poten-tial lies in keeping the supply linesopen, which in turn keeps revenueflowing. However, additional savingsare also readily available:
Assuming:The system operator can save 72 hours/year in downtime under thegiven maintenance scheme.The given system has a value of $3 million.
The system operator can expect to save:72 hours/year × $3 m / 8760 hours/year = $25000/year
Preventive maintenance extends
system life
This is perhaps the most straightforward
example of the benefits of a good main-tenance program, and indeed is repre-sentative of ABB’s overall approach toservice. Smaller investments in mainte-nance over the life of the system willnot only extend the life expectancy ofthat system but also avoid larger, un-planned expenditures along the way. and show the value of this approach.For this example, we will focus on thevalue of extending system lifespan.
Assuming:A new system would require an in-vestment of $5 million.6% interest rate.Preventive maintenance will delay theneed for a new system by 3 years.The old system is depreciated.
The system operator can expect to save:$5m × 6% × 3 years = $900000 overthree years or $300000/year
Evergreen service model retains system
value
The examples above do not considerthe option of maintaining the currentsystem under a true evergreen agree-ment, in which upgrades keep the cur-rent system functionally competitivewith a replacement system. Viewedfrom this perspective, additional savingscan be realized.
Assuming:A new system would require an in-vestment of $5 million.That new system would be paid offover the course of 5 years.The old system is fully depreciated.
2
1
The system operator can expect to save:$5m in new system cost / 5 years =$1m / year
Functional additions at lower cost
Any SCADA/EMS/DMS system, no mat-ter how state-of-the-art at the time ofinstallation, is bound to require addi-tional functionality over the course of its life. As noted earlier, the costs of making these upgrades under achange order regime can be verycostly. See .
Assuming:3% of the System Value ($5m) will be added as New Functions everyyear.The cost for implementation willincrease by 20% per year for an oldsystem after one year.
The system operator can expect to save:3% × $5m × 20% x (3–1) years = $60000 in year three
Additional benefits of ‘evergreen’service Employee turnover and training costsare well documented. Having a func-tionally up-to-date system in place canreduce these costs by reducing the rateof turnover thereby maintaining systemexperience. There are also less quan-tifiable benefits to retaining qualityemployees. Their experience, built upover years of working with the system,can be the difference between finding a problem in its early stages and dis-covering it when it already is causing aserious system disturbance.
3
19Special ReportABB Review
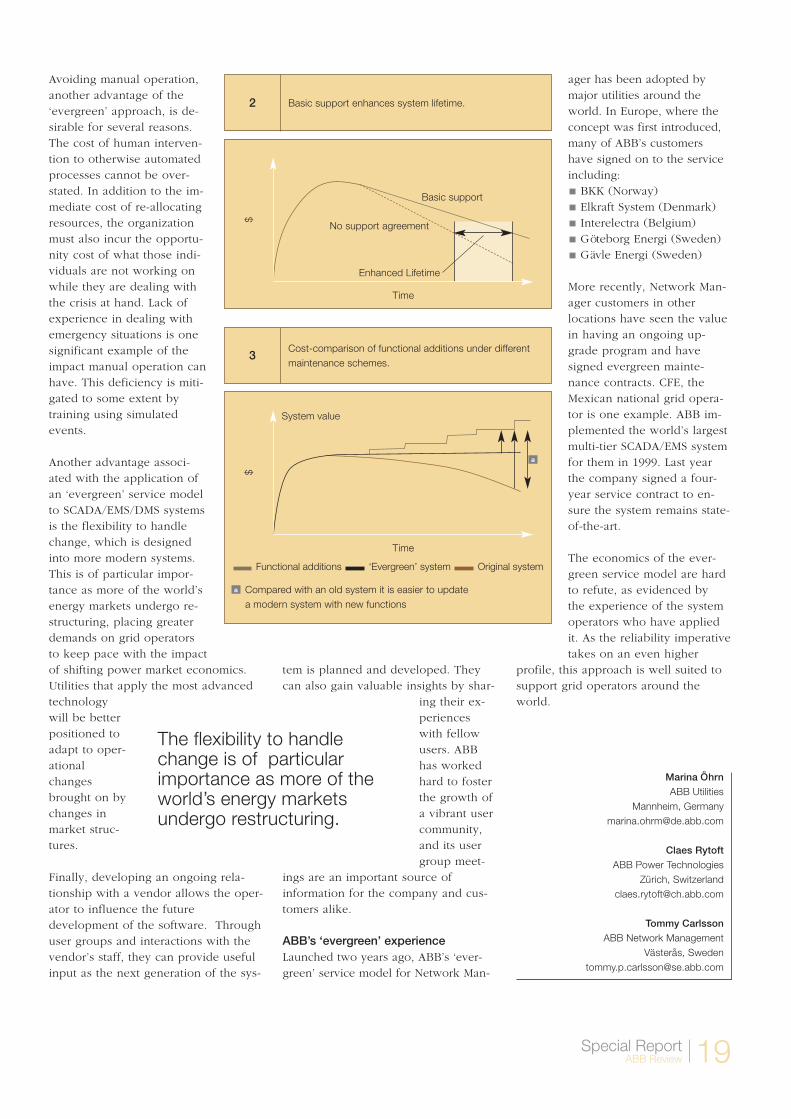
Avoiding manual operation,another advantage of the‘evergreen’ approach, is de-sirable for several reasons.The cost of human interven-tion to otherwise automatedprocesses cannot be over-stated. In addition to the im-mediate cost of re-allocatingresources, the organizationmust also incur the opportu-nity cost of what those indi-viduals are not working onwhile they are dealing withthe crisis at hand. Lack ofexperience in dealing withemergency situations is onesignificant example of theimpact manual operation canhave. This deficiency is miti-gated to some extent bytraining using simulatedevents.
Another advantage associ-ated with the application ofan ‘evergreen’ service modelto SCADA/EMS/DMS systemsis the flexibility to handlechange, which is designedinto more modern systems.This is of particular impor-tance as more of the world’senergy markets undergo re-structuring, placing greaterdemands on grid operatorsto keep pace with the impactof shifting power market economics.Utilities that apply the most advancedtechnologywill be betterpositioned toadapt to oper-ationalchangesbrought on bychanges inmarket struc-tures.
Finally, developing an ongoing rela-tionship with a vendor allows the oper-ator to influence the futuredevelopment of the software. Throughuser groups and interactions with thevendor’s staff, they can provide usefulinput as the next generation of the sys-
tem is planned and developed. Theycan also gain valuable insights by shar-
ing their ex-perienceswith fellowusers. ABBhas workedhard to fosterthe growth ofa vibrant usercommunity,and its usergroup meet-
ings are an important source ofinformation for the company and cus-tomers alike.
ABB’s ‘evergreen’ experienceLaunched two years ago, ABB’s ‘ever-green’ service model for Network Man-
ager has been adopted bymajor utilities around theworld. In Europe, where theconcept was first introduced,many of ABB’s customershave signed on to the serviceincluding:
BKK (Norway)Elkraft System (Denmark)Interelectra (Belgium)Göteborg Energi (Sweden)Gävle Energi (Sweden)
More recently, Network Man-ager customers in otherlocations have seen the valuein having an ongoing up-grade program and havesigned evergreen mainte-nance contracts. CFE, theMexican national grid opera-tor is one example. ABB im-plemented the world’s largestmulti-tier SCADA/EMS systemfor them in 1999. Last yearthe company signed a four-year service contract to en-sure the system remains state-of-the-art.
The economics of the ever-green service model are hardto refute, as evidenced by the experience of the systemoperators who have appliedit. As the reliability imperativetakes on an even higher
profile, this approach is well suited tosupport grid operators around theworld.
Marina Öhrn
ABB UtilitiesMannheim, Germany
Claes Rytoft
ABB Power TechnologiesZürich, Switzerland
Tommy Carlsson
ABB Network ManagementVästerås, Sweden
The flexibility to handlechange is of particularimportance as more of theworld’s energy marketsundergo restructuring.
$
Time
Basic support enhances system lifetime.2
No support agreement
Basic support
Enhanced Lifetime
$
Time
Cost-comparison of functional additions under differentmaintenance schemes.
3
System value
Compared with an old system it is easier to update a modern system with new functions
a
a
Functional additions ‘Evergreen’ system Original system

20 Special ReportABB Review
Call Doctor Switchgear!
Lifecycle health care of high voltage installations assures that your power system will ‘keep on running’ withoutunwanted interruptions or sudden re-investments.Carl Öhlen
Any equipment, once installed, will age and ultimately reach
obsolescence – but its remaining useful life does not only depend only
on its age. It also depends on factors such as usage, maintenance and
economical considerations. ABB has access to a vast pool of knowl-
edge on current and legacy switchgear and is supporting this with
expertize, spare parts and upgrading solutions.
Doctor Switchgear personifies this unique resource and competence
base. ABB´s switchgear ‘healthcare’ package supports equipment
throughout its lifetime – and makes sure it operates at the reliability
the customer expects, from the first day to the last.
Retrofit and refurbishment can further protect the customer’s
investment by extending the equipment’s life expectancy and adapting
old installations to meet modern standards. Equally important is
knowing how, when and where to intervene. ABB offers fleet and
lifecycle analysis and proposes appropriate and cost effective
measures.
Any equipment, once installed, will age and ultimately reach
obsolescence – but its remaining useful life does not only depend only
on its age. It also depends on factors such as usage, maintenance and
economical considerations. ABB has access to a vast pool of knowl-
edge on current and legacy switchgear and is supporting this with
expertize, spare parts and upgrading solutions.
Doctor Switchgear personifies this unique resource and competence
base. ABB´s switchgear ‘healthcare’ package supports equipment
throughout its lifetime – and makes sure it operates at the reliability
the customer expects, from the first day to the last.
Retrofit and refurbishment can further protect the customer’s
investment by extending the equipment’s life expectancy and adapting
old installations to meet modern standards. Equally important is
knowing how, when and where to intervene. ABB offers fleet and
lifecycle analysis and proposes appropriate and cost effective
measures.

21Special ReportABB Review
ABB’s product and system heritage is unmatched in the industry and
draws on more than 100 years of expe-rience in the field of high voltage andhigh current technology. The companyhas actively participated in and con-tributed to some of the major break-throughs in high voltage technologysuch as HVAC and HVDC. It deliveredhigh voltage equipment to the first 400 kV system, the first 765 kV systemand the first HVDC system in the world.The company’s first Gas InsulatedSwitchgear (GIS) was delivered in the1960’s. Today this range includes instal-lations of up to 800 kV. ABB is also theabsolute dominating supplier of highcurrent systems for generators.
This historical journey hasgiven ABB an unsurpassedexpertise as well as an im-pressive number of installedhigh voltage products. AirInsulated Switchgear (AIS)for 72–800 kV includingcircuit breakers, instrumenttransformers and surge ar-resters are in operation inmore than 100 countriesaround the world. Some ofthese installations are stillfully functional after run-timesof more than 40 years . GIS, equally spread around the globe, covers the range of 72–800 kV and is a more modern technology –
1
although some early installations arealready 30–40 old. One important issuein managing AIS and GIS high voltageproducts is identifying the right time tohand over tothe new gen-eration.
The answerdepends onmany aspectssuch as theoriginaldesign, the operating and environmen-tal conditions and the importance of the installation. However, it alsodepends on service performed from theoriginal commissioning, on regular
maintenance and life extending retro-fits. ABB continues to feel responsibil-ity for equipment in the field long afterdelivery. Naturally, rapid support is
provided inemergencies,but the com-pany sees itstask also in abroader per-spective – todevelop serv-ice strategies
to prevent problems occurring in thefirst place.
ABB is committed to providing firstclass service throughout the product
life cycle – for new as well aslegacy products of olderbrands (ASEA, BBC, ITE,Westinghouse etc.).
ABB acts fast, simply andprofessionally using globaland local ABB expertise fromservice centres and factorieswhenever and whereverrequired.
ABB’s goal is to providecomplete product & servicepackages ensuring customersatisfaction throughout thelife cycle of the equipmentand to initiate retrofit, re-placement or renewal whenneeded.
Reliability concerns both theperformance of the specificfunction as well as the abilityto withstand stresses withoutfailing.
Development of breaker technology.1
SF6 Puffer & Auto Puffer Breakers
Bulk Oil Breakers
Num
ber
of c
ompo
nent
s an
d m
aint
enan
ce
Air Blast Breakers
Minimum Oil Breakers
SF6 Double Pressure Breakers
1950 2000

22 Special ReportABB Review
Our common goal:Reliability Switchgear reliability is anessential component of sys-tem reliability and continuousenergy supply. Reliabilityconcerns both the perform-ance of the specific functionas well as the ability to with-stand stresses without failing.Instrument transformers mustaccurately measure voltageand current. Circuit breakershave to open and close asrequired. Surge arresters haveto protect high voltage equip-ment against voltage tran-sients. Reliability equals highquality products plus highquality service.
ABB designs and manufac-tures high voltage products instate-of-the-art factories, which all applythe same global design and modularconcept to allow easy configuration ofproducts to meet individual require-ments. On-line monitoring of severalapplications minimizes maintenance cost.
However, the performance and reliabil-ity of an installation also depends onhow it is installed, operated and main-tained.
The unavailability (down time) of an in-stallation depends on four main factors:
MTBF = Mean Time Between FailureMTTR = Mean Time To RepairMTBM = Mean Time Between
MaintenanceMTTM = Mean Time To Maintain
Unavailability = MTTR/MTBF +MTTM/MTBM
Reliability centered design and mainte-nance of high voltage products is fo-cused on minimizing downtime and dis-ruption of the power system. The mod-ular design strategy, with fewer but
higher quality components,stringent testing and state-of-the-art manufacturing guaran-tees maximum quality at deliv-ery. Furthermore, technicalassistance and commissioningfrom certified field serviceengineers is assuring correctinstallation.
Call Doctor Switchgear! ABB high voltage equipmentis known for quality and lowfailure rates. When a faultdoes occur, however, MTTR isminimized through fast re-sponse and spare parts deliv-ery through ABB’s service cen-ters. Stocking strategic sparescombined with some producttraining reduces the MTTReven further.
New products are designed to minimizemaintenance, and if recommended pro-cedures are followed, overall down-timeis minimized. Condition monitoring forcondition-based maintenance is alsoavailable.
Many utilities are outsourcing theirmaintenance and service. DoctorSwitchgear is ABB’s name for its uniqueresource and competence in high volt-age technololgy. Doctor Switchgear ispersonalized by a senior expert whowill work with the customer in the field
Life Cycle Service.2
New Installation
Retrofit Kit
Replace UnitRepair Part
Renew Bay
Life Extension Risk assessment
Maintenance Commissioning
Current and voltage stresses.3
HighAltitude
Volta
ge
Cur
rent
Time Time
Externalpollution
Switching overvoltage
Lightningovervoltage
Temporaryovervoltage
Normal operatingvoltage
Normal operatingcurrent
Temporary overcurrent
Short circuitcurrent (peak)
Short circuitcurrent (rms)ti ti

23Special ReportABB Review
and has all the back-up needed fromglobal service centers. ABB can providecustomized life cycle service forevery installation from day one. Thiscan be tied with extended warranty forthe equipment and can be seen as‘health insurance’ with the advantageslisted below.
The well-know bathtub curve showsthat the majority of equipment failuresoccur during the initial phase of opera-tion and at the end of its lifetime. Highvoltage equipment will, like everythingelse, age and finally become obsolete.Individual electrical , mechanical andenvironmental stresses cause installa-tions of the same type to age differently.Shifts in system parameters such asshort circuit current also affect equip-ment lifetime.
ABB can assist customers with an assess-ment of installed equipment and rec-ommend actions for retrofit, replace-ment/refurbishment or renewal of thecomplete installation. A first assessmentis based on a scorecard using predefinedinspection criteria. From this a risk as-sessment is made which identifiesinstallations to be investigated further.The total risk derives from reviewing all possible events and combining theprobability of every event occurring withits associated consequence. ABB’s Doc-tor Switchgear can assist with the more
4
3
2
detailed ‘health check’ and proposeservice measures in a three step process:
Level 1 Fleet screening: Inspection andmeasurement conducted on live equip-ment in order to screen the completeinstalled fleet or selected installationsbased on age and importance.
Level 2 Condition assessment: After riskanalysis, the focus narrows to an identi-fied problem area, which has to be dis-connected for an in-depth inspection.
Level 3 Implementation: After selectingthe suitable strategy (retrofit, replace-ment or renewal), the switchgear is dis-connected and the work performed.
Life Cycle Service A Life Cycle Service approach offersa reliable, fast and simple way to safe-guard the performance of high voltageassets. Different aspects of this serviceare:
Repair: Worldwide around the clockemergency response through a combi-nation of service centers and localizedcustomer support, which also provideemergency spare parts for rapid repairfor a large range of products.
Retrofit: Life extension kits consisting ofnew parts, which may involve upgrad-ing to restore and uprating to exceedoriginal parameters.
2
Complete installation and commissioningPeriodical check up with reportHot line with help desk functions, 24 hours a day, every day of the year.Around the clock on-site service with express trouble shooting and replacement parts.
Not only is the current and past ABB product line fully supported, but ABB has the design infor-mation, expertise and technical records from manufacturers such as the old ASEA, Brown Boveri,Calor Emag, Gould, ITE, and Westinghouse. Millions of documents, drawings and instructions are stored in files reaching hundreds of meters in protected areas. With these records, ABB canassist in selecting the best remedy. ABB provides OEM (original equipment manufacturer) spareparts and life extending retrofit kits.
Customer advantages of life cycle service on equipment:
Visual inspection, Analysis, Action.
4
Step 2: Risk analysis and expert diagnostic of critical stations
and or equipment
Step 1: Visual inspection with score card
Step 3: Selection and implementat of corrective action retrofit,
replace, renew

