Embed Size (px)
Citation preview

STATE ESTIMATOR DESIGN FOR MULTICOMPONENTBATCH DISTILLATION COLUMNS
U. YILDIZ1, U. A. GURKAN1, C. OZGEN1� and K. LEBLEBICIOGLU2
1Chemical Engineering Department, Middle East Technical University, Ankara, Turkey2Electric and Electronic Engineering Department, Middle East Technical University, Ankara, Turkey
In the control of batch distillation columns, one of the problems is the difficulty in moni-toring the compositions. This problem can be handled by estimating the compositionsfrom readily available online temperature measurements using a state estimator. In
this study, a state estimator that infers the product composition in a multicomponent batchdistillation column (MBDC) from the temperature measurements is designed and testedusing a batch column simulation. An extended Kalman filter (EKF) is designed as the stateestimator and is implemented for performance investigation on the case column with eighttrays separating the mixture of cyclo-hexane, n-heptane and toluene. EKF parameters ofthe diagonal terms of process noise covariance matrix and those of measurement modelnoise covariance matrix are tuned in the range where the estimator is stable and selectedbasing on the least IAE score. Although NC-1 temperature measurements is sufficient consid-ering observability criteria, using NC measurements spread through out the column homo-geneously improves the performance of EKF estimator. The designed EKF estimator issuccessfully used in the composition—feedback inferential control of MBDC operatedunder variable reflux-ratio policy with an acceptable deviation of 0.5–3% from the desiredpurity level of the products.
Keywords: batch distillation; simulation; state observer; Kalman filter.
INTRODUCTION
‘Batch distillation is generally used as a separation unit inthe fine speciality chemicals, pharmaceuticals, biochemicaland food industries. The demand and the uncertainty inspecifications for these chemicals has increased recently,which increased the popularity of the use of batch distilla-tion’ (Barolo and Cengio, 2001; Kim and Ju, 1999). Insteadof using many continuous columns in series, multiple pro-ducts can be obtained from a single batch distillationcolumn during a single batch run. Moreover, batch distilla-tion processes can easily handle variations both in theproduct specifications and in the feed compositions. Thisflexibility of batch distillation processes provides the abilityto cope with a market characterized by short product lifetimes and strict specification requirements.In batch distillation, the operation of the column with
optimized operation scenario; including reflux ratiopolicy, switching times, and method of recycling, isrequired to be realized in a convenient control system.However, in order to employ the operation scenario; thedesigned controller will require continuous information
flow from the column, including the compositions through-out the column or temperatures reflecting the compositionknowledge. The reason for this requirement is that, thevalue of reflux ratio and switching between product andslop cut distillations are optimized which are subject tothe composition profile along the column and obtained asa function of it. Therefore, the need for knowledge ofcurrent composition in the column becomes obvious.
The composition knowledge can be generated bymeans ofdirect composition analysers in the control of a batch distil-lation column. Although there is a great development in thetechnology of online composition analysers, such as gaschromatography, they bring large measurement delays andhigh investment and maintenance costs (Mejdell andSkogestad, 1991; Oisiovici and Cruz, 2000; Venkateswarluand Avantika, 2001). The most popular alternative to thecomposition controllers utilizing analysers is standardtemperature feedback controllers. Although temperaturemeasurements are inexpensive and have negligible measure-ment delays, they are not accurate indicators of composition(Mejdell and Skogestad, 1991). Another alternative is infer-ential control systems incorporating state estimators whichuse secondary temperature measurements.
State estimation can be defined as the process ofextracting information from data which contain valuable
�Correspondence to: Dr C. Ozgen, Chemical Engineering Department,Middle East Technical University, 06531 Ankara, Turkey.E-mail: [email protected]
433
0263–8762/05/$30.00+0.00# 2005 Institution of Chemical Engineers
www.icheme.org/journals Trans IChemE, Part A, May 2005doi: 10.1205/cherd.03318 Chemical Engineering Research and Design, 83(A5): 433–444
information about a system and state estimator is the toolresponsible for gathering valuable measurements to inferthe desired information. Modern estimators also useknown relationships in computing the desired information;taking into account the measurement errors, the effects ofdisturbances and control actions on the system, and priorknowledge about the system and measuring devices.While gathering these elements, they make use of someerror criteria and try to minimize errors in some respect.The criteria and the method of minimization characterizethe method of estimation and the use of minimizationmakes the estimate (extracted information) ‘optimal’. Ifthis optimality is realized statistically, the estimator typebecomes stochastic; if deterministically it becomes deter-ministic. The estimator used in this work falls in thestochastic category and it is named as Kalman filter.In this study, the aim is to design a state estimator that
infers the component concentrations of the multicomponentbatch distillation column from the measured tray tempera-tures. The designed estimator is further tested using arigorous column simulation to find its performance.The extended Kalman filter (EKF) is selected as the stateestimator. In the literature, EKF has shown to providegood results in the chemical industry that includesmodel uncertainties, unmeasured process disturbances andnoisy measurements. Because it is based on the lineardynamic model of the process, the rigorous modelused in the simulation is adapted to the estimatoralgorithm mainly by simplifying the equilibrium modeland by means of linearization. The performance of thedeveloped estimator is tested by using the rigorouscolumn simulation and discrete measurements of the topproduct compositions.
MULTICOMPONENT BATCH DISTILLATIONCOLUMN (MBDC) OPERATION
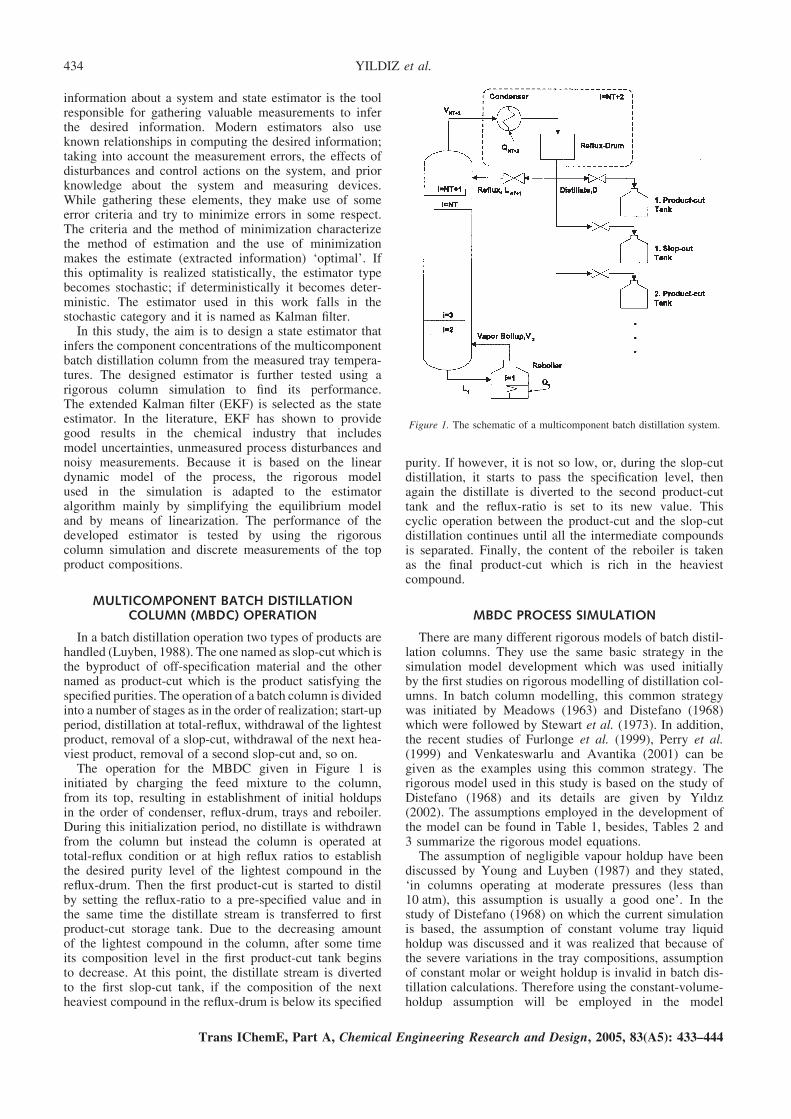
In a batch distillation operation two types of products arehandled (Luyben, 1988). The one named as slop-cut which isthe byproduct of off-specification material and the othernamed as product-cut which is the product satisfying thespecified purities. The operation of a batch column is dividedinto a number of stages as in the order of realization; start-upperiod, distillation at total-reflux, withdrawal of the lightestproduct, removal of a slop-cut, withdrawal of the next hea-viest product, removal of a second slop-cut and, so on.The operation for the MBDC given in Figure 1 is
initiated by charging the feed mixture to the column,from its top, resulting in establishment of initial holdupsin the order of condenser, reflux-drum, trays and reboiler.During this initialization period, no distillate is withdrawnfrom the column but instead the column is operated attotal-reflux condition or at high reflux ratios to establishthe desired purity level of the lightest compound in thereflux-drum. Then the first product-cut is started to distilby setting the reflux-ratio to a pre-specified value and inthe same time the distillate stream is transferred to firstproduct-cut storage tank. Due to the decreasing amountof the lightest compound in the column, after some timeits composition level in the first product-cut tank beginsto decrease. At this point, the distillate stream is divertedto the first slop-cut tank, if the composition of the nextheaviest compound in the reflux-drum is below its specified
purity. If however, it is not so low, or, during the slop-cutdistillation, it starts to pass the specification level, thenagain the distillate is diverted to the second product-cuttank and the reflux-ratio is set to its new value. Thiscyclic operation between the product-cut and the slop-cutdistillation continues until all the intermediate compoundsis separated. Finally, the content of the reboiler is takenas the final product-cut which is rich in the heaviestcompound.
