Embed Size (px)
Citation preview

SRI-MME-93-261-7244.02
CGF CARTRIDGE DEVELOPMENT
VOLUME I
Final Report To:
NASA MARSHALL SPACE FLIGHT CENTER
Marshall Space Flight Center, AL 35812
Contract Number NAS8-39026
By:
SOUTHERN RESEARCH INSTITUTE
2000 Ninth Avenue South
Birmingham, AL 35205
Written By:
Carl A. Dixon
Assistant Engineer
Approved By:
R. Koenig
arch DirectorThermophysical Research Department
March 1993

TABLE OF CONTENTS
I.0 INTRODUCTION
2.0 INVESTIGATION OF WELDING/BRAZING MOLYBDENUM AND TZM ALLOY
2.1 EVALUATION OF TZM AS A POTENTIAL SOLUTION
2.2 CONCLUSIONS OF THE WELDING/BRAZING INVESTIGATION
2.3 REFERENCES FOR RECRYSTALLIZATION STUDY
3.0 EVALUATION OF TZM AS A CARTRIDGE MATERIAL
3.1 CONCLUSIONS
EVALUATION OF WC-103 AS AN ALTERNATE TO TZM
4.1 CONCLUSIONS
5.0 SURVEY OF OXIDATION RESISTANT COATINGS FOR TZM AND WC-103
5.1 CONCLUSIONS
6.0 CHEMICAL COMPATIBILITY STUDIES
7.0 FINAL DESIGN OF CGF CARTRIDGE
8.0 SUPPORT WORK
9.0 FUTURE IMPROVEMENTS
9.1 LITERATURE SEARCH FOR ALTERNATE CARTRIDGE MATERIALS
9.2 IMPROVED AMPOULE DESIGN
9.3 COMPUTERIZED MATERIALS DATABASE DEVELOPMENT
LIST OF APPENDICES
4.0
i
2
12
31
33
34
35
39
39
40
41
42
43
45
46
46
54
60
61
Ii

LIST OF ILLUSTRATIONS
2.0.4
2.0.7
2.0.8
2.1.1
2.1.2
2.1.3
2.1.4
2.1.5
2.1.6
2.1.7
2.1.8
2.1.9
2.1.10
2.1.11
Cross-Section of Crystal Growth Cartridge Showing Placement
of Adjustment Block and End Cap
Photomicrograph (25x) of a Cross-Section of Molybdenum Tube
Photomicrograph (25x) of a Cross-Section of Molybdenum TubeHeat Treated at I065°C for One Hour
Photomicrograph (25x) of Adjustment Block Brazed to
Molybdenum Tube
Quartz Dilatometer for Measuring Thermal Expansion to 1500°F
Thermal Expansion of PM-TZM (Same as Literature Values for
Molybdenum)
Thermal Expansion of 304L Stainless Steel (from TPRLHandbook)
Photomicrograph (25x) of Electron Beam Weld Area of
Molybdenum Tube
Photomicrograph (25x) of a Bar Section of Arc-Cast TZM Alloy
Photomicrograph (25x) of a Bar Section of PM-TZM
Typical Hot Zone Cavities Available
Standard Char Cycle
Photomicrograph (25x) of a Bar Section of Arc-Cast TZM AlloyHeat Soaked at 1370°C for 50 Hours
Photomicrograph (25x) of a Bar Section of PM-TZM Heat Treated
at 1370°C for 50 Hours
Photomicrograph (25x) of Virgin PM-TZM in LongitudinalDirection of Bar
Photomicrograph (lOOx) of an Actual PM-TZM Cartridge Run inthe CGF for 90 Hours at 1260°C
Photomicrograph (100x) of Virgin PM-TZM Showing MicrohardnessIndentations
Photomicrograph (100x) of PM-TZM Bar Heat Treated at 1370°C
for One Hour Showing Hard Outside Coating
Schematic of Ring-Flex Test
4
5
7
8
9
i0
ii
14
15
16
17
18
19
20
21
22
23
24
iii

ELpJ_
2.1.12
2.1.13
2.1.14
3.0.1
3.0.2
3.0.3
7.0.1
9.2.1
9.2.2
9.2.3
9.2.4
LIST OF ILLUSTRATIONS (Continued)
Load-Deflection of Arc-Cast Molybdenum Cartridge Rings
Load-Deflectlon of PM-TZM Cartridge Rings
Photomicrograph (100x) of Hardness Indentation in 80 Hours1370°C Heat Soaked PM-TZM
Graphite Dilatometer for Measuring Thermal Expansion to5500°F
Unit Thermal Expansion of FBD Zirconia Insulation from CGF
Molybdenum Oxide Test Facility
CGF Cartridge Schematic
Prototype Ampoule
Alternate Sealing Technique for Re-deslgned Ampoule
Ampoule Failure Sensing Mechanism for Non-conductlve
Ampoules
Ampoule Failure Sensing Mechanism for Conductive Ampoules
25
26
27
36
37
38
44
56
57
58
59
iv

Table
2.1.1
2.1.2
2.1.3
2.2.1
9.1.1
9.1.2
9.1.3
9.1.4
9.1.5
LIST OF TABLES
PM-TZMMicro-Hardness, I00 Gram Load
Arc-Cast Micro-Hardness, i00 Gram Load
PM-TZM NASA CGF Cartridge Micro-Hardness (100 gm Load)
Brazes for Molybdenum and TZM
Candidate Materials Considered for CGF Tube
Immediate Minimum Goals (Refractory Metals)
Immediate Minimum Goals (Ceramics)
Long Term Preferred Goals (Refractory Metals)
Long Term Preferred Goals (Ceramics)
28
29
30
32
49
5O
51
52
53
V

1.0 INTRODUCTION
This is Volume I of a final report for work performed by the Southern
Research Institute (SRI) for the NASA Marshall Space Flight Center (NASA/MSFC)
under contract number NAS8-39026. This report will present a summary of SRI's
research efforts in the development of crystal growth cartridges for the Crystal
Growth Furnace (CGF) used for experiments aboard USML-1.

2.0 INVESTIGATION OF WELDING/BRAglNG MOLYBDENUM AND TZM ALT_)Y
SRI's initial efforts on the CGF cartridge development program involved
investigating the welding and brazing techniques of molybdenum tubes.
NASA/MSFC's initial cartridge design is shown in Figure 2.0.1. A molybdenum
tube, fabricated by rolling, was fitted with a spherical end cap (electron-beam
welded) and a 304L stainless steel adjustment block (vacuum brazed). During the
welding and brazing operations, however, the molybdenum tube recrystalllzed and
became extremely brittle. Hoop stresses generated by both the welding and
brazing operations caused failures of the cartridge.
Figure 2.0.2 is a photomicrograph of a section of a NASA/MSFC supplied
molybdenum cartridge. This cartridge had not been heat treated. As can be seen,
the molybdenum had an aligned grain structure due to the rolling process with
which it was formed.
Figure 2.0.3 is a photomicrograph of a sample from the same cartridge but
heat treated to I065°C for one hour. This was the temperature and time at which
the cartridge was brazed in a vacuum furnace. As can be seen, the molybdenum had
recrystallized. The original grain structure was replaced by randomly oriented
large grains yielding a brittle structure.
Figure 2.0.4 is a photomicrograph of a section of the adjustment block
brazed to the molybdenum tube. Note the recrystallization of the molybdenum.
Also note that the molybdenum tube had crimped slightly and pulled away from the
braze and adjustment block. This crimping was due to the large circumferential
stresses put on the tube by a thermal expansion mismatch between the stainless
steel and the molybdenum.
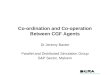
Figure 2.0.5 is a schematic of one of the quartz dilatometers available at
SRI. The quartz dilatometer is capable of measuring thermal expansion up to
980°C with a precision of 10 .5 cm/cm. Thermal expansion measurements can be
performed on solid rods, tubes, and spheres.
Figure 2.0.6 is the thermal expansion of molybdenum measured in SRI's
quartz dilatometer. Figure 2.0.7 is the thermal expansion curve for 304L

stainless steel from literature. At 760°C the expansion of the stainless steel
is 14.0 x 10 -3 cm/cm. The expansion of the molybdenum is about 4.4 x 10 -3 cm/cm
at the same temperature. The large thermal expansion of the stainless steel
caused a gap of about 0.0114 centimeters (at 760°C) between the adjustment block
and the tube. This gap then filled with braze. Upon cooling, the braze
solidified and the stainless steel adjustment block contracted, placing large
hoop compressive and flexural stresses on the tube. Assuming equal compliance
between the molybdenum tube and stainless steel adjustment block, the compressive
elastic hoop stresses exceed the yield strength of both materials. This stress
caused the tube crimping or collapse. The flexural stress where the molybdenum
exits the adjustment block was about 2070 MPa (again, elastic analysis). Thus
one would also expect collapse of the molybdenum tube due to flexural stress.
Attempts were made by NASA/MSFC to place a 304L stainless steel mandrel in
the tube to prevent collapse, but, with the thermal expansion mismatch, the
stainless steel mandrel's expansion created extensive stresses and failure of the
molybdenum tube during heat up.
Figure 2.0.8 is a photomicrograph of the joint where the spherical end cap
was electron beam welded to the tube. The large grain structure is easily
visible at the heat affected zone.
In summary, the problems associated with the molybdenum tube/stainless
steel adjustment block design were;
i] Recrystallization of the molybdenum tube during brazing.
2] Compressive hoop and axial stresses from the stainless steel
adjustment block.
3] Tensile stresses from the stainless steel mandrel.
4] Recrystallization of the electron beam welded joint at the
spherical end cap.

e,
i=ir.t.1
v_=
u_0
U
i-4e,.
:30
a=t_
c_
a=
0 e_
t_C.5
_r_
tD
00
0
o
I
o .t-_
t3 _
c_
4


r-io
o
o
i
o
o
xu_
b_0
0
0
6


\
m
[._
4.bm
Ixl
o
u_o
o
cJ
c_i
u3o
o
oL_ :Z:I
.CO
m0
0
UO
O
m
f-I
bO
r_


Q)
0
o
"0
Nm
oo
i-i
c::
m
u_:::1
"0
o
X
v
m
o
o
mo
o
c%1


Dial Gage
LVDT
II
ii iI C------ :
/ /
/ /
/ /
/ /
/ /
/ /
/ /
/ /
/ /
/ /
/ /
/ /
I
NBS Quartz
Dilatometer
Tubes
- Specimen
Heater
Figure 2.0.5. Quartz Dilatometer for Measuring Thermal
Expansion to 1500°F

i '
:.ji!t.
[4
i q
tl
i i
f"1
:-]
i-I
• l
i'ti-.l
T !
. i
:t
, i
_4,i.
• I
• !
if> !
mO/lO I_OI aT (1/IV) uoTsuedx_ "[ml_q& :lTUll
000
• ; t * ; t
;i:* tft!
f_, i.!;I , ; i
_-,--4-L
!!1
r'_t._-_-
li_ ill
Ii 0
, J_ ,
.... ill,#
' i _
• I i , .!,:
, i :
, -0.... • ! * M
.... ft" i
-0
I
A
0_-_
L.I0
u_
O_
¢J
4J
r_
I ._
0 • ,-10 LI
N
I
0
0
e_
0

i! , i
• ' I ....
I
• °
I
m_,/m:) e-OT UT ("I/"IV) uoTsusdx2 "[_._,tl.]. _,TUfl
I
10


11
0
u,-I0
f-I
a_
0
.IJ
,-4f..z.1
u_0
c',,Iv
,.C:
m
bD0
{J,,i-I
0
0
b_


2.1 EVALUATION OF TZM AS A POTENTIAL SOLUTION
The recrystalllzatlon temperature of molybdenum can be increased by
alloying it with 0.5% titanium and 0.1% zirconium. The small amounts of titanium
and zirconium inhibit grain growth. Recrystallization temperatures 1,2 for this
alloy, known as TZM, become significant around 1370°C.
TZM alloy can be produced by two methods: Arc-cast and powder metallurgy.
Historically, powder metallurgy techniques yield TZM with a lower density than
arc-cast. However, current technology produces powder metallurgy TZM (PM-TZM)
with the same density and approximate mechanical properties as arc-cast TZM 1.2
PM-TZM is much more readily available and less expensive than arc-cast TZM.
Figure 2.1.1 is a photomicrograph of a piece of arc-cast TZM alloy taken
from a solid rod. The fine grain structure is evident.
Figure 2.1.2 is a photomicrograph of a piece of PM-TZM taken from a solid
rod. Note that its grain structure is similar to that of arc-cast TZM. The
small voids are created by the powder metallurgy process. The manufacturer
claims that these voids have minimal effect on material properties.
Figure 2.1.3 shows the dimensions of the hot zone cavities of the high
temperature furnaces available at SRI. SRI's high temperature furnaces use
graphite resistance heaters and is capable of reaching temperatures up to 2760°C.
Heat soaks can be performed both in air, in an inert gas, or in a prescribed
environment (such as the CGF's). Figure 2.1.4 shows the standard cycles used to
heat soak specimens.
Figure 2.1.5 is a photomicrograph of a piece of arc-cast TZM that had been
heat treated to 1370°C for fifty hours. Slight changes in grain structure were
evident but nowhere near as drastic as seen in pure molybdenum.
Figure 2.1.6 is a photomicrograph of a piece of PM-TZM that had also been
heat treated to 1370°C for fifty hours. Again, there was only slight recrystal-
lization.
12

Figure 2.1.7 is a photomicrograph of a piece of PM-TZMIn the longitudinal
direction of a solid bar. Figure 2.1.8 is a photomicrograph of a section of a
PM-TZM cartridge run in the CGF for 90 hours at 1260°C. A comparison of these
two figures shows no significant recrystalllzatlon.
A series of microhardness tests were run on samples of virgin and heat-
soaked TZM. Figure 2.1.9 is a photomicrograph of a section of virgin PM-TZMbar.
The hardness indentations are visible. Tables 2.1.1 and 2.1.2 summarize the
mlcrohardness readings for PM-TZMand arc-cast TZM. The outside surface of heat-
soaked materials apparently had a thin hard coating. This is shown in Figure
2.1.10. The composition of the coating was not known. The data from Tables
2.1.1 and 2.1.2 indicated that continued exposure to hlgh temperatures increases
the hardness of the TZM. Microhardness was also run on the PM-TZM tube that was
run in the CGF for 90 hours. Hardness readings were taken from areas at both the
brazed joint and the end cap. Table 2.1.3 summarizes this data. As expected,
there was less change than seen in the 1370°C environment.
Figure 2.1.11 is a schematic of a test technique to qualitatively evaluate
ring flexure of samples cut from CGF cartridges. A series of dead weight loads
was employed to obtain deformations. Ring samples 0.50 inches wide were cut from
an arc-cast molybdenum cartridge and a PM-TZMcartridge. Ring samples from both
cartridges were heat treated to 2500°F for six hours. Figure 2.1.12 is the load-
deflection curve for the arc-cast molybdenum rings. The effect of heat treating
was to lower the strain to failure. Figure 2.1.13 is the load-deflection curve
for the PM-TZM rings. Failure could not be obtained with this geometry and
facility (load limited).
To evaluate TZM's ductility, SRI's scanning electron microscope was used
to photograph the hardness indentations in the 80 hour heat soaked specimen.
Figure 2.1.14 is a photomicrograph (3000x) of such an indentation. A brittle
material would have cracks propagating from the corners of the indentation. A
ductile material would have flow lines around the periphery. Neither of these
effects were seen.
13

o
,...-i
i
o
o°_
c_
K_o
c_4
,z:
o
°_,-_
o
o
¢J
_0.,..4
14


15


I I0
j !! 1
0_
0
'o0
_L_
O
O
0
:oO
0
m_
0Z
X
_J
=0
0:z:
_J
16

5O0O
0
I
4}I.I
iJ
al
ql
e
E-I
4500
40q
351
15(
i
j,,
.. f
;', ....... ! .... -!
:i I ' : , • :|
. £ I
i'i '!
.... ! .
|l |I
o
.,,,,
; J
: I
........ _ _ ......_i I-/................ L-
I
I
I
_ I t , ,,o,
i • I ' i
.... 1
l-: " "
1 2 4
"" I
-, !
Time in Hours
Figure 2.1.4. SCaadard Char Cycle
17

o
o
rn
i
r.J
0
0
J_
r_3
ma:l
om
Xu_ oo.J:_v
o
CL.m
0bO_0
CJ •
E_ r'--Or_
0
a., m
C_I
r._
18


r_
0
0u_
o
o
o
0r_
4.J
I.J
N
I
o
o
u
c_
o
u_
o
u
E_o
o
_0
19


2O


"0
_J
E_
•IJ ar_o
4J
o
o o
vo
o
u r._
o,_
o
oo
C_l
Q;
_0
21


o
E_
0 0
X0
v-O
0
B,_0 0
0
22


L_
e_
_J
m
mo
4-1'_0 _
X
0
0 0
O0*J0 _
,_ 0
l.l
23


o
o
0_o \
\
\ \
\
I
o
,,,c::u
24

n_
©
0
/
c,,I0,1
00
c_0
0
0
0 t_
0
0 0
Cl u_
25

E-l U
c_
U
0
ee
0
U
o
bO C'_
I,w
©
I I I l I
u_
0
0
u_
o.
o
_ g
g
_ s
o _
D 0
0
26


0
0oO
0
"0
r_
°__4o_.
O
I::_0
Oo
27


c_
00
C_
i
r_c_
_Jr_
_JE-4
o
_-4 _,_ Lt_ _ r_ r_ r_ t_.
"0
r_
r_0
28

ill
1-1
O
rjo
° _i
•,-I (_
o,,4
ir! i i i i i i !
In
i i i i i ! i i
!Ul-i,<
,q
,.-4
IIIE-t
,-4 c_l P"l
ulell
I.I
P-I
<J0
29

c_
oo
v
c_
i
0 _-_
O o
0
o4
,.,-I .1_m
cn
0
O%
r_
<_Z
[--i
i
,--I
,,-t
l-im
oo
30

2.2 CONCLUSIONS OF THE WELDING/BRAZING INVESTIGATION
Based upon the recrystalllzatlon study and the simple ring flexure test,
PM-TZMwas considered to be an acceptable cartridge material. The electron beam
welding of the end cap was eliminated by machining the tubes with a closed
spherical end from a solid bar of PM-TZM. It was decided that a re-design of
the adjustment block was required to eliminate the stresses built up during
brazing the adjustment block to the cartridge tube. The new adjustment block
configuration was designed by NASA/MSFC and was constructed from PM-TZM to
eliminate the thermal expansion mismatch. SRI also researched some brazing
alloys recommended 1,3 for molybdenum and TZM. These alloys are listed in Table
2.2.1 in decreasing order of brazing temperature. Brazing pure molybdenum with
these materials would have resulted in some recrystalllzation. TZM, however,
posed no problems.
31

E4
I::
r-4o
o
b_
,--4.o
E-4
0 0 0 0 0 0
0 N N NN 0 0 0 N
-- 0 _ _ _ 0
?.
o o o _ o _
o
Z _
!
o
!
,,.M
oQ
o
32

2.3 REFERENCES FOR RECRYSTALLIZATION STUDY
i. "Fabricating Molybdenum and TZM Alloys", Climax Specialty Metals.
2. "Molybdenum", Metallwerk Plansee GmbH.
3. "Brazing Molybdenum", American Society for Metals (1959).
. L.H. Stone, A.H. Freedman, and E.B. Mlkus, "Recrystalllzatlon Behavior and
Brazing of the TEM Alloy".
33