24 Special ReportABB Review
Replace: Complete refurbishment serviceincluding remanufacturing or replace-ment, removal and scrapping of the oldunit and installation of the new unit inthe old location.
Renew: Rethinking the layout with anew solution for the completeswitchgear bay using state of the arttechnology engineered to fit into thesame or smaller space.
GIS has proven to have a high reliabilitywith minimal maintenance as no partsare exposed.Conventionaldisconnectorshave, fordecades, beenused in air-in-sulatedswitchgear toisolate break-ers for mainte-nance. But these disconnectors havealso turned out to be a source of fail-ures and require substantial mainte-nance. ABB offers a replacement with-
out exposed disconnectors based eitheron live tank breaker technology (com-bined disconnection circuit breaker) ordead tank breaker technology. (PASSmultifunction hybrid switchgear). Thesesolutions require a significant smallerarea and can normally be installed inexisting substations.
Knowing exactly what to doThe first important step towards areliable network is selecting the rightequipment for the right application.ABB offers support through application
guides andexpertise. Thenext step is tohave theequipmentcorrectly in-stalled andcommis-sioned. Manyderegulated
utilities have been downsizing and aretherefore outsourcing this competencearea. ABB provides instruction manualsand training but can also tailor differ-
ent Made by ABB services to match theneed of the customer. Service opera-tions based throughout the world can help with the commissioning testsor take a turnkey responsibility, includ-ing the disposal of the old equipment,or any variation of these.
Installation: An ABB field service engi-neer is present during the installation toensure that this is done correctly.
Commissioning: An ABB field serviceengineer is on-site for equipment com-missioning tests.
Turnkey installation: ABB is responsiblefor the installation of the equipmentthrough the commissioning test.
Turnkey Replacement: ABB is responsi-ble for the removal and recycling of theold equipment and installation of thenew through the commissioning test.
Knowing exactly when to interveneThe primary goal of maintenance is toprevent failures and preempt degrada-
5
The primary goal of mainte-nance is to prevent failuresand preempt degradation asquickly and safely as possi-ble and at the lowest feasiblecost.
Your ABB service network.5
ABBLocal call centreservice hot line
24/7/365
ABB customersLocal ABB
representative = Your personal
interface to ABB
Product Service Centre(s)• Own product service policy• Legacy product policy• Spares & warranty• Kits & replacement units• Documentation• Specialists & application• Training & certification• Emergency response• Global service functions
(Planned & emergency )
Local / regional service contact• Respond to all service needsLocal / regional service centre• Certified service engineers• Local emergency spares• Local service functions
(Planned & emergency )
inside.abb.com• Products & services:
e-tenderinge-orderinge-learninge-library
• Contact network
www.abb.com• Product information• Service information• Who to contact

25Special ReportABB Review
tion as quickly and safely as possibleand at the lowest feasible cost. Themain objective of maintenance pro-grams is to optimize the functionality ofthe switchgear. Maintenance programsgenerally need to be planned on a cus-tomer-specific basis. There are basicallythree different maintenance principles:
Time based maintenance (TBM)Condition based maintenance (CBM)Reliability centered maintenance(RCM)
Maintenance procedures for ABB highvoltage equipment are recommended inthe product manual.For equipment in continuous operationbut available for planned periods TBMis suitable, but not necessarily always: abreaker used for capacitor or reactorswitching is operated frequently andsoon reaches thousands of cycles.Other breakers may only operate onceor twice per year. Condition basedmaintenance consequently providesbetter judgment for what is needed andwhen.
With reliability centered maintenance,the consequences of a failure are addi-tionally evaluated. RCM is the rightamount of maintenance for the rightequipment at the right time. Unfortu-nately RCM sometimes is reduced to afourth principle: No maintenance. Thisis the least desirable option and leadsto costly disturbances in the long run.
Knowing exactly where to focusKnowledge and experience are requiredto define an infrastructure investmentstrategy that sustainably operates at re-quired performance levels while mini-mizing costs. Such an asset managementstrategy includes:
Ensuring high reliability and avail-ability to avoid loss of revenue. Extending the lifetime of existing in-stallations to avoid large investments.Optimizing performance to increaserevenue.
Some issues must be assessed duringthe ageing process of high voltage infra-structure: Is spare parts availability guar-anteed? Is safety endangered? Are in-vestment budgets limited? Must outage
measures. The goal is to optimize thetechnological, safety-relevant, economi-
cal, andecologicalaspects.
Knowingexactly howto stay youngABB designsand delivershigh voltageproducts for
almost every application anywhere in theworld. Its equipment is tested for the
rates be minimized? Are maintenanceactivities too costly? Have the systemratingschanged? Arethere ecologi-cal issues tobe addressed?Have stan-dardschanged?
The completedesign of theinstallation must also be assessed toreview possible upgrading or uprating
ABB has the most compre-hensive expertise in the indus-try based on over 100 yearsof experience. This knowl-edge and experience is avail-able to customers through itsservice network.

26 Special ReportABB Review
most stringent conditions and standards.High voltage switchgear operates in ex-tremely cold climates, tropical heat,dusty deserts, seismic regions, ocean-fronts, crowded cities and polluted in-dustrial areas. Switchgear is designed forgenerator-, transformer-, reactor-, capac-itor-, filter-, cable- and line switching,measuring and protection. Solutions forHVDC and HVAC up to 800 kV are inservice. ABB has the most comprehen-sive expertise in the industry based onover 100 years of experience. Thisknowledge and experience is availableto customers through its service network. Selection: The first important step is toselect the right product for the applica-tion. ABB provides application andselection guides as well as applicationexpertise.
Configuration: ABB high voltage prod-ucts can be configured to meet specificrequirements. The customized design isstored in the ABB e-business systemand ensures speed, simplicity and qual-ity for each order.
Operation: Operating and maintenanceprocedures are recommended inproduct manuals and service trainingcourses. But the depreciation of equip-ment depends on operating and envi-ronmental conditions. Here, ABB ad-vises different solutions from point-on-wave switching to integratedswitchgear modules.
Assessment: ABB assists with the screen-ing of high voltage equipment based ona defined risk policy and scorecard as well as proposals for life extension,migration and replacement with newtechnology. This may include testing ofswitchgear using state-of-the-art equip-ment for travel curves, finger printing,dynamic resistance measurement, in-frared measurement, gas and oil sam-pling etc. On-line condition monitoringequipment is also offered. ABB can ad-ditionally provide complete asset man-agement studies.
Knowing exactly which part to useThe policy of ABB is to maintain aninventory of emergency spare parts for
4
Carl Öhlen
ABB High Voltage ProductsSwitzerland
immediate shipment. Not only is thecurrent and past ABB product line fullysupported, but ABB has the designinformation, expertise and technicalrecords from manufacturers such as theold ASEA, Brown Boveri, Calor Emag,Gould, ITE, and Westinghouse. Millionsof documents, drawings and instruc-tions are stored in files reaching hun-dreds of meters in protected areas.With these records, ABB can assist inselecting the best remedy. ABB pro-vides OEM (original equipment manu-facturer) spare parts and life extendingretrofit kits fitting the original design.ABB can manufacture replacementproducts at short notice or pull themfrom existing production in order assistcustomers quichly when a serious fail-ure has occurred.
Knowing exactly who will do the jobField commissioning, overhaul & repairwork is performed through ABB servicecenters with certified personnel. ABB isfurthermore committed to premier train-ing solutions for the high voltage equip-ment industry. A variety of trainingpackages are available for customers.These packages range from coursesconducted on a specific breaker in thefactory to specific job or general train-ing at the customer’s site. Standardcourses typically cover general theory,application, assembly, installation, com-missioning, operation, testing, mainte-nance and troubleshooting.
Knowing exactly whom to contactABB provides a contact network forcustomers providing quick, simple andreliable service. Customers reach thehigh voltage and dedicated service con-tacts through the ‘contact us’ pull downmenu of the www.abb.com page.
ABB service centers have access to aninternal around the clock service hotlinesupporting all products. ABB represen-tatives can access tendering and order-ing tools and confirm availability andinventory.
Knowing exactly why to do businesswith ABBABB is the largest manufacturer of highvoltage products today and has been for
more than 100 years. ABB has a broadexpertise but also a considerable re-sponsibility for the impressivels boadbase of installed products.
The ABB service offering includes:Installation services from commission-ing to turn-key delivery as well asde-commissioning and turn-key re-placement and re-cycling of obsoleteequipment. Corrective services utilizing ABB’sunique spare part inventory for newand legacy products and our worldwide service network to support ourcustomers around the clock. Preventive services are recommendedin product manuals. Maintenance andoverhaul periods depend on a com-bination of operating duty, system &environmental conditions and age.ABB recommends that overhaul iscarried out by its licensed service ex-pertise and using original parts to en-sure best performance Value added services includes ABB’s ‘Doctor Switchgear’ assessment andadvice on how best to modernize areswitchgear to fit customer needs.Retrofit and upgrading kits for lifeextension, one to one replacement ofcritical parts or complete renewal ofthe switchgear.
ABB’s goal is to ensure satisfied cus-tomers throughout the product life cycleof the installation and initiate retrofit,replacement or complete renewal whenneeded. We will act fast, simply andprofessionally utilizing the global andlocal ABB expertise wherever andwhenever required.
27Special ReportABB Review
Co-habiting with 220 kV
transmission lines has mostly
been for the birds. Techniques
have been developed, however,
for humans to safely work on
the high voltage transmission
lines – when live. The ability to provide
maintenance services without shutting
down the line has many benefits to the
network owner such as less requirement
for line redundancy and no discontinuity
in the electricity supply. ABB has trained
experts to handle this work high above and
carefully isolated from ground zero. New
Zealand’s national electricity grid owner,
Transpower New Zealand Limited, has
awarded ABB with long term contracts for
maintaining transmission assets.
ABB Ltd in New Zealand provides itscustomers live line maintenance services
for high voltage transmission lines. Thoughlive line capability is an essential tool in the modern contractor’s arsenal, and is per-ceived as a modern concept, its roots areas old as the high voltage transmissionindustry itself.
By using live line techniques to main-tain transmission line infrastructure,circuits and transmission lines are ableto remain in service while mainte-nance tasks are carried out. This is a major advantage to transmission
Live maintenanceof high voltage transmission lines
Rob Silcock
Safety is paramount

28 Special ReportABB Review
asset owners because less redundancy isneeded in the transmission network.Electricity consumers who are suppliedby spur lines (single circuit supplies typ-ically in rural areas) also benefit fromlive line work. They do not suffer theinconvenience of a cut in their electric-ity supply every time maintenance iscarried out on their supply lines. Giventhe high cost of transmission lines andthe impact that transmission lines haveon the environment, there is a majoradvantage in being able to avoid dupli-cation of assets purely for maintenancepurposes.
History of live line maintenance in New ZealandNew Zealand’s national electricity gridowner, Transpower New Zealand Lim-ited, has been carrying out live linetransmission line maintenance since1989. At that time a major insulationreplacement program was undertakenon the inter-island HVDC link from Ben-more power station in the South Islandto Hayward’s sub-station in the NorthIsland. Because the inter-island transmis-sion link is such a critical component ofthe New Zealand electricity grid, the de-energized alternative to live line mainte-nance for this project was untenable –the circuits would have been required tobe out of service for between two andthree months to complete the work.
Since then, live line maintenance hasbecome commonplace on the NewZealand Electricity Grid as it is aroundthe world. Almost all line maintenancetasks can be undertaken with the circuitsin service. In the 1920’s and 1930’s, liveline work was carried out in New Zea-land on the on the 110kV transmissionlines from the newly commissionedMangahao and Arapuni hydro powerstations. As the electricity network wasexpanded, with duplicated circuits com-mon, outages for maintenance purposesbecame readily possible, and live linemaintenance was discontinued in NewZealand until the late 1980’s.
Basic methods of live linemaintenanceThere are two basic live line method-ologies for high voltage work, which in
industry terminology are called ‘hot-stick’ and ‘bare-hand’ methods.
Using hot-stick methods, direct humancontact with live components is avoided.Line workers use tools fastened to insu-lated fiberglass poles to carry out thework, and always keep themselves at asafe distance from the live components.
In contrast, when using bare-handmethods the line worker is positionedin direct contact with the live compo-nents, and is livened or raised to theelectrical potential of the conductorbeing worked on. For transmissionvoltages in New Zealand, this is 110,000volts (110kV) and 220,000 volts (220kV).This may sound chilling, but for well-trained live line mechanics it is all in aday’s work – much like the birds thatland on power wires all the time andsurvive.
The same principal applies to bare-handlive line workers. The complex part ofthe job is getting the line mechanic onto and off the wires safely. Though thissounds simple in theory, in practice liveline work is potentially very hazardous,and must be undertaken in a verymethodical manner with highly trainedworkers in a carefully planned and con-trolled work environment.
When accessing live conductors forbare-hand work, it is critical that thelive line mechanic does not at any timebridge the gap between the live con-ductor and any earthed object (includ-ing the tower or pole that supports theconductor). There are several ways ofachieving this. One way is to raise thelive line mechanic from the ground or apart of the tower below the workingposition using live-line (insulating)rope. Using this method, the live linerope is run from the ground, up to apulley block on the tower, and backdown to the worker, where it is at-tached to the worker’s body harness.The worker is then raised by pulling therope up using an electric capstan(winch). The live line rope can contactthe live high voltage conductors withoutrisk to workers operating the winch orworking on the tower. To ensure that all
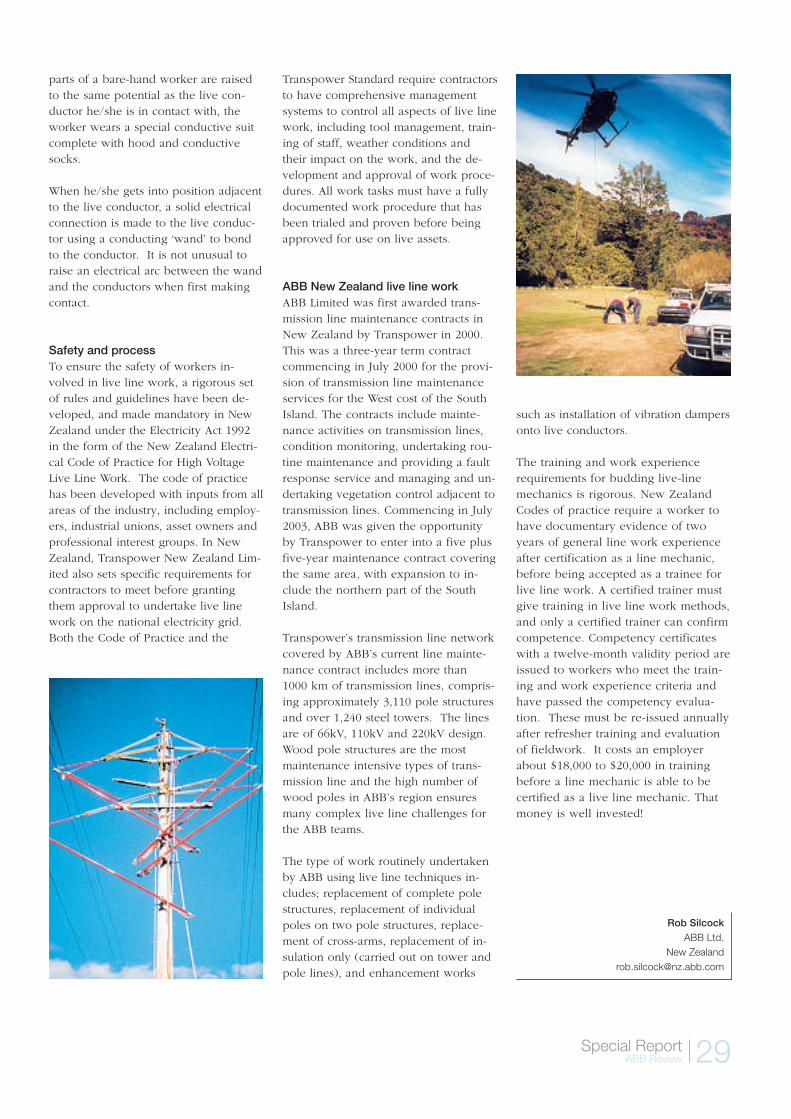
29Special ReportABB Review
parts of a bare-hand worker are raisedto the same potential as the live con-ductor he/she is in contact with, theworker wears a special conductive suitcomplete with hood and conductivesocks.
When he/she gets into position adjacentto the live conductor, a solid electricalconnection is made to the live conduc-tor using a conducting ‘wand’ to bondto the conductor. It is not unusual toraise an electrical arc between the wandand the conductors when first makingcontact.
Safety and processTo ensure the safety of workers in-volved in live line work, a rigorous setof rules and guidelines have been de-veloped, and made mandatory in NewZealand under the Electricity Act 1992in the form of the New Zealand Electri-cal Code of Practice for High VoltageLive Line Work. The code of practicehas been developed with inputs from allareas of the industry, including employ-ers, industrial unions, asset owners andprofessional interest groups. In NewZealand, Transpower New Zealand Lim-ited also sets specific requirements forcontractors to meet before grantingthem approval to undertake live linework on the national electricity grid.Both the Code of Practice and the
such as installation of vibration dampersonto live conductors.
The training and work experiencerequirements for budding live-linemechanics is rigorous. New ZealandCodes of practice require a worker tohave documentary evidence of twoyears of general line work experienceafter certification as a line mechanic,before being accepted as a trainee forlive line work. A certified trainer mustgive training in live line work methods,and only a certified trainer can confirmcompetence. Competency certificateswith a twelve-month validity period areissued to workers who meet the train-ing and work experience criteria andhave passed the competency evalua-tion. These must be re-issued annuallyafter refresher training and evaluationof fieldwork. It costs an employerabout $18,000 to $20,000 in trainingbefore a line mechanic is able to becertified as a live line mechanic. Thatmoney is well invested!
Rob Silcock
ABB Ltd.New Zealand
Transpower Standard require contractorsto have comprehensive managementsystems to control all aspects of live linework, including tool management, train-ing of staff, weather conditions andtheir impact on the work, and the de-velopment and approval of work proce-dures. All work tasks must have a fullydocumented work procedure that hasbeen trialed and proven before beingapproved for use on live assets.
ABB New Zealand live line workABB Limited was first awarded trans-mission line maintenance contracts inNew Zealand by Transpower in 2000.This was a three-year term contractcommencing in July 2000 for the provi-sion of transmission line maintenanceservices for the West cost of the SouthIsland. The contracts include mainte-nance activities on transmission lines,condition monitoring, undertaking rou-tine maintenance and providing a faultresponse service and managing and un-dertaking vegetation control adjacent totransmission lines. Commencing in July2003, ABB was given the opportunityby Transpower to enter into a five plusfive-year maintenance contract coveringthe same area, with expansion to in-clude the northern part of the SouthIsland.
Transpower’s transmission line networkcovered by ABB’s current line mainte-nance contract includes more than 1000 km of transmission lines, compris-ing approximately 3,110 pole structuresand over 1,240 steel towers. The linesare of 66kV, 110kV and 220kV design.Wood pole structures are the mostmaintenance intensive types of trans-mission line and the high number ofwood poles in ABB’s region ensuresmany complex live line challenges forthe ABB teams.
The type of work routinely undertakenby ABB using live line techniques in-cludes; replacement of complete polestructures, replacement of individualpoles on two pole structures, replace-ment of cross-arms, replacement of in-sulation only (carried out on tower andpole lines), and enhancement works

30 Special ReportABB Review
New life for old switchgear
Stephen Pearce
Medium voltage switchgear modernization – an alternate choice for customers
The pace of technology makes
today’s cutting edge seem old
hat tomorrow, but age need not
equate to obsolescence. Mod-
ernization can protect the cus-
tomer’s investment by extend-
ing the equipment lifespan
while raising safety, reliability
and performance standards.
In ABB’s refurbishment and
retrofitting options for medium
voltage switchgear, equipment
is returned to as-new condition.
The integration of advanced
sensors, protection and control
gear improves reliability and
safety. The shorter downtime as
compared to total replacement
ensures a better protection
of productivity.
Whether the switchgear customer opts for modernization or replacement is often a question of eco-
nomics, with modernization offering advantages in many cases. Questions the customer must consider
include: Is it meaningful to install state of the art switchgear in a plant with reduced life expectancy?
How much downtime can be justified? Does the overall budget allow for major investment?

