Embed Size (px)
DESCRIPTION
this file gives a detailed description of the preparation of SrCeO3 nanoparticles .
Citation preview

Chapter 1
Introduction to Nanomaterial Science
1.1 Introduction
Matter can be placed into broad categories according to size. Macroscopic matter is
visible with the naked eye. Atoms and (most) molecules are microscopic with dimensions < 1nm.
Mesoscopic particles, such as bacteria and cells that have dimensions on the order of micron(s), can
be observed with optical microscopes. Falling into the gap between the microscopic and the
mesoscopic is another class of matter, the nanoscopic particles. The size of nanoparticles is
compared to that of other “small” particles in Figure, where the bacterium is huge in comparison .
Size comparisons of “small” particles
- 1 -

In nanotechnology, a particle is defined as a small object that behaves as a whole unit
in terms of its transport and properties. Particles are further classified according to size : in terms of
diameter, coarse particles cover a range between 10,000 and 2,500 nanometers.
Fine particles are sized between 2,500 and 100 nanometers. Ultrafine particles, or
nanoparticles are sized between 100 and 1 nanometers. The reason for this double name of the same
object is that, during the 1970-80's, when the first thorough fundamental studies were running with
"nanoparticles" in the USA (by Granqvist and Buhrman) and Japan, they were called "ultrafine
particles" (UFP). However, during the 1990s before the National Nanotechnology Initiative was
launched in the USA, the new name, "nanoparticle" had become fashionable (see, for example the
same senior author's paper 20 years later addressing the same issue, lognormal distribution of sizes).
Nanoparticles may or may not exhibit size-related properties that differ significantly from those
observed in fine particles or bulk materials. Although the size of most molecules would fit into the
above outline, individual molecules are usually not referred to as nanoparticles.
Nanoclusters have at least one dimension between 1 and 10 nanometers and a narrow
size distribution. Nanopowders are agglomerates of ultra fine particles, nanoparticles, or
nanoclusters. Nanometer-sized single crystals, or single-domain ultra fine particles, are often
referred to as nanocrystals. Nanoparticle research is currently an area of intense scientific interest
due to a wide variety of potential applications in biomedical, optical and electronic fields. The
chemical processing and synthesis of high performance technological components for the private,
industrial, and military sectors requires the use of high purity ceramics, polymers, glass-ceramics
and material composites. In condensed bodies formed from fine powders, the irregular particle sizes
and shapes in a typical powder often lead to non-uniform packing morphologies that result in
packing density variations in the powder compact.
Nanoparticles are of great scientific interest as they are effectively a bridge between
bulk materials and atomic or molecular structures. A bulk material should have constant physical
properties regardless of its size, but at the nano-scale size-dependent properties are often observed.
Thus, the properties of materials change as their size approaches the nanoscale and as the percentage
of atoms at the surface of a material becomes significant. For bulk materials larger than one
micrometer (or micron), the percentage of atoms at the surface is insignificant in relation to the
number of atoms in the bulk of the material. The interesting and sometimes unexpected properties of
nanoparticles are therefore largely due to the large surface area of the material, which dominates the
contributions made by the small bulk of the material.
Nanoparticles often possess unexpected optical properties as they are small enough to
confine their electrons and produce quantum effects. For example gold nanoparticles appear deep red
to black in solution. Nanoparticles of usually yellow gold and gray silicon are red in color. Gold
nanoparticles melt at much lower temperatures (~300 °C for 2.5 nm size) than the gold slabs (1064
- 2 -

°C);. And absorption of solar radiation in photovoltaic cells is much higher in materials composed of
nanoparticles than it is in thin films of continuous sheets of material ie the smaller the particles, the
greater the solar absorption.
The high surface area to volume ratio of nanoparticles provides a tremendous driving
force for diffusion, especially at elevated temperatures. Sintering can take place at lower
temperatures, over shorter time scales than for larger particles. This theoretically does not affect the
density of the final product, though flow difficulties and the tendency of nanoparticles to
agglomerate complicates matters. Moreover, nanoparticles have been found to impart some extra
properties to various day to day products. For example the presence of titanium dioxide
nanoparticles imparts what we call the self-cleaning effect, and the size being nano-range, the
particles can not be observed. Zinc oxide particles have been found to have superior UV blocking
properties compared to its bulk substitute. This is one of the reasons why it is often used in the
preparation of sunscreen lotions, and is completely photostable.
Clay nanoparticles when incorporated into polymer matrices increase reinforcement,
leading to stronger plastics, verifiable by a higher glass transition temperature and other mechanical
property tests. These nanoparticles are hard, and impart their properties to the polymer (plastic).
Nanoparticles have also been attached to textile fibers in order to create smart and functional
clothing. Metal, dielectric, and semiconductor nanoparticles have been formed, as well as hybrid
structures (e.g., core-shell nanoparticles). Nanoparticles made of semiconducting material may also
be labeled quantum dots if they are small enough (typically sub 10 nm) that quantization of
electronic energy levels occurs. Such nanoscale particles are used in biomedical applications as drug
carriers or imaging agents.
Semi-solid and soft nanoparticles have been manufactured. A prototype nanoparticle of
semi-solid nature is the liposome. Various types of liposome nanoparticles are currently used
clinically as delivery systems for anticancer drugs and vaccines.
Nanoparticles with one half hydrophilic and the other half hydrophobic are termed
Janus particles and are particularly effective for stabilizing emulsions. They can self-assemble at
water/oil interfaces and act as solid surfactants. The principal parameters of nanoparticles are their
shape (including aspect ratios where appropriate), size, and the morphological sub-structure of the
substance. Nanoparticles are presented as an aerosol (mostly solid or liquid phase in air), a
suspension (mostly solid in liquids) or an emulsion (two liquid phases). In the presence of chemical
agents (surfactants), the surface and interfacial properties may be modified. Indirectly such agents
can stabilize against coagulation or aggregation by conserving particle charge and by modifying the
outmost layer of the particle. Depending on the growth history and the lifetime of a nanoparticle,
very complex compositions, possibly with complex mixtures of adsorbates, have to be expected. In
the typical history of a combustion nanoparticle, for example, many different agents are prone to
- 3 -

condensation on the particle while it cools down and is exposed to different ambient atmospheres.
Complex surface chemical processes are to be expected and have been identified only for a small
number of particulate model systems. At the nanoparticle - liquid interface, polyelectrolytes have
been utilised to modify surface properties and the interactions between particles and their
environment. They have been used in a wide range of technologies, including adhesion, lubrication,
stabilization, and controlled flocculation of colloidal dispersions.
At some point between the Angstrom level and the micrometre scale, the simple
picture of a nanoparticle as a ball or droplet changes. Both physical and chemical properties are
derived from atomic and molecular origin in a complex way. For example the electronic and optical
properties and the chemical reactivity of small clusters are completely different from the better
known property of each component in the bulk or at extended surfaces. Complex quantum
mechanical models are required to predict the evolution of such properties with particle size, and
typically very well defined conditions are needed to compare experiments and theoretical
predictions.
Nano particles are of great scientific interest as they are effectively a bridge between
bulk materials and atomic or molecular structures. A bulk material should have constant physical
properties regardless of its size, but at the nano-scale size-dependent properties are often observed.
Thus, the properties of materials change as their size approaches the nanoscale and as the percentage
of atoms at the surface of a material becomes significant. For bulk materials larger than one
micrometer (or micron), the percentage of atoms at the surface is insignificant in relation to the
number of atoms in the bulk of the material.
The interesting and sometimes unexpected properties of nanoparticles are therefore
largely due to the large surface area of the material, which dominates the contributions made by the
small bulk of the material. For example, nanoparticles of usually yellow gold and gray silicon are red
in color; gold nanoparticles melt at much lower temperatures (~300 °C for 2.5 nm size) than the gold
slabs (1064 °C); and absorption of solar radiation in photovoltaic cells is much higher in materials
composed of nanoparticles than it is in thin films of continuous sheets of material – the smaller the
particles, the greater the solar absorption.
Other size-dependent property changes include quantum confinement in
semiconductor particles, surface plasmon resonance in some metal particles and super
paramagnetism in magnetic materials. Ironically, the changes in physical properties are not always
desirable. Ferroelectric materials smaller than 10 nm can switch their magnetisation direction using
room temperature thermal energy, thus making them unsuitable for memory storage. Suspensions of
nanoparticles are possible since the interaction of the particle surface with the solvent is strong
enough to overcome density differences, which otherwise usually result in a material either sinking
or floating in a liquid.
- 4 -

Nanoparticles also often possess unexpected optical properties as they are small
enough to confine their electrons and produce quantum effects. For example gold nanoparticles
appear deep red to black in solution. The high surface area to volume ratio of nanoparticles provides
a tremendous driving force for diffusion, especially at elevated temperatures. Sintering can take
place at lower temperatures, over shorter time scales than for larger particles. This theoretically does
not affect the density of the final product, though flow difficulties and the tendency of nanoparticles
to agglomerate complicates matters. Moreover, nanoparticles have been found to impart some extra
properties to various day to day products. For example the presence of titanium dioxide
nanoparticles imparts what we call the self-cleaning effect, and the size being nanorange, the
particles can not be observed. Zinc oxide particles have been found to have superior UV blocking
properties compared to its bulk substitute. This is one of the reasons why it is often used in the
preparation of sunscreen lotions., and is completely photostable.
Clay nanoparticles when incorporated into polymer matrices increase reinforcement,
leading to stronger plastics, verifiable by a higher glass transition temperature and other mechanical
property tests. These nanoparticles are hard, and impart their properties to the polymer (plastic).
Nanoparticles have also been attached to textile fibers in order to create smart and functional
clothing.
Metal, dielectric, and semiconductor nanoparticles have been formed, as well as
hybrid structures (e.g., core-shell nanoparticles). Nanoparticles made of semiconducting material
may also be labeled quantum dots if they are small enough (typically sub 10 nm) that quantization of
electronic energy levels occurs. Such nanoscale particles are used in biomedical applications as drug
carriers or imaging agents.
Semi-solid and soft nanoparticles have been manufactured. A prototype nanoparticle of
semi-solid nature is the liposome. Various types of liposome nanoparticles are currently used
clinically as delivery systems for anticancer drugs and vaccines.
As the field of nanostructured materials has evolved, many terms have
been used, including,
Nanoparticle: A nanoparticle (NP) has dimensions in the nanometer range, e.g. between 0.5 and
100 nm.
Nanocrystal: Nanocrystal is a solid particle that is a single crystal in the nanometer size range.
- 5 -

