-
1
A Comparison of Mass Transfer - Vacuum Dehydration and Other
Fluid Conditioning Methods
Kal Farooq, Pall Corporation, Port Washington, NY
William Herguth, Herguth Laboratories, Inc., Vallejo, CA
Fluids in hydraulic and lubrication systems get contaminated
with water, air/gases and in some applications with lighter
hydrocarbons, refrigerants and solvents. Fluid conditioning, the
terms used for the removal of these contaminants combined with
filtration to remove particulate contaminant, is a relatively
straightforward and cost effective way to make these fluids
suitable for continued use, thus extending their service life and
reducing waste. Notable among the methods commonly used for fluid
conditioning are the mass transfer vacuum dehydration and flash
distillation-vacuum dehydration methods. This paper discusses the
relative merits of the common fluid purification methods and
presents experimental data that demonstrates the effects of
temperature and pressure on water and gas removal, and its impact
on the chemical and physical properties and the additive packages
of hydraulic and lubrication fluids. Key Words: water, mass
transfer, vacuum dehydration, hydraulic fluids, lubrication fluids,
and additives. Introduction: In addition to particulate
contaminants, fluids in hydraulic and lubrication systems get
contaminated with water, air/gases and in some applications, such
as compressors and pumped lube systems, with lighter hydrocarbons,
refrigerants and solvents. Fluid conditioning or purification, the
term used for the removal of these contaminants along with
filtration for the removal of solid contaminants, is a relatively
straightforward and cost effective way to make these fluids
suitable for continued use, thus extending their service life and
reducing the waste stream. Methods commonly employed for the
purification of the fluids include dry air purge, coalescence,
centrifugation, absorbent filtration, settling (settling tanks),
mass transfer vacuum dehydration and flash distillation vacuum
dehydration. Methods such as centrifugation and coalescence rely on
purely mechanical means, based on phase separation. Whereas flash
distillation vacuum dehydration methods use a more aggressive
approach, employing flash evaporation of the volatile contaminants
including water at temperatures well above those normally found
under standard system operating conditions, and at significantly
reduced pressures, the mass transfer vacuum dehydration method, on
the other hand, employs moderate level of vacuum and virtually
little or no additional heating. The technique is referred to as
mass transfer because it predominantly relies on the transfer of
water into a steady stream of dry air under moderate vacuum and
temperature conditions. The intent of this paper is to compare and
contrast the various technologies employed for removal of water and
other volatile contaminants from hydraulic and lubricating systems,
and to examine the impact of vacuum and temperature on the chemical
and physical properties of the hydraulic and lubricating
fluids.
-
2
Water contamination: Water contamination in hydraulic and
lubrication systems is commonplace due to waters ubiquitous nature
and its ingression into these systems through breathers,
condensation, leaks, during storage, transportation and handling.
Presence of water adversely affects the fluid and the system
components. Water affects the viscosity and load carrying ability
of the base fluid, and promotes its oxidation or hydrolytic
breakdown in the case of ester base stocks, which in turn generates
acids and sludge. Water causes corrosion of metallic surfaces and
promotes fatigue failure of bearings by hydrogen embrittlement
(Reference 6). Water may be present in the form of free, emulsified
or dissolved water in the base fluid. Free and emulsified water
exist when the amount of water in the fluid is in excess of fluids
capacity to dissolve water. Free water is composed of discrete
droplets in the 0.1 to 10 m size range, that, under favorable
conditions, coalesce and settle to the bottom of the reservoir. The
presence of free water, for extended periods of time, at the
reservoir bottom often results in biological growth and its
associated problems. Emulsified water is a form of free water,
which exists as a colloidal suspension, forming a stable
heterogeneous phase that does not separate from the fluid by
gravity even at elevated temperatures. Soluble water is the water
dissolved in the fluid phase as a homogeneous, single phase. The
solubility of water in hydraulic and lubrication fluids is
dependent on the type of fluid base stock and the additive package,
and generally increases with temperature and the age of the fluid.
Figure 1 shows the solubility of water in common industrial fluids.