31Special ReportABB Review
In today’s competitive business envi-ronment, companies constantly focus
on asset optimisation through cost re-duction, and increasing safety, reliabilityand utilisation. In utilities and industrialplants, operators of electrical distribu-tion networks face the challenge ofachieving optimised utilization of theirfacilities: They must balance investmentin new equipment against maintenancecosts, safety and down time. Perfor-mance of medium voltage switchgearwithin the network is a main factorinfluencing overall reliability of thesystem, and consequently it is a keyelement for optimization.
A traditional equipment managementstrategy followed by plant operators,was to replace switchgear when it hadreached the end of its economic lifecy-cle. This choice provided maximumequipment lifespan and the latest tech-nology and safety features on replace-ment, but usually implied high eco-nomic investment. Such a replacementstrategy does not necessarily fit with theoverall needs of a plant:
The life expectancy of the plant as awhole may not match that of the newswitchgear.The downtime of the plant to enablereplacement of the switchgear maynot fit with operational and produc-tion commitments.The timing of the switchgear replace-ment may not match the capitalexpenditure plans of the business.Such a strategy does not necessarilyrepresent the optimal life cycle costs.
Accordingly, medium voltage switch-gear manufacturers have developed anumber of alter-native solutionsto help cus-tomers find thebest safety andlife cycle man-agement optionfor their equip-ment. Havingmore choices,each with differ-ent advantages and costs, enables cus-tomers to select the specific solutionthat best fits the overall business strat-
egy of the plant. Alternative choices forcustomers include:
Refurbishment: The existingswitchgear is fully overhauled andrestored to an as new condition.Retrofit: One or more main elementsof the switchgear are replaced withmodern equivalents. Elements withthe highest maintenance cost andfailure risk can be targeted specifi-cally.A combination of the above.
RefurbishmentRefurbishment of medium voltageswitchgear offers customers a life exten-
sion fortheir equip-ment at lowcost. Thisoption isattractivefor cus-tomers withno immi-nent needto modern-
ize, but wishing to maintain acceptableperformance over a short to mediumterm life extension.
Refurbishment of switchgear can takeplace in a number of ways:
Refurbishment of the switchingdevices.Refurbishment of the complete panel.
Refurbishment of switching devicesSwitching devices such as circuit break-ers, contactors and switches are typi-cally candidates for refurbishment. Thedevices are removed from the switch-gear, sometimes on a rotational basis inorder to maintain continuity of supply,and returned to the manufacturer.
For refurbishment, each breaker is com-pletely disassembled to the smallest com-ponents . In general, bearings, cotterpins and other selected components aretotally replaced. All other parts are thor-oughly checked for wear and damageand are replaced as needed. Each com-ponent is cleaned and re-plated if re-quired. Product enhancements that havedeveloped since the original manufactureare implemented to bring the breaker upto the latest production standards. Whensuch a refurbished breaker leaves thefactory it has a new lease of life and afull new warranty.
1
Performance of mediumvoltage switchgear within the network is a main factorinfluencing overall reliability of the system
Circuit breaker refurbishment at the ABB Product Support Center in Florence, USA.1

32 Special ReportABB Review
A large utility recently recognised thevalue of extending the life of their agingABB/ITE breakers by awarding ABB a6-year blanket contract for refurbishingnuclear safety-related and commercialbreakers intheir powerplants. Thiscustomer willenjoy the ad-vantages ofas-new break-ers with thelatest en-hancements,without the costly prolonged down timeassociated with complete switchgearreplacement.
Panel refurbishmentThis option normally applies to cus-tomers who intend to decommission anexisting switchboard and re-use it at adifferent sub-station. Such a life exten-sion choice is typically made where theswitchgear application must provideshort-term power supply, for example inthe construction and mining industries.
Refurbishment of the switchboard canbe performed at the customer’s site. Theboard is stripped and key componentsare replaced as necessary. Where moreextensive refurbishment is required, the
board is nor-mally decom-missioned andremoved fromsite andshipped to themanufacturer.Here theswitchboard iscompletely
stripped, and components cleaned andrepainted. Insulation is inspected, testedand replaced if necessary. Switchingcomponents are refurbished as de-scribed in the previous section.
Optionally, refurbishment can also in-clude some form of retrofit, such as anupgrade of protection and controlequipment.
RetrofitCustomers are increasingly using retrofit
of MV switchgear as a means of eco-nomically increasing the operational lifeof their equipment and improvingsafety. Retrofit of the switchgear cantake many forms, based on the needs ofthe customer:
Retrofit of switching devices, wherethe existing device is replaced by amore modern equivalent.Retrofit of the switchgear panel,where components of the panel arereplaced to enhance the safety of theequipment.Retrofit of protection and control,where protection and control devicesare replaced - providing increasedfunctionality, data communicationand safety.
The advantage of retrofit over replace-ment are especially strong when:
Special shut down of the plant toreplace the switchgear cannot takeplace due to operational commit-ments.Physical constraints of the existingsite limit replacement.Existing cable systems are old and itis preferred not to disturb and re-ter-minate cables on new switchgear.
Where a retrofit design is developed,type testing to verify ratings and ensuresafe operation is a key requirement.This should be performed by the manu-facturer.
Circuit-breaker retrofitRetrofit of a circuit breaker involvescomplete replacement of the originalcircuit breaker truck with a roll in re-placement, incorporating a modern vac-uum or SF6 interrupter. The retrofit in-cludes all interlocking facilities suppliedwith the original panel design, as wellas racking mechanisms for inserting andwithdrawing the breaker from service.The interface for secondary control isalso maintained to enable simple swap-ping of the old breaker with the newretrofit. shows a typical example of aretrofit design, where an old CalorEmag OD3 breaker is replaced with amodern vacuum design.
This retrofit option provides customerswith a fast upgrade of their switchgear.
2
Customers are increasinglyusing retrofit of MVswitchgear as a means ofeconomically increasing theoperational life of their equip-ment and improving safety.
Calor Emag OD3 breaker (left) and retrofit using ABB VD4 vacuum breaker (right).2

33Special ReportABB Review
The down time is minimised,as the only on-site activitiesare those of racking out andremoving the old breakersand inserting the new retro-fits. This can be performedduring a normal shutdown ofthe switchboard.
One specific benefit of cir-cuit-breaker retrofit existswhere the original breakersare of an oil-insulated typeand there is a need to reducefire risk in the sub-station forsafety or insurance purposes.The breaker can easily be re-placed with a non-oil design,enabling the switchboard toreach its full lifespan.
ABB has a long history ofsupplying different circuitbreaker types to customersaround the world. Table 1lists major breaker manu-facturers for which ABBalready offers retrofitdesigns.
Panel retrofitDevelopment of medium volt-age switchgear panel technol-ogy has led to more compactdesigns and more safety fea-tures. Even so, rare and gen-erally unpredictable eventscan take place – such as fail-ure of switchgear due to aninternal flashover. An internalarc has two phases:
First, there is an extremelyrapid build up of pressurewithin the panel. The timeframe is within the first10ms of the arc being established,which is beyond operation of con-ventional protection systems.Then, burning occurs as the arc con-sumes insulation, copper and steelcomponents of the panel.
Panel designs capable of safely contain-ing an internal arc are relatively new;the majority of switchgear installedaround the world does not have thisfeature.
Plant operators must also comply withhealth and safety legislation, which in-creasingly requires electrical equipmentto meet higher standards.
Another consequence of a panel failureis the resultant damage to the substa-tion, and the ensuing downtime of theswitchboard. In plants running continu-ous processes, such downtime and theconsequent loss of production can be ofsignificant cost.
Accordingly, upgrade solu-tions must be provided whichboth improve safety for oper-ators and also minimisedowntime following an inter-nal arc.
A number of options exist forretrofitting solutions to im-prove internal arc perform-ance of panels. To cater forthe first phase of the fault andthe resultant pressure build-up, the following retrofit solu-tions can be applied:
Retrofit of remote switching– this is a simple and low costmeasure improving operatorsafety. Analysis of switchgearfailures, indicates that failuretypically occurs during aswitching operation. If opera-tion is external to the substa-tion, operator safety is auto-matically improved. This solu-tion, however, does not coverall possibilities of failure, assome failures take place inde-pendently of switching opera-tions (eg, lightning strike),and personnel within the sub-station may be exposed.
Retrofit of arc proof coversand doors. This measure in-volves replacement of thepanel doors and covers to pro-vide arc protection and fittingof pressure relief flaps. Duringthe rapid pressure rise follow-ing fault inception, the doorsand covers withstand the pres-sure rise. Pressure relief flapsthen release the build up in acontrolled way. shows anexample of this design.
Retrofit of the circuit breaker com-partment: This involves completereplacement of the original circuitbreaker compartment by a moderncassette design. With this approach,a standard breaker can be used:Operator safety is assured by arcproof doors, pressure relief of thebreaker compartment, and proveninterlock systems. A connection tothe original busbar and cable systemmust be provided.
3
Table 1
Existing retrofit designs available from ABB
ASEA
ASEA Brown Boveri (ABB)
Brown Boveri (BBC)
Calor Emag
Cutler-Hammer
EJF Brno
Energo-Invest
Gardy SA
General Electric
Gould, Gould-BBC
ITE, ITE Imperial
Magrini
Merlin Gerin
NGEF
Panel Gardy
Radaconsher
Reyrolle
Sace
ABB Secheron SA
VOLTAS
ZWAR Warszawa
Example of an arc vent retrofit fitted to a Reyrolle typeLMT panel.
3
Bolt on arc proofbreaker chamberdoors
Bolt on deflectors directing arc exhaustto the rear

34 Special ReportABB Review
To limit the duration of arcing, a relevantprotection system may be retrofitted:
Retrofit of internal arc detection: Thissolution uses light emitted from thearc and current detection to establishthe faulted section of the switchgear.The breaker feeding the fault is thenswitchedoff. Faultdetection isextremelyrapid andarcingtimes canbe limitedto 50 ms,significantlyminimisingdamage totheswitchgear. Retrofit of modern protection sys-tems: Using electronic relays, trippingtimes of 60 – 100 ms can beachieved. Replacement of older relaydesigns allows fault times to be re-duced minimising panel damage.
To achieve the dual objectives of bettersafety and reduced down time, retrofitof both panel and protection systemshould be considered.
Protection and control retrofitTechnology of protection and controldevices is rapidly advancing: Moderndevices have better communication and
control capability and can provide morediagnostic information. Equally, plantsincreasingly incorporate process au-tomation software systems, which re-quire higher levels of electrical plant in-tegration for operation. Adoption of thistechnology optimises utilisation and
permits in-creased plantperformance.
Historically,protectiondevices wereof an electro-mechanicaldesign. Thistechnologyhas providedreliable per-formance for
many years and is still accepted today.Usually devices were specific to theirfunction – with protection relays forprotection functions, whilst separatedevices provided control and indicationfunctions. With the development ofmicroprocessor based relays, many ofthese functions are now combined intosingle sophisticated devices providing arange of protection, control and indica-tion functions.
Retrofit of protection and control sys-tems can be adapted to customer need.Some electronic relays have been devel-oped with the same draw-out features
and case dimensions as their electro-mechanical predecessors .
An alternative approach is the replace-ment of the protection scheme: Nor-mally a number of discrete protectionand control devices are replaced by asingle multifunction microprocessorrelay.
Modifications to protection and controlsystems can be accompanied by re-placement of conventional current andvoltage transformers by equivalent sen-sors. Such devices are compact and pro-vide linear output without saturation.
ConclusionAdvances in refurbishment and retrofittechniques have provided customerswith a range of options for economi-cally improving safety and extendingthe life of their switchgear. Analyticalcomparison of these options allowsplant operators to identify the most suit-able way of improving the performanceof their electrical assets and so main-taining a sustainable competitive advan-tage in the market place.
4
Modifications to protectionand control systems can beaccompanied by replace-ment of conventional currentand voltage transformers by equivalent sensors. Suchdevices are compact andprovide linear output withoutsaturation.
Stephen Pearce
ABB Medium Voltage SwitchgearSouth Africa
Electronic over/under voltage relay. The electronic relay (right) can replace theelectromagnetic relay (left).
4

35Special ReportABB Review
New components,old products, no problem
Per-Olov Andersson, Michael Hendrich, Carl Öhlen
Old installations are given a new lease of life with state-of-the-art high voltage components
Customers are always con-
cerned with getting the most
from their equipment. But they
are equally concerned about
time consuming and costly
maintenance. This usually
means relatively long downtimes
and increased costs. ABB has
an impressive record of support-
ing old and new installations
around the world and this is
especially true for the com-
pany’s Air-Insulated and Gas-
Insulated Switchgears (AIS and
GIS), and generator breakers.
This article presents three
examples of how ABB has
replaced old components with
new ones in old high voltage
installations. The end result is
helping customers achieve even
longer lifecycles, and improved
safety and performance with
significantly reduced mainte-
nance costs.
Customers are always con-
cerned with getting the most
from their equipment. But they
are equally concerned about
time consuming and costly
maintenance. This usually
means relatively long downtimes
and increased costs. ABB has
an impressive record of support-
ing old and new installations
around the world and this is
especially true for the com-
pany’s Air-Insulated and Gas-
Insulated Switchgears (AIS and
GIS), and generator breakers.
This article presents three
examples of how ABB has
replaced old components with
new ones in old high voltage
installations. The end result is
helping customers achieve even
longer lifecycles, and improved
safety and performance with
significantly reduced mainte-
nance costs.
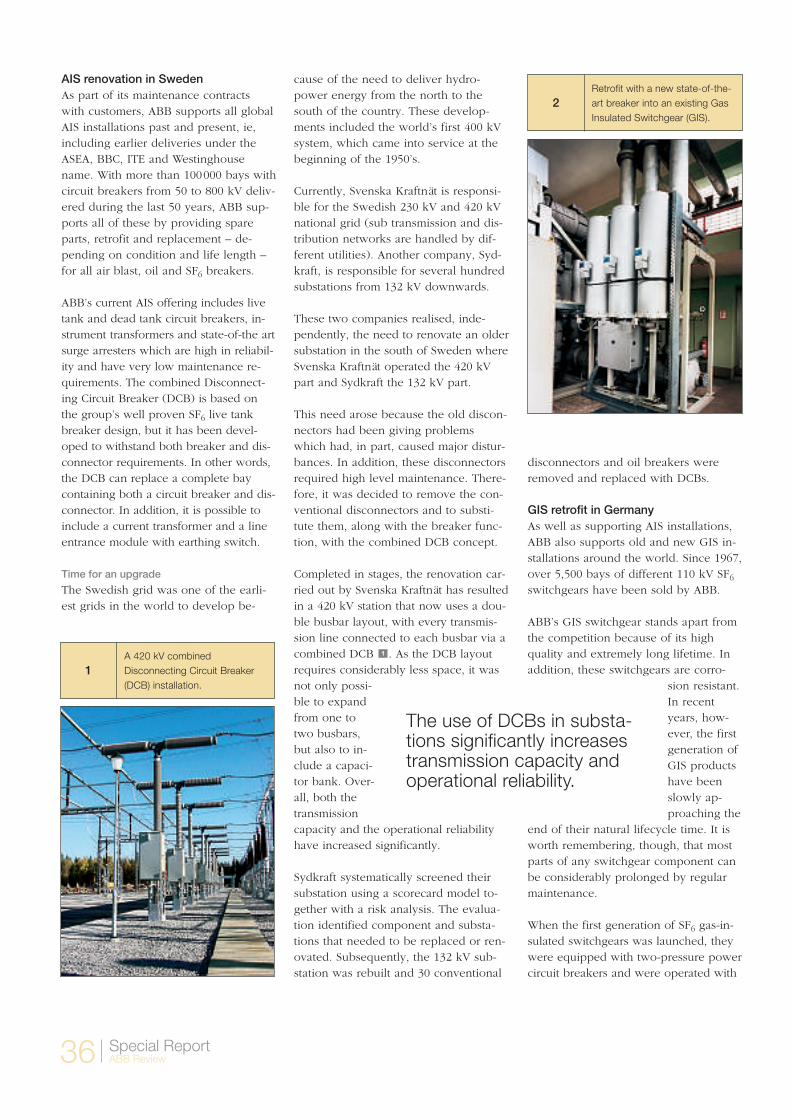
36 Special ReportABB Review
AIS renovation in SwedenAs part of its maintenance contractswith customers, ABB supports all globalAIS installations past and present, ie,including earlier deliveries under theASEA, BBC, ITE and Westinghousename. With more than 100000 bays withcircuit breakers from 50 to 800 kV deliv-ered during the last 50 years, ABB sup-ports all of these by providing spareparts, retrofit and replacement – de-pending on condition and life length –for all air blast, oil and SF6 breakers.
ABB’s current AIS offering includes livetank and dead tank circuit breakers, in-strument transformers and state-of-the artsurge arresters which are high in reliabil-ity and have very low maintenance re-quirements. The combined Disconnect-ing Circuit Breaker (DCB) is based onthe group’s well proven SF6 live tankbreaker design, but it has been devel-oped to withstand both breaker and dis-connector requirements. In other words,the DCB can replace a complete baycontaining both a circuit breaker and dis-connector. In addition, it is possible toinclude a current transformer and a lineentrance module with earthing switch.
Time for an upgrade
The Swedish grid was one of the earli-est grids in the world to develop be-
cause of the need to deliver hydro-power energy from the north to thesouth of the country. These develop-ments included the world’s first 400 kVsystem, which came into service at thebeginning of the 1950’s.
Currently, Svenska Kraftnät is responsi-ble for the Swedish 230 kV and 420 kVnational grid (sub transmission and dis-tribution networks are handled by dif-ferent utilities). Another company, Syd-kraft, is responsible for several hundredsubstations from 132 kV downwards.
These two companies realised, inde-pendently, the need to renovate an oldersubstation in the south of Sweden whereSvenska Kraftnät operated the 420 kVpart and Sydkraft the 132 kV part.
This need arose because the old discon-nectors had been giving problemswhich had, in part, caused major distur-bances. In addition, these disconnectorsrequired high level maintenance. There-fore, it was decided to remove the con-ventional disconnectors and to substi-tute them, along with the breaker func-tion, with the combined DCB concept.
Completed in stages, the renovation car-ried out by Svenska Kraftnät has resultedin a 420 kV station that now uses a dou-ble busbar layout, with every transmis-sion line connected to each busbar via acombined DCB . As the DCB layoutrequires considerably less space, it wasnot only possi-ble to expandfrom one totwo busbars,but also to in-clude a capaci-tor bank. Over-all, both thetransmissioncapacity and the operational reliabilityhave increased significantly.
Sydkraft systematically screened theirsubstation using a scorecard model to-gether with a risk analysis. The evalua-tion identified component and substa-tions that needed to be replaced or ren-ovated. Subsequently, the 132 kV sub-station was rebuilt and 30 conventional
1
disconnectors and oil breakers wereremoved and replaced with DCBs.
GIS retrofit in GermanyAs well as supporting AIS installations,ABB also supports old and new GIS in-stallations around the world. Since 1967,over 5,500 bays of different 110 kV SF6
switchgears have been sold by ABB.
ABB’s GIS switchgear stands apart fromthe competition because of its highquality and extremely long lifetime. Inaddition, these switchgears are corro-
sion resistant.In recentyears, how-ever, the firstgeneration ofGIS productshave beenslowly ap-proaching the
end of their natural lifecycle time. It isworth remembering, though, that mostparts of any switchgear component canbe considerably prolonged by regularmaintenance.
When the first generation of SF6 gas-in-sulated switchgears was launched, theywere equipped with two-pressure powercircuit breakers and were operated with
The use of DCBs in substa-tions significantly increasestransmission capacity andoperational reliability.
A 420 kV combinedDisconnecting Circuit Breaker(DCB) installation.
1
Retrofit with a new state-of-the-art breaker into an existing GasInsulated Switchgear (GIS).
2