Nanostructured or nanoscale materials: A nanoscale material is any solid material that has a
nanometer dimension; such as three dimension (particles); two dimensions (thin films); one
dimension (thin wire).
Colloids: Solutions can contain particles ranging in size from 0.1 to 10 nm. In colloids the particle
size ranges from about 10 to 100 nm. Colloidal particles may consist of single units or groups of
them. A 14-nm nanoparticle of gold, for instance, contains about 50,000 atoms [3]. Components of
colloids are assigned general names which are analogous to the solution terms: solute (the dispersed
medium) and solvent (the dispersing medium or continuous phase). Colloids may form from any
combination of liquid, solid or gas, except for gas and gas. Gases always dissolve in each other to
form true solutions. Colloidal dispersions of insoluble materials are called sols. Examples of “sols”
are the red colloidal gold and the yellow colloidal silver nanoparticles.
In the nanostructured materials the clusters or crystallites form the structure structural
elements. They have a dimension in 1-100 nm range. Nano particles that have unique properties
creates new opportunities in scientific and technological fields.
1.2 Historical Review.
The history of nanotechnology traces the development of the concepts and
experimental work falling under the broad category of nanotechnology. Although nanotechnology is
a relatively recent development in scientific research, the development of its central concepts
happened over a longer period of time. The emergence of nanotechnology in the 1980s was caused
by the convergence of experimental advances such as the invention of the scanning tunneling
microscope in 1981 and the discovery of fullerenes in 1985, with the elucidation and popularization
of a conceptual framework for the goals of nanotechnology beginning with the 1986 publication of
the book Engines of Creation. The field was subject to growing public awareness and controversy in
the early 2000s, with prominent debates about both its potential implications as well as the feasibility
of the applications envisioned by advocates of molecular nanotechnology, and with governments
moving to promote and fund research into nanotechnology. The early 2000s also saw the beginnings
of commercial applications of nanotechnology, although these were limited to bulk applications
of nanomaterials rather than the transformative applications envisioned by the field.
- 6 -

American physicist Richard Feynman lectured, "There's Plenty of Room at the
Bottom," at an American Physical Society meeting at Caltech on December 29, 1959, which is often
held to have provided inspiration for the field of nanotechnology. Feynman had described a process
by which the ability to manipulate individual atoms and molecules might be developed, using one set
of precise tools to build and operate another proportionally smaller set, so on down to the needed
scale. In the course of this, he noted, scaling issues would arise from the changing magnitude of
various physical phenomena: gravity would become less important, surface tension and Van der
Waals attraction would become more important.
After Feynman's death, scholars studying the historical development of
nanotechnology have concluded that his actual role in catalyzing nanotechnology research was
limited, based on recollections from many of the people active in the nascent field in the 1980s and
1990s. Chris Toumey , a cultural anthropologist at the University of South Carolina, found that the
published versions of Feynman’s talk had a negligible influence in the twenty years after it was first
published, as measured by citations in the scientific literature, and not much more influence in the
decade after the Scanning Tunneling Microscope was invented in 1981. Subsequently, interest in
“Plenty of Room” in the scientific literature greatly increased in the early 1990s. This is probably
because the term “nanotechnology” gained serious attention just before that time, following its use
by K. Eric Drexler in his 1986 book, Engines of Creation: The Coming Era of Nanotechnology,
which took the Feynman concept of a billion tiny factories and added the idea that they could make
more copies of themselves via computer control instead of control by a human operator; and in a
cover article headlined "Nanotechnology", published later that year in a mass-circulation science-
oriented magazine, OMNI. Toumey’s analysis also includes comments from distinguished scientists
in nanotechnology who say that “Plenty of Room” did not influence their early work, and in fact
most of them had not read it until a later date.
These and other developments hint that the retroactive rediscovery of Feynman’s
“Plenty of Room” gave nanotechnology a packaged history that provided an early date of December
1959, plus a connection to the charisma and genius of Richard Feynman. Feynman's stature as a
Nobel laureate and as an iconic figure in 20th century science surely helped advocates of
nanotechnology and provided a valuable intellectual link to the past.
Nanotechnology and nanoscience got a boost in the early 1980s with two major
developments: the birth of cluster science and the invention of the scanning tunneling
microscope (STM). These developments led to the discovery of fullerenes in 1985 and the structural
assignment of carbon nanotubes a few years later.
The history of nanotechnology is dotted with a certain amount of skepticism. Some
people hold firmly that this is a brand new form of scientific evolution that did not develop until the
late 1980s or early 1990s. Others have found evidence that the history of nanotechnology can be
- 7 -

traced back to the year 1959. Either way, as scientific development goes, nanotechnology is still a
relatively fresh and new arena of scientific research. Still other scientists hold the belief that humans
have employed practical nanotechnological methods for thousands of years, perhaps even longer.
Nanotechnology is the development of progress, as many like to put it, and progress has included the
vulcanization of rubber and the introduction of steel into society. These advancements count in the
history of nanotechnology according to many well known scientific experts.
Perhaps it might be safer to acknowledge that the basics of the history of nanotechnology have been
implemented for thousands of years or longer, but we as a scientific society did not put a name to it
until somewhere in the mid 60s.
In order to accurately document the history of nanotechnology, one could argue that it
began when we developed the ability to determine particle size, which is indicated to be around the
turn of the 20th century. It was during this time that particle size became a constant factor in
scientific exploration. These measurements were recorded at smaller than 10nm, which in lay terms
translates roughly into less than microscopic. The nanometer came on the scene before the onset of
the 1960s. The nanometer, for many, is the beginning of the history of nanotechnology. After all,
once it could be measured, it would be considered to be an acceptable frame of reference.
The mid 19 teens produced the ability to recognize particles via the use of an
ultramicroscope that could detect particles as small as 1/1 millionth of a millimeter. This is a particle
smaller than most lay people can not truly visualize accurately. Thus, there are yet even more critics
that state the history of nanotechnology actually began in the mid 19 teens when the documented
case took place. Of course, the term itself comes with history. The word assigned to this type of
scientific advancement is known to have come from a paper that was released in 1974 written from
the Tokyo Science University. There, a student coined the term “nanotechnology” in his paper and
the name stuck firmly from then on. This is one area of this science’s history that is not readily
disputed, or disputable.
During this time, nanotechnology truly flourished, and as early as 1974 there were
numerous break throughs that led scientists to continue to develop this science with fervor.
Discoveries such as the famous Finns’ process of atomic layering helped to put nanotechnology on
the map when it came to being recognized by the rest of the scientific community. The idea that one
could actually in some sense “touch” atoms and molecules came about in the 1980s, when famous
nanotechnological scientists backed up the theory proposed by Dr. K. Eric Drexler, who was
responsible for the eventual ability to manipulate atoms and molecules.
This was rather controversial at the time as the mishandling of molecules and atoms
were feared should the any scientists with deadly intentions get their hands on the process. The fear
was well founded, as molecular manipulation would have certainly been a way to sabotage just about
anything, including humane structuring of the natural world. The 1980s and early 1990s saw a
- 8 -

significant increase in the popularity of nanotechnology. This is the science that can figure out how
to power our lives with nothing more than molecules and atoms. This is the science where
advancements are always happening and being tested. It won’t be long before we look to nano
scientists to attempt to fix some of the world’s larger social problems with the implementation of
technology and progress.
1.3 Classification of Nanomaterials
Nanomaterials have extremely small size which having at least one dimension 100 nm
or less. Nanomaterials can be nanoscale in one dimension (eg. surface films), two
dimensions (eg. strands or fibres), or three dimensions (eg. particles). They can exist in
single, fused, aggregated or agglomerated forms with spherical, tubular, and irregular
shapes. Common types of nanomaterials include nanotubes, dendrimers, quantum dots
and fullerenes. Nanomaterials have applications in the field of nano technology, and
displays different physical chemical characteristics from normal chemicals (i.e., silver
nano, carbon nanotube, fullerene, photocatalyst, carbon nano, silica).
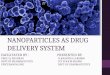
According to Siegel, Nanostructured materials are classified as Zero dimensional,
one dimensional, two dimensional, three dimensional nanostructures.
Fig. 3. Classification of Nanomaterials (a) 0D spheres and clusters, (b) 1D nanofibers,wires, and rods, (c) 2D films, plates, and networks, (d) 3D nanomaterials.
Nanomaterials are materials which are characterized by an ultra fine grain size (< 50
nm) or by a dimensionality limited to 50 nm. Nanomaterials can be created with various
modulation dimensionalities as defined by Richard W. Siegel: zero (atomic clusters, filaments and
cluster assemblies), one (multilayers), two (ultrafine-grained overlayers or buried layers), and three
(nanophase materials consisting of equiaxed nanometer sized
- 9 -

grains) as shown in the above figure 3.
1.4 Properties Improvement
Nanotechnology offers an extremely wide range of applications in the fields of health,
medicines, electronics, optical communication and biological systems. Application of nanostructures
and nanomaterials are based on the following properties
Mechanical properties
The large amount of grain boundaries in bulk materials made of nanoparticles allows
extended grain boundary sliding leading to high plasticity.
Catalytic Properties
Due to their large surface, nanoparticles made of transition element oxides exhibit
interesting catalytic properties. In special cases, catalysis may be enhanced and more specific by
decorating these particles with gold or platinum clusters.
Magnetic Properties
In magnetic nanoparticles, the energy of magnetic anisotropy may be that small that
the vector of magnetization fluctuates thermally; this is called superparamagnetism. Such a material
is free of remanence, and coercitivity. Touching super paramagnetic particles are loosing this special
property by interaction, except the particles are kept at distance. Combining particles with high
energy of anisotropy with super paramagnetic ones leads to a new class of permanent magnetic
materials.
Optical Properties
Distributions of non-agglomerated nanoparticles in a polymer are used to tune the
index of refraction. Additionally, such a process may produce materials with non-linear optical
properties. Gold or CdSe nanoparticles in glass lead to red or orange coloration. Semi-conducting
nanoparticles and some oxide-polymer nanocomposites exhibit fluorescence showing blue shift with
decreasing particle size.
For many new applications, further new properties and materials are incorporated.
1.5 Applications
- 10 -