3.0 EVALUATION OF TZM AS A CARTRIDGE MATERIAL
Upon completion of NASA/MSFC's re-deslgn of the adjustment block, SRI
arranged to have several test cartridges assembled for ground testing. SRI
purchased bar stock of TZM from Climax Specialty Metals in Chicago. Some of this
bar stock was subcontracted to a machine shop to be gun-drilled and ground to
form the cartridge tube with a closed spherical end. SRI machined the adjustment
blocks in-house from the remainder of the TZM bar stock. The adjustment blocks
and cartridge tubes were then sent to NASA/MSFC for brazing and ground testing.
The TZM cartridge did not have the problems with recrystallization and
brittleness that the previous molybdenum/stainless steel design suffered.
However, there were some difficulties with TZM.
The TZM alloy was very difficult to machine. TZM is hard enough that tools
wear out very quickly. The tools also required constant cooling with a tapping
fluid to machine the alloy. TZM is a fairly brittle material. This brittleness
often prevented the material from chipping cleanly and occasionally caused
fracture of the part as holes were bored through. Machining the TZM was
expensive in both man-hours and tooling.
During high temperature ground tests of the CGF with a TZM cartridge, the
low density zirconia insulation in the adiabatic zone of the CGF crumbled and
formed a yellow powder. An investigation of the yellow powder by SRI's X-ray
diffraction facility showed the presence of large amounts of monoclinic zirconia.
Commercial zirconia insulation has a yttria stabilizer added to maintain the
zirconia in a stable cubic crystal form. It was apparent from this analysis that
something was causing the stable cubic zirconia to break down into the less
stable monoclinic form (which is yellow in color).
The transformation from cubic to monoclinic zirconia is accompanied by a
three-fold volume change. As a check on the stability of the zirconia insulation
supplied by the manufacture to NASA/MSFC, thermal expansion measurements were
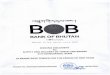
made on zirconia samples taken from spare parts of the CGF. In order to reach
temperatures higher than 980°C, SRI's graphite dilatometer (Figure 3.0.1) was
used in conjunction with the quartz dilatometer. The graphite dilatometer is
34

capable of measuring thermal expansion from about 815°C to 2760°C. Figure 3.0.2
is the thermal expansion curve for the zlrconla insulation. The thermal
expansion coefficient is uniform, indicating a stable material with no phase
changes. Therefore, since the breakdown occurred only when a TZM cartridge was
used, it was surmised that the TZMwas somehow attacking the zlrconla insulation.
A literature search on molybdenum and TZM showed that the volatile oxide
formed by molybdenum can act as a catalyst for certain chemlcal reactions. Since
the TZM cartridge readily oxidizes in the CGF, a test was designed to evaluate
the effects of molybdenum oxide on zlrconia insulation.
Figure 3.0.3 is a schematic of the molybdenum oxide test facility.
Shavings of TZM were packed in the forward end of the furnace. A block of
zirconla insulation (i cc) was set in the rear of the furnace. The entire
assembly was heated to 1200°C. Air was then purged into the forward end of the
furnace through the TZMshavlngs. The large surface area of the shavings allowed
the generation of copious amounts of molybdenum oxide that then passed over the
zirconia insulation. The test was run for two hours. By the end of the test,
the zirconla insulation had crumbled into a yellow powder. X-ray diffraction
showed the powder to be monocllnlc zirconia.
The above test showed that the molybdenum oxide generated by the TZM alloy
was attacking the zirconla insulation. The chemical mechanism of the attack is
not known.
3,1 CONCLUSIONS
There were two possible courses of action in response to the difficulties
experienced in using TEM as the CGF cartridge material. Either an alternate
material could be selected or a coating of some sort could be applied to the
cartridge to prevent oxidation. The adjustment block would require no coating
since it operated at only a few hundred degrees centigrade and thus did not
oxidize at all.
35

Graphite Case
Specimen
l
Dial Gage
Pushrod
'-- Graphite
Sight Port
Specimen
Heater
Holder
Figure 3.0.1. Graphite Dilatometer for Measuring Thermal Expansion to 5500°F
36

18
14
12
M
o i0fo
To
_ 8
o,6 6
,-4
4
Figure 3.0.2.
I
-2
......... T .........
• Graphite Diletometer
_) Specimen::4 Run No.:
" Density:
_) Specimen:- Run No.:
_" Density:
!'[3 Specimen:_ Run No.:
.. DenslCy:
';_ Specimen:.i Run No.:
i' Density:
CTE-I NASA FBD; Run: 2
F882-105-180K3
I. 629 8m/cm _
CTE-I NASA FBD; Run: 1
F882-102-144K4
1.629 _m/cm_
CTE-2 NASA FBD; Run: 1F882-102-180K3
1.713 gm/cm _
CTE-2 NASA FBD; Run: 2
F882-104-144K4
1.713 _/cm _
I I
1000
Unit Thermal Expansion of FBD Zirconla Insulation from CGF
I
37

N, <EW Z
WI d
<E
d
< <T •I---z /
v /
/////
×n /
/
.__1o /z /
//
///////
//////
/l
Zr-n
<___J
6,)Z
/Z
/D o
/
/
//////
//////
///
//
//I
Z
><[T(/9
Zr'-J
"_ "_f _ J °_ -_oo/ o Oo ,I,,.......i, C) 0
C_ 0 C) 0
c) Q
Z
cv
<[
1.1
u
X0
a_
,-4o
_46_4
38

4.0 EVALUATION OF WC-103 AS AN ALTERNATE TO TEM
WC-103 is a niobium/hafnium alloy produced by Teledyne Wah-Chang in Albany,
Oregon. WC-103 will not recrystallize during electron beam welding or brazing
operations. This eliminated the need for machining cartridge tubes from solid
rods as with the TZM. Tubes could be bought directly from Teledyne Wah-Chang,
then the endcaps could be e-beam welded. This greatly reduced the manufacturing
cost of CGF cartridges. Some of that savings was offset, however, by the greater
cost of WC-103.
WC-103 is a more ductile alloy than TZM. This made machining the
adjustment blocks considerably easier. The greater ductility also meant that the
WC-103 cartridges were less susceptible to breakage when jarred than the TZM
cartridges.
WC-103 mechanical properties are not as good as TZM (see tables in Section
6.1 for numerical data). However, its properties were deemed sufficient for use
in the CGF.
There was only one major drawback to using WC-103 as a CGF cartridge
material. The alloy oxidizes extensively at temperatures above about 230°C. In
tests run in SRI's high temperature furnace, a WC-103 sample was heated to 1200°C
and held for i hour in an environment simulating the CGF. The WC-103 broke down
completely into a whitish powder. Obviously, such disintegration of the car-
tridge in the CGF would result in failure of the experiment. However, a coating
could be applied to the WC-103 tube to prevent oxidation.
4,_ CONCLUSIONS
The WC-103 appeared to be a viable candidate if the oxidation problem could
be solved with some sort of coating. The greater machinability and higher
recrystallization temperature of the WC-103 made it desirable over TZM. However,
TZM did possess better mechanical properties.
39

5.0 SURVEY OF OXIDATION R_SIST_ COATINGS FOR TgM AND WC-10_
Since both the TZM and WC-103 oxidized readily in the CGF environment, a
survey was made of oxidation resistant coatings that could be applied to
cartridges of these materials. This would allow either of the materials to be
successfully used in the CGF.
The survey yielded two types of coatings that could be applied to the
cartridges; i) a silicide coating and 2) a chemical-vapor-deposited (CVD) iridium
coating. These two coatings had thermal expansion coefficients that matched
those of the base materials. The thermal expansion match was necessary to avoid
cracks in the coatings at elevated temperatures.
Plasma sprayed silicide coatings were available from a company called VAC-
HYD, based in Los Angeles, California. The silicide coatings were available
which had been formulated to have compatible thermal expansion coefficients with
both TZM and WC-103. The actual compositions of these coatings were proprietary.
The CVD iridium coating was available from a company called ULTRAMET based
in Pacomla, California. Iridium is a high temperature, oxidation resistant
metal. The thermal expansion of iridium is compatible with both TZM and WC-103.
Sample coupons of both TZM and WC-103 were sent to VAC-HYD for silicide
coatings. A sample coupon of TZMwas sent to ULTRAMET for a CVD iridium coating.
The returned samples were then inspected by SRI. It was noted that the
silicide coatings were soft and easily rubbed off. The silicide coatings also
had a tendency to crack if mishandled. The CVD iridium coating on the TZM,
however, did not have any flaws and appeared to be quite rugged.
SRI then performed oxidation testing in the high temperature furnace on all
the samples. The coupons were heated to 1200°C in air and held at temperature
for eight hours. No oxidation was seen on any of the samples.
Since the silicide coatings were inexpensive and quickly available, a WC-
103 cartridge was sent to VAC-HYD for coating. An inspection of the returned
4O

cartridge showed the silicide coating had a tendency to chip off. There were
numerous small cracks in the coating. This cartridge was then sent to NASA/MSFC
for ground testing.
Since VAC-HYD's silicide coatings were easily damaged, another source of
silicide coatings was sought. HITEMCO, based in New York, was able to provide
suitable silicide coatings. HITEMCO's coatings were dipped rather than sprayed.
The dipped coatings were considerably more rugged than the VAC-HYD's sprayed
coatings. HITEMCO's coatings were also much less expensive than VAC-HYD's
sprayed coatings ($250 per tube vs. $500 per tube). The dipped coatings provided
adequate oxidation protection of the cartridges in the CGF.
A TZM cartridge was sent to ULTRAMET for an iridium coating. Upon
inspection of the returned cartridge, the coating was durable and without
defects. Testing at NASA/MSFC indicating that the iridium coating protected the
TZMfrom oxidation. The zirconia insulation was not attacked.
5.1 CONCLUSIONS
Both the silicide and iridium coatings provided adequate protection from
oxidation for both TZM and WC-103. The iridium is much more durable than the
silicide coatings which require careful handling to avoid damage. However, the
iridium coating's cost is prohibitive. The single TZM tube that was iridium
coated cost around $25,000. This cost was broken into two parts; a $15,000 setup
charge, then $i0,000 per tube for the iridium coating. HITEMCO's silicide
coatings, on the other hand, cost only around $250 per tube. This savings in
cost of coating was deemed sufficient to offset the extra care required in
handling the siliclde coated tubes.
41

6,0 CHEMICAL COMPATIBILITY STUD;E$
Two semiconductor materials were scheduled to be run aboard USML-I. They
were gallium arsenide (GaAs) and cadmium zinc telluride (CdZnTe). Chemical
compatibility between these semiconductors and the CGF cartridge material is of
importance in the event of an ampoule failure during the experiment. Such a
failure would result in direct contact of the molten semiconductor and cartridge.
If the metal were attacked too extensively the cartridge would fail releasing
molten semiconductor into the CGF, ruining the facility. Also the molten
semiconductor could possibly escape the CGF entirely, posing a threat to shuttle
personnel. The investigation of chemical compatibility was subcontracted by SRI
to Dr. Rosalia Andrews of the Department of Materials Science and Engineering at
the University of Alabama at Birmingham. Chemical compatibility studies were
conducted as shown in the following matrix;
Silicide Hot Pressed
Coated Boron
WC-I03 WC-103 WC-103 TZM WC-103 Nitride
GaAs @ 24 hours 12 hours 6 hours --- 24 hours 24 hours
1260°C
CdZnTe @ 90 hours 24 hours 12 hours 90 hours 90 hours
I170°C
All compatibility test reports are contained in Appendix A.
42

7.0 FINAL DESIGN OF CGF CARTRIDGE
The flnal design of the CGF cartridge is shown in Figure 7.0.1. The
selected materials were WC-103 for both the cartridge and the adjustment block.
The cartridge was coated inside and out with a slllclde coating by HITEMCO. The
WC-103 end cap was e-beamwelded and the adjustment block was brazed.
43

0
I
0
I
U
U
4-J
e;
r_
44

8.0 SUPPORT WORK
In addition to the extensive research effort performed under this contract,
SRI also carried out support work for NASA/MSFC. This support work consisted
mainly of machine shop time to fabricate test articles and flight hardware in
support of the USML-I schedule.
45

9.0 FUTURE IMPROVEMENTS
The following sections are some efforts directed toward improving the
current CGF cartridge design for future USML missions.
9,1 LITERATURE SEARCH FOR ALTERNATE CARTRIDGE MATERIALS
WC-I03 proved to be a workable material for use as a CGF cartridge when
protected by a silicide coating. However, the silicide coating was easily
damaged. It was decided to begin to conduct a survey of alternate cartridge
materials for use in later USML flights. Table 9.1.1 is a preliminary list of
candidate materials selected by NASA/MSFC and SRI as being most likely to qualify
as cartridge materials. These materials were selected primarily for their high
operating temperatures.
As a preliminary step in selecting alternate cartridge materials, a
literature search for thermal, mechanical, oxidative, and chemical properties was
performed on the materials listed in Table 9.1.1. Appendix B of this report
contains all available data on the candidate metals and metal alloys. Appendix
C lists all data on the candidate ceramic materials. Blank spaces were left
where data was not available. Data is presented in both International System
(SI) and British Gravitational (BG) units. No information on chemical compati-
bility with semiconductor crystal compounds was found for any of the candidate
materials. Appendix D summarizes thermal and mechanical properties for the
candidate materials both at room temperature and at elevated temperatures.
Appendix E lists the references used in the literature search.
Table 9.1.2 lists the candidate metals and metal alloys subject to a
preliminary screening based upon the following conditions;
i)
2)
The material must survive at 1350°C in a mildly oxidizing
environment. The CGF environment has about one-half percent
oxygen.
The material must withstand thermal shock. The translating
hot zone of the CGF subjects the cartridge to large thermal
gradients.
46

3)
4)
5)
The material must be commercially available.
The material must be machinable.
The material must be able to be formed into a sealed tube.
The tube must maintain its shape (not be too malleable).
As can be seen in Table 9.1.2, only one metal survives the preliminary
screening. The downfall of many of the metals is the oxidation requirement.
Most of the metals and metal alloys oxidize at elevated temperatures.
Table 9.1.3 presents the candidate ceramic materials subject to the same
screening conditions. Only two materials survived. The downfall of the ceramics
is the thermal gradient requirement. Most ceramics are very susceptible to
thermal shock and cracking at elevated temperatures. The final two selections,
silicon carbide and silicon nitride, present a problem in that they can only be
formed into tubes with about a six millimeter wall thickness. This is a much
thicker wall than the current design allows.
Tables 9.1.4 and 9.1.5 contain the metal and ceramic candidates
(respectively) subjected to a higher temperature requirement (1575°C) in
anticipation of future USML flights that will require greater temperatures. As
can be seen, the results of the second screening are the same as the first.
It is evident from this preliminary study and experience with TZM and WC-
103 that candidate metals and metal alloys must have some form of oxidation
protection if they are to survive at high temperatures in the CGF environment.
Iridium, though not subject to oxidation, is too expensive to be a feasible
cartridge material. Many of the metals rejected in the preliminary screening
could become viable candidates with an oxidation resistant coating. However, a
more durable coating than the silicide coatings used with WC-103 would be
desired.
Silicon nitride and silicon carbide seem to be two good potential ceramic
cartridge materials. These materials are oxidation resistant, have high
operating temperatures, and are not susceptible to thermal shock. However, the
thick-wall requirement would necessitate the redesign of the ampoule and
47

thermocouple assembly currently used in the CGF. A silicon nitride tube was
ordered and fabricated by Ceradyne Inc. in Costa Mesa, California, under this
contract for future evaluation as a CGF cartridge.
48

TABLE 9.1.1
CANDIDATE MATERIALS OONSIDERED FOR OGF TUBE
METALS CERAMICS
Iridium
Niobium
Niobium (we-103)Platinum
Platinum/20% Iridium
Platinum/20% RhodiumRhenium
Rhodium
Tantalum
Tantalum/10% TungstenTantalum/Rhenium
Tungsten
Tungsten/25% RheniumTZM
Aluminum Oxide
Aluminum Oxide/SiC Whiskers
Beryllium Oxide (Impressed)
Boron Nitride (HP Grade)OLromium Bonded Aluminum Oxide
Quartz (Fused Silica)
Silicon Carbide (Sintered Alpha)
Silicon Nitride (Hot Pressed)
Zirconium Oxide (Sintered; MgO Stabilized)
49

I0 0 .._
g
tl-
5O

i
rJ_ cI_
Z
ctJ _J_
O
5L

+
+
!
°g.l
c13
"I"+
+_._
Q O
iml
0
52

ial
c,_.o
r_
t_
I::I I_I
c/_ cIJ
O
53

9.2 IMPROVED AMPOULE DESIGN
The semiconductor crystals are contained in a sealed quartz ampoule in the
current CGF design. However, quartz becomes soft at around 1260°C, enabling the
vapor pressure of the crystal material to "balloon" the ampoule. This difficulty
was overcome by pressurizing the CGF cartridge to prevent the ampoule's
ballooning. Another problem with the quartz ampoule was its chemical
incompatibility with galllumarsenide (GaAs) at elevated temperatures. The GaAs
attacked the quartz severely leading to failure of the ampoule. To prevent
failure, a pyrolytic boron nitrlde sleeve was inserted into the ampoule.
Pyrolytic boron nitride does not react with GaAs and the sleeve prevented the
attack of the quartz. An effort was made to improve the ampoule design for
future USML missions which will require higher temperatures.
The redesigned CGF ampoule must meet three requirements. First, the
material must survive the CGF operating temperature and be chemically inert with
the semiconductor crystals it contains. Second, the ampoule must be sealable.
An added improvement would be to include a failure sensing device that would
alert the operator of an ampoule failure during the experiment. These three
requirements were addressed by SRI.
Only ceramic materials were considered as candidate ampoules due to the
oxidation problems experienced with most metals and metal alloys. Pyrolitic
boron nitride was successfully used with GaAs in ground testing of the CGF for
USML-I. However, pyrolytic boron nitride is not available in pieces large enough
to construct an ampoule. Hot pressed boron nitride is available but the chemical
compatibility with semiconductor crystals must be determined. SRI had an ampoule
constructed from boron nitride for evaluation under this contract. This ampoule
is shown in Figure 9.2.1. Testing is ongoing. Also, from the literature search
described in Section 8.1 of this report, silicon carbide and silicon nitride seem
to be viable candidates as well.
Future experiments may require consideration of other ceramics to ensure
chemical compatibility with other semiconductor crystals. SRI possesses a
complex finite-element analysis computer program (NISA) that can be used to
54

ensure the ampoule configuration (wall thickness) and material properties are
sufficient to contain various semiconductors during the CGF experiments.
Ceramics are not as easily sealed as quartz. The prototype ampoule was
designed with a threaded cap and a small crushable platinum seal (chemically
inert with most semiconductors) equipped with nodes that would penetrate the
ampoule material upon tightening the cap (Figure 9.2.1) thus sealing the ampoule.
Another proposed technique would be to machine a slightly oversized plug, cool
it to cryogenic temperature, then insert it into a slightly heated ampoule. Upon
reaching thermal equilibrium, the plug would tightly seal the ampoule (Figure
9.2.2).
The failure sensing device devised by SRI consisted of a metallic circuit
etched on the outside of the ampoule (Figure 9.2.3). Upon failure of the
ampoule, the circuit would either be broken by cracks or attacked by the escaping
semiconductor. Either case would result in a broken circuit that would alert the
operator of ampoule failure. For conductive ampoule materials, such a silicon
carbide, the metal circuit could be placed inside a permeable insulator and
placed near the ampoule (Figure 9.2.4). Again, if the ampoule fails, the
semiconductor would attack the circuit and break it, signalling an alert. SRI
has completed the preliminary design work on such a circuit but no prototypes
have been constructed.
55

0-2
C
7
I i;,, I_I_il
_l,ilii I i,i:
QJ
0
0
0
a_
t,
_0
56

©
©
o:>.,
0
0
00
0
lI
/'
///
_J
/J
f
ii
//
/
F
!i
0
;e-._
© ;..
\\ _ 0
', S
J/
jf
P
©..-._
.,._,
©
.<i
0
I=U
I
o
u
57

÷
.e--.I
Cj
• e..-I
CJ
,-CCJ
(].)
e..-,-i
(L)
c_
D..,
E
I _0° ,e--,I
÷
,p
° e..-,.I
CJ
cJ
©
.e--i
m,--4
©
E<
Y
W
,-4
0
fJ-I
0
¢.lI
0Z
0'4.1
I=u'J
0
1:I
0
_4_4
58

C&
.r_4
o -I- I
j÷
W
BI r_ _
o
o
,pI
o
A
59

9.3 COMPUTERIZED MATERIALS DATABASE DEVELOPMENT
SRI has developed a computer program that maintains a database on
mechanical and thermal properties of candidate cartridge and ampoule materials.
The database currently contains all of the information listed in Appendixes B and
C. The program is capable of switching between SI and BG units. Provisions for
adding candidate materials to the database have been made. The program will be
especially useful in selecting appropriate ampoule materials for specific semi-
conductor crystals since chemical compatibility information can be maintained.
6O

LIST OF APPENDICES
APPENDIX A
APPENDIX B
APPENDIX C
APPENDIX D
APPENDIX E
CHEMICAL COMPATIBILITY STUDIES
CGF CARTRIDGE CANDIDATE METALS AND METAL ALI_YS
CGF CARTRIDGE CANDIDATE CERAMIC MATERIALS
CANDIDATE CARTRIDGE MATERIALS SUMMARY TABLES
LITERATURE SEARCH REFERENCES
61

APPENDIX A
CHEMICAL COMPATIBILITY STUDIES
A-I

Progress Report
Chemical Compatibility Studies
of GaAs and CdZnTe
with WC-103 and TZM
by:
Rosalia N. Andrews, Ph.D., P.E.
Department of Materials Science and Engineering
University of Alabama at Birmingham
Birmingham, Alabama 35294
February 10, 1992
A-2

Introduction
The purpose of this investigation was to evaluate the chemical compatibility of both GaAs
and CdZnTe with the alloys WC-103 and TZM. These two alloys are candidate cartridge
materials for use in the Crystal Growth Furnace (CGF) during crystal growth experiments
aboard USML-1. WC-103 is an 89%Nb - 10%Hf- 1%Ti alloy and TZM is a Mo - 0.5%Ti -
0.19%Zr alloy.
The chemical compatibility issue is of critical importance in the event of an ampule
failure during crystal growth experiments. Such a failure, would result in the metal and molten
semiconductor being in direct contact, possibly over an extended period of time at high
temperatures. The extent of any semiconductor/metal reaction is thus a critical safety issue
question. This investigation was undertaken to determine the occurrence of any reactions or
metal loss at the molten semiconductor/metal interface during long term contact. This study
fully evaluated the chemical compatibility of GaAs and CdZnTe with WC-103 at 1260"C and
1170°C, respectively and also provides preliminary data for the chemical compatibility of
CdZnTe with TZM.
Experimental Procedure
The metal-semiconductor reaction couple was loaded into the appropriate crucible
(Pyrolytic Boron Nitride (PBN) for GaAs and Quartz for CdZnTe), then covered and sealed in
an evacuated quartz ampule. The design of the test configuration is shown in Figure #1. This
configuration simulates very closely the actual conditions that would occur in the event of an
unexpected ampule failure at elevated temperatures. Namely, the metal would be exposed to a
A-3