37Special ReportABB Review
oil hydraulic power circuit breakerdrives. As this technology is now out-dated compared with current state-of-the-art designs, relatively intense servic-ing is required to keep them operatingsatisfactorily.
The circuit breaker, the most criticalcomponent of the switchgear, is exposedto frequent operations and stresses. Thedesign of SF6 breaker technology hasconstantly been improving since 1967,and consequently ABB has developed aretrofit solution for the old GIS produc-tion series, EBK 010 / 020 / 030. This so-lution means that modern SF6 auto-puffercircuit breakers, with hydraulic spring-operated drives, can replace the oldertechnology in the existing switchgears.Control secondary technology will beadjusted to the new requirements.
By interchanging the existing completecircuit breaker with one componentfrom the latest GIS circuit breakerdesign, ie, case and interrupting cham-ber, the performance of the circuitbreaker willsignificantly in-crease. On topof this, thecombination ofa hydraulicspring drivewith the newcircuit breakerwill increase the overall value of theswitchgear.
This solution has already been used bya German utility, Stadtwerke, in Baden-Baden. ABB field service engineersreplaced a circuit breaker, based on anearly design, with the new series EBK-SW21 . As well as increasing perform-ance, overall operational safety andavailability has been enhanced. But per-haps one of the biggest advantages ofthis retrofit solution is that now, mainte-nance works can be completed in lessthan three working days.
SF6 generator breaker retrofit in AustriaIn 2002, Austria Hydro Power AGneeded to replace two air-blast genera-tor breakers. The primary motivation forthis was the rather time-consuming and
2
costly maintenance work that had be-come necessary to keep these breakers,type DR 36 sc 501, operational. Suchmaintenance entailed relatively longdowntimes for the Häusling pumped-storage power plant.
According to the customer, the re-maining power plant operating time ofthe power plant is estimated at 70 years.In the light of this consideration com-
bined with a guaranteeto extendmaintenanceintervals by100 percent,installingstate-of-the-art switch-
gears, ie, ABB’s new SF6 generatorbreakers type HGC3, will surely pay offin no time.
In 2003 and 2004, Austria Hydro PowerAG has installed the SF6 generatorbreaker into two different machines.Compared to the former switchingdevice, this breaker contains less wear-ing parts, making it the ideal solutionfor a system with a notably higher rateof operating cycles.
In general, replacing old componentswith new ones requires some form ofinnovation to correctly integrate it intothe main product. And the situation wasno different at the Häusling plant. Afterremoving the old air-blast breaker, theSF6 circuit breaker had to be integratedinto the geometry of the single-phase
isolated high-current busduct. Thisproblem was solved by the use of newconnection elements designed and man-ufactured at ABB's production site inGroßauheim, Germany.
The SF6 breaker unit was taken apart inthe turbine hall so that the individualsubassemblies would be available sepa-rately. After welding the base frames,the breaker frame was installed. Finally,the separate subassemblies werebrought to their final location and in-stalled one at a time . The new con-nection elements were fitted onto thegenerator busduct and the cabling workand electrical commissioning wasstarted. The most crucial commissioningstep was the successful high-voltage testapplied to the new generator breakersand the generator busduct.
The on-site work per breaker was com-pleted within three weeks in 2003 andtwo weeks in 2004.
3One of the biggest advan-tages of any retrofit solutionis that maintenance workscan be completed in signifi-cantly less time than before.
Retrofit project in Häusling, Austria a) Old Generator breaker (Type DR36 sc 501) before replacement. b) New breaker (Type HGC-3) after replacement.
3
Per-Olov Andersson
ABB Power TechnologiesSweden
Michael Hendrich
ABB Utilities GmbHGermany
Carl Öhlen
ABB Power TechnologiesZürich, Switzerland
a) b)

The gradual but continuous growth in
electricity consumption and increases in
cross-border trading activities combined
with restrictions on transmission line exten-
sions due to environmental concerns are
pushing many grids towards their capacity
limitations. Especially the relatively new
trading aspects are creating significant fluc-
tuation in line flow patterns placing stress
on the networks thereby reducing their
throughput. Advances in communication and
computation technologies in combination
with phasor measurements are today cost-
effective solutions to real-time monitoring of
electricity flows in such networks. When
operating close to capacity constraints even
marginal improvements are of significant
value.
38 Special ReportABB Review
Guarding the grid
Cédric Carnal, Joachim Bertsch, Marek Zima
Advanced monitoring systemsprotecting power lines
The gradual but continuous growth in
electricity consumption and increases in
cross-border trading activities combined
with restrictions on transmission line exten-
sions due to environmental concerns are
pushing many grids towards their capacity
limitations. Especially the relatively new
trading aspects are creating significant fluc-
tuation in line flow patterns placing stress
on the networks thereby reducing their
throughput. Advances in communication and
computation technologies in combination
with phasor measurements are today cost-
effective solutions to real-time monitoring of
electricity flows in such networks. When
operating close to capacity constraints even
marginal improvements are of significant
value.

39Special ReportABB Review
This article describes the contribu-tion of phasor measurement tech-
niques to wide area monitoring (WAM)of power systems. A commerciallyavailable WAM system is briefly intro-duced and the result of its pilot imple-mentation in a real transmission net-work presented. Possible future exten-sions and applications are discussed inthe last section.
PSGuard, a WAM platformPSGuard with its modules PSG8xx is aplatform for wide area monitoring, con-trol and protection developed as a scal-able solution and suitable for step bystep installation, starting with the basicplatform PSG830. presents the mod-ular design and the options availablefrom data acquisition to stability moni-toring and advanced real-time controland protection.
By utilizing a signal from a satellitebased Global Positioning System (GPS)the Phasor Measurement Units (PMUs)are synchronized with an accuracy of one microsecond. This technology per-mits system dynamics to be observedregardless of the large geographical dis-tances between the locations of themeasurement points. With the applica-tion of different software analysis toolsthe PSG8xx modules are capable ofproviding information regarding variousline stability parameters such as fre-quency, voltage and power oscillations.Interpreting these dynamics to recog-nize early signs of grid instabilities isproviding valuable early warning ofpotential network-stresses and ampletime to identify suitable remedies.
Guarding the Swiss transmissionnetworkThe goal of the pilot deployment of theWAM system in the Swiss transmissionnetwork is to monitor the impact ofheavy power transfers on the north-south axis. Four PMUs have thereforebeen placed along this transmissioncorridor as shown in .
The PMUs measure voltage and currentphasors and continuously send theirdata in intervals of 100 ms to the Sys-tem Monitoring Centre (SMC), where
2
1
they are stored and then processed invarious ways. The data (both directmeasurements and calculation results)are displayed on a user-friendly Graphi-cal User Interface (GUI, ). The GUI iscomposed of a main view, which canbe the single line diagram and/or the
3
functional view of the components ofthe WAM system, combined with a win-dow for the warning and alarm historyat the top, and a number of applicationwindows. The application windows ap-pear by selecting the correspondingcomponent in the main view and con-
PSGuard, a scalable solution.1
Locations of the PMUs installed in Swiss transmission network.2
t

40 Special ReportABB Review
tain trend displays, algorithm outputs,etc.
Dual purpose dataThe data collection period, whichstarted with the installation of the WAMsystem before the winter peak of 2003,is still ongoing. The identified usage ofthe data from the existing configurationis divided into two categories – power
system operation and power systemplanning.
Power System OperationThe difference in voltage phase anglesacross the Swiss network is proven tobe a very good indication of the net-work stress caused by the power exportto the South. An almost linear relation-ship between the transferred power
and the voltage phase angle differenceis observed. An active power transfervia two monitored lines and its relationto the voltage phase angle difference
across the Swiss transmission system isshown in . Operators can more read-ily observe the stress in the Swiss gridcaused by energy transfer from Franceto Italy.
By monitoring the phase angle differ-ence the operator can detect earlysigns of line stress and apply mitigatingactions prior to serious difficultiesarising. The phase angle shift seen in
is too small to be of any concern.However, if it increases beyond 20–30 degrees serious consequencescan occur, since the line cannot be re-closed if tripped.
4
4
The difference involtage phaseangles across thenetwork is provento be a very goodindication of thenetwork stresscaused by thepower export to theSouth.
Main view of the user-friendly graphical user interface with application components.3
1000
900
800
700
600
500pow
er t
rans
fer
(MW
)
0 200 400 600 800 1000 1200
time ( s )
Results of phase angle monitoring.4
16
14
12
10phas
e an
gle
(deg
rees
)
0 200 400 600 800 1000 1200
time ( s )
PMU 3 PMU 4 PMU 1–PMU 3 PMU 1–PMU 4

41Special ReportABB Review
With both ends of a linesupervised by such accuratedevices as PMUs, the linelosses and impedance can becomputed very precisely.From these computations anaverage line temperature canbe derived . This is usuallyreferred to as a dynamic ther-mal rating. In this examplefrom the Swiss transmissionsystem the average tempera-ture increases from 46 to49 °C as a consequence ofthe 200 MW increase inpower transfer within a timespan of 30 minutes. The tem-perature rise leads to anexpansion of the conductor,which can lead to short cir-cuits being developed by thecable touching trees or othertall grounded objects. Byobserving the temperaturedevelopment, the operatorcan take actions before anysignificant damage occurs.The PSGuard system for theSwiss transmission lines wasinstalled after the Italianblackout in 2003; hence sofar no data indicating largertemperature changes havebeen collected.
The two applications men-tioned serve as powerful decision sup-port tools both during normal operatingconditions and in emergency situations.
Power System PlanningRecordings of phasor measurementscan also be used for off-line processing.The data serves as an input for calibra-tion and verification of the implementa-tion of dynamic models of different net-work components. Of particular interestare the response curves of the powerplant controllers. The ability to capturethe dynamics of the wide area networkcan be utilized for the analysis of itsbehaviour and the identification of spe-cific network properties when planningnetwork reinforcements and extensions.For these purposes, data can be ex-ported from the platform in easilyadaptable formats.
5
Monitoring network stabilityThe presented installation can be fur-ther extendedto addressmore system-wide stabilityissues. Thereare on-goingresearch anddevelopmentactivities re-lated to stabil-ity monitoringbased onphasor meas-urements byboth the utility and the WAM systemsupplier.
As already mentioned, phasor measure-ments can be used for the state estima-
tion procedure, which offers anumber of advantages overtraditional approaches. Sincethe measured quantities arevoltage and current phasors,linear expressions can beformulated, thus avoidingnumerical convergence prob-lems. In addition, PMUs canbe placed in the network insuch a way that their dataserves as a basis for topologyidentification (ie, status of thelines etc.).
As a first step, a WAM systemcan be used to monitor condi-tions related to network sta-bility. The alarms and indica-tors help an operator to exe-cute corrective actions as de-picted in . A line-monitoringwindow overlaps the mainview containing the singleline diagram. The black areaat the top of the page is usedto list issued alarms as alsoshown in .
Voltage instability caused by agradual load increase can beidentified early by employinga PV-curve visualisation asshown in . However, somephenomena are too fast forhuman involvement. To han-
dle such events, advanced control fea-tures are becoming increasingly impor-
tant. Todaythese featuresare dedicatedto Special Pro-tectionSchemes (SPS)only. Theseare sets of lo-cal protectionrelays coordi-nated via sim-ple rules thatare defined inoff-line pre-
studies. An obvious deficiency of thisapproach is its attempt to cover a vastrange of actual operating conditionswith a limited set of fixed rules. All cur-rent network conditions must be ade-
7
3
6
The ability to capture the dy-namics of the wide area net-work can be utilized for theanalysis of its behaviour andthe identification of specificnetwork properties whenplanning network reinforce-ments and extensions.
1500
1000
500
0line
flow
(MW
)
0 200 400 600 800 1000 1200 1400 1600 1800
time ( s )
Results of line thermal monitoring.5
30
20
10
0
line
lose
s (M
W)
0 200 400 600 800 1000 1200 1400 1600 1800
time ( s )
4
3.5
3
impe
danc
e (Ω
)
0 200 400 600 800 1000 1200 1400 1600 1800
time ( s )
80
60
40
20
line
tem
pera
ture
(°C
)
0 200 400 600 800 1000 1200 1400 1600 1800
time ( s )
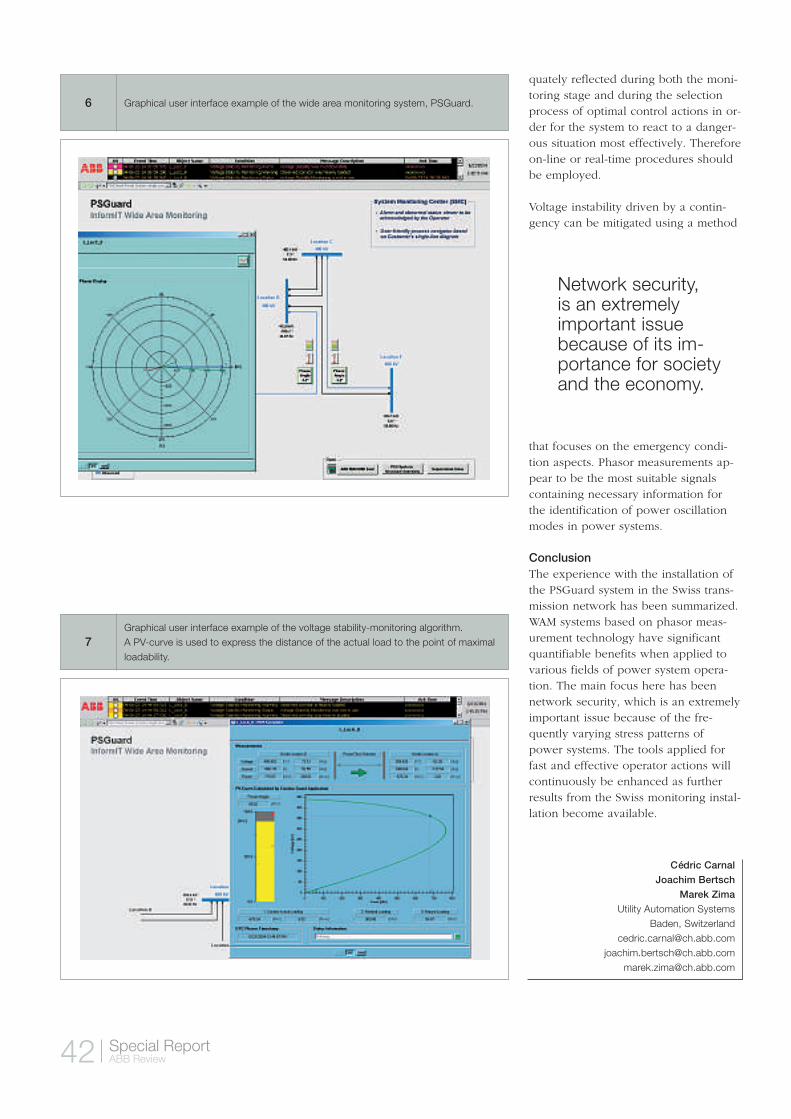
42 Special ReportABB Review
Cédric Carnal
Joachim Bertsch
Marek Zima
Utility Automation SystemsBaden, Switzerland
[email protected]@ch.abb.com
quately reflected during both the moni-toring stage and during the selectionprocess of optimal control actions in or-der for the system to react to a danger-ous situation most effectively. Thereforeon-line or real-time procedures shouldbe employed.
Voltage instability driven by a contin-gency can be mitigated using a method
that focuses on the emergency condi-tion aspects. Phasor measurements ap-pear to be the most suitable signalscontaining necessary information forthe identification of power oscillationmodes in power systems.
ConclusionThe experience with the installation ofthe PSGuard system in the Swiss trans-mission network has been summarized.WAM systems based on phasor meas-urement technology have significantquantifiable benefits when applied tovarious fields of power system opera-tion. The main focus here has beennetwork security, which is an extremelyimportant issue because of the fre-quently varying stress patterns ofpower systems. The tools applied forfast and effective operator actions willcontinuously be enhanced as furtherresults from the Swiss monitoring instal-lation become available.
Graphical user interface example of the wide area monitoring system, PSGuard.6
Graphical user interface example of the voltage stability-monitoring algorithm. A PV-curve is used to express the distance of the actual load to the point of maximalloadability.
7
Network security, is an extremelyimportant issuebecause of its im-portance for societyand the economy.