MBDC PROCESS SIMULATION
There are many different rigorous models of batch distil-lation columns. They use the same basic strategy in thesimulation model development which was used initiallyby the first studies on rigorous modelling of distillation col-umns. In batch column modelling, this common strategywas initiated by Meadows (1963) and Distefano (1968)which were followed by Stewart et al. (1973). In addition,the recent studies of Furlonge et al. (1999), Perry et al.(1999) and Venkateswarlu and Avantika (2001) can begiven as the examples using this common strategy. Therigorous model used in this study is based on the study ofDistefano (1968) and its details are given by Yıldız(2002). The assumptions employed in the development ofthe model can be found in Table 1, besides, Tables 2 and3 summarize the rigorous model equations.
The assumption of negligible vapour holdup have beendiscussed by Young and Luyben (1987) and they stated,‘in columns operating at moderate pressures (less than10 atm), this assumption is usually a good one’. In thestudy of Distefano (1968) on which the current simulationis based, the assumption of constant volume tray liquidholdup was discussed and it was realized that because ofthe severe variations in the tray compositions, assumptionof constant molar or weight holdup is invalid in batch dis-tillation calculations. Therefore using the constant-volume-holdup assumption will be employed in the model
Figure 1. The schematic of a multicomponent batch distillation system.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
434 YILDIZ et al.

derivation and variations in the molal tray holdup will beprovided by variations in the liquid density that is a func-tion of composition, temperature and pressure. Instead ofusing ideal tray assumption, to represent the non-idealityin the phase equilibrium, Murphree tray efficiency formu-lation is employed assuming the temperature equilibriabetween the vapour and the liquid phases. Consequently,the basic assumptions made in the simulation model devel-opment are summarized in Table 1.
EXTENDED KALMAN FILTER
The EKF is defined as ‘optimal recursive data processingalgorithm’ (Maybeck, 1979), handling the estimation issuesin the nonlinear system theory. EKF uses the nonlinearmodel of the system given by equation (1)
_x(t) ¼ f (x(t), u(t), t)þ G(t)w(t) (1)
where f is the vector of the nonlinear system functions andthe noise process, w(t) is modelled as white Gaussian noisewith statistics
E{w(t)} ¼ 0 (2)
E�w(t)w(t0)T
�¼
Q(t), t ¼ t0
0, t = t0
�(3)
and the nonlinear measurement model written as
z(tk) ¼ h½ x(tk), tk� þ v(tk) (4)
where h is the vector of the nonlinear measurement func-tions and the noise process, v(tk) is modelled as whiteGaussian noise with statistics
E{v(tk)} ¼ 0 (5)
E�v(tk)v(tl)
T�¼
R(t), tk ¼ tl
0, tk = tl
�(6)
The EKF has a two-step recursive calculation algorithm.The first named as the propagation stage is responsible tocalculate the prediction of the state at the current timeusing the best state estimate at the previous time step.The second is named as the update stage and updates theprediction found in the first stage using the measurementstaken from the actual process and calculates the best stateestimate. The propagation stage integrates the state anderror covariance derivatives (see Table 4: Propagation
Table 1. Assumptions made in the model development.
Negligible vapour holdupConstant volume of tray liquid holdupConstant liquid molar holdup in the reflux-drumTotal condenserNegligible fluid dynamic lagsLinear pressure drop profileMurphree tray efficiencyApproximated enthalpy derivativesAdiabatic operation
Table 2. Summary of MBDC rigorous model equations.
Compositions and holdupsReboiler dynamics
M1 ¼ M0f �
PNTþ2
n¼2
Mn �Рi0D(t)dt
dx1j
dt¼ ½L2(x2j � x1j)� Vi(y1j � x1j)�=M1; j ¼ 1 . . .NC
Tray dynamics
Mi ¼ravgi
Mwavgi
vi
dxij
dt¼ ½Vi�1(yi�1, j � xij)þ Liþ1(xiþ1, j � xij)� Vi(yij � xij)�=Mi
i ¼ 2 . . . , NT þ 1; j ¼ 1 . . .NC
Reflux-drum dynamics
dxNTþ2, j
dt¼ ½VNTþ1(yNTþ1, j � xNTþ2, j)�=MNTþ2; j ¼ 1 . . .NC
Composition sums
PNCn¼1
xn ¼ 1;PNCn¼1
yn ¼ 1
Flowrates for given R and Q1
Trays
Vi�1 ¼ ½Vi(Hi � hi)þ Liþ1(hi � hiþ1)þMidi(hi)�=(Hi�1 � hi)
Li ¼ Vi�1 þ Liþ1 � Vi � di(Mi)
i ¼ NT þ 1 . . . 2
Overhead flowrates for total refluxD ¼ 0
VNTþ1 ¼ LNTþ2
LNTþ2 ¼�½Q1 � di(M1h1)� �
PNTþ1n¼2 di(Mnhn)
(HNTþ1 � hNTþ2)
Overhead flowrates for finite reflux ratio
D ¼Q1 �
PNTþ1n¼1 di(Mnhn)
(Rþ 1)HNTþ1 � RhNTþ2
VNTþ1 ¼ D(Rþ 1)
LNTþ2 ¼ RD
Table 3. Summary of MBDC rigorous model equations.
Pressure drop profile
Pi ¼ P1 � i � (P1 � PNTþ2)=NT
Thermodynamic modelsVLE calculation
½Ti, y�ij� ¼ f ½(xik , k ¼ 1 . . .NC), Tguess
i , Pi�
Murphree tray efficiency
yij ¼ yi�1,j þ EffMurphree(y�ij � yi�1,j)
Enthalpy calculations
hi ¼ f ½(xik, k ¼ 1 . . .NC), Ti, Pi�
Hi ¼ f ½(yik, k ¼ 1 . . .NC),Ti, Pi�
Physical properties
ravgi ¼ f ½(xik, k ¼ 1 . . .NC), Ti, Pi�
Mwavgi ¼ f ½(xik, k ¼ 1 . . .NC), Ti, Pi�
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
STATE ESTIMATOR DESIGN IN BATCH DISTILLATION 435
section) from the previous time step tk�1 to the current timetk and uses the best state estimate xþ(tk�1) and its errorcovariance Pþ(tk�1) at the previous time step tk�1, inorder to calculate the prediction of the state, x�(tk) andits error covariance P�(tk) at the current time step tk. Theupdate stage utilizes the equations given in Table 4(Update section), and updates the prediction of thestate x�(tk) and its error covariance P�(tk) at the currenttimestep tk.In order to initiate the Kalman filter algorithm, the initial
conditions incorporating the initial state, x(t0) ¼ x0 and itserror covariance, P(t0) ¼ P0 are required. At the initializa-tion time step, when the first measurement is taken, require-ments of the best state estimate, xþ(tk�1) ¼ xþ(t�1) and iterror covariance, Pþ(tk�1) ¼ Pþ(t�1) at the time step t�1
are supplied by replacing with the initial state x0 and itserror covariance P0.
EKF STATE ESTIMATOR FOR BATCHDISTILLATION COLUMNS
The technique of EKF estimation will be applied toMBDC in order to infer the column compositions fromthe temperature measurements. Firstly, the observabilityof a multicomponent batch distillation column, which is amust to be able to estimate the system states, is to be ana-lysed. Secondly, due to computational and algorithmicrequirements, the simplified models of the system and themeasurement devices is to be developed by taking the rig-orous simulation model as base. Then, the need for
Jacobian matrices both for the system and the measure-ment models is to be achieved through analyticallinearization.
