-
8/16/2019 Steamtrap Module
1/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 1 of 17
INDIAN PETROCHEMICALS CORPORATION LTD.
MAHARASHTRA GAS CRACKER COMPLEX, NAGOTHANE
TRAINING MODULE
ON
STEAM TRAP
LEARNING CENTRE
IPCL- MGCC
-
8/16/2019 Steamtrap Module
2/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 2 of 17
MODULE IMPLEMENTATION PLAN
TOPIC: Steam Traps CODE:
FOR: DATE:REV: 0 SITE:
Sr.
No
Contents Autho
r
Resources Availa
ble
(Y/N)
Learning Validation
1 Introduction KGG Experience
2 Purpose of steam traps KGG Internet Y
3 Types of traps KGG Internet Y4 Importance of Traps
KGG Internet Y
5 Failed Traps -- Cause andEffect
KGG Internet Y ½hrs
6 Trap failure KGG Internet Y7 Testing Methods for
Steam Traps
KGG Internet Y
8 Application KGG Internet Y
9 Finding malfunctioning
traps
KGG Internet Y
10 Trap inspection methods KGG Internet Y
Selfstudy
8 hrs Quiz
-
8/16/2019 Steamtrap Module
3/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 3 of 17
LIST OF CONTENTS
Sr.No. Descriptions Page No.
01. Introduction 3
02. Purpose of steam traps 3
03. Types of traps 4
04. Importance of Traps 9
05. Failed Traps -- Cause and Effect 10
06. Trap failure 10
07. Testing Methods for Steam Traps 11
08. Application 12
09. Finding malfunctioning traps 13
10. Trap inspection methods 14
11. Questionnaire 15
-
8/16/2019 Steamtrap Module
4/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 4 of 17
01. Introduction:
Steam traps are automatic valves that release condensed steam
(condensate) from a
steam space while preventing the loss of live steam. They also
remove non-condensable
gases from the steam space. Steam traps are designed to maintain
steam energy
efficiency for performing specific tasks such as heating a
building or maintaining heat for
process use. Once steam has transferred heat through a process
and becomes hot
water, it is removed by the trap from the steam side as
condensate and either returned to
the boiler via condensate return lines or discharged to the
atmosphere, which is a
wasteful practice
There are many different styles of steam traps but they all
serve the same basic purpose:
to automatically allow condensate and non-condensable gases like
air to escape while
maintaining an efficient thermal transfer process. Most traps
function while remaining
closed to live steam but some use simple control valves to pass
steam at a regulated
rate.
02. Purpose of steam traps
Steam traps serve two main purposes. First, they ensure
efficient transfer of heat and
maximize the cost of creating the steam. Second, they reduce the
possibility of damage
to the system from water hammer.
Processes using steam to produce high quality products depend on
the good heat
transfer rates. Condensate and the presence of non-condensable
gases adversely affect
the transfer of heat. To ensure maximum efficiency condensate
must be removed from a
system as soon as it forms. Non-condensable gases such as air
must be vented to
atmosphere at start up and on an on-going basis. When steam
condenses in pipe work it
is crucial to purge it to prevent the potential catastrophe of
water hammer.
-
8/16/2019 Steamtrap Module
5/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 5 of 17
03. Types of traps
There are five types of traps.
Ø a. Inverted Bucket Steam Trap
Ø b. Float & thermostatic steam trap
Ø c. Disc steam trap
Ø d. Thermostatic steam traps
Ø e. Fixed orifice steam trap
The description of each trap is given below.
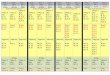
a. Inverted Bucket Steam Trap:
These types of steam traps have a “ bucket” that rises or
falls as steam and/or
condensate enters the trap body. When steam is in the body, the
bucket rises closing a
valve. As condensate enters, the bucket sinks down, opening a
valve and allowing the
condensate to drain. Inverted bucket traps are ideally suited
for water-hammer conditions
but may be subject to freezing in low temperature climates if
not insulated. Usually, when
this trap fails, it fails open. Either the bucket loses its
prime and sinks or impurities in the
system may prevent the valve from closing.
-
8/16/2019 Steamtrap Module
6/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 6 of 17
Fig: Inverted Bucket Steam Trap
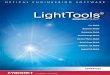
b. Float & thermostatic steam trap: In contrast to the
inverted bucket trap, both
types of thermostatic traps allow rapid purging of air at
startup. The inverted bucket trap
relies on fluid density differences to actuate its valve.
Therefore, it cannot distinguish
between air and steam and must purge air (and some steam)
through a small hole.