Figure 1 Water Solubility of Common Industrial Fluids
Proactive maintenance requires setting target water
concentration limits for the fluid. This target will vary depending
on the application. Lubricant applications such as steam turbines,
diesel engines, dryer rollers (paper mills), screw compressors, and
industrial
Temperature vs. Saturation Point (ppmw) for Various Fluids
15 30 45 60 75 90
Temperature ( C )
0
100
200
300
400
500
600
700
800
900
1000
Sat
urat
ion
Poi
nt (p
pmw
)
Synthetic EHC FluidHydraulic OilSynthetic Gear OilPaper Machine
OilTurbine Oil
4000
5000
6000
7000
8000
o
-
3
gearboxes, each have their own unique requirements when it comes
to moisture control. As a general rule, 100 ppm is a reliable limit
for many applications in terms of lubricant and bearing life.
However, in view of the ingression potential of moisture in certain
applications, higher limits may be more practical. Aeration of
hydraulic and lubrication fluids can be caused by a myriad of
reasons including poor system design, fluid degradation, suction
side air leaks, etc. Fluid aeration is undesirable since it affects
the response and control of hydraulic actuators, causes cavitation
of valves and pumps, and results in loss of lubrication film,
reduced fluid viscosity, dieseling (adiabatic compression of air
bubbles resulting in thermal degradation of the fluid) and
accelerated oxidation of the fluid. In the case of gas compressors
and internal combustion engines, gases from the process are
introduced in the lubrication fluid causing chemical and physical
degradation of the lubricant. In the case of gas compressors, where
hydrocarbons blow by piston rings, the blow by gases can result in
dilution of the fluid, and reduced viscosity and flash point. Fluid
conditioning methods: Mechanical separation methods that include
settling, coalescence, absorbent filtration, and centrifugation are
limited to the removal of free and emulsified water. Mass transfer
and flash distillation type vacuum dehydrators, on the other hand,
remove not only the free water but also the dissolved water, free /
dissolved air and other gases, and lighter hydrocarbons, solvents
and refrigerants. Dry air purge will not remove dissolved air but
will strip dissolved non-environmental gases, lighter hydrocarbons,
solvents, and refrigerants, in addition to free/dissolved water.
Following is a brief discussion on each of the commonly used fluid
conditioning method. Coalescers remove free water entrained in the
oil phase by capturing and coalescing water droplets into larger
droplets and separating them from the oil phase. Specific gravity,
viscosity, and interfacial tension of the fluid are key parameters
in the process. Levels as low as 10 ppm free water can be obtained
with influent conditions of 10 % water by weight and an interfacial
tension of 2 dyne/cm and higher. Coalescers tend to disarm (become
ineffective) in the presence of surface-active agents in the fluid.
Coalescers also need fine filtration for protection against fouling
by solid contaminants. The process is most effective with low
viscosity fluids. Centrifugal separators utilize the difference in
specific gravity between the fluid and the water for the
separation. Industrial centrifuges are designed to generate
centrifugal forces on the order of 3,000 to 10,000 times higher
than gravitational force, hence speeding up the separation of water
by the same magnitude as compared with gravitational separation,
for example, in a settling tank. Centrifuges can also remove some
emulsified water depending upon the relative strength of the
emulsion vs. the centrifugal force of the separator. Centrifugal
separators do not remove dissolved water. Centrifuges are well
suited for applications where continuous decontamination of fluids
with excellent demulsibility (water separating characteristics) is
required. Water absorbent filters remove free and emulsified water
by super absorbent polymers impregnated in the media of the filter
cartridge. The water is absorbed by the polymer, causing it to
swell, and remains trapped in the filtration medium. Super
absorbent filters can remove only a limited volume of water before
causing the filter to go into pressure-
-
4
drop induced bypass. They are not well-suited for removing large
volumes of water, but are a convenient method to maintain dry
conditions in systems that dont normally ingest a lot of water.