2:
°_"I
° _-,,4
°e,-I
I
o_
_'_
_ 0
A-4

semi-infinite supply of molten semiconductor for the duration of the growth experiment at an
elevated temperature. The longest duration for the CdZnTe experiment would be 90 hours and
that for the GaAs would be 24 hours at temperature. The test matrix utilized in this study is
shown in Table # 1 and was selected to determine the progressive semiconductor/metal attack as
a function of time.
Table I
WC- 103 WC- 103 WC- 103 TZM
GaAs 24 Hours 12 Hours 6 Hours
1260"
CdZnTe 90 Hours 24 Hours 12 Hours 90 Hours
1170"
All GaAs compatibility tests were performed at 1260°C and all CdZnTe compatibility
tests were performed at 1170 ° C.
CdZnTe couples are shown in
The heating and cooling profiles followed for both GaAs and
Figures 2 and 3, respectively. After processing, all
semiconductor/metal reaction couples were examined both optically and with Scanning Electron
Microscopy (SEM) and Energy Dispersive Spectroscopy (EDS) to determine both the extent of
metal loss, the presence of any semiconductor/metal reaction zone, and the resultant chemical
compatibility of the couple.
Details of the sample preparation, ampule loading and characterization techniques used
in this study are given below.
A-5

1400
1200fI000
aoo I----V - _ \ :
600
_'°°II \\ '.,_oo_j \ \ \
O r f , _. _ i _0 10 20 30 40 60
Time (hours)
6 hours" _.'12 hours ..... 24 hours
Figure 2. Furnace Heating Schedule for GaAs Compatibility Tests; 6, 12, and 24
hour runs at 1260°C.
Figure 3.
,200[...........................
E
oo 20 40 60 80 lO0 12o
Time (hours)
12 hours "-"-- 24 hours ..... 90 hours
Furnace Heating Schedule for CdZnTe Compatibility Tests; 12, 24, and90 hour runs at l l70°C.
A-6

Semiconductor/Metal Couple Preparation
Metal coupons of approximately 10ram x 10mm x 5mm were cut from a slab of WC-103
or TZM and were ground and polished using successively, 240, 400 and 600 grit SiC, f611owed
by 9.5_m, 5.0/_m and 1.0/zm alumina polish. The coupons were then cleaned with distilled
watei" and methanol. A schematic of the metal coupon is shown in Figure 4.
Height
II0 mm
I
/ /
Front Face
i_'_ 10 mm
Length
_I _ _
Figure 4. Schematic of metal coupon used in compatibility studies.
For the GaAs experiments, pyrolytic boron nitride boats and lids were used to contain
the metal/semiconductor couple. The boats and lids were rinsed in distilled water and then
soaked in aqua regia (3 parts concentrated HCI and I part concentrated HNO3) overnight. Upon
removing the pyrolytic boron nitride from the aqua regia, the pieces were rinsed several times
A-7

in warm distilled water and subsequently placed in a furnace and heated in air at 700°C for 3
hours.
The GaAs was cleaned in a solution consisting of 2 parts H2SO4, 1 part peroxide, and
1 part distilled H20. After soaking for 2 minutes, the GaAs was removed and thoroughly rinsed
with distilled water, with a final rinse in methanol. The CdZnTe was used in the as-received
condition. Both semiconductor materials were stored in a vacuum desiccator.
The quartz ampule, plug, and support slide used in all experiments were initially cleaned
in distilled water and methanol. They were then rinsed in hydrofluoric acid for 30 seconds
followed by thorough rinsing in distilled water. A final methanol rinse was used. The quartz
boats and lids used for the CdZnTe experiments were also cleaned using the above procedure.
The weight of the empty boats as well as the weight and dimensions of the metal coupon
were recorded prior to each compatibility run. To load the boats, the metal coupon was first
placed into the boat on edge so that the front and back faces did not touch any portion of the
boat. The boat was then filled with crushed semiconductor. The boat was then repeatedly
tapped and filled until the semiconductor was level with the top of the boat. The filled boat was
then weighed.
The filled boat was covered using the appropriate lid and secured to a support slide using
quartz yarn. After the boat was secured to the slide, the boat and slide were placed in the
ampule and positioned at the very end of the ampule. Once the boat was in place, the quartz
plug was slid to the end of the ampule so that it was in contact with the square end of the
support slide. The loaded ampule was then slowly evacuated down to 3x10 -6 Torr. Argon gas
was used to back fill the ampule to atmospheric pressure. The ampule was again evacuated and
A-8

backfilled two more times. A final vacuumof 3x107 Tort wasachievedprior to the actual
sealingof theampule.
An oxygen-hydrogentorchwasusedto sealtheampule. Thequartzampulewasheated
so that it collapsedonto the quartz plug and formeda seal betweenthe two surfaces. The
sealingwasdonein severalstepsso that theend of the ampulecontainingthe boat could be
cooled. Distilled waterwasusedto cool the endof theampule. To avoid thermallyshocking
the quartz, the waterwasnot applieddirectly to the regionbeingsealed. The cooling of the
ampulehelpedto preventvaporizationof thesemiconductorduring thesealingprocedure.
A diamondwire sawwas thenusedto cut the excesslengthoff of theampuleand the
ampulewasthencleanedwith methanolto removeany residue. A graphiteplug wasground to
fit into thequartzplug, and the ampule(with thegraphiteplug in place)was then loadedinto
a graphitecontainmentvessel. This graphitecontainerwas usedto hold the sealedquartz
ampuleto minimize anyballooningeffect of thequartzwhich mayoccurat high temperatures.
A graphitelid was thenscrewedinto placesothat it just touchedtheendof thequartzampule,
butdid not rotatetheampule. Figures5 and6 iliustratea loadedboatandampule,respectively
astheyarebeingpreparedfor placementin thefurnace.
Thegraphitevesselwasthenloadedinto thefurnacesuchthattheboatwasin thecentral
constanttemperatureregionof thefurnace. An externalthermocouplewasinsertedthroughthe
endcapson the aluminafurnacetubeand argongasat a flow rateof 90 cc/min, wasstarted.
Thefurnacecontrollerwasthenprogrammedfor theproperheatingprofile. The heatingprofile
usedfor the GaAs experimentsand for the CdZnTe experimentswas shownpreviously in
Figures2 and3, respectively.
A-9


Figure 5. Loaded PBN boat with lid.
Figure 6. Quartz ampule assembly for compatibility tests.
A-IO


After the entire heating profile was run and the ampule was again at room temperature,
the graphite vessel was removed from the furnace. The quartz ampule was removed and was
cut open using a diamond cut off wheel. The boat was removed and a photograph was taken
of the boat. The lid was then removed and another photo was taken. Figures 7 and 8 are
representative photos of an ampule and boat as they were removed from the furnace. After
removing the semiconductor/metal coupon from the boat, the combination was sectioned using
a diamond cut off saw and one half of the sample was mounted in an electrically conductive
mounting compound. The mounted half was then ground using 240, 400, and 600 grit SiC with
final polishing done using 9.5 _m, 5.0 #m, and 1.0 _m alumina polish. The sample was then
cleaned in methanol.
A photograph was taken of the mounted sample to show the overall cross section.
Optical photographs were then taken of each side of the metal coupon and its bottom to show
the microstructure in the region of the metal/semiconductor interface. Optical photographs were
taken of all samples at magnifications of 31.25X, 100X, and 200X.
The mounted samples were also examined in the scanning electron microscope, (SEM).
Compositional analysis was performed at various locations across the metal semiconductor
interface using a KEVEX microanalysis system. All SEM/KEVEX analysis was performed at
an accelerating voltage of 16 KeV and a take off angle of 15 °. This technique clearly showed
any reaction or diffusion zone at the interface between the semiconductor and the metal coupon.
Additionally, X-ray maps were taken across the semiconductor/metal interface to more
graphically show the reactions taking place.
The final dimensions of the metal coupon were also measured using a micrometer stage
and optical microscope so that the amount of metal loss and thickness of any reaction zone could
be accurately determined.
A-II


Figure 7. Quartz ampule assemble as removed from furnace after compatibility tests.
IIIIIIIIIIIIIIIIIIIIIIIIIIIIII)1Iltlil))IliltJlPIftJ)ldlltllIr)l(Pl!4111!!rf'rlirlF!,J 10 20 30 x,O t,_ .61_ 7_ .i 3LG 13;i'
Figure 8. PBN boat removed from ampule after compatibility test.
A-12


Results and Discussion
GaAs/WC-103 Compatibility Tests
Three GaAs/WC-103 compatibility tests were conducted to determine the
reactivity/compatibility of molten GaAs in contact with WC-103 at 1260°C. Details of the
experimental set-up and test procedures were described previously. The three runs conducted
and analyzed were for 6, 12, and 24 hours at 1260°C. The results are presented below.
6 hour GaAs/WC-103
An optical micrograph showing a cross-section of the 6 hour GaAs/WC-103 reaction
couple is shown in Figure 9. An optical micrograph of the reaction zone at the
metal/semiconductor interface is shown in Figure 10. As can be seen in Figure 10, the metal
was severely attacked by the semiconductor. It is also apparent that reaction products have
formed at the metal/semiconductor interface and that some of these products have begun to break
off into the adjacent semiconductor. SEM/EDS analysis across the interface was performed and
the compositional results obtained from Figure A1 are shown in Figure A2 (Appendix A).
Points 3, 4, and 5 on Figure A2, (zones 1, 2, 3, on plots) indicate that the reaction
products formed are indeed a mixture of semiconductor and metal. In this run, the average
thickness of metal lost was 0.7 mm or 2.76 mils. Since the proposed metal cartridge for use in
the CGF crystal growth experiments aboard USML-1 is 27 mils thick, the metal loss observed
was normalized to this thickness. Thus, for a 27 mil thick metal sample, the amount of metal
loss observed for a 6 hour run would amount to a 10% reduction in thickness.
A-13


Figure 9. Cross section of a GaAs/WC-103 reaction couple after a 6 hour compatibility run
at 1260" C.
Figure 10. Metal/semiconductor interface region in a GaAs/WC-103 compatibility test
carried out for 6 hours at 1260°C. i = metal, 2 = interface/reaction zone, and
3 = semiconductor.
A-14


!2 hour GaAs/WC-102
For the 12 hour run, Figure I1 again shows a severe attack present at the
metal/semiconductor interface. The reaction products formed at this interface have also spalled
off and floated into the adjacent semiconductor. In the compositional analysis performed across
the interface (Figures A3 and A4 in Appendix A), it is observed that metal is present a
considerable distance away from the metal/semiconductor interface (points 8 and I0 for example)
and that reaction products which break off from the reaction zone are a mixture of metal and
semiconductor.
In this couple, the average thickness of metal lost was 0.08 mm or 3.15 mils. On a 27
mil thick metal sample, this would correspond to a 12% reduction in thickness.
Figure 11. Metal/semiconductor interface region in a GaAs/WC-103 compatibility testcarried out for 12 hours at 1260°C. 1 = metal, 2 = interface/reaction zone and3 = semiconductor.
A-15


24 hour (_aA_/WC-103
The 24 hour GaAs/WC-103 couple showed a very severe reaction at the
metal/semiconductor interface, as can be seen in Figure 12. It is obvious in this micrograph that
reaction products formed at the interface between the metal and semiconductor and then broke
off and floated into the adjacent molten semiconductor.
Figure 12. Metal/semiconductor interface region in a GaAs/WC-103 compatibility test
carried out for 24 hours at 1260°C. 1 = metal, 2 = interface/reaction zone, and3 = semiconductor.
The SEM/EDS analysis confirms this observation (Figures A5 and A6 in Appendix A).
For example, points 4, 6, and 7 on Figure A6 indicate a mixture of metal and semiconductor
in the reaction products which were not adherent to the metal surface.
In this couple, a reduction in metal thickness of 0.17 mm or 6.69 mils. was observed.
In a 27 rail thick metal sample, this would result in a 25% reduction in thickness.
A-16


Summary - GaAs/WC-103
In all GaAs runs there was a measurable amount of metal loss due to interaction between
the metal coupon and semiconductor. The average metal loss for the various times averaged at
several locations along the sample are summarized in Table II.
Table II
Time at Temperature Average Thicknessof Metal Lost
mm (mils)
6 hours 0.07 (2.76)
12 hours 0.08 (3.15)
24 hours 0.17 (6.69)
Figure 13 shows a plot of the average thickness of metal lost as a function of time at
temperature. Metal loss due to the formation of a non adherent reaction layer is expected to
exhibit a linear relationship with time. Although there is limited data, there does appear to be
a linear relationship between metal lost and time at temperature for this metal/semiconductor.
combination.0.2
O.15
EE
(n(/)
o o.1_J
0.05
Figure 13.
J0
o 6
/
I I I
10 15 20 26
Time (hours)
Average thickness of metal lost as a function of time for GaAs/WC-103 couplestested at 1260 ° C.
A-17

In summary, in the region adjacent to the metal surface, an appreciable reaction was
observed in all test samples. The metal was severely attacked and the reaction products formed
were observed to break off and float into the surrounding semiconductor. Using the 24 hour run
as the most severe test, our resutts indicate that on a 27 mil thick WC-103 sample, an average
of 6.69 mils (25% of the thickness) may be lost if the metal and molten semiconductor are held
in contact for 24 hours at 1260°C.
CdZnTe/WC-103 Compatibility Tests
Two CdZnTe/WC-103 compatibility tests have been completed. These runs were for 12,
24, and 90 hours at 1170°C. The results of these tests are presented below:
24 hour CdZnTe/WC-103
A cross-section of the 24 hour CdZnTe/WC-103 couple is shown in Figure 14. This
macrograph shows the presence of a well defined reaction zone at the metal/semiconductor
interface. Figure 15 indicates the presence of an adherent reaction zone.
The SEM/EDS analysis, shown in Figures A7 and A8 in Appendix A, verifies the well
defined reaction zone at the metal/semiconductor interface. This reaction zone is a mixture of
semiconductor and metal. This reaction zone, as stated above, was adherent and did not appear
to break off into the semiconductor as was observed consistently with the GaAs/WC- 103 reaction
couples.
A-18

Figure 14. Cross section of a CdZnTe/WC-103 reaction couple after a 24 hour compatibilitytest at 1170 ° C.
Figure 15. Metal/semiconductor interface
for 24 hours at 1170°C. I
semicond UCtOF.
n :t CdZnTe/WC- 103 compatibility test carried out= mctatl, 2 = FC;ICIiOI1 (lllltlS]OI1 zone, and ._ =
A-19


The reaction zone was small, with a measured thickness of 0.062 mm (2.441 miis). This
reaction zone did not appear to effect the integrity of the metal. In fact, there was no
measurable reduction in the dimensions of the metal coupon.
90 Hour CdZnTe/WC-103
A photography of a cross section and an optical micrograph of the reaction zone observed
in the 90 hour CdZnTe/WC-102_ run are shown in Figures 16 and 17, respectively. As seen in
Figure 17, a well defined reaction layer was formed. The reaction layer was approximately
0.112 mm or 4.409 mils thick. As in the 24 hour run, the reaction or diffusion layer formed
did not affect the integrity of the metal or change its dimensions to any measurable degree. (If
anything, it appeared as if the thickness of the metal had increased slightly.) The compositional
analysis, which is shown in Figures A9 and A10 in Appendix A, likewise indicates the presence
of an adherent reaction zone at the metal/semiconductor interface.
Figure 16. Cross section of a GaAs/WC-103 reaction couple after a 90 hour compatibilitytest at 1260°C.
A-20


Figure 17. Metal/semiconductor interface in a CdZnTe/WC-103 compatibility test carried out
for 90 hours at 1170"C. 1 = metal, 2 -- reaction/diffusion zone, and 3 =semiconductor.
Summary - CdZnTe/WC-103
Table III summarizes the average reaction zone thickness observed for the CdZnTe/WC-
103 runs completed to date.
Table III
Time at Temperature Average Reaction ZoneThickness
mm (mils)
12 hours * *
24 hours 0.062 (2.441)
90 hours 0.112 (4.409)
•To be completed
A-21


As seen in Table lII, the reaction layer thickness for the 90 hour run is approximately
twice the thickness obtained for the 24 hour run. These results are consistent with the
anticipated kinetics for a diffusion controlled process where the reactants must diffuse through
the reaction layer in order for the reaction to proceed. A plot of reaction zone thickness as a
function of time =a shows a nearly linear relationship (Figure 18). The composition of the
reaction or diffusion zone is clearly seen to be a mixture of semiconductor and metal as
evidenced by a compositional analysis in this region (Figure A10). Even though a measurable
reaction layer was observed to form with this combination, any loss of metal was undeteetable.
As a result, the CdZnTe/WC-103 combination appears to be a workable solution to
semiconductor containment in the event of" an ampule failure.
0.12
0.1
E o.osE
_Dc-
O 0.06N
c-O
O 0.04
0.02
I I I I
0 2 4 6 8 10
Time'1/2 (hours)
Figure 18. Reaction/diffusion zone thickness as a function of time ,,2for CdZnTe/WC-103
reaction couples tested at 1170"C.
A-22

CdZnTe/TZM Compatibility Tests
One 90 hour run was completed for the CdZnTe/TZM compatibility tests. A cross
section of the metal coupon is shown in Figure 19. From this macrograph, along with the
micrograph shown in Figure 20, there does not appear to be any reaction or diffusion zone
which is adherent to the semiconductor/metal interface. As seen in the micrographs, a "stringer"
is observed in the semiconductor region a short distance from the interface. This stringer is
approximately 0.023 mm (0.906 mils) thick and from the SEM/EDS data is seen to be
Molybdenum rich. It is postulated that this stringer originated as a reaction layer at the
metal/semiconductor interface and over time broke away and floated into the molten
semiconductor. The stringer remained in tact and was observed on all sides of the metal
coupon. The SEM/EDS analysis across the semiconductor/metal interface is shown in Figures
All and AI2 in Appendix A.
Results of the measurements on the metal coupon indicate no significant effect on the
thickness or integrity of the metal.
Summary - CdZnTe/TZM
The CdZnTe/TZM couple, from a semiconductor/metal compatibility standpoint shows
minimal reaction for 90 hours at 1170°C.
zone formed or any loss of metal thickness.
There does not appear to be any significant reaction
Thus, from the compatibility tests conducted in this
study, the CdZnTe/TZM combination is determined to be a suitable semiconductor/cartridge
combination.
A-23

Figure 19. Cross section of a CdZnTe/TZM reaction couple after a 24 hour compatibility test
at 1170°C.
Figure 20. Metal/semiconductor interface in a CdZnTe/TZM compatibility test carried out
for 24 hours at I170°C. 1 = metal, 2 = "stringer", and 3 = semiconductor•
A-24


Conclusions
Based upon the results of the experiments conducted in this study, the following
conclusions have been made:
1. There was a considerable reaction between the GaAs and the WC-103 couple for
all three runs (6 hours, 12 hours, and 24 hours) at 1260°C. Reaction products
formed at the metal/semiconductor interface and these products broke off and
floated into the molten semiconductor. Metal loss ranged from 0.07 mm (2.76
mils) to 0.17 mm (6.69 mils) for the three runs. In the worst case situation,
where the WC-103 was exposed to molten GaAs for 24 hours, it was determined
that a 27 mil thick cartridge would undergo a 25% reduction in thickness.
. In the CdZnTe/WC-103 reaction couples run at 24 and 90 hours at 1170°C, a
reaction or diffusion zone was observed to form at the metal/semiconductor
interface. This zone was adherent to the metal surface. The average thickness
varied from 0.062 mm (2.441 mils) for the 24 hour run to 0.112 mm (4.409 mils)
for the 90 hour run. There did not appear to be any significant loss of metal for
either reaction couple.
, The CdZnTe/TZM reaction couple run for 90 hours at 1170°C showed minimal
reaction at the metal/semiconductor interface. There did not appear to be any
measurable change in the dimensions of the metal in the couple.
A-25


Appendix A
SEM and EDS analysis of GaAs/WC-103, CdZnTe/WC-103,
and CdZnTe/TZM reaction couples.
A-26


Figure AI. SEM micrograph of GaAs/WC-103 couple tested at 1260"C for 6 hours.
Numbers indicate points where compositional analysis was performed.
A-27


Figure A2. Compositional spectra across the semiconductor/metal interface of a GaAs/WC-
103 reaction couple tested at 1260°C for 6 hours.
A-28

_AS6S-S[H[-| Preset, 200 sees_Vert, 2057 counts Dtsp, t (lapsed, IGe secs
Ga
10-Dec-t?gt 11:01:59
_RRSGS-S(MZ-2 Preset- 280 secsVert- 2238 counts Olsp- 1 (lapeed. 118 sees
Ga
Quan_ex)
J
4- 9.000 Range- 20.468 key 20.229 -kIntegral 8 - 181968
! !8-De¢-1991 t1:04:$2
! GRnS6S-ZONE- !, Vert. 4765 counts
I t_b' $u._nlex )
Ast
,iT'_,J/!
Preset- 200 secsDlsp, I (|opsed- 100 secs
As/
Hb T i C,a _ A_
0.000 Range- 20, 460 keVIntegral 0
1i6 118Z0,220 -_
203670A-28_