Observability Criteria for MBDC
Most control laws used in the batch distillation are feed-back laws and the state-space description of dynamics rea-lizes that the information required for feedback control isthe state of the system (Jacobs, 1974). As in the case ofbatch distillation, in most real controlled processes, thesystem state (i.e., compositions in the batch distillation)is not identical with the observable outputs (i.e., tempera-tures in the distillation) but there is a time-varying relation-ship between the states, X and the outputs, z as given inequation (7).
z(tk) ¼ h½X(tk), tk� (7)
Therefore, the question arises whether or not it is pos-sible to evaluate the state form observations of theoutput (i.e., measurements). The observability criteria isto be satisfied for solving the problem of inferring immea-surable state variables from measurements in the minimumpossible length of time. So the system with the measure-ment model, equation (7) is said to be observable if theoutput, z embodies sufficient information to infer thestate, x in a finite time. Here it should be noted thatsince the observability criteria is evaluated from thelinear dynamic measurement model, although the systemis observable in reality, corresponding mathematicalmodel may not possess the property of observability.Employing a degree-of-freedom concept, Yu and Luyben(1987) found that a distillation column is observable ifthe number of measurements is at least (NC2 1). Thestudy of Quintero-Marmol et al. (1991), dealing with thedesign of an extended Luenberger Observer for MBDC,concluded that even though the linear observer in theoryneeds only (NC2 1) temperature measurements to beobservable, the nonlinear observer needed at least (NC)thermocouples to be effective. In addition, to improvethe convergence without affecting the robustness, the useof (NCþ 2) measurements is recommended (Quintero-Marmol et al., 1991).
The Design of EKF State Estimator for MBDC
As described previously, EKF algorithm requires the sto-chastic models of the system (see equation (1)) and themeasurement processes (see equation (4)). In equation(1), G(t) is assumed as unity. Moreover, EKF algorithmneeds the linearized versions of these two models, specifiedby the Jacobian matrices and for the system it is givenby equation (8) and for the measurement process byequation (9).
F(x(t), u(t), t) ¼df (x(t), u(t), t)
dx(t)
����x¼x
(8)
H(x�(tk), tk) ¼dh(x(tk), tk)
dx(tk)
����x(tk)¼x�(tk)
(9)
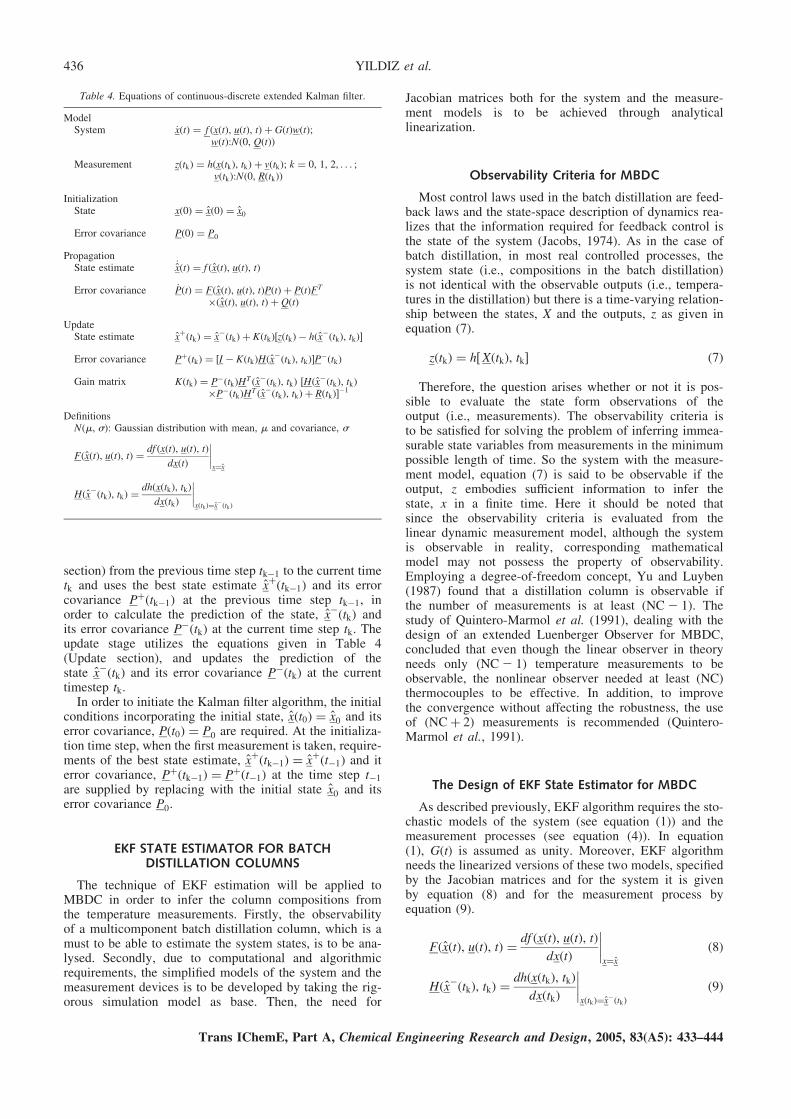
Table 4. Equations of continuous-discrete extended Kalman filter.
ModelSystem _x(t) ¼ f (x(t), u(t), t)þ G(t)w(t);
w(t):N(0, Q(t))
Measurement z(tk) ¼ h(x(tk), tk)þ v(tk); k ¼ 0, 1, 2, . . . ;v(tk):N(0, R(tk))
InitializationState x(0) ¼ x(0) ¼ x0
Error covariance P(0) ¼ P0
PropagationState estimate _x(t) ¼ f (x(t), u(t), t)
Error covariance _P(t) ¼ F(x(t), u(t), t)P(t)þ P(t)FT
�(x(t), u(t), t)þ Q(t)
UpdateState estimate xþ(tk) ¼ x�(tk)þ K(tk)½z(tk)� h(x�(tk), tk)�
Error covariance Pþ(tk) ¼ ½I � K(tk)H(x�(tk), tk)�P�(tk)
Gain matrix K(tk) ¼ P�(tk)HT (x�(tk), tk) ½H(x�(tk), tk)
�P�(tk)HT (x�(tk), tk)þ R(tk)�
�1
DefinitionsN(m, s): Gaussian distribution with mean, m and covariance, s
F(x(t), u(t), t) ¼df (x(t), u(t), t)
dx(t)
����x¼x
H(x�(tk), tk) ¼dh(x(tk), tk)
dx(tk)
����x(tk)¼x�(tk)
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
436 YILDIZ et al.
Lastly, in order to initiate the EKF algorithm, theinformation of initial conditions is required and stated byx0 for the states and by P0 for the error covariances.As a result, the nonlinear models for the system and for
the temperature measurements are to be developed in theform required for EKF algorithm. However, the modeldeveloped for rigorous simulation of the batch columnis not suitable for realistic situation in order to beimplemented in EKF algorithm. For the reason that it isdifficult to obtain the required values of vapor and liquidflowrates and tray holdups with time. In addition, thecomplexity of the simulation model requires high compu-tational time and memory. Therefore, the rigorouscolumn model for simulation is to be simplified and thenthe obtained nonlinear model is to be linearized to achievethe Jacobian matrix both for the system and the measure-ment processes.