A thermostatic trap, on the other hand, relies on
temperature differences to actuate itsvalve. Until warmed by steam,
its valve will remain wide open, allowing the air to easily
leave. After the trap warms up, its valve will close, and no
continuous loss of steam
through a purge hole occurs. Recognition of this deficiency with
inverted bucket traps or
other simple mechanical traps led to the development of float
and thermostatic traps.
The level of condensate inside the trap drives the condensate
release valve, while the
temperature of the trap drives an air release valve. A float and
thermostatic trap, shown
here (at left), has a float that controls the condensate valve
and a thermostatic element.
When condensate enters the trap, the float raises allowing
condensate to exit. The
-
8/16/2019 Steamtrap Module
7/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 7 of 17
thermostatic element opens only if there is a temperature drop
around the element
caused by air or other non-condensable gases.
c. Disc steam trap:
Thermodynamic trap valves are driven by differences in the
pressure applied by steam
and condensate, with the presence of steam or condensate within
the trap being affected
by the design of the trap and its impact on local flow velocity
and pressure. Disc, piston,
and lever designs are three types of thermodynamic traps with
similar operating principles
disc trap is used.
-
8/16/2019 Steamtrap Module
8/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 8 of 17
When sub-cooled condensate enters the trap, the increase in
pressure lifts the disc off its
valve seat and allows the condensate to flow into the chamber
and out of the trap. The
narrow inlet port results in a localized increase in velocity
and decrease in pressure as
the condensate flows through the trap, following the first law
of thermodynamics and the
Bernoulli equation. As the condensate entering the trap
increases in temperature, it will
eventually flash to steam because of the localized pressure drop
just described. This
increases the velocity and decreases the pressure even further,
causing the disc to snap
close against the seating surface. The moderate pressure of the
flash steam on top of the
disc acts on the entire disc surface, creating a greater force
than the higher-pressure
steam and condensate at the inlet, which acts on a much smaller
portion on the opposite
side of the disc. Eventually, the disc chamber will cool, the
flash steam will condense, and
inlet condensate will again have adequate pressure to lift the
disc and repeat the cycle.
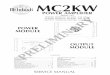
d. Thermostatic steam traps:
-
8/16/2019 Steamtrap Module
9/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 9 of 17
As the name implies, the operation of a thermostatic steam
trap is driven by the
difference in temperature between steam and sub-cooled
condensate. Valve actuation is
achieved via expansion and contraction of a bimetallic element
or a liquid-filled bellows.
Bimetallic and bellows thermostatic traps are shown here.
Although both types of
thermostatic traps close when exposure to steam expands the
bimetallic element or
bellows, there are important differences in design and operating
characteristics.
Upstream pressure works to open the valve in a bimetallic trap,
while expansion of the
bimetallic element works in the opposite direction. Note that
changes in the downstream
pressure will affect the temperature at which the valve opens or
closes.
In addition, the nonlinear relationship between steam pressure
and temperature requires
careful design of the bimetallic element for proper response at
different operating
pressures. Upstream and downstream pressures have the opposite
affect in a bellows
trap; an increase in upstream pressure tends to close the valve
and vice versa. While
higher temperatures still work to close the valve, the
relationship between temperature
and bellows expansion can be made to vary significantly by
changing the fluid inside the
bellows. Using water within the bellows results in nearly
identical expansion as steam
temperature and pressure increase, because pressure inside and
outside the bellows is
nearly balanced.
-
8/16/2019 Steamtrap Module
10/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 10 of 17
e. Fixed orifice steam trap:
Another type of steam trap is the fixed orifice steam
trap. Fixed orifice traps contain a set
orifice in the trap body and continually discharge condensate.
They are said to be self-
regulating. As the rate of condensation decreases, the
condensate temperature will
increase, causing a throttling in the orifice and reducing
capacity due to steam flashing on
the downstream side. An increased load will decrease flashing
and the orifice capacity
will become greater.
Orifice steam traps function best in situations with relatively
constant steam loads. In
-
8/16/2019 Steamtrap Module
11/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 11 of 17
situations where steam loads vary, the orifice trap is either
allowing steam to escape or
condensate to back up into the system. Varying loads, such as
those found in most steam
heating systems, are usually not good candidates for orifice
steam traps. Before an orifice
trap is specified, a careful analysis of appropriateness is
recommended.
04. Importance of Traps:
Steam is used both for process applications and to build heating
spaces. Rising energy
costs make steam an expensive utility...too expensive to waste.
