Embed Size (px)
Citation preview

phd 26th October 2009 23:54 Page 11 ��
�� ��
��
Summary
THE CATALYTIC CRACKING PROCESS
Crude oil, as it enters a refinery, contains many fractions of varyingcommercial value and use. The lightest fractions are gaseous at roomtemperature, and are used for fuel and as feedstock for the petrochemicalindustry. They consist of hydrogen, methane, ethane, and lpg. The mediumfractions are liquid at room temperature, and are used predominantly fortransportation fuel. They consist of gasoline, kerosene, and gas oil. Theheavy fractions are liquid or solid at room temperature, and are used forfuel and for specialty applications, such as lubricants, grease, and asphalt.The heavy fractions include a range of products, from heavy gas oil, overvacuum gas oil, to vacuum residue.
The first objective of crude oil refining is the separation of the frac-tions present in the crude oil. But a modern refinery does more. Thefractions that are used as transportation fuel for vehicles or aircraft, or aschemical feedstock, have high economic value. The heavy fractions, usedas marine fuel, in furnaces or for special applications, have low economicvalue. Unfortunately, the composition of a typical crude oil does not reflectthe market demand: usually the amount of heavy fractions is higher thanthe market demand, and the amount of transportation fuel is lower. Thesecond objective of refining is therefore to increase the yield of high-valueproducts at the expense of low-value products. The conversion of heavyfractions to lighter fractions provides significant economic benefit to arefinery. Of the major conversion processes for vacuum gas oil or vacuumresidue (catalytic cracking, visbreaking, hydrocracking, and coking), onlythe catalytic cracking process will be discussed in this work. Catalytic crack-ing is typically used when a high yield of gasoline is desired. It convertsmolecules with high molar mass into molecules of lower molar mass bymeans of a zeolite catalyst. With a charge capacity of 123.2×106 m3 year−1
in the European Union in 1998 (European IPPC Bureau, 2003), the catalytic
11

phd 26th October 2009 23:54 Page 12 ��
�� ��
��
12 summary
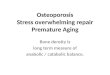
RISER
CYCLONE &
STRIPPER
Products to recovery
REGENERATOR
Flue gas to stack
Regeneration air
Feed
Lift steam
Regenerated catalyst
Spent catalyst
Figure 1 Schematic overview of a the fluid catalytic cracking process, adapted fromWilson (1997).
cracking process certainly qualifies as a large-scale chemical process.The overwhelming majority of European refineries use the fluidized
version of the catalytic cracking process (European IPPC Bureau, 2003).Figure 1 shows a schematic overview of the fluid catalytic cracking process.It consists of three distinct sections: the riser reactor, the cyclone and theregenerator. In the riser reactor, the liquid feed is vaporized, and broughtinto contact with hot catalyst. While the cracking reactions proceed, catalystand hydrocarbons flow towards the top of the riser reactor. Next, the catalystand converted hydrocarbons are separated in a cyclone system. The catalystis sent to the regeneration section. The reaction products are separated intheir constituent fractions. Catalytic cracking produces coke, which deposits

phd 26th October 2009 23:54 Page 13 ��
�� ��
��
summary 13
on the catalyst surface and diminishes the active catalyst surface and thee�ectiveness of the catalyst. The catalyst therefore needs to be regeneratedcontinuously by burning o� the coke with air. The hot regenerated catalystflows back to the bottom of the riser reactor, where it supplies heat to thevaporization of the incoming feed and to the cracking reactions.
The catalytic cracking process is characterized by very strong interactionbetween the flow and the reactions. The cracking reactions break the longmolecules of the vaporized feed into shorter molecules, and give rise to asignificant decrease of the average molar mass. This in turn gives rise toan important acceleration of the gas. To a lesser extent, the flow is alsoinfluenced by the heat consumption of the endothermic cracking reactions.The latter interaction is not so pronounced in catalytic cracking, as theheat e�ect of the cracking reactions is relatively weak.
FROM PROCESS TO SIMULATION
How should a proposed design or optimization of a catalytic crackingplant be evaluated? For a large-scale process such as catalytic cracking, theconstruction of a large- or even a small-scale plant is very expensive. Acomputer simulation may therefore be a viable alternative, provided thesimulation is accurate and predictive. For the simulation to be predictive, itis required that the simulation correctly reproduces qualitatively di�erentsolutions for di�erent initial and boundary conditions, without requiring theuser to tune the model parameters, and without even requiring the user toknow the solution. The catalytic cracking process is rich with opportunitiesfor a predictive simulation. For instance, the simulation should correctlypredict core–annulus flow, without requiring the user to specify the thicknessof the annulus; the simulation should accurately predict the product yields,without requiring the user to estimate rate coe�cients for the particularfeedstock used; many more similar examples can be given. Ideally, thesimulation should also execute quickly.
Fundamental models such as the Navier–Stokes equations for flow,and the single-event microkinetic (semk) model for catalytic cracking(Dewachtere et al., 1999; Quintana-Solorzano, 2007) stand the highestchance of being predictive, as they are based on elementary physical prin-ciples. The best approach to a simulation of a reactive flow process suchas catalytic cracking, therefore seems to consist of using the multiphaseNavier–Stokes equations for the flow, and the semk model for the reactions.