43Special ReportABB Review
ApproachingdecisionsZhenyuan Wang, Le Tang, George Frimpong, Pedro Tong Lee
The complementary solution to themaintenance planning problem
Maintenance strategies and asset management are about making deci-
sions: Should equipment be replaced? Should it be refurbished? Or do
minor repairs suffice? How much maintenance is needed, when and
how? Such decisions must be based on the condition of the equipment,
but also on its importance and the cost of a failure. Spending too
much money on maintenance is wasteful; not spending enough is
asking for trouble. Good asset management is about optimiz-
ing this balance and finding the best return on investment.
Asset decision-making is now supported by software
from ABB. With CALPOS®-Main and Asset Sentry,
equipment condition is monitored, available
data is analyzed and asset managers
receive powerful support in getting
their decisions right.
Maintenance strategies and asset management are about making deci-
sions: Should equipment be replaced? Should it be refurbished? Or do
minor repairs suffice? How much maintenance is needed, when and
how? Such decisions must be based on the condition of the equipment,
but also on its importance and the cost of a failure. Spending too
much money on maintenance is wasteful; not spending enough is
asking for trouble. Good asset management is about optimiz-
ing this balance and finding the best return on investment.
Asset decision-making is now supported by software
from ABB. With CALPOS®-Main and Asset Sentry,
equipment condition is monitored, available
data is analyzed and asset managers
receive powerful support in getting
their decisions right.
44 Special ReportABB Review
Some of the issues currently facingservice providers to the utility indus-
try, whether internal or external, arepressures to reduce costs, increase re-turns on assets and improve equipmentreliability. In addition, a large percent-age of the installed infrastructure base isnear the end or even past its designedlifespan. To compound the problem,these organizations are losing knowl-edge through the attrition of personnel.
In the face of these challenges, utilitiesare wrestling to meet expectations withthe planning of their maintenance activi-ties and the associated budgets. One so-lution has been to build a patchwork of‘home grown’ solutions. Another, to turnto a computerized maintenance manage-ment system (CMMS) to aid in managingasset maintenance. However, CMMS usu-ally only helps manage crews, materials,schedules and costs. Such systems oftendo not have or only have limited func-tionality in maintenance planning. As aresult, there is a growing trend in utili-ties to outsource this activity or to adoptnew software solutions to support themaintenance planning process.
Maintenance planning for electric utilitieshas two aspects: Strategic planning andoperational planning. Strategic planningactivities include short-term (annual) andlong-term (several years) budgeting, ma-jor project screening, and maintenancepolicy revisiting. Operational planningdeals with subjects requiring daily atten-tion, such as equipment condition as-sessment, inspection scheduling and thedetermination of maintenance action.
These two aspects are equally importantbecause they both affect the financialperformance of utilities in the followingways:1) Over-budgeting is not a viable
option, while under budgeting maydecrease the reliability of the net-work, resulting in financial lossesdue to unexpected outages.
2) Taking the right maintenance actionat the right time for the right equip-ment not only saves money but alsoreduces the risk of unexpected fail-ures, which are typically more ex-pensive to repair.
Detailed equipment condition assess-ment.Ranked diagnosis/maintenance actionrecommendations.
The CALPOS®-Main based strategicmaintenance planningThe CALPOS®-Main based strategic main-tenance planning is dependent on thesurvey of the condition and importanceof each piece of equipment . ABB hasdeveloped IT infrastructure to log thesurvey results. This IT infrastructure con-sists of: 1) the CALPOS®-Main serviceportal ; 2) a database; 3) hand-helddata entry devices (running the elec-tronic Palm Acquisition Tool – ePAT).The service portal and database can behosted by ABB or by the utility customer.
The CALPOS®-Main service portal is sup-ported with intelligent engine modules,including the equipment assessmentmodule and the maintenance strategyevaluation module. Both these modulescan be fine-tuned for a particular utilityinstallation. ABB has extensive experi-ence and knowledge of selecting the pa-rameters during the system settings andcustomization stage of the installation.
After ABB has conducted a trainingworkshop on the survey process steps,the utility field engineers, techniciansand specialists can perform an excellentjob of surveying and logging data intothe CALPOS®-Main database via ePAT orsimilar tools. Once the survey data iscollected, the utility asset manager canoptimize the maintenance strategy forthe entire network. The selected strat-egy, represented as lists of equipment indescending order of their replacementand maintenance priorities, may be ex-ported as an XML file to any CMMS asmaintenance scheduling references.
The equipment assessment module im-plements a special algorithm which eval-uates a piece of equipment in compari-son to its peers. Input to the algorithmconsists of so-called condition aspectsand importance aspects of the equip-ment. The output is an overall indicatorof whether the equipment needs to bereplaced, serviced, or just monitored .This module is the basis for the mainte-
4
1
3
Therefore, it is important for utilities tohave a good handle on their strategicand operational planning activities. ABBhas developed a complementary solu-tion to help utilities master both theseactivities.
The complementary solutionOn the strategic level, ABB has devel-oped an Internet based service-portalcalled CALPOS®-Main , which sup-ports the following maintenance plan-ning activities:
Iterative maintenance budgeting stud-ies – what-if analysis to find the rightreplacement and maintenance budg-ets for the next five years.Maintenance strategy formulation –given the annual budget, comparethe costs of preventive maintenance(PM), condition based maintenance(CBM) and reliability-centered main-tenance (RCM) in the next five yearsto select the best strategy.Equipment maintenance/replacementscreening – set the priorities ofequipment maintenance/replacementunder the selected maintenance strat-egy in the next five years.Decision on equipment repair/re-placement – condition/importancebased judgment on whether to repairor replace a piece of equipment.
On the daily operational level, ABB hasdeveloped another Internet based serv-ice portal called Asset Sentry , whichis backed by an intelligent decision en-gine, the maintenance decision supportsystem (MDSS).
The Asset Sentry/MDSS combinationsupports the following maintenanceplanning activities:
Set the time interval and grace periodof a PM activity or a group of PMactivities (called a route).Set the recipients of equipment con-dition alerts. Failure mode and root cause analysisfor a particular group of equipment.Analysis of effectiveness for a partic-ular diagnosis/maintenance technol-ogy.Aggregated maintenance/repair costanalysis at equipment/substation/re-gion/system levels.
2
1

45Special ReportABB Review
nance strategy evaluation module andmerits a more detailed explanation:
Condition assessment
The condition assessment of the equip-ment is based on evaluation of, amongothers, the following items:
Operating experience: general expe-rience with a particular type, supplyof replacement parts, service etc.Visual observations: flashover, corro-sion, dirt, ground connections etc.Measurement results (monitoring):gas and oil analyses, switching times(deviation from required times), polesynchronism etc.
The individual evaluations are multi-plied by a weighting factor to reach acondition factor (c), which is standard-ized to a value between 0 and 100. Foreach piece of equipment, the higherthe value (c) is, the worse is its condi-tion.
Importance assessment
Importance assessment of a piece ofequipment depends mainly on the con-sequences of its failure, as well as onother subjective, company-specific andobjective aspects, such as:
The voltage level.The location (nuclear power plant,conventional power plant, substationetc.).
The CALPOS®-Main service portal.1 The Asset Sentry service portal.2
Use CALPOS®-Main for strategic maintenance planning.3
Lecture and mand-on training
CALPOS®
Main
Field survey and data logging
in CALPOS®-Main
Maintenance strategy planning
Data from other utilityIT systems
CMMS
System settings and customization
ABB trained utilityengineer / technician /specialist
ABB consultant
Utility asset manager
The value of the component.Travel times to the fault location andhence the duration of the down-time.The network topology (radial net-work, meshed network).Delayed supply of power after fail-ure of equipment.
Social aspects of non-availability (forexample, hospital).Financial aspects of non-availability(loss of revenue, penalties).Environmental influences (damagethrough explosion, contamination).Damage to the company’s image dueto a fault.

46 Special ReportABB Review
These aspects are evaluatedto obtain an importance fac-tor (i), which, like (c), isstandardized to a value be-tween 0 and 100, with 0 re-flecting an unimportant pieceof equipment and 100 repre-senting the most importantone.
Decision diagram
The decision diagram in CAL-POS®-Main has two axes:the condition-factor (c) andthe importance (i). The dotsrepresent the entire popula-tion of a particular type ofequipment, and each axis rep-resents a decision weight. Adot in the upper-left corner in-dicates that a piece of equip-ment is in very poor conditionwhile the consequences of itsfailure are negligible. A dot inthe lower-right corner, on theother hand, indicates thatpiece of equipment is in verygood condition but its failureis associated with considerableconsequences.
The two decision weights determine aline through the origin of the axes.This line is used to calculate the overallassessment scores of a class of equip-ment. Each such overall score is com-puted based on the distance (d) fromits corresponding dot to the line. Thetheoretical ranking of the maintenancemeasures is then obtained by compar-ing the overall assessment scores. Inpractice, however, experience hasshown that the following decision cate-gories are suitable:
c<cw No special action neces-sary, because the equip-ment is in good condition
cw<c<ce Maintenancec>ce Replacement
Where cw and ce are threshold values.They correspond to two lines in paral-lel with the importance factor axis in . Inside each category, the meas-ures to be taken are ranked in accor-dance with the overall assessmentscore (d).
4
4
ment and detailed diagno-sis/maintenance action rec-ommendation. The basis forthis advantage is the ABBequipment data warehousingapplication, Asset Sentry, andthe configurable intelligentdecision engine, MDSS .
Asset Sentry is an Internet-based data warehousing ap-plication. Utility engineers,technicians and specialistscan use any Internet browserto enter data. They can alsouse barcode readers andhand-held devices to speedup the data entering process.Careful ‘route’ design in As-set Sentry can even providethem with real-time help onwhat sequence of tasks toperform, so that a singlefield visit can bring in all thenecessary inspection data of,for example, a substation. Inaddition, Asset Sentry can beconfigured to receive signalsfrom utility equipment moni-toring systems and other ITsystems. Data from these sys-
tems may be recorded and analyzed inAsset Sentry1).
The distinct power of Asset Sentry liesin its integration with the intelligent de-cision engine – MDSS, which was devel-oped by ABB Corporate Research toprovide decision support to data ware-housing applications. It consists of aRuleBase Configurator, a Data Mapper, aReasoning Engine, and a web-enabledhuman machine interface (HMI) for dis-playing results. The RuleBase Configura-tor is used to formulate the data inter-pretation rules and maintenance sugges-tions. The Data Mapper is used tomatch relationships between data pointsin a data warehousing application andin MDSS. This allows multiple data
5
Customer benefitsThe CALPOS®-Main based strategicmaintenance planning has been shownto be beneficial to utility customers.Since the market introduction of CAL-POS®-Main, several utilities have ap-plied its methodology in their strategicplanning process. A Romanian utilityhas used CALPOS®-Main to achieve anestimated 35% savings on actual mainte-nance costs. A utility in Germany has in-tegrated CALPOS®-Main into their ERPand CMMS applications. The resultsproduced by CALPOS®-Main are com-piled into priority lists for replacementand overhauling according to the strate-gies defined by asset management. Thevalues of this prioritization are thentransferred to the CMMS for the opera-tional maintenance planning activities.
The Asset Sentry/MDSS basedoperational maintenance planningThe advantage of Asset Sentry/MDSSbased operational maintenance planningis accurate equipment condition assess-
1) A more detailed description of Asset Sentry
can be found in the article ‘Informed planning:
A web-based solution for integrating electric
utility asset information’ on pp 52–58 of this
ABB Review Special Report.
The equipment evaluation concept of CALPOS®-Main.4
corrective maintenancereplacementmaintenance (preventive, scheduled, conditionbased, predictiveinspection, monitoring
1
2
3
4
100
90
80
70
60
50
40
30
20
10
0
Con
ditio
n (c
)
Importance ( i )
d1
d2
d3
d4
1
2
3
4
0 10 20 30 40 50 60 70 80 90 100

47Special ReportABB Review
warehousing applications to share thesame MDSS RuleBase. The ReasoningEngine applies the rules to a givenequipment dataset. The web HMI en-ables advanced maintenance planningdecision support – drilling down to therational of a MDSS diagnosis/mainte-nance action recommendation.
A software interface has been developedbetween MDSS and Asset Sentry. Whennew equipment condition data is loggedinto Asset Sentry, all pertinent informa-tion about the equipment and the dataset are passed to MDSS for processing.The Reasoning Engine within MDSS de-termines and applies the appropriaterule set to the data. The resulting condi-tion assessments and maintenance anddiagnostic actions are passed on to AssetSentry. When the results contain abnor-mal equipment conditions and/or rec-ommendations, an exception is gener-ated in Asset Sentry and email notifica-tions are sent to appropriate recipientswithin the utility organization.
A typical exception generated by theprocess is shown in . The exceptioncontains a problem description, a de-scription of interim conditions that hadto be met to arrive at the final problemcondition, and suggested maintenanceor diagnostics actions for rectifying thecondition. A rank score is associatedwith each condition in the problem de-scription and maintenance/diagnosticaction. This score is a measure of theconfidence in the assessed condition orthe suggested action. If the analysis is
6
Using Asset Sentry/MDSS for daily maintenance planning.5
Data logging inAsset Sentry
Asset Sentry
System integrationand customization
Dailymaintenance
planning
Utility equipmentminitoring signals
MDSS
CMMSUtility maintenance
policy implementation
Utility engineer / technician /specialist
ABB consultant
Utility maintenance manager
Data from other utility IT systems
Exceptions in Asset Sentry can help on daily maintenance planning.6
Drill down to the rational of aproblem description in MDSSWeb HMI.
7

48 Special ReportABB Review
Zhenyuan Wang, Le Tang
ABB Corporate ResearchRaleigh, North Carolina, [email protected]
George K. Frimpong
ABB ConsultingRaleigh, North Carolina, USA
Pedro Tong Lee
ABB Utilities GmbH, Power System ServicesMannheim, Germany
References:
[1] M. Mathis, V. Koch, Prof. G. Balzer, P. Tong Lee: ‘Reliability Centered Maintenance with CALPOS-Main’, XIIIth International Symposium on High Voltage
Engineering, ISH2003 Congrex Holland, Aug. 2003
[2] D. Tates, J. Smith, G. Frimpong and T. Taylo: ‘Implementation of an Asset Information System at Michigan Electric Transmission Company (METC)’,
Paper AMM-1, 2004 Doble Engineering Client Conference, Boston, MA, March 21–26 2004
performed in the MDSS web HMI, theutility maintenance manager has optionsto review the rules that triggered the re-sulting condition and to request furtheranalysis of the condition by ‘asking’ anABB expert .
Rule sets in MDSS can be updated andapplied instantly after the initial config-uration, giving utilities the flexibility tochange their data interpretation logicsand maintenance practices if deemednecessary. Beyond data reporting andmaintenance planning, the real powerof Asset Sentry resides in its capabilityto incorporate expert rules to guidemaintenance decision-making.
7
Looking into the futureABB foresees the need for utilities tohave an integrated solution for assetmaintenance planning. This solutionmust consider network dynamics, finan-cial impact and life cycle costs of equip-ment. To be complete, such a solutionshould also include a network analysismodule. Future refinement will includetighter integration between the twomain tools – the CALPOS®-Main and theAsset Sentry. In addition, maintenancecost information captured in Asset Sen-try can be used to evaluate the cost tobenefit ratio of maintenance actionssuggested by MDSS and passed along toAsset Sentry . 8
The complete maintenance planning solution for the future.8
iPAD
MDSSAsset Sentry
CMMS
New CALPOS®
Main
Strategic maintenanceplanning and policy
implementation
Utility equipmentminitoring signals
Data logging in Asset Sentry
Data from otherutility IT systems
Dailymaintenance
planning
System integrationand customization
Utility engineer / technician /specialist
Utility maintenance manager
ABB consultant

49Special ReportABB Review
Illuminatingexperience
Paul Northwood
Keeping Staffordshire lit up
ABB is maintaining and
replacing highway lighting
for one of the UK’s largest
counties.

