Embed Size (px)
Citation preview

engineering: test equipment, design, program schedules and manufacturing engineering.
The preliminary plan notifies the Operations sections of a forthcoming production task and details, as much as possible, the information necessary for a smooth transition into production. The plan describes methods to produce and deliver acceptable products on schedule and within cost.
Today’s manufacturing managers must develop engineers equipped to adequately assess designs and to work closely
with design personnel. Experience shows that the value of the Manufacturing Engineer is greatest when he interacts with the Designer during the conceptual stages of product development. Significant improvements in producibility and reduced manufacturing costs can occur during this time. The designer can profit from a close relationship with manufacturing engineers by gaining not only first-hand knowledge of the problems that occur in production, but related cost information as well.
Staggered Moving Average Technique (SMAT) 1 A Tool to Optimize Component Manufacture
GENE 0. BAKER and CARL M. HOCHHEISER, IBM, Poughkeepsie, NY
Abstract The Staggered Moving Average Technique (SMA T) is an algorithm that enables component manufacturing to forecast or generate a one-year manufact- uring plan. SMAT minimizes the impact of step function schedule changes on equipment, product and manpower requirements by smoothing production rates. At the same time, it takes into account changes in inventory levels associated with the production requirements. The benefits of SMA T include a coordinated output of schedules, equipment requirements, production rates and inventory levels on a monthly, quarterly and annual basis.
Introduction. Manufacturing products in today’s electronics industry is becoming increasingly more complex. The intricacies and precision required of microelectronic com- ponents result in manufacturing processes with many steps that yield extremely low product thruputs. Optimization and coordination of the various process steps to fabricate a product call for better planning techniques and tools. The Moving Average Technique (SMAT) is designed to do this specifically for multi-step processes in component manufac- turing. The technique uses a (staggered) moving average algorithm that smooths step function changes in production and equipment requirements, while taking into account changes in inventory levels associated with those production requirements. The result is a coordinated output of sched- dules, equipment requirements, production rates and inven- tory levels on a monthly, quarterly and annual basis.
December, 19 72
total planning provided SMAT was developed as a manufacturing plan generator. It provides total planning for a multi-step process by yielding a co-ordinated output of in-process product, expense tooling and equipment requirements to meet any produc- tion schedule.
To generate as realistic a plan as possible, two features have been incorporated into SMAT:
1. When generating a production schedule, the program takes into account current inventory and its effects on required production levels.
2. A smoothing technique has been added to prevent step function changes in production rates.
The fabrication of a typical component may consist of process steps, which we can refer to as: Steps 1, 2, 3, 4.
15

Associated with each process step are product thruputs, equipment yields, utilizations and processing rates. Given product schedule and process and product variables, the program mathematically back-calculates product starts re- quired at each step to produce the desired final product and each step’s associated equipment and expense tools. The output is a coordinated one-year plan for a family of components.
This is the kind of information generated at Step 4 - last step - which is shown in a Component Manufacturing Plan and includes:
1. MONTHS 12 months starting with beginning month of the plan.
2. WRKDYS Accounting days in the month. 3. SHIPREQ Monthly shipping requirements. 4. TRGT INV Target inventory (n days)X(daily
ship requirement). 5.NEWINV The month ending
actual inventory. 6. PROD RTE Daily tested accepts. 7. TOT TEST Daily total test. 8. PROD Monthly tested accepts. 9. TESTERS Testers required to meet the
monthly ship schedule plus inventory.
10. QUARTERLY Quarterly components accepted. PROD
11. ANNUAL PROD Yearly components accepted. Other functions SMAT has also been used for include: Sensitivity Analysis: In the dynamic environment of a
multi-process product, SMAT has been used to determine the impact on in-process and equipment requirements caused by changes in schedule, yield, utilization, thru-put or any other process variable.
Exposure Analysis: The program has been used to determine exposure to equipment demands and priorities as impacted by the schedule and in-process product and inventory at each step.
Optimization Analysis: Given the present status of the various products (schedule, yield, inventory position) the program has been used to determine the optimal approach (product level) to meet production targets.
details on staggered moving average In any component where maximum efficiency occurs when coordinating all process step requirements, the staggered moving average - a smoothing technique - minimizes step function changes in equipment, product and manpower requirements by smoothing production rates.
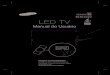
A modified version of the moving average, the staggered moving average is incorporated in the calculation of each process step requirement. The moving average is shown in Figure 1.
The moving average follows the equation: Mt = Xt + Xt-r +...+ X(t-N+r)
N
N = # of periods in the moving average (in this case, months).
t = computed time. Xt = observation for a given time period t. Mt = moving average of observation at time t.
Notice that in Figure 2 the increased average makes a smoother curve than the monthly observation curve.
The stagger enters the algorithm by having N decrease for each process step from Step 4 back to Step 1. Step 4 uses a four-month moving average, Step 3 uses a three- month moving average, and Step 2 uses a two-month moving average. Step 1 uses a six-month moving average because of its limited ability to react to product require- ments. Since needs by operation are back-calculated, this gives the earliest process step the advantage of “seeing” furthest out in the schedule. This allows the process steps to react to schedule changes chronologically. As seen in Figure 2, Step 2 looks seven months into the future schedule, Step 3 looks six months and Step 4 looks four months into the future. Step 1 essentially is impacted from the beginning by the whole year’s schedule.
9
8
F 2
7
26 I
n. 3
0 1 2 3 4 5 6 7 8 9 10 11 12 TIME PERIOD t
Fig 1 Smoothing curves by means of moving averages.
I-l-i”LCD3
STEP 1
8 0 1 2 3 4 5 6 7 8 9 10 11 12
MONTH (TIME PERIOD t)
Fig 2 Number of Time Periods (t) each process step takes into consideration.
For example: if a rising monthly schedule occurs for a given product over a one-year span of the program, the level of production of Step 1 will be higher than required for Step 2 to function, anticipating the continuing increase in production that is required. Step 2 will anticipate Step 3 and Step 3 will anticipate Step 4. Thus, the final step in the process is also the last step required to react. This has a tendency to flatten the normal whip effect of each process step caused by schedule changes. The staggered technique allows for effective coordination of levels of production at each process step to smoothly (in contrast to step-wise) alter manpower, equipment and production rates to meet a changing product schedule.
16 IEEE Transactions on Manufacturing Technology

