-
The Science & Business of Biopharmaceuticals
INTERNATIONALINTERNATIONAL
Bio
Ph
arm
Intern
atio
nal
NO
VEM
BER 2
015
Pro
cess C
hro
mato
gra
ph
y I C
ell C
ultu
re I V
iral C
leara
nce
Tech
no
log
y
Vo
lum
e 2
8 N
um
ber 1
1
November 2015
Volume 28 Number 11
STERILITY
ASSURANCE
UPSTREAM PROCESSING
IMPLICATIONS OF CELL
CULTURE CONDITIONS ON
PROTEIN GLYCOSYLATION
PEER-REVIEWED
ESTABLISHING PROCESS DESIGN
SPACE FOR A CHROMATOGRAPHY
PURIFICATION STEP
SUPPLY CHAIN
DIVERSIFYING THE
GLOBAL HEPARIN
SUPPLY CHAIN
www.biopharminternational.com
ES701252_BP1115_cv1.pgs 11.05.2015 21:58 ADV
blackyellowmagentacyan
-
PHARMACEUTICAL n HEALTH SCIENCES n FOOD n ENVIRONMENTAL n
CHEMICAL MATERIALS
©2015 Waters Corporation. Waters, ACQUITY QDa and The Science of
What’s Possible are registered trademarks of Waters
Corporation.
Gain confidence in glycan, peptide, and
oligonucleotide analysis with mass detection.
ES700041_BP1115_CV2_FP.pgs 11.04.2015 02:42 ADV
blackyellowmagentacyan
-
INTERNATIONAL
BioPharmThe Science & Business of Biopharmaceuticals
EDITORIALEditorial Director Rita Peters
[email protected] Editor Agnes Shanley
[email protected] Editor Susan Haigney
[email protected] Editor Randi Hernandez
[email protected] Science Editor Adeline Siew, PhD
[email protected] Director Dan Ward
[email protected] Editors Jill Wechsler, Jim
Miller, Eric Langer, Anurag Rathore, Jerold Martin, Simon Chalk,
and Cynthia A. Challener, PhD Correspondent Sean Milmo (Europe,
[email protected]) ADVERTISING
Publisher Mike Tracey [email protected]/Mid-West Sales
Manager Steve Hermer [email protected] Coast Sales Manager
Scott Vail [email protected] Sales Manager Chris Lawson
[email protected] Sales Manager Wayne Blow
[email protected] List Rentals Tamara Phillips
[email protected] 877-652-5295 ext. 121/
[email protected] Outside US, UK, direct dial: 281-419-5725.
Ext. 121 PRODUCTION Production Manager Jesse Singer
[email protected] AUDIENCE DEVELOPmENT Audience
Development Rochelle Ballou [email protected]
UBm LIfE SCIENCES
Tom Ehardt, EVP & Senior Managing Director, Life Sciences
Tom Mahon, Senior VP, Finance Georgiann DeCenzo, EVP & Managing
Director, UBM Medica Mike Alic, EVP, Strategy & Business
Development Dave Esola, VP & Managing Director, Pharm/Science
Group Johanna Morse, VP & Managing Director, CBI/IVT Becky
Turner Chapman, VP & Managing Director, Veterinary Group Joy
Puzzo, VP, Marketing & Audience Development Francis Heid, VP,
Media Operations Jamie Scott Durling, Director, Human Resources
UBm AmERICAS
Simon Foster, Chief Executive Officer Brian Field, Chief
Operating Officer Michael Bernstein, Head of Legal
UBm PLC
Tim Cobbold, Chief Executive Officer Andrew Crow, Group
Operations Director Marina Wyatt, Chief Financial Officer Dame
Helen Alexander, Chairman
© 2015 Advanstar Communications Inc. All rights reserved. No
part of this publication may be reproduced or transmitted in any
form or by any means, electronic or mechanical including by
photocopy, recording, or information storage and retrieval without
permission in writing from the publisher. Authorization to
photocopy items for internal/educational or personal use, or the
internal/educational or personal use of specific clients is granted
by Advanstar Communications Inc. for libraries and other users
registered with the Copyright Clearance Center, 222 Rosewood Dr.
Danvers, MA 01923, 978-750-8400 fax 978-646-8700 or visit
http://www.copyright.com online. For uses beyond those listed
above, please direct your written request to Permission Dept. fax
440-756-5255 or email: [email protected].
UBM Life Sciences provides certain customer contact data (such
as customers’ names, addresses, phone numbers, and e-mail
addresses) to third parties who wish to promote relevant products,
services, and other opportunities that may be of interest to you.
If you do not want UBM Life Sciences to make your contact
information available to third parties for marketing purposes,
simply call toll-free 866-529-2922 between the hours of 7:30 a.m.
and 5 p.m. CST and a customer service representative will assist
you in removing your name from UBM Life Sciences’ lists. Outside
the U.S., please phone 218-740-6477.
BioPharm International does not verify any claims or other
information appearing in any of the advertisements contained in the
publication, and cannot take responsibility for any losses or other
damages incurred by readers in reliance of such content.
BioPharm International welcomes unsolicited articles,
manuscripts, photographs, illustrations, and other materials but
cannot be held responsible for their safekeeping or return.
To subscribe, call toll-free 888-527-7008. Outside the U.S. call
218-740-6477.
EDITORIAL ADVISORY BOARDBioPharm International’s Editorial
Advisory Board comprises distinguished specialists involved in the
biologic manufacture of therapeutic drugs, diagnostics, and
vaccines. Members serve as a sounding board for the editors and
advise them on biotechnology trends, identify potential authors,
and review manuscripts submitted for publication.
K. A. Ajit-Simh President, Shiba Associates
Rory Budihandojo Director, Quality and EHS Audit
Boehringer-Ingelheim
Edward G. Calamai Managing Partner
Pharmaceutical Manufacturing
and Compliance Associates, LLC
Suggy S. Chrai President and CEO
The Chrai Associates
Leonard J. Goren Global Leader, Human Identity
Division, GE Healthcare
Uwe Gottschalk Vice-President,
Chief Technology Officer,
Pharma/Biotech
Lonza AG
Fiona M. Greer Global Director,
BioPharma Services Development
SGS Life Science Services
Rajesh K. Gupta Vaccinnologist and Microbiologist
Jean F. Huxsoll Senior Director, Quality
Product Supply Biotech
Bayer Healthcare Pharmaceuticals
Denny Kraichely Associate Director
Johnson & Johnson
Stephan O. Krause Director of QA Technology
AstraZeneca Biologics
Steven S. Kuwahara Principal Consultant
GXP BioTechnology LLC
Eric S. Langer President and Managing Partner
BioPlan Associates, Inc.
Howard L. Levine President
BioProcess Technology Consultants
Herb Lutz Principal Consulting Engineer
Merck Millipore
Jerold Martin Independent Consultant
Hans-Peter Meyer Lecturer, University of Applied Sciences
and Arts Western Switzerland,
Institute of Life Technologies.
K. John Morrow President, Newport Biotech
David Radspinner Global Head of Sales—Bioproduction
Thermo Fisher Scientific
Tom Ransohoff Vice-President and Senior Consultant
BioProcess Technology Consultants
Anurag Rathore Biotech CMC Consultant
Faculty Member, Indian Institute of
Technology
Susan J. Schniepp Fellow
Regulatory Compliance Associates, Inc.
Tim Schofield Senior Fellow
MedImmune LLC
Paula Shadle Principal Consultant,
Shadle Consulting
Alexander F. Sito President,
BioValidation
Michiel E. Ultee Principal
Ulteemit BioConsulting
Thomas J. Vanden Boom VP, Biosimilars Pharmaceutical
Sciences
Pfizer
Krish Venkat Managing Partner
Anven Research
Steven Walfish Principal Scientific Liaison
USP
Gary Walsh Professor
Department of Chemical and
Environmental Sciences and Materials
and Surface Science Institute
University of Limerick, Ireland
ES701449_BP1115_003.pgs 11.06.2015 01:03 ADV
blackyellowmagentacyan
-
4 BioPharm International www.biopharminternational.com November
2015
Contents
BioPharmINTERNATIONAL
BioPharm International integrates the science and business
of
biopharmaceutical research, development, and manufacturing. We
provide practical,
peer-reviewed technical solutions to enable biopharmaceutical
professionals
to perform their jobs more effectively.
COLUMNS AND DEPARTMENTS
BioPharm International ISSN 1542-166X (print); ISSN 1939-1862
(digital) is published monthly by UBM Life Sciences 131 W. First
Street, Duluth, MN 55802-2065. Subscription rates: $76 for one year
in the United States and Possessions; $103 for one year in Canada
and Mexico; all other countries $146 for one year. Single copies
(prepaid only): $8 in the United States; $10 all other countries.
Back issues, if available: $21 in the United States, $26 all other
countries. Add $6.75 per order for shipping and handling.
Periodicals postage paid at Duluth, MN 55806, and additional
mailing offices. Postmaster Please send address changes to BioPharm
International, PO Box 6128, Duluth, MN 55806-6128, USA.