!_o[,e¢-1991 11:07:18
_;AAS6S-ZONE-2Vert- 5Z28 counts
Hb
,_u._nt _ x )
Asl
t-
Preset. 20e secs
Dlsp, I Elapsed. IBB secs
,00_ Range- ;_.468 key Z_.Z2_ -_Integral g 7.07360
_e-[,ec-199L [t:gS:37
GRAS6S-ZOME-3 Preset. 2Be secsVert. 5302 counts Dlsp, I Elapsed. lee secs
Hb
_uantex)
Asl _ _ As
I I 14 16 I 8 Ila I1Z I 14I 4- 0.008 Range- 20.468 key
Integra| 0
116 118Zeo228 -_
Z_9Z75
!_-Dec-199L L1:11:37
GARS6S-ZOflE-4Ver_- 10194 counts
Hb
HI
Nt
Hi
T,/
4-
Preset- 280 secsDlsp- I Elapsed, lee secs
14b T I He Hf Hf
112 _ 14
.OOO _'_nge, 20.460 key
I16 118
20.7.20 -).A-28b

' :_-[,ec-1991 11:13:26
';AAS6_'METAL-I Pretet. 2e0 secs_rto 957? counts DIspo I Elapsed, lee secs
rib
HY
r41o
H'_ llb T l Hf
14 m : e lie lle I 14 Is6 Jle4- O.el_8 Range- 28.460 key ZS.ZZ8 -t"
Inte$ral B • ZTe428
1_-0ec-1991 11:15"07
SARS6S-METAL-2 PreseLl 208 secsVert- 1e988 counts Dlsp. 1 Elapsed. 110 sees
Nb
H;_b
I Htf Nb T| H_ Hf
_ j_a Hf
Z Id _ 1 8 110 iIZ 114 116 1184- 0.000 Range- 28.460 key 20.Z20 -F
[nLegral 0 290254"
_8-Jan-1992 16:14:56
';AAS6S-METAL-3 Preset. 180',,_,. 98Olco.n,, D,,.. I _l.ps,d. 10e::::Mb
Tt Hf Hf
i 4- O.gO0 Ra, ng."- 20.46g keYr_, ..... i n
116 lie19.900 -b A-28c

Figure A3. SEM micrograph of GaAs/WC-103 couple tested at 1260°C for 12 hours.
Numbers indicate points where compositional analysis was performed.
A-29


Figure A4. Compositional spectra across the semiconductor/metal interface of a GaAs/WC-
103 reaction couple tested at 1260°C for 12 hours.
A-30

_1-Dec'1991 14:48:46
:_AASI2S-I Preset- t00 sees
'Vert, 2084 counts Disp. 1 Elapsed. 100 secs
_a
k|
tks Ga
___a iJ 2 14 I 6 18 I 16 118
4- 0.000 Range- 20.46e keV 19.9e0 -_
Inteiral 0 - 168980
Z1-Dec-1991 t4:SZ:ZO
GkkS]ZS-Z Preset l |00 $ecs
Vert. 257 counts Drip- I [|apsed, [00 secs
_a
Ga
ks As
As Lj.As
12 14 16 10 I 10" 112 114 I16 118
_- 0.000 Range. 20.468 key 19.900-_
Intesra| 0 ZIZ20
2[-Dec-1991 14:_4:20
.Execution time , 3 seconds
_GkAS12S-3
Yert, _|76 counts O|sp, 1
_aQuant_x)
Preset, 100 secs
Elapsed- 100 secs
k s la
_3,; .12 14 16 18 I 10 112 114
4- 0.800 Ran9e- 20. 460 keV
116 lib
19.9B8 TFA-30a

21-Dec-1991 15:06:30Execution time - 2 secondsGRRS12S-4Vert, 4907 counts Dlsp- I
fib
J,
Presetm
Elapsed.
tog eecs108 secs
Hf
Hi Ga As
H,] TI HfHfH,
GaH! _..........AT I Hf Hf Hf GeaHf
/_._jv 14 |6" i 8 I_._ 112 i 14
4- 0.000 Range- 29.469 keYIntegral O
116 110
20.220 -_Z21887
21-Dec-1991 15:00:0g
GAAS12S-S Preset-
Vert- 21Z4 countz Olsp- 1 Elapsed-Ga
180 secs100 secs
_s
As Ga
IZ 14 16 18 I18 112 1144- 0.000 Range- Z0.460 key
|ntegra| 0
116 118
ZO,ZZO -_• 169497
$7-Feb-199Z 15:03:0Z[xecutLOn time • 2 seconds_AAS1ZS°6 Preset.vert, 2125 counts DIsp- 1 Elapsed-
Ga
As
4keV
[nteqra}
100 secs100 sece
116" 11820.2Z8 -F
171_qAA-30b

As
Ga
key
:49l_;e_ut*o"_ _*'* " z secondst _As_zs-9 ........ z
preset. 100 secs(lapsed- t00 secs
HT
Ga Ht
Tt HF As
) Tt HTHF_ i
H' _ HT Hf Hf _HT
ZO. ZZO -;
0._00 Rsnge= Z(].460 keV t , t _ • _.,,_aa'_
A-30c

71-D_c-1991 15:23:58C,ecutlon time • 3 seconds_QA5125-10Vert- 4401 counts Disp- 1
Hb
IH¢
Prelet,[lapsed-
IBO secs100 secs
HT
TI Gs As
GaH ;Tt Hf HFHfHf' ._',.._ Hf /H¢ Hf GaHf
,,x__su14 I 6 18 l|b I IZ 11412
(- 8.320 Range- 20.46B keyIntegr_| 0
116 lie20.460 -_
- Z29439
21-Dec-1991 15:Z5:15
GAAS125-11 Preset,
Vert. 2166 counts Disp- 1 [{apsed-Ga
10B secs100 sees
_s
Ga
12 14 l 6 IB4-
_s
iGa
As
As
I11 I 12 1140.320 Range- 20.460 keV
Inlegra| 0
I1G 11820.460 -_
• 158112
21-Dec-1991 15:Z6:20
Execution t|me • 3 secondsGAAS12S-12Vert, 2248 counts OISD. i
Ga
Ouantex)
Preset-C]apsed-
I_s
iAs Ga
I _' |4 | 6 I B 110 ) 12 114
4- 0. 320 Range • 7_. 460 keV[ntesral
]16
180 secs100 secs
20.4GQ -_172523
A-30d

121-Dec-1991 15:27:23Execution ilme • 3 secondsGAAS125-13Vert. 2134 counts DIIp. I
Ga
Ouantex)
Prelet-Elapsed-
lee secslee secs
As
JAs As
I Z 14 I 6 I 0 I|g I IZ I 144- 0.320 Range- ZO. 460 keV
Zntegra! O
116 I 1'820.466 -_
17Z6Z3
21-0ec-1991LS:Zg:teExecution time - Z secondsGARS1ZS-14Vert- Z135 counts Oispo |
Ga
Ouantex)
Preset- 196 sec$Elapsed- 100 secs
As
iAs _ Go
I t- o.3zO Range- 20.460 keV 20.460 -F I
L In:egra| e . 172915 J
21-Dec-1991 15:30:14Execution _tme • 2 seconds_AASI2S-ISVe_t- 2102 counts Dlsp. 1
Ga
Ouantex>
As
12 14 I 6 184- O. 3ZO Range-
Preset. lOO secsElapsed. 10e secs
As
Go
f °,As
I11_ 11'6
20.460 keyInLegral 0
I _820.468 -_
178571 A-30

21-De¢-1991 15:31:17Execution time • 3 secondsGAAS125-16Vert. 2161 counts Dlsp, I
Ga
Ouantex)
As
Preset. 188 secsElapsed- 188 secs
As
4- 0,320 Range- 20.468 keV ZQ.468 -_Inte9ra| 8 171193
21-Dec-1991 15:32:36
Execution time • 2 seconds
GAASIZS'17 Preset. leg secsVert- 5497 counts Dlsp- 1 Elapsed, 188 secs
Hb
Hf
Hf
As
As
H¢
HFHf As
TI Hf Hf Hf
GsHf TI Hf Hf Ga G_ Rs
_V _ _"--/,,,,,-._ _,,.._I? 14 I 6 18 110 I 12 114 116 I 18
4- 0.328 Range- Z0.468 keY Ze.46e -F
Integral e ZIZB47 i
ZI-Dec-1991 15:35:15
Execution time • 2 seconds
bAASI2S°I8 Preset. 190 secsVert= 5345 counts Oisp. 1 Elapsed. 188 secs
Nb
Hf
Hf
Hf ASi
Hf I TI HfHfHf Hf
GaHfr T _ Hf HF Hf G_;
iGaHf '_"'-'__ Ga GJ_Hf ^_,__/v _ -.-..._ ,,,..._.___
I_. 14 I 6 IB I0 I 12 114_- O. 3ZE, Range- ZO. 46B key
Integral B
116 t 18
Z0.468 -_2EB768 A-30f

21-00c-1991 tS:36:ZZExc¢ut|on time • 3 seconds
GAAS125-19 Preset. 100 secsVert. 5505 counts Olsa- I Elapsed, 100 secs
Hb
Hf
iHf
H,lGaHf
T i G,d_
Hf
As
TI Hf G_ LTl Hf Hf HfHf geHf
IZ 14 I 6 18 I1_ I IZ 114 116 I 184- 0.3Z0 Ran$e- 20.460 keV 20.460 -_
]ntesral 0 • ZZ$048
ZI-Dec-199! IS:38:27
Execution time - 2 secondsGAASIZS-Z8
Vcrt. 10935 counts Olsp. 1Hf
IHf
LH
ix_b
"!lHII ti
, He|.6 T, ,e HeHe H, ,b
IZ 14 I 6 IB 110 I 1Z 114 116 I IB4- 0,320 Range. 20.460 keY
Z0,460 -_Inte$ra] 0 Z93736
Preset, 100 secsElapsed- 100 sees
!21-Dec-1991 15:39:3!
Executionst?_l time . 3 seconds 1GAA____- Preset, 100 sec dVert, 10261 counts Olep. I Elapsed.
Hf 100 secs /
')uantex)
Hf
rib
iF/,f
H[I_ TIHb
He"/rtb T, Hf HfHf Hf
/T:_ 'f _Hf---JHf._Hf._ HfHfI l? 14 I 6 IB 110_-0.320 Ran9_" 20.460 keY
Nb
Hb Hb
_'12 114 JIG I 10 --
A-30g

_l-Dec-1991 15:48:36
[Aecutlon time * _ secondsGAASIZS-Z2
Vert. 10Z84 counts Oisp. IHf
H(
rib
Hb
Hb H_ Ti
t'b "_ Hb T| H@ H'Hf HF
T i H/l_Xf yHr Hr HrH,_I ! -_ --_--_
iZ Id i6 18 i18(- 8.888 Range- ZS.46e keV
Preset=elapsed.
Hb
112 114 I16
Integral 0
100 sec_100 sec:
Hb
Nb
11820.Z20 -_
_08687
r_!-'-_'e¢-19_gl 15:41:44
E_eCution time • I secondsGAnSI2S-Z3
vert. 9B06 counts Olsp. iHf
Ouantex)
Nb
Preset.Elapsed.
100 secs
100 secs
feb
IZ 14 16 18 I10-- IL2 f 14(- O.OOO Range- 20.460 keV
Integral 8
Hb
Hb Nb
116 ilO
20.220 -_288Z58
A-30h


Figure A5. SEM micrograph of GaAs/WC-103 couple tested at 1260°C for 24 hours.
Numbers indicate points where compositional analysis was pertbrmed.
A-31


Figure A6. Compositional spectra across the semiconductor/metal interface of a GaAs/WC-
103 reaction couple tested at 1260°C for 24 hours.
A-32

_9-Jan-1992 09:36:55
3_asnZ4s-I Preset° 100 seesVert. Z053 counts Olsp- Elapsed. 100 seesOuantex) Ga
As
IZ 14 i 6 18 110 I IZ 114 116 I 184- 8,000 Range- 20.460 key 20o140 -_
Integral B 161344
14-Veb-1992 17:Z5:48
9aasnZ4s-2 Preset= 100 seesVert- 89 counts Elapsed. 100 secsOlspo
r;b
Ga
Ga
IZ 14 16 18 110 _' 114 116 118(- 0.00_ Range- 20.460 key ZO.Z20 -_
Integral 8 0
)_9-Jan-199Z 09:41:58
3_asnZ4s-3 Preset. 100 seesVert. 1951 counts Dlsp- Elapsed, 100 sees
Ca
Nb
12 14 I 6 18 116 I IZ----_4 116 I 184- 0.800 Range- 20.460 ke',' ZO.14B -I,
Integral 0 104730A-32a

IT-Feb-1992 IZ:ZS:58
9aasnZ4s-4Vert, 33 counts DIsp-
fib
I in iz 14 m is4- 0.888 Range-
GQ
Ga
,,428.468 key
IntegraI B
116
188 secs188 secsi
118Ee.z2e -_
2489
29-1an-1992 09:46:35
9aasnZ4s-5 Preset-Vert- Z138 COUnts Disp= (lapsed,
_a
As
IZ 14 I 6 I 8 118 I IZ 1144- e.888 Range- Z8. 468 keV
Integral 8
188 secs188 secs
116 118Z8.148 -_
166931
39-/an-199Z 89:52:06
g_asn24s-6 Preset-Vert, $115 coun_# Dlsp- I (lapsed-
Mb
As
Ti As
IZ 14 I 6 18 110 I J2 114_- _.£10e Range- Z0.468 keV
Inte,lral @
116
188 see,188 sec*
118Z0.140 -_
ZI7331 A-32b

_9-]an-tgSZ 89:55:08
9aasn24s-7 Preset-V_rt, 4980 ¢ount$ Olsp- 1 Elapsed-
Nb
198 secs168 =ec=
As
Tt
TI A=l Xf _a.
Jr_2____I= 14 I 6 18 Itg I 12 114
4- 8.808 Range- Z0,468 keY[ntegra| e
116 11828,148 -_
228972
29-Jan-199Z 09:57:37
saasnZ4=-8 Preset=VePt- 18876 counte Dlsp= 1 Elapsed-
Hb
189 sees100 sac=
TI Hf
Tt
12 14 I 6 18 118_- O.OEO Range- 20.460 key
I 1Z ' Ill' 116 I iBZO.t4O -_
Integral O 283313
29-Jan-1992 09:59:19
9aasnZ4s-9Veer. 18093 counts
HbDlsp- 1
TI HF
Tl
12 14 I 6 18 110 'J 12(- 0.000 Range- 20,46(] keV
Preset.Elapsed.
lOO sacslOO sacs
114 116 118
• . 2o.l_p_:_ A-32,

Figure A7. SEM micrograph of CdZnTe/WC-103 couple tested at l l70°C for 24 hours.
Numbers indicate points where compositional analysis was performed.
A-33


Figure A8. Compositional spectra across the semiconductor/metal interface ofa CdZnTe/WC-
103 reaction couple tested at I170°C for 24 hours.
A-34

_l-De_-1991 14:21:0e
CZT24S-I Preset-Vert, 4.597 counts Ols_, 1 Elapsed,
CdCd
n2
i I. 14 I 5 18 I lU IIZ i 114 116 libi 4- 8,008 Range- 20 460 key 19 988[ " Intesral S - "Z$$|'53
lBe sec_168 secs
21-0ec-1991 14:Z3:18
CZT245-2Vert,
Ouantex)
Cd
4- O, 000
Preset. 100 sacs5566 counts Olsp, 1 Elapsed. 118 see
Cd
Te
Te
Cd
Te
Te
14 I 6 18 I 10Range. ZO.d6E keV
112 'm 114 115 118
19.900 -kIntesral O - ZOISG7
21-['ec-1991 14:Z4:23
CZTZ4S-3Preset. tOOvet,. 3865oo,nt. D,.o. _ Elapsed. ::_:
Te 100
|TaTs
Te
_- O.OeO Range2 ,_0.460"" keY'_ ,1_ 11419. 900 -),
Inteara) 0 _A_lqA-34a

21-Dec-1991 14:25:27
CZTZ45-4 Preset- Ie8 secsVert. 48Z4 counts DIsD- ! Elapsed. 188 secs
CdTe
Ouantex)
Te
_Te
Hb(
I £/I
14- 8.83B Range- 20.466 key 19.9B8-_Integr'a| 8 • Z61187
._l-Dec-t991 14:ZG:45
CZT245-5 Preset- 188 seesVer.t, 5185 counts DIsp, ; Elapsed- 188 sees
CdCd
TeQuan_ex)
Te
Cd
Te
Te
zn14 I 6 18 I 18 IIZ "114 I 15 I1B4- • Range, Z0.468 keV 19.908 -_
Integr.al 8 286143
21-Dec-1991 14:Z7:49
CZTZaS-6Vet.t, 5351 counts
CdCd
Te
_uantex)
Te
Cd
Te
4- O. ee8
Preset- 18e seesDisp. 1 Elapsed= 18e see1
Te
Te n 114I_ I12
Range- 20.46e keY
Integral 0
116 11819,900 -_
273041 A-34b

31-Dec-1991 14:29:14
CZT24S-? Preset, IB8 sacsVert. 5198 counts Dlep- ! Elapsed. |80 secs
_dCd
&Te
Te
Te
19.9B8 -_4- e. OOO Range- 20.460 keyIntegral e 266550
Ouantex)
_1-Dec-199! 14:30:43
CZT24S-8Vert. 5163 counts
CdCd
Te
Te
Preset- 100 secsDlsp- ! Elapsed, lOO sacs
eTe
Te
4- 0.800 Range. 20.468 key 19.900-_]ntegrsl O 264311
21-Dec-1991 14:31:48
CZTZ4$-9Vert. 5262 counts
CdCd
Te
O,Jan rex > jTe
c'."re
_,J,P4- O. 0G0
Preset- 100 sacsDlsp- 1 Elapsed. 1B9 sac
Te
_ Te n
14 I 6 18 I 10 112 114Range- 20.460 keV
Integral
116 I1019900 -_
267795A-34c

Preset. 190 sec_DJsp. i Elapsed, IZO secs
CZT245-18Vert. 6L90 count=
CdCd
Te
Ou_nt_x ) l
Te
c3Te
Te
I ,Jl, . ,, ,,,_,,_,_I- 0.000 Range. 20.460 keV 19.900 -_
Integral O 313449
21-Dec-1991 14:33:56
CZT24S-11 Preset. 108 secsVert. 5197 counts OJsp. | Elapsed- 100 secs
"CdCd
Te
Te
4- 0.008 Range. 20.468 key 19,900 -FIntegral O 260427
121-Dec-199! 14:3S:0e
CZT24S-t2 Preset. 100 secVert. 5123 counts Dtsp, 1 Elapsed. 100 sees
Te
Quantex)
Te
4- 0.800 Range- 20.460 key 19.9(]0 -I,Integral 0 22D907 A-34d

21-[,e¢-1991 14:36:06
CZTZ4$-I3
Vert. 4_4 Counts
Te
IOu_ntex)
I
fib re
T
Cd
TI ]
t- 8. roe
Preset- 19e sec$Dlsp. 1 Elapsed. 180 secs
Te
I 114Ranae, ZE.468 keV
]ntesrel E
116 11819.909 -)
• 225613
2L-Dec-1991 1d:37:18
CZT24S-14Vert- 447 countz
Te
Quantex )
HT
r_b
Te
Te
Te Te
Cj
t- e. eoe
Preset- le8 secsOlsp- I Elapsed. leo secs
14 I 6 Ie I 18 I1Z 114Ran$e- 2B.46e keV
Integral 8
116 11819.968 -_
218049
31-Dec-1991 14:38:Z4
CZT24S-ISVeer. 60Z9 counts
Ouantex )
Preset- lee sec$Dlsp, 1 Elapsed- IBe secs
Te Te
j --' tetl
Hf NbJ ,Te Hf
A J • I --I__12 14 16 18 I 10 112 lid
[ :- 0.000 Range. Z0,460 keV
L__ ................ Integral 0
116 IlB19.900 -_
197007 A-34,

_I-Dec-1991 %4:39:29
CZT24S-16 Preset.Vert* 6618 counts Plsp- I Elapsed*
Nb
_uan_x)
LeO secs10Q sees
Hfii
tlb
2 14 16 IB I 10 112 1144- 0.000 Range- 20.468 keY
Int.egra I 0
116 11819.989 -_
186154
Zl-bec-1991 1,::40:32
CZT245-17 Preset-Vert. 6773 counts Dlsp. 1 Elapsed.
_b
Ouan_ex)
100 sees108 secs
j Hfii
! rib;L
I HF TI Hf
Ti / _
J "- 14 16 18 I 10
_- 0.000 Range- Z0.460 keYIIZ 114 116 118
19.900 -_Integral 0 1905S2
Vert. r.lb6S46 counts
Dlsp. I
Hf Hb T I Hf
_- O, 000 Range • 20.46B keY
Preset. 100 secsElapsed. 100 secs
r{_-- 114 ;L6 i1819.900 -_ A-34f


Figure A9. SEM micrograph of CdZnTe/WC-103 couple tested at 1170°C for 90 hours.
Numbers indicate points where compositional analysis was performed.
A-35


Figure A 10. Compositional spectra across the semiconductor/metal interface ofa CdZnTe/WC-103 reaction couple tested at 1170°C for 90 hours.
A-36