Nanoparticles and their applications, are essentially very small pieces of material that
measure no more than an atom or two across. They are small enough that they can interact easily on
the same level with microscopic pathogens such as bacteria or viruses.
Since they can literally be particles from any substance, they are also versatile enough that they can
be used in many types of technological applications, from delicate electronics to revolutionary
medical procedures. Most of all, you should be interested in the nanoparticle for one very important
reason it’s going to change your life. Researchers have already developed a series of products based
on nanoparticles, some of which have been released for public consumption. Nanotechnology has
given rise to house cleaning chemicals that appear to have miraculous effects; the nanoparticles
inside these cleaning fluids have been engineered on the molecular level so that when they encounter
unwanted dirt or grime, they “eat” it. Housewives everywhere can rejoice in the knowledge that it
will soon be common practice to spray the dirt and watch the nanoparticles make it magically
disappear. They might also be interested in self-cleaning fabrics. In some cases the nanoparticles
inside these materials have been similarly engineered to “eat” stains; in others nano-hairs have been
applied in a thin, invisible layer over the fabric itself so that stains cannot penetrate.
In both cases, the resulting fabric is either extremely stain-resistant or virtually
impossible to soil. Most of these successes have been with wool and silk, but other fabrics are being
stain-proofed daily. Eddie Bauer has already released a line of stain-proof khakis. But perhaps the
timeliest use for nanoparticles lies in their medical applications. Their pathogen-sized proportions
naturally make them prime candidates for the fight against various unwanted invaders of the human
body; they can be injected into your bloodstream to fight viruses and bacteria in much the same way
as your immune system’s helper-T cells do. This can either give you a much-needed boost, or in the
case of AIDS sufferers it may make the difference between life and death. For those with severe
auto-immune diseases like HIV and AIDS, nanoparticles could essentially serve as a synthetic
immune system. It seems likely that nanoparticles will also be key players in the fight against cancer.
Our current cancer treatments tend to be traumatic and painful for the patient while at the same time
providing unpredictable levels of success, especially when it comes to chemotherapy. Chemotherapy
uses the bloodstream, and—as the name “circulatory system” suggests—this method of
transportation distributes the lethal chemical throughout several parts of the body in its quest to find
the cancer’s location. By doing so, it kills off healthy, useful cells along with malignant tumors. And
since the chemical dosage is typically not fine-tuned to the molecular level, some cancer cells may
still survive this treatment. If even one malignant cell lives and makes a comeback, then the
chemotherapy will have been a painful and costly failure.
But nanoparticles can be equipped with sensors and cameras as well as cancer-killing
drugs. They would then be able to swim through the bloodstream, using their sensors to locate the
exact site of the cancer where it grows. Their cameras could beam back images to doctors and
- 11 -

nurses, or in some cases the nanoparticles could also be equipped with fluorescent markers and/or
iron oxide cores so that they can be located on both optical imaging devices and MRI.
In essence, researchers could track these tiny particles as they make their way through the human
system and deliver doses of anti-cancer drugs to the cancer site, killing off every last molecule of the
tumor without painful side effects or unnecessary damage. This would not only make cancer
treatment much less uncomfortable for patients, but also faster and more effective.
1.5.1 Nanobots
Nanobots are incredibly tiny robots, down at a microscopic scale. The name comes
from a combination of the nanometer, the scale the devices are built at, and robot. Nanobots have
been popular staples in science fiction for some time, and have experienced periods of relative
popularity among futurist communities. Although they have been created in a biological context, no
actual mechanical nanobots have yet been created, but they remain an area of active research and
hold a great deal of promise for a number of fields. The termnanobots may also be occasionally used
to describe a macro-robot that is able to interact at the nano-scale, using incredibly tiny tools.
Generally, when discussing nanobots seriously in a scientific context, the
term nanorobots is used instead, as nanobots has become more closely associated with science
fiction contexts. Nonetheless, nanobots is the term generally used by the public. Many proponents
have had to battle public perception that if the technology were ever developed it might pose a threat
to humanity, and most contemporary theories of nanorobotics try to take these dangers into
consideration.
The theoretical uses of nanobots are virtually endless, as their size would allow them
to essentially rebuild matter. In this sense, properly programmed nanobots would be able to take raw
materials and build them into anything, from proteins to foods to tiny microprocessors. If set up to
do so, they could in theory even build more nanobots, through the process of auto-replication, so that
a small group of nanobots could quickly develop into a massive swarm capable of large-scale
projects.
The medical applications of nanobots are particularly promising, and most
researchers focus on these as the likely first uses of the technology. Because nanobots interact at the
same scale as many invaders in the body, they could in theory be used as specifically-programmed
warriors, helping to fight off cancerous cells or viruses. They could also be used for much more
detailed scans of people, to help with early detection or simply to make sure the body is functioning
at an optimal level.
- 12 -

Since 2000, the Nanofactory Collaboration project has been working to come up with
a research agenda that will further the development of nanobots. Although the technology is still
beyond the level of what is currently possible with contemporary engineering, every
year nanobotscome closer and closer to becoming a reality. As this time approaches, more private
industry and governmental groups are investing more money into research and laying out the
theoretical uses and limits of nanorobotics.
1.5.2. Chemistry and Environment
Chemical catalysis and filtration techniques are two prominent examples where
nanotechnology already plays a role. The synthesis provides novel materials with tailored features
and chemical properties: for example, nanoparticles with a distinct chemical surrounding (ligands),
or specific optical properties. In this sense, chemistry is indeed a basic nanoscience. In a short-term
perspective, chemistry will provide novel "nanomaterials" and in the long run, superior processes
such as 'self-assembly' will enable energy and time preserving strategies.
A strong influence of nanochemistry on wastewater treatment, air purification and
energy storage devices is to be expected. Mechanical or chemical methods can be used for effective
filtration techniques. One class of filtration techniques is based on the use of membranes with
suitable hole sizes, whereby the liquid is pressed through the membrane. Nanoporous membranes are
suitable for a mechanical filtration with extremely small pores smaller than 10 nm (nanofiltration)
and may be composed of nanotubes. Nanofiltration is mainly used for the removal of ions or the
separation of different fluids. On a larger scale, the membrane filtration technique is named
ultrafiltration, which works down to between 10 and 100 nm. One important field of application for
ultrafiltration is medical purposes as can be found in renal dialysis. Magnetic nanoparticles offer an
effective and reliable method to remove heavy metal contaminants from waste water by making use
of magnetic separation techniques. Using nanoscale particles increases the efficiency to absorb the
contaminants and is comparatively inexpensive compared to traditional precipitation and filtration
methods
1.5.3. Energy Conservation
- 13 -

The most advanced nanotechnology projects related to energy are: storage,
conversion, manufacturing improvements by reducing materials and process rates, energy saving,
and enhanced renewable energy sources.
A reduction of energy consumption can be reached by better insulation systems, by
the use of more efficient lighting or combustion systems, and by use of lighter and stronger materials
in the transportation sector. Currently used light bulbs only convert approximately 5% of the
electrical energy into light. Nanotechnological approaches like light-emitting diodes (LEDs) or
quantum caged atoms (QCAs) could lead to a strong reduction of energy consumption for
illumination
Today's best solar cells have layers of several different semiconductors stacked
together to absorb light at different energies but they still only manage to use 40 percent of the Sun's
energy. Commercially available solar cells have much lower efficiencies (15-20%). Nanotechnology
could help increase the efficiency of light conversion by using nanostructures with a continuum of
bandgaps. The degree of efficiency of the internal combustion engine is about 30-40% at the
moment. Nanotechnology could improve combustion by designing specific catalysts with
maximized surface area. In 2005, scientists at the University of Toronto developed a spray-on
nanoparticle substance that, when applied to a surface, instantly transforms it into a solar collector.
An example for an environmentally friendly form of energy is the use of fuel cells
powered by hydrogen, which is ideally produced by renewable energies. Probably the most
prominent nanostructured material in fuel cells is the catalyst consisting of carbon supported noble
metal particles with diameters of 1-5 nm. Suitable materials for hydrogen storage contain a large
number of small nanosized pores. Therefore many nanostructured materials like nanotubes, zeolites
or alanates are under investigation. Nanotechnology can contribute to the further reduction of
combustion engine pollutants by nanoporous filters, which can clean the exhaust mechanically, by
catalytic converters based on nanoscale noble metal particles or by catalytic coatings on cylinder
walls and catalytic nanoparticles as additive for fuels.
1.5.4. Construction
- 14 -