PUBLICATIONS MAIL AGREEMENT NO. 40612608, Return Undeliverable
Canadian Addresses to: IMEX Global Solutions, P. O. Box 25542,
London, ON N6C 6B2, CANADA. Canadian GST number: R-124213133RT001.
Printed in U.S.A.
BioPharm International is selectively abstracted or indexed in:
• Biological Sciences Database (Cambridge Scientif c Abstracts) •
Biotechnology and Bioengineering Database (Cambridge Scientif c
Abstracts) • Biotechnology Citation Index (ISI/Thomson Scientif c)
• Chemical Abstracts (CAS) • Science Citation Index Expanded
(ISI/Thomson Scientif c) • Web of Science (ISI/Thomson Scientif
c)
Cover: PLAINVIEW/Maria Toutoudaki/Getty Images; Dan Ward
6 From the Editor Biopharma and contract providers must tread
carefully amid changing market dynamics. Rita Peters
8 Regulatory Beat New program emphasizes quality, risk, and
global collaboration. Jill Wechsler
10 Perspectives on Outsourcing Better process develop-ment is
creating industry benchmarks for bioprocessing. Eric Langer
48 Compliance Notes How to ensure archive records can be
retrieved. Siegfried Schmitt
49 Troubleshooting There are many factors to consider when
choosing viral clearance methods.Cynthia A. Challener
53 New Technology Showcase
53 Ad Index
54 Biologics News Pipeline
FILL/FINISHBest Practices for Sterility Assurance in Fill/Finish
OperationsRandi HernandezExperts discuss best practices to achieve
acceptable sterility assurance levels for aseptically filled
products. 14
UPSTREAM PROCESSINGImplications of Cell Culture Conditions on
Protein GlycosylationRichard Easton and Michiel E. UlteeThe authors
present a review of the techniques commonly used for glycosylation
analysis. 20
DOWNSTREAM PROCESSINGThe Development ofProcess Chromatographyin
BioprocessingSusan HaigneyIndustry experts discuss the development
of process chromatography in bioprocessing. 26
PEER-REVIEWEDEstablishing Process Design Space for a
Chromatography Purification Step: Application of Quality-by-Design
PrinciplesHui XiangThis case study reviews how quality-by-design
principles can be implementedin an intermediate chromatography
purification step that usescation-exchange chromatography. 28
GLOBAL SUPPLY CHAINDiversifying the Global Heparin Supply Chain:
Reintroduction of Bovine Heparin in the United States?David Keire,
Barbara Mulloy, Christina Chase, Ali Al-Hakim, Damian Cairatti,
Elaine Gray, John Hogwood, Tina Morris, Paulo A.S. Mourão, Monica
da Luz Carvalho Soares, and Anita SzajekThe global supply chain for
bovine and porcine heparin and regulatory considerations are
examined. 36
SUPPLY CHAIN
Piloting Track-and-Trace ImplementationRobert CelesteVirtual
pilot programs examine scenarios that may occur while implementing
serialization requirements for theUS Drug Supply Chain Security
Act. 43
QUALITYInvestigating BiologicsSusan Schniepp and Andrew
HarrisonThe authors discuss performing investigations of biological
products. 46
Volume 28 Number 11 November 2015
fEATURES
ON THE WEBwww.biopharminternational.com
Future of Bioprocessing eBook
BioPharm’s The Future of Bioprocessing eBook features articles
on advanced biologics, single-uses systems, market demand, patent
reviews, automation, and more!
To read the eBook, visit:
BioPharmInternational.com/FutureofBioprocessingeBook
BioPharmINTERNATIONAL
The Science & Business of Biopharmaceuticals
THE FUTURE OF
October 2015
e B O O K S E R I E S
ES701503_BP1115_004.pgs 11.06.2015 02:37 ADV
blackyellowmagentacyan
-
052.A1.0103.A © 2015 Eppendorf AG.
www.eppendorf.com/cic • 800-645-3050
ImagineThe new Eppendorf Cell Imaging Consumables
> Innovative design for
ergonomic handling
> TC treatment for reliable
cell attachment
> Precise planarity for high
resolution microscopy and
autofocus imaging systems
Whether you perform live or fixed
cell imaging, seed cells on microscope
slides or cover glasses, image a single
cell or a full 96 well plate, the new
Eppendorf Cell Imaging Consumables
offer tailored solutions for the best
optical performance in your cell
imaging experiments.
ES700029_BP1115_005_FP.pgs 11.04.2015 02:41 ADV
blackyellowmagentacyan
-
6 BioPharm International www.biopharminternational.com November
2015
From the Editor
Biopharma and
contract providers
must tread carefully
amid changing
market dynamics.
Next Steps in Outsourcing Relationships
In an industry where change is the norm, biopharma companies
must learn
to successfully navigate the financial, business, regulatory,
and scientific
ups and downs of the market. In the fourth part of the 2015 CPhI
Annual
Industry Report, Looking beyond the Global Pharma Horizon (1),
industry repre-
sentatives commented on dynamics in biologics development and
the contract
services market, and how challenges and strategic approaches in
the two sectors
may direct the industry moving forward.
Increased funding in the emerging bio/pharma sector, changing
customer
attitudes and business practices, regulations, a global supply
chain, niche
technology offerings, and untapped markets will shape the
contract services
market, writes Gil Roth, president of the Pharma and Biopharma
Outsourcing
Association. Most critical, however, is the ways in which
contract manufactur-
ing organizations (CMOs) and contract development and
manufacturing orga-
nizations (CDMOs) learn from the industryÕs past.
In ÒCMO/CDMO Challenges and Opportunities,Ó Roth notes that
recent
acquisitions in the contract services market were motivated by
the desire to
integrate service offerings, or acquire niche technologies to
attract earlier phase
clients with the goal of retaining that business through
commercial manufac-
turing. At the same time, the improving economy has enabled more
capital
investment in facilities at biomanufacturing firms, with a
resulting shift of
some operations in house. In addition, a focus on orphan drugs
with smaller
batch sizes may shift technology requirements and outsourcing
relationships.
Hedley Rees, managing consultant at PharmaFlow, highlights
differences in
the manufacture and supply of large-molecule biologic products
versus small-
molecule drugsÑpotential pitfalls in the drug development
processÑin ÒWhat
Does the Future Hold for Biopharmaceutical Outsourcing?Ó
Rees cites the effects of even minor changes in the production
process, chal-
lenges in sourcing raw materials, analytical methods to detect
changes during
manufacture, product sensitivity to environmental factors, and
the current
model of pharmaceutical distribution as potential opportunities
for failure. In
addition, advanced therapy medicinal productsÑgene therapies,
somatic cell
therapies, and tissue-engineered productsÑwill demand closer
ties between the
manufacturer and healthcare system versus the one-size-fits-all
batch process-
ing traditionally used with current blockbuster therapies.
In the present fee-for-service outsourcing model, projects are
directed by a
contract; changes must be negotiated, with both cost and time
implications.
The risk for the contract service provider is low, versus a
risk- and-reward-
sharing model.
ÒThe banana skin waiting for the unsuspecting pharmaco is that
this new era
of biologics needs a different approach to outsourcing,Ó Rees
warns.
Contractors can offer technical expertise that biologics
companies need;
however, some biopharma companies are considering more in-house
operations.
A move away from outsourced operations may drive the contract
service market
to think more about a risk-sharing model.
Rees identifies factors that will drive discussions between drug
owners and
contractors including the use of a quality-by-design approach;
supply chain
reporting and control; patenting of process knowledge; the cost
in of commer-
cialization; and the availability of qualified personnel.
For both parties, a careful eye on market changes and
development needs, as
well as some strategic hand-holding, may avert some nasty slips
or falls.
Reference 1. CPhI, Annual Report 2015, Part IV, Looking beyond
the Global Pharma Horizon, online
www.cphi.com/europe/networking/cphi-pharma-insights, accessed
Nov. 2, 2015. ◆
Rita Peters is the editorial director of
BioPharm International.
ES699965_BP1115_006.pgs 11.04.2015 01:08 ADV
blackyellowmagentacyan
-
Be a superhero. You can with our unmatched
chromatography portfolio.
Learn more about our new
Chromabolt¨ prepacked columns at:
Process scale chromatography can be challenging Ð
even for a superhero. But with the broadest portfolio
of chromatography resins, columns, and unparalleled
Whether youÕre tackling higher and higher titers, racing
the clock, or conquering bottlenecks, we can help
you be the superhero.
Affinity. Ion Exchange. Reversed Phase. Expertise.
Your cape is waiting at
EMD Millipore is a division of Merck KGaA, Darmstadt,
Germany
EMD Millipore, the M logo and Chromabolt are registered
trademarks of Merck KGaA, Darmstadt, Germany. © 2015 EMD Millipore
Corporation, Billerica, MA USA. All rights reserved.
PS-SBU-13-09113. 2/2015
www.emdmillipore.com/Chromabolt
www.emdmillipore.com/chromatography
support from EMD Millipore, you can make it happen.