Model Simplification and Linearization
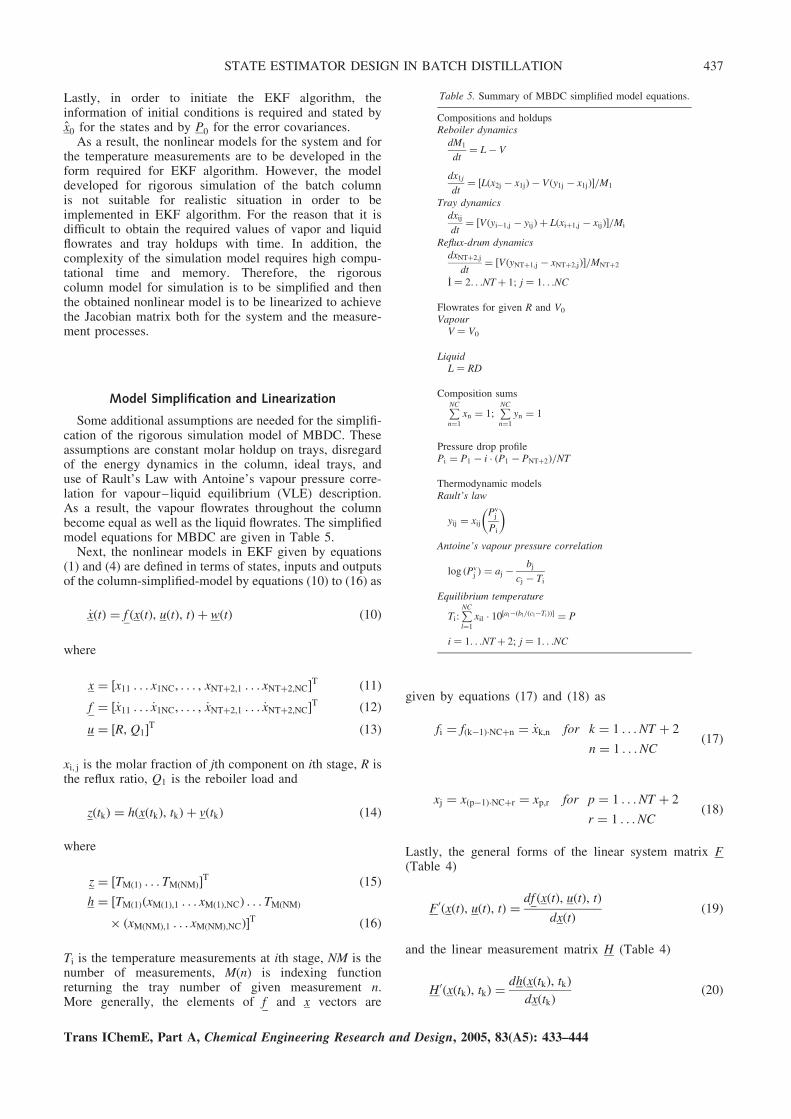
Some additional assumptions are needed for the simplifi-cation of the rigorous simulation model of MBDC. Theseassumptions are constant molar holdup on trays, disregardof the energy dynamics in the column, ideal trays, anduse of Rault’s Law with Antoine’s vapour pressure corre-lation for vapour–liquid equilibrium (VLE) description.As a result, the vapour flowrates throughout the columnbecome equal as well as the liquid flowrates. The simplifiedmodel equations for MBDC are given in Table 5.Next, the nonlinear models in EKF given by equations
(1) and (4) are defined in terms of states, inputs and outputsof the column-simplified-model by equations (10) to (16) as
_x(t) ¼ f (x(t), u(t), t)þ w(t) (10)
where
x ¼ ½x11 . . . x1NC, . . . , xNTþ2,1 . . . xNTþ2,NC�T (11)
f ¼ ½_x11 . . . _x1NC, . . . , _xNTþ2,1 . . . _xNTþ2,NC�T (12)
u ¼ ½R, Q1�T (13)
xi, j is the molar fraction of jth component on ith stage, R isthe reflux ratio, Q1 is the reboiler load and
z(tk) ¼ h(x(tk), tk)þ v(tk) (14)
where
z ¼ ½TM(1) . . . TM(NM)�T (15)
h ¼ ½TM(1)(xM(1),1 . . . xM(1),NC) . . . TM(NM)
� (xM(NM),1 . . . xM(NM),NC)�T (16)
Ti is the temperature measurements at ith stage, NM is thenumber of measurements, M(n) is indexing functionreturning the tray number of given measurement n.More generally, the elements of f and x vectors are
given by equations (17) and (18) as
fi ¼ f(k�1)�NCþn ¼ _xk,n for k ¼ 1 . . .NT þ 2
n ¼ 1 . . .NC(17)
xj ¼ x(p�1)�NCþr ¼ xp,r for p ¼ 1 . . .NT þ 2
r ¼ 1 . . .NC(18)
Lastly, the general forms of the linear system matrix F(Table 4)
F0(x(t), u(t), t) ¼df (x(t), u(t), t)
dx(t)(19)
and the linear measurement matrix H (Table 4)
H0(x(tk), tk) ¼dh(x(tk), tk)
dx(tk)(20)
Table 5. Summary of MBDC simplified model equations.
Compositions and holdupsReboiler dynamics
dM1
dt¼ L� V
dx1j
dt¼ ½L(x2j � x1j)� V(y1j � x1j)�=M1
Tray dynamics
dxij
dt¼ ½V(yi�1,j � yij)þ L(xiþ1,j � xij)�=Mi
Reflux-drum dynamics
dxNTþ2,j
dt¼ ½V(yNTþ1,j � xNTþ2,j)�=MNTþ2
I ¼ 2. . .NTþ 1; j ¼ 1. . .NC
Flowrates for given R and V0
VapourV ¼ V0
LiquidL ¼ RD
Composition sumsPNCn¼1
xn ¼ 1;PNCn¼1
yn ¼ 1
Pressure drop profilePi ¼ P1 � i � (P1 � PNTþ2)=NT
Thermodynamic modelsRault’s law
yij ¼ xijPvj
Pi
� �
Antoine’s vapour pressure correlation
log (Pvj ) ¼ aj �
bj
cj � Ti
Equilibrium temperature
Ti:PNCl¼1
xil � 10½al�(bl=(cl�Ti ))� ¼ P
i ¼ 1. . .NTþ 2; j ¼ 1. . .NC
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
STATE ESTIMATOR DESIGN IN BATCH DISTILLATION 437
are evaluated analytically. Their expanded forms and thedetails of the derivation are given by Yıldız (2002).Consequently, all the information required for EKF esti-
mator has been obtained. This information incorporatesnonlinear and linearized models for the system of MBDCand the measurement process given respectively byf , h, F0, H 0.
DESCRIPTION OF CASE COLUMN
The case column for simulation is the one which wassimulated by Mujtaba and Macchietto (1993) in theirstudy on the subject of optimal operation of MBDC. Thecolumn is used to separate the mixture of cyclo-hexane,n-heptane and toluene. The sketch of the column can beseen in Figure 1 and the design specifications of thecolumn are listed in Table 6.The batch distillation column is under the perfect control
of reflux-drum level and has two degrees-of-freedom formanipulation which are reboiler heat load, Q1 and reflux-ratio, R. In this study, the reboiler heat load, Q1 is kept atits maximum value given by design while the reflux-ratio,R is used as manipulated variable in order to realize theoptimal operation policy recommended by Mujtaba andMacchietto (1993) and given in Table 7. This optimal oper-ation policy is used to yield two product-cuts with thedesired purity levels of 0.9 and 0.8 from the mixture ofcyclo-hexane, n-heptane and toluene with the compositionof (0.407, 0.394, 0.199). In the simulations, this optimalreflux ratio profile is employed.
RESULTS AND DISCUSSION
The study is performed in three phases. First, a Kalmanfilter for the estimation of product compositions for aMBDC from temperature measurements is designed. Thenthe designed EKF is implemented on the case MBDC tocheck the performance of the EKF. In the third phase thedesigned EKF is utilized for control purposes in the MBDC.
The Test of the Model Used in EKF
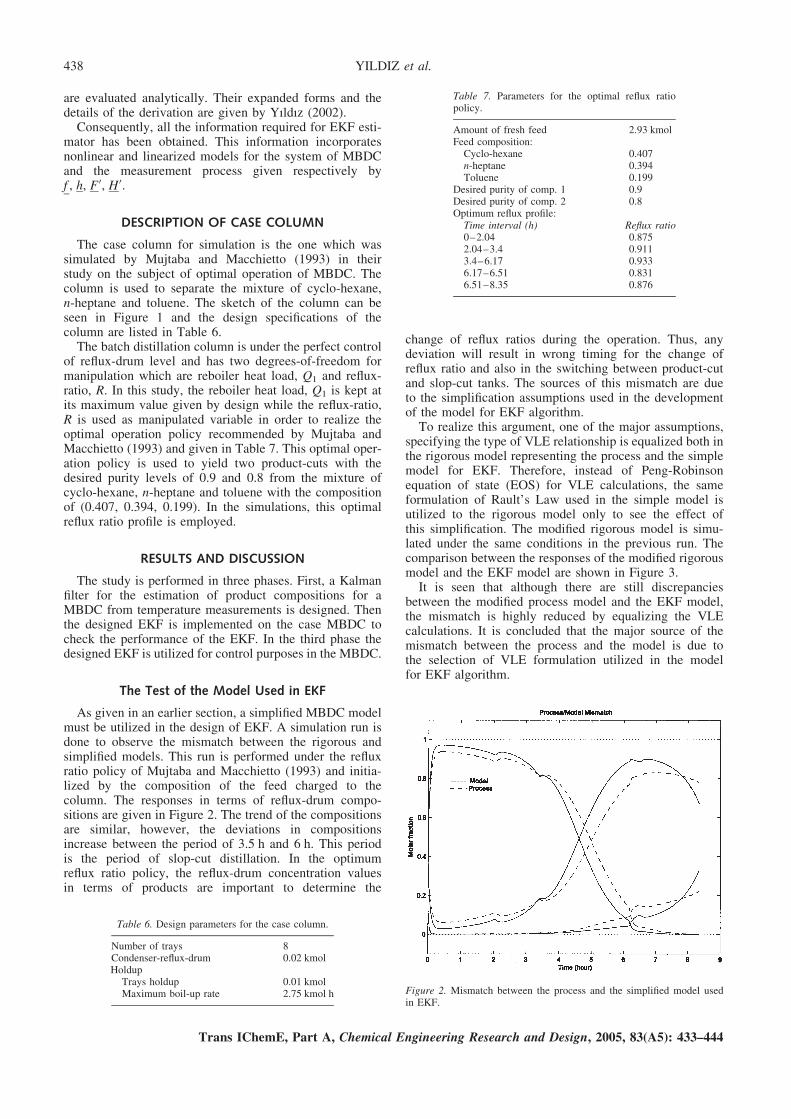
As given in an earlier section, a simplified MBDC modelmust be utilized in the design of EKF. A simulation run isdone to observe the mismatch between the rigorous andsimplified models. This run is performed under the refluxratio policy of Mujtaba and Macchietto (1993) and initia-lized by the composition of the feed charged to thecolumn. The responses in terms of reflux-drum compo-sitions are given in Figure 2. The trend of the compositionsare similar, however, the deviations in compositionsincrease between the period of 3.5 h and 6 h. This periodis the period of slop-cut distillation. In the optimumreflux ratio policy, the reflux-drum concentration valuesin terms of products are important to determine the
change of reflux ratios during the operation. Thus, anydeviation will result in wrong timing for the change ofreflux ratio and also in the switching between product-cutand slop-cut tanks. The sources of this mismatch are dueto the simplification assumptions used in the developmentof the model for EKF algorithm.