Nanotechnology has the potential to make construction faster, cheaper, safer, and
more varied. Automation of nanotechnology construction can allow for the creation of structures
from advanced homes to massive skyscrapers much more quickly and at much lower cost. In the
near future Nanotechnology can be used to sense cracks in foundations of architecture and can send
nanobots to repair them.
Nanotechnology is one of the most active research areas that encompass a number of
disciplines Such as electronics, bio-mechanics and coatings including civil engineering and
construction materials.
The use of nanotechnology in construction involves the development of new concept
and understanding of the hydration of cement particles and the use of nano-size ingredients such as
alumina and silica and other nanoparticles. The manufactures also investigating the methods of
manufacturing of nano-cement. If cement with nano-size particles can be manufactured and
processed, it will open up a large number of opportunities in the fields of ceramics, high strength
composites and electronic applications. Since at the nanoscale the properties of the material are
different from that of their bulk counter parts. When materials become nano-sized, the proportion of
atoms on the surface increases relative to those inside and this leads to novel properties.
1.5.5. Agriculture
Applications of nanotechnology have the potential to change the entire agriculture
sector and food industry chain from production to conservation, processing, packaging,
transportation, and even waste treatment. NanoScience concepts and nanotechnology applications
have the potential to redesign the production cycle, restructure the processing and conservation
processes and redefine the food habits of the people.
Major challenges related to agriculture like low productivity in cultivable areas, large
uncultivable areas, shrinkage of cultivable lands, wastage of inputs like water, fertilizers, pesticides,
wastage of products and of course Food security for growing numbers can be addressed through
various applications of nanotechnology
- 15 -

Chapter 2
Material and Experimental Techniques
2.1 Ceramics
A ceramic is an inorganic, nonmetallic solid prepared by the action of heat and
subsequent cooling. Ceramic materials may have a crystalline or partly crystalline structure, or may
be amorphous (e.g., a glass). Because most common ceramics are crystalline, the definition of
ceramic is often restricted to inorganic crystalline materials, as opposed to the noncrystalline glasses.
The earliest ceramics were pottery objects or 27,000 year old figurines made from clay, either by
itself or mixed with other materials, hardened in fire. Later ceramics were glazed and fired to create
a colored, smooth surface. Ceramics now include domestic, industrial and building products and art
objects. In the 20th century, new ceramic materials were developed for use in advanced ceramic
engineering; for example, in semiconductors.
The continuing evolution of the ceramics and materials world and the associated
materials technologies is accelerating rapidly with each new technological development supplying
more data to the knowledge bank. As new materials and even newer technologies are developed;
methods of handling, forming and finishing are required to be devised to maintain pace with this
rapid rate of development. One of the most prominent examples of this rapid and accelerating
technological development is the electronics industry, more specifically the simple transistor. The
pace of this development and the development of the associated materials and processing technology
has been quite astounding. The push has been along miniaturization and packing the maximum
amount of performance into the smallest space.
The 20th century has produced the greatest advancement in ceramics and materials
technology since humans have been capable of conceptive thought. The extensive metallurgical
developments in this period have now produced almost every conceivable combination of metal
alloys and the capabilities of those alloys are fairly well known and exploited. The push for ever
faster, more efficient, less costly production techniques continues today. As the limits of metal-based
systems are surpassed, new materials capable of operating under higher temperatures, higher speeds,
longer life factors and lower maintenance costs are required to maintain pace with technological
advancements. Metals, by virtue of their unique properties: ductility, tensile strength, abundance,
simple chemistry, relatively low cost of production, case of forming, case of joining, etc. have
- 16 -

occupied the vanguard position in regard to materials development. By contrast ceramics: brittle by
nature, having a more complex chemistry and requiring advanced processing technology and
equipment to produce, perform best when combined with other materials, such as metals and
polymers which can be used as support structures. This combination enables large shapes to be
made; the Space Shuttle is a typical example of the application of advanced materials and an
excellent example of the capability of advanced materials.
Recent Advances in Ceramic Technology
It is only during the last 30 years or so, with the advances of understanding in ceramic
chemistry, crystallography and the more extensive knowledge gained in regard to the production of
advanced and engineered ceramics that the potential for these materials has been realized. One of the
major developments this century was the work by Ron Garvie et al at the CSIRO, Melbourne where
PSZ (partially stabilised zirconia) and phase transformation toughening of this ceramic was
developed. This advancement changed the way ceramic systems were viewed. Techniques
previously applied to metals were now considered applicable to ceramic systems. Phase
transformations, alloying, quenching and tempering techniques were applied to a range of ceramic
systems. Significant improvements to the fracture toughness, ductility and impact resistance of
ceramics were realised and thus the gap in physical properties between ceramics and metals began to
close. More recent developments in non-oxide and tougher ceramics (e.g. nitride ceramics) have
closed the gap even further.
Properties of Ceramics
Ceramics for today’s engineering applications can be considered to be non-traditional.
Traditional ceramics are the older and more generally known types, such as: porcelain, brick,
earthenware, etc. The new and emerging families of ceramics are referred to as advanced, new or
fine, and utilise highly refined materials and new forming techniques. These “new” or “advanced”
ceramics, when used as an engineering material, posses several properties which can be viewed as
superior to metal-based systems. These properties place this new group of ceramics in a most
attractive position, not only in the area of performance but also cost effectiveness. These properties
include high resistance to abrasion, excellent hot strength, chemical inertness, high machining
speeds (as tools) and dimensional stability.
2.2 Classification of Ceramics
- 17 -

2.2.1 Traditional Ceramics
Traditional ceramics, ceramic materials that are derived from common, naturally
occurring raw materials such as clay minerals and quartz sand. Through industrial processes that
have been practiced in some form for centuries, these materials are made into such familiar products
as china tableware, clay brick and tile, industrial abrasives and refractory linings, and Portland
cement. This article describes the basic characteristics of the raw materials commonly used in
traditional ceramics, and it surveys the general processes that are followed in the fabrication of most
traditional ceramic objects. From this survey the reader can proceed to more detailed articles on the
individual types of ceramic products, links to which are provided at the end of this article.
Traditional ceramic objects are almost as old as the human race. Naturally occurring
abrasives were undoubtedly used to sharpen primitive wood and stone tools, and fragments of useful
clay vessels have been found dating from the Neolithic Period, some 10,000 years ago. Not long
after the first crude clay vessels were made, people learned how to make them stronger, harder, and
less permeable to fluids by burning. These advances were followed by structural clay products,
including brick and tile. Clay-based bricks, strengthened and toughened with fibres such as straw,
were among the earliest composite materials. Artistic uses of pottery also achieved a high degree of
sophistication, especially in China, the Middle East, and the Americas.
With the advent of the Metal Age some 5,000 years ago, early smiths capitalized on
the refractory nature of common quartz sand to make molds for the casting of metals—a practice still
employed in modern foundries. The Greeks and Romans developed lime-mortar cements, and the
Romans in particular used the material to construct remarkable civil engineering works, some of
which remain standing to this day. The Industrial Revolution of the 18th and 19th centuries saw
rapid improvements in the processing of ceramics, and the 20th century saw a growth in the
scientific understanding of these materials. Even in the age of modern advanced ceramics, traditional
ceramic products, made in large quantities by efficient, inexpensive manufacturing methods, still
make up the bulk of ceramics sales worldwide. The scale of plant operations can rival those found in
the metallurgical and petrochemical industries.
Raw Materials
- 18 -

Because of the large volumes of product involved, traditional ceramics tend to be
manufactured from naturally occurring raw materials. In most cases these materials are silicates that
is, compounds based on silica (SiO2), an oxide form of the element silicon. In fact, so common is the
use of silicate minerals that traditional ceramics are often referred to as silicate ceramics, and their
manufacture is often called the silicate industry. Many of the silicate materials are actually
unmodified or chemically modified alumino silicates (alumina [Al2O3] plus silica), although silica is
also used in its pure form. Altogether, the raw materials employed in traditional ceramics fall into
three commonly recognized groups: clay, silica, and feldspar. These groups are described below.
Clay
Clay minerals such as kaolinite (Al2[Si2O5][OH]4) are secondary geologic deposits,
having been formed by the weathering of igneous rocks under the influence of water,
dissolved carbon dioxide, and organic acids. The largest deposits are believed to have formed when
feldspar (KAlSi3O8) was eroded from rocks such as granite and was deposited in lake beds, where it
was subsequently transformed into clay.
The importance of clay minerals to traditional ceramic development and processing
cannot be overemphasized. In addition to being the primary source of aluminosilicates, these
minerals have layered crystal structures that result in plate-shaped particles of extremely small
micrometer size. When these particles are suspended in or mixed with water, the mixture exhibits
unusual rheology, or flow under pressure. This behaviour allows for such diverse processing
methods as slip casting and plastic forming, which are described below. Clay minerals are therefore
considered to be formers, allowing the mixed ingredients to be formed into the desired shape.
Silica and feldspar
Other constituents of traditional ceramics are silica and feldspar. Silica is a major
ingredient in refractories and whitewares. It is usually added as quartz sand, sandstone, or flint
pebbles. The role of silica is that of a filler, used to impart “green” (that is, unfired) strength to the
shaped object and to maintain that shape during firing. It also improves final properties. Feldspars
are aluminosilicates that contain sodium (Na), potassium (K), or calcium (Ca). They range in
composition from NaAlSi3O8 and KAlSi3O8 to CaAl2Si2O8. Feldspars act as fluxing agents to reduce
the melting temperatures of the aluminosilicate phases.
2.2.2. Advanced Ceramics
- 19 -

