Embed Size (px)
Citation preview

Status of MWPC production and quality control
C. Forti – LHCC Comprehensive Review – CERN - 1 February 2005
• Status of MWPC production in each site• production rate• problems during production• manpower situation
• Material procurement• Quality control
• tests on panels and wires (pitch, tension)• tests on closed chambers
• gas tightness• dark current• gas gain uniformity• tests with beams (T11, GIF,…)
• Logistics

Status of production in LNF
M3R3: needed=48 (+4 spare). We have built 58 chambers2 not usable: 1 leaks gas; 1 has probably a broken wire; Test with source: 52 chambers very good (class A); 4 are good (class B)
M5R3: needed=48 (+4 spare). We have closed chamber 28 on last Friday.20 have been tested and satisfy the criteria:no gas leaks; no dark current; very good gain uniformity
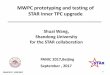
Production rate of LNF-M5R3 chambers
0,5
1,0
1,5
2,0
2,5
3,0
3,5
1 4 7 10 13 16 19 22 25Chamber
Cha
mbe
rs/w
eek
5/Work-days 7/All-days
High production rate 2.5-3 chambers/week LNF will complete:(52) M5R3 in April 2005(52) M5R4 before the endof the year
Still to build:(52) M1R3(40) M1R4~ 9 months

Status of production in Firenze
M5R4: needed=192 (+8 spare) = 148 (Firenze) + 52 (LNF)21 chambers closed (26-Jan-05)Gas leakage: 18 chambers tested / 3 leakingHV training and test with source: 6 chambers tested / 2 rejectedThe 4 accepted chambers have : dark current < 2 nA/gap @ 2.85 kVand are very good (Class A)
Will complete:(148) M5R4 in June 2006 @ ~ 2 ch/week
Then (70) M1R4 in ~ 7 months
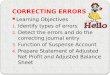
Production rate of M5R4 Firenze chambers
0,0
0,5
1,0
1,5
2,0
2,5
0 5 10 15 20Chamber
Cha
mbe
rs/w
eek
All days/7 Work-days/5
Production rate > 2 chambers/week
In late with tests of chambers as we aimed to reach asap the maximum production speed. Now equipping a more powerful and efficient test facility (many HV channels, automatic source test, etc) and we are going to test quickly all chambers.

Status of production in Ferrara
M2R3: needed=48 (+4 spare) 32 chambers closed (25-Jan-05)• Gas leakage: 29 chambers tested: all OK• HV training: 24 with dark current < 2 nA/gap @ 2.85 kV / 3 with wire pads drawing current• Test with 90Sr source (by hand) : 27 chambers tested all OK• Test with 90Sr source (in Rome-2) :
Production rate of Ferrara chambers
0,0
0,5
1,0
1,5
2,0
2,5
3,0
5 10 15 20 25 30 35
Chamber
Cha
mbe
rs/w
eek
Production rate increasing 2-2.5 ch/week Will complete: 52 M2R3 at end of march @ ~ 2 ch/week
Comments:

Status of production in PNPI
M3R4: needed=192 (+8 spare). Assembled 91 chambers (26-Jan)Gas leak test: 46 tested OK; 45 not testedHV test: 86 testedTest with source: 84 tested
Still to build:(~100) M3R4(150) M2R4
Production rate PNPI-1 chambers
0,0
1,02,0
3,0
4,0
5,06,0
7,0
8,0
44 49 54 59 64 69 74 79 84 89
Chamber
Cha
mbe
rs/w
eek
Production rate 3-4 chambers/week

Status of production at CERN
M3R1: needed=12 (+2 spare). Total chambers built=16.All tested for gas leaks OKAll trained for HV: dark current < 10 nA/chamber @ HV=2.9 kV Gas gain uniformity: 14 chambers tested ? chambers very good (class AA,AB,BA);? are good (class BB)
M3R2: needed=24 (+2 spare).Closed chamber 21 on JAN-20.20 tested for leaks (2 will be re-visited);12 HV trained:no dark current;no chamber tested for gain uniformity
Average rate increased after summer 20041 2 chambers/week
Main problems encountered ?Man-power situation ?
CERN will complete:(26) M3R2 in end-jan 2005
Still to build:40 M2R1/228 M4/5R126 M1R2