To realize this argument, one of the major assumptions,specifying the type of VLE relationship is equalized both inthe rigorous model representing the process and the simplemodel for EKF. Therefore, instead of Peng-Robinsonequation of state (EOS) for VLE calculations, the sameformulation of Rault’s Law used in the simple model isutilized to the rigorous model only to see the effect ofthis simplification. The modified rigorous model is simu-lated under the same conditions in the previous run. Thecomparison between the responses of the modified rigorousmodel and the EKF model are shown in Figure 3.
It is seen that although there are still discrepanciesbetween the modified process model and the EKF model,the mismatch is highly reduced by equalizing the VLEcalculations. It is concluded that the major source of themismatch between the process and the model is due tothe selection of VLE formulation utilized in the modelfor EKF algorithm.
Table 7. Parameters for the optimal reflux ratiopolicy.
Amount of fresh feed 2.93 kmolFeed composition:Cyclo-hexane 0.407n-heptane 0.394Toluene 0.199
Desired purity of comp. 1 0.9Desired purity of comp. 2 0.8Optimum reflux profile:Time interval (h) Reflux ratio0–2.04 0.8752.04–3.4 0.9113.4–6.17 0.9336.17–6.51 0.8316.51–8.35 0.876
Figure 2. Mismatch between the process and the simplified model usedin EKF.
Table 6. Design parameters for the case column.
Number of trays 8Condenser-reflux-drumHoldup
0.02 kmol
Trays holdup 0.01 kmolMaximum boil-up rate 2.75 kmol h
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
438 YILDIZ et al.
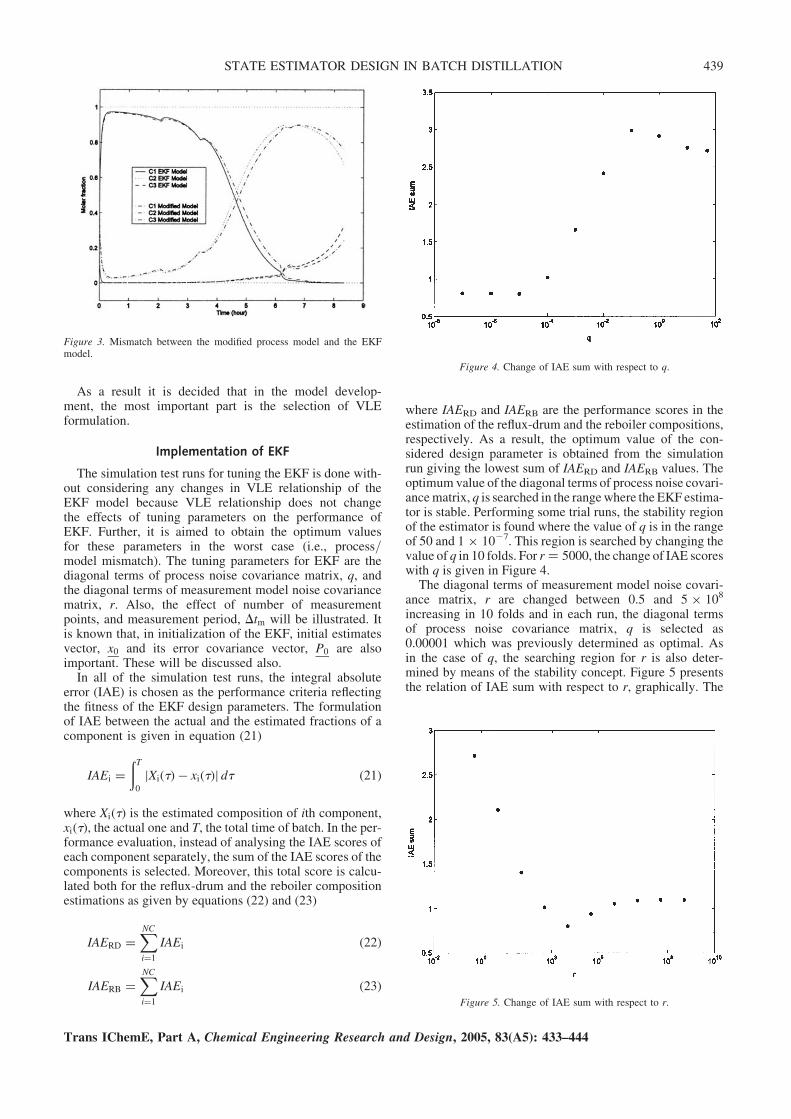
As a result it is decided that in the model develop-ment, the most important part is the selection of VLEformulation.
Implementation of EKF
The simulation test runs for tuning the EKF is done with-out considering any changes in VLE relationship of theEKF model because VLE relationship does not changethe effects of tuning parameters on the performance ofEKF. Further, it is aimed to obtain the optimum valuesfor these parameters in the worst case (i.e., process/model mismatch). The tuning parameters for EKF are thediagonal terms of process noise covariance matrix, q, andthe diagonal terms of measurement model noise covariancematrix, r. Also, the effect of number of measurementpoints, and measurement period, Dtm will be illustrated. Itis known that, in initialization of the EKF, initial estimatesvector, x0 and its error covariance vector, P0 are alsoimportant. These will be discussed also.In all of the simulation test runs, the integral absolute
error (IAE) is chosen as the performance criteria reflectingthe fitness of the EKF design parameters. The formulationof IAE between the actual and the estimated fractions of acomponent is given in equation (21)
IAEi ¼
ðT0
jXi(t)� xi(t)j dt (21)
where Xi(t) is the estimated composition of ith component,xi(t), the actual one and T, the total time of batch. In the per-formance evaluation, instead of analysing the IAE scores ofeach component separately, the sum of the IAE scores of thecomponents is selected. Moreover, this total score is calcu-lated both for the reflux-drum and the reboiler compositionestimations as given by equations (22) and (23)
IAERD ¼XNCi¼1
IAEi (22)
IAERB ¼XNCi¼1
IAEi (23)
where IAERD and IAERB are the performance scores in theestimation of the reflux-drum and the reboiler compositions,respectively. As a result, the optimum value of the con-sidered design parameter is obtained from the simulationrun giving the lowest sum of IAERD and IAERB values. Theoptimum value of the diagonal terms of process noise covari-ancematrix, q is searched in the rangewhere the EKF estima-tor is stable. Performing some trial runs, the stability regionof the estimator is found where the value of q is in the rangeof 50 and 1 � 1027. This region is searched by changing thevalue of q in 10 folds. For r ¼ 5000, the change of IAE scoreswith q is given in Figure 4.
The diagonal terms of measurement model noise covari-ance matrix, r are changed between 0.5 and 5 � 108
increasing in 10 folds and in each run, the diagonal termsof process noise covariance matrix, q is selected as0.00001 which was previously determined as optimal. Asin the case of q, the searching region for r is also deter-mined by means of the stability concept. Figure 5 presentsthe relation of IAE sum with respect to r, graphically. The
Figure 3. Mismatch between the modified process model and the EKFmodel.
Figure 4. Change of IAE sum with respect to q.