phd 26th October 2009 23:54 Page 14 ��
�� ��
��
14 summary
Such a simulation still presents considerable challenges, and the presentwork will address three of them: the strong interaction between the reac-tions and the flow, the extent of the kinetic model, and the modelling ofthe multiphase flow itself.
A SOLUTION METHOD FOR REACTIVE FLOW
In this work, a solution method is proposed for the simulation of reactiveflow with a fundamental flow model and a fundamental reaction model. Themethod is designed to cope with strong interaction between reactions andflow, and an extended kinetic model. To this end, the method decouples thesolution of the continuity equations from the solution of the overall mass,momentum, energy and turbulence equations. Additionally, the methodapplies operator splitting, a fast integration method for ordinary di�erentialequations, and parallel evaluation of the reaction term on several cpu’s. Theoverall mass, momentum, energy and turbulence equations are solved bythe commercial software package Fluent (Fluent Inc., 2006). The continuityequations are solved by the in-house software package Crack-It!. Bothsoftware packages use the same grid for the discretization of the equations.
The proposed solution method is applied to the simulation of an indus-trial riser reactor for the catalytic cracking of vacuum gas oil. Intendedto prove the feasibility of the method, the simulation uses a rather simplekinetic model. However, even this simple model captures the strong influ-ence of the reactions on the flow, due to the large di�erence of molar massbetween the components of the kinetic model. The strong influence of thereactions on the flow manifests itself in a significant variation of gas densityalong the height of the riser, due to the decrease in molar mass as a resultof the cracking reactions. The density decrease is accompanied by a twofoldvelocity increase. The simulation also reproduces the radial nonuniformcatalyst distribution observed in industrial risers, and the nonuniform radialprofiles in gas and solid velocity.
The simulation has also identified a number of shortcomings in the flowand reaction models. The gas–solid slip velocity predicted by the simulationis too low, as the gas–solid flow model currently neglects the formation ofparticle clusters and the corresponding increase in the slip velocity. Theradially nonuniform catalyst distribution has been obtained by adoptingan ad-hoc modification of one of the source terms of the gas–solid flowmodel. Without this modification, the steady-state model implemented in

phd 26th October 2009 23:54 Page 15 ��
�� ��
��
summary 15
Fluent predicts a radially uniform profile for the volume fraction of the solidphase. This is a known deficiency of current steady-state gas–solid flowmodels (Benyahia et al., 2007), and is expected to change as the modelling ofgas–solid flow improves. With respect to the reaction model, the sensitivityof the yields at the outlet of the reactor to the catalyst deactivation model,and the uncertainty in the parameters of the lumped kinetic model promptsthe use of a more fundamental kinetic model, such as the single-eventmicrokinetic model.
Nevertheless, the results are encouraging. The continuity equations forthe components have been solved by in-house software, and not by Fluent .In fact, Fluent is not even aware of the composition of the gas. Yet, it ispossible to simulate reactive flow with strong feedback of the reactionson the flow using the proposed solution method. The application of theproposed solution method now remains to be extended to the single-eventmicrokinetic (semk) model for catalytic cracking.
EXTENSION TO THE SEMK MODEL
When applying the proposed solution method to a simulation using thesingle-event microkinetic model for catalytic cracking, the sheer number ofcomponents in this model is a cause of concern. According to Oran andBoris (2001), the cost of computing the changes in composition due toreaction may be four to forty times more expensive than the calculation ofthe fluid dynamics for large reaction networks. The selection of an e�cientbut stable integration method for the reaction evaluation is therefore veryimportant.
Four integration methods for ordinary di�erential equations are evalu-ated and compared with respect to their stability and e�ciency. All methodscan be made to integrate the semk model in a stable way, although thee�ciency varies widely between the methods. The evaluation of the methodsis done on the basis of an eigenvalue analysis of the jacobian resulting fromthe linearization of the semk model. The eigenvalue analysis shows that thesemk model is strongly nonlinear, and contains eigenvalues with nonzeroimaginary parts, as well as eigenvalues with (small) positive real part. Theeigenvalues are confined to a thin, rectangular region in the complex plane,symmetric about the real axis. Never larger than one, the aspect ratio ofthe confining rectangle decreases as the reactions proceed. The eigenvaluesare thus located in a thin strip along the real axis.