50 Special ReportABB Review
In May 2003, operating under the ban-ner of ‘Lighting For Staffordshire’,
ABB commenced a 25-year PFI (PrivateFinance Initiative) contract for the assetmanagement of around 106,000 items ofapparatus owned by StaffordshireCounty Council, including highwaylighting and il-luminated traf-fic sign equip-ment. Thecontract,which shouldresult in feweraccidents andless crime, isestimated to be worth around $11.5 mil-lion a year, making it the UK’s largestprivately funded highway lighting pro-gramme.
Under the terms of the contract, ABB is renewing all items of apparatuswhich are in poor condition or whichexceed their anticipated lifespan. Therenewal programme is being plannedin five-year phases and ABB expects toreplace around 25,000 items of appara-tus in the first five years. Initially, thecontract focused on the North of theCounty, and then as the replacementprogramme gathers momentum it isbeing extended across all of theCounty of Staffordshire. To date ABB
has replaced 2542 items of countyowned illuminated apparatus.
White lightIn some areas of the county ABB is tak-ing the opportunity to replace tradi-tional sodium or mercury street lighting
with newtechnologyfluorescentlights. Theseprovide a‘white light’which offersthe followingadvantages:
Improved colour rendering (forPolice identification).They make a reduction in residents‘fear of crime’.Encouraging and aiding mobility ofpedestrians during the hours of dark-ness.Increasing driver reaction time by upto 50 percent, which improves roadsafety.Improving the night time street sceneand the overall quality of life for resi-dents.Residents prefer the ‘brighter’ whitelight as it makes them feel safer.
There is also a problem with older typeluminaires in that the optics do not
properly control the direction of light.This leads to light being directed intoareas other than the road and pavementand a substantial proportion goes upinto the sky causing unnecessary lightpollution (sky glow). However, the newtechnology luminaires have advancedoptical performance, enabling light tobe directed more precisely and makingmore efficient use of light on the area tobe lit and minimising sky glow.
So far, well over 100 streets in thecounty of Staffordshire are already see-ing the advantages of white light.
Asset managementThe asset management of Staffordshire’sexisting lighting stock is a key elementin the PFI project. ABB is inspectingevery single item of apparatus at leastonce a year to ensure that its electricalsafety, optical performance and struc-tural condition are acceptable. A light-ing column has a life expectancy of 40to 45 years, while the average modernlamp, in use from dusk to dawn, willlast for around three years. Anythingwhich does not meet ABB’s standards isbeing repaired or replaced. Lamps are
The contract is estimated tobe worth around $11.5 mil-lion a year, making it the UK’slargest privately funded roadlighting programme.
What is PFI?
The Private Finance Initiative (PFI) was announced by the UK government in 1992 with the aim of
achieving closer partnerships between the public and private sectors. It provides a framework in
which the public sector can contract to purchase services from the private sector on a long-term
basis so as to take advantage of private sector management skills incentivised by having private fi-
nance at risk.
With PFI, the public sector defines what is needed to meet the public needs and ensures, by con-
tract, delivery of the output it sets. Consequently, with PFI the public sector can harness the pri-
vate sector to deliver investment in better quality public services while maintaining frontline serv-
ices in the public sector.
The UK government only uses PFI where it is appropriate and where it expects to deliver value for
money based on an assessment of the lifetime costs of both providing and maintaining the under-
lying asset and of the running costs of delivering the required level of service.
To date over 300 PFI projects, each with a capital value of over $27 million and a combined capital
value over $69 billion have been signed. In 2003-2004 PFI is projected to make up 11 percent of
total investment in UK public services.

51Special ReportABB Review
also being renewed on a regular basisto maintain lighting standards.
ABB has been set a target of ensuringthat a minimum of 98 percent of allhighway lighting in the County is work-ing correctly at any one time. To helpachieve this, ABB patrollers are sched-uled to visit each item at night once amonth in the summer and twice amonth in the winter. Any faults identi-fied by the patrollers are recorded andrepaired. Currently, ABB is exceedingthis target by keeping over 99 percent
of the lighting stock in full workingorder.
Faults and emergenciesIn addition to ABB’s own monitoring,around 200 fault reports a week are re-ceived from the public, either by tele-phone to a dedi-cated call centreor via a specialwebsite1). ABBaims to repairmost faultswithin five work-ing days. ABB also receives around 40emergency calls a week, where there isa risk to life or property. For these casesa two-hour response is provided – atany time of day or night – and out ofthe first 1200 emergency reports, ABBwas late just once, and then by just onehour.
Primarily, ABB sees its role for Stafford-shire County Council as an asset man-
agement service. So as well as makingsure that the county’s road lighting stayslit, ABB is working to ensure thelongevity and reliability of the lightingstock to maximise the return on bothABB’s and the council’s investment inthe maintenance and renewal pro-
gramme. Thefeedback ABBhas receivedfrom theStaffordshireCounty Councilis that it is
delighted with progress on the PFI proj-ect, and this is also opening up oppor-tunities to undertake additional work,both for the council and for privatedevelopers, such as providing lightingschemes for new housing develop-ments.
Paul Northwood
ABB Power TechnologiesStone, UK
A two-hour response isprovided – at any time of day or night.
About Staffordshire
Staffordshire, located between Manchester
and Birmingham, is at the heart of the UK’s
geographical and industrial heartland. With a
population of over 800,000, Staffordshire is
the seventh largest county in the UK. It com-
prises eight districts, several large towns and
two cities set amongst 260,000 hectares of
unspoiled countryside.
1) www.lightingforstaffordshire.net

52 Special ReportABB Review
Informedplanning
Robert Glickman, George Frimpong, Tim Taylor
A web-based solution for integratingelectric utility asset information
The customers of an electricity utility company expect
the power to be there every time they switch on a
light. Any failure to meet this expectation can affect
the productivity of industries and damage the regional
economy.
However, the utility provider is also limited in its
means, as it is required to produce economically.
Are the twin goals of reliability and productivity
incompatible? Not if a good asset management pro-
gram is used. Reliable knowledge of the status of
equipment permits better anticipation of maintenance
and effective deployment of resources.
ABB’s Asset Sentry software breaks through this
Gordian knot. Asset Sentry collects and processes
data from all components. Instant access to the status
of, and information on equipment is provided to asset
managers. Condition data, operational parameters and
costs can be evaluated and maintenance planned.
Informedplanning
The customers of an electricity utility company expect
the power to be there every time they switch on a
light. Any failure to meet this expectation can affect
the productivity of industries and damage the regional
economy.
However, the utility provider is also limited in its
means, as it is required to produce economically.
Are the twin goals of reliability and productivity
incompatible? Not if a good asset management pro-
gram is used. Reliable knowledge of the status of
equipment permits better anticipation of maintenance
and effective deployment of resources.
ABB’s Asset Sentry software breaks through this
Gordian knot. Asset Sentry collects and processes
data from all components. Instant access to the status
of, and information on equipment is provided to asset
managers. Condition data, operational parameters and
costs can be evaluated and maintenance planned.

53Special ReportABB Review
IntroductionThe impacts of recent blackouts aroundthe world have enhanced awareness tothe need for new technologies in theenergy industry. Such technologies in-clude improving performance in gridreliability while minimizing operating,maintenance and capital investmentcosts. Utility companies are also increas-ingly recognizing the link between assetmanagement and grid reliability.
Corporate strategy is crucial in an orga-nization’s commitment to change. Inter-views with top executives have foundthat the two highest topics of immedi-ate concern are maintenance manage-ment and asset automation and moni-toring .
For the future, these executives seeautomation and sophisticated financialplanning tools as highest concern .
Doubtlessly, these priorities require so-phisticated new technologies to supportmanagement decisions. Such decisionscan range from simple direct actions re-sponding to power grid events (eg,transformer de-rating due to gassing) tostrategic investments and processchanges required to remain competitivein today’s energy industry (eg, restruc-turing of human and IT resources). Onesuch technology is Asset Sentry. Thiswas introduced by ABB to offer cus-tomers better asset management infor-mation. Furthermore, Asset Sentry sup-plies asset managers with databasemonitoring capabilities to help themunderstand budget impacts and opera-tions for future automation require-ments.
In this article, the challenges faced byasset managers in the energy industryare laid out. The fundamentals of evalu-ating a business’ asset managementstrategies and processes are introduced.Basic functionality and implementationof Asset Sentry is explained, and infor-mation and reports available from AssetSentry are exemplified. Some benefitsfrom real implementations for those at-tempting to fundamentally change theirown asset management strategies andprocesses are outlined.
2
1
to equipment owners. Asset informa-tion is typically stored in variousdatabase formats in several locationsacross an organization. When data-bases are kept independent, this canlead to discrepancies in the data andnomenclature used to identify assets.The ability to have all equipment in-formation in one place will ensurecertitude concerning installed assetsand improve the integrity of the data. ( shows the types of informationthat ABB’s Asset Sentry implementa-tion can assemble).Gaining control over the operationand maintenance of these assets.Having all maintenance processes inone place is a key driver in the deci-
3
Current asset management priorities.Source: ABB Study: Executive Interviews
1
CMMS, RCM/maintenance management
Asset automation and monitoring
Business process redesign
Risk-based investment analysis
Improved data collection and analysis
Reorganization performance management
Network system optimization
Improved procurement practices
Testing & diagnostics
0 10 20 30 40
%
Future asset management priorities.Source: ABB Study: Executive Interviews
2
Automation
Sophisticated financial planning tools /approaches
Enhanced maintenance
Testing and diagnostics and technology
Data gathering, management and integration
AM decision analysis tools
Business process redesign
Improved reliability
Optimize network /system design
0 5 10 15 20 25
%
Asset information managementchallengesIssues that have been expressed as im-portant by owners, managers and serv-ice providers in selecting new technolo-gies for managing their assets includethe following:
Expert technical knowledge with in-dustry best maintenance practicesand knowledge of equipment charac-teristics. This ensures that only themost important and useful informa-tion is captured in restructuring themaintenance program. This ultimatelyimpacts the capital budget.Knowing with certainty what equip-ment is actually installed in the field.This is perhaps the biggest challenge

54 Special ReportABB Review
sion making process. Thisincludes access to equip-ment information, mainte-nance data and mainte-nance history and activityreports. It is also importantto be able to prioritize thecorrective maintenancework, the cost and hoursrequired for repairs, theability to maintain asearchable history of actualwork performed and thecapturing of root causesand failure modes. ( shows a typical groupof maintenance processesthat can be implemented inAsset Sentry).The goal is to be able toeasily evaluate and ana-lyze maintenance expendi-tures and address whichregion, substation, line,equipment or maintenanceactivity is costing themost.
Basic functionality of Asset Sentry
Data repository
The pre-requisite for any asset manage-ment system is to have a repository forall equipment information. This infor-mation may include but is not limitedto: 1. Basic equipment information: De-
scription, location and responsibleindividual or sub-organization, manu-facturer, serial number, model num-ber, installation date and designspecifications/documents.
2. Equipment specifications: Ratings,basic nameplate information, typesand model numbers of accessories.
3. Grid criticality of equipment (theimpact of the loss of an item on thetotal productivity).
4. Historical monitoring activities andmeasurement data.
Planning and scheduling of maintenance
The second basic functionality of AssetSentry is to provide the ability to auto-matically plan and schedule routine andPreventative Maintenance (PM) activi-ties. This allows the entire PM work
4
plan to be automatically tracked. PM ac-tivity due dates and PM frequency areentered once for applicable items suchas dissolved gas analysis, oil quality, in-frared inspection, breaker timing, powerfactor. Upon completion of every sched-uled activity,the systemautomaticallyschedules thenext due date.
In order tofacilitate col-lection of theappropriatestatus dataduring eachmaintenanceactivity, monitoring points are setup foreach measured parameter. A characteris-tic of monitoring points is that they canbe either numeric or multiple-choice(OK/NOT OK) and are grouped to-gether into measurement technologiesdefined in Asset Sentry.
For example, all the points collectedduring a DGA analysis are grouped to-
gether into DGA technology.Further, all DGA analyses fortransformers in a substationcan be grouped into a route,which contains the DGA tech-nology points for all the trans-formers. Each monitoringpoint can be set up with twoalarm limits that can be trig-gered based on the value ofthe measured reading.
Readings that are outside thealarm limits trigger alert noti-fications that are automati-cally sent to assigned individ-uals via email or pager. Theemails contain basic informa-tion to allow the receiver toidentify the problem that trig-gered the alert; equipmentdescription, location and adescription of the alarm con-dition. The user can thenfollow a database link to ob-tain more details on the AssetSentry website.
Notification and tracking
Asset Sentry has built-in functionality tonotify the appropriate people if a sched-uled route becomes overdue beyond acertain grace period. At preset intervalsbeyond the grace period, a notification
can be sent tothe appropri-ate individualuntil the routeis completed.
Alert notifica-tions are auto-matically gen-erated when-ever alarmlimits formonitoring
points are exceeded. Additionally, anexception report is generated to trackthe resolution of the problem. Excep-tion notifications can also be generatedwhenever exceptions are manually en-tered into the system.
For example, if an oil leak is detectedon a transformer while other work isbeing performed at that substation, it
Asset Sentry has built-infunctionality to notify theappropriate people if ascheduled route becomesoverdue beyond a certaingrace period.
Integrating islands of information.3
AssetSentry
Inspectiondata
Test resultsDesign &
specification data
Onlinemonitoringsystems
Real-timedata
historian
CMMS system
Cost data(financial system)
Maintenancehistory
Operatorrounds/ logs

55Special ReportABB Review
would be entered against that trans-former as a manual exception. The ex-ception would have a general descrip-tion of the problem, the person whoidentified it and an evaluation of theseverity of the problem using prede-fined priority classifications.
An example process for resolvingexceptions is as follows:1. Notifications are sent to the assigned
asset manager and equipment spe-cialist.
2. The equipment specialist reviews theproblem, adds analysis commentsand recommendations, assigns a fail-ure code, categorizes the conditionof the equipment (could be normal,marginal or unacceptable) and pro-vides estimates of time and dollarresources required to rectify theproblem.
3. Upon input to the system of item (2) above, a notification is sent to theasset manager for approval.
4. The asset manager’s approval triggersa notification to the contractor orservice group responsible for correct-ing the problem.
5. When the work is complete, a notifi-cation is sent to the asset managerand a copy to the originator of theproblem.
6. All the actual expenditures and laborhours are entered into the system, orare automatically transferred from anaccounting system. The exception isthen closed, thereby closing the loopin the exception tracking process.
Document management
Asset Sentry allows the storage of alltypes of electronic documents, includingmaintenance and testing procedures,equipment specifications, vendor manu-als, one-line diagrams, drawings, partslists, work procedures and maps. In ad-dition, documents specific to an excep-tion (images of hotspots, test reports,etc.) can be loaded and made availablewithin the exception report. These canthen be utilized during analysis of theexception. Furthermore, documents canbe loaded against a manufacturerand/or model number – this allowsservice bulletins to be referenced forany particular model of component.
Capital project management
Information on all capital projects canbe stored in Asset Sentry, allowing thefull scope of project management func-tions to be performed by the system. Aninterface to accounting systems alsogives the tool access to cash flow data.Project information can be trackeddown to the level of individual workorders or in aggregate for the entireproject.
Typical implementation
The scope of implementation performedto date for customers ranges between8’000 and 20’000 assets. For example,transmission implementations may en-compass the following substation com-
ponents: air circuit breakers, air breakswitches, batteries and chargers, capaci-tor banks, circuit switchers, air compres-sors, current transformers, disconnectswitches, ground switches, lightning ar-restor, LTC transformers, motor operatedswitches, oil circuit breakers, potentialtransformers, power transformers, reac-tors, relays, SF6 breakers, station powergenerators and station power transform-ers. In addition, transmission line seg-ments may be loaded into the system.
Monitoring points for substation inspec-tions and data such as power factor,comprehensive oil analysis, portable oiltest and test operation processes can beimplemented. These can be used for
Integrating condition monitoring processes4
Substationinfrared insp.
data
Transmissionline insp.
data
Relaymaintenance
data
Vegetationmanagement
data
Asset Sentry
Portableoil testdata
Capital projectmanagement
Substationroutine
inspection data
Test ops.data
Power factordata
Oilanalysis
data
CB andtransformer
PM rests
Monitor through routesMonitor through exceptionsProject tracking ( schedule / financial )
Poleinspection
data

56 Special ReportABB Review
monthly substation inspections, testing,maintenance inspections or predictivemaintenance data collection. Infrared in-spection, transmission line inspection,relay maintenance, pole inspection andvegetation management processes mayalso be included and monitored usingdata collection routes or exceptionswithin Asset Sentry. The choice willdepend on the depth of maintenancedetails desired by asset managers.
As part of the implementation process,the customer’s database must be config-ured, equipment information tablespopulated and the overall system hierar-chy put inplace. For ex-ample, datamay be setupin a four-tierhierarchy withthe followinglevels: Region(North, South,East, West),Area (City), Substation/Line (AirportSub) and Equipment (Components –
which include substation equipment, allline segments and relays). In addition,all equipment information and specifica-tions are migrated/loaded into the sys-tem. In order to access information onany equipment in the system, the userfollows the equipment tree from the re-gion down to the specific equipment.
Asset information is displayed throughvarious web pages. There are embed-ded links on the equipment informationpage to various pieces of information.
For example, users can link to the ex-ception report to identify all exceptions
associatedwith givenequipment, orlink to themonitoringtasks to reviewall monitoringpoints set upto monitor thecondition of
that equipment . Users can also linkto the routes used to collect condition
5
data on equipment. Furthermore, manu-als can link to all documentation (serv-ice bulletins, manuals, configurationfiles, etc.) for that equipment, as well asto associated logbook entries and notesor create an exception associated withthis equipment.
Asset Sentry information and reports
Searching for information
Perhaps the most important aspect ofasset information management is theability to find key information quickly.Asset Sentry provides a search enginewith various data filters that allow prac-tically any asset information to besought and displayed. Searches can beperformed on either equipment or ex-ception information. For example, an-swers to the following questions can bereadily obtained:
Where are all the Type U bushingslocated on the system (or substation,area or region)?What are the locations of all the ITESF6 circuit breakers that were in-stalled on the system between 1969and 1980 that have serial numberscontaining the string ‘BUZ’?How many oil circuit breakers of acertain vintage are installed on thesystem and where are they located?How many air compressor leaks havebeen recorded within the past 6 months and on what components?How many open exceptions are onthe system (region/area/substation orspecific component)?Which exceptions have been ap-proved for repair but are still out-standing?
The search engine returns listings of allequipment or exceptions meeting thespecified criteria. Each item on the list isa hyperlink either to the equipment in-formation or to an exception report.
Reporting
The usefulness of an asset managementsystem lies in its ability to convert thestored data into report information. As-set Sentry provides several custom re-ports for tracking performance of routesand equipment condition. Reporting is
Asset Sentry providesseveral custom reports fortracking performance ofroutes and equipmentcondition.
Condition monitoring in Asset Sentry.5
Monitoring points(Actual PM & routine maintenance
points, trending of monitoring points )
Documents(manuals, service bulletins,
repair instructions, etc. )
Routes( scheduling, assignment, last done
data, historical route data )
Equipment information(Model, serial #, design & nameplate
info., equipment criticality, etc. )
Exceptions( create new exception, view
exception details and histories )
Operator logs&
equipment notes