ES700058_BP1115_A7_FP.pgs 11.04.2015 02:42 ADV
blackyellowmagentacyan
-
Be a superhero.
You can with our unmatched
chromatography portfolio.
Learn more about our new
Chromabolt® prepacked columns at:
Process scale chromatography can be challenging –
even for a superhero. But with the broadest portfolio
of chromatography resins, columns, and unparalleled
Whether you’re tackling higher and higher titers, racing
the clock, or conquering bottlenecks, we can help
you be the superhero.
Affinity. Ion Exchange. Reversed Phase. Expertise.
Your cape is waiting at
Merck Millipore, the M logo and Chromabolt are registered
trademarks of Merck KGaA, Darmstadt, Germany. © 2015 EMD Millipore
Corporation, Billerica, MA USA. All rights reserved.
PS-SBU-13-09113. 2/2015
www.merckmillipore.com/Chromabolt
www.merckmillipore.com/chromatography
support from Merck Millipore, you can make it happen.
ES700040_BP1115_B7_FP.pgs 11.04.2015 02:42 ADV
blackyellowmagentacyan
-
8 BioPharm International www.biopharminternational.com November
2015
Regulatory Beat
Vis
ion
so
fAm
eri
ca
/Jo
e S
oh
m/G
ett
y Im
ag
es
After two years of planning and analy-
sis, FDA officials are moving forward
with implementation of the Program
Alignment plan to better coordinate agency
field inspections with product reviews from
FDA research centers. The aim is to reduce
redundant processes and to provide more exper-
tise in evaluating today’s more complex and
varied production systems for drugs and bio-
logics. The growing number of pharmaceutical
ingredients and finished products imported
from abroad, moreover, heightens the need for
risk-based oversight and increased collaboration
with foreign regulatory counterparts to avoid
duplicate inspections.
Transforming oraThe reorganization of FDA’s 5000-person
field
force represents the most important change
since the Office of Regulatory Affairs (ORA)
was formed, says Melinda Plaisier, ORA chief
and associate commissioner for regulatory
affairs. This Program Alignment initiative,
announced in September 2013 and further clar-
ified in February 2015 (1), is dissolving ORA’s
five regional offices and establishing
commodity-based and vertically inte-
grated inspection programs for drugs,
biologics, medical devices, tobacco
products, food, and bioresearch mon-
itoring that will operate out of ORA’s
20 district offices.
For drugs, Pla isier expla ined
at the PDA/FDA Joint Regulatory
Conference in Washington, DC in
September 2015, Alonza Cruse will be
director for Pharmaceutical Quality
Operations, which will have a cadre
of pharmaceutical inspectors divided
into four management teams. Anne
Reid is acting director for Biological
Operations, with two management teams, and
Jan Welch heads up three teams for medical
devices. Some product team directors also will
head district offices.
These teams of specialized investigators will
gain greater technical expertise through train-
ing, which should help them keep pace with
manufacturing changes and new technology,
especially those inspectors with sub-specialties
in, for example, sterile drugs, compounding,
APIs, or combination products. Pharmaceutical
inspectorate members also will be part of
the Center for Drug Evaluation and Research
(CDER) product review teams so that they will
fully understand development and manufactur-
ing issues involved in a new therapy and can
produce pre-approval inspection reports that
reflect a common understanding of pertinent
production and quality concerns.
Plaisier emphasized that the ORA overhaul
is a “work in progress,” and that many final
decisions and individual assignments are still
to come. Questions remain about the num-
ber of field management teams for each pro-
gram, where these will be located, and how to
align some 2000 investigators into the different
review programs, she explained. These transi-
tion activities will continue through the com-
ing year, with the goal of starting up the new
FDA Overhauls Inspection OperationsNew program emphasizes
quality, risk, and global collaboration.
Jill Wechsler is BioPharm
International’s Washington editor,
Chevy Chase, mD, 301.656.4634,
[email protected].
fDa also seeks to halt violative
imports more quickly by
de-linking import alerts
from warning letters.
ES699852_BP1115_008.pgs 11.04.2015 00:12 ADV
blackyellowmagentacyan
-
November 2015 www.biopharminternational.com BioPharm
International 9
regulatory Beat
model in fiscal year 2017. ORA is
looking to develop metrics to mea-
sure the impact of these changes
internally, along with enhanced
training programs, new work plan-
ning systems, and more central-
ized laboratory operations.
CoorDinaTing ComplianCeClear, coherent enforcement
strategies with reduced layers of
review involve closer collabora-
tion between Center staff and field
inspectors to eliminate duplicate
case workups and to speed inspec-
tion findings to manufacturers,
explained Tom Cosgrove, direc-
tor of the Office of Manufacturing
Quality (OMQ) in the CDER Office
of Compliance (OC). These changes
should accelerate re-reviews of
plants looking to regain compli-
ance status and “not leave firms
in OAI (official action indicated)
status for a long time,” Cosgrove
commented at the PDA/FDA con-
ference. He emphasized the impor-
tance of complete documentation
of operations to demonstrate com-
pliance with GMPs. He also noted
that documentation by itself “is not
enough” to demonstrate full com-
pliance and that FDA inspectors are
being trained to do a “deeper dive”
into actual production practices.
FDA also seeks to halt violative
imports more quickly by de-linking
import alerts from warning letters.
Expeditious action against non-
compliant imports is important,
Cosgrove pointed out, because many
of these products raise data integ-
rity issues, including data that have
been deleted, back-dated, copied,
and fabricated. FDA is highlighting
data-integrity failures because such
problems also are linked to GMP vio-
lations and other problems that rep-
resent “real risk to patients.”
OMQ also is looking hard at
contract manufacturers and how
well their pharma clients moni-
tor contract operations for quality
and compliance. Clients need “to
get out there,” perhaps put a person
in the plant, to uncover GMP and
compliance problems “before we do,”
Cosgrove advised. He noted that the
manufacturer holding the approved
license for a medical product is
responsible for ensuring quality at all
its production facilities—including
those overseas or operated by part-
ners and suppliers.
Amidst all these organizational
changes, FDA is developing a new
model for assessing plant operations
based on standardized measures of a
facility’s state of quality and compli-
ance. The New Inspection Protocol
Project (NIPP) will apply to pre-
approval, GMP surveillance, and for-
cause inspections. CDER’s Office of
Pharmaceutical Quality is develop-
ing the new protocols and planning
pilot NIPP inspections with ORA.
The aim is to obtain quantitative
scores that can help compare sites,
while also reducing variability in
observations by different inspectors
and providing manufacturers with a
clearer idea of what they need to do
to maintain quality. While continu-
ing to document observed deficien-
cies, inspections also will identify
practices that exceed basic compli-
ance requirements to reward positive
behaviors.
gloBal CollaBoraTionEfforts at home to develop met-
rics for evaluating manufacturing
operations and to streamline and
target inspections also are being
applied to foreign manufacturers
producing medical products for the
United States. Because FDA lacks the
resources to monitor the growing
global pharmaceutical market, US
and European Union officials are
looking for greater “mutual reliance”
on each other’s inspection reports.
US officials have explored such
options for more than a decade, only
to be stymied by legal requirements
and confusing goals. Now authorities
are renewing efforts to reduce the
number of inspections conducted
by FDA investigators in the EU, and
by European inspectorates in the US,
to better target resources to areas of
greater risk, explained Dara Corrigan,
FDA associate commissioner for
global regulatory policy, at the PDA/
FDA conference.
FDA conducts thousands of for-
eign inspections each year, many
in Europe, Corrigan pointed out,
and reliable information indicat-
ing that a facility meets GMPs and
is a low-risk operation could help
avoid unnecessary site visits. To
move forward with a mutual reli-
ance initiative, FDA investigators
are observing audits of EU inspec-
torates, which are conducted by
other EU member states as part
of their own internal mutual reli-
ance inspection program. At the
same time, EU officials are audit-
ing ORA district operations to sup-
port increased EU reliance on FDA
inspection practices and reports.
Corrigan noted that FDA offi-
cials have been impressed with the
high level of discussion taking place
during these audits, but a num-
ber of important issues have to be
addressed for the initiative to move
forward. One is that US law requires
FDA inspection reports to redact
trade secret information before being
shared with other regulatory authori-
ties, a policy that rankles EU officials.
And while the vast majority of reg-
istered European drug facilities and
imported products come from six
EU member states (Germany, France,
Italy, United Kingdom, Spain, and
Ireland), it’s not clear if a mutual
reliance program could be lim-
ited to those countries. The path
forward, Corrigan said, involves
assessing the variability of EU
inspectorates and their expertise.
This is a high priority for both FDA
and the EU, and, Corrigan stressed,
“we want to succeed.”
referenCe 1.J. Wechsler, Pharma. Techn. 39 (5)
(2015). ◆
ES699849_BP1115_009.pgs 11.04.2015 00:12 ADV
blackyellowmagentacyan
-
10 BioPharm International www.biopharminternational.com November
2015
Perspectives on Outsourcing
Do
n F
arr
all/G
ett
y Im
ag
es
Biomanufacturing efficiency is on every-
one’s minds, being the single most
important area of focus for global bio-
processing. And contract manufacturing orga-
nizations (CMOs) are on the leading edge as
they implement performance improvements.