phd 26th October 2009 23:54 Page 16 ��
�� ��
��
16 summary
The evaluation of the integration methods shows that implicit methodsare not necessarily the most e�cient choice for the integration of the semk
model. In fact, the most e�cient method is an explicit method, namelythe Runge–Kutta–Chebyshev (rkc) method of Sommeijer et al. (1997).Although the method was originally designed for the integration of mildlysti� parabolic partial di�erential equations, its large and extensible stabilityinterval is very well suited for the integration of the semk model. Thesuccess of the rkc method in integrating the semk model is in part due tothe optimal position of the eigenvalues with respect to the stability region.A potentional source of failure for the rkc method is the estimation of thespectral radius of the jacobian, which is currently obtained by the poweriteration method.
A side e�ect of the eigenvalue analysis is a qualitative indication of thesti�ness of the semk model. Surprisingly, the semk model can be integratede�ciently with integration methods with a finite region of stability (suchas most explicit methods). Therefore, the semk model classifies as mildlysti�, and not as strongly sti� as would be expected on the grounds of thenumber of components and the size of the reaction network. This beneficialproperty is a consequence of the lumping of the molecules resulting fromthe network generation of the single-event microkinetic model, groupinghydrocarbons according to carbon number, family and degree of branching.
The modelling of the vaporization of the feed has also received atten-tion. The physical properties related to vaporization have been estimatedusing group contribution methods. Where possible, second-order groupcontribution methods have been used, which are more accurate. If no valuecould be obtained using a second-order method, the computation of physicalproperties resorted to first-order group contribution methods. Using thisapproach, the critical pressure, critical temperature, boiling temperature,saturation pressure, and enthalpy of vaporization have been determined forall molecules in the semk reaction network. Additionally, expressions forthe mass transfer between gas and liquid phase of individual componentsin a multicomponent mixture have been proposed.
PERFORMANCE OF THE SOLUTION METHOD
Finally, the proposed solution method is analysed with respect to theconvergence rate towards the steady-state solution. As stated before, theproposed solution method is a decoupled solution method, meaning that

phd 26th October 2009 23:54 Page 17 ��
�� ��
��
summary 17
the continuity equations for the components are solved separately fromthe overall mass, momentum, energy and turbulence equations. Such anapproach is not new. To the best of the author’s knowledge, a decoupledsolution method was first applied by Yee and co-workers at nasa AmesResearch Center in the ’80s (Yee and Shinn, 1986). Even today, many solutionmethods that are essentially variants on this decoupled solution method arein use, though the connection with the work of Yee and co-workers is usuallynot acknowledged. As such, many of the solution methods in use today,known under such names as compartmental modelling, post-processingmethod, network of zones, etc., are variants of the proposed decoupledsolution method, though arguably less general in scope. For instance, aflow–reaction loop with re-evaluation of either flow or reaction is seldomconsidered, and it is generally assumed that reactions do not influence theflow. It is interesting to note that the latter assumption, frequently stated,has not once been quantified, as far as the author is aware. In this work, atool is provided to enable this quantification.
The first part of the analysis performed in this work focuses on thee�ect of interaction between flow and reaction on the convergence rateof the decoupled solution method. For the time being, the interaction isrestricted to molar expansion, defined as an increase in the number of moles,and explicitly excludes any heat e�ect of the reactions. Furthermore, themodel is simplified by assuming one-dimensional, inviscid flow, and a verylimited number of components (maximum three). As an immediate benefit ofthe significant simplifications, an analytical steady-state solution is obtained.The analytical solution exposes two di�erent solution families, dependingon the boundary conditions, and the existence of a theoretical maximummolar expansion. The analytical solution is also used as a benchmark forthe accuracy study discussed below.
An integral part of the analysis is formed by the derivation and use ofa transport equation for molar mass. To the best of the author’s knowledge,this equation has not been used or described before. The transport equationfor molar mass, or molar mass equation, contains a source term whose valueis used as a single, representative measure for molar expansion. Additionally,the molar mass equation can be used to enhance the convergence rate ofthe decoupled solution method, as discussed below.
In order to study the convergence rate of the decoupled solution method,a reference is required. A reference is found in the coupled solution method,which solves continuity equations for the components simultaneously with

phd 26th October 2009 23:54 Page 18 ��
�� ��
��
18 summary
the overall mass, momentum, and energy equations. The convergence rateof the coupled solution method has been analysed, and has been found tobe independent of molar expansion. In sharp contrast, the convergencerate of the decoupled solution method does depend on molar expansion:the convergence rate is always lower than that of the coupled solutionmethod, and the convergence rate becomes lower as the molar expansionincreases. The origin of the lowered convergence rate is to be found inthe perturbation of the flow by the reactions, which is stronger as molarexpansion is stronger. However, by extending the decoupled solution methodwith the molar mass equation, the convergence rate is increased significantly,and becomes independent of molar expansion.
The second part of the analysis is devoted to the accuracy of thenumerical steady-state solution as a function of molar expansion. Theaccuracy is measured from the deviation of the predicted mass flux at steadystate with the imposed boundary mass flux. It is found that the accuracydecreases with increasing molar expansion, and that the numerical massflux may be o� by several per cent for a first-order discretization of theconvection term, depending on the grid cell size. The implementation of theboundary conditions determines whether the mass flux tends to the imposedboundary mass flux as molar expansion tends to zero. The numerical errorhas been found to be inherent to the discretization.
As a by-product of the analysis, a tool is derived to quantify the extentof the perturbation by the reactions on the flow. This tool can be usedto justify or invalidate the assumption, often taken, that reactions do notinfluence the flow enough to warrant recalculation of the flow equationsafter the continuity equations have been solved.