Even if steam is a by-
product of what you make, conserving it can add dramatically to
the bottom line.
A steam system can be a complex collection of pipes,
valves and steam traps carrying
and regulating steam to countless areas within your facility.
Traps are like stop signs at
-
8/16/2019 Steamtrap Module
12/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 12 of 17
the end of the route. They keep the steam from blowing off to
atmosphere, and purge it of
impurities that can make your system inefficient or cause
damage.
Steam is hotter and lighter than water so it travels through the
steam much faster. Water
or condensate forms in the pipe work and settles to the bottom.
It tends to be pulled along
by the high velocity steam. If too much condensate collects in
the pipe it can actually form
little waves. If the waves become large enough to touch the top
of the pipe they cause a
momentary blockage. The force of steam behind the wave is still
being forced through the
pipe. It will push the water forward with the force and velocity
of a bullet. This
phenomenon is commonly referred to as water hammer. Its effects
can be catastrophic to
pipe elbows, valves and even steam traps.
Removing condensate and air as soon as they form creates a more
efficient transfer of
thermal energy throughout the steam system. More efficient is a
synonym for more
profitable.
05. Failed Traps -- Cause and Effect:
Steam traps can fall open, fail shut, or in the case of
mechanical thermodynamic and disk
styles they can continuously flutter between open and shut. When
a trap fails open it isoften referred to as "blow-by". When a trap
is blowing-by, it means that, in addition to
condensate and non-condensate gases, some steam is also being
vented. If steam is a
commodity and it's being wasted by a faulty trap, then your
facility is not running as
efficiently as it could. A typical failure rate for failed open
steam traps is 15-30% of a
facility's steam trap population. A facility with 1000 steam
traps may have 150 to 300
failed open traps. This translates into a loss of steam.
A trap that is failed open can also create downstream
problems for other traps within thesystem. Steam traps, aside from
purging unwanted condensate, also act as flow
regulators for the entire system. Like the locks in a canal, if
one trap is failed open, the
-
8/16/2019 Steamtrap Module
13/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 13 of 17
other traps in the system are subject to increased pressures.
Certain traps may not
perform well with the added pressure and will have a shorter
lifespan.
Traps that fail shut, due to corrosion from lime or other
minerals, will allow condensate to
build-up in the system. The accumulation will follow the piping
to low spots where enough
water will cause damaging water hammer. In colder climates there
is also the threat of the
water freezing and bursting the pipe.
06. Trap failure:
Excluding design problems, two of the most common causes of trap
failure are over
sizing and dirt.
• Over sizing causes traps to work too hard. In some cases, this
can result in
blowing of live steam. As an example, an inverted bucket trap
can lose its prime
due to an abrupt change in pressure. This will cause the bucket
to sink, forcing the
valve open.
• Dirt is always being created in a steam system. Excessive
build-up can cause
plugging or prevent a valve from closing. Dirt is generally
produced from pipe scale
or from over-treating of chemicals in a boiler.
07. Testing Methods for Steam Traps:
With a fuller understanding of steam traps basics maintenance
personnel are better
equipped to inspect traps throughout the facility using common
methods.
1. VISUAL INSPECTION:
In a visual inspection the operator will check that the
discharge valve is functioning.
This requires venting live steam to atmosphere and can pose
safety issues. Because
it opens the closed portion of the system it is not a 100%
reliable test. Visual
-
8/16/2019 Steamtrap Module
14/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 14 of 17
inspection is important because a trained operator can look for
potential problems in
engineering and design that can lead to trap failures.
2. THERMAL INSPECTION :
Another method for routine testing of traps is with
contact or non-contact temperature
checks. Upstream and downstream temperature checks can reveal
failed open traps.
But variables such as back pressure in the system can make
temperature checks less
accurate. Thermal inspections are useful for identifying heat
loss, overloads and
pressure build-ups.
3. ULTRASONIC INSPECTION :
Using both visual and thermal methods it is easy to spot traps
that have completely
failed. But an ongoing predictive maintenance program involves
looking for problems
before they become catastrophic so as to minimize system damage
(water hammer),
minimize inefficiency (loss of heat transfer), and reduce the
residual decline in product
quality.
Ultrasonic testing gives the inspector an "inside view" of the
trap. A quality detector
translates high frequency ultrasonic noise to audible
frequencies. These frequencies
are localized to the source of contact so the inspector will not
be disturbed by ambient
parasite noise downstream. More sophisticated ultrasonic
detectors are equipped with
digital measuring capabilities, internal data loggers that track
all your steam system's
assets on board, and a direct PC interface for downloading
collected data to an
organized filing system. Multi functional inspection tools
combine both ultrasonic and
temperature measuring capabilities in one versatile device.