CMOs must remain efficient if they are to be
competitive—so this is no surprise. Results
from BioPlan Associates’ 12th Annual Report
and Survey of Biopharmaceutical Manufacturing
Capacity and Production (1) offer some clues as
to what CMOs are doing to remain competitive.
CMOs’ love affair with single-use devices
has been well documented. Indeed, single-use
implementation and integration is a much larger
focus for CMOs than it is for biotherapeutic
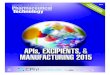
developers. And as the results in Figure 1 indi-
cate, it’s easy to see why: nine out of 10 CMOs
agree that biomanufacturing improvements over
the past year are coming from the use of dispos-
able and single-use devices.
Given that CMOs have long been at the fore-
front of single-use adoption, it’s perhaps more
interesting to look at factors that are rising in
importance for CMOs. One such factor is better
process development, cited by 81.8% of CMO
respondents as contributing to improved bioman-
ufacturing performance, up from
two-thirds of respondents in 2014.
This is a notable result, as pro-
cess development outsourcing has
been on the rise in recent years.
Separately, 43% of industry respon-
dents reported outsourcing at least
some upstream process develop-
ment activities to some degree,
up from just 17.1% back in 2010.
Additionally, 41% reported at least
some outsourcing downstream pro-
cess development activities to some
degree. Improvements in process
development, therefore, are an encouraging
sign for CMOs as this becomes a growing busi-
ness opportunity.
A similar pattern plays out in validation ser-
vices. This is also a growing area of opportunity
for CMOs, with validation services a more pop-
ular outsourcing activity than process develop-
ment. In the 2015 survey, for example, almost
three-quarters (73%) of industry respondents
reported outsourcing at least some validation
services, up from less than two-thirds in 2010.
Another area to which more CMOs attri-
bute internal performance improvements is
upstream production operations. In the 2015
survey, 64% of respondents said that these
improvements contributed to better overall
performance, up from 56% in 2014. In fact,
CMOs were almost as likely to credit upstream
improvements as downstream improvements
with better biomanufacturing performance.
That may partly be due to the current bottle-
necks being experienced in purification and
separation operations. And CMOs’ experience
with multiple products and campaigns provide
them expertise that in-house manufacturers
may not have.
Upstream biomanufacturing operations out-
sourcing has been growing more rapidly than
downstream operations, according to BioPlan’s
data. In the space of five years, the percentage
of industry respondents outsourcing upstream
operations has doubled, from 21% in 2010 to
42% in 2015. While outsourcing of downstream
operations has been on the rise, it hasn’t had
quite the same growth trajectory, up from 28%
in 2010 to 39% of respondents in 2015.
Upstream operational improvements are less
of an industry focus for both CMOs and in-
house manufacturers. Indeed, when BioPlan
surveyed the industry on the single most
important area or operational focus in 2015,
CMOs Continue to Improve Overall Biomanufacturing Performance
Better process development is creating industry benchmarks for
bioprocessing.
Eric Langer is president of BioPlan Associates,
tel. 301.921.5979, elanger@
bioplanassociates.com.
ES699850_BP1115_010.pgs 11.04.2015 00:12 ADV
blackyellowmagentacyan
-
For US inquiries, please contact [email protected] • For
Asia Pacifi c inquiries, please contact infoAsiaPacifi
[email protected]
For EU and other international inquiries, please contact
[email protected]
Answers that work
www.vetter-pharma.com
Looking for a syringe systemfor your sensitive compound?
Today’s complex compounds developed by pharma and biotech
companies require
new, innovative syringe concepts. Vetter-Ject® offers a syringe
closure system
specially designed for sensitive compounds. By combining a
baked-in siliconization
process with a staked needle, Vetter-Ject® provides a number of
signifi cant advantages:
� Product integrity
Tamper-evident seal supports product integrity
� Ready-to-use convenience
Staked needle offers easy handling and administration
� High product security
Baked-in siliconization process reduces product-silicone
interaction
To learn more visit www.vetter-ject.com
ES700026_BP1115_011_FP.pgs 11.04.2015 02:41 ADV
blackyellowmagentacyan
-
12 BioPharm International www.biopharminternational.com November
2015
Fig
ure
co
urt
esy o
f a
uth
or
Perspectives on Outsourcing
not a single CMO pointed to
upstream processing advances as
the top area; because downstream
production (DSP) operations issues
remain strong. A worrisome 64%
of CMOs said that downstream
processing is impacting capacity
and overall production by caus-
ing at least some bottleneck prob-
lems (noted by 64%). In fact, only
a quarter of respondents are cur-
rently enjoying no bottlenecks in
their downstream processing.
CMOs sPending tO Offset POtentiAl CAPACity CrunChNot
surprisingly, CMOs are seeing
more problems than biotherapeutic
companies due to downstream pro-
cessing, and are experiencing more
significant production capacity con-
straints, too. The BioPlan study indi-
cated they will likely continue to
invest in better DSP technologies
as a way out of these problems, for
example.
Facility constraints are the most
common factor CMOs cite as creat-
ing capacity crunches at their facil-
ities over the next five years (cited
by more than two-thirds). Probably
by no coincidence, 7 in 10 CMOs
plan to increase their spending on
new facility construction this year,
by an average amount of 11.3%.
The next biggest culprit in
projected capacity constraints is
downstream purification capacity.
Spending plans for CMOs are posi-
tive: almost three-quarters would
be increasing their capital equip-
ment budgets, with an average
increase of 11.7%.
Expected budget hikes—for cap-
ital equipment (11.7%) and new
facility construction (11.3%)—were
the largest of all areas tracked. To
grow their businesses, CMOs are
dedicating funds to offset potential
capacity constraints in the future.
Not surprisingly, better down-
stream purification technologies are
also on the agenda. CMOs note that
downstream innovation is the lead-
ing way to avoid future capacity con-
straints. Spending projections aren’t
quite as buoyant for downstream
innovation, though they are solid.
In 2015, 6 in 10 will increase spend-
ing on new technologies to improve
efficiencies and costs for downstream
production, for an average budget
increase of 6.1%. This is likely due
to new technologies providing more
incremental increases in efficiencies
as opposed to new equipment that
can quickly provide access to more
capacity and avoid crunches.
COnClusiOnSingle-use equipment is help-
ing CMOs achieve performance
improvements, both for down-
stream purification and for man-
ufacturing productivity overall.
But CMOs are taking numerous
other factors into account as they
improve efficiencies and lower costs.
These range from better analytical
testing and product release services
to better operations staff training,
optimized media and improved
existing quality management sys-
tems. Better process development
is also a growing area of interest for
CMOs as they take on more process
development work—both upstream
and downstream—for clients.
Nevertheless, one of the main
routes to overall productivity
improvements for CMOs will be
better downstream operations.
Besides the use of disposable equip-
ment, a majority of CMOs are
developing downstream processes
with fewer process steps. Many are
also using or evaluating a number
of technologies, including:
• Membrane-based filtration tech-
nologies
• Ion-exchange membrane tech-
nologies
• Ion-exchange technologies with
higher capacity.
Biotherapeutic developers might
keep a close eye on these activi-
ties. CMOs, with their broad expe-
rience, multiple product lines, and
need for rapid changeovers, are
often at the forefront of innova-
tion. Though their requirements
clearly differ from those of bio-
therapeutic developers, the process
improvements sparked by innova-
tions and adopted by CMOs can
provide a recipe for the industry as
a whole. As such, it will be interest-
ing to monitor the activities and
technologies that CMOs adopt to
improve downstream production
operations and overall biomanu-
facturing productivity.
referenCe 1. BioPlan Associates, 12th Annual Re-
port and Survey of Biopharmaceutical Manufacturing Capacity and
Produc-tion (Rockville, MD, April 2015),
www.bioplanassociates.com/12th, accessed Oct. 12, 2015. ◆
Figure 1: Improving biomanufacturing performance for CMOs, 2015
v. 2014
(select responses).
Use of disposable/single-use devices
Better process development
Overall better control of process
Improved downstream production operations
Better analytical testing & product release services
Improved upstream production operations
86.4%
83.3%
81.8%
66.7%
68.2%
77.8%
68.2%
72.2%
63.6%
66.7%
63.6%
55.6%
2015 2014
Source: 12th Annual Report and Survey of Biopharmaceutical
Manufacturing, April 2015, www.bioplanassociates.com/12th
ES699851_BP1115_012.pgs 11.04.2015 00:12 ADV
blackyellowmagentacyan
-
�bzena adds GMP manufacturing capabiliƟ es.