These filters do not remove dissolved water. Mass transfer vacuum
dehydration type purifiers work on the principle of mass transfer
of the liquid and gaseous contaminants from the oil to a constant
stream of dry filtered air under vacuum. The process, using
techniques such as sheet-metal rings, nozzles, spinning disc, etc.
generates a large surface area of the fluid. The vacuum draws
ambient air into the chamber, expanding the air volume several
times consequently decreasing its relative humidity by the same
ratio. For example, the vacuum inside the Pall HVP series purifiers
expands the air about 5 times, hence drying the air drawn into the
chamber to 5 times its value at ambient condition. At a typical 50
% ambient air relative humidity (RH), the air is dried to ~ 10 % RH
inside the vacuum chamber. When the thin layer of the fluid comes
in contact with the 10 % saturated air, moisture and gases transfer
into the air phase until equilibrium is achieved between the fluid
and air phases. Vacuum also lowers the vapor pressure of the water
thus helping with its transfer into the dry air. The process
exposes the oil to relatively mild vacuum (22-24 Hg) and near
ambient temperatures. The purifiers can be fitted with in-line
heaters if needed in cases such as colder environments and for high
viscosity oils. This technique effectively removes free, emulsified
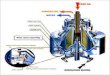
and dissolved water along with other volatile contaminants. Figure
2 shows a schematic diagram of Pall HNP series mass transfer type
purifier.
Figure 2 Schematic Diagram of Pall HNP Series Fluid Purifier
High vacuum / heat purifiers (flash distillation vacuum
dehydration) utilize higher vacuum and temperature conditions
inside a chamber to rapidly boil off water and other volatile
materials. The absolute temperature vs. pressure plot based on the
Clausius-Clapeyron equation for water, shown in Figure 3, indicates
the vacuum and temperature
-
5
conditions required for the water to transition from the liquid
phase to vapor phase and hence, boil-off. Flash distillation type
equipment is often operated at vacuum and temperature conditions
that are well within the vapor phase region of the plot for faster
removal of water. Unlike the mass transfer type equipment, there is
no purging of the vacuum chamber with dry air and the vacuum and
temperature levels are more severe. Vacuum levels of >26 Hg and
temperatures >160 F are commonly used in these equipment. Vapor
condensers are often used to remove the vapors before they get to
the vacuum pump. By virtue of higher vacuum and temperature levels,
these units offer higher water removal efficiencies for each pass
of the fluid compared with that of the mass transfer vacuum
dehydration type purifiers, but they also expose the fluid to
higher thermal stresses in the process.
Figure 3 Plot for Water Vapor Pressure vs Temperature Based on
Clausius-Clapeyron Equation
Clausius-Clapeyron Equation for Water
y = 1E-08e0.049x
R2 = 0.9948
0.010
0.100
1.000
10.000
280 300 320 340 360 380
Temperature (K)
Pre
ssu
re (
atm
)
Liquid Phase
Gas Phase
Table I provides a summary of the common fluid conditioning
methods, their contamination removal capabilities and the various
pros and cons associated with each method.
-
6
Table I Summary of Common Fluid Purification Methods
Phases of Water Removed
Purification Method
Free Emulsified Dissolved
Gases / Solvents Removed
Pros and Cons
Centrifuge X X1 High removal rate of free water only. High
initial cost and maintenance.
Coalescer X X1 Removes free water, sensitive to surfactants and
dirt (requires fine filtration)
Absorbent Filter
X X1 Removes free water only. Limited water holding
capacity.
Dry Air Purge
X X X X Low initial cost, removes dissolved water also. Slow
process requiring dry air source.
Flash Distillation -
Vacuum Dehydration
X X X X High single pass removal of free/dissolved water, gases,
solvents. Severe operating conditions stress the fluid.
Mass Transfer vacuum
dehydration
X X X X Removes free/dissolved water, gases, and solvents. Mild
operating conditions; gentler on the fluid.
1 Removal of emulsions is obtained only under appropriate
conditions. Experimental Work: Tests were conducted using Pall
Model HNP021, mass transfer vacuum dehydration type purifier to
determine the effect on the additives and the fluid base stock.