• Construction material – All the material has been ordered with some spare (10%)
Material Procurement (I)
• Faraday cage – Final FEE board dimensions – M3R3 ready – All the othersneed the preparation of drawings (M3R4-M2R3-M5R4+....)
• Honeycomb panels - We got samples of M1R3/R4 regions, cut at the rightdimension and a quotation. Early 2005 we should go for the purchase and the production.
Delivered material
PNPI – M3R4 – Panels 70% - HV bars 100% - FR4 frames 100%PNPI – M2R4 – Panels 20% - HV bars 100% - FR4 frames 100%PNPI – M4R4 – Panels 0% - HV bars 90% - FR4 frames 0%CERN – Panels 60%INFN – M3R3 completed – M2R3 ~ completed – M5R4 Panels 20% HV bars ~ 40% FR4 frames 100% Other elements 100%
M1 panels 0%

• Panel production
A strict monitoring of the panel quality and of the production rate is performed with regular visits (every two weeks) to the company and with checks at the production site.
This is certainly the most critical item on the chamber and the production has to be followed closely.
The required planarity is very demanding (± 90 micron) especially on the largest panels (400 x 1600 mm2).
A rate of 250/month is mandatory to match the chamber production in the various sites (see next plots).
To monitor the production yield a data base on each INFN site is operational.
This tool helps also to have a more efficient chamber production.
The yield appears quite good: approximately 90% .
We are also developing a tool to recover non planar panels (especially the gold plated one, which are the most expensive).
Material Procurement (II)

0
1000
2000
3000
4000
5000
6000
7000Sites' need
Production(200/m)
Production(300/m)
Production(400/m)
Panels needed at production sitesaccording to official plan
Panel production
0
500
1000
1500
2000
2500
17/0
5/20
0431
/05/
2004
14/0
6/20
0428
/06/
2004
12/0
7/20
0426
/07/
2004
09/0
8/20
0423
/08/
2004
06/0
9/20
0420
/09/
2004
04/1
0/20
0418
/10/
2004
01/1
1/20
0415
/11/
2004
29/1
1/20
0413
/12/
2004
27/1
2/20
0410
/01/
2005
Total production
Average monthly production
Panel production rate

Quality controls: MWPC specifications
(From W. Riegler simulations, EDR – CERN – April 2003)
The drift velocity is saturated I.e. it has a very weak dependence on the electric field. Therefore we mainly worry about gas gain variations that can move the working point within the plateau.
If G0 is the nominal gas gain, requiring :
G0/1.25 < G < G0*1.25 (in 95% of the gap area)G0/1.50 < G < G0*1.50 (in 5% of the gap area)
translates into specifications of gap: 95% in ±90 m 5% in ±180 m pitch: 95% in ±50 m 5% in ±100 m wire y-offset: 95% in ±100 m 5% in ±200 m wire plane y-offset: 95% in ±100 m 5% in ±200 m

Quality controls
HV bars: <10 nA @ 4 kV
Panel visual inspection
Panel planarity and thickness uniformity gas gap uniformity gas gain variations:
G0/1.25 < G < G0*1.25
95% of the panel area in ± 90 m5% of the panel area in ± 180 m
Wire pitch: 95% in 2 mm ± 50 m 5% in 2 mm ± 100 m
Wire tension: 50 ÷ 90 g
Test HV in air: < 20 nA @ 2 kVin each wired panel
Gas tightness: P < 2 mbar/hr
Gain uniformity: 100% of the area of each double-gap within ± 80 Vwith respect to the average gain.
After bar gluing: height of HV bars with respect to the cathode plane:
2.485 mm ± 100 m
Before wire winding: After wire winding:
Tests on closed chambers:
No dark current @ 2.85-2.95 kV

Panel planarity Gap uniformity Gain uniformity
Panel planarity Gap uniformity Gain uniformityFrom simulations (W. Riegler): G0/1.25 < G < G0*1.25
Gap = 5 mm ± 90 m (95% of detector area) ± 180 m (5% of detector area)
Since the gap is provided by the 5mm spacers placed between the panels,along their frames, the gap uniformity is related to the uniformity of the panelthickness and to its planarity.
The maximum fluctuation of the spacer thickness is ± 10 m.Here also we checked a production sample.
The absolute value of the panel thickness is crucial only when a panel iswired on both sides (CERN and PNPI), because the distances between thewire planes and the panel surfaces depend on thickness.The requirement is T=9.0 ± 0.2 mm Panel thickness is measured at the company over a production sample andfluctuates by ~ ± 20 m