Advanced ceramics, substances and processes used in the development and
manufacture of ceramic materials that exhibit special properties. Ceramics, as is pointed out in the
article ceramic composition and properties, are traditionally described as inorganic, nonmetallic
solids that are prepared from powdered materials, are fabricated into products through the
application of heat, and display such characteristic properties as hardness, strength, low electrical
conductivity, and brittleness. Advanced ceramics represent an “advancement” over this traditional
definition. Through the application of a modern materials science approach, new materials or new
combinations of existing materials have been designed that exhibit surprising variations on the
properties traditionally ascribed to ceramics. As a result, there are now ceramic products that are as
tough and electrically conductive as some metals. Developments in advanced ceramic processing
continue at a rapid pace, constituting what can be considered a revolution in the kind of materials
and properties obtained.
With the development of advanced ceramics, a more detailed, “advanced” definition
of the material is required. This definition has been supplied by the 1993 Versailles Project on
Advanced Materials and Standards (VAMAS), which described an advanced ceramic as “an
inorganic, nonmetallic (ceramic), basically crystalline material of rigorously controlled composition
and manufactured with detailed regulation from highly refined and/or characterized raw
materials giving precisely specified attributes.” A number of distinguishing features of advanced
ceramics are pointed out in this definition. First, they tend to lack a glassy component; i.e., they are
“basically crystalline.” Second, microstructures are usually highly engineered, meaning that grain
sizes, grain shapes, porosity, and phase distributions (for instance, the arrangements of second
phases such as whiskers and fibres) are carefully planned and controlled. Such planning and control
require “detailed regulation” of composition and processing, with “clean-room” processing being the
norm and pure synthetic compounds rather than naturally occurring raw materials being used as
precursors in manufacturing. Finally, advanced ceramics tend to exhibit unique or superior
functional attributes that can be “precisely specified” by careful processing and quality control.
Examples include unique electrical properties such as superconductivity or superior mechanical
properties such as enhanced toughness or high-temperature strength. Because of the attention to
microstructural design and processing control, advanced ceramics often are high value-added
products.
Advanced ceramics are referred to in various parts of the world as technical ceramics,
high-tech ceramics, and high-performance ceramics. The terms engineering ceramics and fine
ceramics are used in the United Kingdom and Japan, respectively. In this article the term advanced
- 20 -

ceramics is used in order to distinguish the material from traditional ceramics, a category
of industrial ceramics based on raw materials that are fabricated into products with comparatively
little alteration from their natural state.
2.2.2.1 Electronic Ceramics
Electronic ceramics is a generic term describing a class of inorganic, nonmetallic
materials utilized in the electronics industry. Although the term electronic ceramics, or electro
ceramics, includes amorphous glasses and single crystals, it generally pertains to polycrystalline
inorganic solids comprised of randomly oriented crystallites (grains) intimately bonded together.
This random orientation of small, micrometer-size crystals results in an isotropic ceramic possessing
equivalent properties in all directions. The isotropic character can be modified during the sintering
operation at high temperatures or upon cooling to room temperature by processing techniques such
as hot pressing or poling in an electric or magnetic field (see Ceramics as electrical materials). The
properties of electroceramics are related to their ceramic microstructure, ie, the grain size and shape,
grain–grain orientation, and grain boundaries, as well as to the crystal structure, domain
configuration, and electronic and defect structures.
Electronic ceramics are often combined with metals and polymers to meet the
requirements of a broad spectrum of high technology applications, computers, telecommunications,
sensors(qv), and actuators. Roughly speaking, the multibillion dollar electronic ceramics market can
be divided into six equal parts. In addition to SiO2-based optical fibers and displays, electronic
ceramics encompass a wide range of materials and crystal structure families used as insulators,
capacitors, piezo electrics, magnetics, semiconductor sensors, conductors, and the recently
discovered high temperature superconductors. The broad scope and importance of the electronic
ceramics industry is exemplified which schematically displays electro ceramic components utilized
in the automotive industry. Currently, the growth of the electronic ceramic industry is driven by the
need for large-scale integrated circuitry giving rise to new developments in materials and processes.
The development of multilayer packages for the micro-electronics industry, composed of
multifunctional three-dimensional ceramic arrays called monolithic ceramics(MMC),continues the
miniaturization process begun several decades a go to provide a new generation of robust,
inexpensive products.
Electro Ceramic Processing
- 21 -

Fabrication technologies for all electronic ceramic materials have the same
basic process steps, regardless of the application: powder preparation, powder processing, green
forming, and densification.
i) Powder Preparation
The goal in powder preparation is to achieve a ceramic powder which yields a
product satisfying specified performance standards. Examples of the most important powder
preparation methods for electronic ceramics include mixing/calcination, coprecipitation from
solvents, hydrothermal processing, and metal organic decom-position. The trend in powder synthesis
is toward powders having particle sizes less than 1µm and little or no hard agglomerates for
enhanced reactivity and uniformity.
The mixing of components followed by calcination to the desired phase(s) and then
milling is the most widely used powder preparation method.Mixing/calcination is straight forward,
and in general, the most cost effective use of capital equipment. However, the high temperature
calcination produces an agglomerated powder which requires milling. Contamination from grinding
media and mill lining in the milling step can created efects in the manufactured product in the form
of poorly sintered inclusions or undesirable compositional modification. Furthermore, it is difficult to
achieve the desired homogeneity, stoichiometry, and phases for ceramics of complex composition
Coprecipitation is a chemical technique in which compounds are precipitated from a
precursor solution by the addition of a precipitating agent, for example, a hydroxide . The metal salt
is then calcined to the desired phase. The advantage of this technique over mixing/calcination
techniques is that more intimate mixing of the desired elements is easily achieved, thus allowing
lower calcination temperatures. Limitations are that the calcination step may once again result in
agglomeration of fine powder and the need for milling. An additional problem is that the ions used to
provide the soluble salts (eg, chloride from metal chlorides) may linger in the powder after
calcination, affecting the properties in the sintered material. Hydrothermal processing uses hot
(above 100◦C) water under pressure to produce crystalline oxides .This technique has been widely
used in the formation process of Al2O3 (Bayer Process), but not yet for other electronic powders. The
situation is expected to change, however. The major advantage of the hydro thermal technique is that
crystalline powders of the desired stoichiometry and phases can be prepared at temperatures
significantly below those required for calcination. Another advantage is that the solution phase can
be used to keep the particles separated and thus minimize agglomeration. The major limitation
of hydrothermal processing is the need for the feed stocks to react in a closed system to maintain
pressure and prevent boiling of the solution
- 22 -

Metal organic decomposition (MOD) is a synthesis technique in which metal-
containing organic chemicals react with water in a non aqueous solvent to produce a metal
hydroxide or hydrous oxide, or in special cases, an anhydrous metal oxide . MOD techniques can
also be used to prepare nonoxide powders . Powders may require calcination to obtain the desired
phase. A major advantage of the MOD method is the control over purity and stoichiometry that
can be achieved. Two limitations are atmosphere control (if required) and expense of the chemicals.
However, the cost of metal organic chemicals is decreasing with greater use of MOD techniques.
ii) Powder Processing
A basic guideline of powder manufacturing is to do as little processing as possible to
achieve the targeted performance standards (see Powders, handling). Ceramic powder fabrication is
an iterative process during which undesirable contaminants and defects can enter into the material at
any stage. Therefore, it is best to keep the powder processing scheme as simple as possible to
maintain flexibility. Uncontrollable factors such as changes in the characteristics of as-received
powders must be accommodated in the processing from batch to batch of material. Keeping the
processing simple is not always possible: the more complex the material system, the more complex
the processing requirements.
A fundamental requirement in powder processing is characterization of the as-
received powders. Many powder suppliers provide information on tap and pour densities, particle
size distributions, specific surface areas, and chemical analyses. Characterization data provided by
suppliers should be checked and further augmented where possible with in-house characterization.
Uniaxial characterization compaction behavior, in particular, is easily measured and provides data on
the nature of the agglomerates in a powder .Milling is required for most powders, either to reduce
particle size or to aid in the mixing of component powders . Commonly employed types of
comminution include ball milling, and vibratory, attrition, and jet milling, each possessing
advantages and limitations for a particular application. For example, ball milling is well-suited to
powder mixing but is rather inefficient for comminution.
iii) Green Forming.
Green forming is one of the most critical steps in the fabrication of electronic
ceramics. The choice of green forming technique depends on the ultimate geometry required
for a specific application. Multilayer capacitors require preparation and stacking of two-dimensional
ceramic sheets to obtain a large capacitance in a small volume. Techniques used to prepare two-
dimensional sheets of green ceramic, including tape casting, are discussed later under processing of
multilayer ceramics. Manufacturing methods for ceramic capacitors have been reviewed .Uniaxial
- 23 -

pressing is the method most widely used to impart shape to ceramic powders . Binders, lubricants,
and other additives are often in corporated into ceramic powders prior to pressing to provide strength
and assist in particle compaction .
Simple geometries such as rectangular substrates for integrated circuit(IC) packages
can be made by uniaxial pressing (see Integrated circuits). More complex shapes can be made by
cold isostatic pressing (CIP). CIP uses deformable rubber molds of the required shape to contain the
powder. The application of isostatic pressure to the mold suspended in a pressure transfer media,
such as oil, compacts the powder. CIP is not as easily automated as uniaxial pressing,but has found
wide application in the preparation of more complex shapes such as spark plug insulators. Slip or
colloidal casting has been used to make complex shapes in the whiteware industry for many years.
Other work has shown that colloidal casting can be used to produce electronic ceramic
materials having outstanding strength because hard agglomerates can be eliminated in the suspension
processing. Colloidal casting uses a porous mold in which the fine particles in a colloidal suspension
accumulate because of capillary forces at the wall surface of the mold. Relatively dense packing of
the particles, to approximately 60% of theoretical density, can be achieved. More importantly, hard
aggregates can be eliminated from the colloid by suitable powder selection and processing.
Drying of the resulting material may not be trivial and sections greater than about ∼
1.25 cm thick are sometimes difficult to obtain. In addition to being the preferred forming technique
for ceramic rods and tubes, extrusion processes are used to fabricate the thick green sheets used in
many electronic components .The smallest thickness for green sheets prepared by extrusion
techniques is about 80 µm. Organic additives similar to those used in tape casting are employed to
form a high viscosity plastic mass that retains its shape when extruded. The extrusion apparatus,
consists of a hopper for introduction of the plasticized mass, a de-airing chamber, and either a screw-
type or plunger-type transport barrel in which the pressure is generated for passage of the plastic
mass through a die of the desired geometry. The plastic mass is extruded onto a carrier belt and
passed through dryers to relax the plastic strain remaining after extrusion. The green sheet can be
stamped or machine diced to form disks, wafers, or other plate like shapes.
Injection molding is particularly suited to mass production of small complex shapes
with relatively small(<1.0 cm) cross sections. Powders are mixed using thermo plastic polymers and
other organic additives. A molten mass composed of the ceramic and a thermoplastic binder system
are injected via a heated extruder into a cooled mold of desired shape. The organic is burned out
and the ceramic consolidated. Machining fragments from the green ceramic can be recycled because
the thermo plastic polymers can be reversibly heated. Molds can be relatively expensive so injection
molding is best suited to the preparation of a large number of singleparts. Because of the high
organic content required, organic removal is not trivial. Green sections greater than 1.0 cm thick
require slow heating rates during burn out to avoid bloating and delamination of the green ceramic.
- 24 -