Tests were conducted on a popular brand of anti-wear hydraulic
fluid and a rust & oxidation, double inhibited steam turbine
lubrication fluid. Both fluids were mineral based with a viscosity
rating of ISO VG 32. Tests were conducted on a 50 gallon fluid
volume with the starting water concentration of 1 % by volume. The
HNP series purifiers employ nozzles to generate large surface area
of the fluid for the efficient transfer of moisture and other
volatile contaminants to the dry air. The purifier was operated
under six vacuum/temperature combinations with the maximum vacuum
of 26 Hg and maximum temperature of 158 F. The extreme vacuum and
temperature conditions were utilized to mimic the typical operating
conditions inside flash distillation- vacuum dehydration type
equipment. Pall HNP purifiers normally operate in the vacuum range
of 22-24 Hg and ambient temperatures. An external heater was used
since the purifier does not include a built-in heater.
-
7
Table II lists the tests conducted on the fluid samples and the
objectives of the test.
Table II List of the Tests Conducted on the Fluid Samples Test
ID Objective
Karl Fischer per ASTM D1744 Total water content
Dissolved Gas Analysis per ASTM D3612-01
Dissolved gas (air) content
RULER per ASTM D6810-02 Remaining phenolic antioxidant level
Rotating Pressure Vessel Oxidation Test (RPVOT) per ASTM
D2272-98
Oxidation stability of the fluid
Pressure Differential Scanning Calorimetry (PDSC) per ASTM
D6186-98
Time for the onset of fluid oxidation
Fourier Transform-Infrared (FT-IR) Spectroscopy
Presence of hindered phenol anti-oxidant additives
Experimental Results: The samples of the hydraulic and turbine
lube fluids treated under the extreme vacuum and temperature
conditions (26 Hg and 158 F) and the new fluid samples (for
baseline) were analyzed for oxidation resistance. Table III lists
the results for the four fluid samples. The magnitude of the
phenolic peaks obtained through the FT-IR analysis shows a 5.7 %
decrease for the processed turbine fluid sample. For the hydraulic
fluid samples, the phenolic peaks show an increase of 7.9 % in the
processed sample compared with the new sample. In a discussion with
the laboratory personnel it was concluded that both changes are
within the margin of error of the experimental technique, and,
therefore, are not significant.
Table III - Results of the Fluid Analysis
Sample ID FT-IR
(Phenolic Peak) RPVOT Test PDSC Test RULER
Turbine Fluid- New 0.088 422 minutes 80.7 minutes N/A
Turbine Fluid-Treated (26 Hg, 158 F) 0.083 317 minutes 90.8
minutes
Yellow solution A mode: 90%
Hyd. Fluid-New 0.0267 128 minutes No clear breaks N/A
Hyd. Fluid -Treated (26 Hg, 158 F) 0.0288 206 minutes No clear
breaks
Green solution V mode: 101%
-
8
The results of the RPVOT test, which is a measure of the fluids
resistance to oxidation, show a decrease of 25 % in the time
required for oxidation of the treated turbine fluid compared with
the new fluid sample. The results of the RPVOT oxidation stability
test for the hydraulic fluid show a large increase (61 %) for the
processed sample, most likely indicative of the fact that the test
is not suitable for this specific fluid. The test for the onset of
fluid oxidation by the PDSC method also measures the oxidation
resistance of the fluid, like the RPVOT test, but does not use
copper catalyst. The results of the PDSC test show a longer
oxidation onset time for the treated turbine fluid sample, and no
onset of oxidation up to 210 F for the treated hydraulic fluid
sample. The significant decrease in time (25 %) for oxidation
observed for the treated turbine fluid sample by the RPVOT test, in
contradiction with longer oxidation onset time by the PDSC test, is
an anomaly that needs to be studied further. The test to determine
the remaining phenolic antioxidant, using RULER, shows a 10%
decrease in the current flow, compared to new turbine fluid sample.