57Special ReportABB Review
accomplished through a Crystal Reportsengine. Reports can be customized withfilters for key parameters of the data(eg, location, equipment type and sub-type, manufacturer, date ranges, tech-nology).
For example, a report can be generatedthat shows the predominant failuremodes for all equipment types on thesystem or at a specific location . Thisreport can be further customized toshow the failure modes for just onemanufacturer. Here are a few examplesof reports that aid the asset manage-ment process:
Tracking how many exceptions aregenerated by region, station orequipment to date or within any timeinterval.Tracking the effectiveness of analyz-ing and resolving exceptions identi-fied on the system (show how manyexceptions identified, approved vs.closed).Tracking the effectiveness of contrac-tors in completing approved work.Performing failure and root causeanalysis to help identify the mostcommon failure types for compo-nents in the system.A trend engine can also be activatedto review the trend of any of therecorded numeric monitoring points.
6
In addition to the custom reports inCrystal Reports, the system allows datafrom every report to be exported toMicrosoft Excel. This allows increasedflexibility in performing specializedanalysis in Excel.
Maintenance decision supportA new module recently developed byABB provides advanced analysis of thecondition data in Asset Sentry. Themaintenance decision support systemMDSS1) is in-terfaced withAsset Sentryto provide de-cision supportfor mainte-nance actions.With MDSS,users can de-fine advancedrules that govern the diagnosis of vari-ous technology measurements (eg, DGA,power factor, breaker timing). Theserules can transcend technologies andcan be derived from such sources as
IEEE and IEC guides for interpretingcondition dataManufacturer technical guidesPerhaps most significantly, from theintrinsic knowledge of technical ex-perts and consultants
When condition data is entered for anyequipment in Asset Sentry, it is automat-ically analyzed by using the rule sets inMDSS. Where abnormal conditions ex-ist, information on the analysis and rec-
ommended ac-tions are en-tered in AssetSentry as anexception.This immedi-ately triggersthe appropri-ate notifica-tions for re-
view and action. shows analysis andreporting of dissolved gas data recordedin Asset Sentry.
Through using MDSS, the real power ofAsset Sentry – analyzing data and pro-viding expert recommendations formaintenance actions – can be realized.
Summary of benefits of Asset SentryPerhaps the largest benefit expressedby current users of Asset Sentry is the
7
An exception displayed in Asset Sentry (left) and failure analysis mode (right)6
Oil high DGA
IR: high resistance
IR: disconnect problem
Low oil level
Degraded doble test
Excessive temperatures
Incipient failure
IR: bushing problem
Oil high water
Oil low dielectric
Failure analysis report ( top 10 failure modes )
13
8
4
4
2
2
2
2
2 4 6 8 10 12 14
Total number of exceptions
3
3
In some cases the auxiliarycomponents can be just ascritical to operations as themajor assets.
1) See article ‘Approaching decisions: The com-
plementary solution to the maintenance plan-
ning problem’ on pp 43–48 of this edition of
ABB Review Special Report for a more in-
depth discussion on the functionality of MDSS.
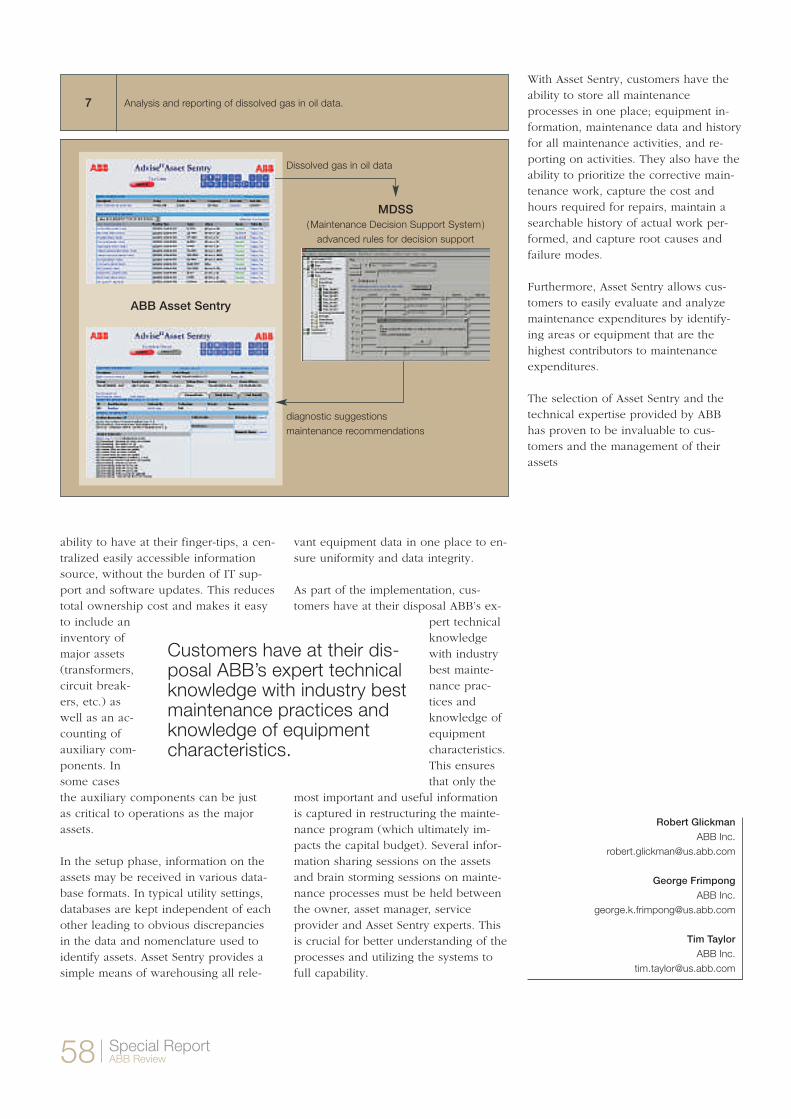
58 Special ReportABB Review
ability to have at their finger-tips, a cen-tralized easily accessible informationsource, without the burden of IT sup-port and software updates. This reducestotal ownership cost and makes it easyto include aninventory ofmajor assets(transformers,circuit break-ers, etc.) aswell as an ac-counting ofauxiliary com-ponents. Insome casesthe auxiliary components can be just as critical to operations as the majorassets.
In the setup phase, information on theassets may be received in various data-base formats. In typical utility settings,databases are kept independent of eachother leading to obvious discrepanciesin the data and nomenclature used toidentify assets. Asset Sentry provides asimple means of warehousing all rele-
vant equipment data in one place to en-sure uniformity and data integrity.
As part of the implementation, cus-tomers have at their disposal ABB’s ex-
pert technicalknowledgewith industrybest mainte-nance prac-tices andknowledge ofequipmentcharacteristics.This ensuresthat only the
most important and useful informationis captured in restructuring the mainte-nance program (which ultimately im-pacts the capital budget). Several infor-mation sharing sessions on the assetsand brain storming sessions on mainte-nance processes must be held betweenthe owner, asset manager, serviceprovider and Asset Sentry experts. Thisis crucial for better understanding of theprocesses and utilizing the systems tofull capability.
Robert Glickman
George Frimpong
Tim Taylor
Analysis and reporting of dissolved gas in oil data.7
Dissolved gas in oil data
ABB Asset Sentry
diagnostic suggestionsmaintenance recommendations
MDSS(Maintenance Decision Support System)
advanced rules for decision support
With Asset Sentry, customers have theability to store all maintenanceprocesses in one place; equipment in-formation, maintenance data and historyfor all maintenance activities, and re-porting on activities. They also have theability to prioritize the corrective main-tenance work, capture the cost andhours required for repairs, maintain asearchable history of actual work per-formed, and capture root causes andfailure modes.
Furthermore, Asset Sentry allows cus-tomers to easily evaluate and analyzemaintenance expenditures by identify-ing areas or equipment that are thehighest contributors to maintenanceexpenditures.
The selection of Asset Sentry and thetechnical expertise provided by ABBhas proven to be invaluable to cus-tomers and the management of theirassets
Customers have at their dis-posal ABB’s expert technicalknowledge with industry bestmaintenance practices andknowledge of equipmentcharacteristics.

59Special ReportABB Review
Extrememaintenance
Sonia Potsada, Ronaldo Marcondes, Jose Carlos Mendes
No location too challenging for an on-site repair!
Power transformers represent a con-siderable investment and customers
expect to keep them running for as longas possible – optimally and trouble-free.However, the older a transformer gets,the higher the probability that a break-down will occur. The service and sup-port side of ABB Transformers is thereto ensure their continuing performance.Guided by diagnosis and preventivemaintenance as well as regular inspec-tions, proper service work can be im-plemented by their customers, eitherutility or industrial, to ensure optimumavailability of his transformers.
Refurbishment, service and repair aswell as on-site work are growing in im-portance because the average age of
power transformers around the globe isapproaching the final phase of theirlifecycle. A power transformer failurecan, and usually does, have seriousconsequences through the loss of elec-tricity supply. The financial issues re-lated to such a shortfall are significant.Penalties for non-delivery are extremelyhigh for the simple reason that a non-delivery situation directly affects thecustomers of the utility, who in theworst case have to shut down theirown production facilities causing severeeconomic difficulties. This negativechain reaction also demonstrates the re-sponsibility that power suppliers arefaceing and explains why reliability andavailability are such important keywords within the industry.
Service portfolio and on-site repairsolution for a longer lifeABB covers a wide range of serviceand support activities in order to guar-antee that transformers stay on-line.Regular maintenance carried out pro-fessionally and proactively contributestowards optimum transformer perform-ance.
The main areas of service and supportare:
On-site preventive maintenanceSpare parts supplyCondition assessment includingadvanced diagnosis and monitoringEngineering supportWorkshop repairOn-site repair or retrofit.
When a transformer fails in a plant, it is usually shipped back to the factory for
repairs as soon as possible. However, what do you do when the transformer
weighs more than 180 tons and the nearest factory is 1200 km away? And addi-
tionally, the state of the roads makes transport slow, expensive and increases
the risk of damage? This is exactly the situation that confronted ABB when
called upon to repair a transformer at the Itaipu power plant on the border of
Brazil and Paraguay.
Rather than move the transformer to the factory, a complete factory was taken
to the transformer! A fully equipped workshop including clean room was
constructed on site. The transformer was taken inside, dismantled, repaired,
reassembled and tested locally. This flexible and innovative approach reduced
down time,risk and cost for the customer.
When a transformer fails in a plant, it is usually shipped back to the factory for
repairs as soon as possible. However, what do you do when the transformer
weighs more than 180 tons and the nearest factory is 1200 km away? And addi-
tionally, the state of the roads makes transport slow, expensive and increases
the risk of damage? This is exactly the situation that confronted ABB when
called upon to repair a transformer at the Itaipu power plant on the border of
Brazil and Paraguay.
Rather than move the transformer to the factory, a complete factory was taken
to the transformer! A fully equipped workshop including clean room was
constructed on site. The transformer was taken inside, dismantled, repaired,
reassembled and tested locally. This flexible and innovative approach reduced
down time,risk and cost for the customer.
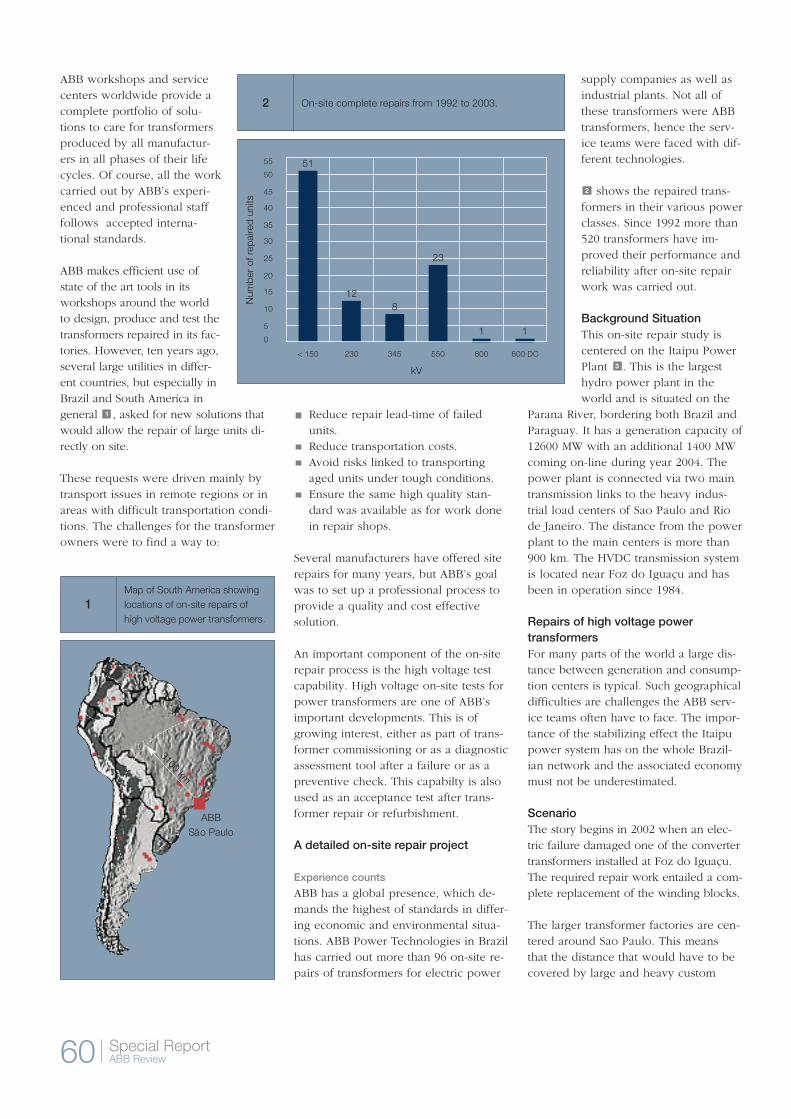
60 Special ReportABB Review
ABB workshops and servicecenters worldwide provide acomplete portfolio of solu-tions to care for transformersproduced by all manufactur-ers in all phases of their lifecycles. Of course, all the workcarried out by ABB’s experi-enced and professional stafffollows accepted interna-tional standards.
ABB makes efficient use ofstate of the art tools in itsworkshops around the worldto design, produce and test thetransformers repaired in its fac-tories. However, ten years ago,several large utilities in differ-ent countries, but especially inBrazil and South America ingeneral , asked for new solutions thatwould allow the repair of large units di-rectly on site.
These requests were driven mainly bytransport issues in remote regions or inareas with difficult transportation condi-tions. The challenges for the transformerowners were to find a way to:
1 Reduce repair lead-time of failedunits.Reduce transportation costs.Avoid risks linked to transportingaged units under tough conditions.Ensure the same high quality stan-dard was available as for work donein repair shops.
Several manufacturers have offered siterepairs for many years, but ABB’s goalwas to set up a professional process toprovide a quality and cost effectivesolution.
An important component of the on-siterepair process is the high voltage testcapability. High voltage on-site tests forpower transformers are one of ABB’simportant developments. This is ofgrowing interest, either as part of trans-former commissioning or as a diagnosticassessment tool after a failure or as apreventive check. This capabilty is alsoused as an acceptance test after trans-former repair or refurbishment.
A detailed on-site repair project
Experience counts
ABB has a global presence, which de-mands the highest of standards in differ-ing economic and environmental situa-tions. ABB Power Technologies in Brazilhas carried out more than 96 on-site re-pairs of transformers for electric power
supply companies as well asindustrial plants. Not all ofthese transformers were ABBtransformers, hence the serv-ice teams were faced with dif-ferent technologies.
shows the repaired trans-formers in their various powerclasses. Since 1992 more than520 transformers have im-proved their performance andreliability after on-site repairwork was carried out.
Background SituationThis on-site repair study iscentered on the Itaipu PowerPlant . This is the largesthydro power plant in theworld and is situated on the
Parana River, bordering both Brazil andParaguay. It has a generation capacity of12600 MW with an additional 1400 MWcoming on-line during year 2004. Thepower plant is connected via two maintransmission links to the heavy indus-trial load centers of Sao Paulo and Riode Janeiro. The distance from the powerplant to the main centers is more than900 km. The HVDC transmission systemis located near Foz do Iguaçu and hasbeen in operation since 1984.
Repairs of high voltage powertransformersFor many parts of the world a large dis-tance between generation and consump-tion centers is typical. Such geographicaldifficulties are challenges the ABB serv-ice teams often have to face. The impor-tance of the stabilizing effect the Itaipupower system has on the whole Brazil-ian network and the associated economymust not be underestimated.
ScenarioThe story begins in 2002 when an elec-tric failure damaged one of the convertertransformers installed at Foz do Iguaçu.The required repair work entailed a com-plete replacement of the winding blocks.
The larger transformer factories are cen-tered around Sao Paulo. This means that the distance that would have to becovered by large and heavy custom
3
2
55
50
45
40
35
30
25
20
15
10
5
0
Num
ber
of r
epai
red
units
< 150 230 345 550 800 600 DC
On-site complete repairs from 1992 to 2003.2
kV
51
128
23
1 1
Map of South America showinglocations of on-site repairs ofhigh voltage power transformers.
1
ABBSão Paulo
3100 km