Check of panel planarity and thickness
90 m
PANEL PLANARITY is checked (by hand) in each production site on ALL panels , before gluing the HV bars.PANEL THICKNESS is measured at the company over a production sample
planarity < 90 m (95% of panel area) < 180 m (5% of panel area)
d1 d2
D
LaserBeam
Panel
Thi
Automatic system by Roma2 nearly ready

Check of HV bars before gluing them on panels
Since few months we check all the HV bars:- visual inspection (we found broken R,C);- cleaning;- HV test: we require < 10 nA @ 4 kV.
Since we found a consistent fraction of bars drawing current, we changed the procedure: now Sei System send us the bars without conformal coating. Another (much better) company performs: cleaning; drying (in oven); putting conformal coating.

Wire pitch measurement (I)
The wire position is precisely determined by the pitch of the wiring machine combs.The requirement on the wire pitch (WP) is:WP = 2 mm ± 50 µm (95% of pitches) ± 100 µm (5% of pitches)
The WP is measured with an automatic device, based on two cameras scanning the panel. An accuracy of about 20 µm is obtained.
2mm
Sample image from scanning device
2 mm ± 50 µm 211 ± 5 pixels.
Fraction of wires with wrong pitch < 1 per mil

Wire tension measurement
The wire mechanical tension must be in the range 50÷90 g in order to provide a good electrostatic stability. The tension is found by measuring the wire resonance frequency. Different methods are used.
LNF: oscillations of the wire to be tested are induced by applying a periodicHV (about 900 V) with a frequency of 300 ÷ 400 Hz, between the wire and anon-oscillating sense wire parallel and close (~1 mm) to it. As a consequence,the capacitance C between the two wires oscillates. The maximum variationof C occurs at the resonance of the wire.Resolution is ~1 g and a M3R3 panel (660 wires) is measured in < 1 hour.

Laser
Photodiode
wire
Mechanical excitation
Panel
This method has been developed together with Firenze and Roma II
The signal is sent to a PC soundcard, a FFT is applied.The resonance frequency is searched between 310 and 600 Hz (for M2R3 panels).
Wire Tension Measurement (Ferrara method)Wire Tension Measurement (Ferrara method)
Laser
Mechanical
Excitation
Photodiode
The measurement takes about 2 sec/wire ( 2 panels ~1200 wires in 40 min )

Gas leakage test (I)
In order to minimize the gas refill rate, the maximum leakage allowed for each chamber is 2 mbar/h.
To verify the gas tightness of a chamber, we inflate it with nitrogen up to an overpressure P of 5 mbar.Then, we record P as a function of time, during about one hour.
The measurement is sensitive to variations of the external temperature. In order to correct this effect, a second chamber is used as a reference.

Gas leakage test (II)
The measure of the gas leakage, is obtained by correcting the P(t) behavior by using the data of the reference chamber.
If a chamber leaks, usually we can recover it by putting glue all around the chamber, between each pair of panels.For ex. In LNF, over 84 chambers produced (58 M3R3+26M5R3), only one was not recovered.

HV training and Dark current
LNF : all chambers with dark current <10nA/chamber @ 2.85 kV
Procedure for conditioning of the chambers:1) Start with HV+ and go to HV at which the current reaches 200 - 300 nA and does
not show the tendency to fast decrease (Normally this happens @ 2.6 - 2.7 kV)2) Switch to HV- and start from HV=0 to increase first quite fast (200 V/min)
up to 1.5 kV. 3) Increase HV slowly till the current jumps to some value which SHOULD NEVER
EXCEED 3-4 A.4) Stop and wait till current drops to 50-100 nA. Normally this takes small time.
Then make the next step (~100 V) and so on.The training stops at HV= 2.15 kV.
The procedure with the inverse polarity takes not more than one hour.After that they go to the normal polarity. In most cases HV=2.95 kV can be reachedafter such training. If not, a second round with the inverse polarity can be performed. Anyhow, the whole procedure allows to reach 2.95 kV in one day.
PNPI : all chambers <100nA/chamber @ 2.95kV [Ar(40)/CO2(50)/CF4(10)]