There was no decrease in the current flow for the processed
hydraulic fluid sample. The RULER results, shown in Table III, are
for current transmittance in the processed samples, using the fresh
samples as baseline (100 % current transmittance). A drop of 10 %
in the remaining phenolic antioxidant would not be considered
significant in this case. The above results suggest that the two
fluids treated under vacuum and temperature conditions of 26 Hg and
158 F, respectively, typical for the flash distillation vacuum
dehydration type process, are not significantly impacted in terms
of the antioxidant properties, as measured by FT-IR, PDSC and RULER
methods. The results of the dissolved gas analysis, performed on
the new turbine lube fluid sample from the drum and the processed
fluid samples, obtained in syringes at the outlet of the purifier,
are shown in Figure 4. The results indicate that temperature had no
effect on the reduction of the dissolved air content of the
purified fluid for the temperature range examined. The values
indicate 69 % decrease in the dissolved air content as a result of
the purifier treatment. The removal of gases from the fluid is
determined by the partition coefficient of the particular gas
between the fluid and the dry air under the operating temperature
and vacuum conditions. Had the oil been contaminated by a
non-environmental gas or solvent / refrigerant, the removal of the
gas or solvent would have been much higher due to the higher mass
transfer gradient (the dry air would have zero concentration of the
contaminants when it entered the vacuum chamber).
-
9
Figure 4 Dissolved Air Content of the Turbine Lube Fluid
Samples
Reduction in Dissolved Air Content at 26" Hg
0
1000020000
3000040000
50000
6000070000
80000D
isso
lved
Air
(PPM
)
Initial at ambient 113 F 158 F
The water concentration levels in the hydraulic fluid samples,
following 3 passes of the fluid volume (20 minutes of operation)
through the purifier, are shown in Figure 5. The starting water
concentration was 1 % (10,000 PPM). As the results, plotted below,
indicate, the higher vacuum and temperature resulted in lower water
concentration. The water concentration value obtained for the 18 Hg
and 158 F trial was similar to the values obtained at higher vacuum
trials. The values obtained at the typical HNP021 purifier
operating conditions of 22 Hg and 113 F were similar to more
severe, flash distillation vacuum dehydration type equipment
condition of 26 Hg and 158 F. Figure 5 Water Concentration of the
Hydraulic Fluid Samples
Water Concentraion of the Hydraulic Fluid Under Various
Operating Conditions
02000400060008000
1000012000
initia
l
Wat
er (P
PM
)
-
10
Conclusions: 1. The purifier test results suggest that the
anti-wear hydraulic fluid and the R&O turbine lube fluid
treated under vacuum and temperature conditions of 26 Hg and 158 F,
respectively, typical for the flash distillation vacuum dehydration
type process, are not significantly impacted in terms of their
antioxidant properties, as measured by FT-IR, PDSC and RULER
methods. The contradictory results for the RPVOT test for the
turbine lube fluid, showing reduction in oxidation resistance, is
an anomaly that needs to be studied further. 2. The results
indicate that temperature had no effect on the reduction of the
dissolved air content of the purified fluid for the range of
temperatures examined. The results also indicate a 69 % decrease in
the dissolved air content as a result of the purification
treatment. 3. The reduction in water concentration obtained through
the mass transfer vacuum dehydration process, operating at
relatively mild conditions of 22 Hg and 113 F, were similar to the
more severe, flash distillation vacuum dehydration type equipment
conditions of 26 Hg and 158 F. References: 1. Bloch, Heinz P. Exxon
Chemical Company, USA Baytown, Texas 77520, "Criteria for Water
Removal from Mechanical Drive Steam Turbine Lube Oils." Lubrication
Engineering. Volume 36, 12, 699-707 (Presented at the 35th Annual
Meeting in Anaheim, California, May 5-8, 1980). 2. Cantley, Richard
E. (Member, ASLE) The Timken Company Canton, Ohio 44706 "The Effect
of Water in Lubricating Oil on Bearing Fatigue Life." ASLE
Transactions, Volume 20, 3, 244-248. 3. D6810-02 Standard Test
Method for Measurement of Hindered Phenolic Antioxidant Content in
HL Turbine Oils by Linear Sweep Voltammetry 4. D2272-98 Standard
Test Method for Oxidation Stability of Steam Turbine Oils by
Rotating Pressure Vessel 5. D6186-98 Standard Test Method for
Oxidation Induction Time of Lubricating Oils by Pressure
Differential Scanning Calorimetry (PDSC) 6. Hydrogen Degradation of
Ferrous Alloys. (p. 243) Edited by: Oriani, Richard A., Hirth, John
P.; Smialowski, Michael 1985 William Andrew Publishing 7. Perrys
Chemical Engineer Handbook, 7th Edition (p. 2-349)