6-Feb-199;' 2(?.:I-1:08
C,ZTgOS- I
Vet&, 597 counts Dlsp. |Cd Te
tCdTe
_ZI Z 14 16 I 8 Ile IIZ I 14 '
4- e.6ee Range- 2e. 46B keyIntegral I
_reset-Elapsed.
I09 secs18B secs
116 11828.228 -_
• e
6-reb-199_ 22:44:23
CZTgOS-2Ver_. G606 counts
Cd
Te
Preset-
Dlsp, 1 Elapsed.
C
Te
Te
Te
t- 0.88B Range- 28.460 keY ZB.Z2B -_Integral [ - Q
6-reb-199Z 2_:$6:32
CZT90$-3 Preset- 188 secsVert, G579 counts Dlsp- [ Elapsed, leB secs
Cd
Te
Cd
Te
Te
Te
14- O.OQ_ Range, 20.460 keV E0.2_0 -_Integral ! 0
A-36

6-reb-19?2 Z2:SO:51 ICZTgOS-4 Preset. leo sec;Vert- 11153 counts Plsp. 1 [lapsed. 170 #ecs
Cd
_e
CO
Te
Te
Te
4- 0,880 Range- 20.460 key 28.228 b]ntegro| 1 - -_
I -Feb-1992 Z2:Z8:36
CZT90S-5
Veer. 6845 countsCd
Preset- 188 secsDlsp- 1 Elapsed. le4 sec:
I e
Te
Te
Te
_- 0.0BB Range- 2B.468 key ZS.Z28 -_Integral I 8
G-Feb-1992 22:Z2:03
CZT90S-6Veer. 6479 counts
Cd
Te
Preset. leo secsOlsp- I [lapsed- 190 sec#
tITTe
4- O.BOg Range- :20.468 keV Zg._.2g -I,Integral i 0 A-36b

6-feb- 1992 22:Z4:59
CZTgOS-7 Preset. [88 secsVert. 6479 counts Olsp. I EI6psed- 108 secs
Cd
Te
Cc
4- O.OgO Range- Z0.468 keY 28.228 -)Integral | 0
6-feb-1992 22:Z6:SJ
CZT98S-8
Vert- 5014 countsTe
Nb
Te
! Te
T, C_IT_
Preset. 100 secDisp- 1 Elapsed- 189 secs
IZ 14 16 18 lie IlZ I 14 115 ItO(- o.ee0 Range. ZO.46e key ZO.Z20 -F
[ntesrel t 0
6-1feb- [ 992 22:30:05
CZT98$-9Vert, 574 count#
Te
Ib
Te
¢dl
N
I 2 14 IG4- 0, _]OQ Range -
Preset. lOB seesDlsp. I Elapsed. ]00 secs
Hf
I0 11820.460 key
fIT---T]4 Jr6 11o20.220 -_
Integral 1 0A-36

6-reb-199Z 22:32:55
CZT90$-IOV:rt* 5856 counts
Te
_b
re
Te
Ca
I 2 14 16(- 0,080 Range-
Preset- 100 secsOlzp. I Elapsed- ]00 secz
18 118 112 114 116 lIBZ0.468 keV ZS.ZZ8 -k
Integral 1 0
6-Feb- L992 Z2:34:40
CZT9OS-[1'err t- 5"/'88 count#
Te
Nb
Te
Cd
._/IZ
t- 6. ee8
Preset= 108 secsOlsp- 1 Elapsed. 188 secs
Te
14 16 I 8 118Range- ?'8.468 keV
112 I 14 116 li820.Z28 -k
Integral 1
6-reb-199z LL:39:38
CZTgOS-lZVer_- 8558 counts
Nb
DAsp. L
Ti Hf
12 14 16 I B I1e 112O.8Oe Rangel 20.468 key
Preset. LOB secsElapsedl L80 Sees
]14 116 ]18_O.Z20 -_
Integral 1 0 A-36d

Preset= tg8 secDisp. I Elapsed. 181 lees
6-Feb-1992 11:4l:22
_ZT90S-13Veer. 8760 counts
Mb
T! J Ti Hf
I Z 24 16 18 Ill IIZ " 114 116 t184- 8.888 Ranse- 20.46B key 28.22B -_
lntegrel 1 - e
6-reb-199Z 1|:44:52
CZT90S-14 Preset- 180 eeceVert- 859Z Counts Ollp. 1 (lapsed- 180 eels
INb
t TI Hf Hf
,-[_,22 14 16 18 lib
(- 0.eel RanBe - 20,460 keV112 1[4
]ntegral t
116 It8
A-36

Figure All. SEM micrograph of CdZnTe/TZM couple tested at 1170°C for 90 hours.
Numbers indicate points where compositional analysis was performed.
A-37


Figure A12. Compositional spectra across the semiconductor/metal interface of a
CdZnTe/TZM reaction couple tested at 1170"C for 90 hours.
A-38

IO-Teb-199Z Z1:84:57
TZM-CZTgBS-I Preset- 188 seesVert, 5797 counts Dlsp. 1 Elapsed- 180 secs
C'd
dl TM
4- 0.B88 Range- 2B.4G8 keV 19.9B8 -_Intesral 8 Z913B8
lO-reb-1992 21:B6:11 IPreset. 108 secs I
TZM-CZT9OS-Z
Vert. 6379 counts Olspo I _lapsed= 100 secs I_dT_
Cd
Te
Te
• u o 19o98B -_Integral 8 • 3213_3
10-leeb- 1992 21:11:,15
TZM-CZTgBS-3Vert. 4329 count*
le
,J
{- O. 000
Preset- 108 secsDlzp. ! glapeed. IB8 secs
T¢
14 16 18 I 10 I1Z 114Range- 20.460 keV
[nteara|
116 lib19.?OB -_
PTA_qQ A-38;

lO-Feb-1992 2t:08:54 - " I
Tz.-czT�es-_ P,;:::,:, leo se_.Vert. 5833 counts [_llp- i -.-. • |80 secs
C'd
d Te
I1).
t- 0.000 a ge, 2 . 60 • 19.9 0 -_Integral 0 Z94079
|8-Feb-1992 21:10:18
TZM-CZT90S-5 Preset= 100 seesVert- 5314 ¢ountl DIIp- l Elapsed- 108 secs
_dTe
Cd
Te
Te
Te
4- 0.000 Range- Z0.460 key 19.900 -kIntegral 0 • 293766
10-reb-1992 21:13:00
TZM-CZT90S-6Vert- 6Z39 counts
¢'d
I"
Te
JIZ 14 16
4- 0. 808 Range -
Preset. 180 sec_Dlsp, 1 Elapsed- 100 secs
2n
10 i 10 H2_-_4 I 16 lib
Z0.460 keV 19.900 -_Integral 0 313366 A-38b

lO-Feb-l.qgz 21:14:11
rZM-CZTg95-7Vert. 66Z3 counts
C'd
Preset- 188 sacsDlsp- | Clapsed. 188 secs
d
Te
Te
Te
19.988 -F|ntegral 8 - 29S682
18-Feb-199Z 21:15:34
TZh-CZT98S-8 Preset- 188 secsVert. 6449 counts Dlsp. ! Elapsedo [88 sacsde
Te
Cd
Te
Te
, Inte,r,, 8 .
1e-Feb-1992 21:21:87
TZM-CZT985-9 Preset- 188 sacsVert- 778 counts Dlsp, 1 Elapsed. 18B sac
Mo
Te
14 16 18 I 10 IIZ 1141- 0.808 Range- 20.4i_0 keV
Integral 0
I 16 11819.980 -F
623_5 i A-38

1S-Feb-1992 21:Z3:41
TZM-CZT985-IgVert. 18914 counts
Mo
T! TI
IZ 14 164- 6.g88 Rangeo
Preset- 188 secsD|sp- I Elapsed- ]Sg secs
18 I 18 112 114 116 11828.468 key 19.988 -)
Integral 8 • 263398
Preset- 188 sec:Dlsp. 1 Elapsed. 180 sees
18-F'eb- 1992 21:24:45
TZM-CZTggS-I 1Vert. 11163 counts
Mo
2'J "IZ 14 16 18 I 18 I1 :_ 114 116 118
4- 8.888 Range- 20.468 ke9 19.988 -_Integral 8 267187
lg-Feb- 1992 21:25:52
TZM-CZTgBS-12Verto 11114 counts
Mo
Tz TI
I_ 14 16_- 0.000 Range.
Preset. 188 secsDlsp. 1 Elapsed. 188 secs
80.468 key 19.900 -_[ntegral g Z66098 A-38d

[8-feb-|992 21:Z6:56
TZM-CZTgOS-13Vert. 1114 counts
Mo
TI T|
IZ 14 16 IB 118(- 8.e08 Range- Z0.468 keV
Preset- 188 sac:Dlsp. I Elapsed, IBO sacs
11"2 114 116 1|8 :19.996 -_
Intesrai 8 266898
Preaet= 189 sacsDtsp, 1 Elapsed- 188 sec
10-Feb-1992 Z1:ZS:S5
TZH-CZTge$-14Vert- 11114 counts
Ho
T! TI
IZ It 16 18 118 112 114 116 1184- 8.808 Range- Z0.468 keV 19.900 -_
Integral 8 Z66098
10-Feb-1992 21:Z9:04
TZMlCZTgOS-JSVert= 11114 counts
Mo
t, II ,,,4 ,64 0.006 Range.
Preset- 188 seosDlsp. I [lapsed. 180 secs
18 ! _ 112 114 ; IG 118
20.468 keV 19.900 -FIntegral O 266098
A-38e

!O-Feb-1992 21:3_:14
TZM-CZTgeS-16 Prese%- 100 secsVert- 11114 count* Dlsp- I Elapsed. 100 sec$
Mo
T| Tl
12 14 16 18 I 10 i 112 114 116 lIB(- 0.000 Range- Z0.460 keV 19.9B0 -_
Inte9ral 0 286098
1e-Feb-1992 21:38:15
t zm-czt90-Ioose-1 Preset- 180 secsVert. 4301 counts D|sp, 1 Elapsed, 180 $ec$
C'd
l]Cd
Te
Te
Te
4- 8.080 Range- 20.460 keV 19.988 -_Integral 6 Z13860
A-38f

Chemical Compatibility ofCdZnTe with Silicide Coated WC-103
Addendum to:
Progress Report
on:
Chemical Compatibility Studiesof GaAs & CdZnTe
with WC-103 & TZM
by:
Rosalia N. Andrews, Ph.D., P.E.Department of Materials Science and Engineering
University of Alabama at BirminghamBirmingham, Alabama 35294
April 20, 1992
A-39
Original Progress Report:February 10, 1992

Introduction
The following report summarizes the results obtained for the CdZnTe/ silicide coatedWC-103 compatibility test run at 1170°C for 90 hours. WC-I03 test coupons of9.960x9.962x4.978mm were obtained from Southern Research Institute. Two surfaces of these
coupons were polished using a procedure identical to that discussed in the initial reportsubmitted on February 10, 1992. This initial report should be referred to for details onprocedure. Following surface preparation, test coupons were sent to HITEMCO for silicidecoating. Samples were given a heat treatment of one hour at 1566"C (2850" C) after coatingto ensure bonding of the sillcide coating.
Sample/semiconductor compatibility tests were accomplished by immersion of the test couponsin molten CdZnTe for 90 hours at 1170"C using a procedure identical to that discussed in thereport of February 10, 1992.
90 hour CdZnTe/Silicide Coated WC-103 Compatibility Test
An optical micrograph of the reaction zone observed for the 90 hour CdZnTe/silicidecoated WC-103 couple is shown in Figure 1. The original thickness of the metal coupon was4.930 ram. The final thickness of the pure metal was - 4.883 ram. However, this reductionin metal thickness did not appear to be due to a reaction between the metal and semiconductor.Apparently the reduction in metal thickness resulted due to interdiffusion between the silicidecoating (original thickness 0.056ram or 2.2 mils) and the base metal. The thickness of theinitial silicide coating was seen to increase during the compatibility test resulting in a finalthickness Of 0.079mm or 3.1 mils. After testing, base metal from the coupon was foundthroughout the silieide coating implying the layer had changed to a mixture of silicide and WC-103. See Figure 2 and EDS plots 1-16.
Figure 1. Metal/silicide coating/semiconductor interface in a CdZnTe/silicidecoated WC-I03 compatibility test carded out for 90 hours at 1170C.
A-40


There does not appear to be any significant reaction between the CdZnTe and the silicidecoating. Note also that in those regions where there is a scratch or defect in the silic;decoating, the semiconductor has penetrated. Therefore, it is imperative that no defects arepresent in the coating as applied and that utmost care be taken in the handling of the coatedcartridges to prevent damage to the coating. I understand there has been some considerationgiven to only coating the outside surface of the cartridges. This approach would provide nobarrier to the attack of the WC-103 by the CdZnTe semiconductor in the event of an ampoulefailure. While the silicide coating would not be chemically attacked in the event the WC-103was totally consumed by the molten semiconductor, it would not appear that the silicide coatingis in, and of itself, sufficiently substantial from a mechanical standpoint to withstand the
significant .v'a:por pressure of the semiconductor. In summary, the silicide coating appears tobe effective m reducing and/or eliminating WC-103/CdZnTe reaction and if applied to theinterior of the cartridge should enhance the ability of the cartridge to function more effectivelyas a second level of containment.
Figure 2. SEM micrograph of CdZnTe/silicide coated WC-103 tested for 90 hours at
1170"C. Numbers indicate where compositional analysis was performed.
A-41


Summary of Findings to Date for WC-103 Cartridge Material - Recommendations
1)
2)
3)
From a semiconductor/metal compatibility standpoint, the CdZnTe/WC-103 coupleappears to be a workable solution to semiconductor containment in the event of anampoule failure. However, some evidence of a variation in the degree of attack withsurface finish was noted during testing. It appears that best results are obtained with ahighly polished surface.
From a compatibility standpoint the CdZnTe/silieide coated WC-103 couple also appearsto be a workable solution to the semiconductor containment problem in case of anampoule failure. It is recommended that the inside of the cartridge be coated with asilicide layer at least 4-5 mils thick. To be effective, this coating must be perfect andcare must be taken not to scratch the coating after application.
Due to the vigorous reaction of GaAs with WC-103, which results in metal reactionproducts which spall off, I do not recommend that WC-103 be used in combination
with GaAs. Optional coatings or cartridge liners should be investigated for thismetal/semiconductor combination.
A-42

(J _:J¢| d.i((I ((I
L._ L._,_J .-4
II
+-_ d.I_.1 (41(/J EL
L'--'LJ_.IJJ
I _OJ
OD i-__i_-r.0
LID ['_
_C,J
..r-4
q)
0
--.I '"
C,J
l__J
.= C-
-- ,]., C,
_-_ .,-, Crj+-:' OJ
0"_ c- ! t.DL'I", 0 +:'
I -{J rj_..-_(_'l ,--4 II
(-r _J ..-_ .t-)! X 6') t.-
CT', L,J C, d.,3--:="
l]JI-'- i
(._)"-o
I__J ::=-
A-43

(,? (.,'.10 0Ll.a i]..i(4_ (8
L_
rxJ
II
+:. _,Q.I (41
,]J,I]L.--_rl I,I
II
e_-o
=w= (-
o0 it
0 _i (-.,
-.-._0"3. ¢2_
C,J (,9Lf'J -_'
°. C'-
rJ7 tt .._
E•_ ('0
CxJ ,'xJ [-- (_#,
cr't ,.- I L_)07 o+:.
•.-_ 1'.4
__..._El'--' II
(-I- ,IJ"_ _->
I X 6') £.
07 W 0 &,
,-_ -: -:=.
,]jH-
,D
I--
(.j,_ '
A-44

O _L)
0?d_-_
IIii
_1 (tl
0_1,1
0o
o _._o r/)...J
t'_D
I.I3
f_ flb'3
E.,-*
(]-_ ,:-Lm, O
-,".4
I +-_,. _--s-_-'O
I ×L-_,Ld
II
.r-4
(,0)4-;'
oo
(xJOJ
O] 070I '.D._,NO
,---qII
•.-4 "I-:'
(,,) ,:c, _.,
Z:---
iljh--o
N
F--
!
LI-I II
I
A-45

i;,)-oc-o
LO 17__J
0")
r._.j ii
b._:
_ E.p-,I
4-:'
0
I -0
.r-., o
I "<CPI
_:9(.9J:J(J
_/.i(,9
L_ L_.Cd .--4
II
It "T3
r/_ Q._j _Tj
CLOJ
II
,-,
-.='4
(.9
._,I
0I''1
_J:tU3r_.JI
._,1"4C)
.l--4
-H 4-.:'
t;.) ,LC, _.,-:Z::-
ibH-
m
,]_,H-
.4,."..'_"I CO
O] ,'._J_-4'EJCO
C_J
L,-i
f..,j-5,_. __CO
]
]
,TJ
l].l
(-t--I
tb.(
LD
L_t",J
tJ9 ,Ll.IL_'._
r.d -_r_-
i
A-46

O O
O
_J .-_
II
O_td
69-0
=¢# (- _-4
0O_ 0 .
0 Q.:0 r/j _/j
4[_)
t--
jJ
/
_ib. ,_---I
I ,,£ItI'J
U_ t"d
--p-j
0J
E ,O3
EH
->.
Q.I
LI.9
t_r.d
CO
ii
c_
:El ,O--O£
z-4
A-47

b£_ e:,01. ._
o-- nj 0
+_" OJ
L'T'I O +:'"_ I"4
I -_ CI,: _-'i ..-,
c-i-_j ._ +_.
I ;_.: 6') £_L'r',_ £3 _,
-: Z:="
o]jI-'-
.
(_3
Illil
| OJOd
03 t-.._03-':-_J,.D_L:_.
Od
t.D.-:-ff
u
I
-::.
CO
a-'_J
tl-I II
L'_,_
L_
,'_r)o_
F--I
A-48

.F--I
CO --
c
A-49
II
i

0 0
,.__1
F'd --_
I!
-h:' _oQ.I (,,'_
F/.,
,_ tO
0.. l.d
II
6')
"£3
0
0 _J0 r/)
._!
03ml
b') .
C,J
°- l_l
x"--I '--
4=,C'd
07 ¢"
CT7 0-,-4
I +_
0(i ,b
! ;<Cr, ILl
O3I
+:,N0
-,,-4
,_,.)0
_E.'
II
,Yj
(.')
C
0
0
CF.t
fO
,_D
i|
+J
If.,
LI_
i
¢I-I
LL
ii , i
,LJ
.,--I
O]
.,..._
.i-..I
I--
k.E_ tt
C
_.I:'d
IV
A-50

IL) 0
C_J
II
tf.+-:' G_
,..._.,L-LLLJ
,..,7.C, u
._J .,,-_O7. _l
i
b_
CO
i--
..I_07I CO
03 i.__ b")
OJ
_J3
i|
C_l
..-j-
I---I
_J3
CO--L.._
_.-._j
LD II11,
C
CE
C_J "
IV
A-51

0 (J
l].i_,
Cd
I!
-P t1.,Ib (41G9
J_ tOL..---_
CLOJ
(.9
=I¢= ("
0
,-_ (J II
0 (J) f'/.a
C,J
A-52
.I-.4
(.O
.4_tJOI ,jZa
I.f3
0..DCr_
OJ
tj3
i!
I

o od.i d.,(;_ ((i
_J .-_
II
ff•..it,-',d.i_1 (t.i
lZJ ,_IL'--'
O_l.J
=H= Co
,m_ (Jo _.io _J
Cd
CO
ii
C,J-= i_.!
o.==i
.i_.i;'lJ0"_ ,-'-CT', 0
._i
(-r" oJI X
CT', Ld,r-i
I+z,
N0
,r--e
o
ii
o_-_
(.9+,:,c
oo
,.£iU'.t[:'._
,:-.,
i|-p
o.i_-:=-
A-53

i:J (J
II
_.1 (:j(/_ F_.L_]J illL'--_
CLI,I
OD a-__ji._ J.D OJ
('_j
l.D
|i
E.s
_,,)
0O_ 0
_]
C,J
OJ
I.T_J.0").
• - I"I!
',:'--i'--"
',:'-"I.,-.4
-I-:'C,Jr-dCF_ ,- IL-I'I 0 +:'
_--I .,-_ N
I +_ 0,1 -_ .,__.c-j 0 ,-4
('T" ID .,-,I ;< (,')
L-r, I,I C'
II
.r-,
(,it
-I-:'
C
0
II
,..ill
ZIZ
IZ,
Cd
.*'--4
I-- _ I
A-54

0 0tl.,
__JP_j
l._J
II
Q.I (_16') r_.L_JOL ,---',
nil
-0
0
0 _/_ 69_._ .,--4
03 0
-- nj 0
""' CO4-' 03 O_
r-d _-_ I.r>rJ'_ E I ['.-
L-T', 0 -_' ,_.O_-'_ ""_ N Z
I _ 0_i- _ ..--,.O- f_'l,--'_ II
(I ,D.--_
I "< 6') _-L'T', LLI C, Q.,
.-4 ___-:=.
A-55