Composite CHO™ to produce high
expressing cell lines for manufacture
Composite Protein™ technology for
deimmunisaƟ on of therapeuƟ c proteins
�omposite ,uman �nƟ bodyΡ technology
to humanise and deimmunise anƟ bodies
iTope and TCED™ to idenƟ fy d cell epitopes
using a proprietary database and algorithm
EpiScreen™ for ex vivo assessment of the
immunogenicity of biopharmaceuƟ cals
Sa
n D
ieg
o,
USA
Cambridge, UK
Coventry, UK
ThioBridge™ for the generaƟ on of more
homogeneous anƟ body drug conjugates
TheraPEG™, CyPEG™ and HiPEG™ for
linking polymers to therapeuƟ c proteins to
edžtend their duraƟ on of acƟ on
PolyPEG™ a low viscosity polymer to
make it easier to manufacture and inject
long acƟ ng therapeuƟ c proteins
GMP manufacturing that specializes in single-use
technology for the producƟ on of biopharmaceuƟ cals
for Phase I and Phase II clinical trials
Process development focuses on improving
yield at each stage of development by
opƟ mizing each step in the process
Biosimilar cell line development in CHO,
NS0 and SP2/0 including enhanced PQA
dhe �bzena group has undergone a signiĮ cant transformaƟ on in
past few years following
the acƋuisiƟ on of �nƟ tope in ϮϬϭϯ and PaciĮ cGMP in ϮϬϭϱ.
�ringing together these
companies allows �bzena to support customers projects seamlessly
from lead selecƟ on
through to GMP manufacturing for clinical trials.
Start your project today. Visit www.abzena.com
EŽǁ�ĞŶĂďůŝŶŐ�ďĞƩ�Ğƌ�ďŝŽƉŚĂƌŵĂĐĞƵƟ�ĐĂůƐ�ĨƌŽŵ�ŵŽƌĞ�ůŽĐĂƟ�ŽŶƐ�
R&D site for developing and synthesing
conjugaƟ on and P�GylaƟ on reagents
ES700028_BP1115_013_FP.pgs 11.04.2015 02:41 ADV
blackyellowmagentacyan
-
14 BioPharm International www.biopharminternational.com November
2015
PL
AIN
VIE
W/M
aria T
outo
ud
aki/G
ett
y Im
ag
es;
Dan W
ard
Whe t he r o ut s o u r c i n g
aseptic techniques to a
third party, or perform-
ing these tasks in an
academic setting or in an in-house
laboratory, certain tools, technolo-
gies, and standard operating proce-
dures are necessary to ensure sterility
across settings. Because many biolog-
ics cannot be terminally sterilized,
isolators and restricted access barrier
systems (RABS) are typically the go-to
tools manufacturers use to ensure
product sterility.
To gain some insight into how to
best prepare sterile, parenteral prod-
ucts, BioPharm International spoke to
experts in both the theory and the
practice of sterile drug preparation.
Specifically, the publication spoke to
Bivash Mandal, PhD, a senior research
specialist at the Plough Center for Sterile
Drug Delivery Systems in the University
of Tennessee Health Science Center,
and Bernd Stauss, senior vice-president
of production/engineering at Vetter
Pharma-Fertigung GmbH & Co.
The Plough Center for Sterile Drug
Delivery Systems announced in August
2015 that it is installing three PODs
from G-CON Manufacturing in a new
facility on campus to manufacture
drugs for sponsors and train profession-
als on cGMPs for the large-scale produc-
tion of pharmaceuticals (1). Although
the location currently has the capacity
to manufacture small-volume parenteral
preparations for clinical investigation,
the facility expansion, which began
in September 2015, will al low the
Best practices for sterility assurance in Fill/Finish
Operations
Randi Hernandez
Two experts discuss best
practices to achieve
acceptable sterility
assurance levels for
aseptically filled products.
Fill/Finish
ES701255_BP1115_014.pgs 11.05.2015 21:58 ADV
blackyellowmagentacyan
-
November 2015 www.biopharminternational.com BioPharm
International 15
university to manufacture drugs
for preclinical and clinical trials.
The PODs are slated to be up and
running by 2016.
Vetter is an outsourcing com-
pany that has helped guide dozens
of product approvals for biophar-
maceutical compounds and spe-
cializes in the commercial filling
and packaging of parenteral drugs.
In the past few years, Vetter has
focused on innovation in the
field, combining the advantages
of isolators and RABS to create a
new approach in sterility assur-
ance, which the company calls
its “Improved RABS Concept.”
The technique features an accel-
erated process cycle and an auto-
mated decontamination function
for increased operational excel-
lence in aseptic processes (2).
EquiPmEnt trEndSBioPharm: What are the trends in
the use of RABS and isolators? Is
use of this type of equipment the
best way to ensure the sterility of
one’s fill/finish processes?
Mandal: Aseptic processing is a
complex manufacturing tech-
nology that can be achieved by
using aseptic cleanrooms (manned
human-scale cleanrooms), isola-
tors/restricted access barrier sys-
tems (RABS), or both. As far
as the industrial trends are con-
cerned, some firms have taken a
mix-and-match approach. RABS
and isolators can be used in the
manufacture of biologics, includ-
ing vaccines, gene therapies, and
protein-based drugs. Often, bio-
logic products are preservative-free,
contain growth media, and are
easily susceptible to contamina-
tion. Another area that demands
the use of RABS and isolators is
the manufacture of sterile drug
products with toxic, cytotoxic, and
highly potent molecules, which
require stringent barriers to pro-
tect personnel who are handling
these materials. In general, RABS
and isolators are being used for
smaller-volume and high-value
pharmaceuticals. The benefit/cost
balance has to be considered when
discussing the use of barriers: RABS
and isolators come with a high
price tag and are associated with
additional expenses related to the
operation of a cleanroom, such as
energy costs, operating costs, test-
ing costs, and gown costs.
Because it has been established
that the personnel working in
cleanrooms can be a major source
of contamination, RABS and isola-
tors are preferred as a means of a
physical barrier to separate people
from filling processes. According
to FDA guidance on aseptic pro-
cessing, isolators and closed RABS
are superior in their ability to con-
trol contamination and reduce
validation workload. Operators
must use these advanced tech-
nologies with caution because the
use of RABS and isolators alone
does not guarantee the sterility
of products. In both isolators and
RABS, for instance, operators use
glove ports, and glove ports need
to be inspected on a daily basis.
Moreover, gloves are considered
a primary route of contamina-
tion, and they are a common cause
of failure in isolator technology.
Complete automation and use of
robotic technology in conjunction
with isolators and RABS should be
Fill/Finish
BEST PRACTICES IN FREEZE/THAW OPERATIONS
BioPharm International asked Bivash Mandal, PhD, senior research
specialist
at The Plough Center for Sterile Drug Delivery Systems in The
University of
Tennessee Health Science Center, for a few tips to help ensure
optimal freeze/
thaw operations.
BioPharm: What are the dangers associated with multiple
freeze/
thaw operations?
Mandal: Multiple freezing and thawing of a biopharmaceutical
product
could affect the chemical and physical properties of the
product. In the case of
protein drugs, the procedure can stress and may irreversibly
denature complex
macromolecular structures, altering their stability. The rate at
which freeze/
thaw processes occur plays a significant role in product
quality. Fast freezing
rates could lead to smaller ice-crystal formation. This
process can result in their
partial unfolding, increased aggregation, and decreased
biological activity. There
is also an increased risk of the entrapment of air during fast
freezing, which can
denature proteins as air-liquid interfaces form. On the other
hand, slow thawing
rates often result in ice recrystallization, and the shear
stress generated by slow
freezing can damage biologics.
BioPharm: How does the geometry of vials or cryobags affect the
fill/finish
process of allogeneic cells?
Mandal: For the fill/finish of allogeneic cells, one of the
crucial steps is the
final freezing step for cryopreservation of the cells with an
acceptable shelf life.
An optimal cooling rate is one of the critical parameters
affecting the survival of
cells during cryopreservation. For cryovials, freezing patterns
will be influenced
by the variation in container-base geometry. If a vial’s base is
not flat and does
not have a uniform thickness, there may be uneven thermal
contact between
a sample and the lyophilization shelf. The mechanism of heat
exchange will be
affected based on the dimensions and geometry of the sample
container and
whether the container rests directly on a shelf or is supported
in a tray.
—Randi Hernandez
ES700988_BP1115_015.pgs 11.05.2015 17:53 ADV
blackyellowmagentacyan
-
16 BioPharm International www.biopharminternational.com November
2015
developed to eliminate the human
interventions that are performed
using glove/sleeve assemblies.
Stauss: There are two distinct
technologies dominating the fill/
finish process: isolators and RABS.
Each technology has its advantages.
With isolator technology, the pro-
cessing takes place in systems that
are entirely shut off from the outside
environment. As it pertains to steril-
ity assurance levels (SAL), isolators
are often considered the best solu-
tion due to the automatic decontam-
ination processes involved. However,
isolators need extensive decontam-
ination and preparation processes
following a batch to enable a safe
change in product.
RABS technology also achieves the
SAL currently required by regulatory
authorities. With this technology,
the physical barriers of a production
plant are limited; a RABS requires
installation in a higher-class envi-
ronment (at least ISO 7, with the
RABS located in an ISO 5 area).
Conversely, this system provides
flexibility and high-capacity utiliza-
tion for multi-product filling lines;
this is a reason why RABS are often
found at CDMOs [contract develop-
ment and manufacturing organi-
zations]. When choosing between
isolator and RABS technology, each
company has to make the decision
that best fits their production situa-
tion and needs.