Figure 5. Change of IAE sum with respect to r.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
STATE ESTIMATOR DESIGN IN BATCH DISTILLATION 439
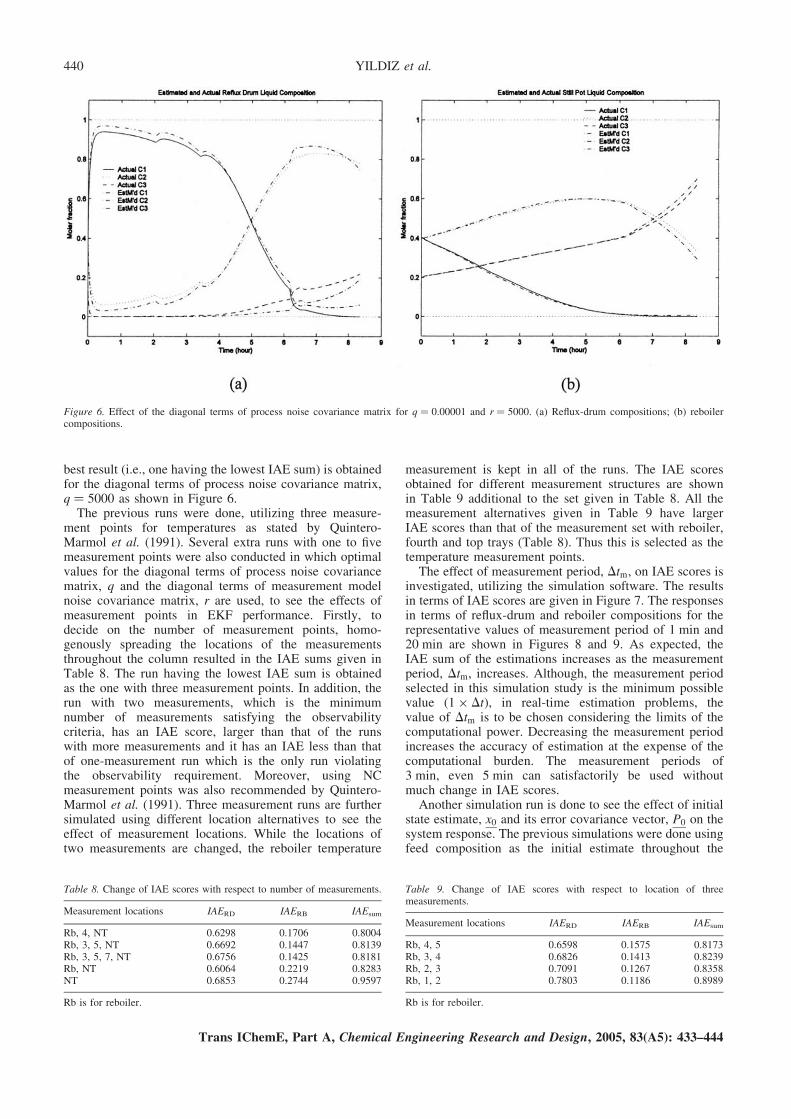
best result (i.e., one having the lowest IAE sum) is obtainedfor the diagonal terms of process noise covariance matrix,q ¼ 5000 as shown in Figure 6.The previous runs were done, utilizing three measure-
ment points for temperatures as stated by Quintero-Marmol et al. (1991). Several extra runs with one to fivemeasurement points were also conducted in which optimalvalues for the diagonal terms of process noise covariancematrix, q and the diagonal terms of measurement modelnoise covariance matrix, r are used, to see the effects ofmeasurement points in EKF performance. Firstly, todecide on the number of measurement points, homo-genously spreading the locations of the measurementsthroughout the column resulted in the IAE sums given inTable 8. The run having the lowest IAE sum is obtainedas the one with three measurement points. In addition, therun with two measurements, which is the minimumnumber of measurements satisfying the observabilitycriteria, has an IAE score, larger than that of the runswith more measurements and it has an IAE less than thatof one-measurement run which is the only run violatingthe observability requirement. Moreover, using NCmeasurement points was also recommended by Quintero-Marmol et al. (1991). Three measurement runs are furthersimulated using different location alternatives to see theeffect of measurement locations. While the locations oftwo measurements are changed, the reboiler temperature
measurement is kept in all of the runs. The IAE scoresobtained for different measurement structures are shownin Table 9 additional to the set given in Table 8. All themeasurement alternatives given in Table 9 have largerIAE scores than that of the measurement set with reboiler,fourth and top trays (Table 8). Thus this is selected as thetemperature measurement points.
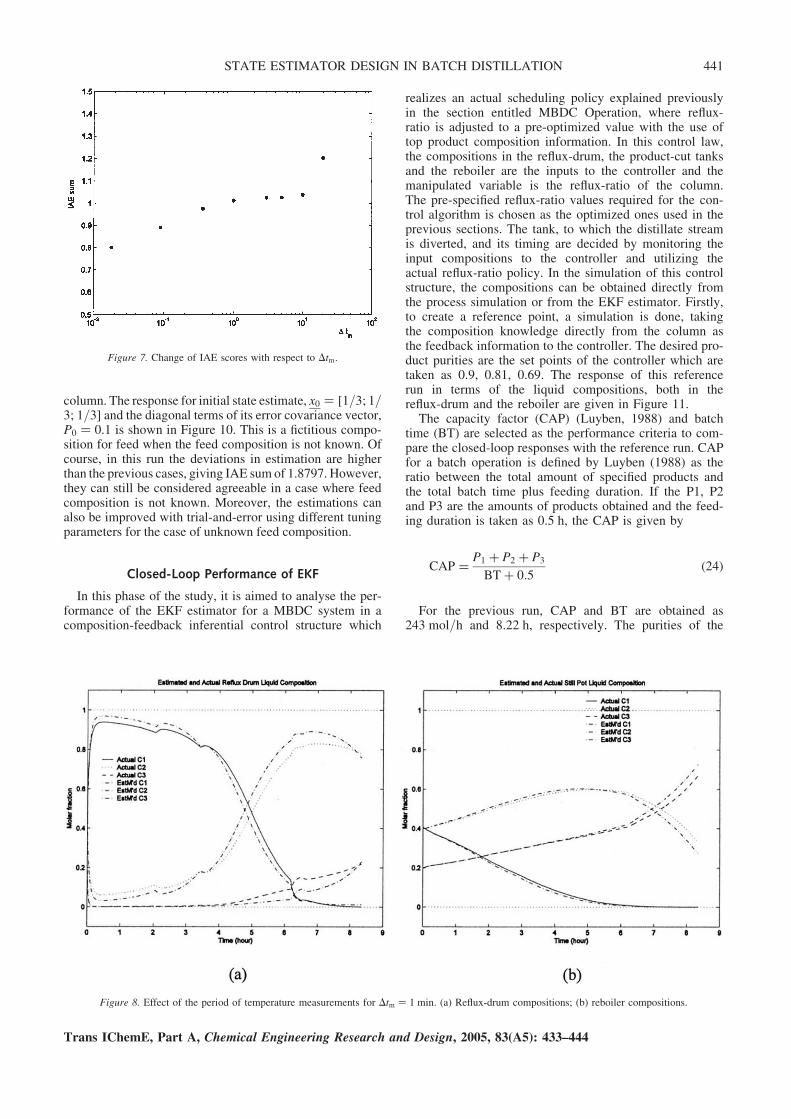
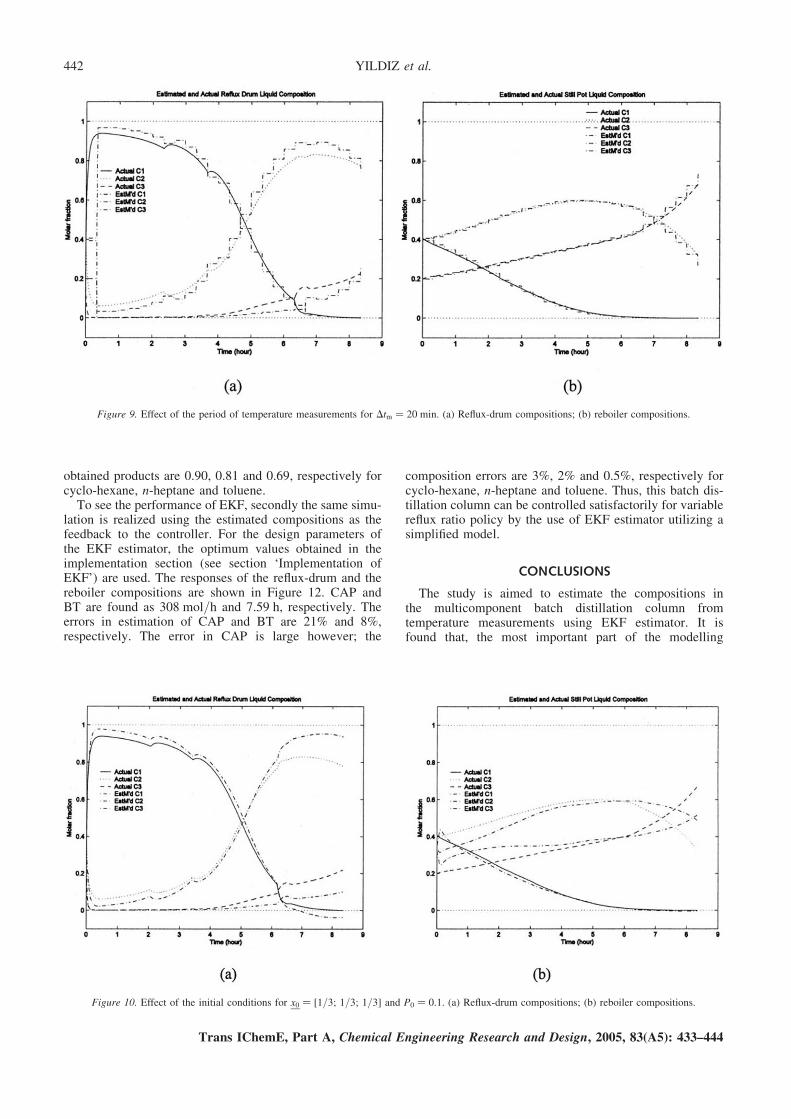
The effect of measurement period, Dtm, on IAE scores isinvestigated, utilizing the simulation software. The resultsin terms of IAE scores are given in Figure 7. The responsesin terms of reflux-drum and reboiler compositions for therepresentative values of measurement period of 1 min and20 min are shown in Figures 8 and 9. As expected, theIAE sum of the estimations increases as the measurementperiod, Dtm, increases. Although, the measurement periodselected in this simulation study is the minimum possiblevalue (1� Dt), in real-time estimation problems, thevalue of Dtm is to be chosen considering the limits of thecomputational power. Decreasing the measurement periodincreases the accuracy of estimation at the expense of thecomputational burden. The measurement periods of3 min, even 5 min can satisfactorily be used withoutmuch change in IAE scores.