effects of inventory The second built-in function of SMAT is to calculate desired inventory levels at each process step (based on a given number of days (n 1 ) and a given production schedule) and the impact on production caused by changes in desired inventory rules may set inventory at any desired level:
Step 4 = n4 days X ship schedule Step 3 = n3 days X production level at that schedule Step 2 = nz days X production level at that schedule. Step 1 = n1 months X production level at that schedule. As the ship schedule varies, or process yields change, the
target inventory levels vary for all process steps. A snowball effect begins simultaneously. As the schedule (process yield) increases or decreases, each lower level process step must react by more of a multiplier-type production change than by a straight line change in production as shown in Figure 3. Figure 4 shows the effect of changes in the requirement of parts processed as a function of changes in the yield at Step 4 with and without the inventory effect.
89 a7 a5 a3 ai 79 77 75
YIELD AT STEP 4
Fig 3 Exponential inventory increase vs. straight line in- ventory increase.
The target inventory for each process step is calculated using the above inventory ground rules. The delta inventory (+ or -) is then divided by the total days in the moving average to give a daily inventory delta. If the delta is positive (less on-hand inventory than is required), this daily inventory is added to the daily production requirement, giving a new total required production level to cover both schedule requirements and recover to target inventory.
If the delta is negative (more on-hand inventory than is required) the opposite occurs and the daily production level drops to consume excess inventory.
Since the total inventory delta is divided by the number of days in the moving average, the actual inventory level
December, 19 72
15
14
AT STEP 2 WITH
INVENTORY
97 95 93 91 a9 a7 a5 a3 ai 79 77 75 YIELD ATSTEP 4
Fig 4 Graphical representation of inventory change at Step 2 with change in yield at Step 4.
does not stabilize to equal the target inventory in one month. Instead of causing a one-month step function of the level of production, a smoothing effect, again, occurs. The result is a smooth production rate curve with actual inventory oscillating over and under the target inventory. The only time the target will equal the actual inventory is if the production schedule is constant.
Summary. Thus, the primary functions of the program are accomplished. Production requirements are calculated at each process step, and the effect of in-process inventory is determined. The results enable a manager to react to changes in schedule without resorting to step-function adjustments of manpower and equipment. The program features are these:
A Built-in variables (simplifies input) A Calculates inventory targets (at each process step) A Can be recycled to calculate product requirements for
a family of components. A Input variables are printed out on same sheet as the
respective output information. A Output is simple to read and understand.
17

-- “7 Carl M. Hochheiser received a bachelor of science degree in ceramics from Rutgers University in 1967, joining IBM that summer as a junior manufacturing engineer in ferrite manufacturing engineering. In 1968, he was promoted to associate engineer - manufacturing engineering, and in 1970 to senior associate manufacturing engineer. In ferrite manufacturing engineering, he had engineering responsibil- ity for providing technical direction in manufacturing in the sintering operation of ferrite core production. This included responsibility for specifications of process changes and procedures, implementation of new equipment and cost reduction activity. In June of 1972, Mr. Hocheiser went on an educational leave of absence to study for a master’s degree in business administration at American University, Washington, D.C.
Gene 0. Baker received a B.S.E.E. from Michigan State University in 1962 and ioined IBM that same year at the Components Division in Poughkeepsie. From 1962 to 1965, he worked in ferrite memory device development and in 1965 he transferred to the Systems Manufacturing Division, working on manufacturing test equipment for ferrite devices. In 1968, he received an Outstanding Invention Award for an Apparatus and Method of Handling and Testing Magnetic Elements. He was promoted to staff manufacturing engineer in 1968, and in 1970 was assigned to a monolithic memory test engineering group in Pough- keepsie. Presently, he is a project engineer in bi-polar memory test engineering, and manager of the Manufactur- ing Engineering department responsible for the equipment and procedures necessary to test bi-polar memory products in the Systems Manufacturing plant in Poughkeepsie. Mr. Baker is a member of IEEE.
18 IEEE Transactions on Manufacturing Technology