BioPharm: What equipment is
common for those performing fill/
finish operations?
Mandal: For fill/finish operations,
liquid-filling equipment (manual/
semiautomatic/automatic), peristal-
tic pumps, filtration apparatuses,
a lyophilizer (if required), a vial/
ampoule sealer/crimper (semiauto-
matic/automatic), and a biosafety
cabinet (hood) are required. During
fill/finish operations, it is also
required to monitor the environ-
mental air quality by passive sam-
pling using settling plates and active
sampling using a centrifugal sam-
pler and an impactor-type sampler.
A laser particle counter can moni-
tor the total particulate count of the
environmental air.
Successful product
integrity testing
using deterministic
or probabilistic
methods is the basis
for enabling sterility
in manufactured drug
products.—Bernd
Stauss, Vetter
quAlity mEASurEmEntSBioPharm: What have been some
common performance gaps when it
comes to environmental monitoring?
Mandal: Some of the common
performance gaps in environmen-
tal monitoring include not follow-
ing standard operating procedures,
not monitoring in all aseptic pro-
cessing areas, inadequate corrective
actions, not responding in a timely
fashion to out-of-limit results,
inadequate personnel training,
failure to validate the cleaning and
sanitization procedures, failure to
trend environmental monitoring
data, failure to identify common
microorganisms, and inadequate
documentation of deviations.
BioPharm: How are aseptically
manufactured drug products best
evaluated for their sterility?
Stauss: Proving the sterility of
manufactured drug products is
crucial to a drug manufacturer.
In the first step, the design of the
applied primary packaging materi-
als needs to meet integrity require-
ments. Successful product integrity
testing using deterministic or prob-
abilistic methods is the basis for
enabling sterility in manufactured
drug products. After the integrity
of the package design is estab-
lished, incoming packaging mate-
rials are routinely tested to ensure
they meet specifications.
Equipment surfaces that come
into contact with sterilized drug
product or sterilized primary pack-
aging materials, as well as any cru-
cial equipment in the cleanroom,
needs to be sterilized by using vali-
dated sterilization methods. Moist-
heat and dry-heat sterilization are
the most commonly used steril-
ization methods. Furthermore, the
aseptic processing operations need
to be tested for their ability to pro-
duce sterile products via process sim-
ulations (media fill). During media
fill, microbiological growth medium
is exposed to product contact sur-
faces to simulate the exposure that
the product may undergo during
manufacturing. The sealed contain-
ers filled with the medium are then
incubated at defined temperatures to
detect microbial contamination.
During manufacturing, varying
controls like bioburden and endo-
burden testing of product and fil-
ter integrity testing are performed.
Another important aspect is the
environmental monitoring of the
surroundings. Before release of a
batch, a sterility test in an isola-
tor is performed to further demon-
strate sterility of the filled batch.
Mandal: Aseptically manufac-
tured drugs must be sterile, pyro-
gen-free, particulate-free, stable,
and isotonic. Sterility testing must
be conducted on every batch of
a product that is manufactured.
FDA consistently emphasizes that
sterility testing is to remain a cur-
rent good manufacturing practice.
Chapter of the United States
Fill/Finish
ES700719_BP1115_016.pgs 11.04.2015 23:38 ADV
blackyellowmagentacyan
-
www.gelifesciences.com/BioProcess
Xcellerex XDR systems offer the benefi ts of single-use
technology
in a stirred-tank bioreactor design. Developed for
scalability
and robustness, the XDR platform provides the performance
and fl exibility needed from process development to
large-scale
biopharmaceutical manufacturing.
When you need a fl exible and scalable cell culture solution,
we
are a partner like no other.
Predictable process scaling.Xcellerex™ bioreactor platform.
upstream downstream single-use services
GE, GE monogram, and Xcellerex are trademarks of General
Electric Company. © 2014–2015 General Electric Company. First
published Oct. 2014.GE Healthcare Bio-Sciences AB. Björkgatan 30,
751 84 Uppsala, Sweden
29133379 AB 08/2015
ES700027_BP1115_017_FP.pgs 11.04.2015 02:41 ADV
blackyellowmagentacyan
-
18 BioPharm International www.biopharminternational.com November
2015
Fill/Finish
Pharmacopeia (USP) states that ste-
rility tests on parenteral dosage
forms are not intended to be used
as a single criterion for the accept-
ability of a product (3). Sterility
assurance is achieved primarily by
the validation of the sterilization
processes and the aseptic process-
ing procedures.
Aseptically
manufactured
drugs must be
sterile, pyrogen-
free, particulate-
free, stable, and
isotonic.—Bivash
Mandal, University
of Tennessee Health
Science Center
Ideal ly, every v ia l/syr inge/
ampoule manufactured must be
tested for its sterility. Because
sterility testing is a destructive
process, however, testing each
individual unit is not possible. USP
provides guidance for the
minimum number of articles that
need to be tested from each manu-
factured batch.
The sterility test can be per-
formed by two different methods:
by the direct inoculation method
or by the membrane filtration
method. In the direct inoculation
method, a predetermined amount
of product is added directly to the
medium under aseptic conditions
and incubated. In the membrane
filtration method, the contents of
the product to be tested are filtered
through an appropriate-sized filter,
such that if any microorganisms
were to be present, they would be
retained on the filter. This filter is
then washed with specified solutions
to remove any retained product, and
finally, the filter is incubated with
medium at appropriate conditions
for at least 14 days.
Two different media must be
used for testing, irrespective of the
testing method used. Fluid thiogly-
collate medium (FTM) is used to
culture primarily anaerobic micro-
organisms, although it can support
the growth of aerobic microorgan-
isms as well. Trypticase soy broth
(TSB), also called the soybean
casein digest medium, is used to
test for the presence of fungi and
aerobic microorganisms. If a par-
ticular drug product inhibits the
growth of bacteria, such as is the
case with beta-lactam antibiotics,
the formulation of the medium
can be modified to include cer-
tain agents that can deactivate the
antibiotics, such as beta-lactamase.
Alternatively, the membrane filtra-
tion method can be used.
A failure of the sterility test is
indicated by a growth in one or
more of the incubated samples.
There is no such thing as a false
positive in the sterility testing of
an aseptically manufactured prod-
uct. A comprehensive written inves-
tigation follows, which includes
identification of the bacteria,
specific conclusions, and correc-
tive actions. A sterility test that is
positive may be indicative of pro-
duction, personnel, or laboratory
problems. The most commonly
found microorganisms in steril-
ity test failures include, but are not
limited to: Staphylococcus aureus,
Pseudomonas aeruginosa, Escherichia
coli, Enterobacter aerogenes, Neisseria
gonorrhoeae, Aspergillus niger, and
Candida albicans.
Fill/FiniSh BESt PrActicESBioPharm: Can you describe some
best practices for decontamination?
Stauss: The goal of a service pro-
vider to the biopharmaceutical
industry is to provide its custom-
ers with reliable and efficient asep-
tic production processes, which
are supported by safe and effec-
tive cleaning and decontamination
processes.
Automated decontamination of
RABS reduces downtime, increases
capacity utilization, and improves
overall equipment effectiveness.
Prior to the start of the decontami-
nation process, format parts are
cleaned offline, in full, and auto-
matically to remove particles, sili-
con, or residues, for example. This
automated cleaning process rep-
resents an important advantage
as compared to isolators, where a
manual cleaning process is nor-
mally applied.
Mandal: As an alternative to
formaldehyde-based sterilization,
vaporized hydrogen peroxide (VHP)
was introduced in the mid-1980s
to clean and decontaminate equip-
ment and machinery in the health-
care industry. Since then, the use of
VHP has been steadily increasing
due to the following advantages:
•Efficacyinrapid
decontamination of machines at
ambient temperatures and low
concentrations
•Stronghistoryofuseand
positive efficacy data on a broad
range of bacteria, fungus, spores,
and viruses
•Provenefficacytestingwith
biological indicators and
chemical indictors
•Abilitytokillresistantspores
•Usewithinacontrolledprocess
with real-time concentration
monitoring
•Notoxicbyproductswithits
use (VHP is a green solution)
•Associatedwithlessexposurerisk
to personnel and products outside
of a decontamination zone
ES700727_BP1115_018.pgs 11.04.2015 23:38 ADV
blackyellowmagentacyan
-
November 2015 www.biopharminternational.com BioPharm
International 19
•Afavorablesafetyprofile
(Typical concentrations used
are 150–700 ppm as compared
with formaldehyde [8000–10000
ppm] and chlorine dioxide
350–1500 ppm)
•Nolengthyaerationperiod
•Noresidue
•Astrongmaterialand
component compatibility profile
•Registeredbythe
Environmental Protection
Agency (EPA)
•ApprovedbyFDA.
casE studiEsBioPharm: Can you describe some
of your most challenging fill/finish
projects and what you did to over-
come obstacles that were presented?