IX]
o,D_ oo G._
_.Jt',J
CO
wm
0_.=o I_I
.,--4
C'dCT'_,-I_-I',C,._ • ,-.-4
I +_
(I ,IJI "<
LT, Ld
_/:, <(!
oD ID
d.i d.,
((.¢ (8
II
II 75
r,9,D,O
(l_tlJ
i!
c.,r/).,--4
(.94=,c.
oo
I__.a
tr%!
+:.N(.] ..-4
•_ 4.0
,.','),i_
B -_-':-
! O'_
03 "-_--_:fJt-O
OJ
L_O
I!
9-{
nD
ID".-T
i"d
I z'"
{illm
uw.i
CK
,AJ__ l.__j
!
,0,L.
,D4-"
I.-.-.4
A-56

112
_] _-_
II
-I-_ _n
IL_ _8
tO
CLI,I
O
O _I c'.,
03
CO
LI3gl
4J b_._C_Jl-J7 C I
i_'Plo_,
_-i ._ I',l
I Xl_') ,:
(,,._
C
C.I
O
0D
LD i--.°
c-'r_ ---oC]7 (_:,
I I
n..lF-
inu
+j.i,
ill iii
i.....
CO -_
h-
I['+
03 0-__,_-i
11
ID
__ I---I
t_o :_-
.<.
_D
CO
--t__
|"d
I._ II
0"
,?,+..I
__p-_-
I
A-57

_130I.I., d.,
m'_.i_j
I!
-i-_ d.i
((.,
,Is ,rj,L ,--.
O_LL/
A-58
I

co
,-, c.,
o rtl._.1
tT.j
.,:--i---T
m_
,,...
4-='t"C.I07 ,--1_7"i Ci
I -_
e") (_'_
! ;':"07 l,I
(t) r/)
_r.I (¢.t
L_L_C_J _-_
IIII
-#-', _l
,IJ,O
O_i,i
T-i
ii
+:.
¢--
0
0
._.
1"4
0• ,,-,0
,},;, ,-
__L_
b-
, i
(_)
|D
II, , !.L. ,,!,,!''-'-- i'--
------(_J
7
.,,i,,,CI-iI ,,£1
L-L7
tf'l t i'l
0,..I
c_.,,:-w
I!
I.__J..-::'f
m i'r.f,i..
ill
tTd -,-_
C
t.__.l->•:-.4 11.1
113
CO -
-- I_..I17%j
i II
tl.,
c"
7_J "
IV
A-59

0 C)d.t
r_g _jL_ L_C'd
II
II "?3+-_ dJ
L..--,L_LLI
6_
=(4= C0(_1 it
0 nj
._J -,-_
£,J
I---
A-60
b_
Z
"-'03
I1___.1_-_-9.,j
CCI -
C'd
t.j_ il
E_CI

Chemical Compatibility of (3aAs with Silicide Coat_ WC-103and Hot Pressed Boron Nitride
Addendum to:
Progress Report
on:
Chemical Compatibility Studies
of GaAs & CdZnTe
with WC-103 & TZM
by :
Rosalia N. Andrews, Ph.D., P.E.
Sherrie A. Beske, Research Assistant
Department of Materials Science and Engineering
University of Alabama at Birmingham
Birmingham, Alabama 35294
April 1, 1993
Original Progress Report:
February i0, 1992
A-61

Introduotion
The following report summarizes the results obtained for the
GaAs/silicide coated WC-103 and GaAs/hot pressed boron nitride
compatibility tests run at 1260°C for 24 hours. WC-103 test coupons
of i0.Ii0 x 10.120 x 5.044 mm and hot pressed BN test coupons ofi0.000 x 9.995 x 5.000 mm were obtained from Southern Research
Institute. The WC-103 coupon surfaces were polished using a
procedure identical to that discussed in the initial report
submitted on February i0, 1992. This initial report should be
referred to for details on experimental procedure. Following
surface preparation of the WC-103, test coupons were sent to
HITEMCO for silicide coating. Samples were given a heat treatment
by HITEMCO of one hour at 1566°C (28500F) after coating to ensure
bonding of the silicide coating. Two surfaces of the hot pressed
BN coupons were abraded with #98 Scotch Brite and rinsed three
times with methanol. The coupons were then heated with a heat gun
to remove any residual methanol.
Sample/semiconductor compatibility tests were accomplished by
immersion of the test coupons in molten GaAs for 24 hours at 1260°C
using a procedure identical to that discussed in the report of
February i0, 1992.
24 hour GaAs/Silioide Coated WC-103 Compatibility Test
An optical micrograph of the reaction zone observed for the 24 hour
GaAs/silicide coated WC-103 couple is shown in Figure i. Theinitial thickness of the bare metal was -4.932 mm. A silicide
coating of -0.056 mm (2.205 mils) was applied to each side of the
coupon. The total thickness of the coated metal coupon was thus
5.044 mm. The final thickness of the remaining metal coupon after
the compatibility test was -4.757 mm. The total loss of coupon
thickness was 0.287 mm (11.299 mils). Considering attack from one
side of the sample, as would be seen in a cartridge assembly, this
amounts to a thickness loss of of 0.144 mm (5.565 mils).
After completion of the compatibility test, no silicide coating
could be found using EDS analysis. Several locations in the pure
semiconductor, the reaction product, and in the metal were
analyzed. No traces of silicon, iron, or chromium, the principle
components of the silicide coating, were found at any of the
locations. Traces of arsenic were found in the metal coupon, with
the concentration of arsenic becoming negligible at - 0.07 mm (2.76
mils) away from the interface. See Figure 2 and EDS plots 1-12.
A-62


The silicide coating did not prevent GaAs attack of the WC-103. On
exposure to molten GaAs for 24 hours at 1260°C, a 27 mil thick WC-
103 cartridge with a 2.205 mil thick silicide coating (total
thickness 29.205 mils) would experience approximately a 20%
reduction in thickness. Also, there would be arsenic penetration
into 0.07 mm (2.76 mils) of the remaining metal thickness.
Figure 1. Metal/silicide coating/semiconductor interface in a
GaAs/silicide coated WC-103 compatibility test carried
out for 24 hours at 1260°C. l=metal,2=reaction zone, and
3=semiconductor
A-63


Figure 2. SEM micrograph of GaAs/silicide coated WC-103 tested for
24 hours at 12600C. Numbers indicate where compositional
analysis was performed.
A-64


24 hour Ge_s/Hot Pressed BN Compatibility Test
The GaAs/hot pressed BN couple as removed from the boat after the
compatibility test is shown in Figure 3. On initial observation,
it did not appear that the ceramic coupon was wet by the GaAs. An
optical micrograph of the semiconductor/BN interface for the 24
hour GaAs/hot pressed BN couple is shown in Figure 4. There did
not appear to be any visible reaction product. The original
thickness of the hot pressed BN coupon was 5.000 mm. The final
thickness of the coupon was - 5.000 mm. Thus, no loss in material
thickness occurred due to exposure to GaAs.
Figure 3. GaAs/hot pressed BN couple after compatibilitytest carried out for 24 hours at 1260°C.
A-65


The semiconductor/BN interface was examined using EDS analysis.
Traces of arsenic were found at 0.21 mm into the ceramic coupon,
but at 0.30 mm, the traces of arsenic became negliglble. Binding
elements used in hot pressed BN were also found throughout the
ceramic coupon. See Figure 5 and EDS plots 13-22.
There did not appear to be any visible reaction between GaAs and
the hot pressed BN. For a 27 mil thick BN cartridge exposed to
molten GaAs at 1260°C for 24 hours, there would be no reduction in
thickness. There would, however, be traces of arsenic penetration
up to 0.30 mm (11.81 mils) into the cartridge.
Figure 4. Semiconductor/ceramic interface in a GaAs/hot pressed BN
compatibility test carried out for 24 hours at 1260°C.
l=Hot pressed BN, 3=semiconductor.
A-66


Figure 5. SEM micrograph of GaAs/hot pressed BN tested for 24 hours
at 1260°C. Numbers indicate where compositional analysis
was performed.
A-67


8umm8_ of Findings
1) The silicide coating tested in this study did not prevent GaAs
attack of the WC-103. The metal was attacked by the
semiconductor and the reaction products were observed to break
off and float into the surrounding semiconductor (a result
similar that obtaind in the uncoated GaAs\WC-103 compatibility
tests). On exposure to GaAs for 24 hours at 1260°C, a 27 mil
thick WC-103 cartridge with a 2.205 mil thick silicide coating
(total thickness of 29.205 mils) would experience
approximately a 20% reduction in thickness. Also, there would
be arsenic penetration into 0.07 mm (2.76 mils) of the
remaining metal thickness.
2) There did not appear to be any visible reaction between GaAs
and the hot pressed BN. For a 27 mil thick BN cartridge
exposed to molten GaAs at 1260°C for 24 hours, no reduction in
thickness of the BN is expected. There would, however, be
traces of arsenic penetration up to 0.30 mm (11.81 mils) into
the cartridge.
A-68

Plots 1-12. Compositional spectra across the semiconductor/metal
interface of a GaAs/silicide coated WC-103 reaction
couple tested at 12600C for 24 hours.
A-69

29-Mar-2000 18:Z2:15
E_ecutlOn time • 4 second
_._as_vc i_33_ : 1
'_'ert. 93_3 counts Dss_- 1
,)uan t e .: >
I
Preset-
Elapsed.
300 sacs
200 sets
As
14 16 18 110 112 114 116
4- 0.000 Range- 20.468 keYInte9ral 0
, =,118
20,220 -_400978
29-Mar-2080 18:31:44
Execution llme • d second
gaas_ci03si2 Preset= Z80 sacs
Vert- 9180 counts DIsp- 1 Elapsed- 288 sacs
As
4- 0.080 Range- 20.460 keV 20.220 -bIntegral 8 385222
39-Mar-2000 18:42:21
Execution time - 4 seconds
,3aaswclO3s13 Preset- 200 sets
Vert- 9409 counts DisD. 1 Elapsed. 308 secs
H$
14 IG I 8
4-
As
110 112 i-14 ''_16
0.000 Range- 70,460 keyIntegral 0
iC820. 220 -_
398870A-70

'29-Mae-2800 18:58:55
E:_cut|on time * 4 second8aaswct@3s14 Preset• Z80 secsVert- 7207 counts Dlsp• I Elapsed. 200 secs
_s
f HF
l lA,b . P| _,
4- 8.0180 Range• Z0.4_0 key ZO.Z20 -_Integral 0 • 385100
29-Mar-ZBB8 19:12:41Execution time • 4 second
gaaswc183s15
Vert 18138 counts Dlsp, 1
Hb
4-
Preset- 288 secsElapsed- 280 secs
st
12 14 16 1 8 Ile 112 I 140.800 Range- ZO. 460 keV
Integral 8
Nb
116 118
20.Z20 -_442Z28
29-Mar-2800 19:22:81
Execution time • 5 seconds_aaswclO3si6 Preset-Vert 941G counts Disp* 1 Elapsed•
200 secs200 secs
As
I 2 14 16 I 8 lie 1128.808 Range, 7'0.460 keV
Integral 8
Itb
I 14 I 16. 110ZO. 22_ -_
405735 A-71

29-Mar-2000 19:33:09
E:,ecutlon tlme • 4 second9_is_,Jc103si7
Ve,-t* 6882 counts Dlsp, 1
I
A_ _a|
As
Preset-Elapsed.
200 sacs200 _ec,
2g-Mar-2000 19:42:13Execution time - 4 second
9_a$_clO3s:O Preset,Vert, 10134 counts DIep, [ Elapsed,,)uante_
Nb
As
I
4-12 m4 16 18 I18 112 11"40.888 Ran9e- 20.468 keV
Integral 8
200 sacs200 secs
Nb
20.220 -_429024
Sg-Mar-2800 19:51:42
E;<ecutlon time • 4 second._eastucLO3=z9Vert- 8948 counts D|sp, I
_)u_nte_
feb
As
_F
4-
He
12 l-a 16 I B
R$
0.080 Range-
Rs
._A18 112
28.460 key
Integral 0
Preset- 200 secs
Elapsed, 200 sec_
rt I)
174 116A-'_r_8 '28.220 -_
441911A-72

_-Mar-_G00 20:03:56
_CUtlOn time • 4 seconds
_as_clO3s110 Preset-Vert- 10_57 counts Oisp. 1 Elapsed.0ulsnte_>
200 secs20e secs
HS
_f
4-
rtb
As
IZ 14 16 18 110 1120.000 Range- 28.460 keV
Intesrol 0
Hb
M14 T16 ',1E-20.220 -_
• 428972
39-Mar-2000 20:14:85Execution time • 5 seconds
9easwcLg3s111 Preset°Vert. 14685 counts Disp- I Elapsed-Ouantex>
Nb
_4S
(f
4-
As
Ti Hf Ga As
0.000 Range- 20.460 keyIntegral 0
Z08 secs200 secs
rtb
20.Z20 -_456064
29-Mar-2000 20:24:89Execution time • 5 second
,_eas_c103sl12 Preset-')err- 21688 counts Olsp- I Elapsed-
Nb
HT
T,_..__...---_ .
I _ 14 164- 0.8B0 Ran9e.
H_ HT
18 11028.466 keV
Z08 sec:200 secs
14b
i12 i1+ ,i_A. ,1828.Z20 -_
Integral 0 497299A-7Z

Plots 13-22. Compositional spectra across the semiconductor
/ceramic interface of a GaAs/hot pressed boron
nitride reaction couple tested at 1260°C for 24hours.
A-74

25-Mar-2000 17:28:83Execution time o 4 second
9aashpbnl Preset. 20B seesVert. 5193 counts Plsp- ! Elapsed. 288 secs
Ga
G'
As
IZ 14 16 184-
IAs
,I. .2 a_4- ,"i[ ",188.888 Range- Z8.460 keV ZO.ZZO -_
Integral 0 Z23109
Z$-Mar-Z000 17:31:29Execution time • 4 second
gaashpbnZVert- 6342 counts Disp- 1Quantex)
ot
Preset. 288 secsElapsed- 288 secs
G1As
Ga
iZ 14 iG 18 i10 IIZ "1"t44- 8.888 Range. 28.468 key
Integral 020.228 -_
25_918
25-Mar-2000 17:41:31Execution time - 4 second
gaashpbn3 Preset-Vert. 6818 counts Olsp- I Elapsed-
G&
Ga
As
Ga
A_
I 2 14 16 8 12 I 16
4- 0.888 Range- 28.468 keVIntegral 0
288 secs288 secs
l][ 828.22_ --_
261557A--7.

25-Mar~2888 17:54:03Execution time - 4 second i i
gaAshpbn4 Preset&Vert- 8552 counts Disp- 1 Elapsed.
2BO sec;280 sec;
Ca
Ga Ca
As S| _ Ga As
'"_'l_zi_'-' "16 18 _ i_ '112" _I.
4- 0.888 Range- 20.460 keVIntegral 0
116 It828.Z28 -F
134983
Z5-Mar-3888 18:Z8:38Execution time - 21 second
9aashpbnS Preset,Vert- 1B168 counts Dlsp- I ElaDsed,
Quantex)
Z00 sees288 secs
H S* Ca
J _Q_L Ga As12 14 16 18 118 112 I 14
4- 0.088 Ranse- 28.460 keYInte9ral 8
'1'16 11828.220 -F
376869
JlS-Mar-2888 18:36:29
Execution time • 4 secondgaashnbn6 Preset-
Vert- 4619 counts Disp= 1 Elapsed,Quantex)
Ca
81 Ca
FI As 5
[ _ " Integral 8
280 sec_288 secs
11820.Z2@ -F
[85881 A-76

25-Mar-2008 18:47:48E:_ecution time • 4 second
9eashDbn?Vert= 3413 counts Dispo 1
Preset. 288 =ecsElapsedl Z88 =eCS
Ca
S|
N ._
Ga As
12 14 16 18 IIB4- 8.888 Ran9e- 28.468 key
IIZ 114 1i6 118ZS.Z20 -_
Integral @ - 163367
25-Mar-2888 18:56:Z7Execution time * 4 second
_aashpbnBVert= 198 counts DisQ- I
Ca
4-
Preset- 288 secsElapsed- 288 secs
b| I
Ga
12 14 16 18 118 IIZ 114 116 1180.880 Range- E0.468 keV 20.220 -F
Integral 8 157684
_5-Mar-2888 19:21:23
Execution tlme • _ second
gaashDbnl@ Preset, 288 sec:Verto 3584 counts D|Sp= 1 Elapsed, 288 sec_Quantex)
Ca
S
5*
12 14 16 18 t184- 0.888 Ran9e- Z0.468 keV
.a ll_ 'ii6'"_le28.220 -_
Integral 8 179230A-77

25-Mar-2_e 19:28:43_xecutlon time ° 4 second
daashpbn11Vert. 3938 counts Dizp- I
guantex)
Ca
Preset-Elapsed-
288 secs288 secs
S
S! Ca
N Ga
4- '.%_'" _,o9'_. 2_.%.Jlv"112 114 l
Inte9ra| 8
li6 l I1820.220 -_
175232
A-78

APPENDIX B
CGF CARTRIDGE CANDIDATE METALS AND METAL ALLOYS
B-I

Material
Density (gm/em 3)
Hardness (Brincll)
Temperature (*C)
/R/D/UM
22.50
351
RT
Melting Point (*C) 2410
100 627 927 1227
Thermal Conductivity
(W / m-*K)
147.1 145.4 128.9 119.9 110.9
Temperature (°C)
Linear
Thermal Expansion
( 1 O- 3 cm/cm)
127
0.70
727
5.35
1327
10.68
1927
17.58
2227
21.78
1
Temperature (°C) RT
Modulus of
Elasticity
(X 10 3 MPa)
544.7
Temperature (°C) RT
Ultimate Tensile
Strength (MPa) 1999
Temperature (°C) RT
Yield Strength
NOTES: Most corrosion-resistant element known. Very brittle.
B-2

Material
Density (Ib/in 3)
Hardness (Brinell)
Temperature (_F)
/R/DRJM
0.8129
351
RT
Melting Point (_)
212 1161 1701
4370
2241 I
Thermal Conductivity
{Btu - in / h - ft 2 - *1_
1020 1008 894 831 769
'Temperature (°_ 261 1341 2421 3501 4041
Linear
Thermal Expansion
(10 -3 in (in)
0.70 5.35 10.68 17.58 21.78
Temperature (°C)
Modulus of
Elasticity (MSI)
RT
79
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
RT
290
Temperature (*F) RT
Yield Strength
(lO3psi)
NOTES: Most corrosion-resistant element known. Very brittle.
B-3

Material
Density (gm/cm 3)
Hardness (Brinell)
T wrature
NIOBIUM
8.57
114
Melting Point (*C o) 2468
100 627 927 1227 1627 1927
Thermal Conductivity
(W / re-°K)
53.7 54.5 62.8 67.5 72.2 77.9 81.5
Temperature (*C) 127 727 1327 1927 2027
Coefficient of
Thermal Expansion
(10 -3 cm/cm)
0.78 5.61 11.02 16.87 17.88
Temperature (°C)
Modulus of
Elasticity
(X 10 3 MPa)
RT
96.5
Temperature (°C) RT
Ultimate Tensile
Strength (MPa) 645
Temperature (*C) RT [
Yield Strength
(UPa)207
NOTES: Oxidation above 230°C which causes brittleness.
B-4

Material
Density (Ib/in3)
Hardness (Brinell)
Temperature (*F)
Thermal Conductivity
_Btu- in / h- ft2 -°F_
NIOBIUM
0.3096
114
RT
372
Melting Point (°F) 4474
212
378
1160
435
1700
468
2240 2960
501 540
Temperature (*F)
Coefficient of
Thermal Expansion
{10 -3 in / in)
261
0.78
1341
5.61
2421
11.02
3501
16.87
3681
17.88
3500
565
Temperature (oF) RT
Modulus of
Elasticity (Mpsi) 14.0
Temperature (OF) RT
Ultimate Tensile
Strength (10 3 psi) 93.5
Temperature (*F)
Yield Strength
(10 3 psi)
RT
30
NOTES: Oxidation above 446°F which causes brittleness.
B-5

Material
Density (gm/cm 3)
Hardness (Brinell)
Temperature (°C)
Thermal Conductivity
(W / m-OK)
wc- 1o3 (mOSmM
8.86 Melting Point (°C) 2350
RT 815
38
954
4O
1093
42.4
1232
44.1
1304
44.6
1371
49.3
Temperature (°Q 127 727 1327 1927 2027
Linear
Thermal Expansion
(10-3 cm/cm)
Temperature (°C) RT [ 982 1093 1482
Modulus of
Elasticity
(X 10 3 MPa)
90.3 92.4 84.8 24.8
Temperature (°C) RT 538 1093 1482
Ultimate Tensile
Strength (MPa) 420 310 188 65.5
Temperature (°C) RT 538 1093 1371
Yield Strength
(MPa)
276 176 124 62
NOTES: Extensive oxidation above 230°C.
B-6

Material
Density (lb/in 3)
Hardness (Brinell)
Temperature (*F)
Thermal Conductivity
(Btu- in / h- ftz -*1_
wc- 103 (mOBn_rMALLO g)
0.3201 Melting Point (*F) 4262
RT 1500 1750 2000t
2250 2380 ] 2500
306 309 342264 277 294
Temperature (°F)
Linear
Thermal Expansion
{10 -3 in / in)
26O 1340 2420 I 3500 3680
Temperature (°F)
Modulus of
Elasticity (Mpsi)
RT 1800 2000 2700
13.1 13.4 12.3 3.6
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
RT
61
1000
45
2000
27
2700
9.5
Temperature (OF) RT 1000 2000 2500
Yield Strength
(10 3 osi)
40 26 18 9
NOTES: Extensive oxidation above 446°F.
B-7