Another simulation run is done to see the effect of initialstate estimate, x0 and its error covariance vector, P0 on thesystem response. The previous simulations were done usingfeed composition as the initial estimate throughout the
Figure 6. Effect of the diagonal terms of process noise covariance matrix for q ¼ 0.00001 and r ¼ 5000. (a) Reflux-drum compositions; (b) reboilercompositions.
Table 8. Change of IAE scores with respect to number of measurements.
Measurement locations IAERD IAERB IAEsum
Rb, 4, NT 0.6298 0.1706 0.8004Rb, 3, 5, NT 0.6692 0.1447 0.8139Rb, 3, 5, 7, NT 0.6756 0.1425 0.8181Rb, NT 0.6064 0.2219 0.8283NT 0.6853 0.2744 0.9597
Rb is for reboiler.
Table 9. Change of IAE scores with respect to location of threemeasurements.
Measurement locations IAERD IAERB IAEsum
Rb, 4, 5 0.6598 0.1575 0.8173Rb, 3, 4 0.6826 0.1413 0.8239Rb, 2, 3 0.7091 0.1267 0.8358Rb, 1, 2 0.7803 0.1186 0.8989
Rb is for reboiler.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
440 YILDIZ et al.
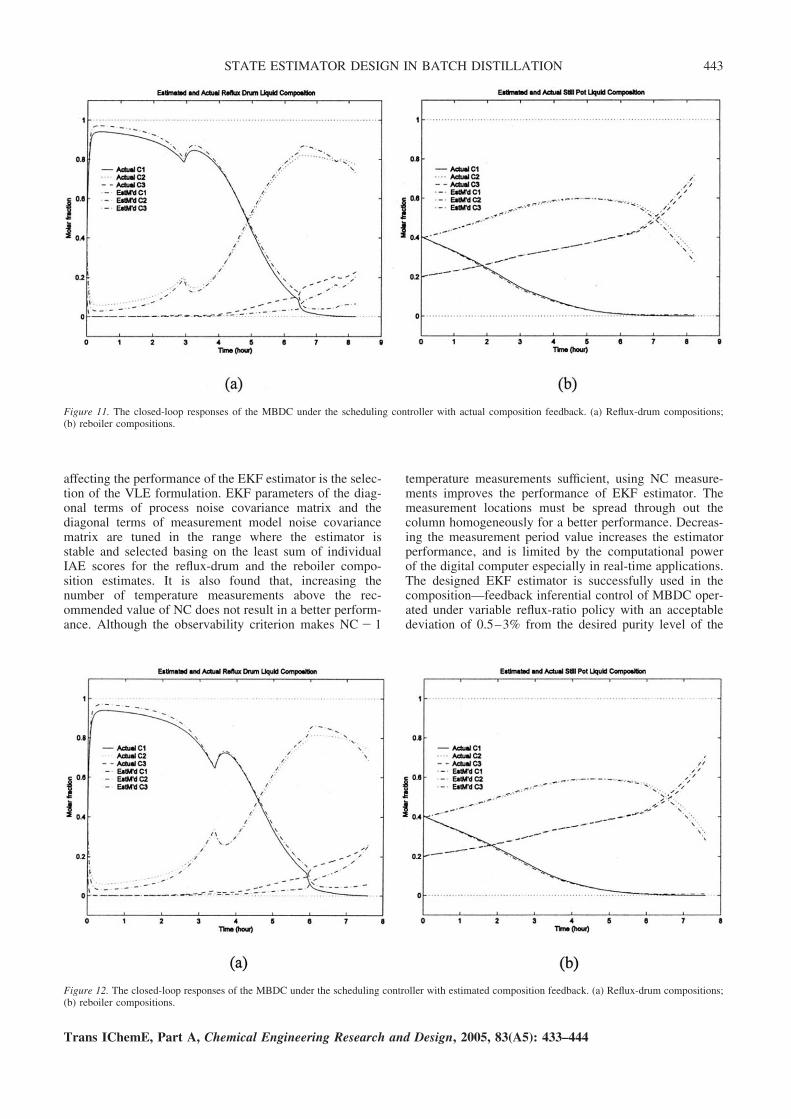
column. The response for initial state estimate, x0 ¼ [1/3; 1/3; 1/3] and the diagonal terms of its error covariance vector,P0 ¼ 0.1 is shown in Figure 10. This is a fictitious compo-sition for feed when the feed composition is not known. Ofcourse, in this run the deviations in estimation are higherthan the previous cases, giving IAE sum of 1.8797. However,they can still be considered agreeable in a case where feedcomposition is not known. Moreover, the estimations canalso be improved with trial-and-error using different tuningparameters for the case of unknown feed composition.
Closed-Loop Performance of EKF
In this phase of the study, it is aimed to analyse the per-formance of the EKF estimator for a MBDC system in acomposition-feedback inferential control structure which
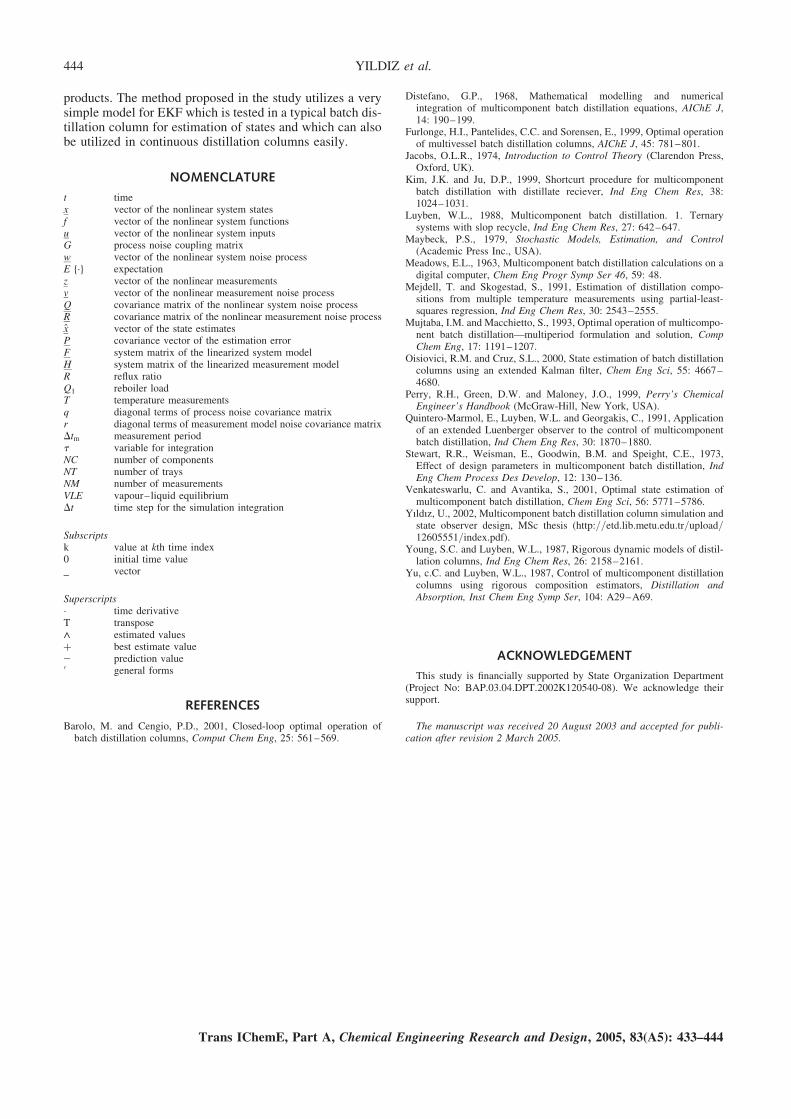
realizes an actual scheduling policy explained previouslyin the section entitled MBDC Operation, where reflux-ratio is adjusted to a pre-optimized value with the use oftop product composition information. In this control law,the compositions in the reflux-drum, the product-cut tanksand the reboiler are the inputs to the controller and themanipulated variable is the reflux-ratio of the column.The pre-specified reflux-ratio values required for the con-trol algorithm is chosen as the optimized ones used in theprevious sections. The tank, to which the distillate streamis diverted, and its timing are decided by monitoring theinput compositions to the controller and utilizing theactual reflux-ratio policy. In the simulation of this controlstructure, the compositions can be obtained directly fromthe process simulation or from the EKF estimator. Firstly,to create a reference point, a simulation is done, takingthe composition knowledge directly from the column asthe feedback information to the controller. The desired pro-duct purities are the set points of the controller which aretaken as 0.9, 0.81, 0.69. The response of this referencerun in terms of the liquid compositions, both in thereflux-drum and the reboiler are given in Figure 11.