Mandal: The Plough facility at
the University of Tennessee has
been manufacturing small-scale
batches for preclinical and Phase
I clinical trials for sponsors. We
have been using an aseptic clean-
room with manual intervention
and semiautomatic filling lines.
Most of the challenges we have
faced were mechanical or instru-
ment-oriented.
One of the projects (manufacture
of a sterile solution of polysaccha-
ride) had issues with the filling line
clogging when the filling opera-
tion was halted to switch person-
nel. The formulated product was
good, however, and was still within
acceptable limits of viscosity. Upon
investigation, we found that resid-
ual solution—which is in contact
with the filling needle tips—evapo-
rated in the laminar flow. We were
unable to remove the clot with high
pressure. The problem was solved
by running the entire fill continu-
ously, without interruptions.
Another challenge was with a
project focused on a parenteral that
was made up of an oily solution.
The process required us to overlay
nitrogen to protect the product
from oxidation. After stoppering
the product, the vial stopper even-
tually became pushed out in time.
The solution to the problem was
to crimp the vial in a reasonable
amount of time after stoppering.
Recently, we had a project on the
preparation and aseptic fill/finish
of a liposomal product contain-
ing a cytotoxic chemotherapeutic.
Liposomal products are notoriously
challenging fill/finish projects
because of issues with filtration,
drug loading, filter compatibil-
ity, and particle-size distribution.
Compatibility of the filter was an
important issue due to the drug
being adsorbed in the filter. The
proper control of the filtration
pressure was crucial, because there
is an increased occurrence of drug
loss from liposomes during filtra-
tion at higher pressures.
Additionally, the containment
of the cytotoxic chemotherapeu-
tic proved challenging. Special
procedures should be adopted to
deactivate the drug contaminated
materials after fill/finish. Cleaning
validation of the equipment should
be conducted in order to obviate
cross-contamination.
Stauss: Based on our day-to-day
experiences in customer projects, we
see the overall market is increasingly
becoming more challenging, par-
ticularly in areas such as:
• An increase in high-value
products in smaller batch sizes
• The cont inuous increase
in regulatory requirements,
including anticounterfeiting
activities
• Ever-more complex supply
chains on the customer side,
which have resulted in more
compl ic ate d r e que s t s fo r
CDMOs.
High-value products are often
based on complex compounds.
They demand high accuracy on the
filling line and have an increased
sensitivity to manufacturing pro-
cesses and environmental condi-
tions. A good example of a difficult
fill/finish project is the handling of
a highly sensitive API that requires
very small fill volume in a syringe.
Small filling volumes in such cir-
cumstances create signif icant
demands on all production areas,
including process design, technical
equipment, and packaging mate-
rial. This, in turn, creates high
demands on the operating staff.
In such cases, packaging material
and processes need to be adapted to
meet the requirements of a product.
Using the correct application tech-
nique of the silicone coating on a
syringe is a good example of a com-
mon packaging challenge.
Comprehensive project manage-
ment is necessary to handle such
a project successfully, taking into
consideration the needs of both the
product and the customer. To pro-
actively enable a successful product
launch, every potential impediment
to the best outcome in fulfilling
product requirements—including
manufacturing processes, use of tech-
nical equipment, and proper staffing,
to name a few—must be taken into
account during the project phase.
rEFErEncEs 1. The University of Tennessee Health
Science Center, “New Plough
Center for Sterile Drug Delivery
Systems to Expand UTHSC’s
National and Global Position as
a Pharmaceutical Manufacturer,”
Press Release, http://news.uthsc.
edu/new-plough-center-sterile-
drug-delivery-systems-expand-
uthscs-national-global-position-
pharmaceutical-manufacturer/,
accessed Oct. 13, 2015.
2. Vetter, “Vetter Embarks on a 300
Million Euro Investment Strategy
for Further Development to its
Manufacturing Sites and to Make
Available Additional Manufacturing
Capacities,” Press Release, www.
vetter-pharma.com/en/newsroom/
press/publications/vetter-embarks-
on-a-300-million-euro-investment-
strategy-for-further-development-to-
its-manufacturing-sites-and-to-make-
available-additional-manufacturing-
capacities/vetter-embarks-on-a-300-
million-euro-investment-strategy/,
accessed Oct. 13, 2015.
3. USP, USP General Chapter ,
“Sterility Tests,” USP 29–NF 24
(US Pharmacopeial Convention,
Rockville, MD, 2006). ♦
Fill/Finish
ES701280_BP1115_019.pgs 11.05.2015 22:41 ADV
blackyellowmagentacyan
-
20 BioPharm International www.biopharminternational.com November
2015
Med
icalR
F.co
m/G
ett
y Im
ag
es
This article reviews the impli-
cations of cell-culture con-
ditions on biologic product
quality, focusing on glycosyl-
ation and analytical techniques for its
accurate assessment. Glycosylation can
potentially affect a protein’s half-life,
immunogenicity, binding activity, and
stability. It is a complex process that
consists of the attachment of carbohy-
drate moieties, with possible attach-
ment sites via asparagine (N-linkage)
or serine/threonine (O-linkage) amino
acids in protein structures. In mam-
malian cell culture processes, the use
of different species can potentially
produce significant differences in the
types of glycosylation that can occur.
These differences in glycosylation can
have significant effects on the quality
of the therapeutic protein produced, as
can the choice of cell clone, the basal
and feed media used, and the cell-
culture conditions.
The choice of host cell and the bioreac-
tor conditions used in bioproduction of
proteins significantly affects protein prod-
uct quality. This is due both to the struc-
tural complexity of proteins themselves
and also to species-specific post-transla-
tional modifications that may occur dur-
ing the cell-culture process, glycosylation
being of particular importance.
Protein theraPeutics and cell-culture effects on Protein
qualityBiopharmaceutical drugs are proteins
with polymeric structures, built up
in a series of structural levels starting
implications of cell culture conditions on Protein
Glycosylation
Richard Easton and Michiel E. Ultee
The authors present a
review of the techniques commonly
used for glycosylation
analysis.
Michiel E. Ultee, PhD, is principal
at ulteemit Bioconsulting, llc, and
Richard Easton, PhD, is team
leader, carbohydrate analysis,
sGs life science services.
upstream Processing
ES700355_BP1115_020.pgs 11.04.2015 18:14 ADV
blackyellowmagentacyan
-
EMD Millipore Corp. is a subsidiary of Merck KGaA, Darmstadt,
Germany
Your fast track through regulatory challenges.The new Emprove®
program. Does the constantly changing regulatory landscape
sometimes feel like a maze? The new Emprove® program provides the
answers you need, with a portfolio of 400 pharma raw and starting
materials backed by information to support your qualification, risk
assessment, and process optimization activities.
• Portfolio of products to address different risk levels•
Elemental Impurity Information (ICH Q3D) • Online access to all
dossiers in the new Emprove® Suite
Take advantage of this process accelerating combination of
high-quality products and targeted insight. We help you find the
fast track through the maze.
Find out how at:www.emdmillipore.com/emprove
EMD Millipore, the M mark and Emprove are registered trademarks
of Merck KGaA, Darmstadt, Germany.
© 2015 EMD Millipore Corporation, Billerica, MA, SA. All rights
reserved.
ES700057_BP1115_A21_FP.pgs 11.04.2015 02:42 ADV
blackyellowmagentacyan
-
Merck Millipore is a business of
Your fast track through regulatory challenges.The new Emprove®
program. Does the constantly changing regulatory landscape
sometimes feel like a maze? The new Emprove® program provides the
answers you need, with a portfolio of 400 pharma raw and starting
materials backed by information to support your qualification, risk
assessment, and process optimization activities.
• Portfolio of products to address different risk levels•
Elemental Impurity Information (ICH Q3D) • Online access to all
dossiers in the new Emprove® Suite
Take advantage of this process accelerating combination of
high-quality products and targeted insight. We help you find the
fast track through the maze.
Find out how at:www.merckmillipore.com/emprove
Merck Millipore, the M mark and Emprove are registered
trademarks of Merck KGaA, Darmstadt, Germany.
© 2015 Merck KGaA, Darmstadt, Germany. All rights reserved.
ES700042_BP1115_B21_FP.pgs 11.04.2015 02:42 ADV
blackyellowmagentacyan
-
22 BioPharm International www.biopharminternational.com November
2015
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS
from the amino-acid sequence,
referred to as primary structure,
through folding of the amino
acid chains into local (second-
ary) and longer-range (tertiary)
three-dimensional conforma-
tions. Multi-chain proteins, such
as IgG antibodies, additionally
have a quaternar y st r uc ture
resulting from structural associa-
tions between the subunits.
the choice of host cell
and the bioreactor
conditions used in
bioproduction of
proteins significantly
affects protein
product quality.
The choice of host-cell line for
recombinant protein production
depends first on the protein’s
molecular properties. Certain bac-
teria can be used for production of
the simplest proteins, those that
are composed only of amino-acid
polymers, with no post-transla-
tional modifications (PTMs) such
as glycosylation, because most
bacterial strains are incapable of
glycosylation. Production is fast
using simple media; however, puri-
fication can be challenging. Rapid
production of proteins with primi-
tive glycosylation can be achieved
using yeast. Insect cells, generally
used with a baculovirus vector in
transient fashion, are used mostly
for R&D and niche products.