iv) Densification
Densification generally requires high temperatures to eliminate the porosity in green
ceramics. Techniques include pressureless sintering, hot-pressing, and hot isostatic pressing(HIP).
Pressureless sintering is the most widely used because of ease of operation and economics. Hot-
pressing is limited to relatively simple shapes whereas more complex shapes can be consolidated
using HIP . Sintering is used for most oxide electronic ceramics. Hot-pressing and HIP, which
employ pressure and high temperatures, are used to consolidate ceramics in which dislocation
motion (leading to pore elimination) is sluggish. Both techniques are particularly useful for
nonoxide materials such as silicon nitride and silicon carbide. Special precautions are often used in
the sintering of electronic ceramics. Heating rates and hold times at maximum temperature are
critical to microstructural development and grain size control. Sintering cycles may include
intermediate temperature annealing or controlled cooling to relieve residual strains or avoid
deleterious phase transformations. Atmosphere control may be important to prevent loss of volatile
components or avoid reduction reactions. In continuous production, sequential burnout (organics)
and sintering may take place in the same furnace, requiring complex temperature cycles even for
relatively simple devices. Complex devices such as thick film circuits and monolithic
multicomponent ceramics may require many sequential fabrication and sintering steps.
2.2.2.2 Advanced Structural Ceramics
Advanced structural ceramics, ceramic materials that demonstrate enhanced
mechanical properties under demanding conditions. Because they serve as structural members, often
being subjected to mechanical loading, they are given the name structural ceramics. Ordinarily, for
structural applications ceramics tend to be expensive replacements for other materials, such as
metals, polymers, and composites. For especially erosive, corrosive, or high-temperature
environments, however, they may be the material of choice. This is because the strong chemical
bonding in ceramics—described in the article ceramic composition and properties: Chemical bonds
—makes them exceptionally robust in demanding situations. For example, some advanced ceramics
display superior wear resistance, making them ideal for tribological (wear) applications such as
mineral processing equipment. Others are chemically inert and therefore are used as bone
replacements in the highly corrosive environment of the human body. High bond strengths also
make ceramics thermochemically inert; this property shows promising areas of application in
engines for automobiles, aerospace vehicles, and power generators.
- 25 -

A number of technological barriers have to be surmounted in order to make advanced
structural ceramics an everyday reality. The most significant challenges are the inherent flaw
sensitivity, or brittleness, of ceramics and the variability of their mechanical properties. In this article
toughening methods are described and prospects for toughened ceramics assessed. The survey ends
with links to articles on various established and prospective applications for advanced structural
ceramics.
Toughening Methods
Reinforced ceramics
Among the strategies for achieving ceramics with improved mechanical properties,
especially toughness, some involve the engineering of microstructures that either resist the
propagation of cracks or absorb energy during the crack propagation process. Both goals can be
achieved simultaneously in microstructures with fibrous or interlocked grains. In ceramics produced
with such microstructures, cracks are deflected from a straight path, leading to a dramatic increase in
crack length; at the same time particles behind the advancing crack tip bridge the crack, tending to
hold it closed. Crack deflection and crack bridging also occur in whisker-reinforced and fibre-
reinforced ceramic composites. The result is increased fracture surface area and much greater energy
absorption.
Microcracking
Another mechanism that can lead to increased fracture toughness in ceramics is
microcracking, which occurs in single-phase polycrystalline ceramics whose grains are anisotropic
(that is, whose mechanical properties vary with direction) or in intentionally biphasic polycrystalline
microstructures. In these materials tiny microcracks open up to either side of the main crack path
ahead of the advancing crack tip. This phenomenon has two effects. First, the energy that goes into
the opening of the subsidiary cracks increases the energy needed for propagation of the main crack.
Second, as the main crack propagates, microcracks opening up in the wake or process zone adjacent
to the main crack but behind the crack front result in an increase in volume, which tends to close the
main crack. The resistance to propagation thus increases the farther the crack propagates.
Transformation toughening
The most promising toughening mechanism for ceramic materials involves
a phase transformation; the method is referred to as transformation toughening. Although other
materials such as alumina can be transformation-toughened,zirconia (zirconium dioxide, ZrO2) is the
- 26 -

prototype material for this process. Pure zirconia, upon cooling below 1,150° C (2,100° F),
undergoes a dramatic 3 percent volume expansion as it transforms from a tetragonal form to a
monoclinic form. This expansion can be used to advantage by dispersing extremely fine tetragonal
particles in a matrix of cubic zirconia or alumina. The small size of the particles (less than 1
micrometre) and their intimate contact with the matrix induce the tetragonal structure to remain
stable at room temperature. Ahead of an advancing crack, however, a stress field triggers the
transformation of the embedded tetragonal particles to the monoclinic form. Behind the advancing
crack, a process zone forms in which all the tetragonal particles have transformed to the monoclinic
form. The cumulative increase in volume exerts a closing force on the advancing crack, as well as a
corresponding resistance to crack propagation that increases with crack length. Ceramics such
as transformation-toughened zirconia (TTZ) are often referred to as ceramic steel because the strain,
or change in dimension, in response to stress behaviour resembles that of steel instead of a brittle
ceramic. Also, the underlying phase transformation is called martensitic, after a similar
transformation in rapidly quenched steel to a phase known as martensite.
Prospects of Toughened Ceramics
Comparative toughness
Although toughened ceramics are far less tough than metals, they represent a vast
improvement over conventional ceramics and glass. Fracture toughness is defined as the stress-
intensity factor at a critical point where crack propagation becomes rapid. It is given the symbol
KIc and is measured in units of megapascals times the square root of the distance measured in metres
(MPa√m). With glass, an extremely brittle material, having a KIc value of 1, all other materials can
be assigned values relative to that of glass. Metals thus have relative K Ic’s in the 30–45 range
(aluminum alloys) or the 40–65 range (steels). In comparison, conventional ceramics have
relative fracture toughnesses in the 3–4 range and are therefore brittle like glass. Ceramics with
fibrous or interlocked microstructures and particle-reinforced composites fall in the 4–6 range.
Whisker-reinforced and fibre-reinforced composites have toughnesses in the 8–10 and 10–25 range,
respectively. Transformation-toughened ceramics fall in the 6–15 range. At such toughness large
TTZ ball bearings can be repeatedly bounced on concrete floors without noticeable surface damage.
Limitations
Despite their superior properties, toughened ceramics have not achieved widespread
use. One reason for this is that they are costly to produce. Therefore, they will not displace their
metallic counterparts unless they display such cost-saving performance features as increased
operating temperature or dramatically increased lifetime. Toughened ceramics also can lose their
- 27 -

properties at elevated temperatures. As temperature rises, the driving force for the phase
transformation in TTZ decreases and then disappears altogether. As a result, the material loses its
toughness. Whiskers and fibres in ceramic-matrix composites are often susceptible to high-
temperature oxidation. This virtually eliminates them as toughening agents, so that the ceramic
matrix reverts to brittle behaviour. One of the challenges facing ceramic engineers is the engineering
of tough ceramic microstructures that are stable at elevated temperatures.
Applications of advanced structural ceramics
Advanced ceramics are employed in a number of structural applications. These are
described in the articles nuclear ceramics, bioceramics, tribological ceramics, and automotive
ceramics. In addition, advanced ceramics provide enhanced performance in traditional ceramic
applications; these are described in the articles refractory and abrasive.
2.3 Pervoskites
The mineral perovskite (CaTiO3) is named after a Russian mineralogist, Count Lev
Aleksevich von Perovski, and was discovered and named by Gustav Rose in 1839 from samples
found in the Ural Mountains . Since then considerable attention has been paid to the perovskite
family of compositions. The perovskite is a true engineering ceramic material with a plethora of
applications spanning energy production (SOFC technology) , environmental containment
(radioactive waste encapsulation) and communications (dielectric resonator materials) . Of the more
exotic applications, perovskite are being considered as substrates for epitaxy of high Tc
superconductors .
The perovskite structure has the general stoichiometry ABX3, where “A” and “B” are
cations and “X” is an anion. The “A” and “B” cations can have a variety of charges and in the
original Perovskite mineral (CaTiO3) the A cation is divalent and the B cation is tetravalent.
However, for the purpose of this study, the case where both the A and B cations adopt a trivalent
state were considered and the A cations were restricted to being rare earths.
ABO3 perovskite-type oxides doped with some trivalent cations are now well known
as high temperature type proton conductors with high transport number of protons. Especially, these
rare earth element- doped ABO3 perovskite oxides with A=Ca,Sr,Ba. B=Ce,Zr,Ti etc. Such
perovskite materials have received great interest in many application areas such as fuel
- 28 -