The capacity factor (CAP) (Luyben, 1988) and batchtime (BT) are selected as the performance criteria to com-pare the closed-loop responses with the reference run. CAPfor a batch operation is defined by Luyben (1988) as theratio between the total amount of specified products andthe total batch time plus feeding duration. If the P1, P2and P3 are the amounts of products obtained and the feed-ing duration is taken as 0.5 h, the CAP is given by
CAP ¼P1 þ P2 þ P3
BTþ 0:5(24)
For the previous run, CAP and BT are obtained as243 mol/h and 8.22 h, respectively. The purities of the
Figure 8. Effect of the period of temperature measurements for Dtm ¼ 1 min. (a) Reflux-drum compositions; (b) reboiler compositions.
Figure 7. Change of IAE scores with respect to Dtm.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
STATE ESTIMATOR DESIGN IN BATCH DISTILLATION 441
obtained products are 0.90, 0.81 and 0.69, respectively forcyclo-hexane, n-heptane and toluene.To see the performance of EKF, secondly the same simu-
lation is realized using the estimated compositions as thefeedback to the controller. For the design parameters ofthe EKF estimator, the optimum values obtained in theimplementation section (see section ‘Implementation ofEKF’) are used. The responses of the reflux-drum and thereboiler compositions are shown in Figure 12. CAP andBT are found as 308 mol/h and 7.59 h, respectively. Theerrors in estimation of CAP and BT are 21% and 8%,respectively. The error in CAP is large however; the
composition errors are 3%, 2% and 0.5%, respectively forcyclo-hexane, n-heptane and toluene. Thus, this batch dis-tillation column can be controlled satisfactorily for variablereflux ratio policy by the use of EKF estimator utilizing asimplified model.
CONCLUSIONS
The study is aimed to estimate the compositions inthe multicomponent batch distillation column fromtemperature measurements using EKF estimator. It isfound that, the most important part of the modelling
Figure 9. Effect of the period of temperature measurements for Dtm ¼ 20 min. (a) Reflux-drum compositions; (b) reboiler compositions.
Figure 10. Effect of the initial conditions for x0 ¼ [1/3; 1/3; 1/3] and P0 ¼ 0.1. (a) Reflux-drum compositions; (b) reboiler compositions.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
442 YILDIZ et al.
affecting the performance of the EKF estimator is the selec-tion of the VLE formulation. EKF parameters of the diag-onal terms of process noise covariance matrix and thediagonal terms of measurement model noise covariancematrix are tuned in the range where the estimator isstable and selected basing on the least sum of individualIAE scores for the reflux-drum and the reboiler compo-sition estimates. It is also found that, increasing thenumber of temperature measurements above the rec-ommended value of NC does not result in a better perform-ance. Although the observability criterion makes NC2 1
temperature measurements sufficient, using NC measure-ments improves the performance of EKF estimator. Themeasurement locations must be spread through out thecolumn homogeneously for a better performance. Decreas-ing the measurement period value increases the estimatorperformance, and is limited by the computational powerof the digital computer especially in real-time applications.The designed EKF estimator is successfully used in thecomposition—feedback inferential control of MBDC oper-ated under variable reflux-ratio policy with an acceptabledeviation of 0.5–3% from the desired purity level of the
Figure 11. The closed-loop responses of the MBDC under the scheduling controller with actual composition feedback. (a) Reflux-drum compositions;(b) reboiler compositions.
Figure 12. The closed-loop responses of the MBDC under the scheduling controller with estimated composition feedback. (a) Reflux-drum compositions;(b) reboiler compositions.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
STATE ESTIMATOR DESIGN IN BATCH DISTILLATION 443
products. The method proposed in the study utilizes a verysimple model for EKF which is tested in a typical batch dis-tillation column for estimation of states and which can alsobe utilized in continuous distillation columns easily.
NOMENCLATURE
t timex vector of the nonlinear system statesf vector of the nonlinear system functionsu vector of the nonlinear system inputsG process noise coupling matrixw vector of the nonlinear system noise processE f.g expectationz vector of the nonlinear measurementsv vector of the nonlinear measurement noise processQ covariance matrix of the nonlinear system noise processR covariance matrix of the nonlinear measurement noise processx vector of the state estimatesP covariance vector of the estimation errorF system matrix of the linearized system modelH system matrix of the linearized measurement modelR reflux ratioQ1 reboiler loadT temperature measurementsq diagonal terms of process noise covariance matrixr diagonal terms of measurement model noise covariance matrixDtm measurement periodt variable for integrationNC number of componentsNT number of traysNM number of measurementsVLE vapour–liquid equilibriumDt time step for the simulation integration
Subscriptsk value at kth time index0 initial time value_ vector
Superscripts. time derivativeT transpose^ estimated valuesþ best estimate value2 prediction value0 general forms
REFERENCES
Barolo, M. and Cengio, P.D., 2001, Closed-loop optimal operation ofbatch distillation columns, Comput Chem Eng, 25: 561–569.
Distefano, G.P., 1968, Mathematical modelling and numericalintegration of multicomponent batch distillation equations, AIChE J,14: 190–199.
Furlonge, H.I., Pantelides, C.C. and Sorensen, E., 1999, Optimal operationof multivessel batch distillation columns, AIChE J, 45: 781–801.
Jacobs, O.L.R., 1974, Introduction to Control Theory (Clarendon Press,Oxford, UK).
Kim, J.K. and Ju, D.P., 1999, Shortcurt procedure for multicomponentbatch distillation with distillate reciever, Ind Eng Chem Res, 38:1024–1031.
Luyben, W.L., 1988, Multicomponent batch distillation. 1. Ternarysystems with slop recycle, Ind Eng Chem Res, 27: 642–647.
Maybeck, P.S., 1979, Stochastic Models, Estimation, and Control(Academic Press Inc., USA).
Meadows, E.L., 1963, Multicomponent batch distillation calculations on adigital computer, Chem Eng Progr Symp Ser 46, 59: 48.
Mejdell, T. and Skogestad, S., 1991, Estimation of distillation compo-sitions from multiple temperature measurements using partial-least-squares regression, Ind Eng Chem Res, 30: 2543–2555.
Mujtaba, I.M. and Macchietto, S., 1993, Optimal operation of multicompo-nent batch distillation—multiperiod formulation and solution, CompChem Eng, 17: 1191–1207.
Oisiovici, R.M. and Cruz, S.L., 2000, State estimation of batch distillationcolumns using an extended Kalman filter, Chem Eng Sci, 55: 4667–4680.
Perry, R.H., Green, D.W. and Maloney, J.O., 1999, Perry’s ChemicalEngineer’s Handbook (McGraw-Hill, New York, USA).
Quintero-Marmol, E., Luyben, W.L. and Georgakis, C., 1991, Applicationof an extended Luenberger observer to the control of multicomponentbatch distillation, Ind Chem Eng Res, 30: 1870–1880.
Stewart, R.R., Weisman, E., Goodwin, B.M. and Speight, C.E., 1973,Effect of design parameters in multicomponent batch distillation, IndEng Chem Process Des Develop, 12: 130–136.
Venkateswarlu, C. and Avantika, S., 2001, Optimal state estimation ofmulticomponent batch distillation, Chem Eng Sci, 56: 5771–5786.
Yıldız, U., 2002, Multicomponent batch distillation column simulation andstate observer design, MSc thesis (http://etd.lib.metu.edu.tr/upload/12605551/index.pdf).
Young, S.C. and Luyben, W.L., 1987, Rigorous dynamic models of distil-lation columns, Ind Eng Chem Res, 26: 2158–2161.
Yu, c.C. and Luyben, W.L., 1987, Control of multicomponent distillationcolumns using rigorous composition estimators, Distillation andAbsorption, Inst Chem Eng Symp Ser, 104: A29–A69.
ACKNOWLEDGEMENT
This study is financially supported by State Organization Department(Project No: BAP.03.04.DPT.2002K120540-08). We acknowledge theirsupport.
The manuscript was received 20 August 2003 and accepted for publi-cation after revision 2 March 2005.
Trans IChemE, Part A, Chemical Engineering Research and Design, 2005, 83(A5): 433–444
444 YILDIZ et al.