Inspectors using ultrasonic inspection methods as part of a
regular predictive
maintenance schedule can accurately locate steam traps with full
or partial fault
conditions.
-
8/16/2019 Steamtrap Module
15/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 15 of 17
08. APPLICATION:
There are three primary categories of steam traps:
•
Mechanical
• Thermostatic
• Thermodynamic
Popular traps in these categories include the inverted bucket,
the float, the
thermostatic and the thermodynamic disc types.
Which one to use depends on the application. The steam traps
prime missions is to
remove condensate and air preventing the escape of live steam
from the distribution
system.
The steam trap must adapt to the application. A disc
thermodynamic steam trap
should never be used together with a modulating heat exchanger.
Nor is it necessary
to overkill using floating ball steam traps for draining steam
pipes.
The table below can be used as a short guide for the selection
of steam traps:
OperationType of SteamTrap No or
little loadLight Load
NormalLoad
HeavyLoad
NormalFailureMode
Float &Thermostatic
No Action
Usuallycontinuous.May cycle.
Usuallycontinuous.May cycle.
ContinuousClosed A.V.open
Inverted BucketSmall
DribbleMay
dribbleIntermittent Continuous Variable
Bimetal
Thermostatic
No
Action
UsuallyDribble
Action
May blastat high
pressures
Continuous Open
ImpulseSmall
Dribble
Usuallycontinuouswith blast
Usuallycontinuouswith blast
Continuous Open
-
8/16/2019 Steamtrap Module
16/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 16 of 17
at highloads
at highloads
Disc
Thermodynamic
No
Action
Intermittent Intermittent Continuous Open
09. Finding malfunctioning traps:
As with any mechanical device, a steam trap can
malfunction. "If the steam trap fails
closed," the device that should be draining will flood and the
heat transfer process will
stop, and whatever product is being produced ... will no longer
be up to the required
quality standards. If the trap fails open, there will be a waste
of energy, steam will not be
completely consumed or condensed in the exchanger and steam will
blow through."
Banyacski notes that a plume of steam escaping from the
condensate receiver or from
some part of the condensate return system signals such a
condition.
He adds that it is difficult to determine whether a steam trap
has failed just partially open,
indicating a slow leak and a developing failure. "Such a ...
failure could persist for quite
some time without any outward sign. Therefore, a maintenance
person should make
periodic surveys of the installed base of steam traps. Banyacski
emphasizes that steam
blowing through a trap indicates that the trap needs to be
repaired or replaced.
10. Trap inspection methods:
Oftentimes, a misapplied steam trap (too small, the wrong
design) will malfunction.
Ultrasonic, infrared temperature measurements and visual
inspection have proven usefulto maintenance personnel in checking
for malfunctioning steam traps. Of the three,
ultrasound is the most reliable. Visual inspection requires an
inspector to let a steam trap
-
8/16/2019 Steamtrap Module
17/17
CATEGORY:
MechanicalIPCL – NC
TRAINING MODULEModule No.
IPCLDSMEC107
Prepared by: KGGRevision: 00
Reviewed by: SBDate:
Approved by: SBPage 17 of 17
discharge to atmosphere. However, doing that changes the
parameters of the closed
system and, therefore, can be unreliable.
There are enough variables in the system - backpressure, for
example - so that
temperature is not the most reliable indicator either. Portable
infrared thermometers
provide close estimations of pressures on valves, traps, and
coil heaters. These devices
are also useful for spotting conditions such as heat loss, the
need for insulation,
overheating, overloads, and cooling failures. Thus, an infrared
thermometer be used
along with ultrasound.
Traps that have failed completely open are easy to detect, but
the object is to find failing
traps before they fail completely. Ultrasonic testing can do
that. In essence, using an
ultrasonic instrument is like putting the inspector inside the
steam trap and piping system
allowing him to detect a leaking steam trap. Ultrasonic
detectors translate ultrasonic
emissions ... into sounds the human ear can hear.
Technicians who use ultrasonic detectors on a daily basis can
achieve accuracy that
exceeds 98%. And regarding frequency of inspections, process
components of
equipment, as well as drip mainstream traps should be checked
twice a year.
Heating steam traps (in facilities that use steam for space
heating) should be tested
annually and instituting a reporting system to keep tabs on the
location, type, size,
capacity and condition of all traps in a steam system is
imperative.