Mammalian cells are used for the
production of complex proteins
such as antibodies and enzymes,
requiring full PTMs, including the
production of complex carbohydrates.
Proteins are delicate molecules
compared with small-molecule
drugs and present multiple stabil-
ity challenges. A typical glycopro-
tein such as an IgG antibody has
many sites of variability within its
structure, which comprises four
chains with a total molecular
weight of 150,000 Da. Additionally,
there are several post-translational
modifications of the protein chain
that can occur, such as oxidation
and deamidation of specific amino
acids. Each heavy chain also
includes a site where glycosylation
takes place (Figure 1).
Why is Glycosylation imPortant?Many complex proteins such as
antibodies and enzymes are glyco-
proteins, containing from 2–30%
carbohydrate. Glycosylation is a
complex process, with the carbo-
hydrate attached to the protein
either via the amino acids aspara-
gine (N-linked) or serine/threonine
(O-linked). Multiple sugar types
are possible, each with multiple
attachment sites, and variation of
the mammalian cells used in pro-
duction can lead to subtle glycosyl-
ation differences (1).
The choice of cell clone affects
product quality. Each clone has
slightly different abilities for gly-
cosylation and other PTMs, and
viabilities vary, resulting in differ-
ences in released intracellular deg-
radative enzymes into the culture.
Therefore, it may be necessary to
select a cell clone that is not the
highest producer to achieve the
desired protein quality.
The extent of glycosylation can
also vary depending on the basal
and feed media, even with a single
clone producing a single monoclo-
nal antibody, or single basal media
with varied feeds.
effects of cell-culture conditionsCel l- cu lture parameters
that
affect the type and extent of gly-
cosylation include pH and CO2levels; the amount of dissolved
oxygen (dO2); the temperature;
the levels and types of nutrients;
the presence and types of gly-
can precursors; cell viability, as
dying cells release degradative
enzymes; and the level of process
control.
upstream Processing
Figure 1: Graphic showing IgG antibody structure, sites for
glycosylation, and
potential variability.
ES700969_BP1115_022.pgs 11.05.2015 17:41 ADV
blackyellowmagentacyan
-
Bioreactors offer much greater
control of pH and dissolved gasses
than shake flasks do, and hence,
better process control, but shake
flasks are more economical and
readily allow larger numbers or
arrays. Shake-flasks are, therefore,
commonly employed for early
scouting studies on media and
feed conditions. Optimum cell-
culture development is achieved
by working with bioreactors to
enhance growth and productiv-
ity via selection of basal media
and culture feeds and the timing
for these feeds; optimizing bio-
reactor oxygenation conditions,
such as CO2 levels, pH, agitation,
temperature, seeding densities,
and split ratios; extending the
production phase of cell culture
through the use of temperature
shift; and minimizing accumula-
tion of growth-inhibiting metabo-
lites such as ammonia.
More recently, the availabil-
ity of miniaturized bioreactors
has provided an effective and
e f f ic ient way of conduc t ing
multi-parameter studies. Thus,
‘ big- data’ approaches a l low-
ing design-of-experiment (DoE)
studies, in which multiple inter-
reacting bioreactor conditions
are evaluated simultaneously, are
made possible. Such studies require
the employment of automated,
large-number bioreactor arrays to
make the process feasible (2).
sPecial cell-culture considerations for BiosimilarsBiosimilars
are “generic” ver-
sions of protein pharmaceuticals
that must be highly similar to
the innovator drug in order to
be classified as such. Regulatory
guidelines require extensive ana-
lytical testing side by side with
the innovator drug, including
full glycosylation profiles (3).
Similarity to the innovator drug
is paramount; this must begin
from clone selection and pro-
ceed throughout process devel-
opment. Therefore, rather then
only selecting for clones with
the highest titer, as is usually the
case for innovator drugs, selec-
t ion is f irst for biosimilar ity,
which may mean that some of
the highest producing clones are
not selected.
Figure 2: Stacked high pH anion-exchange chromatography
procedure with
pulsed amperometric detection (HPAEC–PAD) chromatograms of
glycans
released from three preparations of bovine fetuin.
125
100
75
50
25
-10
0
NanoCoulombs(nC)
1
2
3
13 25 38 50 63 75 88 100 120
min
BioPharm International magazine
integrates the science and business
of biopharmaceutical research,
development and manufacturing.
We provide practical peer-reviewed
technical solutions to enable
biopharmaceutical professionals to
perform their jobs more effectively.
EACH ISSUE INCLUDES:
r� Quality/Analytics
r� 6QTUSFBN�1SPDFTTJOH
r� %PXOTUSFBN�1SPDFTTJOH
r� 1FFS�3FWJFXFE�5FDIOJDBM�/PUFT
r� 1SPEVDU�4QPUMJHIU
r� 1FSTQFDUJWFT�PO�0VUTPVSDJOH
VISIT OUR WEBSITE TO SUBSCRIBE FOR FREE TODAY!
XXX�#JP1IBSN*OUFSOBUJPOBM�DPN
JOIN OVER 31,000 SUBSCRIBERS
SIGN UP FOR YOUR FREE SUBSCRIPTION TODAY!BIOPHARM OFFERS PRINT
&
DIGITAL SUBSCRIPTIONS:
www.BioPharmInternational.com/subscribe
www.twitter.com/BioPharmIntl
www.linkedin.com/groups/BioPharm-International-4027200
ES700968_BP1115_023.pgs 11.05.2015 17:41 ADV
blackyellowmagentacyan
-
24 BioPharm International www.biopharminternational.com November
2015
upstream Processing
techniques for Glycosylation analysisN-glycosylation occurs when
the
carbohydrate is attached to aspar-
agine in the consensus sequence
asparagine-X-serine/threonine,
where X is any amino acid except
proline. As a nascent protein is
being synthesized in the endo-
plasmic ret iculum within the
cell, an en bloc transfer of a pre-
formed, lipid-anchored conserved
glycan occurs. As the synthesized
protein makes its way through
the Golgi apparatus, the con-
served N-linked glyan is ‘pro-
cessed’ by enzymes (glycosidases
and glycosyltransferases). It is
the presence of these processing
enzymes, their relative levels, and
the accessibility of the glycosyl-
ation site on the protein to these
enzymes that determine the final
glycosylation of a protein.
O-glycosylation occurs on the
amino acids serine and threo-
nine, but not in accordance with
a l inear consensus sequence.
There are some rules governing
the process—for example, there are
often nearby proline amino acids
within the regions of glycosyl-
ation, and also quite often, tandem
repeats of serine and theonine.
analysis of n-GlycansAnalysis of N-glycans is the most
active area of research. The tech-
niques that apply to analysis
of N-glycosylation also apply to
O-glycosylation.
The most abundant mam-
malian N-glycan structure is the
complex type where a number of
N-acetylglucosamine structures
are appended to the molecule and
extended with galactose, fucose, and
sialic acid residues to give between
two and four antennal structures.
The exact structure reflects the
nature of the enzymes present in the
cell type used in the expression pro-
cess as well as the precise environ-
ment in which the cells are located.
International Conference on
Harmonisat ion ( ICH) Qualit y
Guidelines Q6B describes the type
of analysis that should be per-
formed in relation to these struc-
tures to understand the quantities
of the different types of monosac-
charides present, the nature of the
glycans in terms of their antennary
profile, and linkage of monosac-
charides in each structure but also
the structure of the glycans at the
different glycosylation sites on the
protein backbone (4, 5).
analytical Procedure: the detailsThe analytical procedure of
gly-
cosylation involves a number of
physical and enzymatic steps to
release the glycans and then sepa-
rate them from the peptides and
any O-glycopeptides present in
the mixture. O-glycans can be
released chemically from these
O-glycopeptides and purified sep-
arately from the remaining pep-
tide chains.
A permethylation derivatization
procedure is then performed on the
separated N-glycans and O-glycans,
enabling them to be analyzed
using matrix-assisted laser desorp-
tion ionization–mass spectrometry
(MALDI–MS) analysis.
It is also possible to analyze the
samples chromatographically with-
out having to employ the permeth-
ylation procedure. For example, a
high pH anion-exchange chroma-
tography procedure with pulsed
amperometric detection (HPAEC–
PAD) can be used for the analy-
sis of N-glycans. An example of
this can be seen in the N-glycans
released from bovine fetuin, as
shown in Figure 2. This method
gave consistent data across three
preparations, a series of clustered
peaks representing di-, tri-, and
tetra-sialylated glycans (i.e., two,
three, and four sialic acid groups
on the N-glycans within each clus-
ter). The analysis gives some struc-
tural information in terms of an
idea of what has been produced
but little information in terms of
the precise nature of what the gly-
cans are. Techniques like this are,
therefore, useful for comparative
work but do not give much struc-
tural information for characteriza-
tion of the molecules.
one final step in
characterization is
to determine the
stereospecificity
of any linkages
within structures
wh