cells,sensors,steam electrolyzers,hydrogen seperation from hydrogen containing gas mixtures and
membrane reactors for the transport of protons.
It is well known that most properties of ceramic powders depend on their methods of
production. Solid state reactions are the most widely utilized process and are good for mass
producing cost-efficient powders, because the raw materials are simply calcinated to obtain the
products. However, it is difficult to obtain a homogeneous composition and dense, fine grained
sintered bodies because of poor dispersion by physical mixing. Therefore, wet chemical methods,
such as co-precipitation, sol-gel ,the pechini, glycine-nitrate and the citrate acid methods, were
studied. These methods provide a mixing of the element at an atomic scale which is known to
accelerate the reaction of the phase formation. The Pechini and glycene nitrate methods have been
used to obtain a variety of mixed metal oxides with precise stoichiometry.
This work deals with the preparation of nano powders of BaCeO3 perovskite by a new
combustion process , Self propogating auto igniting combustion technique. This method is more is
more advanced than any other methods now available since it does not require a prolonged heating
in air.
2.4 Review of Present Work
The strontium cerate nanopowder was characterized by various methods as shown
below.
First, x-ray diffraction (XRD) patterns of the strontium cerate nanopowder were
recorded using a Seifert XRD 3003 PTS diffractometer system using Cu Kα radiation (λ=0.15418
nm) in the range of 10° to 80° (2θ) to examine the crystallization and structural development of the
strontium cerate nanopowder. The XRD patterns of strontium cerate nanopowders calcined at 800°
C., 900° C., and 1000° C.. Strontium cerate nanopowder calcined at 800° C. exhibits a small
impurity phase due to the presence of strontium carbonate (SrCO3) in the nanopowder. Similarly,
strontium cerate nanopowder calcined at 900° C. exhibits a small impurity phase due to the presence
of cerium oxide (CeO2) in the nanopowder. However, the XRD pattern of strontium cerate
nanopowder calcined at 1000° C is consistent with the spectrum of pure strontium cerate, and no
peak attributable to possible impurities is observed. The sharp diffraction peaks show that the
synthesized strontium cerate nanoparticles have high crystallinity. The crystallite size of the
synthesized strontium cerate nanoparticles was calculated based on the major diffraction peaks using
the Debye-Scherrer .
- 29 -

Second, chemical purity and stoichiometry of the nanopowders were tested by energy
dispersive X-ray spectroscopy (EDX). As illustrated by the EDX spectrum the atomic ratio of
strontium to cerium in the synthesized strontium cerate nanopowder was determined to be almost
equal to that of pure strontium cerate.
Third, the specific surface area of the synthesized strontium cerate nanoparticles was
determined based on Brunauer-Emmet-Teller (BET) analysis. The BET measurements were
performed on a Micromeritics Tristar 3000 analyzer. The difference in size for the two samples
calcined at different temperatures can be due to the higher purity of the samples calcined at 1000°
C., as explained above. The inconsistency between the crystalline size determined by the XRD and
BET methods can be due to conglomeration in the synthesized strontium cerate nanopowders.
Fourth, the morphology of the synthesized strontium cerate nanoparticles calcined at
1000° C at the higher magnification of 15,000 times. The morphology of the nanoparticles appears
to consist of large, highly dense crystals, whereas at the lower magnification of 7,500 times the
crystal morphology appears to be granular and porous with small particles.
Fifth, the morphology of the synthesized strontium cerate nanoparticles calcined at
1000° C . The strontium cerate nanoparticles appear to be agglomerated.
It is to be understood the implementations are not limited to the particular processes, devices, and/or
apparatus described which may, of course, vary.
Properties of Tb doped SrCeO3
The electrical conduction behavior of Tb doped SrCeO3 was investigated in different
gases at high temperatures. In air, oxygen or nitrogen SCTb shows small electronic-hole conduction
below 800°C and oxygen ionic conduction over 800°C with activation energy about 30 kJ/mol and
164–181 kJ/mol respectively. SCTb becomes a protonic conductor in hydrogen or methane in 500–
900°C, with the proton conductivity in the range of 10−3–10−2 S/cm, two to three orders of
magnitude higher than electronic or oxygen ionic conductivity of SCTb in air or oxygen. The
activation energy for protonic conduction in SCTb is 49 kJ/mol in methane and 54 kJ/mol in
hydrogen. The electrical conductivity of SCTb in water vapor-saturated nitrogen, air or oxygen is
higher than in corresponding gas without water vapor. Presence of water vapor does not affect the
electrical conduction of SCTb in hydrogen or methane. Gas permeation measurements show that
SCTb membrane is impermeable to hydrogen when the membrane is exposed to hydrogen or
methane upstream and nitrogen or oxygen downstream. These results confirm that SCTb is a pure
protonic conductor with very low electronic and oxygen ionic conductivity.
2.5 Synthesis Method
- 30 -

2.5.1 Co-Precipitation from solution
Co-precipitation from solution is one of the methods used for the production of mixed oxides. This is a rapid technique has been developed for quantitatively concentrating several trace materials from aqueous solution. The metals are co-precipitated as dithiocarbomate chelats by adding an excess of another dissolved metal. The precipitated product is separated from the liquid by filtration, dried and thermally decomposed to the desired compound. Radio tracer experiments show that various materials can be co-precipitated under proper experimental conditions.
There are three main mechanisms of co-precipitation. Inclusion, occlusion and adsorption. An inclusion occurs when impurity occupies a lattice site in the crystal structure of the carrier resulting in a crystallographic defect; this can happen when the ionic radius and charge of the impurity are similar to those of the carrier.
An occlusion occurs when the adsorbed impurity get physically trapped inside a crystal as it grows. An adsorbate is an impurity that is weakly bound adsorbed to the surface of the precipitate.co-precipitation method is applicable in radio chemistry, acid mine drainage, radio nuclide migration, metal contaminant transport at industrial and defense sites, metal concentrations in aquatic systems etc.
2.5.2 Sol-gel method
Sol-gel method is a chemical technique widely used in the fields of material science and ceramic engineering. Such method is used primarily for the fabrication of the materials starting from a colloidal solution(sol) that acts as the precursor for an integrator network(or gel) or either discreet particles or network polymers. Sol-gel method has several multistep processes such as hydrolysis’ polymerization, drying and densification. A sudden increase in viscosity in the common feature in sol-gel processing indicating the on set of gel formation.
Sol-gel process is a multi step operation that involves calcinations for prolonged operation that involves calcination for prolonged duration at high temperatures for obtaining powders and processing of high volume of liquids with relatively low yield. The applications of sol-gel process are numerous. The important applications of sol-gel derived products are protective coatings, thin films and powders, nano scale powders, in opto mechanical area, for the production of hot mirrors and cold mirrors, lenses and dream splitters etc.
2.5.3 Hydrothermal synthesis
Hydrothermal synthesis is a process that utilizes single or heterogenous phase reactions, in aqueous media in evaluated temperature and pressure to crystalline ceramic materials directly from the solution. Upper limits of hydrothermal synthesis extended over 1000C and 500MPa pressure. Intensive research has led to a better understanding of hydrothermal chemistry which has significantly reduced the reaction time, temperature and pressure for hydrothermal crystallization of
- 31 -

materials. The hydrothermal synthesis of ceramic powders processes two major advantages, the elimination or minimization of any high temperature calcination stage and use of relatively inexpensive raw materials.
One of the main applications of hydrothermal synthesis in the preparation of lithium polymer battery.
2.5.4 Emulsion synthesis
The emulsion synthesis is generally applicable for many ceramic powders or combinations of ceramic powders for which water soluble precursors are available. The aqueous solutions of the ceramic precursors are emulsified with an organic surfactant to provide a dispersion of aqueous droplets of nearly uniform size in the organic fluid. The emulsion process uses water-soluble precursors dispersed in the organic phase to produce spherical, uniform fine powders with minimized agglomeration at a relatively moderate coast.
The important applications of the emulsion synthesis are, small scale biodiesel production from the vegetable oil, small scale production of solid, liquid and gas fuel from wood, cogeneration of energy production using natural and fuel gas from biomass, fuel ethanol from sugar cane etc.
2.5.5 Combustion synthesis
Combustion synthesis is also known as self propagating high temperature synthesis, is a versatile material methods for the synthesis of a verity of solids. A highly exothermic reaction between the reactance producing a flame due to spontaneous combustion plays a prominent role in this method. From this method we get the desired product or its precursor is finally divided form. There are some essential conditions for combustion to take place. They are,
Initial mixture of reactance is highly dispersed and contains high chemical energy.
The powdered mixtures of the reactance (0.1 to 100nm particle size) are generally placed in an appropriate gas medium which favors an exothermic reaction.
The combustion temperature is anywhere between 1500 depending on the reaction.
Reaction times are very short since the desired product results soon after the combustion.
The application of combustion synthesis is important in the synthesis of americium based ceramics and combustion porous materials for bone replacement.
2.5.6 Solid state ceramic route method
- 32 -

The ceramic is usually prepared by the conventional solid state ceramic route method
by ball milling the oxides of the metals, drying and calcininig at high temperature. The calcined
powder is again ball milled and pressed into suitable shapes and then sintered depending on the
composition of metals. The importance of sintering is, it is difficult to fully densify the powder
without the sintering. Note that the powder is prepared by the mixed oxide route.
Even sintering at high temperatures, it is unable to give good densification. So, it is
necessary to dope with any compound in its oxide form. During the doping process, the binding
agent like poly vinyl agent is added to the compound. By the doping process, the sintering
temperature can be reduced and necessary densification can be attained. The sintering after the
doping will give the density above the 90% of the theoretical density.
2.6. Characterization Techniques
The nanoparticles can be characterized by various techniques, which provide
important information for the understanding of their optical, morphological and structural features.
The most extensively used techniques can be categorized into the following:
(a) Ultraviolet-Visible (UV-Vis) spectroscopy
(b) FTIR spectroscopy
(c) X-ray diffraction (XRD)
2.6.1. UV-visible Spectroscopy
- 33 -