Material
Density (gm/cm 3)
Hardness (Brinell)
PLA T/NUA4
21.5
106
T matu
Thermal Conductivity
(W / m-OK)
RT l lool
Melting Point (°C) 1772
627 927 1227 1527
71.5 71.5 77.0 82.6 89.7 97.3
Temperature (°C) 127
Linear
Thermal Expansion
(10 -3 cm/cm)
727[ 1327 1627
0.96 6.99 14.14 18.37
Temperature (°C) RT
Modulus of
Elasticity
(x 103 MPa}
172.4
Temperature (°F) RT
Ultimate Tensile
Strength (MPa) 206.8
Temperature (°F)
Yield Strength
RT
186.2
NOTES: High oxidation resistance ; Ductile at room temperature.
B-8

Material
Density (lb/in 3)
Hardness (Brinell)
PLAT/NUM
0.7767
106
Melting Point (OF) 3222
Temperature (°F) RT 212 1160 1700 2240 2780
Thermal Conductivity
(Btu - in / h - ftz _ OF)
496 496 534 573 622 675
Temperature (*F) 260 1340 2420 2960
Linear
Thermal Expansion
10 -3 in / in)
0.96 6.99 14.14 18.37
Temperature (°F)
Modulus of
Elasticity (Mpsi)
RT
25.0
Temperature (*F)
Ultimate Tensile
Strength (10 3 psi) 30.0
Temperature (*F)
!Yield Strength
(10 3 psi)
RT
27.0
NOTES: High oxidation resistance ; Ductile at room temperature.
B-9

Material
Density (gm/cm 3)
Hardness (Brinell)
Temperature(°c)
Thermal Conductivity
(W / m-OK)
PLATINUM/2096 IRIDIUM
Melting Point (°C)
RTI I17.6
Temperature (*C) 127
Linear
Thermal Expansion
(10 -3 cm/cm)
Temperature (°C) RT
Modulus of
Elasticity
(x lo3 MPa)
Temperature (°C)
Ultimate Tensile
Strength (MPa)
RT
641.2
Temperature (°C) RT
Yield Strength
(MPa)
NOTES: Not commercially available in large quantities.
B-IO

Material
Density (lb/in 3)
Hardness (Brinell)
PLATINUM/20_ MIDIUM
Melting Point ('17 )
Temperature (_) RT
Thermal Conductivity 122
(Btu- in / h - ft 2 - °17} -
Temperature (°_
Linear
Thermal Expansion
(10 -3 in (in)
261
Temperature (*F)
Modulus of
Elasticity (Mpsi)
RT
Temperature (°F) RT
Ultimate Tensile
Strength (103 psi) 93.0
Temperature ('17 )
Yield Strength
(10 3 psi)
RT
NOTES: Not commercially available in large quantities.
B-II

Material
Density (gm/em 3)
Hardness (Brinell)
PLA T/NUM / 20_ RHOD/UM
18.7 Melting Point (°C)
Temperature (*C)
Thermal Conductivity
(W [ m-OK)
Temperature (°C) 127 l
Linear
Thermal Expansion
(10 -3 em/em)
Temperature (°C) RT
Modulus of
Elasticity
(x 10 3 MPa)
Temperature (°C)
Ultimate Tensile
Strength (MPa)
RT
482.6
Temperature (°C)
Yield Strength
(MPa)
RT
NOTES: Not commercially available in large quantities.
B-12

Material
Density (lb/in 3)
Hardness (Brinell)
Temperature ('17)
Thermal Conductivity
(Btu- in / h - ft 2 -*F)
PLATINUM� 209f, RHODIUM
0.6756 Melting Point (*F)
RT I
Temperature (°F)
Linear
Thermal Expansion
_10 -3 in / in)
261
Temperature (°F) RT
Modulus of
Elasticity (Mpsi)
Temperature (°F)
Ultimate Tensile
Strength (103 psi)
RT
70.0
Temperature (°F)_ RT
Yield Strength
_103 psi)
NOTES: Not commercially available in large quantities.
B-13

Material
Density (gm/cm 3)
Hardness (Brinell)
Temperature (°C)
Thermal Conductivity
(W / m-OK)
R/-/ENK/M
21.0
555
Melting Point (*C) 3180
100 627 927 1227 1627 2327
48.3 46.7 44.3 45.7 47.8 50.9 59.2
Temperature (°C) 127 727 1327 1927 2527
Linear
Thermal Expansion
(10-3 cm/cm)
0.67 4.60 8.96 13.86 19.41
Temperature (°C) RT 871
Modulus of
Elasticity
(x 10 3 MPa)
468.8 375.8
Temperature (°C') RT 871 1316
Ultimate Tensile
Strength (MPa) 1931 924 455
Temperature (°C) RT
Yield Strength
fUVa)1862
NOTES: Rapid oxidation over 593°C ; High melting point and brittle intermetallic formation make
welding dissimilar materials difficult ; Ductile at room temperature ; Accomodates large
thermal expansion mismatches ; Can be diffusion bonded, electron-beam welded, brazed
and soldered. B- 14

Material
Density (lb/in 3)
Hardness (Brinell)
Temperature (_)_
Thermal Conductivity
_Btu - in / h - ft z _ 017}
RHEN/UM
0.7587
555
RT I
Melting Point ('17 ) 5756
212 1161 1701 2241 2961 4221
334.9 323.8 307.1 316.9 331.4 352.9 410.5
Temperature (OF)
Linear
Thermal Expansion(10 -3 in / in)I
261
0.67
1341
4.60
2421
8.96
3501
13.86
4581
19.41
Temperature (°F) l
Modulus of
Elasticity (Mpsi)
RT
68.0
1600
54.4
Temperature (°_
Ultimate Tensile
Strength (10 3 psi)
RT
280
1600
134
2401
66
Temperature (OF)_ J RT
Yield Strength
{10a psi)270
NOTES: Rapid oxidation over 1099"F ; High melting point and brittle intermetallic formation make
welding dissimilar materials difficult ; Ductile at room temperature ; Accomodates large
thermal expansion mismatches ; Can be diffusion bonded, electron-beam welded, brazed
and soldered. B- 15

Material
Density (gm/cm 3)
Hardness (Bfinell)
Temperature (°C)
Thermal Conductivity
(W / m-OL)
RHODIUM
12.4
401
RT
150.6
100
148.8
Melting Point (*C)
627 927
123.9 114.9
1966
1127
110.9
Temperature (°C)
Linear
Thermal Expansion
(10 -3 cm/cm)
127
0.91
427
3.78
727
7.12
1327
15.26
Temperature (°C) RT
Modulus of
Elasticity
(X 10 3 MPa)
317.2
Temperature (°C) RT
Ultimate Tensile
Strength (MPa) 2068
Temperature (°C)
Yield Strength
(Ura)
RT
N_: Oxidizes slowly if heated in air.
B-16

Material
Density (lb/in 3)
Hardness (Brincll)
Temperature (°F)_
Thermal Conductivity
(Btu- in [ h- ft z - *F}
Temperature (°F)
Linear
Thermal Expansion
(10 -3 in / in)
RHODIUM
0.4480
401
RT
1044
Melting Point ('17 )
212
1032
1161
859
1701
797
3571
2061
769
261
0.91
801
3.78
1341
7.12
2421
15.26
Temperature (°F)
Modulus of
Elasticity (Mpsi) 46.0
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
RT
3OO
Temperature (*F)
Yield Strength
(10 3 psi)
RT
NOTES: Oxidizes slowly if heated in air.
B-17

Material
Density (gm/cm 3)
Hardness (Brinell)
Temperature (*C)
Thermal Conductivity
(W / m-°K)
TANTALUM
16.6
237
RT 100
57.5 54.5
Melting Point (*C) 2996
627 927
59.9 60.9
1227
62.1
1627
63.7
1927
64.7
2727
66.5
Temperature (°C) 127 727 1327 1927 2527 2927
Linear
Thermal Expansion
(10 -3 cm/cm)
0.69 4.85 9.41 14.88 23.00 31.26
Temperature (°C) RT 871
Modulus of
Elasticity
(x 10 3 MPa)
186.2 179.3
Temperature (°C) RT 871 1316
Ultimate Tensile
Strength (MPa) 414 207 90
Temperature (°C) RT 871
Yield Strength
(UPa)331 103
NOTES: High purity Tantalum is ductile. A stable oxide film is formed below 300°C;
A protective coating is necessary for elevated temperature service in air above 982°C.
B-18

Material
Density (lb/in 3)
Hardness (Brinell)
Temperature (_
Thermal Conductivity
!fBt -m (h- t -oF}
TANTALUM
0.5997
237
Melting Point ('F)
RT 212 1161 1701
399 378 415 422
5425
2241 2961 3501 4941
431 442 449 461
Temperature (*F) 261 1341 2421 3501 4581 5301
Linear
Thermal Expansion
_10 -3 in (in)
0.69 4.85 9.41 14.88 23.00 31.26
Temperature (*F) RT 1600
Modulus of
Elasticity (Mpsi) 27.0 26.0
Temperature (*F)
Ultimate Tensile
Strength (10 3 psi)
RT
6O
1600
30
2401
13
Temperature (*F) RT 1600
Yield Strength
(103 mi_
48 15
NOTES: High purity Tantalum is ductile. A stable oxide film is formed below 572°F;
A protective coating is necessary for elevated temperature service in air above 1800°F.
B-19

Material
Density (gm/cm 3)
Hardness (Brinell)
Temperature (°C)
Thermal Conductivity
(W / m-OK)
TANTALUM/1096 TUNGSTEN
16.8 Melting Point (oc)
RT 100 1371
56.0
1527
54.0
3047
1627
52.6
1927
48.5
2427
41.5
2927
34.6
Temperature (°C) 127 427 727 1327 1927
Linear
Thermal Expansion
(10 -3 cm/cm)
0.64 2.54 4.61 9.30 14.64
Temperature (°C) RT 871 1093 1316
Modulus of
Elasticity
(x 10 3 MPa)
170.9 127.5 105.5 80.7
Temperature (°C) RT 871 1093 1316
Ultimate Tensile
Strength (MPa) 1130 676 538 398
Temperature (*C)RT 871 1316 I
Yield Strength
(MPa)1089 621 138
NOTES: Tantalum / 10% Tungsten is attacked rapidly at high temperature by oxidizing
environments. The alloy's ductility is relatively high at room temperature.
B-20

Material
Density (lb/in3) '
Hardness (Brinell)
Temperature (_')
Thermal Conductivity
(Btu- in / h-ft 2 -'F_
TANTALUM/10_ TUNGSTEN
0.6069 Melting Point (°F)
RT 212 2500
388
2781
374
5517
2961
365
3501
336
4401
288
5301
240
Temperature (OF)
_Linear
Thermal Expansion
(10 -3 in / in)
261
0.64
801
2.54
1341
4.61
2421
9.30
3501
14.64
Temperature (°F)
Modulus of
Elasticity (Mpsi)
RT
24.8
1600
18.5
2OOO
15.3
2401
11.7
Temperature (°F) RT 1600 2000 2401
Ultimate Tensile
Strength (10 3 psi) 164 98 78 57.7
Temperature (_") RT 1600 2401
Yield Strength
(10 3 psi)
158 90 20
NOTES: Tantalum / 10% Tungsten is attacked rapidly at high temperature by oxidizing
environments. The alloy's ductility is relatively high at room temperature.
B-21

Material
Density (gm/cm 3)
Hardness (Brinell)
Temperature (°C)
Thermal Conductivity
(W / m-OK)
TANTALUM / R/-//_HJM
Melting Point (°C)
RT
Temperature (°C)
Linear
Thermal Expansion
(10 -3 cm/cm)
127
Temperature (°C) RT
Modulus of
Elasticity
(x 103MPa)
ITemperature (°C)
Ultimate Tensile
Strength (MPa)
RT
Temperature (°C)
Yield Strength
(MPa}
RT
NOTES: Not commercially available.
B-22

Material
Density (lb/in 3)
Hardness (Brinell)
Temperature (_')
_Thermal Conductivity
fBtn-m f h-ft_-°_
TANTALUM/RH/_/UM
Melting Point ('17 )
RT
Temperature (*F)
Linear
Thermal Expansion
(10 -3 in / in)
261
Temperature (°F) RT
Modulus of
Elasticity (Mpsi)
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
RT
Temperature (_F)
Yield Strength
(103psi)
RT
NOTF_: Not commercially available.
B-23

Material
Density (gin/era 3)
Hardness (Brinell)
TUNGSTEN
19.24
443
Melting Point (*C) 3410
Temperature (°C) RT 100 627 927 1227 1327 1727 2727
Thermal Conductivity
(W / m-'K)
178.3 167.2 124.1 114.9 109.0 107.0 100.0 91.4
Temperature (°C)
Linear
Thermal Expansion
10 - s cm/em)
127
0.48
427
1.88
727
3.39
1327 1927
6.61 10.20
2527
14.69
Temperature (°C)
Modulus of
Elasticity
_X 10 3 MPa)
RT
406.8
871
379.2
Temperature (°C) RT 871 1316
Ultimate Tensile
Strength (MPa) 1517 455 310
Temperature (°C)
Yield Strength
{MPa)
RT
1517
871
103
NOTES: Oxidizes rapidly above 704°C; Extremely brittle at room temperature; welding notrecommended because of brittleness.
B-24

Material
Density (1b/in 3)
Hardness (Brinell)
Temperature (_F)
Thermal Conductivity
(Btu- in / h-ft 2 -*1_
TUNGSTEN
0.6951
443
RT
1236.2
212
1159.3
Melting Point (*F)
1161 1701
860.4 796.6
6170
2241
755.7
2421
741.9
3141
693.3
4941
633.7
Temperature (°F)
Linear
Thermal Expansion
(10 -3 in / in)
261
0.48
801
1.88
1341
3.39
2421
6.61
3501
10.20
4581
14.69
Temperature (OF)
Modulus of
Elasticity (Mpsi)
RT
59
1600
55
Temperature (oF)
Ultimate Tensile
Strength (10 3 psi)
RT 1600 2401
220 66 45
Temperature (*F)
Yield Strength
{10 3 psi)
RT
220
1600
15
NOTES: Oxidizes rapidly above 1299°F; Extremely brittle at room temperature ; welding notrecommended because of brittleness.
B-25

Material
Density (gm/cm a)
Hardness (Brinell)
Temperature (°C)
Thermal Conductivity
(W / m-*K)
TUNGSTEN / 25_ RHUNIUM
19.76 Melting Point (*C)
RT 100 627
12.8 10.4
927
10.2
3121
1227
10.0
1327
10.0
1527
10.0
1704
9.9
Temperature (°C) 127 427 727 1327 1927 2427
Linear
Thermal Expansion
(10 - 3 cm/cm)
0.53 2.05 3.68 7.42 11.96 16.54
Temperature (°C)
Modulus of
Elasticity
(x 103 MPa)
RT
413.7
Temperature (°C)
Ultimate Tensile
Strength (MPa)
RT
1669
871
1020
1316
689
Temperature (°C) RT 871
Yield Strength
_MPa)
1551 965
NOTES: Oxidizes rapidly above 704°C. The addition of Rhenium improves ductility,
bendability, and strength. Room temperature ductility is retained even afterrecrystallization.
B-26

Material
Density (lb/in 3)
Hardness (Brinell)
Temperature (_F)
TUNGS_N / 25% RHENIUM
0.7139 Melting Point (OF)
RT I 212 1161 1701
5650
2241 2421 2781 3099
Thermal Conductivity
(Btu- in / h- ft 2 -*1_
88.7 72.1 70.7 69.3 69.3 69.3 68.6
Temperature (oF)
Linear
Thermal Expansion
{I0 -s in / in)
261
0.53
801
2.05
1341
3.68
2421
7.42
3501
11.96
4401
16.54
Temperature (°F)
Modulus of
Elasticity (Mpsi)
RT
60.0
Temperature (*F) RT 1600 2401
Ultimate Tensile
Strength (103 psi) 242 148 100
Temperature (OF) RT 1600
Yield Strength
(103 psi)
1551 965
NOTES: Oxidizes rapidly above 1299"F. The addition of Rhenium improves ductility,
bendability, and strength. Room temperature ductility is retained even after
recrystallization. B- 27

Material
Density (gm/em3)
Hardness (Brinell)
TZM (Alloyed Molybdenum)
10.24 Melting Point (*C) 2610
Temperature (°C)
Thermal Conductivity
(W / re-°K)
RT
140.2
200
121.8
500
115.7
700
iii.I
I000
103.2
1200
97.9
1500
88.9
2000
75.0
Temperature (°C) 100 700 1000 1200 1500 1700 2000
Linear
Thermal Expansion
(10 -3 cm/cm)
0.92 3.75 5.83 7.42 9.79 11.67 14.58
Temperature (°C) RT 871 1093 1316
Modulus of
Elasticity
(x 103 MPa)
317.2 234.4 203.4 144.8
Temperature (°C) RT 871 1316
Ultimate Tensile
Strength (MPa) 862 586 379
_Temperature (°C) RT 871 1316
Yield Strength
_MPa)
793 379 276
NOTES: Needs protection against oxidation at temperatures above 538°C.
B-28

Material
Density (lb/in 3)
Hardness (Brinell)
7ZM (Alloyed Molybdenum)
0.3699 Melting Point (OF) 4730
Temperature (*F) RT 392 932 1292 1832 2192 2732 3632
Thermal Conductivity
(Btu-in / h- ft2 -°I_
972.1 844.5 802.2 770.3 715.5 678.8 616.4 520.0
Temperature (°F) 212 1291 1832 2192 2732 3092 3632
Linear
Thermal Expansion
(10 -3 in / in)
0.92 3.75 5.83 7.42 9.79 11.67 14.58
Temperature (°F) RT 1600 1999 2401
Modulus of
Elasticity (Mpsi) 46.0 34.0 29.5 21.0
Temperature (°F) RT 1600 2401
Ultimate Tensile
Strength (10 3 psi) 125 85 55
Temperature (°F) RT 1600 2401
Yield Strength 115 55 40
(10 3 psi_
NOTES: Needs protection against oxidation at temperatures above 1000°F.
B-29

APPENDIX C
CGF CARTRIDGE CANDIDATE CERAMIC MATERIALS
C-I

Material
Density (gm/cm 3) 3.98
Maximum Operating Temperature
Temperature (°C) RT
Thermal Conductivity
/m-OK)
ALUMINUM OXIDE (Polycrystalline)
127
26.4
327[
15.8
1950"C
527 727
7.85
927
6.5510.435.9
1227
5.66
1727
6.00
Temperature (*C)
Linear
Thermal Expansion
(10 -3 cm/cm)
127
0.75
227
1.48
327
2.25
527
3.88
727
5.65
1227
10.5
1727
14.8
Temperature (°C)
Modulus of
Elasticity
(x 103 MPa)
RT 1000 2000
345 324 290
Temperature (*C)
Ultimate Tensile
!Strength {MPa)
RT
207
NOTES: Excellent chemical stability in reducing atmosphere.
Cracks very easily with small thermal gradient.
c-2

Material ALUMINUM OXIDE (Polycrystalline)
Density (lb/in 3) 0.1438
Maximum Operating Temperature 3542°F
Temperature (°F) RT 261 621
Thermal Conductivity
(Btu- in / h - ft2 _ OF)
981 1341 1701 2241 3141
248.9 183.0 109.5 72.1 54.4 45.4 39.2 41.6
Temperature (°F)
Linear
Thermal Expansion
(10-3 in / in)
261 441 621 981 1341 2241 2961
0.75 1.48 2.25 3.88 5.65 10.5 14.8
Temperature ('q_)
Modulus of
Elasticity (Mpsi)
RT
50
1832
47
3632
42
Temperature (°F)
Ultimate Tensile
Strength (103 psi)
RT
30
NOTES: Excellent chemical stability in reducing atmosphere.
Cracks very easily with small thermal gradient.
c-3

Material ALUMINUM OXIDE with SiC WHISKERS
Density (gm/cm 3)
Maximum Operating Temperature
Thermal Conductivity
(w(m-°_:)
Teml:_'atur¢ (°C)
Lin_
Thermal Expansion
{10 -s cm/em)
Temperature (*C)
Modulus of
Elasticity
(x 10 3 MPa)
Temperature (*C)
Ultimate Tensile
S_n_ _Pa?
NOTES: Material not commercially available.
C-t_

Material ALUMINUM OXIDE with SiC WHISKERS
Density (lb/in 3)
Maximum Operating Temperature
Temperature (*F)
Thermal Conductivity
(Btu - in / h - ft2 _ OF)
Temperature (_) I
Linear
Thermal Expansion
(10 -3 in / in)
Temperature (°F)
Modulus of
Elasticity (Mpsi)
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
NOTES: Material not commercially available.
c-5

Material
Density (gIn/cm 3) 2.85
Maximum _ting Temperature
Temperature (°C)
Thermal Conductivity
(W / m-°K)
oxngn aSOPR SEZ )
2400°C
RT I 100 I 150 327
251 188 146 111 70 47
527 727 927 1227
33 21.5
Temperature (°C)
Linear
Thermal Expansion
(10 -3 cm/em)
127 327 527 727 927
0.70 2.20 3.93 5.86 7.99
1227
11.5
1627
16.8
Temperature (°C)
Modulus of
Elasticity
(x 10 3 MPa)
RT
345
Temperature (*C) RT 649 982 1093
Ultimate Tensile
Strength (MPa) 152 120 89.6 72.3
N(YI'F_,S: Excellent thermal shock resistance; excellent chemical stability in reducingatmosphere; health hazard to machine.
c-6