Classification criteria on gain average and uniformity
Each double-gap is classified in A,B,C classes according to: A. < I(2-gap) >/1.4 < I(i) < < I(2-gap) >*1.4 (equivalent to ± 50 V range) B. < I(2-gap) >/1.7 < I(i) < < I(2-gap) >*1.7 (equivalent to ± 80 V range) C. Requirement B not satisfied V > 80 V
For each double-gap, we provide the class:A = 100% of double-gap area in V<50 VB = 100% of double-gap area in V<80 VC = not satisfying criteria A and B
Chamber class:AA,AB,BA=GOODBB=SPAREBC,CB,CC=RESERVE
The HV plateau width is determined by the minimum efficiency and by the maximum average number of pad-hit. From testbeams, these requirements define a ~170 V wide region

Test with radioactive source (LNF)137Cs source case
Profile view of a MWPCon the source test table.
Uniformity of the gap gain is tested with a 40 mCi 137Cs source. The current drawn by each gap is monitored while the lead case containing the source is moved by means of a mechanical arm.These measurements allow to check the gain uniformity within each gap and to compare different chambers among them.
Curre
nt (n
A)
X position in the gap
Y p
osi
tion
in t
he g
ap
Example of a result of the scan with radioactive source

LNF-M3R3 Production overview
< I > = 456 (nA)Class B : 14, 39, 44, 58Class A : all the remaining (52)
No equalization is applied

LNF-M5R3 Production overview
< I > = 456 (nA)All 21 tested chambers are Class A :within ±50 Volts from average
No equalization is applied

Test with radioactive source (PNPI)
The measurements are performed using a 9mC source with a rectangular collimator. The size of the collimator slit is 10x1 cm2. In regular measurements the slit is adjusted to be parallel to the wire direction. The source is moved along the center part of the chamber.The chambers are operated at HV=2.7 kV with the gas mixture Ar(40)/CO2(50)/CF4(10).The ionization current is measured with the gamma source positioned at each pad of the chamber. The dark current is subtracted.The table below presents the ratios of the minimal (maximal) to the average values of the currents measured for each gap. Also, for comparison of the gas gains in various gaps in various chambers, the ratios are presented of the average currents measured in a given gap to a reference value ( Avr*) - average current from 4 gaps in Chamber N31.

Test of Ferrara chambers @ Roma-2
Source Sr90 8 mCielectrons of ~2.5 MeV Collimated ~2 mm diameter
CHAMBER TYPE SHIPPING Corrente(nA) SOURCE SCAN RANGE V CLASS NOTE
DATE per gap @ 2.85 kV DATE for 100% area6 M2R3 10/04/04 NOT MEASURED 29/10/2004 AB=28 V CD=48 V AA GOOD8 M2R3 10/04/04 7 - xx - 6 - 6 15/12/2004 CD=37 V xA GAP B DEAD9 M2R3 10/04/04 NOT MEASURED 17/11/2004 AB=11 V CD=34 V AA GOOD
11 M2R3 10/04/04 NOT MEASURED 28/10/2204 AB=15 V CD=27 V AA GOOD12 M2R3 10/04/04 NOT MEASURED 25/11/2004 AB=19 V CD=26 V AA GOOD13 M2R3 12/03/04 6 - 6 - 2 - 415 M2R3 12/03/04 4 - 6 - 6 - 616 M2R3 12/03/04 NOT MEASURED NOT DONE / / GAS LEAKAGE17 M2R3 12/03/04 4 - 3 - 3 - 319 M2R3 12/03/04 3 - 4 - 3 - 520 M2R3 12/03/04 10 - 6 - 8 - 4 16/12/2004 AB=14 V CD=29 V AA GOOD

Test of Ferrara chambers @ Roma2
Red: source at the edge of the two padsBlack and green: at the center of each pad
A B C D
AB CD

Test of CERN chambers with radioactive source
60 k
eV
8 keV e-
241Am source

Delay line (TDC) and ADC output
• All anodes connected together ADC Amplitude spectrum
• Cathode connected to the delay line TDC Pad location
0
1000
2000
3000
4000
5000
6000
7000
-800 -600 -400 -200 0 200 400 600 800
Time difference (ns)
Cou
nts
/ch
ADC GAP03 Time Window 44
EntriesMeanRMS
17719 1358. 495.4
11.17 / 18Constant 342.6Mean 1024.Sigma 191.4
0
50
100
150
200
250
300
350
500 1000 1500 2000 2500 3000 3500 4000
Delay line outputADC spectrum
Time (ns)