Ultraviolet-visible (UV-vis) spectroscopy is widely utilized to quantitatively
characterize organic and inorganic nanosized molecules. It deals with the study of electronic
transitions between orbitals or bands of atoms, ions or molecules in gaseous, liquid and solid state.
A sample is irradiated with electromagnetic waves in the ultraviolet and visible ranges and the
absorbed light is analyzed through the resulting spectrum. It can be employed to identify the
constituents of a substance, determine their concentrations, and to identify functional groups in
molecules. Size dependent properties can be observed in a UV-vis spectrum, particularly in the nano
and atomic scales. These include peak broadening and shifts in the absorption wavelength. Many
electronic properties, such as the band gap of nanosized material, can also be determined by this
technique. For semiconductor nanocrystals, the absorption spectrum is broadened owing to quantum
confinement effects, and as their size reduces, there is no longer a distinct peak, rather there is a
band. Further more, semiconductor nanoparticles absorption peaks shifts towards smaller
wavelengths (higher energies) as their crystal size decreases.
The schematic representation of a typical UV-vis spectrometer is shown in the figure
2.1. The functioning of this instrument is relatively straightforward. A beam of light from a visible
and/or UV light source is separated into its component wavelengths by a prism or diffraction grating.
Each monochromatic (single wavelength) beam in turn is split into two equal intensity beams by a
half-mirrored device. One beam, the sample beam, passes through a small transparent container
(cuvette) containing a solution of the compound being studied in a transparent solvent. The other
beam, the reference beam, passes through an identical cuvette containing only the solvent. The
intensities of these light beams are then measured by electronic detectors and compared.
The intensity of the reference beam, which should have suffered little or no light absorption, is
defined as I0. The intensity of the sample beam is defined as I. Over a short period of time, the
spectrometer automatically scans all the component wavelengths in the manner described. The
ultraviolet (UV) region scanned is normally from 200 to 400 nm, and the visible portion is from 400
to 800 nm.
- 34 -

Fig 2.1 Schematic representation of a dual beam UV-vis spectrophotometer
If the sample compound does not absorb light of a given wavelength, I = I0.
However, if the sample compound absorbs light then I is less than I0, and this difference may be
plotted on a graph versus wavelength. Absorption may be presented as transmittance (T = I/I0) or
absorbance (A= log I0/I). If no absorption has occurred, T = 1.0 and A= 0. The wavelength of
maximum absorbance is a characteristic value, designated as λmax. Different compounds may have
different absorption maxima and absorbance. Intensely absorbing compounds must be examined in
dilute solution, so that significant light energy is received by the detector, and this requires the use of
completely transparent (non-absorbing) solvents. Since the absorbance of a sample will be
proportional to its molar concentration in the sample cuvette, a corrected absorption value known as
the molar absorptivity is used when comparing the spectra of different compounds. This is defined
as: Molar Absorptivity, ε = A / l c (where A is the absorbance, c is the sample concentration in
moles/liter and l is the length of light path through the cuvette in cm) .
- 35 -

2.6.2 Fourier Transform Infrared Spectroscopy.
FT-IR stands for Fourier Transform InfraRed, the preferred method of infrared
spectroscopy. In infrared spectroscopy, IR radiation is passed through a sample. Some of the infrared
radiation is absorbed by the sample and some of it is passed through (transmitted). The resulting
spectrum represents the molecular absorption and transmission, creating a molecular fingerprint of
the sample. Like a fingerprint no two unique molecular structures produce the same infrared
spectrum. This makes infrared spectroscopy useful for several types of analysis.
Infrared spectroscopy has been a workhorse technique for materials analysis in the
laboratory for over seventy years. An infrared spectrum represents a fingerprint of a sample with
absorption peaks which correspond to the frequencies of vibrations between the bonds of the atoms
making up the material. Because each different material is a unique combination of atoms, no two
compounds produce the exact same infrared spectrum. Therefore, infrared spectroscopy can result in
a positive identification (qualitative analysis) of every different kind of material. In addition, the size
of the peaks in the spectrum is a direct indication of the amount of material present. With modern
software algorithms, infrared is an excellent tool for quantitative analysis.
Fourier transform infrared spectroscopy is preferred over dispersive or filter methods
of infrared spectral analysis for several reasons:
• It is a non-destructive technique
• It provides a precise measurement method which requires no external calibration
• It can increase speed, collecting a scan every second
• It can increase sensitivity – one second scans can be co-added together to ratio out random noise
• It has greater optical throughput
• It is mechanically simple with only one moving part
- 36 -

Fourier Transform Infrared (FT-IR) spectrometry was developed in order to
overcome the limitations encountered with dispersive instruments. The main difficulty was the slow
scanning process. A method for measuring all of the infrared frequencies simultaneously, rather than
individually, was needed. A solution was developed which employed a very simple optical device
called an interferometer. The interferometer produces a unique type of signal which has all of the
infrared frequencies “encoded” into it. The signal can be measured very quickly, usually on the order
of one second or so. Thus, the time element per sample is reduced to a matter of a few seconds rather
than several minutes.
Most interferometers employ a beamsplitter which takes the incoming infrared beam
and divides it into two optical beams. One beam reflects off of a flat mirror which is fixed in place.
The other beam reflects off of a flat mirror which is on a mechanism which allows this mirror to
move a very short distance (typically a few millimeters) away from the beamsplitter. The two beams
reflect off of their respective mirrors and are recombined when they meet back at the beamsplitter.
Because the path that one beam travels is a fixed length and the other is constantly changing as its
mirror moves, the signal which exits the interferometer is the result of these two beams “interfering”
with each other. The resulting signal is called an interferogram which has the unique property that
every data point (a function of the moving mirror position) which makes up the signal has
information about every infrared frequency which comes from the source. This means that as the
interferogram is measured, all frequencies are being measured simultaneously. Thus, the use of the
interferometer results in extremely fast measurements. Because the analyst requires a frequency
spectrum (a plot of the intensity at each individual frequency) in order to make identification, the
measured interferogram signal can not be interpreted directly. A means of “decoding” the individual
frequencies is required. This can be accomplished via a well-known mathematical technique called
- 37 -

the Fourier transformation. This transformation is performed by the computer which then presents
the user with the desired spectral information for analysis.
Some of the major advantages of FT-IR over the dispersive technique include:
• Speed: Because all of the frequencies are measured simultaneously, most measurements by FT-IR
are made in a matter of seconds rather than several minutes. This is sometimes referred to as the
Felgett Advantage.
• Sensitivity : Sensitivity is dramatically improved with FT-IR for many reasons. The detectors
employed are much more sensitive, the optical throughput is much higher (referred to as the
Jacquinot Advantage) which results in much lower noise levels, and the fast scans enable the
coaddition of several scans in order to reduce the random measurement noise to any desired level
(referred to as signal averaging).
• Mechanical Simplicity: The moving mirror in the interferometer is the only continuously moving
part in the instrument. Thus, there is very little possibility of mechanical breakdown.
• Internally Calibrated: These instruments employ a HeNe laser as an internal wavelength
calibration standard (referred to as the Connes Advantage). These instruments are self-calibrating
and never need to be calibrated by the user.
These advantages, along with several others, make measurements made by FT-IR
extremely accurate and reproducible. Thus, it a very reliable technique for positive identification of
virtually any sample. The sensitivity benefits enable identification of even the smallest of
contaminants. This makes FT-IR an invaluable tool for quality control or quality assurance
applications whether it be batch-to-batch comparisons to quality standards or analysis of an
unknown contaminant. In addition, the sensitivity and accuracy of FT-IR detectors, along with a
wide variety of software algorithms, have dramatically increased the practical use of infrared for
quantitative analysis. Quantitative methods can be easily developed and calibrated and can be
incorporated into simple procedures for routine analysis. Thus, the Fourier Transform Infrared (FT-
IR) technique has brought significant practical advantages to infrared spectroscopy. It has made
possible the development of many new sampling techniques which were designed to tackle
challenging problems which were impossible by older technology. It has made the use of infrared
analysis virtually limitless.
- 38 -

2.6.4 X-ray diffraction Studies
XRD involves monitoring the diffraction of X-rays after they interact with the
sample. It is a crystallographic technique used for identifying and quantifying various crystalline
phases present in solid materials and powders. In XRD the crystal structure as well as the size of the
grains and nanoparticles can be determined. When X-rays are directed at a regular crystalline
sample, a proportion of them are diffracted to produce a pattern. From such a pattern the crystal
phases can be identified by comparison to those of internationally recognized databases that contain
reference patterns. From the diffraction patterns, the uniqueness of nanocrystal structure, phase
purity, degree of crystallinity and unit cell parameters of the nanocrystalline materials can be
determined. X-ray diffraction technique is nondestructive and does not require elaborate sample
preparation, which partly explains the wide use of XRD methods in material characterization. In
crystallography, the solid to be characterized by XRD has a space lattice with an ordered three
dimensional distribution of atoms. These atoms form a series of parallel planes separated by a
distance d, which varies according to the nature of the material. For any crystal, planes have their
own specific d-spacing. When a monochromatic X-ray beam with wavelength λ is irradiated onto a
crystalline material with spacing d, at an angle θ, diffraction occurs only when the distance travelled
by the rays reflected from successive planes differs by an integer number n of wavelengths to
produce constructive interference. Such constructive interference patterns only occur when incident
angles fulfill the Bragg condition such that nλ = 2dsinθ. Condition for constructive interference is
given in figure 2.4.
Fig 2.4 Condition for constructive interference
- 39 -

By varying the angle θ, the Bragg law condition is satisfied for different d-spacings in
polycrystalline materials. Plotting the angular positions versus intensities produces a diffraction
pattern, which is characteristic of the sample. When a mixture of different phases is present, the
resultant diffractogram is a superposition of the individual patterns. In a typical XRD pattern, the
diffracted intensities are plotted verses the detector angle 2θ. Each peak is then assigned a label
indicating the spacing of a crystal plane. Bragg’s law states the condition for sharp diffraction peaks
arising from crystals which are perfectly ordered. Actual diffraction peaks have a finite width
resulting from imperfections, either the irradiation source or the sample. As the crystallite
dimensions enter the nanoscale the peaks broaden with decreasing crystal size. The widths of the
diffraction peaks allow the determination of crystallite size. The size of the crystallites can be
determined using Debye–Scherrer equation:
where τ is the thickness of the nanocrystal, K is a constant which depends on the crystallite shape ,
λ = wavelength of X-rays, β is the full width at half maxima of the broadened peak .
- 40 -