61Special ReportABB Review
trucks is approximately 1200 km (oneway). In this particular case the time in-volved would have been about 60 daysas a result of the geographical and infra-structure conditions. The total cost forsuch a site-factory-site solution wouldbe more than $1 million. In addition therisks of damage as a result of the com-plex transportation route should not beunderestimated.
The decision was made to carry out theoperation on-site. This was to becomethe first on-site repair of such a largeHVDC converter transformer in Brazil.
The on-site repair processAn experienced team of transformerspecialists are required to perform on-site repair of high voltage transformers.This is where the quality and standards
flow above 400 m/h) were installed toguarantee that the transformer’s activepart as well as the extra-clean room wasunder a continuous and controlled dryairflow with a positive pressure. A mo-bile station with vacuum, drying and oiltreatment equipment was brought on-site. The necessary mobile lifting devices(mobile cranes) and the lifting devicesneeded for the assembly and pressing ofthe active part were also erected.
The project step-by-stepAfter the draining of oil from the activepart, the upper core frame was openedand the upper core yoke disassembled.The opening of all internal lead connec-tions and the disassembly of the HVwinding connections and the pressboardlead structure followed. The next stepwas the disassembly of the windings,main insulation and core-winding insula-tion. Special lifting devices driven by themobile auxiliary crane were used to re-move the windings from the core limbs.
The repair was carried out including thereplacement of the complete pressboardcore insulation by fiberglass material. Inorder to retighten the core it had to beplaced in a horizontal position. For thispurpose a mobile core stack table capa-ble of supporting 180 tons was con-structed . 6
of the experienced ABB service teamhas its chance to show its competence.First, the site repair facility must beerected and the transformers hauledthere. The draining of oil and disassem-bly of the active part follows. The nec-essary core repairs are carried out andnew parts are installed. Now re-assem-bly of the active part begins followedby on-site drying. Finally, the on-siteroutine of high voltage testing takesplace to ensure that all is well.
Erection of the site repair facilityIn order to carry out such an on-siterepair it is necessary to erect a repairfacility with a solid foundation. In thiscase the metallic housing had an area of 500 m2 and was 20 m high . It waserected on a spare transformer base.Environmental circumstances had to betaken into account: The repair facilitywas built to be able to withstand windsof 150 km/h and to remain watertightunder heavy rainfall. Within the metalexterior, there was an internal extra-clean room. This provided a controlledenvironment for assembling the activepart. The weight of the transformer’sactive part was approximately 180 tonsand the lifting equipment used had acapacity of 400 tons .
Additionally, dry air generation stations(air dew point of < –30ºC and air out-
5
4
The substation at Foz do Iguaçu and its importance in the transmission system.3
Paraguai Brasil
Assunção
Assunção
Limpio (323 km)
220 kVLimpio
(309 km)
500 kV50 Hz
500 kV60 Hz
500 kV50 Hz
750 kv60 Hz
220 kV
Usina de Icaray
600 kV2 bipolos
Conversora São Paulo
Ibiuna(810 km)
Tijuco Preto (910 km)
Subestação deMargem Direita
SubestaçãoFoz do Iguaçu
FURNAS
The metal house erected for on-site repair at Foz do Iguaçu.
4
Lifting equipment inside themetal house.
5

62 Special ReportABB Review
All parts delivered from the factory,such as windings and main insulation,had already undergone intensive in-fac-tory tests. Measurements such as wind-ing ohmic resistance, voltage ratio (withauxiliary test core), measurements ofleakage magnetic flux and applied volt-age between parallel conductors hadbeen recorded.
The next step in the process was theon-site assembly of the active part andits tank, final pressing and the externalassembly.
The on-site drying process is carried outafter the assembly and tanking of thetransformer’s active part. It is made upof a series of successive cycles of vac-uum and hot oil circulation. After eachdrying cycle, the control parameters arechecked. These are vacuum time, vac-uum pressure, core temperature and in-sulation and oil temperature. The qual-ity of the on-site repair process, with itsdrying, low final moisture and highquality insulation of the transformer, is
comparable to an advanced in-factorydrying process.
Quality control is, of course, a very im-portant aspect. Every phase of theprocess is recorded according to inter-nal procedures certified in compliancewith ISO 9001 and ISO 14001.
After re-assembly the final electric testswere carried out.
On-site electric testsA complete set of mobile testing equip-ment was shipped to the repair facility.This included the following components:
Variable frequency 60–240 Hz motor-generator group. There are threemotor-generator groups available: 300kVA, 850 kVA and 2MVA. The propergroup is selected according to powerand voltage rating of the transformer.Step-up and regulating transformers.Reactive power compensating capaci-tors and reactors.No-load and load measuring system.Partial discharge measuring and moni-
toring system asper IEC60076-3 andIEC60270.
depicts a generalsingle-line connec-tion diagram of thetest setup normallyused for HV powertransformer on-sitetesting.
The following on-site tests were car-ried out:
7
Routine tests: Insulation resistance(core and structure-core); polarity,phase angle displacement and phasesequence; voltage ratio; measure-ments of winding ohmic resistance;insulation resistance measurements(Megger), insulation power factormeasurements (Doble) and insulationcapacitances of windings and con-densing bushings; verification of ac-cessories, functional tests and ther-mometer calibration.Loss measurements: no-load lossesand excitation current at 90%, 100%and 110% of rated voltage; loadlosses with reduced current andshort-circuit impedances.Dielectric tests: applied voltage, long-term induced voltage (1 hour) withmonitoring of partial discharges andvoltage level up to 150 percent ofrated voltage; no-load energizationwith rated voltage during 24 hourswith monitoring of partial discharges.Special tests: frequency response(FRA), in some cases.
Project conclusionThe successful conclusion of the projectdemonstrates the value of on-site repairwork as a solution in areas that presentgeographical and infrastructural chal-lenges with regard to transportation.
The whole project was a cost effectiveand reliable solution, which reduced themean time to repair, increased trans-former availability and avoided trans-portation risks. ABB’s dedication toservice has provided the operators witha reliable and long-lasting solution pro-viding benefits at all stages.
Sonia Potsada
ABB Transformatoren GmbHMannheim, Germany
Ronaldo Marcondes
Jose Carlos Mendes
ABB Ltda.Brazil
[email protected]@br.abb.com
Test setup: single-line-diagram.7
Auxiliarynetwork
Motor-generatorgroup
Compensatingreactor
MV feedingsystem
Step-upregulating
Transformer under test
MG
Repairing the core. Assembled mass: 173 tons.6

63Special ReportABB Review
Powering innovation
Hans-Peter Heil, Rolf Klare
Innovative service solutions for power generation
Due to the liberalization of energy markets, com-
petition in the worldwide supplying industry has
toughened. The final consumer demands stable
prices, whereas energy suppliers face pressure to
reduce costs in such sectors as fuel, personnel,
assets, maintenance and modernization.
As little as fifteen years ago, the emphasis of con-
trol technology support for power stations was on
hardware maintenance of customized mainframe
computers. Today this is radically different: As be-
fore, service contracts are the backbone of the link
between equipment operators and ABB. Today,
however, service concentrates on supporting
power-plant-specific software. Furthermore, the
reduction of customer maintenance personnel
leads to additional demands on the flexibility of
ABB service.
The broader service portfolio includes measures
for increasing the operational efficiency of power
plants. Tried and tested methods are provided
for optimizing equipment, boiler and turbine start-
up and load operation. The upgrading of control
technology to meet modified market conditions
or operating patterns is also included in the port-
folio. Every service solution is a blend between
protecting the customer’s investment, drawing
advantage from modern technology and cutting
operating costs.

64 Special ReportABB Review
Service contractsABB has service contractswith many customers acrossthe globe . This arrange-ment presents several advan-tages to the customer: theycan model service packagesaccording to their preciseneeds and have calculableannual service costs. Besidesreducing technical liability,this also lessens the financialrisk for the customer. Further-more, even for services goingbeyond this for which ABBmust charge, there are finan-cial advantages. Moreover, re-sponse times are fast and pre-dictable. This type of long-term cooperation betweenABB and customers leads toreduction of failures, shorten-ing of down-times and so toan improvement of equip-ment availability.
Typical performance relatedcomponents of a serviceagreement are:
Fault correctionHotline serviceRemote serviceOn-site service
Preventive maintenance / conditionoriented maintenanceSpare part poolingSoftware service
Hotline / expert service
A hotline guarantees cus-tomer access to the serviceorganization around theclock, every day of the year,ensuring a fast responsewhen a fast response isneeded. Familiar partners anddependable communicationare there to help when a faultoccurs – initial support is pro-vided by telephone. The cus-tomer receives speedy andprofessional assistance inidentifying and correcting theproblem.
The hotline also provides ad-vice on everyday problems.
1
The customer talks directly to qualifiedservice technicians with the latest tech-nology at their fingertips. ABB servicecenters around the globe have access toknowledge and product data banks.Furthermore, service technicians areprepared to intervene within an agreedtime-frame.
Remote service
Remote service connects theABB service center to thecustomer’s control infrastruc-ture via a direct data link.Here too, ABB assures therapid reaction of the serviceorganization. The direct link(for example using an ISDNline) enables the highest possi-ble quality of support throughthe best possible quality of in-formation. Verbal communica-tion and complex instructionsare bypassed because ABB canlook directly into the controlsystem and perform a qualifieddiagnosis from the service cen-ter. If the problem can besolved without a techniciantraveling to the site, the cus-tomer saves time and money.ABB support provides the fol-lowing benefits:
Support when problems oc-cur through remote access
Analysis and diagnosis ofthe control technology
Analysis and diagnosis of computersystems and networksAnalysis and diagnosis of process andarchive data
An advanced security strategy protectsthe equipment from unauthorized access.
On-site service
If the customer has an ‘on-site’ agree-ment with ABB and requiresassistance, ABB will be on-lo-cation very quickly. Throughthe preceding hotline contactand remote service, ABB’stechnicians are already famil-iar with the problem and havethe necessary specialized toolswith them. ABB guarantees re-action times for on-site inter-vention. Such intervention in-cludes not only analysis, diag-nosis, remedy and recordingof results, but also the identifi-cation of vulnerabilities andsystematic suggestions for im-provement. If the customerhas a spare part poolingagreement with ABB, the tech-
2
ABB service centers permit remote service via a direct data link.
2
ABB supports customer equipment throughout its lifespan.
1
Project warranty
Servicecontracts
Troubleshooting
Onlineservices
Spares andrepairs
Training
Modemizationextension
Consultancyand experts

65Special ReportABB Review
nicians will also bring original spareparts.
The on-site service does not only covercontrol technology: Other components,eg, analysis technology, measurementtechnology and electro-technical af-fected by the fault are also included inthe diagnosis and repair.
Preventive / condition oriented
maintenance
The surest protection against failure isscheduled and requirement-focused pre-ventive maintenance. Together with thecustomer, ABB draws up a systematicmaintenance plan. A suitable task-sharingagreement is laid down. This includes:
Maintaining control and electro-tech-nical components according to indi-vidual maintenance schedules.Identification and replacement ofcomponents at risk.Maintenance reports with recommen-dations for the further planning ofmaintenance.Regular inspections to verify thefunctional efficiency of, eg, turbine,boiler and block protection.
Spare part pooling
Within the scope of a spare part poolingagreement, ABB delivers parts within anagreed response time – enabled bymodern logistics. This reduces risks aswell as invest-ment andwarehousingcosts for theequipmentoperator.Whether re-placementsare sought fordefectiveequipment or spares stores are to beoptimized, ABB helps with advice aswell as with the parts.
Spare parts can be single original itemsor substantial packages for the partsstore. Based on the spectrum of equip-ment on-site, ABB advises on the opti-mal compilation of spares packages.
Advice and optimizationWhat must be done to boost productiv-ity and cut operating costs? To systemat-ically ascertain the necessary measures,
ABB offers equipment audits. Besides atailor-made suggestion for a mainte-nance contract, this audit can suggestmeasures to:
Minimize fuel consumptionMaximize productionCut emissionsBoost availabilityLower planned and unplanned downtimesIncrease productivity of operatingpersonnel deployment
Optimizing the start-up of boiler and
turbine
ABB’s Boiler Start up Optimization isprimarily focused on identifying anoptimal steam generator start-up strat-egy. A prediction of steam temperatureand pressure development permits anoptimal starting and loading of the tur-bine (as the thickest walled element ofthe entire steam power plant).
Optimizing load operation
The control method for optimized loadoperation relies primarily on the use ofprocess-models in all significant areas ofthe power station process (feed water,air and load regulation). The main taskof the superposed load regulation iscoordinating the operating modes of thesteam-generator and turbine. ABB uses
model-basedunit control,MODAN andMODAKOND,for fast reac-tions in fre-quency sup-port. Thesemethods areuniversally
designed for almost any type of fossilfuel power station. Through the im-provement of control performance andfuller use of material capability, equip-ment efficiency is boosted with a veryshort amortization period.
ABB’s Turbine Stress Calculator:
universal thermal load calculator
On older steam turbines without loadcalculator, ABB’s Turbine Stress Calcula-tor enables shorter heat-up and loaddelays. Such time-savings have directeconomical benefits.
The surest protection againstfailure is scheduled andrequirement-focused preven-tive maintenance.
Final check before restarting a power plant.3

66 Special ReportABB Review
Turbine Stress Calculator is anew software application thatcalculates the total thermalload of steam turbine rotors.It uses available measure-ment data such as steampressure, temperature andturbine speed without requir-ing additional measurements(or even drilling into the tur-bine). Almost all steam tur-bines can be equipped withthis modern load calculator.
IndustrialIT for power plant
management
InformIT Information Manage-ment collects, archives andconsolidates data from thepower station process, control technol-ogy and accountancy. It performs re-mote diagnosis of different components,feeds data to other application (eg, per-formance monitoring and schedule opti-mization), enables Excel reports andserves data to accountancy.
Another program, Advise IT Perfor-mance Monitoring measures real-timeperformance of individual componentssuch as heat-exchangers, pumps, mo-tors, but also the entire power stationcomplex. Elaborate analysis functionsexpose the causes of power drops,identify the components at fault andsuggest suit-able measuresto achieve thenecessary effi-ciency im-provements.
OptimizeIT
Simulation &Validation pre-dicts the efficiency of the power plantunder different operating conditions.This model-based tool simulates the ther-modynamic behaviour under differingambient and equipment conditions andpermits ‘what if’ scenarios for developingoptimal operating strategies and so cutoperating and maintenance costs.
Industrial IT for Asset Management
This package includes tools with whichutilities can optimize the lifetime and
value of their assets. Optimize IT Lifecy-cle Optimizer optimizes power revenueconsidering production costs and equip-ment depreciation. Another tool fromthis family is Support IT CMMS Interfacefor SAP and Maximo: This permits verti-cally integrated solutions such as condi-tion-oriented maintenance, maintenancehistory and spare parts management.
Industrial IT for combustion optimization
Combustion optimization is about im-proving efficiency and reducing NOx andCO values. The parameters with thegreatest influence on efficiency are ex-cess air and exhaust temperature. NOx
concentrationis influencedprimarily bythe combustiontemperature.CO outputvaries stronglywith thestocheometryof the burner.
The customer is free to choose his ownoptimization targets, eg:
Reduction of primary energy con-sumption (CO2)Lowering of emissionsMaximizing power output
Highly qualified personnelGood service needs highly qualifiedstaff . They must be familiar with boththe technology in question and thenewest products and systems. A typical
3
example from the service teamis Kurt Thiele. The graduatedelectrical engineer has com-missioned numerous electricaland control technology instal-lations in power plants aroundthe globe – and so accumu-lated an immeasurable experi-ence. “As service staff I have tobe aware of far more than justthe purely technical aspects”,he explains, “in the many de-ployments which I completeevery year, I must always findthe right approach to the cus-tomer’s personnel. Moreover,evening and night shifts areoften required, because thepunctual restarting of a power
plant often depends on my successfulcontribution” . Solutions must often bebased on different available techniques.“In service, plan X is rarely the rightway to get things done. A lot of creativ-ity is required to find economic solu-tions. But I can always count on thesupport of my colleagues in the serviceteam , and if necessary, on the R&Ddepartment”.
SummaryCooperation between equipment suppli-ers, service providers and power plantowners have considerable potential forcreating a competitive advantage in themarket. The significance of such valuecreating partnerships will continue torise. ABB, with its broad internationalexperience is well prepared to supportcustomers in all their service needs.
4
Good service needs highlyqualified staff. They must be familiar with both thetechnology in question andthe newest products andsystems.
Service is teamwork.4
Hans-Peter Heil, Rolf Klare
ABB Utilities GmbHMannheim, Germany

67Special ReportABB Review
ABB Review
Power Services
September 2004
Editorial board
Markus BayeganGroup R&D and Technology
Klaus TreichelABB Power Technologies
Georg SchettABB Power Technologies
Nils Leffler Chief Editor, ABB Review
Publisher and copyright © 2004
ABB LtdZurich/Switzerland
Publisher’s office
ABB Schweiz AGCorporate ResearchABB Review / RD.REVCH-5405 Baden-Dä[email protected]
Printers
Vorarlberger Verlagsanstalt AGAT-6850 Dornbirn/Austria
Design
DAVILLA Werbeagentur GmbHAT-6900 Bregenz/Austria
Partial reprints or reproductions are permittedsubject to full acknowledgement. Complete reprints require the publisher’swritten consent.
Disclaimer: The information contained herein reflects the views of the authors and is for informational purposes only. Readersshould not act upon the information con-tained herein without seeking professionaladvice. We make publications available withthe understanding that the authors are notrendering technical or other professionaladvice or opinions on specific facts or mat-ters and assume no liability whatsoever inconnection with their use. The companies of the ABB Group do not make any warrantyor guarantee, or promise, expressed or im-plied, concerning the content or accuracy of the views expressed herein.
ISSN: 1013-3119
www.abb.com/abbreview
Imprint

a
Don’t let your city lose its shine.
Proven power technologiesintegrated in record time
ABB’s cutting edge technologies for grid reliability include HVDC
and FACTS: High Voltage Direct Current (HVDC) technology by
ABB has built-in overload control and can be loaded fully without
increasing the risk of cascaded line tripping. Our Flexible AC
Transmission Systems (FACTS) allow more power to flow on exis-
ting lines with minimum impact on the environment, substantially
shorter project implementation times, and this at lower costs.
Contact the worldwide market leader in power technologies:
www.abb.com/poweroutage
©ABB 2003





