Gas Gain Map
12345678
2 4 6 812345678
2 4 6 8
12345678
2 4 6 8
Gap1
0.750.80.850.90.9511.051.11.15
Gap2
Gap3
0.750.80.850.90.9511.051.11.15
Gap4
12345678
2 4 6 8
Normalized Peak Position M3R1 Ch03 2700V
Example of a map of the ADC peakFor each pad of each gap
Test station is operationalTest station is operational
Six chambers testedSix chambers tested
Gas gain RMS is ~10 %Gas gain RMS is ~10 %
for all chambersfor all chambers

Test with cosmic rays (LNF)
The use of a cosmic ray stand allows to measure:- efficiency- time resolution- average hit-multiplicity - electronics noise The system allows to house and test up to six chambers simultaneously (600 channels).
The trigger is given by three large scintillators (one above and two below the chambers) read out on both sides.The trigger rate is of about 15 Hz and its time resolution is about 2.8 ns.
time spectrum
We tested only few chambers, because we do not have still the final FEE. We plan to test all (or part of the) chambers, after the final FEE and the Faraday cage will be mounted on them.This is stillunder discussion.

Tests at GIF of a LNF chamber
GIF: 137Cs and ~100 GeV muon beamOne M3R3 chamber (LNF) tested in July’04 (Public Note LHCb-MUON 2005-003)
Reults for the LNF chamber: > 98% and time r.m.s. < 4 ns in the worst background conditions: HV>2.6 kV
The effect of dead-time due to electronics can be studied also for hottest region M1R2. This is nottrue for the space-charge effect.

Tests at GIF: 137Cs and ~100 GeV muon beam
One M3R3 chamber (LNF) tested in July’04 (Public Note LHCb-MUON 2005-003)
Reults for the LNF four-gap chamber: > 98% and time r.m.s. < 4 ns in the worst background conditions: HV>2.6 kV
The effect of dead-time due to electronics can be studied also for hottest region M1R2. This is nottrue for the space-charge effect.

Once the chamber have been tested with radioactive source, FEE electronics, LV and Faraday Cage must be assembled on chamber (and tested).Part of this work will be done at the production sites (at LNF, for whole INFN, at PNPI and at CERN).
Probably, for PNPI chambers, electronics will be assembled at CERN.The first chambers will be equipped as soon as the CARDIAC boards will be available.
Shipping of INFN chambers to CERN: in special trolleys with shock absorbers stocked in a container (see photo).Shipping of PNPI chambers: in wooden boxes (CSC-CMS like)
Storage at CERN : about 200 m2 available (not so much)Gas flux – last test with HV – Installation on the detector
We have yet to deploy a detailed plan for this part of the installation:• check the time and the personnel needed; • logistics at CERN and the infrastructure needed (gas, HV, etc...)• set up the procedures and the team for the installation on the detector (integration among various labs)
Preliminary plans to equip and to install chambers

Trolleys and container for chamber storage and tranportation
Container with 6 trolleys of 18 chambers each = 108 chambers.

Conclusions

Spare transparencies follow

MWPC cross-section
In stations M2-M5 the detectors are four-gap MWPCs2 chamber layers are connected into one front-end.4 layers are combined into one station.

Master plan june 2004
start date start date start date
LNF 01-giu-04 FI 01-set-04 FE 01-lug-04
end prod date end prod date end prod date
52 M3R3 16-set-04 100 M5R4 01-ott-05 52 M2R3 13-feb-05
52 M5R3 01-apr-05 48 M5R4 02-apr-06 52 M4R3 13-set-05
52 M5R4 30-ott-05 70 M1R4 12-ott-06 52 M4/5R2 27-gen-06
52 M1R3 15-mar-06 90 M1R4 24-set-06
40 M1R4 16-giu-06
248 218 246
start date start date
PNPI1 01-giu-04 PNPI2 15-gen-05 CERN 01-giu-04
end prod date end prod date end prod date
200 M3R4 11-giu-05 50 M2R4 12-apr-05 26 M3R2 23-nov-04
50 M2R4 06-ott-05 100 M4R4 18-nov-05 40 M2R1/2 27-apr-05
100 M2R4 14-apr-06 100 M4R4 11-giu-06 28 M4/5R1 02-set-05
26 M1R2 01-nov-05
350 250 120

Closing dates of M5R3 LNF chambers
Closing date of LNF-M5R3 chambers
02468
101214161820222426
Ch
amb
er

Closing dates of M5R4 Firenze chambers
Closing date of M5R4 Firenze chambers
0
5
10
15
20
25
Ch
amb
er

Closing dates of Ferrara chambers
Closing dates of Ferrara chambers
0
5
10
15
20
25
30
35
40
Cha
mbe
r