Material
Density (lb/in 3) 0.1030
Maximum Operating Temperature
Temperature (°F) RT
BERYLLIUM OXIDE (ISOPRF__SSED)
4352°F
212 302 621 ] 981 1341 1701 2241
Thermal Conductivity
(Btu- in / h- ft 2 - OF)
1740 1303 1012 770 485 326 229 149
Temperature (°F) 261
Linear
Thermal Expansion 0.70
(10-3 in / in)
621 981
2.20 3.93
1341
5.86
1701
7.99
2241
11.5
2961
16.8
Temperature (*F) RT
Modulus of
Elasticity (Mpsi) 50
Temperature (*F) RT 1200 1800 2000
Ultimate Tensile
Strength (103 psi) 22.0 17.4 13.0 10.5
NOTES: Excellent thermal shock resistance; excellent chemical stability in reducing
atmosphere; health hazard to machine.
c-7

Material BORON N1TRIDE (I-1P Gradc)
Density (gm/cm 3) 1.90
Maximum Operating Temperature 1200°C
Temperature (°C) RT 316 437 557 711 978
Thermal Conductivity
(W / m-°K_
31.0 27.2 26.8 26.3 26.0 25.6
Temperature (°C)
Linear
Thermal Expansion
(lo m/ m)
127 327
0.21 0.80
527
1.67
727
2.76
927
4.03
1027
4.73
Temperature (*C)
Modulus of
Elasticity
RT
46.8
Temperature (*C)
Ultimate Tensile
Strength (MPa)
RT
NOTES: In oxidizing atmospheres the performance at maximum temperatures isbetween 985°C and 1400°C. Moisture sensitive.
(;-8

Material BORON N1TRIDE (liP Grade)
Density (lb/in 3) 0.0686
Maximum Operating Temperature 2192"F
Temperature (*F) RT 601 819 1035 1312 1792
Thermal Conductivity
(Btu- in / h- ft 2 -'17)
215 188 186 182 180 177
Temperature (°F) 261 621 981 1341 1701 1881
Linear
Thermal Expansion
(10 -s in/in)
0.21 0.80 1.67 2.76 4.03 4.73
Temperature (°F) RT IModulus of
Elasticity (Mpsi) 6.79
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
NOTES: In oxidizing atmospheres the performance at maximum temperatures isbetween 1805°F and 2552°F. Moisture sensitive.
c-9

Material
Density (gn cm )
Maximum Operating Temperature
CttROMIUM BONDED ALUMINUM OXIDE
Temperature (*C) RT I
1371"C
100 150 I 327 527 I 727 927 I 1227
Thermal Conductivity
(W / rn-*K}
9.62
Temperature (*C)
Linear
Thermal Expansion
(10 -3 cm/cm)
127 727 1327 1927 2027
Temperature (°C)
Modulus of
Elasticity
(X 10 3 MPa)
283
T_nperatu_ (*C)
Ultimate Tensile
Strength (MPa)
RT
145
NOTES: Cracks easily with small thermal gradient.
C-10

Material CHROMIUM BONDED ALUMINUM OXIDE
Density (lb/in 3)
Maximum Operating Temperature 2500°F
Temperature ('17) RT 212 302 621 981 1341 1701 2241
Thermal Conductivity
(Btu- in / h- ft 2 - OF)
67
Temperature (°F)
Linear
Thermal Expansion
(10 -3 in / in)
261 1341 2421 3501 3681
Temperature (°F)
'Modulus of
Elasticity (Mpsi)
RT
41
Temperature (oF) RT
Ultimate Tensile
Strength (103 psi) 21
NOTES: Cracks easily with small thermal gradient.
C-ll

Material QUARTZ
Density (gm/cm 3) 2.65
Maximum Operating Temperature
Temperature (°C) I 100
(Fused Silica)
1200°C
350 500 70(1 900 1200 1300
'Thermal Conductivity
(W / m-OK)
0.69 1.45 1.62 1.92 2.48 4.00 4.82
Temperature (°C) 127[ 527 727 927 1027 1127
Linear
Thermal Expansion
{10 -3 cm/cm)
0.061 0.288 0.371 0.445 0.480 0.520
Temperature (°C)
Modulus of
Elasticity
(x 10 3 MPa)
RT
71.1
500
74.5
900
76.7
Temperature (oc)
Ultimate Tensile
Strength (MPa)
RT 500 90O 1100
79.3 105 158 113
NOTES:
C-12

Material QUARTZ
Density (lb/in 3) 0.0957
Maximum Operating Temperature
Temperature (OF) 212
Thermal Conductivity
(Btu- in / h- ft 2 -OF)
4.78
(Fused Silica)
662 932
10.0 11.2
2192°F
1292
13.3
1652
17.2
2192
27.7
2372
33.4
Temperature (°F)
Linear
Thermal Expansion
(10 -3 in / in)
261 981 1341 1701 1881 2061
0.061 0.288 0.371 0.445 0.480 0.520
Temperature (°F')
Modulus of
Elasticity (Mpsi)
RT 932 1652
10.3 10.8 11.1
Temperature (°F) RT 932 1652 2012
!Ultimate Tensile
Strength (10 3 psi) 11.5 15.2 22.9 16.4
NOTES:
C-13

Material
Density (gm/cm s) 3.10
Maximum Operating Temperature
$1LIOgN CARBIDE
Tempc_ture (°C) RT ] 2OO
(Sintcrcd Alpha)
40O
1650°C
I 927 1227 I 1627 1927
Thermal Conductivity
{W / m-OK)
126 103 77.5
Temperature (°C) 127 327 527 727 927 1327 1527
Linear
Thermal Expansion
(10 -3 cm/cm)
0.41 1.26 2.19 3.21 4.31 6.68 7.95
Temperature (*C)
Modulus of
Elasticity
(x 10 3 MPa)
RT
407
Temperature (*C)
Ultimate Tensile
Strength (MPa)
RT
NOTES:
C-14

Material
Density (lb/in 3) 0.1120
Maximum Operating Temperature
SILICON CARBIDE
Temperature (°F) RT
874Thermal Conductivity
!(Btu- in / h-ft 2 -OF)
392
714
(Sintered Alpha)
30020F
752
537
1701 2241 2961 3501
Temperature (°F)
Linear
Thermal Expansion
(10 -3 in / in)
261
0.41
621
1.26
981
2.19
1341 1701
3.21 4.31
2421
6.68
2781
7.95
Temperature (oF)
Modulus of
Elasticity (Mpsi)
RT
59
Temperature (oF) RT
Ultimate Tensile
Strength (103 psi)
NOTES:
C-15

Material S1LI_N NI'I'RIDE
Density (gm/cm 3) 3.29
Maximum Operating Temperature
(Hot Pressed)
1650oC
Temperature (°C) RT 100 627 927 1204 1627 1927
Thermal Conductivity
(W / m-OK)
25.0 16.0
Temperature (°C) 127 327 527 727 927 1227 1327
Linear
Thermal Expansion
( 1O- s cm/cm_
0.14 0.64 1.24 1.91 2.63 3.76 4.15
Temperature (*C)
Modulus of
Elasticity
(x 103 MPa)
310
I
Temperature (*C)
:Ultimate Tensile
Strength (MPa)
RT
C-16

Material SILICION N1TRIDE
Density (lb/in 3) 0.1189
Maximum Operating Temperature
Temperature (°F)
(Hot Pressed)
3002_F
RT 212 1161 1701 2199 2961 3501
Thermal Conductivity
(Btu- in / h - ft2 _ OF)
173.3 110.9
Temperature (°F) 261 621 I 981 1341 ] 1701 2241 2421
Linear
Thermal Expansion
(10 -3 in / in)
0.14 0.64 1.24 1.91 2.63 3.76 4.15
Temperature (°F)
Modulus of
Elasticity (Mpsi)
RT
45
Temperature (°F) RT
Ultimate Tensile
Strength (10 3 psi)
NOTES:
C-17

Material
Density (gm/cm 3) 5.37
Maximum Operating Temperature
ZM CONIUM OXIDE
Temperature (°C) RT I 100
(Sintered ; MgO Stabilized)
250ffC
600 900 1200 1627 1927
Thermal Conductivity
_W (m-°K)
1.84 2.05 2.13 2.26
Temperature (°C) 127 327 527 727 927 1027 1127
Linear
Thermal -Expansion
(10 =3 cm/cm)
0.88 2.29 3.60 4.89 6.40 7.38 8.50
Temperature (°C)
Modulus of
Elasticity
(x 10 s MPa)
RT
179
Temperature (°C)
Ultimate Tensile
Strength (MPa) 83
NOTES: Good chemical stability in reducing atmosphere.
Cracks easily with small thermal gradient.
C-18

Material ZIRCONIUM OXIDE
Density (lb/in 3) 0.1940
Maximum Operating Temperature
Temperature (°F)
Thermal Conductivity
(Bin- in / h - ft2 _ OF)
RT 212
12.7
1112
14.2
(Sintcrcd ;
4532"F
1652
14.8
MgO Stabilized)
2192
15.7
2961 3501
Temperature (°F) 261 [ 621 981 1341 1701 1881 2061
Linear
Thermal Expansion
(10-3 in / in)
0.88 2.29 3.60 4.89 6.40 7.38 8.50
Temperature (oF) RT
Modulus of
Elasticity (Mpsi) 26
Temperature (°F)
Ultimate Tensile
Strength (10 3 psi)
RT
12
NOTES: Good chemical stability in reducing atmosphere.
Cracks easily with small thermal gradient.
C-19

APPENDIX D
CANDIDATE CARTRIDGE MATERIALS SUMMARY TABLES
D-I

SELECTED PROPERTIES OF CANDIDATE REFRACTORY METALS *
Material
NIOBIUM
WC- 103
(NIOB1UM ALLOY)
IRIDIUM
PLATINUM
PLATINUM /20% IRIDIUM
PLATINUM/RHODIUM
RHENIUM
RHODIUM
TANTALUM
TANTALUM /10% TUNGSTEN
TANTALUM /RHENIUM
TUNGSTEN
8.58
8.86
22.5
Modulus Ultimateof Tensile
Elasticity Strength
(103 MPa (MP'a)
96.5 648
90.3
545
421
1,999
Linear
Yield Thermal Tlmm_ Melting
Smmgth Expansion ** Conductivity Temp.
(MPa) (10-" crn/cm) 07¢ / m-K_ (°C)
207 0.78 @ 127°C 53.7 2,468
276
0.70 @ 12"PC
21.5 206 207 186 0.96 @ 127"C
641
18.7 483
21.0 469 1,931 1,862 0.67 @ 127"(2
316
186
20O
12.4
16.6
2,068
414
1,103
1,517
16.8
19.2
69
331
1,089
1,517407
0.91 @ 1270C
0.69 @ 127°C
0.64 @ 127'C
0.48 @ 127"C
2,350
147 2,410
71.5 1,772
17.6
48.3 3,180
151
57.5
178
1,966
2,996
3,047
3,410
TUNGSTEN / 19.8 414 1,669 1,551 0.53@ 127"C 3,12125% RHENIUId
10.2 317 862 793 0.92@ 10(/'C 140 2,610
* All values at room temperattae unless otherwise noted.
** Referenced at room temperature
D-2

SELECTED PROPERTIES OF CANDIDATE REFRACTORY MEWALS *
Mate_al
NIOBIUM
WC- 103
(NIOBIUM ALLOY)
IRIDIUM
PLATINUM
PLATINUM/20_ IRIDIUM
PLATINUM/20% RHODIUM
RHODIUM
TANTALUM
TANTALUM /10% TUNGSTI_
TANTALUM /RHENIUM
TUNGSH_
TUNGSTEN /25% RHENIUM
TZM
Density(lb/i.3)
0310
0320
0.813
Modulusof
Elasticity
(M_i)14.0
13.1
79.0
Ultimate
Tensile
Strength(lO3i_
94
61
29O
Yield
Strength(lO3_
3O
4O
0.775 29.9 30 27
93
0.676 70
LinearThermal
_amion **(10 -° in/in)
0.78 @ 261"F
0.70 @ 261"F
Thermal
Conductivity
(Btu-in/h-ft2-*F)
3723
Melting
Temp.
4,474
4,262
1019.9 4,370
0.96 @ 261W 495.7 3,222
122.0
0.760 68.0 280 270 0.67 @ 261"F 334.9 5,756
0.447 45.9 300 10 0.91 @ 261"F 1044.2 3,571
0.600 27.0 60 48
0.608 29.0 160 158
220
225
115
59.00.695
0.714
0370
220
242
0.69 @ 261"F 398.7 5,425
0.64 @ 2610F 5,517
0.48 @ 261"1:: 1236.2 6,170
0.53 @ 261"F 5,650
0.92 @ 212"F125 972.1
60.0
46.0
* All values at room temperature unless otherwise nokxt.** Refea-enced at room temperature
4,730
D-3

D°4

D°5

SELECTED PROPERTIF__ OF CANDIDATE REFRACIORY MEFALS
Material
NIOBIUM
WC- 103
_[IOBIUM ALLOY)
IRIDIUM
PLATINUM
PLATINUM /
20% IRIDIUM
PLATINUM /20% RHODIUM
RHENIUM
RHODIUM
TANTALUM
TANTALUM /10% TUNGSTEN
TANTALUM /RHENIUM
TUNGSTEN
_JNGSTEN /
25% RHENIUM
TZM
AT _ATED TEMPI_TL_
Modulusof
Elasticity@ 871"(2
UltimateTensile
Strength@ 1316°C
Yield
Strength@ 871"(2
Linear
Thermal
Expansion**@ 1327"C
Thermal
Conductivity@ 1227°C
(103 MPa)
91.0
frCa,a) f_'a) (10 -3 cm / cm)
11.02
93.1 131
10.68
44.0
111
14.14 89.7
376 455 8.96 47.7
15.26
179 89.6 103 9.41 62.2
128 400 621 9.30
379 310 103 6.61 109
689 965 7.42 9.95
234 379 379 8.20 97.5
** Referenced at room temperature
D-6

SELECTED PROPERTIF_ OF CANDIDATE REFRACTORY METALSAT FJ.EVATED TEMPERATURES
Material
NIOBIUM
WC- 103
(mOBmM At_Y)IRIDIUM
PLATINUM
PLATINUM /20% IRIDIUM
PLATINUM /20% RHODIUM
RHENIUM
RHODIUM
TANTALUM
TANTALUM /10% TUNGSTEN
TANTALUM /RHENIUM
TUNGSTEN
TUNGSTEN /25% RHENIUM
TZM
Modulus
of
Elasticity@ 160(Y'F
(Mpsi)
13.2
54.5
Ultimate
Tensile
Strength@ 2400_(10 a psi)
13.5
66
26.0 13
18.5 58
55.0
34.0
45
100
55
Yield
Strength@ 160ff'F
(Io_psi)
19
15
90
15
140
55
Linear
Thermal
Expansion **@ 2421_
(lO-3 in/m)11.02
10.68
Thermal
Conductivity@ 224trF
(Btu-in /h-ft 2 o_
501
305
769
14.14 622
8.96 331
15.26
9.41 431
9.30
6.61
7.42
756
69
6768.20
** Referenced at room temperature
D-7

SELECTED PROPERTIES OF CANDIDATE CERAMIC MATERIALSAT ELEVATED TEMPERATURES
Material
AIMMINUM OXIDE
_ OXIDEWITH SiC FIBERS
BERYLLIUM OXIDE
ISOn_SS_D_BORON NITRIDE
(H-tROMIUM BONDEDALUMINUM OXIDE
QUARTZ
_(FUSEDSn_CAISILIOON CARBIDE
Sn_n_D ALeHA)_
SILIOON NrIRIDE
_(HOTPRESSED)ZIROONIUM OXIDE
Modulusof
Elasticity@ 1093"(2
324
lOOO°C344
UltimateTensile
Sumach@ 1093_E
183
72.3
113
LLnearThermal
Expansion **@ 1327°(2
11.58
10.70
12.78
6.68
4.15
Thermal
Conductivity@ 1227°C
5.66
21.5
4.00
@ 1200°C
16.0
@ 1204°C
2.26
** Referenced at mona temperature
D-8

SELECTED PROPERTIES OF CANDIDATE CERAMIC MATERIALSAT ELEVATED TEMPERATURES
Material
ALUMINUM OXIDE
AI.£JMINUM OXIDE
WrH-I SiC FIBERS
BERYIJ.JUM OXIDE
t_SOPRESSa_)
BORON NrIRIDE
fliP GRAI_)
(_IROMIUM BONDEDAIMMINI__ OXIDE
OUAR'IZ
(_Sa_ SIUCA)
SILIO3N CARBIDE
(S_ ALeI-_)
SILICON
gR_S_)
ZIRODNIUM OXIDE
(SIN'H/RED ; M_O)
Modulus
of
Elasticity@ 2000°F
(Mpsi)
47
@ 183w
50
Ultima_Tensile
Smngth@ 2000_(103 psi)
27
10.5
16
Linear
Thermal
Expansion**@ 2420':'F
(10 -3 in/in)
11.58
10.70
12.78
6.68
4.15
Thermal
Condmtivity@ 2240"F
(Btu-in / h-ft 2-*F)
39.2
149.1
27.73
@ 2192°F
110.9
@ 220&F
15.67
@ 2192°F
** l_femnced at room temperature
D-9

APPENDIX E
LITERATURE SEARCH REFERENCES
E-I

REFERENCES
I. Aerospace Structural Metals Handbook, 1988.
2. Frank P. Incropera and David P. DeWitt, Fundamental$ of Heat and Mass
Transfer, 2nd Edition, John Wiley & Sons, New York, 1985.
3. Materials Engineering Materials Selector 1991.
4. Rockwell International Materials Properties Manual, Tantalum-10W, UNSR05255, 1987.
5. Nerva Program Materials Data Book, Refractory Metals and Alloys, 1967.
6. Charles L. Mantell, En_ineerin_ Materials Handbook, McGraw-Hill Book
Company, Inch., New York, 1958.
7. Clifford A. Hampel, Rare Metals Handbook, Reinhold Publishing Corporation,1961.
8. Brush Wellman Engineered Materials, Beryllium Oxide Brochure.
9. Ceradyne, Inc., Silicon Nitride Brochure.
10. The Carborundum Company, Combat Boron Nitride Brochure.
ii. The Carborundum Company, Hexoloy Silicon Carbide Materials Brochure.
12. The TPRC Data Series, Thermophyslcal Properties of Matter, Volume I,
Thermal Conductivity, Metallic Elements and Alloys, IFI/Plenum, New York,1970.
13. The TPRC Data Series, Thermophyslcal Properties of Matter, Volume 2,
Thermal Conductivity, Nonmetallic Solids, IFI/Plenum, New York, 1970.
14. The TPRC Data Series, Thermophysical Properties of Matter, Volume 12,
Thermal ExDanslon. Metallic Elements and Alloys, IFI/Plenum, New York,1970.
15. The TPRC Data Series, Thermophyslcal Properties of Matter, Volume 13,
Thermal Expansion, Nonmetall$c SolSd_, IFI/Plenum, New York, 1970.
16. Wah Chang Albany, WC-103 Report.
E-2

NA.g l_e p_p _co _JIIL L Wxl
IXLI i' AC_twW_,O_ _
1. rim)on No
Report Documentation Page
2. Govemmem A_ No.
4. Title end Subtitle
CGF Cartridge Development, Volume I
Dixon
7. Author(=|
Carl A.
9. Pm4mmmg_gm_d=mionNm_em_Adckeu
Southern Research Institute
2000 Ninth Avenue South
Birmingham, Alabama 35255
12. SponsoringAgency Nlme lind Addm_
National Aeronautics and Space Administration
Washington, D.C. 20546-0001
NASA Marshall Space Flight Center
3. Rec_nt'e Catet_ No.
SRI-Y_E-93-261-7244.02
6. Repon Dot,
March 1993
6. Pedorming Of_lnilltion Code
B, PerformingOrg=nizetionRepot1No.
10. Work Unit No.
11. Contract or Grant NO.
NAS8-39026
13. TYPeof Reporl and Pmiocl Covered
Final Nov 90 - Dec 92
14. Sponwdng AgencyCode
lS. Sul)l_lemenu.yNorm
16. JU_w_:t
Summary of SRI's efforts in Crystal Growth Furnace cartridge developments.
Includes evaluation of molybdenum, TZM, and WC-I03 as cartridge materials, survey
of oxidation resistant coatings, chemical compatibility studies of cadmlum-zinc-
telluride and gallium-arsenide with TZM and WC-103, survey of future cartridge
materials, and suggested improvements in ampoule design.
'17. Key Worde IS_)_md by Amlhor(=)l
CGF Ampoule Ceramics
Cartridge Molybdenum Refractory
Compatibility WC-103 Metals
Oxidation TZM
19. S_udW Ciumf. l_thMmport)Unclassified
18. Oiltrfbutlon Statement
21).Secu.r_Clemdf. l_thmpegelUnclassified
21. No. of pages 22. Price
NASA FORM 1826 OCT 86