Closing dates of M3R1 and M3R2 CERN chambers
Closing date of CERN chambers
0
5
10
15
20
Cha
mbe
r
M3R1 M3R2

Closing dates of PNPI-M3R4 chambers
Closing dates of PNPI-1 chambers
0
10
20
30
40
50
60
70
80
90
100
Cha
mbe
r

Sensitivity of the performance on chamber imperfections
The drift velocity is saturated I.e. it has a very weak dependence on the electric field. Therefore we mainly worry about gas gain variations that can move the working point within the plateau.
If G0 is the nominal gas gain, we want the gas gain in 95% of the area of a single gap to be within G0/1.25 and G0*1.25 I. e. between 0.8G0 and 1.25G0.
The remaining 5% of the area should have a gain within a factor 1.5 I.e. between 0.67G0 and 1.5G0
A gain change of a factor 1.25(1.50) corresponds to Voltage change of 34(62)V on top of the 2750V corresponding to 1.25(2.25)%.
The gas gain changes by a factor 1.25(1.5) if the wire surface field changes by 1.25(2.25)%.
What chamber imperfections are allowed in order to keep the wire surface field within 1.25(2.25)% ?

d1 d2
D
Laser Beam Panel
Thi = D-d1-d2
Thi
Measurement scheme
Panel measurement table Status report (R. Messi/E.Santovetti)
The system appear to be extremely solid and preciseThe measurement of each point is repeatable at the level of ~ 10 m
RMS ~ 3 m Max-min ~ 12 m

d1 D2=Kost
Thi
Thi = 9.13mm
Laser beam
38 vertical scans on 16 fixed points(mesurements on two different days
Test of guides precision

Plateau width (M2-M5)
From testbeams: plateau width=170 V for bigaps; 150 V for 4-gaps
Testbeam oct. ’03: BIGAP
Lower plateau limits: 95% for bigap (2.53 kV) / 99% quadrigap (2.55 kV)
Upper limit: cluster size in quadrigap < 1.2 HV <2.7 kV (calculated from oct’03 results on the bigaps)
GIF july ’04: 4-GAP
2.62 ± 0.075 kV
99%

Plateau width (M1)
GIF july ’04: DOUBLE-MONOGAP
FROM GIF: Lower plateau limit: =99% in double-monogap HV=2.65 kV
FROM OCT’03 (BIGAP): Upper limit: cluster size =1.2; in bigap HV~2.82 kV
Work point ~ 2.72 kV Plateau width ~ 170 V
Testbeam oct. ’03 : BIGAP

Wire tension measurement (LNF)
To measure 0, mechanical oscillations of the wire to
be tested are induced by applying a periodic high voltage (about 900 V) with a frequency of 300 ÷ 400 Hz, between this wire (Cw) and a non-oscillating sense (Sw) wire placed parallel and close to it at a distance d of about 1 mm.The capacitance C between the two wires is given by:
where a and b are radii of wires and l is the SW length.
The wire mechanical tension must be in the range 50÷90 g in order to provide a good electrostatic stability. The wire tension can be found by measuring its mechanical resonance frequency
0 with the formula:: mass per unit length of the wire
l: length of the wire
LN
F m
eth
od

Wire tension measurement (LNF)
The oscillations result in a variation of C. The maximum variation of C occurs at the mechanical resonance of the chamber wire.A resolution of about 1 g is obtained and a M3R3 panel (660 wires) can be checked in less than 1 hour.
LN
F m
eth
od

Laser
Mechanical
Excitation
Photodiode
The measurement takes about 2 sec/wire (2 panels ~1200 wires in 40 min)
Wire Tension Measurement in FEWire Tension Measurement in FE

Gain average and uniformity
The goal: to have all detector area within the HV plateau defined by the minimum efficiency and by the maximum cluster size
M2-M5: the chamber is a 4-gap; the efficiency of each double-gap must be > 95%. The 4-gap average n. of hits must be < 1.2
From testbeam of LNF chambers, these requirements define the following 170 V wide regions:
M1: 2720 ± 85 VM2-M5: 2620 ± 85 V
M1: the chamber is a double-gap; the efficiency must be > 99%The double-gap average n. of hits must be < 1.2

M5R3 Chamber 14
LNF results:58 chambers M3R3: 1 leaks; 1 broken wire @ GIF (?); 39 AA; 13 AB/BA; 4 BB21 chambers M5R3: all AA